WO2019021477A1 - 吸音部材、車両用部品及び自動車 - Google Patents
吸音部材、車両用部品及び自動車 Download PDFInfo
- Publication number
- WO2019021477A1 WO2019021477A1 PCT/JP2017/027527 JP2017027527W WO2019021477A1 WO 2019021477 A1 WO2019021477 A1 WO 2019021477A1 JP 2017027527 W JP2017027527 W JP 2017027527W WO 2019021477 A1 WO2019021477 A1 WO 2019021477A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- absorbing member
- sound absorbing
- resin
- introduction passage
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/172—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using resonance effects
Definitions
- the present invention relates to a sound absorbing member, a component for a vehicle, and an automobile.
- a vehicle such as a car is a machine that has a power source such as an engine and can be moved by human operation, and generates various vibrations and noises.
- the sounds transmitted to the inside of the vehicle include not only the sounds emitted by the power source but also the sounds generated outside the vehicle such as road noise, tire pattern noise and wind noise generated when the vehicle travels. .
- these sounds When these sounds are transmitted to the inside of the vehicle, they cause discomfort to people, so sound insulation and sound absorbing members are used in the engine, engine room, interior, body, exhaust pipe, etc. Measures have been taken.
- the noise generated from the road surface during traveling such as tire pattern noise (in a frequency range of 500 to 3000 Hz and simply referred to as pattern noise) is less likely to be reflected and diffused around the lower part of the vehicle body, and the degree of sound intruding into the vehicle Is estimated to be high. Similar problems can occur with electric vehicles.
- noise that was conventionally diffused outside the vehicle is transmitted to a person riding the vehicle.
- these noises are likely to intrude from the bottom of the rear portion of the vehicle and the lower portion of the luggage room (under floor space) where the accommodation space is disposed. Since these noises include noise in the frequency range of 500 to 2000 Hz that people feel uncomfortable, it is required to take measures.
- Patent Document 1 discloses a flexible porous foam molded by foam molding, an introduction passage opened on one surface, and a hollow portion formed at the back of the introduction passage and having a cross-sectional area larger than that of the introduction passage.
- a sound absorbing member is disclosed which has a large number of resonance chambers.
- Patent Document 2 discloses a sound / sound insulation structure including a resin molded body having a plurality of independent blind cavities having openings on the front or back and a sound absorbing member, and having a specific 100 Hz to 10 kHz resonant sound absorption peak frequency. It is done.
- the Helmholtz resonance structure includes an introduction passage opened to the surface and a hollow portion connected to the outside through the introduction passage.
- the air in the introduction passage When the sound reaches the introduction passage of the Helmholtz resonance structure, the air in the introduction passage is pushed by the sound and tries to enter the hollow portion. At this time, since the air is an elastic body, the air in the hollow portion tries to push out the air in the introduction passage. That is, the air in the hollow portion functions as a spring. In this case, the movement of the air in the introduction passage can be expressed as a single vibration movement, and at this frequency, the sound reaching the introduction passage will be resonated and canceled. That is, sound is absorbed.
- the Helmholtz resonance structure can absorb sound of a predetermined frequency, but the sound absorption frequency depends on the volume of the hollow portion and the length and opening area of the introduction passage. Therefore, the sound absorption frequency can be adjusted by adjusting the volume of the hollow portion and the length and opening area of the introduction passage.
- the present invention is an invention made to solve the above-mentioned problems, and an object of the present invention is to provide a sound absorbing member having a sufficiently high sound absorption coefficient.
- the present inventors have found that the sound absorption coefficient of the sound absorbing member becomes high by roughening the surface of the introduction passage of the Helmholtz resonance structure, and completed the present invention.
- the sound absorbing member of the present invention is a sound absorbing member having a non-through hole
- the non-through hole has a Helmholtz resonance structure including an introduction passage opened to the surface and a hollow portion connected to the outside through the introduction passage,
- the cross-sectional area of the introduction passage in the direction perpendicular to the thickness direction is smaller than the cross-sectional area of the hollow portion in the direction perpendicular to the thickness direction
- the volume of the introduction passage is smaller than the volume of the hollow portion
- the sound absorbing member includes an upper layer having a first through hole forming the introduction passage, and a lower layer having the hollow portion laminated on the upper layer.
- the surface roughness Ra of the introduction passage is characterized in that it is 0.1 to 100 ⁇ m.
- the surface roughness Ra of the introduction passage is preferably 0.16 to 98 ⁇ m.
- the surface roughness Ra of the introduction passage is desirably 1.02 to 98 ⁇ m.
- the sound absorbing member of the present invention has a Helmholtz resonance structure. Therefore, sound of a predetermined frequency can be efficiently absorbed.
- the surface roughness Ra of the introduction passage is 0.1 to 100 ⁇ m.
- the air in the introduction passage easily contacts the surface of the introduction passage, and when the air in the introduction passage vibrates, its kinetic energy is easily converted to thermal energy . That is, sound is transmitted by the vibration of air, but the vibration (that is, kinetic energy) is easily attenuated by being converted into heat energy. Therefore, in the sound absorption member of the present invention, the sound absorption coefficient is considered to be sufficiently high.
- the surface roughness Ra of the introduction passage is less than 0.1 ⁇ m, the contact area between the introduction passage and the air decreases. Therefore, it becomes difficult to damp the vibration of air.
- the surface roughness Ra of the introduction passage is preferably 0.16 to 98 ⁇ m. By setting this range, the peak of the sound absorption coefficient can be made 70% or more. Further, the surface roughness Ra of the introduction passage is desirably 1.02 to 98 ⁇ m. By setting this range, the peak of the sound absorption coefficient can be made 72% to 91%.
- the surface roughness Ra of the introduction passage can be adjusted by the processing conditions of the introduction passage, polishing treatment, and roughening treatment such as sand blasting.
- the sound absorbing member according to the present invention comprises an upper layer having a first through hole forming the introduction passage, and a lower layer having the hollow portion laminated on the upper layer.
- the sound absorbing member having such a configuration can be easily manufactured by laminating the upper layer provided with the first through hole serving as the introduction passage and the lower layer having the hollow portion.
- the surface roughness of the introduction passage can be easily adjusted by separately manufacturing the upper layer and the lower layer.
- the introduction passage is desirably cylindrical. It is advantageous that the introduction passage has a cylindrical shape because the sound absorption characteristics do not have anisotropy.
- the lower layer may be a single layer, and the upper layer and the lower layer may be bonded by an adhesive layer.
- the Helmholtz resonance structure is not easily deformed even when a compressive stress is applied, and the value of the surface roughness Ra of the introduction passage does not change.
- the lower layer may be a single layer, and a space may be formed between the upper layer and a surface of the lower layer other than the hollow portion.
- a space is formed between the upper layer and the lower layer, the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- the lower layer is A side layer having a second through hole whose opening diameter is larger than that of the first through hole; It is desirable that the bottom layer in which the through holes are not formed be sequentially stacked, and the hollow portion be formed by the second through holes and the bottom layer. With such a configuration, the sound absorbing member of the present invention can be easily manufactured by sequentially laminating the upper layer, the side layer and the bottom layer.
- the upper layer and the side layer may be bonded by an adhesive layer.
- the Helmholtz resonance structure is less likely to be deformed even when a compressive stress is applied, and the value of the surface roughness Ra of the introduction passage does not change.
- a space may be formed between the upper layer and the surface of the side layer other than the second through hole.
- the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- the side layer and the bottom layer may be bonded by an adhesive layer. If the side layer and the bottom layer are bonded by the adhesive layer, the Helmholtz resonance structure is less likely to be deformed even if a compressive stress is applied, and the sound absorption characteristics are less likely to change due to the compressive deformation.
- a space may be formed between the bottom layer and the surface other than the second through hole in the surface of the side layer.
- the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- a fiber layer is further formed on the surface on the opening formation side of the plate material constituting the upper layer, Preferably, the fiber layer is formed with an opening communicating with the opening of the introduction passage.
- the sound absorbing member has a Helmholtz resonance structure, it can absorb sound in a predetermined frequency range, but the width of the frequency range that can absorb sound is not wide, and in particular, it is difficult to sufficiently absorb sound in a high frequency range of 2000 Hz or more. .
- the fiber layer is formed, sound in a high frequency region of 2000 Hz or more can be absorbed.
- the sound absorbing member of the present invention is desirably made of resin and / or fibrous material.
- the resin is preferably an elastomer such as a foamed resin or rubber.
- the sound absorbing member is made of resin, weight reduction can be easily achieved, which is particularly desirable as a component for a vehicle.
- the resin is a foamed resin, the weight thereof can be made lighter, which can contribute to the improvement of the fuel efficiency when it is used as a component for a vehicle.
- a composite material of resin and fiber may be used. As a method of compounding, resin and fiber may be mixed, resin and fiber may be combined in a block shape, and a plate of resin and fiber may be laminated.
- the parts for vehicles of the present invention are characterized by including the sound absorbing member of the present invention. Since the sound absorbing member of the present invention is excellent in sound absorbing performance, it is excellent as a component for a vehicle. As parts for vehicles provided with the sound absorption member of the present invention, a raising member, a partition member, a luggage box, etc. are mentioned.
- An automobile according to the present invention is characterized in that the introduction passage of the sound absorbing member according to the present invention is disposed in the direction of the road surface.
- FIG. 1 is a cross-sectional view schematically showing an example of the sound absorbing member of the present invention.
- FIG. 2 is a cross-sectional view schematically showing an example of the sound absorbing member of the present invention.
- FIG. 3 is a cross-sectional view schematically showing another example of the sound absorbing member of the present invention.
- FIG. 4 is a cross-sectional view schematically showing another example of the sound absorbing member of the present invention.
- Fig.5 (a) is explanatory drawing which shows typically an example of the site
- FIG.5 (b) is partial expansion of the area
- FIG. 6 is an explanatory view schematically showing a method of measuring the sound absorption coefficient of a reverberation chamber with respect to the sound absorption member.
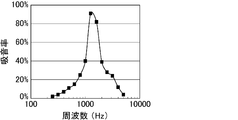
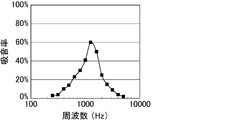
- FIG. 7 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of the sound absorbing member according to the first embodiment of the present invention.
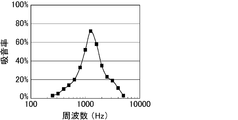
- FIG. 8 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 2 of the present invention.
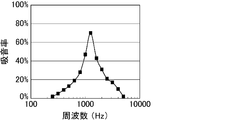
- FIG. 9 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 3 of the present invention.
- FIG. 10 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Comparative Example 1 of the present invention.
- FIG. 11 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Comparative Example 2 of the present invention.
- the sound absorbing member of the present invention is a sound absorbing member having a non-through hole
- the non-through hole has a Helmholtz resonance structure including an introduction passage opened to the surface and a hollow portion connected to the outside through the introduction passage,
- the cross-sectional area of the introduction passage in the direction perpendicular to the thickness direction is smaller than the cross-sectional area of the hollow portion in the direction perpendicular to the thickness direction
- the volume of the introduction passage is smaller than the volume of the hollow portion
- the sound absorbing member includes an upper layer having a first through hole forming the introduction passage, and a lower layer having the hollow portion laminated on the upper layer.
- the surface roughness Ra of the introduction passage is characterized in that it is 0.1 to 100 ⁇ m.
- the sound absorbing member of the present invention has a Helmholtz resonance structure. Therefore, sound of a predetermined frequency can be efficiently absorbed.
- the surface roughness Ra of the introduction passage is 0. 0. l to 100 ⁇ m. Further, the surface roughness Ra of the introduction passage is desirably 0.16 to 98 ⁇ m.
- the surface roughness Ra of the introduction passage is in the above range, the air in the introduction passage easily contacts the surface of the introduction passage, and when the air in the introduction passage vibrates, its kinetic energy is easily converted to thermal energy . That is, sound is transmitted by the vibration of air, but the vibration (that is, kinetic energy) is easily attenuated by being converted into heat energy. Therefore, in the sound absorption member of the present invention, the sound absorption coefficient is considered to be sufficiently high.
- the surface roughness Ra of the introduction passage When the surface roughness Ra of the introduction passage is less than 0.1 ⁇ m, the contact area between the introduction passage and the air decreases. Therefore, it becomes difficult to damp the vibration of air. Therefore, the sound absorption coefficient of the sound absorption member is unlikely to be sufficiently high.
- the surface roughness Ra of the introduction passage exceeds 100 ⁇ m, the range in which the air of the introduction passage can move becomes narrow. As a result, the Herzholm resonance mechanism becomes difficult to function. Therefore, the sound absorption coefficient of the sound absorption member is unlikely to be sufficiently high.
- the surface roughness Ra of the introduction passage can be adjusted by the processing conditions of the introduction passage, polishing treatment, and roughening treatment such as sand blasting.
- the surface roughness Ra of the introduction passage refers to the arithmetic average roughness defined by JIS B 0601 (2001), and means a value measured by the following method. First, 10%, 30%, 50%, 70%, and 90% portions are taken as surface roughness measurement reference points in the direction from the hollow portion side end of the introduction passage to the opposite end portion. Next, the surface roughness Ra in a square area centering on each surface roughness measurement reference point is measured using a laser type surface roughness measuring device (model name: manufactured by Keyence Corporation product name: VX-9700). . The measurement is performed as follows. First, a measurement piece cut in the direction perpendicular to the cross section of the introduction passage is prepared.
- the surface of the introduction path of the measurement piece facing up fix it to the measuring device, make it 50 times the magnification of the microscope of the laser type surface roughness measuring device, focus on the measurement reference point, 400 nm wavelength
- the surface roughness curve of the surface is measured and drawn at intervals of 10 ⁇ m in a square area with a height of 100 ⁇ m and a width of 100 ⁇ m with the measurement reference point as the center (therefore, 10 surface roughness curves are drawn)
- the Ra is calculated from each surface roughness curve, and the average of these ten Ra values is taken as the surface roughness Ra of the measurement reference point.
- the same measurement is performed at each measurement reference point, and the average value of the measurement values of five measurement reference points is taken as the surface roughness Ra of the introduction passage.
- the sound absorbing member of the present invention comprises an upper layer having a first through hole forming an introduction passage, and a lower layer having a hollow portion laminated on the upper layer.
- the sound absorbing member having such a configuration can be easily manufactured by laminating the upper layer provided with the first through hole serving as the introduction passage and the lower layer having the hollow portion.
- the surface roughness of the introduction passage can be easily adjusted by separately manufacturing the upper layer and the lower layer.
- the sound absorbing member of the present invention is constituted by the laminated structure of the upper layer and the lower layer, the first through hole serving as the introduction passage is present in the upper layer, and the hollow portion is present in the lower layer.
- a Helmholtz resonance structure is formed.
- the configuration of the sound absorbing member of the present invention will be described separately for the upper layer and the lower layer.
- the upper layer is made of a plate material, and the plate material is provided with a first through hole.
- the first through hole is in a columnar shape, and is a portion having a columnar space only with air. It is preferable that the diameter of the through hole is constant from the inlet side to the outlet side in the thickness direction of the plate material. That is, it is preferable not to include a form in which gas passes in the thickness direction but the other side can not be seen (does not penetrate) in top view in the thickness direction, such as communicating pores in a porous material.
- the first through hole is preferably a through hole formed by machining a plate material having no through hole, and drilling using a punching, a drill, a laser or the like is suitably used.
- the first through hole is desirably cylindrical, and the cross-sectional shape in the direction perpendicular to the longitudinal direction is preferably a perfect circle.
- the introduction passage has a cylindrical shape. It is advantageous that the introduction passage has a cylindrical shape because the sound absorption characteristics do not have anisotropy.
- the diameter of the bottom surface in the case where the first through hole is cylindrical is preferably 1 to 30 mm. That is, in the sound absorbing member of the present invention, the inner diameter of the introduction passage is preferably 1 to 30 mm.
- the diameter of the first through hole is determined as a circle equivalent diameter.
- the equivalent circle diameter is the diameter when the cross-sectional area of the first through hole when cutting the first through hole in the direction perpendicular to the length direction is replaced with a true circle of the same area.
- the diameter may be used as the equivalent circle diameter.
- the arrangement pattern of the first through holes provided in the upper layer is a square arrangement in which the first through holes are arranged at the apexes of the squares in a plane in which the squares are continuously arranged vertically and horizontally. It may be a staggered arrangement in which first through holes are arranged at the apexes of triangles in a plane in which regular triangles are arranged continuously in the vertical and horizontal directions. Among these, a staggered arrangement is desirable. When the arrangement pattern of the first through holes is a staggered arrangement, the adjacent first through holes are likely to be equally spaced, so that the sound absorbing effect is improved. Moreover, the strength as a plate material of the upper layer is obtained.
- the plate material constituting the upper layer is made of a resin and / or a fibrous material.
- the resin is preferably an elastomer such as a foamed resin or rubber. If the plate material constituting the upper layer is made of resin, weight reduction can be easily achieved, which is particularly desirable as a component for a vehicle. In addition, when the resin is a foamed resin, the weight thereof can be made lighter, which can contribute to the improvement of the fuel efficiency when it is used as a component for a vehicle.
- the plate material constituting the upper layer may be a composite material of resin and fiber. As a method of complexing, resin and fiber may be mixed, or resin and fiber may be combined in block form.
- the resin be any of a foamed resin composed of expandable resin particles (beads), a foamed resin having cells, a thermoplastic resin, and a thermosetting resin. It is preferable that the material of the resin has a density of 0.01 to 1 g / cm 3 , and more preferably, the density of the resin is 0.02 to 0.1 g / cm 3 .
- the density of the resin indicates the density of the foamed resin that has been foam-molded. If the density of the resin is within the above range, it is easy to obtain the strength necessary for the sound absorbing member.
- the resin is more preferably a foamed resin comprising expandable resin particles (beads).
- the resin is a foamed resin composed of expandable resin particles (beads)
- the weight of the sound absorbing member can be reduced while maintaining the strength, which can contribute to the improvement of fuel efficiency when used for parts for vehicles .
- the foamed resin is obtained by foaming and molding expandable resin particles.
- the expandable resin particles (beads) used as the plate material constituting the upper layer are particles containing a foaming agent inside the resin particles, and known materials can be suitably used.
- the resin component constituting the expandable resin particles include olefin resins such as polyethylene and polypropylene, and styrene resins such as polystyrene.
- a styrene resin a copolymer obtained by copolymerizing a styrene homopolymer, styrene, and a monomer (or its derivative) copolymerizable with styrene is mentioned.
- the styrene copolymer may be any of a block copolymer, a random copolymer, and a graft copolymer.
- the blowing agent include hydrocarbons such as propane, butane and pentane.
- the expandable resin particles used as the plate material constituting the upper layer may be, if necessary, a flame retardant, a flame retardant aid, a processing aid, a filler, an antioxidant, light stability.
- Known additives such as an agent, an antistatic agent and a colorant may be added.
- an additive if a black thing is used for a coloring agent, a stain will become inconspicuous.
- Flame retardants include hydrated metal flame retardants such as aluminum hydroxide and magnesium hydroxide, phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- TABB tetrabromobisphenol A
- brominated polystyrene chlorinated paraffin And halogen-based flame retardants
- ammonium carbonate such as melamine cyanurate
- antioxidant examples include alkylphenols, alkylene bisphenols, alkylphenol thioethers, ⁇ , ⁇ -thiopropionic acid esters, organic phosphites and phenol-nickel complexes.
- light fastness stabilizer examples include benzotriazole-based UV absorbers and hindered amine-based stabilizers.
- antistatic agent examples include low molecular weight antistatic agents such as fatty acid ester compounds, aliphatic ethanolamine compounds and aliphatic ethanolamide compounds, and high molecular weight antistatic agents.
- a coloring agent a dye, a pigment, etc. are mentioned.
- the average particle diameter of the expandable resin particles used as a plate material constituting the upper layer is preferably 300 ⁇ m to 2400 ⁇ m, and more preferably 800 ⁇ m to 2000 ⁇ m.
- the expansion ratio of the expandable resin particles is desirably 10 to 60 times. By setting the expansion ratio to 10 to 60 times, the density of the resin can be easily adjusted to the range of 0.02 to 0.1 g / cm 3 . On the other hand, if the expansion ratio is less than 10 times, the sound absorbing member may be too hard or too heavy. When the expansion ratio exceeds 60 times, the strength of the sound absorbing member may be insufficient.
- polyurethane or the like can be used as the foamed resin used as the plate material constituting the upper layer.
- a foaming agent and the like By mixing polyurethane as a main ingredient, a foaming agent and the like, and foaming and forming the mixture, a foamed resin having cells can be obtained, whereby a plate material can be manufactured.
- the resin used as the plate material constituting the upper layer may be a thermoplastic resin or a thermosetting resin.
- a thermoplastic resin used as a plate material constituting the upper layer polypropylene resin, polyethylene resin, polyester resin (such as nylon 6-6), polystyrene resin or the like can be used.
- a sound absorbing member can be manufactured by molding a thermoplastic resin as a resin pellet, heating the resin pellet, and performing a molding process such as injection molding and extrusion molding.
- thermosetting resin used as the plate material constituting the upper layer.
- the sound absorbing member can be manufactured by preheating the thermosetting resin, placing it in a mold, pressurizing it, raising the temperature of the mold and curing it.
- the fibers used as the plate material constituting the upper layer are preferably organic fibers or inorganic fibers, and polyester, polyamide, acetate or the like can be used as the organic fibers.
- the inorganic fibers alumina, silica and mullite fibers are desirable. It is desirable to bond the fibers together with the binder into a felt.
- the plate material constituting the upper layer materials such as inorganic materials and metal materials may be used in addition to the resin.
- the thickness of the plate constituting the upper layer is preferably 1 to 20 mm.
- the thickness of the plate is the length of the first through hole and the length of the introduction passage. That is, the length of the first through hole is preferably 1 to 20 mm. Further, the length of the introduction passage is also preferably 1 to 20 mm.
- a fiber layer is further formed on the surface on the opening formation side of the plate material constituting the upper layer, Preferably, the fiber layer is formed with an opening communicating with the opening of the introduction passage.
- the sound absorbing member has a Helmholtz resonance structure, it can absorb sound in a predetermined frequency range, but the width of the frequency range that can absorb sound is not wide, and in particular, it is difficult to sufficiently absorb sound in a high frequency range of 2000 Hz or more. .
- the fiber layer is formed, sound in a high frequency region of 2000 Hz or more can be absorbed.
- the material constituting the fiber layer is preferably selected from natural fibers, synthetic resin fibers, and inorganic fibers.
- Natural fibers include vegetable fibers, animal fibers and mineral fibers.
- synthetic resin fibers include polyamide resins (nylon etc.), polyester resins (polyethylene terephthalate (PET), polyethylene naphthalate (PEN) etc.), acrylic resins, polyvinyl alcohol resins, polyolefin resins (polyethylene, polypropylene etc.) etc. It can be mentioned.
- As the inorganic fibers alumina fibers, silica fibers, silica-alumina fibers, glass fibers, carbon fibers, potassium titanate fibers, rock wool and the like can be mentioned.
- the fiber layer may be formed as a felt or non-woven fabric.
- the thickness of the fiber layer is preferably 1 to 20 mm.
- air vibration occurs in the space, and sound in a high frequency region can be absorbed.
- the upper layer and the fiber layer may or may not be bonded by an adhesive layer.
- a hollow portion is provided and laminated with the upper layer.
- the lower hollow portion is connected to the first through hole of the upper layer, that is, the introduction passage, whereby the hollow portion is connected to the outside to form a Helmholtz resonance structure.
- the hollow portion provided in the lower layer preferably has a cylindrical shape, and the cross-sectional shape in the direction perpendicular to the longitudinal direction preferably is a perfect circle.
- the height is preferably 1 to 20 mm, and more preferably 3 to 15 mm.
- the diameter of the hollow portion is determined as the equivalent circle diameter.
- the equivalent circle diameter is the diameter when the cross-sectional area of the hollow portion when the hollow portion is cut in the direction perpendicular to the length direction is replaced with a true circle of the same area.
- the diameter of the hollow portion is preferably 4 to 171 mm, preferably 10 mm or more, and more preferably 150 mm or less.
- the arrangement pattern of the hollow portions provided in the lower layer may be a tetragonal arrangement in which the hollow portions are disposed at the apexes of squares in a plane in which squares are continuously arranged vertically and horizontally. It may be a staggered arrangement in which hollows are arranged at the apexes of triangles in a plane arranged continuously to. Among these, a staggered arrangement is desirable. If the arrangement pattern of the hollow portions is a staggered arrangement, the adjacent hollow portions are likely to be equally spaced, so that the sound absorption effect is improved. In addition, the strength as a lower plate material can be obtained.
- the positional relationship between the introduction passage and the hollow portion may be such that the hollow portion is connected to the outside through the introduction passage, and the center of the introduction passage and the hollow portion (in the direction perpendicular to the thickness direction The center in the cross-sectional shape at the time of cutting may or may not coincide.
- the specific configuration of the lower layer will be described separately in the case of one layer and in the case of two layers.
- the lower layer is a single layer, there is a form in which a concave portion is formed midway in the thickness direction of one plate material constituting the lower layer to form a hollow portion.
- the lower layer is two layers
- the layers constituting the sound absorbing member of the present invention are three layers of the upper layer, the side layer and the bottom layer.
- a recess is formed in the middle of the thickness direction of one plate member constituting the lower layer to form a hollow portion.
- the concave portion is a portion which is a columnar space having an open upper surface, surrounded by the bottom surface and the side surface, with the material constituting the plate material as the bottom surface and the side surface.
- the diameter of the recess is preferably constant from the top surface to the bottom surface. Moreover, it is preferable that the diameter of the bottom face of the recess is larger than the diameter of the first through hole that constitutes the upper layer.
- the diameter of the bottom of the recess is preferably 4 to 171 mm, preferably 10 mm or more, and more preferably 150 mm or less.
- the height of the recess is preferably 1 to 20 mm, and more preferably 3 to 15 mm.
- the recess (hollow portion) is preferably formed by machining a plate having no through hole, and cutting with an end mill or processing with a hot wire is suitably used.
- a foamed resin comprising expandable resin particles (beads) as a plate material
- the plate material constituting the lower layer is made of a resin and / or a fibrous material.
- the resin is preferably an elastomer such as a foamed resin or rubber.
- the lower layer is particularly desirable as a component for a vehicle because weight reduction can be easily achieved when the plate material constituting the lower layer is made of resin.
- the resin is a foamed resin, the weight thereof can be made lighter, which can contribute to the improvement of the fuel efficiency when it is used as a component for a vehicle.
- the plate material constituting the lower layer may be a composite material of resin and fiber.
- resin and fiber may be mixed, or resin and fiber may be combined in block form.
- the resin be any of a foamed resin composed of expandable resin particles (beads), a foamed resin having cells, a thermoplastic resin, and a thermosetting resin. It is preferable that the material of the resin has a density of 0.01 to 1 g / cm 3 , and more preferably, the density of the resin is 0.02 to 0.1 g / cm 3 .
- the density of the resin indicates the density of the foamed resin that has been foam-molded. If the density of the resin is within the above range, it is easy to obtain the strength necessary for the sound absorbing member.
- the resin is more preferably a foamed resin comprising expandable resin particles (beads).
- the resin is a foamed resin composed of expandable resin particles (beads)
- the weight of the sound absorbing member can be reduced while maintaining the strength, which can contribute to the improvement of fuel efficiency when used for parts for vehicles .
- the foamed resin is obtained by foaming and molding expandable resin particles.
- a plate material which is a foamed resin comprising expandable resin particles (beads) does not have communicating pores.
- the expandable resin particles (beads) used as a plate material constituting the lower layer when the lower layer is a single layer are particles containing a foaming agent inside the resin particles, and known ones It can be used suitably.
- the resin component constituting the expandable resin particles include olefin resins such as polyethylene and polypropylene, and styrene resins such as polystyrene.
- a styrene resin a copolymer obtained by copolymerizing a styrene homopolymer, styrene, and a monomer (or its derivative) copolymerizable with styrene is mentioned.
- the styrene copolymer may be any of a block copolymer, a random copolymer, and a graft copolymer.
- the blowing agent include hydrocarbons such as propane, butane and pentane.
- the expandable resin particles used as a plate material constituting the lower layer when the lower layer is a single layer are, if necessary, a flame retardant, a flame retardant aid, a processing aid, a filler, Known additives such as antioxidants, light stabilizers, antistatic agents and colorants may be added. As an example of use of an additive, if a black thing is used for a coloring agent, a stain will become inconspicuous.
- Flame retardants include hydrated metal flame retardants such as aluminum hydroxide and magnesium hydroxide, phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- TABB tetrabromobisphenol A
- brominated polystyrene chlorinated paraffin And halogen-based flame retardants
- ammonium carbonate such as melamine cyanurate
- antioxidant examples include alkylphenols, alkylene bisphenols, alkylphenol thioethers, ⁇ , ⁇ -thiopropionic acid esters, organic phosphites and phenol-nickel complexes.
- light fastness stabilizer examples include benzotriazole-based UV absorbers and hindered amine-based stabilizers.
- antistatic agent examples include low molecular weight antistatic agents such as fatty acid ester compounds, aliphatic ethanolamine compounds and aliphatic ethanolamide compounds, and high molecular weight antistatic agents.
- a coloring agent a dye, a pigment, etc. are mentioned.
- the average particle diameter of the expandable resin particles used as a plate material constituting the lower layer is preferably 300 ⁇ m to 2400 ⁇ m, more preferably 800 ⁇ m to 2000 ⁇ m desirable.
- the expansion ratio of the expandable resin particles is desirably 10 to 60 times. By setting the expansion ratio to 10 to 60 times, the density of the resin can be easily adjusted to the range of 0.02 to 0.1 g / cm 3 . On the other hand, if the expansion ratio is less than 10 times, the sound absorbing member may be too hard or too heavy. When the expansion ratio exceeds 60 times, the strength of the sound absorbing member may be insufficient.
- polyurethane or the like can be used as the foamed resin used as a plate material constituting the lower layer when the lower layer is a single layer.
- a foaming agent and the like By mixing polyurethane as a main ingredient, a foaming agent and the like, and foaming and forming the mixture, a foamed resin having cells can be obtained, whereby a plate material can be manufactured.
- the resin used as a plate material constituting the lower layer may be a thermoplastic resin or a thermosetting resin.
- a thermoplastic resin used as a plate material constituting the lower layer when the lower layer is one layer polypropylene resin, polyethylene resin, polyester resin (such as nylon 6-6), polystyrene resin, etc. are used. be able to.
- a sound absorbing member can be manufactured by molding a thermoplastic resin as a resin pellet, heating the resin pellet, and performing a molding process such as injection molding and extrusion molding.
- thermosetting resin used as a plate material constituting the lower layer when the lower layer is one layer
- epoxy resin, phenol resin, melamine resin, urea resin, polyurethane, polyurea, polyamide and polyacrylamide are mentioned. Etc. can be used.
- the sound absorbing member can be manufactured by preheating the thermosetting resin, placing it in a mold, pressurizing it, raising the temperature of the mold and curing it.
- the fibers used as the plate material constituting the lower layer are preferably organic fibers or inorganic fibers, and polyester, polyamide, acetate or the like can be used as the organic fibers.
- the inorganic fibers alumina, silica and mullite fibers are desirable. It is desirable to bond the fibers together with the binder into a felt.
- the plate material constituting the lower layer when the lower layer is a single layer in addition to the resin, a material such as an inorganic material or a metal material may be used.
- the thickness of the plate constituting the lower layer is preferably 10 to 120 mm. In addition, it is further desirable that the distance be 20 to 100 mm.
- the upper layer and the lower layer may be bonded by an adhesive.
- the upper and lower layer contact portions may be provided with fitting portions (a male portion and a female portion), and the upper and lower layers may be connected.
- the upper layer and the lower layer may be bonded by an adhesive layer.
- the Helmholtz resonance structure is not easily deformed even when a compressive stress is applied, and the value of the surface roughness Ra of the introduction passage does not change.
- a space may be formed between the upper layer and the surface of the lower layer other than the hollow portion.
- the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- the lower layer is two layers
- the lower layer is a side surface layer in which a columnar second through hole having an opening diameter larger than that of the first through hole is provided in the plate, and a bottom surface formed of the plate and not provided with the through hole. Layers are stacked in order. Then, a hollow portion is formed by the second through hole and the bottom surface layer.
- the side layer is made of a plate material, and the plate material is provided with a second through hole.
- the second through hole is in a columnar shape, and is a portion having a columnar space only with air. It is preferable that the diameter of the through hole is constant from the inlet side to the outlet side in the thickness direction of the plate material. That is, it is preferable not to include a form in which gas passes in the thickness direction but the other side can not be seen (does not penetrate) in top view in the thickness direction, such as communicating pores in a porous material.
- the second through hole is preferably a through hole formed by machining a plate material having no through hole, and drilling using a punching, a drill, a laser or the like is suitably used.
- the second through hole provided in the side layer is preferably cylindrical, and the cross-sectional shape in the direction perpendicular to the longitudinal direction is preferably a perfect circle.
- the hollow portion has a cylindrical shape. It is advantageous that the hollow portion has a cylindrical shape because the sound absorption characteristics do not have anisotropy.
- the diameter (opening diameter) of the bottom surface when the second through hole is cylindrical is preferably 4 to 171 mm, preferably 10 mm or more, and 150 mm or less. Is preferred.
- the arrangement pattern of the second through holes provided in the side layer is a square arrangement in which the second through holes are arranged at the apexes of the squares in a plane in which the squares are continuously arranged vertically and horizontally
- the second through holes may be arranged at vertexes of triangles in a plane in which regular triangles are arranged continuously in the vertical and horizontal directions.
- a staggered arrangement is desirable.
- the arrangement pattern of the second through holes is a staggered arrangement, the hollow portions formed by the adjacent second through holes are likely to be equally spaced, so that the sound absorbing effect is improved.
- the thickness of the plate constituting the side layer is preferably 1 to 20 mm, and more preferably 3 to 15 mm.
- the thickness of the plate material constituting the side layer is the length of the second through hole, and the height of the hollow portion. That is, the length of the second through hole is preferably 1 to 20 mm.
- the bottom layer is made of a plate material and no through hole is provided. By overlapping the side surface layer and the bottom surface layer, a hollow portion is formed by the second through holes of the side surface layer and the bottom surface layer.
- the thickness of the plate constituting the bottom layer is preferably 1 to 20 mm.
- the plate material constituting the side layer and the bottom layer be made of a resin and / or a fibrous material.
- the resin is preferably an elastomer such as a foamed resin or rubber.
- plate material which comprises a side layer and a bottom layer is the same material, different materials may be sufficient as it.
- the resin is preferably a foamed resin. It is particularly desirable as a component for a vehicle because weight reduction can be easily achieved when the plate material forming the side layer and the bottom layer is made of resin.
- the weight thereof can be made lighter, which can contribute to the improvement of the fuel efficiency when it is used as a component for a vehicle.
- the plate material constituting the side layer and the bottom layer may be a composite material of resin and fiber.
- resin and fiber may be mixed, or resin and fiber may be combined in block form.
- the resin be any of a foamed resin composed of expandable resin particles (beads), a foamed resin having cells, a thermoplastic resin, and a thermosetting resin. It is preferable that the material of the resin has a density of 0.01 to 1 g / cm 3 , and more preferably, the density of the resin is 0.02 to 0.1 g / cm 3 .
- the density of the resin indicates the density of the foamed resin that has been foam-molded. If the density of the resin is within the above range, it is easy to obtain the strength necessary for the sound absorbing member.
- the resin is more preferably a foamed resin comprising expandable resin particles (beads).
- the resin is a foamed resin composed of expandable resin particles (beads)
- the weight of the sound absorbing member can be reduced while maintaining the strength, which can contribute to the improvement of fuel efficiency when used for parts for vehicles .
- the foamed resin is obtained by foaming and molding expandable resin particles.
- a plate material which is a foamed resin comprising expandable resin particles (beads) does not have communicating pores.
- the expandable resin particles (beads) used as the plate material constituting the side layer and the bottom layer are particles containing a foaming agent inside the resin particles, and known materials are suitably used. can do.
- the resin component constituting the expandable resin particles include olefin resins such as polyethylene and polypropylene, and styrene resins such as polystyrene.
- a styrene resin a copolymer obtained by copolymerizing a styrene homopolymer, styrene, and a monomer (or its derivative) copolymerizable with styrene is mentioned.
- the styrene copolymer may be any of a block copolymer, a random copolymer, and a graft copolymer.
- the blowing agent include hydrocarbons such as propane, butane and pentane.
- the expandable resin particles used as a plate material constituting the side layer and the bottom layer may be, if necessary, a flame retardant, a flame retardant aid, a processing aid, a filler, an antioxidant
- Known additives such as light stabilizers, antistatic agents, and colorants may be added.
- a black thing is used for a coloring agent, a stain will become inconspicuous.
- Flame retardants include hydrated metal flame retardants such as aluminum hydroxide and magnesium hydroxide, phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- phosphoric acid flame retardants such as red phosphorus and ammonium phosphate, tetrabromobisphenol A (TABB), brominated polystyrene, chlorinated paraffin And halogen-based flame retardants, ammonium carbonate, nitrogen-based flame retardants such as melamine cyanurate, and the like.
- TABB tetrabromobisphenol A
- brominated polystyrene chlorinated paraffin And halogen-based flame retardants
- ammonium carbonate such as melamine cyanurate
- antioxidant examples include alkylphenols, alkylene bisphenols, alkylphenol thioethers, ⁇ , ⁇ -thiopropionic acid esters, organic phosphites and phenol-nickel complexes.
- light fastness stabilizer examples include benzotriazole-based UV absorbers and hindered amine-based stabilizers.
- antistatic agent examples include low molecular weight antistatic agents such as fatty acid ester compounds, aliphatic ethanolamine compounds and aliphatic ethanolamide compounds, and high molecular weight antistatic agents.
- a coloring agent a dye, a pigment, etc. are mentioned.
- the average particle diameter of the expandable resin particles used as a plate material constituting the side layer and the bottom layer is preferably 300 ⁇ m to 2400 ⁇ m, and more preferably 800 ⁇ m to 2000 ⁇ m.
- the expansion ratio of the expandable resin particles is desirably 10 to 60 times. By setting the expansion ratio to 10 to 60 times, the density of the resin can be easily adjusted to the range of 0.02 to 0.1 g / cm 3 . On the other hand, if the expansion ratio is less than 10 times, the sound absorbing member may be too hard or too heavy. When the expansion ratio exceeds 60 times, the strength of the sound absorbing member may be insufficient.
- polyurethane or the like can be used as the foamed resin used as a plate material constituting the side layer and the bottom layer.
- a foaming agent and the like By mixing polyurethane as a main ingredient, a foaming agent and the like, and foaming and forming the mixture, a foamed resin having cells can be obtained, whereby a plate material can be manufactured.
- the resin used as a plate material constituting the side layer and the bottom layer may be a thermoplastic resin or a thermosetting resin.
- a thermoplastic resin used as a plate material constituting the side layer and the bottom layer polypropylene resin, polyethylene resin, polyester resin (such as nylon 6-6), polystyrene resin, etc. can be used.
- a sound absorbing member can be manufactured by molding a thermoplastic resin as a resin pellet, heating the resin pellet, and performing a molding process such as injection molding and extrusion molding.
- thermosetting resin used as a plate material constituting the side layer and the bottom layer.
- the sound absorbing member can be manufactured by preheating the thermosetting resin, placing it in a mold, pressurizing it, raising the temperature of the mold and curing it.
- the fibers used as the plate material constituting the side layer and the bottom layer are preferably organic fibers or inorganic fibers, and polyester, polyamide, acetate or the like can be used as the organic fibers.
- As the inorganic fibers alumina, silica and mullite fibers are desirable. It is desirable to bond the fibers together with the binder into a felt.
- the sound absorbing member of the present invention as a plate material constituting the side layer and the bottom layer, materials such as an inorganic material and a metal material may be used in addition to the resin.
- the upper layer, the side layer and the bottom layer may be bonded by an adhesive. Further, fitting portions (a male portion and a female portion) may be provided in the contact portions of the upper layer, the side layer and the bottom layer, and these may be fitted to connect the upper layer, the side layer and the bottom layer.
- the upper layer and the side layer may be bonded by an adhesive layer.
- the Helmholtz resonance structure is less likely to be deformed even when a compressive stress is applied, and the value of the surface roughness Ra of the introduction passage does not change.
- a space may be formed between the upper layer and the surface of the side surface layer other than the second through hole.
- the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- the side layer and the bottom layer may be bonded by an adhesive layer. If the side layer and the bottom layer are bonded by the adhesive layer, the Helmholtz resonance structure is less likely to be deformed even if a compressive stress is applied, and the sound absorption characteristics are less likely to change due to the compressive deformation.
- a space may be formed between the bottom layer and the surface other than the second through hole in the surface of the side layer.
- the space acts as a vibrating spring, and the sound absorption coefficient can be further enhanced.
- the sound absorbing member of the present invention preferably has a total thickness of 10 to 120 mm. More preferably, the thickness of the sound absorbing member is 20 to 100 mm. When the thickness of the sound absorbing member is less than 10 mm, it becomes difficult to form a Helmholtz resonance structure. When the thickness of the sound absorbing member exceeds 120 mm, the sound absorbing member becomes too large, and it becomes difficult to arrange in the desired space.
- the equivalent circle diameter of the opening of the introduction passage (first through hole) is preferably 1 to 30 mm, and more preferably 3 to 25 mm.
- the length of the introduction passage (first through hole) is preferably 1 to 20 mm, and more preferably 3 to 15 mm.
- the volume of the hollow portion is preferably 24 to 329,860 mm 3 , and more preferably 257 to 246,766 mm 3 . Yes.
- the sound absorption frequency in the Helmholtz resonance structure depends on the size and length of the opening of the introduction passage, and the volume of the hollow portion.
- the size and length of the opening of the first through hole forming the introduction passage and the volume of the hollow portion within the above range the frequency of 500 to 2000 Hz at which a person feels uncomfortable Noise in the area can be absorbed efficiently.
- FIG. 1 is a cross-sectional view schematically showing an example of the sound absorbing member of the present invention.
- the sound absorbing member shown in FIG. 1 is a sound absorbing member in which the lower layer is a single layer.
- the sound absorbing member 100 shown in FIG. 1 has an upper layer 10, a lower layer 20, and an adhesive layer 30, and the upper layer 10 and the lower layer 20 are bonded by the adhesive layer 30.
- the upper layer 10 is provided with a first through hole 110 forming the introduction passage 110
- the lower layer 20 is provided with a hollow portion 120.
- the introduction passage 110 and the hollow portion 120 form a Helmholtz resonance structure.
- the introduction passage 110 and the hollow portion 120 are cylindrical.
- the upper layer 10 is a plate material, and a plate-like first through hole 110 is provided in the plate material.
- the lower layer 20 is also a plate material, and a hollow portion 120 is provided by forming a concave portion halfway in the thickness direction of one plate material.
- the surface roughness Ra of the introduction passage 110 is 0.1 to 100 ⁇ m.
- FIG. 2 is a cross-sectional view schematically showing an example of the sound absorbing member of the present invention.
- the sound absorbing member shown in FIG. 2 is a sound absorbing member in which the lower layer is a single layer.
- the sound absorbing member 200 shown in FIG. 2 has an upper layer 10 and a lower layer 20.
- the upper layer 10 is provided with a first through hole 110 forming the introduction passage 110
- the lower layer 20 is provided with a hollow portion 120.
- the introduction passage 110 and the hollow portion 120 form a Helmholtz resonance structure.
- the introduction passage 110 and the hollow portion 120 are cylindrical.
- the upper layer 10 is a plate material, and a plate-like first through hole 110 is provided in the plate material.
- the lower layer 20 is also a plate material, and a hollow portion 120 is provided by forming a concave portion halfway in the thickness direction of one plate material.
- a male portion 10 a is formed on the upper layer 10 of the contact portion between the upper layer 10 and the lower layer 20, and a female portion 20 a is formed on the lower layer 20. And male part 10a and female part 20a are fitted, and upper layer 10 and lower layer 20 are connected.
- the surface roughness Ra of the introduction passage 110 is 0.1 to 100 ⁇ m.
- FIG. 3 is a cross-sectional view schematically showing another example of the sound absorbing member of the present invention.
- the sound absorbing member shown in FIG. 3 is a sound absorbing member having two lower layers.
- the lower layer 20 is composed of two layers of a side layer 21 and a bottom layer 22.
- the side layer 21 is provided with a second through hole 120, and the second through hole 120 is a hollow portion 120.
- a wall surface 121 which is a part of the side layer 21 is a side surface of the hollow portion 120
- a surface 122 of the bottom layer 22 which is a part of the bottom layer 22 is a bottom surface of the hollow portion 120.
- the upper layer 10 and the lower layer 20 are bonded by an adhesive layer 30. Of the layers constituting the lower layer 20, the side layer 21 is adhered to the upper layer 10. An adhesive layer 40 is also provided between the side layer 21 and the bottom layer 22, and the side layer 21 and the bottom layer 22 are also adhered.
- the upper layer 10 is provided with a first through hole 110 forming the introduction passage 110, and the lower layer 20 is provided with a hollow portion 120.
- the introduction passage 110 and the hollow portion 120 form a Helmholtz resonance structure. In the sound absorbing member 300, the introduction passage 110 and the hollow portion 120 are cylindrical.
- the upper layer 10 is a plate material, and a plate-like first through hole 110 is provided in the plate material.
- the side layer 21 and the bottom layer 22 constituting the lower layer 20 are also plate members.
- a cylindrical second through hole 120 is provided in the plate member that constitutes the side layer 21. The through holes are not provided in the plate material constituting the bottom layer 22.
- the surface roughness Ra of the introduction passage 110 is 0.1 to 100 ⁇ m.
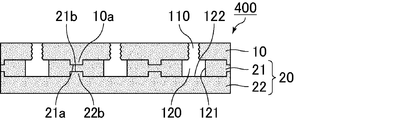
- FIG. 4 is a cross-sectional view schematically showing another example of the sound absorbing member of the present invention.
- the sound absorbing member shown in FIG. 4 is a sound absorbing member having two lower layers.
- the lower layer 20 is composed of two layers of a side layer 21 and a bottom layer 22.
- the side layer 21 is provided with a second through hole 120, and the second through hole 120 is a hollow portion 120.
- a wall surface 121 which is a part of the side layer 21 is a side surface of the hollow portion 120
- a surface 122 of the bottom layer 22 which is a part of the bottom layer 22 is a bottom surface of the hollow portion 120.
- a male portion 10 a is formed on the upper layer 10 of the contact surface between the upper layer 10 and the side layer 21, and a female portion 21 a is formed on the side layer 21. And male part 10a and female part 21a are fitted, and upper layer 10 and side layer 21 are connected.
- a female portion 21 b is formed on the side surface layer 21 in the contact surface between the side surface layer 21 and the bottom surface layer 22, and a male portion 22 b is formed on the bottom surface layer 22. And the female part 21b and the male part 22b are fitted, and the side layer 21 and the bottom layer 22 are connected.
- the upper layer 10 is provided with a first through hole 110 forming the introduction passage 110, and the lower layer 20 is provided with a hollow portion 120.
- the introduction passage 110 and the hollow portion 120 form a Helmholtz resonance structure.
- the introduction passage 110 and the hollow portion 120 are cylindrical.
- the upper layer 10 is a plate material, and a plate-like first through hole 110 is provided in the plate material.
- the side layer 21 and the bottom layer 22 constituting the lower layer 20 are also plate members.
- a cylindrical second through hole 120 is provided in the plate member that constitutes the side layer 21. The through holes are not provided in the plate material constituting the bottom layer 22.
- the surface roughness Ra of the introduction passage 110 is 0.1 to 100 ⁇ m.
- the parts for vehicles of the present invention are characterized by including the sound absorbing member of the present invention. Since the sound absorbing member of the present invention is excellent in sound absorbing performance, it is excellent as a component for a vehicle. As parts for vehicles provided with the sound absorption member of the present invention, a raising member, a partition member, a luggage box, etc. are mentioned.
- An automobile according to the present invention is characterized in that the introduction passage of the sound absorbing member according to the present invention is disposed in the direction of the road surface.
- FIG. 5 (a) is explanatory drawing which shows typically an example of the site
- FIG.5 (b) is partial expansion of the area
- FIG. 5 (a) the automobile 1 is provided with a luggage room 3 behind the rear seat 2. At the lower part of the luggage room 3, a plate-like floor member 4 is laid, and under the floor member 4, an underfloor space 5 is present.
- the sound absorbing member 100 is disposed under the underfloor space 5 of the automobile 1 with the introduction passage 110 directed to the road surface.
- the sound absorbing member of the present invention can be manufactured by laminating an upper layer in which a first through hole is provided in a plate material and a lower layer in which a hollow portion is provided.
- the sound absorbing member with one lower layer can be manufactured by the following process. Producing an upper layer which is a plate material having a columnar first through hole serving as an introduction passage; Adjusting the surface roughness of the first through hole; Producing a lower layer which is a plate material having a hollow portion; Step of laminating the upper layer and the lower layer.
- Step of producing upper layer A plate material of a predetermined thickness made of a material such as a resin that can be used as a plate material is prepared.
- the upper layer can be produced by forming a first through hole by means such as punching, drill or laser for a plate material having no through hole.
- a foamed resin composed of expandable resin particles (beads) as a plate material, it is also possible to provide projections for forming the first through holes in the mold to foam the expandable resin particles.
- the upper layer in which the first through hole is provided in the plate material can be manufactured.
- Step of adjusting the surface roughness of the first through hole Next, the surface of the first through hole is roughened using sand blast or the like so that the surface roughness Ra of the first through hole is 0.1 to 100 ⁇ m.
- a plate material of a predetermined thickness made of a material such as a resin that can be used as a plate material is prepared.
- a lower layer can be produced by forming a concave portion to be a hollow portion by the middle in the thickness direction of a plate material having no through hole.
- the diameter of the recess is made larger than the diameter of the first through hole.
- the recess is preferably formed by machining, and cutting with an end mill or processing with a hot wire is preferably used.
- the fitting portion male portion or female portion
- Step of laminating upper and lower layers Next, in the case of bonding the upper layer and the lower layer with an adhesive, prepare a sheet-like adhesive in accordance with the shape and position of the recess (hollow part) of the lower layer, and prepare a layer between the upper layer and the lower layer.
- the upper layer and the lower layer can be adhered by the adhesive layer by exerting the adhesive force of the adhesive between them.
- the position of the first through hole of the upper layer and the hollow portion (concave portion) of the lower layer are aligned to form a Helmholtz resonance structure.
- the upper layer and the lower layer are adhered by the adhesive layer by applying the adhesive according to the shape and position of the lower concave portion (hollow part), laminating the upper layer and the lower layer, and exerting the adhesive force of the adhesive. it can.
- the conditions for exerting the adhesive strength of the adhesive conditions in accordance with the adhesive characteristics of the adhesive may be used.
- the upper and lower layer fitting portions are engaged to connect the upper layer and the lower layer.
- the sound absorbing member with two lower layers can be manufactured by the following process. Producing an upper layer which is a plate material having a columnar first through hole serving as an introduction passage; Adjusting the surface roughness of the first through hole; Producing a side layer which is a plate material having a second through hole; Preparing a plate material to be a bottom layer; A plate serving as the upper layer, a plate serving as the side layer, and a plate serving as the bottom layer are stacked to form a hollow portion by the second through hole and the bottom layer, and a lower layer comprising the side layer and the bottom layer is formed. Step of laminating with the lower layer.
- the upper layer can be manufactured in the same manner as in the case where the lower layer is a single-layer sound absorbing member.
- a plate material of a predetermined thickness made of a material such as a resin that can be used as a plate material is prepared.
- the upper layer can be produced by forming a first through hole by means such as punching, drill or laser for a plate material having no through hole.
- a foamed resin composed of expandable resin particles (beads) as a plate material, it is also possible to provide projections for forming the first through holes in the mold to foam the expandable resin particles.
- the upper layer in which the first through hole is provided in the plate material can be manufactured.
- Step of adjusting the surface roughness of the first through hole Next, the surface of the first through hole is roughened using sand blast or the like so that the surface roughness Ra of the first through hole is 0.1 to 100 ⁇ m.
- a plate material of a predetermined thickness made of a material such as a resin that can be used as a plate material is prepared.
- a side layer can be produced by forming a second through hole by means of punching, a drill, a laser or the like for a plate material having no through hole. The diameter of the second through hole is made larger than that of the first through hole.
- a foamed resin composed of expandable resin particles (beads) as a plate material
- projections may be provided in the mold to form the second through holes, and the expandable resin particles may be foamed, too.
- a side layer in which the second through hole is provided in the plate material can be manufactured.
- Step of preparing plate material to be bottom layer A plate made of a material such as resin that can be used as a plate and having a predetermined thickness without a through hole is prepared.
- a fitting part male part or female part
- Step of laminating the upper and lower layers When laminating the upper layer and the lower layer (side surface layer and bottom surface layer) with an adhesive, prepare two sheets of sheet-like adhesive cut out according to the shape and position of the second through holes of the side surface layer, The upper layer, the side layer, and the bottom layer can be bonded by the adhesive layer by exerting the adhesive strength of the adhesive between the upper layer and the side layer and between the side layer and the bottom layer. At this time, the Helmholtz resonance structure is formed on the sound absorbing member.
- An adhesive is applied according to the shape and position of the second through hole of the side layer, and the upper layer, the side layer and the bottom layer are laminated to exert the adhesive force of the adhesive, thereby the upper layer, the side layer and the bottom layer Can be adhered by an adhesive layer.
- the conditions for exerting the adhesive strength of the adhesive conditions in accordance with the adhesive characteristics of the adhesive may be used.
- the upper portion, the side layer, and the bottom layer are adhered by the fitting portion, the upper portion, the side layer, and the bottom layer are connected by fitting the fitting portion.
- Example 1 Preparation of Plate Material Primary foam particles (made of polypropylene, average particle diameter: 3.5 mm, foaming agent: carbon dioxide) prepared by prefoaming foamable resin particles are filled in a mold and foam molding is performed by heating steam (143) C. for 10 seconds, removed from the mold, and dried at 80.degree. C. for 12 hours to produce three plate members of 800 mm long x 800 mm wide x 10 mm thick made of a foamed resin. At this time, the expansion ratio of the foamed resin was 30 times.
- foaming agent carbon dioxide
- first through holes having a diameter of 3 mm are formed in one of the plate materials manufactured in the above (1) so as to form a staggered arrangement of the hole pitch 10 mm. , Made the upper layer. Subsequently, a through hole (second through hole) is formed in a circular shape with a diameter of 10 mm so as to form a staggered arrangement of holes with a hole pitch of 10 mm in another one of the plate materials produced in (1) above. Made. The remaining one plate material produced in the above (1) was not processed and was used as a bottom layer.
- the surface roughness Ra of the first through holes is adjusted to 1.02 ⁇ m by sandblasting (shot blasting apparatus manufactured by Shinto Kogyo Co., Ltd.) The surface of the through hole 1 was roughened.
- Example 2 and 3 and Comparative Examples 1 and 2 Sound absorbing members according to Examples 2 and 3 and Comparative Examples 1 and 2 were obtained in the same manner as Example 1 except that the surface roughness Ra of the first through holes was changed as shown in Table 1.
- FIG. 6 is an explanatory view schematically showing a reverberation chamber sound absorption coefficient to the sound absorption member.
- the sound absorbing member 100 according to each example and each comparative example is placed on the floor surface 81 of the reverberation chamber 80 with the opening of the introduction passage as the upper surface, In the reverberation chamber 80, the noise signal generator 82 radiates electrical noise through the speaker 83.
- the sound emission is then stopped, the sound is measured by the microphone 84 and the attenuation process is analyzed by the signal analyzer 85.
- the reverberation time which is the time for the sound to attenuate 60 dB from the analyzed attenuation curve before the test body is placed, T1 [sec. After the test body is placed on the floor surface, a reverberation time, which is a time when the sound attenuates by 60 dB from the measured attenuation curve, is T2 [sec. Ask for The measurement is performed at 300-5000 Hz.
- FIG. 7 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of the sound absorbing member according to the first embodiment of the present invention.
- FIG. 8 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 2 of the present invention.
- FIG. 9 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 3 of the present invention.
- FIG. 7 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of the sound absorbing member according to the first embodiment of the present invention.
- FIG. 8 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 2 of the present invention.
- FIG. 9 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Example 3 of the present
- FIG. 10 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Comparative Example 1 of the present invention.
- FIG. 11 is a graph showing the results of a reverberation chamber method sound absorption coefficient test of a sound absorbing member according to Comparative Example 2 of the present invention.
- the sound absorption frequency of the sound absorption member concerning each example and each comparative example was 1250 Hz.
- the sound absorption coefficient of the sound absorption member which concerns on each Example and each comparative example is shown in Table 1.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Mechanical Engineering (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
非貫通孔を有する吸音部材であって、上記非貫通孔は、表面に開口する導入通路と上記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、厚さ方向に垂直な方向の上記導入通路の断面積は、厚さ方向に垂直な方向の上記中空部の断面積よりも小さく、上記導入通路の体積は、上記中空部の体積よりも小さく、上記吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された上記中空部を有する下層からなり、上記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする吸音部材。
Description
本発明は、吸音部材、車両用部品及び自動車に関する。
自動車等の車両は、エンジンなどの動力源を有し、人の操作によって移動できる機械であり、様々な振動や騒音を発生させる。車両内に伝達される音としては、動力源が発する音だけではなく、車両が走行する際に発生するロードノイズ、タイヤパターンノイズ、風切音等の、車両の外で発生する音も含まれる。これらの音が車両内に伝達されてしまうと、人に対して不快感を与えてしまうため、エンジン、エンジンルーム内、内装、ボディ、排気管周辺等において、遮音材・吸音部材を用いて防音対策が行われている。
また、自動車の技術改良に伴い、自動車に対する新たな防音対策の必要が生じている。例えば、自動車の燃費向上の方策の一つとして、自動車の重心及び最低地上高を下げることが検討されている。自動車の重心を下げることで車両の安定感及び操作性が向上し、最低地上高を下げることで空気抵抗を低減することができる。しかしながら、自動車の最低地上高が低くなることで、走行時に車両と路面との間を流れる空気の粘性が高まる。そうすると、タイヤパターンノイズ(500~3000Hzの周波数領域であり、単にパターンノイズともいう)等の走行時に路面から発生する騒音が車体下の周囲に反射・拡散しにくく、車両内に侵入する音の度合いが高くなると推定される。同様の問題は電気自動車でも起こりうる。
従って、自動車の燃費向上のために自動車の重心及び最低地上高を下げた場合、従来は自動車外に拡散していた騒音が、自動車に乗車している人に伝達されてしまうことが想定される。特に、車両後部、かつ、収容スペースが配置されているラゲッジルーム下部(床下空間)の底部からこれらの騒音が侵入しやすいと考えられる。これらの騒音には人が不快に感じる500~2000Hzの周波数領域の騒音も含まれるため、その対策が求められている。
特許文献1には、発泡成形により成形された柔軟な多孔質発泡体に、一方の面に開口する導入通路と、該導入通路の奥に形成され該導入通路よりも大きな断面積を持つ中空部とからなる多数の共鳴室を有する吸音部材が開示されている。
特許文献2には、表面又は裏面に開口部を有する複数個の独立した盲空洞を有する樹脂成形体と吸音部材を備え、特定の100Hz~10kHz共鳴吸音ピーク周波数を有する吸・遮音構造体が開示されている。
ここで、特許文献1に記載された吸音部材や特許文献2に記載された樹脂成形体には、ヘルムホルツ共鳴構造と呼ばれる孔が形成されている。
ヘルムホルツ共鳴構造は、表面に開口する導入通路と、導入通路を介して外部と接続される中空部からなる。
ヘルムホルツ共鳴構造は、表面に開口する導入通路と、導入通路を介して外部と接続される中空部からなる。
ヘルムホルツ共鳴構造の導入通路に音が到達すると、導入通路の空気は、音に押され中空部に入ろうとする。
この際、空気は弾性体なので中空部の空気は、導入通路の空気を外に押し出そうとする。すなわち、中空部の空気はバネとして機能することになる。
この場合、導入通路の空気の動きは、単振動の動きとして表すことができ、この周波数において、導入通路に到達した音は共鳴し打ち消されることになる。すなわち、吸音されることになる。
この際、空気は弾性体なので中空部の空気は、導入通路の空気を外に押し出そうとする。すなわち、中空部の空気はバネとして機能することになる。
この場合、導入通路の空気の動きは、単振動の動きとして表すことができ、この周波数において、導入通路に到達した音は共鳴し打ち消されることになる。すなわち、吸音されることになる。
このように、ヘルムホルツ共鳴構造は、所定の周波数の音を吸収することができるが、その吸音周波数は、中空部の体積、並びに、導入通路の長さ及び開口面積に依存する。
そのため、中空部の体積、並びに、導入通路の長さ及び開口面積を調節することにより吸音周波数を調節することができる。
そのため、中空部の体積、並びに、導入通路の長さ及び開口面積を調節することにより吸音周波数を調節することができる。
その一方で、吸音部材の吸音率の向上も望まれていた。
特に、吸音部材を車両に用いる場合には、収容スペースが限られているので、従来の大きさと同等又はそれ以下の大きさであり、かつ、吸音率が高い吸音部材の開発が求められていた。
特に、吸音部材を車両に用いる場合には、収容スペースが限られているので、従来の大きさと同等又はそれ以下の大きさであり、かつ、吸音率が高い吸音部材の開発が求められていた。
本発明は、上記問題点を解決するためになされた発明であり、本発明は、吸音率が充分に高い吸音部材を提供することを目的とする。
本発明者らは、ヘルムホルツ共鳴構造の導入通路の表面を粗くすることにより吸音部材の吸音率が高くなることを見出し、本発明を完成させた。
すなわち、本発明の吸音部材は、非貫通孔を有する吸音部材であって、
上記非貫通孔は、表面に開口する導入通路と上記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、
厚さ方向に垂直な方向の上記導入通路の断面積は、厚さ方向に垂直な方向の上記中空部の断面積よりも小さく、
上記導入通路の体積は、上記中空部の体積よりも小さく、
上記吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された上記中空部を有する下層からなり、
上記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする。
上記導入通路の表面粗さRaは、0.16~98μmであることが望ましい。
さらに、上記導入通路の表面粗さRaは、1.02~98μmであることが望ましい。
上記非貫通孔は、表面に開口する導入通路と上記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、
厚さ方向に垂直な方向の上記導入通路の断面積は、厚さ方向に垂直な方向の上記中空部の断面積よりも小さく、
上記導入通路の体積は、上記中空部の体積よりも小さく、
上記吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された上記中空部を有する下層からなり、
上記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする。
上記導入通路の表面粗さRaは、0.16~98μmであることが望ましい。
さらに、上記導入通路の表面粗さRaは、1.02~98μmであることが望ましい。
本発明の吸音部材は、ヘルムホルツ共鳴構造を有している。そのため、所定の周波数の音を、効率よく吸音することができる。
また、本発明の吸音部材では、導入通路の表面粗さRaは、0.1~100μmである。
導入通路の表面粗さRaが上記範囲であると、導入通路の空気が、導入通路の表面と接触しやすくなり、導入通路の空気が振動する際、その運動エネルギーが熱エネルギーに変換されやすくなる。つまり、音は空気の振動により伝わるが、その振動(すなわち、運動エネルギー)は、熱エネルギーに変換されることにより減衰しやすくなる。そのため、本発明の吸音部材では、吸音率が充分に高くなると考えられる。
導入通路の表面粗さRaが0.1μm未満であると、導入通路と、空気との接触面積が小さくなる。そのため、空気の振動が減衰しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
導入通路の表面粗さRaが100μmを超えると、導入通路の空気が動ける範囲が狭くなる。その結果、ヘルツホルム共鳴機構が機能しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
なお、本発明においては、導入通路の表面粗さRaは、0.16~98μmが望ましい。この範囲にすることで吸音率のピークを70%以上にすることができる。
さらに、導入通路の表面粗さRaは、1.02~98μmが望ましい。この範囲にすることで吸音率のピークを72%~91%にすることができる。
なお、導入通路の表面粗さRaは、導入通路の加工条件や研磨処理、サンドブラスト等の粗面化処理により調整することができる。
導入通路の表面粗さRaが上記範囲であると、導入通路の空気が、導入通路の表面と接触しやすくなり、導入通路の空気が振動する際、その運動エネルギーが熱エネルギーに変換されやすくなる。つまり、音は空気の振動により伝わるが、その振動(すなわち、運動エネルギー)は、熱エネルギーに変換されることにより減衰しやすくなる。そのため、本発明の吸音部材では、吸音率が充分に高くなると考えられる。
導入通路の表面粗さRaが0.1μm未満であると、導入通路と、空気との接触面積が小さくなる。そのため、空気の振動が減衰しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
導入通路の表面粗さRaが100μmを超えると、導入通路の空気が動ける範囲が狭くなる。その結果、ヘルツホルム共鳴機構が機能しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
なお、本発明においては、導入通路の表面粗さRaは、0.16~98μmが望ましい。この範囲にすることで吸音率のピークを70%以上にすることができる。
さらに、導入通路の表面粗さRaは、1.02~98μmが望ましい。この範囲にすることで吸音率のピークを72%~91%にすることができる。
なお、導入通路の表面粗さRaは、導入通路の加工条件や研磨処理、サンドブラスト等の粗面化処理により調整することができる。
本発明の吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された前記中空部を有する下層からなる。
このような構成の吸音部材は、導入通路となる第1の貫通孔を備える上層と、中空部を有する下層とを積層することにより容易に製造することができる。
また、上層と下層とを別々に製造することにより、導入通路の表面粗さを容易に調節することができる。
このような構成の吸音部材は、導入通路となる第1の貫通孔を備える上層と、中空部を有する下層とを積層することにより容易に製造することができる。
また、上層と下層とを別々に製造することにより、導入通路の表面粗さを容易に調節することができる。
本発明の吸音部材では、上記導入通路は円柱状であることが望ましい。
導入通路が円柱状であると、吸音特性に異方性がないため有利である。
導入通路が円柱状であると、吸音特性に異方性がないため有利である。
本発明の吸音部材では、上記下層は1層からなり、上記上層と上記下層は、接着剤層により接着されていてもよい。
このように上層と下層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
このように上層と下層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
本発明の吸音部材では、上記下層は1層からなり、上記上層と、上記下層の表面のうち上記中空部以外の表面と、の間には空間が形成されていてもよい。
上層と下層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
上層と下層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
本発明の吸音部材では、上記下層は、
上記第1の貫通孔よりも開口径が大きい第2の貫通孔を有する側面層と、
貫通孔が形成されていない底面層とが順に積層されてなり、上記第2の貫通孔と上記底面層とにより上記中空部が形成されていることが望ましい。
このような構成であると、上層、側面層及び底面層を順に積層することにより、容易に本発明の吸音部材を製造することができる。
上記第1の貫通孔よりも開口径が大きい第2の貫通孔を有する側面層と、
貫通孔が形成されていない底面層とが順に積層されてなり、上記第2の貫通孔と上記底面層とにより上記中空部が形成されていることが望ましい。
このような構成であると、上層、側面層及び底面層を順に積層することにより、容易に本発明の吸音部材を製造することができる。
本発明の吸音部材では、上記上層と上記側面層は、接着剤層により接着されていてもよい。
このように上層と側面層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
このように上層と側面層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
本発明の吸音部材では、上記上層と、上記側面層の表面のうち上記第2の貫通孔以外の表面と、の間には空間が形成されていてもよい。
上層と側面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
上層と側面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
本発明の吸音部材では、上記側面層と上記底面層は、接着剤層により接着されていてもよい。
側面層と底面層が接着剤層により接着がされていると圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、吸音特性が圧縮変形で変化しにくいからである。
側面層と底面層が接着剤層により接着がされていると圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、吸音特性が圧縮変形で変化しにくいからである。
本発明の吸音部材では、上記側面層の表面のうち上記第2の貫通孔以外の表面と、上記底面層と、の間には空間が形成されていてもよい。
側面層と底面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
側面層と底面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
本発明の吸音部材では、上記上層を構成する板材の開口形成側の面に、さらに繊維層が形成され、
上記繊維層には上記導入通路の開口に連通する開口が形成されてなることが望ましい。
吸音部材がヘルムホルツ共鳴構造を有すると、所定の周波数領域の音を吸音することができるが、吸音できる周波数領域の幅は広くなく、特に、2000Hz以上の高周波数領域の音を充分に吸収しにくい。
しかし、繊維層が形成されていると、2000Hz以上の高周波数領域の音を吸音することができる。
上記繊維層には上記導入通路の開口に連通する開口が形成されてなることが望ましい。
吸音部材がヘルムホルツ共鳴構造を有すると、所定の周波数領域の音を吸音することができるが、吸音できる周波数領域の幅は広くなく、特に、2000Hz以上の高周波数領域の音を充分に吸収しにくい。
しかし、繊維層が形成されていると、2000Hz以上の高周波数領域の音を吸音することができる。
本発明の吸音部材は、樹脂及び/又は繊維質材料からなることが望ましい。上記樹脂は、発泡樹脂、ゴムなどのエラストマーであることが望ましい。
吸音部材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明においては、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよく、樹脂と繊維の板状体を積層してもよい。
吸音部材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明においては、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよく、樹脂と繊維の板状体を積層してもよい。
本発明の車両用部品は、本発明の吸音部材を備えることを特徴とする。
本発明の吸音部材は吸音性能に優れるため、車両用部品として優れる。
本発明の吸音部材を備える車両用部品としては、嵩上げ材、仕切り部材、ラゲッジボックス等が挙げられる。
本発明の吸音部材は吸音性能に優れるため、車両用部品として優れる。
本発明の吸音部材を備える車両用部品としては、嵩上げ材、仕切り部材、ラゲッジボックス等が挙げられる。
本発明の自動車は、本発明の吸音部材の導入通路を路面方向に向けて配置してなることを特徴とする。
このような向きに本発明の吸音部材を配置することで、路面から伝わるタイヤパターンノイズの騒音を吸収することができ、騒音が車内に伝わることを防止することができる。
このような向きに本発明の吸音部材を配置することで、路面から伝わるタイヤパターンノイズの騒音を吸収することができ、騒音が車内に伝わることを防止することができる。
(発明の詳細な説明)
以下、本発明について具体的に説明する。本発明は、以下の記載に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。
以下、本発明について具体的に説明する。本発明は、以下の記載に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。
本発明の吸音部材は、非貫通孔を有する吸音部材であって、
上記非貫通孔は、表面に開口する導入通路と上記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、
厚さ方向に垂直な方向の上記導入通路の断面積は、厚さ方向に垂直な方向の上記中空部の断面積よりも小さく、
上記導入通路の体積は、上記中空部の体積よりも小さく、
上記吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された上記中空部を有する下層からなり、
上記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする。
上記非貫通孔は、表面に開口する導入通路と上記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、
厚さ方向に垂直な方向の上記導入通路の断面積は、厚さ方向に垂直な方向の上記中空部の断面積よりも小さく、
上記導入通路の体積は、上記中空部の体積よりも小さく、
上記吸音部材は、上記導入通路を形成する第1の貫通孔を有する上層と、上記上層に積層された上記中空部を有する下層からなり、
上記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする。
本発明の吸音部材は、ヘルムホルツ共鳴構造を有している。そのため、所定の周波数の音を、効率よく吸音することができる。
また、本発明の吸音部材では、導入通路の表面粗さRaは、0.l~100μmである。また、導入通路の表面粗さRaは、0.16~98μmであることが望ましい。
導入通路の表面粗さRaが上記範囲であると、導入通路の空気が、導入通路の表面と接触しやすくなり、導入通路の空気が振動する際、その運動エネルギーが熱エネルギーに変換されやすくなる。つまり、音は空気の振動により伝わるが、その振動(すなわち、運動エネルギー)は、熱エネルギーに変換されることにより減衰しやすくなる。そのため、本発明の吸音部材では、吸音率が充分に高くなると考えられる。
導入通路の表面粗さRaが0.1μm未満であると、導入通路と、空気との接触面積が小さくなる。そのため、空気の振動が減衰しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
導入通路の表面粗さRaが100μmを超えると、導入通路の空気が動ける範囲が狭くなる。その結果、ヘルツホルム共鳴機構が機能しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
なお、導入通路の表面粗さRaは、導入通路の加工条件や研磨処理、サンドブラスト等の粗面化処理により調整することができる。
導入通路の表面粗さRaが上記範囲であると、導入通路の空気が、導入通路の表面と接触しやすくなり、導入通路の空気が振動する際、その運動エネルギーが熱エネルギーに変換されやすくなる。つまり、音は空気の振動により伝わるが、その振動(すなわち、運動エネルギー)は、熱エネルギーに変換されることにより減衰しやすくなる。そのため、本発明の吸音部材では、吸音率が充分に高くなると考えられる。
導入通路の表面粗さRaが0.1μm未満であると、導入通路と、空気との接触面積が小さくなる。そのため、空気の振動が減衰しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
導入通路の表面粗さRaが100μmを超えると、導入通路の空気が動ける範囲が狭くなる。その結果、ヘルツホルム共鳴機構が機能しにくくなる。そのため、吸音部材の吸音率が充分に高くなりにくくなる。
なお、導入通路の表面粗さRaは、導入通路の加工条件や研磨処理、サンドブラスト等の粗面化処理により調整することができる。
なお、本発明において、導入通路の表面粗さRaとは、JIS B 0601(2001)によって定義される算術平均粗さをいい、以下の方法により測定される値のことを意味する。
まず、導入通路の中空部側の端部から反対の端部の方向に、10%、30%、50%、70%、90%の部分を表面粗さ測定基準点とする。
次に、各表面粗さ測定基準点を中心として正方形の領域での表面粗さRaを、レーザー式表面粗さ測定装置(機種名:キーエンス社製 製品名:VX-9700)を用いて測定する。測定は次のように行う。最初に導入通路の断面に対して垂直方向に切断した測定片を用意する。次に測定片の導入通路の表面を上面にして、測定装置に固定し、レーザー式表面粗さ測定装置の顕微鏡の倍率50倍にして、測定基準点に対して、ピントを合わせて、波長400nmのレーザーによる測定を行う。このとき、測定基準点を中心として、縦:100μm 横:100μmでの正方形の領域で表面の面粗さ曲線を間隔10μmで計測、描画し(従って、10個の面粗さ曲線が描かれる)、各面粗さ曲線からRaを演算、これら10個のRaの値の平均を測定基準点の面粗さRaとする。同様の計測を各測定基準点で行い、5つの測定基準点の測定値の平均値を導入通路の表面粗さRaとする。
まず、導入通路の中空部側の端部から反対の端部の方向に、10%、30%、50%、70%、90%の部分を表面粗さ測定基準点とする。
次に、各表面粗さ測定基準点を中心として正方形の領域での表面粗さRaを、レーザー式表面粗さ測定装置(機種名:キーエンス社製 製品名:VX-9700)を用いて測定する。測定は次のように行う。最初に導入通路の断面に対して垂直方向に切断した測定片を用意する。次に測定片の導入通路の表面を上面にして、測定装置に固定し、レーザー式表面粗さ測定装置の顕微鏡の倍率50倍にして、測定基準点に対して、ピントを合わせて、波長400nmのレーザーによる測定を行う。このとき、測定基準点を中心として、縦:100μm 横:100μmでの正方形の領域で表面の面粗さ曲線を間隔10μmで計測、描画し(従って、10個の面粗さ曲線が描かれる)、各面粗さ曲線からRaを演算、これら10個のRaの値の平均を測定基準点の面粗さRaとする。同様の計測を各測定基準点で行い、5つの測定基準点の測定値の平均値を導入通路の表面粗さRaとする。
本発明の吸音部材は、導入通路を形成する第1の貫通孔を有する上層と、上層に積層された中空部を有する下層からなる。
このような構成の吸音部材は、導入通路となる第1の貫通孔を備える上層と、中空部を有する下層とを積層することにより容易に製造することができる。
また、上層と下層とを別々に製造することにより、導入通路の表面粗さを容易に調節することができる。
このような構成の吸音部材は、導入通路となる第1の貫通孔を備える上層と、中空部を有する下層とを積層することにより容易に製造することができる。
また、上層と下層とを別々に製造することにより、導入通路の表面粗さを容易に調節することができる。
このように、本発明の吸音部材は上層と下層の積層構造によって構成されており、上層には導入通路となる第1の貫通孔が存在し、下層には中空部が存在するので、上層と下層を積層することによりヘルムホルツ共鳴構造が形成される。
以下、本発明の吸音部材の構成について、上層と下層に分けて説明する。
以下、本発明の吸音部材の構成について、上層と下層に分けて説明する。
上層は板材からなり、板材に第1の貫通孔が設けられてなる。
第1の貫通孔は柱状であり、空気のみで柱状の空間を有する部分である。板材の厚さ方向において入口側から出口側まで貫通孔の径が一定であることが好ましい。
すなわち、多孔質材料における連通気孔のような、厚さ方向にガスが通るが厚さ方向の上面視において向こう側が見えない(貫通していない)という形態は含まないことが好ましい。
第1の貫通孔は、貫通孔を有さない板材に対して機械加工により形成された貫通孔であることが好ましく、パンチング、ドリルやレーザー等による穴あけが好適に用いられる。
第1の貫通孔は柱状であり、空気のみで柱状の空間を有する部分である。板材の厚さ方向において入口側から出口側まで貫通孔の径が一定であることが好ましい。
すなわち、多孔質材料における連通気孔のような、厚さ方向にガスが通るが厚さ方向の上面視において向こう側が見えない(貫通していない)という形態は含まないことが好ましい。
第1の貫通孔は、貫通孔を有さない板材に対して機械加工により形成された貫通孔であることが好ましく、パンチング、ドリルやレーザー等による穴あけが好適に用いられる。
本発明の吸音部材では、第1の貫通孔は、円柱状であることが望ましく、長さ方向に垂直な方向の断面形状が真円であることが望ましい。第1の貫通孔が円柱状であると導入通路は円柱状となる。導入通路が円柱状であると、吸音特性に異方性がないため有利である。
本発明の吸音部材では、第1の貫通孔が円柱状である場合の底面の直径は、1~30mmであることが好ましい。
すなわち、本発明の吸音部材では、導入通路の内径は1~30mmであることが好ましい。
また、第1の貫通孔の形状が円柱状でない場合、第1の貫通孔の径は円相当径として定める。円相当径とは、第1の貫通孔を長さ方向に対して垂直な方向に切断した際の第1の貫通孔の断面積を、同面積の真円に置き換えた場合の直径である。第1の貫通孔の断面形状が真円の場合にはその直径をそのまま円相当径とすればよい。
本発明の吸音部材では、第1の貫通孔が円柱状である場合の底面の直径は、1~30mmであることが好ましい。
すなわち、本発明の吸音部材では、導入通路の内径は1~30mmであることが好ましい。
また、第1の貫通孔の形状が円柱状でない場合、第1の貫通孔の径は円相当径として定める。円相当径とは、第1の貫通孔を長さ方向に対して垂直な方向に切断した際の第1の貫通孔の断面積を、同面積の真円に置き換えた場合の直径である。第1の貫通孔の断面形状が真円の場合にはその直径をそのまま円相当径とすればよい。
本発明の吸音部材において、上層に設けられる第1の貫通孔の配列パターンは、正方形を縦横に連続して配置した平面において正方形の頂点に第1の貫通孔を配置する正方配列であってもよく、正三角形を縦横に連続して配置した平面において三角形の頂点に第1の貫通孔を配置する千鳥配列であってもよい。
これらの中では、千鳥配列であることが望ましい。第1の貫通孔の配列パターンが千鳥配列であると、隣接する第1の貫通孔が全て等間隔となりやすいため、吸音効果が向上する。また、上層の板材としての強度が得られる。
これらの中では、千鳥配列であることが望ましい。第1の貫通孔の配列パターンが千鳥配列であると、隣接する第1の貫通孔が全て等間隔となりやすいため、吸音効果が向上する。また、上層の板材としての強度が得られる。
本発明の吸音部材において、上層を構成する板材は樹脂及び/又は繊維質材料からなることが望ましい。上記樹脂は、発泡樹脂、ゴムなどのエラストマーであることが望ましい。
上層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、上層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
上層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、上層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
樹脂としては、発泡性樹脂粒子(ビーズ)からなる発泡樹脂、気泡を有する発泡樹脂、熱可塑性樹脂、熱硬化性樹脂のいずれかであることが望ましい。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
本発明の吸音部材において、上層を構成する板材として使用される発泡性樹脂粒子(ビーズ)は、樹脂粒子の内部に発泡剤を含有する粒子であり、公知のものを好適に使用することができる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
本発明の吸音部材において、上層を構成する板材として使用される発泡性樹脂粒子には、必要に応じて、難燃剤、難燃助剤、加工助剤、充填剤、抗酸化剤、耐光性安定剤、帯電防止剤及び着色剤等の公知の添加剤を添加してもよい。添加剤の使用の一例としては、着色剤に黒系のものを用いれば、汚れが目立たなくなる。
難燃剤としては、水酸化アルミニウム、水酸化マグネシウム等の水和金属系難燃剤、赤リン、リン酸アンモニウム等のリン酸系難燃剤、テトラブロモビスフェノールA(TABB)、臭素化ポリスチレン、塩素化パラフィン等のハロゲン系難燃剤、炭酸アンモニウム、メラミンシアヌレート等の窒素系難燃剤等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
本発明の吸音部材において、上層を構成する板材として使用される発泡性樹脂粒子の平均粒径は、300μm~2400μmであることが望ましく、800μm~2000μmであることがより望ましい。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
本発明の吸音部材において、上層を構成する板材として使用される発泡樹脂としては、ポリウレタン等を用いることができる。主剤となるポリウレタン、発泡剤等を混合し、発泡、成形させることで、気泡を有する発泡樹脂を得ることができ、それにより板材を製作することができる。
本発明の吸音部材において、上層を構成する板材として使用される樹脂は、熱可塑性樹脂であってもよく、熱硬化性樹脂であってもよい。
本発明の吸音部材において、上層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、上層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
本発明の吸音部材において、上層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、上層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
本発明の吸音部材において、上層を構成する板材として使用される繊維は、有機繊維、無機繊維であることが望ましく、有機繊維としてはポリエステル、ポリアミド、アセテート等を使用できる。無機繊維としては、アルミナ、シリカ、ムライトファイバーが望ましい。繊維をバインダで相互に接着してフェルト状にすることが望ましい。
本発明の吸音部材において、上層を構成する板材としては、樹脂製の他に、無機材、金属材等の材料を使用してもよい。
本発明の吸音部材において、上層を構成する板材の厚さは1~20mmであることが好ましい。板材の厚さは第1の貫通孔の長さとなり、導入通路の長さとなる。すなわち、第1の貫通孔の長さは1~20mmであることが好ましい。また、導入通路の長さも1~20mmであることが好ましい。
本発明の吸音部材では、上記上層を構成する板材の開口形成側の面に、さらに繊維層が形成され、
上記繊維層には上記導入通路の開口に連通する開口が形成されてなることが望ましい。
吸音部材がヘルムホルツ共鳴構造を有すると、所定の周波数領域の音を吸音することができるが、吸音できる周波数領域の幅は広くなく、特に、2000Hz以上の高周波数領域の音を充分に吸収しにくい。
しかし、繊維層が形成されていると、2000Hz以上の高周波数領域の音を吸音することができる。
上記繊維層には上記導入通路の開口に連通する開口が形成されてなることが望ましい。
吸音部材がヘルムホルツ共鳴構造を有すると、所定の周波数領域の音を吸音することができるが、吸音できる周波数領域の幅は広くなく、特に、2000Hz以上の高周波数領域の音を充分に吸収しにくい。
しかし、繊維層が形成されていると、2000Hz以上の高周波数領域の音を吸音することができる。
繊維層を構成する材料としては、天然繊維、合成樹脂繊維、無機繊維から選ばれることが好ましい。天然繊維としては、植物繊維、動物繊維、鉱物繊維が挙げられる。合成樹脂繊維としては、ポリアミド系樹脂(ナイロン等)、ポリエステル樹脂(ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等)、アクリル樹脂、ポリビニルアルコール系樹脂、ポリオレフィン樹脂(ポリエチレン、ポリプロピレン等)等が挙げられる。無機繊維としては、アルミナ繊維、シリカ繊維、シリカーアルミナ繊維、ガラス繊維、炭素繊維、チタン酸カリウム繊維、ロックウール等が挙げられる。
繊維層はフェルト状や不織布として成形されていてもよい。
繊維層の厚さは1~20mmであることが好ましい。
なお、繊維層には、繊維と繊維との間に空隙が形成されているので、その空隙内において空気振動が生じ、高周波数領域の音を吸音することができる。
繊維層はフェルト状や不織布として成形されていてもよい。
繊維層の厚さは1~20mmであることが好ましい。
なお、繊維層には、繊維と繊維との間に空隙が形成されているので、その空隙内において空気振動が生じ、高周波数領域の音を吸音することができる。
上層と繊維層とは接着剤層により接着されていてもよく、接着されていなくてもよい。
下層には、中空部が設けられており、上層と積層されている。
下層の中空部が上層の第1の貫通孔、すなわち導入通路と繋がることで中空部が外部と接続されてヘルムホルツ共鳴構造が形成される。
下層の中空部が上層の第1の貫通孔、すなわち導入通路と繋がることで中空部が外部と接続されてヘルムホルツ共鳴構造が形成される。
本発明の吸音部材において下層に設けられる中空部の形状は、円柱状であることが望ましく、長さ方向に垂直な方向の断面形状が真円であることが望ましい。
本発明の吸音部材において下層に設けられる中空部が円柱状である場合、その高さは、1~20mmであることが望ましく、3~15mmであることがさらに望ましい。
また、中空部の形状が円柱状でない場合、中空部の径は円相当径として定める。円相当径とは、中空部を長さ方向に対して垂直な方向に切断した際の中空部の断面積を、同面積の真円に置き換えた場合の直径である。中空部の断面形状が真円の場合にはその直径をそのまま円相当径とすればよい。
下層の中空部と上層の導入通路によりヘルムホルツ共鳴構造を形成するために、中空部の円相当径が導入通路の円相当径(第1の貫通孔の円相当径)よりも大きくなっている。
中空部の径は4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。
本発明の吸音部材において下層に設けられる中空部が円柱状である場合、その高さは、1~20mmであることが望ましく、3~15mmであることがさらに望ましい。
また、中空部の形状が円柱状でない場合、中空部の径は円相当径として定める。円相当径とは、中空部を長さ方向に対して垂直な方向に切断した際の中空部の断面積を、同面積の真円に置き換えた場合の直径である。中空部の断面形状が真円の場合にはその直径をそのまま円相当径とすればよい。
下層の中空部と上層の導入通路によりヘルムホルツ共鳴構造を形成するために、中空部の円相当径が導入通路の円相当径(第1の貫通孔の円相当径)よりも大きくなっている。
中空部の径は4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。
本発明の吸音部材において、下層に設けられる中空部の配列パターンは、正方形を縦横に連続して配置した平面において正方形の頂点に中空部を配置する正方配列であってもよく、正三角形を縦横に連続して配置した平面において三角形の頂点に中空部を配置する千鳥配列であってもよい。
これらの中では、千鳥配列であることが望ましい。中空部の配列パターンが千鳥配列であると、隣接する中空部が全て等間隔となりやすいため、吸音効果が向上する。また、下層の板材としての強度が得られる。
これらの中では、千鳥配列であることが望ましい。中空部の配列パターンが千鳥配列であると、隣接する中空部が全て等間隔となりやすいため、吸音効果が向上する。また、下層の板材としての強度が得られる。
本発明の吸音部材において、導入通路と中空部の位置関係は、中空部が導入通路を介して外部と接続されていればよく、導入通路と中空部の中心(厚さ方向に垂直な方向に切断した際の断面形状における中心)は、一致していてもよく、一致していなくてもよい。
下層の具体的な構成は、下層が1層の場合と2層の場合に分けて説明する。
下層が1層の場合の例として、下層を構成する1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部となっている形態が挙げられる。
下層が1層の場合の例として、下層を構成する1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部となっている形態が挙げられる。
下層が2層の場合の例として、板材に第1の貫通孔よりも開口径が大きい柱状の第2の貫通孔が設けられてなる側面層と、板材からなり貫通孔が設けられていない底面層とが順に積層されてなり、第2の貫通孔と底面層とにより中空部が形成されている形態が挙げられる。
この場合、本発明の吸音部材を構成する層は、上層と側面層と底面層の3層である。
この場合、本発明の吸音部材を構成する層は、上層と側面層と底面層の3層である。
まず、下層が1層の場合について説明する。
この場合、下層を構成する1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部となる。凹部は板材を構成する材料を底面及び側面として、底面及び側面に囲まれて、上面が開いている柱状の空間となる部分である。凹部はその上面から底面までその径が一定であることが好ましい。また、上層を構成する第1の貫通孔の径よりも凹部の底面の径が大きいことが好ましい。
凹部の底面の径は、4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。また、凹部の高さは、1~20mmであることが望ましく、3~15mmであることがさらに望ましい。
凹部(中空部)は、貫通孔を有さない板材に対して機械加工により形成されていることが好ましく、エンドミルによる切削加工や熱線による加工が好適に用いられる。
また、板材を製造する際に、射出成形やプレス成形によって凹部を有する板材を一体成形してもよい。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、凹部の形状に対応する突起を有する金型の中で発泡成形を行うことによっても凹部を有する板材を作製することができる。
この場合、下層を構成する1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部となる。凹部は板材を構成する材料を底面及び側面として、底面及び側面に囲まれて、上面が開いている柱状の空間となる部分である。凹部はその上面から底面までその径が一定であることが好ましい。また、上層を構成する第1の貫通孔の径よりも凹部の底面の径が大きいことが好ましい。
凹部の底面の径は、4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。また、凹部の高さは、1~20mmであることが望ましく、3~15mmであることがさらに望ましい。
凹部(中空部)は、貫通孔を有さない板材に対して機械加工により形成されていることが好ましく、エンドミルによる切削加工や熱線による加工が好適に用いられる。
また、板材を製造する際に、射出成形やプレス成形によって凹部を有する板材を一体成形してもよい。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、凹部の形状に対応する突起を有する金型の中で発泡成形を行うことによっても凹部を有する板材を作製することができる。
下層が1層の場合に下層を構成する板材は樹脂及び/又は繊維質材料からなることが望ましい。上記樹脂は、発泡樹脂、ゴムなどのエラストマーであることが望ましい。
下層が1層の場合に下層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
下層が1層の場合に下層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
樹脂としては、発泡性樹脂粒子(ビーズ)からなる発泡樹脂、気泡を有する発泡樹脂、熱可塑性樹脂、熱硬化性樹脂のいずれかであることが望ましい。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
発泡性樹脂粒子(ビーズ)からなる発泡樹脂である板材は、連通気孔を有さない。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
発泡性樹脂粒子(ビーズ)からなる発泡樹脂である板材は、連通気孔を有さない。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される発泡性樹脂粒子(ビーズ)は、樹脂粒子の内部に発泡剤を含有する粒子であり、公知のものを好適に使用することができる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される発泡性樹脂粒子には、必要に応じて、難燃剤、難燃助剤、加工助剤、充填剤、抗酸化剤、耐光性安定剤、帯電防止剤及び着色剤等の公知の添加剤を添加してもよい。添加剤の使用の一例としては、着色剤に黒系のものを用いれば、汚れが目立たなくなる。
難燃剤としては、水酸化アルミニウム、水酸化マグネシウム等の水和金属系難燃剤、赤リン、リン酸アンモニウム等のリン酸系難燃剤、テトラブロモビスフェノールA(TABB)、臭素化ポリスチレン、塩素化パラフィン等のハロゲン系難燃剤、炭酸アンモニウム、メラミンシアヌレート等の窒素系難燃剤等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される発泡性樹脂粒子の平均粒径は、300μm~2400μmであることが望ましく、800μm~2000μmであることがより望ましい。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される発泡樹脂としては、ポリウレタン等を用いることができる。主剤となるポリウレタン、発泡剤等を混合し、発泡、成形させることで、気泡を有する発泡樹脂を得ることができ、それにより板材を製作することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される樹脂は、熱可塑性樹脂であってもよく、熱硬化性樹脂であってもよい。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
本発明の吸音部材において、下層を構成する板材として使用される繊維は、有機繊維、無機繊維であることが望ましく、有機繊維としてはポリエステル、ポリアミド、アセテート等を使用できる。無機繊維としては、アルミナ、シリカ、ムライトファイバーが望ましい。繊維をバインダで相互に接着してフェルト状にすることが望ましい。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材としては、樹脂製の他に、無機材、金属材等の材料を使用してもよい。
本発明の吸音部材において、下層が1層の場合に下層を構成する板材の厚さは10~120mmであることが好ましい。また、20~100mmであることがさらに望ましい。
本発明の吸音部材において上層及び下層は接着剤により接着されていてもよい。
また、上層及び下層の接触部に嵌合部(雄部及び雌部)を設け、これらを嵌合させて上層及び下層を接続してもよい。
また、上層及び下層の接触部に嵌合部(雄部及び雌部)を設け、これらを嵌合させて上層及び下層を接続してもよい。
また、本発明の吸音部材では、上層と下層は、接着剤層により接着されていてもよい。
このように上層と下層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
このように上層と下層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
本発明の吸音部材では、上層と、下層の表面のうち上記中空部以外の表面と、の間には空間が形成されていてもよい。
上層と下層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
上層と下層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
続けて、下層が2層の場合について説明する。
下層が2層の場合、下層は、板材に第1の貫通孔よりも開口径が大きい柱状の第2の貫通孔が設けられてなる側面層と、板材からなり貫通孔が設けられていない底面層とが順に積層されてなる。そして、第2の貫通孔と底面層とにより中空部が形成される。
下層が2層の場合、下層は、板材に第1の貫通孔よりも開口径が大きい柱状の第2の貫通孔が設けられてなる側面層と、板材からなり貫通孔が設けられていない底面層とが順に積層されてなる。そして、第2の貫通孔と底面層とにより中空部が形成される。
側面層は板材からなり、板材に第2の貫通孔が設けられてなる。
第2の貫通孔は柱状であり、空気のみで柱状の空間を有する部分である。板材の厚さ方向において入口側から出口側まで貫通孔の径が一定であることが好ましい。
すなわち、多孔質材料における連通気孔のような、厚さ方向にガスが通るが厚さ方向の上面視において向こう側が見えない(貫通していない)という形態は含まないことが好ましい。
第2の貫通孔は、貫通孔を有さない板材に対して機械加工により形成された貫通孔であることが好ましく、パンチング、ドリルやレーザー等による穴あけが好適に用いられる。
第2の貫通孔は柱状であり、空気のみで柱状の空間を有する部分である。板材の厚さ方向において入口側から出口側まで貫通孔の径が一定であることが好ましい。
すなわち、多孔質材料における連通気孔のような、厚さ方向にガスが通るが厚さ方向の上面視において向こう側が見えない(貫通していない)という形態は含まないことが好ましい。
第2の貫通孔は、貫通孔を有さない板材に対して機械加工により形成された貫通孔であることが好ましく、パンチング、ドリルやレーザー等による穴あけが好適に用いられる。
本発明の吸音部材では、側面層に設けられる第2の貫通孔は、円柱状であることが望ましく、長さ方向に垂直な方向の断面形状が真円であることが望ましい。第2の貫通孔が円柱状であると中空部は円柱状となる。中空部が円柱状であると、吸音特性に異方性がないため有利である。
本発明の吸音部材では、第2の貫通孔が円柱状である場合の底面の直径(開口径)は、4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。
本発明の吸音部材では、第2の貫通孔が円柱状である場合の底面の直径(開口径)は、4~171mmであることが好ましく、10mm以上であることが好ましく、150mm以下であることが好ましい。
本発明の吸音部材において、側面層に設けられる第2の貫通孔の配列パターンは、正方形を縦横に連続して配置した平面において正方形の頂点に第2の貫通孔を配置する正方配列であってもよく、正三角形を縦横に連続して配置した平面において三角形の頂点に第2の貫通孔を配置する千鳥配列であってもよい。
これらの中では、千鳥配列であることが望ましい。第2の貫通孔の配列パターンが千鳥配列であると、隣接する第2の貫通孔により形成される中空部が全て等間隔となりやすいため、吸音効果が向上する。
これらの中では、千鳥配列であることが望ましい。第2の貫通孔の配列パターンが千鳥配列であると、隣接する第2の貫通孔により形成される中空部が全て等間隔となりやすいため、吸音効果が向上する。
本発明の吸音部材において、側面層を構成する板材の厚さは、1~20mmであることが望ましく、3~15mmであることがさらに望ましい。側面層を構成する板材の厚さは第2の貫通孔の長さとなり、中空部の高さとなる。すなわち、第2の貫通孔の長さは1~20mmであることが好ましい。
底面層は板材からなり、貫通孔が設けられていない。
側面層と底面層を重ねることにより、側面層の第2の貫通孔と底面層とにより中空部が形成される。
本発明の吸音部材では、底面層を構成する板材の厚さは、1~20mmであることが好ましい。
側面層と底面層を重ねることにより、側面層の第2の貫通孔と底面層とにより中空部が形成される。
本発明の吸音部材では、底面層を構成する板材の厚さは、1~20mmであることが好ましい。
本発明の吸音部材において、側面層及び底面層を構成する板材は樹脂及び/又は繊維質材料からなることが望ましい。上記樹脂は、発泡樹脂、ゴムなどのエラストマーであることが望ましい。
なお、側面層及び底面層を構成する板材は、同じ材料であることが好ましいが、異なる材料であってもよい。
上記樹脂は、発泡樹脂であることが望ましい。
側面層及び底面層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
なお、側面層及び底面層を構成する板材は、同じ材料であることが好ましいが、異なる材料であってもよい。
上記樹脂は、発泡樹脂であることが望ましい。
側面層及び底面層を構成する板材が樹脂製であると、軽量化が図りやすいため車両用部品として特に望ましい。
また、樹脂が発泡樹脂であると、その重量をより軽くすることができ、車両用部品とした場合に燃費の向上に寄与することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材は、樹脂及び繊維の複合材であってもよい。複合化の方法としては、樹脂と繊維を混合してもよく、樹脂と繊維をブロック状に組み合わせてもよい。
樹脂としては、発泡性樹脂粒子(ビーズ)からなる発泡樹脂、気泡を有する発泡樹脂、熱可塑性樹脂、熱硬化性樹脂のいずれかであることが望ましい。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
発泡性樹脂粒子(ビーズ)からなる発泡樹脂である板材は、連通気孔を有さない。
上記樹脂の密度が0.01~1g/cm3である材料であることが好ましく、さらに、樹脂の密度が0.02~0.1g/cm3であることがさらに好ましい。なお、上記樹脂が発泡樹脂である場合、樹脂の密度は、発泡成形された発泡樹脂の密度を指す。
樹脂の密度が上記範囲内であると、吸音部材として必要な強度を得やすい。
一方、樹脂の密度が0.01g/cm3未満であると、吸音部材として充分な機械的強度を得られないことがある。また樹脂の密度が1g/cm3を超える場合には、吸音部材の重量が増加してしまい、車両の軽量化の妨げとなる。
また、樹脂は、発泡性樹脂粒子(ビーズ)からなる発泡樹脂がより望ましい。樹脂が発泡性樹脂粒子(ビーズ)からなる発泡樹脂であると、強度を維持したまま吸音部材の重量を軽くすることができ、車両用部品に使用した場合に燃費の向上に寄与することができる。
なお、発泡樹脂は、発泡性樹脂粒子を発泡・成形して得られる。
発泡性樹脂粒子(ビーズ)からなる発泡樹脂である板材は、連通気孔を有さない。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される発泡性樹脂粒子(ビーズ)は、樹脂粒子の内部に発泡剤を含有する粒子であり、公知のものを好適に使用することができる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
発泡性樹脂粒子を構成する樹脂成分としては、例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、ポリスチレン等のスチレン系樹脂が挙げられる。
スチレン系樹脂としては、スチレン単重合体、スチレン及びスチレンと共重合可能な単量体(又はその誘導体)を共重合して得られる共重合体が挙げられる。スチレン共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれであってもよい。
発泡剤としては、例えば、プロパン、ブタン、ペンタン等の炭化水素類等が挙げられる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される発泡性樹脂粒子には、必要に応じて、難燃剤、難燃助剤、加工助剤、充填剤、抗酸化剤、耐光性安定剤、帯電防止剤及び着色剤等の公知の添加剤を添加してもよい。添加剤の使用の一例としては、着色剤に黒系のものを用いれば、汚れが目立たなくなる。
難燃剤としては、水酸化アルミニウム、水酸化マグネシウム等の水和金属系難燃剤、赤リン、リン酸アンモニウム等のリン酸系難燃剤、テトラブロモビスフェノールA(TABB)、臭素化ポリスチレン、塩素化パラフィン等のハロゲン系難燃剤、炭酸アンモニウム、メラミンシアヌレート等の窒素系難燃剤等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
難燃助剤としては、三酸化アンチモン、五酸化アンチモン等が挙げられる。
加工助剤としては、ステアリン酸塩、流動パラフィン、オレフィン系ワックス、ステアリルアミド系化合物、エポキシ化合物等が挙げられる。
充填剤としては、シリカ、タルク、ケイ酸カルシウム等が挙げられる。
抗酸化剤としては、アルキルフェノール、アルキレンビスフェノール、アルキルフェノールチオエーテル、β,β-チオプロピオン酸エステル、有機亜リン酸エステル及びフェノール・ニッケル複合体等が挙げられる。
耐光性安定剤としては、ベンゾトリアゾール系の紫外線吸収剤及びヒンダードアミン系の安定剤等が挙げられる。
帯電防止剤としては、脂肪酸エステル化合物、脂肪族エタノールアミン化合物及び脂肪族エタノールアミド化合物等の低分子型帯電防止剤並びに高分子型帯電防止剤等が挙げられる。
着色剤としては、染料及び顔料等が挙げられる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される発泡性樹脂粒子の平均粒径は、300μm~2400μmであることが望ましく、800μm~2000μmであることがより望ましい。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
発泡性樹脂粒子の発泡倍率は、10~60倍であることが望ましい。
発泡倍率を10~60倍の範囲にすることにより、樹脂の密度を0.02~0.1g/cm3の範囲に調整しやすくなる。
一方、発泡倍率が10倍未満の場合、吸音部材が硬くなりすぎたり、重くなりすぎる場合がある。また発泡倍率が60倍を超える場合、吸音部材として強度が不足することがある。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される発泡樹脂としては、ポリウレタン等を用いることができる。主剤となるポリウレタン、発泡剤等を混合し、発泡、成形させることで、気泡を有する発泡樹脂を得ることができ、それにより板材を製作することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される樹脂は、熱可塑性樹脂であってもよく、熱硬化性樹脂であってもよい。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される熱可塑性樹脂としては、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂(ナイロン6-6等)、ポリスチレン樹脂などを用いることができる。熱可塑性樹脂を樹脂ペレットとして成形し、樹脂ペレットを加熱させ、射出成形、押出成形等の成形加工を行うことにより吸音部材を製作することができる。
本発明の吸音部材において、側面層及び底面層を構成する板材として使用される熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂、メラミン樹脂、尿素樹脂、ポリウレタン、ポリウレア、ポリアミド及びポリアクリルアミドなどを用いることができる。熱硬化性樹脂を予熱し、金型に入れ、加圧し、金型温度を上げて、硬化させることで吸音部材を製作することができる。
側面層及び底面層を構成する板材として使用される繊維は、有機繊維、無機繊維であることが望ましく、有機繊維としてはポリエステル、ポリアミド、アセテート等を使用できる。無機繊維としては、アルミナ、シリカ、ムライトファイバーが望ましい。繊維をバインダで相互に接着してフェルト状にすることが望ましい。
本発明の吸音部材において、側面層及び底面層を構成する板材としては、樹脂製の他に、無機材、金属材等の材料を使用してもよい。
本発明の吸音部材において上層、側面層及び底面層とは接着剤により接着されていてもよい。
また、上層、側面層及び底面層の接触部に嵌合部(雄部及び雌部)を設け、これらを嵌合させて上層、側面層及び底面層を接続してもよい。
また、上層、側面層及び底面層の接触部に嵌合部(雄部及び雌部)を設け、これらを嵌合させて上層、側面層及び底面層を接続してもよい。
本発明の吸音部材では、上層と側面層は、接着剤層により接着されていてもよい。
このように上層と側面層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
このように上層と側面層とが接着剤層により接着されていると、圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、導入通路の表面粗さRaの値が変化しないからである。
本発明の吸音部材では、上層と、側面層の表面のうち第2の貫通孔以外の表面と、の間には空間が形成されていてもよい。
上層と側面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
上層と側面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
本発明の吸音部材では、側面層と底面層は、接着剤層により接着されていてもよい。
側面層と底面層が接着剤層により接着がされていると圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、吸音特性が圧縮変形で変化しにくいからである。
側面層と底面層が接着剤層により接着がされていると圧縮応力が加わってもヘルムホルツ共鳴構造が変形しにくく、吸音特性が圧縮変形で変化しにくいからである。
本発明の吸音部材では、側面層の表面のうち上記第2の貫通孔以外の表面と、底面層と、の間には空間が形成されていてもよい。
側面層と底面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
側面層と底面層の間に空間が形成されていると、空間が振動するバネとして働き、吸音率をより高めることができる。
本発明の吸音部材は、その全体の厚さが10~120mmであることが望ましい。吸音部材の厚さは、20~100mmであることがさらに望ましい。
吸音部材の厚さが、10mm未満である場合、ヘルムホルツ共鳴構造を形成しにくくなる。
吸音部材の厚さが、120mmを超える場合、吸音部材が大きくなりすぎ、所望のスペースに配置しにくくなる。
吸音部材の厚さが、10mm未満である場合、ヘルムホルツ共鳴構造を形成しにくくなる。
吸音部材の厚さが、120mmを超える場合、吸音部材が大きくなりすぎ、所望のスペースに配置しにくくなる。
上記の通り、本発明の吸音部材では、導入通路(第1の貫通孔)の開口部の円相当径は、1~30mmであることが望ましく、3~25mmであることがより望ましい。
また、導入通路(第1の貫通孔)の長さは、1~20mmであることが望ましく、3~15mmであることがより望ましい。
また、中空部の体積は、24~329,860mm3であることが望ましく、257~246,766mm3であることがより望ましい。
い。
また、導入通路(第1の貫通孔)の長さは、1~20mmであることが望ましく、3~15mmであることがより望ましい。
また、中空部の体積は、24~329,860mm3であることが望ましく、257~246,766mm3であることがより望ましい。
い。
ヘルムホルツ共鳴構造における音の吸収周波数は、導入通路の開口部の大きさ及び長さ、並びに、中空部の体積に依存する。
本発明の吸音部材において、導入通路を形成する第1の貫通孔の開口部の大きさ及び長さ、並びに、中空部の体積が上記範囲であると、人が不快に感じる500~2000Hzの周波数領域の騒音を効率よく吸収することができる。
本発明の吸音部材において、導入通路を形成する第1の貫通孔の開口部の大きさ及び長さ、並びに、中空部の体積が上記範囲であると、人が不快に感じる500~2000Hzの周波数領域の騒音を効率よく吸収することができる。
このような本発明の吸音部材の例について以下に図面を用いて説明する。
図1は、本発明の吸音部材の一例を模式的に示す断面図である。
図1に示す吸音部材は、下層が1層である吸音部材である。
図1に示す吸音部材100は、上層10と下層20と接着剤層30を有しており、上層10と下層20が接着剤層30により接着されている。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材100において、導入通路110及び中空部120は円柱状である。
図1は、本発明の吸音部材の一例を模式的に示す断面図である。
図1に示す吸音部材は、下層が1層である吸音部材である。
図1に示す吸音部材100は、上層10と下層20と接着剤層30を有しており、上層10と下層20が接着剤層30により接着されている。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材100において、導入通路110及び中空部120は円柱状である。
上層10は板材であり、板材に円柱状の第1の貫通孔110が設けられてなる。
下層20も板材であり、1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部120が設けられてなる。
下層20も板材であり、1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部120が設けられてなる。
吸音部材100において、導入通路110の表面粗さRaは、0.1~100μmである。
図2は、本発明の吸音部材の一例を模式的に示す断面図である。
図2に示す吸音部材は、下層が1層である吸音部材である。
図2に示す吸音部材200は、上層10と下層20とを有している。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材200において、導入通路110及び中空部120は円柱状である。
図2に示す吸音部材は、下層が1層である吸音部材である。
図2に示す吸音部材200は、上層10と下層20とを有している。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材200において、導入通路110及び中空部120は円柱状である。
上層10は板材であり、板材に円柱状の第1の貫通孔110が設けられてなる。
下層20も板材であり、1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部120が設けられてなる。
下層20も板材であり、1枚の板材のその厚さ方向の途中までに凹部が形成されて中空部120が設けられてなる。
また、上層10と下層20との接触部の上層10には雄部10aが形成されており、下層20には雌部20aが形成されている。そして、雄部10aと雌部20aとが嵌合されて上層10及び下層20が接続されている。
吸音部材200において、導入通路110の表面粗さRaは、0.1~100μmである。
図3は、本発明の吸音部材の別の一例を模式的に示す断面図である。
図3に示す吸音部材は、下層が2層である吸音部材である。
図3に示す吸音部材300は、下層20が側面層21と底面層22の2層からなる。側面層21には第2の貫通孔120が設けられており、第2の貫通孔120が中空部120となっている。
また、側面層21の一部である壁面121が中空部120の側面となり、底面層22の一部である底面層22の表面122が中空部120の底面となる。
図3に示す吸音部材は、下層が2層である吸音部材である。
図3に示す吸音部材300は、下層20が側面層21と底面層22の2層からなる。側面層21には第2の貫通孔120が設けられており、第2の貫通孔120が中空部120となっている。
また、側面層21の一部である壁面121が中空部120の側面となり、底面層22の一部である底面層22の表面122が中空部120の底面となる。
上層10と下層20は接着剤層30により接着されている。下層20を構成する層のうち上層10と接着されるのは側面層21である。
側面層21と底面層22の間にも接着剤層40が設けられていて、側面層21と底面層22も接着されている。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材300において、導入通路110及び中空部120は円柱状である。
側面層21と底面層22の間にも接着剤層40が設けられていて、側面層21と底面層22も接着されている。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材300において、導入通路110及び中空部120は円柱状である。
上層10は板材であり、板材に円柱状の第1の貫通孔110が設けられてなる。
下層20を構成する側面層21及び底面層22も板材である。
側面層21を構成する板材に円柱状の第2の貫通孔120が設けられてなる。
底面層22を構成する板材には貫通孔が設けられていない。
下層20を構成する側面層21及び底面層22も板材である。
側面層21を構成する板材に円柱状の第2の貫通孔120が設けられてなる。
底面層22を構成する板材には貫通孔が設けられていない。
吸音部材300において、導入通路110の表面粗さRaは、0.1~100μmである。
図4は、本発明の吸音部材の別の一例を模式的に示す断面図である。
図4に示す吸音部材は、下層が2層である吸音部材である。
図4に示す吸音部材400は、下層20が側面層21と底面層22の2層からなる。側面層21には第2の貫通孔120が設けられており、第2の貫通孔120が中空部120となっている。
また、側面層21の一部である壁面121が中空部120の側面となり、底面層22の一部である底面層22の表面122が中空部120の底面となる。
図4に示す吸音部材は、下層が2層である吸音部材である。
図4に示す吸音部材400は、下層20が側面層21と底面層22の2層からなる。側面層21には第2の貫通孔120が設けられており、第2の貫通孔120が中空部120となっている。
また、側面層21の一部である壁面121が中空部120の側面となり、底面層22の一部である底面層22の表面122が中空部120の底面となる。
上層10と側面層21との接触面の上層10には雄部10aが形成されており、側面層21には雌部21aが形成されている。そして、雄部10aと雌部21aとが嵌合されて上層10及び側面層21が接続されている。
側面層21と底面層22との接触面の側面層21には、雌部21bが形成されており、底面層22には雄部22bが形成されている。そして、雌部21bと雄部22bとが嵌合されて側面層21及び底面層22が接続されている。
側面層21と底面層22との接触面の側面層21には、雌部21bが形成されており、底面層22には雄部22bが形成されている。そして、雌部21bと雄部22bとが嵌合されて側面層21及び底面層22が接続されている。
上層10には導入通路110を形成する第1の貫通孔110が設けられており、下層20には中空部120が設けられている。導入通路110と中空部120によりヘルムホルツ共鳴構造が形成される。
吸音部材400において、導入通路110及び中空部120は円柱状である。
吸音部材400において、導入通路110及び中空部120は円柱状である。
上層10は板材であり、板材に円柱状の第1の貫通孔110が設けられてなる。
下層20を構成する側面層21及び底面層22も板材である。
側面層21を構成する板材に円柱状の第2の貫通孔120が設けられてなる。
底面層22を構成する板材には貫通孔が設けられていない。
下層20を構成する側面層21及び底面層22も板材である。
側面層21を構成する板材に円柱状の第2の貫通孔120が設けられてなる。
底面層22を構成する板材には貫通孔が設けられていない。
吸音部材400において、導入通路110の表面粗さRaは、0.1~100μmである。
本発明の車両用部品は、本発明の吸音部材を備えることを特徴とする。
本発明の吸音部材は吸音性能に優れるため、車両用部品として優れる。
本発明の吸音部材を備える車両用部品としては、嵩上げ材、仕切り部材、ラゲッジボックス等が挙げられる。
本発明の吸音部材は吸音性能に優れるため、車両用部品として優れる。
本発明の吸音部材を備える車両用部品としては、嵩上げ材、仕切り部材、ラゲッジボックス等が挙げられる。
本発明の自動車は、本発明の吸音部材の導入通路を路面方向に向けて配置してなることを特徴とする。
このような向きに本発明の吸音部材を配置することで、路面から伝わるタイヤパターンノイズの騒音を吸収することができ、騒音が車内に伝わることを防止することができる。
このような向きに本発明の吸音部材を配置することで、路面から伝わるタイヤパターンノイズの騒音を吸収することができ、騒音が車内に伝わることを防止することができる。
本発明の吸音部材を車両用部品として用いた例、及び、本発明の吸音部材を配置してなる自動車の例について、図5(a)及び図5(b)を用いて説明する。
図5(a)は、本発明の吸音部材が配置される部位の一例を模式的に示す説明図であり、図5(b)は、図5(a)における破線部で示す領域の部分拡大図である。
図5(a)に示すように、自動車1は、後部座席2の後方にラゲッジルーム3を備える。ラゲッジルーム3の下部には、板状のフロア部材4が敷設されており、フロア部材4の下には床下空間5が存在する。
吸音部材100がその導入通路110が路面方向に向くようにして、自動車1の床下空間5の下に配置される。
図5(a)は、本発明の吸音部材が配置される部位の一例を模式的に示す説明図であり、図5(b)は、図5(a)における破線部で示す領域の部分拡大図である。
図5(a)に示すように、自動車1は、後部座席2の後方にラゲッジルーム3を備える。ラゲッジルーム3の下部には、板状のフロア部材4が敷設されており、フロア部材4の下には床下空間5が存在する。
吸音部材100がその導入通路110が路面方向に向くようにして、自動車1の床下空間5の下に配置される。
続いて、本発明の吸音部材を製造する方法について説明する。
本発明の吸音部材は、板材に第1の貫通孔が設けられてなる上層と、中空部が設けられてなる下層を積層することによって製造することができる。
本発明の吸音部材は、板材に第1の貫通孔が設けられてなる上層と、中空部が設けられてなる下層を積層することによって製造することができる。
下層が1層の吸音部材については、以下の工程により製造することができる。
導入通路となる柱状の第1の貫通孔を有する板材である上層を作製する工程と、
第1の貫通孔の表面粗さを調整する工程と、
中空部を有する板材である下層を作製する工程と、
上層と下層を積層する工程。
導入通路となる柱状の第1の貫通孔を有する板材である上層を作製する工程と、
第1の貫通孔の表面粗さを調整する工程と、
中空部を有する板材である下層を作製する工程と、
上層と下層を積層する工程。
(上層を作製する工程)
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第1の貫通孔を形成することにより上層を作製することができる。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第1の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第1の貫通孔が設けられた上層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、上層に嵌合部(雄部又は雌部)を形成してもよい。
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第1の貫通孔を形成することにより上層を作製することができる。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第1の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第1の貫通孔が設けられた上層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、上層に嵌合部(雄部又は雌部)を形成してもよい。
(第1の貫通孔の表面粗さを調整する工程)
次に、サンドブラスト等を用いて第1の貫通孔の表面粗さRaが、0.1~100μmとなるように第1の貫通孔の表面を粗化する。
次に、サンドブラスト等を用いて第1の貫通孔の表面粗さRaが、0.1~100μmとなるように第1の貫通孔の表面を粗化する。
(下層を作製する工程)
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、その厚さ方向の途中までに、中空部となる凹部を形成することにより下層を作製することができる。凹部の径が第1の貫通孔の径より大きくなるようにする。
凹部は機械加工により形成することが好ましく、エンドミルによる切削加工や熱線による加工が好適に用いられる。
また、板材を製造する際に、射出成形やプレス成形によって凹部を有する板材を一体成形してもよい。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、凹部の形状に対応する突起を有する金型の中で発泡成形を行うことによっても凹部を有する板材を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、下層に嵌合部(雄部又は雌部)を形成してもよい。
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、その厚さ方向の途中までに、中空部となる凹部を形成することにより下層を作製することができる。凹部の径が第1の貫通孔の径より大きくなるようにする。
凹部は機械加工により形成することが好ましく、エンドミルによる切削加工や熱線による加工が好適に用いられる。
また、板材を製造する際に、射出成形やプレス成形によって凹部を有する板材を一体成形してもよい。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、凹部の形状に対応する突起を有する金型の中で発泡成形を行うことによっても凹部を有する板材を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、下層に嵌合部(雄部又は雌部)を形成してもよい。
(上層と下層を積層する工程)
次に、接着剤により上層と下層とを接着する場合には、シート状の接着剤を下層の凹部(中空部)の形状及び位置に合わせてくり抜いたものを準備し、上層と下層の間に挟んで接着剤の接着力を発揮させることにより、上層と下層を接着剤層により接着することができる。
上層と接着剤層と下層を積層する際には、上層の第1の貫通孔と下層の中空部(凹部)の位置を合わせてヘルムホルツ共鳴構造が形成されるようにする。
下層の凹部(中空部)の形状及び位置に合わせて接着剤を塗布し、上層と下層を積層して接着剤の接着力を発揮させることにより、上層と下層を接着剤層により接着することができる。
接着剤の接着力を発揮させる条件としては、接着剤の接着特性に合わせた条件を使用すればよい。
次に、接着剤により上層と下層とを接着する場合には、シート状の接着剤を下層の凹部(中空部)の形状及び位置に合わせてくり抜いたものを準備し、上層と下層の間に挟んで接着剤の接着力を発揮させることにより、上層と下層を接着剤層により接着することができる。
上層と接着剤層と下層を積層する際には、上層の第1の貫通孔と下層の中空部(凹部)の位置を合わせてヘルムホルツ共鳴構造が形成されるようにする。
下層の凹部(中空部)の形状及び位置に合わせて接着剤を塗布し、上層と下層を積層して接着剤の接着力を発揮させることにより、上層と下層を接着剤層により接着することができる。
接着剤の接着力を発揮させる条件としては、接着剤の接着特性に合わせた条件を使用すればよい。
また、嵌合部により上層と下層とを接着する場合には、上層及び下層の嵌合部を嵌合させ上層及び下層を接続する。
下層が2層の吸音部材については、以下の工程により製造することができる。
導入通路となる柱状の第1の貫通孔を有する板材である上層を作製する工程と、
第1の貫通孔の表面粗さを調整する工程と、
第2の貫通孔を有する板材である側面層を作製する工程と、
底面層となる板材を準備する工程と、
上層となる板材、側面層となる板材、底面層となる板材を積層して第2の貫通孔と底面層により中空部を形成するとともに側面層と底面層とからなる下層を形成し、上層と下層とを積層する工程。
導入通路となる柱状の第1の貫通孔を有する板材である上層を作製する工程と、
第1の貫通孔の表面粗さを調整する工程と、
第2の貫通孔を有する板材である側面層を作製する工程と、
底面層となる板材を準備する工程と、
上層となる板材、側面層となる板材、底面層となる板材を積層して第2の貫通孔と底面層により中空部を形成するとともに側面層と底面層とからなる下層を形成し、上層と下層とを積層する工程。
(上層を作製する工程)
上層については、下層が1層の吸音部材を製造する場合と同様に製造することができる。
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第1の貫通孔を形成することにより上層を作製することができる。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第1の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第1の貫通孔が設けられた上層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、上層に嵌合部(雄部又は雌部)を形成してもよい。
上層については、下層が1層の吸音部材を製造する場合と同様に製造することができる。
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第1の貫通孔を形成することにより上層を作製することができる。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第1の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第1の貫通孔が設けられた上層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を形成せずに上層と下層とを積層する場合には、上層に嵌合部(雄部又は雌部)を形成してもよい。
(第1の貫通孔の表面粗さを調整する工程)
次に、サンドブラスト等を用いて第1の貫通孔の表面粗さRaが、0.1~100μmとなるように第1の貫通孔の表面を粗化する。
次に、サンドブラスト等を用いて第1の貫通孔の表面粗さRaが、0.1~100μmとなるように第1の貫通孔の表面を粗化する。
(側面層を作製する工程)
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第2の貫通孔を形成することにより側面層を作製することができる。第2の貫通孔の径が第1の貫通孔より大きくなるようにする。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第2の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第2の貫通孔が設けられた側面層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を使用しない場合には、側面層に嵌合部(雄部又は雌部)を形成してもよい。
板材として使用することのできる樹脂等の材料からなる所定の厚さの板材を準備する。
貫通孔を有さない板材に対して、パンチング、ドリルやレーザー等の手段で第2の貫通孔を形成することにより側面層を作製することができる。第2の貫通孔の径が第1の貫通孔より大きくなるようにする。
また、板材として発泡性樹脂粒子(ビーズ)からなる発泡樹脂を使用する場合、金型内に第2の貫通孔を形成するための突起を設けて、発泡性樹脂粒子を発泡させる方法によっても、板材に第2の貫通孔が設けられた側面層を作製することができる。
なお、後述する上層と下層を積層する工程において接着剤層を使用しない場合には、側面層に嵌合部(雄部又は雌部)を形成してもよい。
(底面層となる板材を準備する工程)
板材として使用することのできる樹脂等の材料からなり、貫通孔が設けられていない所定の厚さの板材を準備する。
なお、後述する上層と下層を積層する工程において接着剤層を形成しない場合には、底面層に嵌合部(雄部又は雌部)を形成してもよい。
板材として使用することのできる樹脂等の材料からなり、貫通孔が設けられていない所定の厚さの板材を準備する。
なお、後述する上層と下層を積層する工程において接着剤層を形成しない場合には、底面層に嵌合部(雄部又は雌部)を形成してもよい。
(上層と下層とを積層する工程)
接着剤により上層と下層(側面層及び底面層)を積層する場合には、シート状の接着剤を側面層の第2の貫通孔の形状及び位置に合わせてくり抜いたものを2枚準備し、上層と側面層との間、及び、側面層と底面層との間に挟んで接着剤の接着力を発揮させることにより、上層、側面層及び底面層を接着剤層により接着することができる。
この際、吸音部材にヘルムホルツ共鳴構造が形成されるようにする。
側面層の第2の貫通孔の形状及び位置に合わせて接着剤を塗布し、上層、側面層及び底面層を積層して接着剤の接着力を発揮させることにより、上層、側面層及び底面層を接着剤層により接着することができる。
接着剤の接着力を発揮させる条件としては、接着剤の接着特性に合わせた条件を使用すればよい。
接着剤により上層と下層(側面層及び底面層)を積層する場合には、シート状の接着剤を側面層の第2の貫通孔の形状及び位置に合わせてくり抜いたものを2枚準備し、上層と側面層との間、及び、側面層と底面層との間に挟んで接着剤の接着力を発揮させることにより、上層、側面層及び底面層を接着剤層により接着することができる。
この際、吸音部材にヘルムホルツ共鳴構造が形成されるようにする。
側面層の第2の貫通孔の形状及び位置に合わせて接着剤を塗布し、上層、側面層及び底面層を積層して接着剤の接着力を発揮させることにより、上層、側面層及び底面層を接着剤層により接着することができる。
接着剤の接着力を発揮させる条件としては、接着剤の接着特性に合わせた条件を使用すればよい。
また、嵌合部により上層、側面層及び底面層とを接着する場合には、嵌合部を嵌合させ上層、側面層及び底面層を接続する。
(実施例)
以下に、本発明をより具体的に説明する具体例を示すが、本発明はこれらの実施例に限定されるものではない。
以下に、本発明をより具体的に説明する具体例を示すが、本発明はこれらの実施例に限定されるものではない。
(実施例1)
(1)板材の作製
発泡性樹脂粒子を予備発泡させた一次発泡粒子(ポリプロピレン製、平均粒径3.5mm、発泡剤:二酸化炭素)を金型に充填するとともに、加熱蒸気で発泡成形(143℃、10秒)し、金型から取り外した後、80℃で12時間乾燥させることにより、発泡樹脂からなる縦800mm×横800mm×厚さ10mmの板材3枚を作製した。このとき、発泡樹脂の発泡倍率は30倍であった。
(1)板材の作製
発泡性樹脂粒子を予備発泡させた一次発泡粒子(ポリプロピレン製、平均粒径3.5mm、発泡剤:二酸化炭素)を金型に充填するとともに、加熱蒸気で発泡成形(143℃、10秒)し、金型から取り外した後、80℃で12時間乾燥させることにより、発泡樹脂からなる縦800mm×横800mm×厚さ10mmの板材3枚を作製した。このとき、発泡樹脂の発泡倍率は30倍であった。
(2)貫通孔の形成
上記(1)で作製した板材のうちの1枚に、孔ピッチ10mmの千鳥配列となるよう、直径3mmの円形に貫通孔(第1の貫通孔)を形成して、上層を作製した。
続いて、上記(1)で作製した板材の別の1枚に、孔ピッチ10mmの千鳥配列となるよう、直径10mmの円形に貫通孔(第2の貫通孔)を形成して、側面層を作製した。
上記(1)で作製した残りの1枚の板材には加工を施さず、底面層とした。
上記(1)で作製した板材のうちの1枚に、孔ピッチ10mmの千鳥配列となるよう、直径3mmの円形に貫通孔(第1の貫通孔)を形成して、上層を作製した。
続いて、上記(1)で作製した板材の別の1枚に、孔ピッチ10mmの千鳥配列となるよう、直径10mmの円形に貫通孔(第2の貫通孔)を形成して、側面層を作製した。
上記(1)で作製した残りの1枚の板材には加工を施さず、底面層とした。
(3)第1の貫通孔の表面粗さの調整
次に、第1の貫通孔の表面粗さRaが1.02μmとなるように、サンドブラスト(新東工業株式会社製 ショットブラスト装置)により第1の貫通孔の表面を粗面化した。
次に、第1の貫通孔の表面粗さRaが1.02μmとなるように、サンドブラスト(新東工業株式会社製 ショットブラスト装置)により第1の貫通孔の表面を粗面化した。
(4)積層及び接着
側面層の一面に接着剤(コニシ社製 ホンドGクリアー、塗布厚さ:70μm)を塗布し、上層に形成された第1の貫通孔の中心位置と側面層に形成された第2の貫通孔の中心位置とが一致するように上層と側面層とを接着した。続いて、側面層のもう一面にも同じ接着剤を塗布し、底面層を接着することで、実施例1に係る吸音部材を得た。
側面層の一面に接着剤(コニシ社製 ホンドGクリアー、塗布厚さ:70μm)を塗布し、上層に形成された第1の貫通孔の中心位置と側面層に形成された第2の貫通孔の中心位置とが一致するように上層と側面層とを接着した。続いて、側面層のもう一面にも同じ接着剤を塗布し、底面層を接着することで、実施例1に係る吸音部材を得た。
(実施例2及び3、並びに、比較例1及び2)
第1の貫通孔の表面粗さRaを表1に示すように変更した以外は、実施例1と同様に、実施例2及び3、並びに、比較例1及び2に係る吸音部材を得た。
第1の貫通孔の表面粗さRaを表1に示すように変更した以外は、実施例1と同様に、実施例2及び3、並びに、比較例1及び2に係る吸音部材を得た。

(吸音周波数測定及び吸音率測定実験)
実施例1~3、並びに、比較例1及び2に係る吸音部材について、周波数を変化させながら吸音周波数及び吸音率を実測した。
実施例1~3、並びに、比較例1及び2に係る吸音部材について、周波数を変化させながら吸音周波数及び吸音率を実測した。
吸音率の測定は、残響室法吸音率試験により行った。測定はJIS A 1409-:1998「残響室吸音率の測定方法」に準じて行った。
図6は、吸音部材に対する残響室法吸音率を模式的に示す説明図である。
図6に示すように、吸音率を測定する際には、各実施例及び各比較例に係る吸音部材100を導入通路の開口を上面にして、残響室80の床面81に載置し、残響室80内でノイズ信号発生器82からスピーカー83を通じ電気的なノイズを放射させる。次に音の放射を止め、音をマイクロホン84で測定し、減衰過程を信号分析器85で分析する。試験体が設置される前の状態で、分析された減衰曲線から音が60dB減衰する時間である残響時間、T1〔sec.〕、試験体が床面に設置された後の状態で、測定された減衰曲線から音が60dB減衰する時間である残響時間、T2〔sec.〕を求める。測定は300-5000Hzで行う。
図6は、吸音部材に対する残響室法吸音率を模式的に示す説明図である。
図6に示すように、吸音率を測定する際には、各実施例及び各比較例に係る吸音部材100を導入通路の開口を上面にして、残響室80の床面81に載置し、残響室80内でノイズ信号発生器82からスピーカー83を通じ電気的なノイズを放射させる。次に音の放射を止め、音をマイクロホン84で測定し、減衰過程を信号分析器85で分析する。試験体が設置される前の状態で、分析された減衰曲線から音が60dB減衰する時間である残響時間、T1〔sec.〕、試験体が床面に設置された後の状態で、測定された減衰曲線から音が60dB減衰する時間である残響時間、T2〔sec.〕を求める。測定は300-5000Hzで行う。
残響室法吸音率試験の結果のグラフを図7~図11に示す。
図7は、本発明の実施例1に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図8は、本発明の実施例2に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図9は、本発明の実施例3に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図10は、本発明の比較例1に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図11は、本発明の比較例2に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図7は、本発明の実施例1に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図8は、本発明の実施例2に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図9は、本発明の実施例3に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図10は、本発明の比較例1に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
図11は、本発明の比較例2に係る吸音部材の残響室法吸音率試験の結果を示すグラフである。
上記実験において、各実施例及び各比較例に係る吸音部材の吸音周波数は、1250Hzであった。また、各実施例及び各比較例に係る吸音部材の吸音率を表1に示す。
図7~図11及び表1に示すように、実施例1~3に係る吸音部材では、吸音周波数における吸音率が高かった。
1 自動車
2 後部座席
3 ラゲッジルーム
4 フロア部材
5 床下空間
10 上層
20 下層
21 側面層
22 底面層
30、40 接着剤層
80 残響室
81 床面
82 ノイズ信号発生器
83 スピーカー
84 マイクロホン
85 信号分析器
100、200、300、400 吸音部材
110 導入通路(第1の貫通孔)
120 中空部(第2の貫通孔)
121 第2の貫通孔の壁面(中空部の側面)
122 底面層の表面(中空部の底面)
2 後部座席
3 ラゲッジルーム
4 フロア部材
5 床下空間
10 上層
20 下層
21 側面層
22 底面層
30、40 接着剤層
80 残響室
81 床面
82 ノイズ信号発生器
83 スピーカー
84 マイクロホン
85 信号分析器
100、200、300、400 吸音部材
110 導入通路(第1の貫通孔)
120 中空部(第2の貫通孔)
121 第2の貫通孔の壁面(中空部の側面)
122 底面層の表面(中空部の底面)
Claims (15)
- 非貫通孔を有する吸音部材であって、
前記非貫通孔は、表面に開口する導入通路と前記導入通路を介して外部と接続される中空部からなるヘルムホルツ共鳴構造を有しており、
厚さ方向に垂直な方向の前記導入通路の断面積は、厚さ方向に垂直な方向の前記中空部の断面積よりも小さく、
前記導入通路の体積は、前記中空部の体積よりも小さく、
前記吸音部材は、前記導入通路を形成する第1の貫通孔を有する上層と、前記上層に積層された前記中空部を有する下層からなり、
前記導入通路の表面粗さRaは、0.1~100μmであることを特徴とする吸音部材。 - 前記導入通路の表面粗さRaは、0.16~98μmである請求項1に記載の吸音部材。
- 前記導入通路は円柱状である請求項1又は2に記載の吸音部材。
- 前記下層は1層からなり、
前記上層と前記下層は、接着剤層により接着されている請求項1~3のいずれか1項に記載の吸音部材。 - 前記下層は1層からなり、
前記上層と、前記下層の表面のうち前記中空部以外の表面と、の間には空間が形成されている請求項1~3のいずれか1項に記載の吸音部材。 - 前記下層は、
前記第1の貫通孔よりも開口径が大きい第2の貫通孔を有する側面層と、
貫通孔が形成されていない底面層とが順に積層されてなり、前記第2の貫通孔と前記底面層とにより前記中空部が形成されている請求項1又は2に記載の吸音部材。 - 前記上層と前記側面層は、接着剤層により接着されている請求項6に記載の吸音部材。
- 前記上層と、前記側面層の表面のうち前記第2の貫通孔以外の表面と、の間には空間が形成されている請求項6に記載の吸音部材。
- 前記側面層と前記底面層は、接着剤層により接着されている請求項6~8のいずれか1項に記載の吸音部材。
- 前記側面層の表面のうち前記第2の貫通孔以外の表面と、前記底面層と、の間には空間が形成されている請求項6~8のいずれか1項に記載の吸音部材。
- 前記上層を構成する板材の開口形成側の面に、さらに繊維層が形成され、
前記繊維層には前記導入通路の開口に連通する開口が形成されてなる請求項1~10のいずれか1項に記載の吸音部材。 - 前記吸音部材が樹脂及び/又は繊維質材料からなる請求項1~11のいずれか1項に記載の吸音部材。
- 前記樹脂は、発泡樹脂である請求項12に記載の吸音部材。
- 請求項1~13のいずれか1項に記載の吸音部材を備えることを特徴とする車両用部品。
- 請求項1~13のいずれか1項に記載の吸音部材の導入通路を路面方向に向けて配置してなることを特徴とする自動車。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/027527 WO2019021477A1 (ja) | 2017-07-28 | 2017-07-28 | 吸音部材、車両用部品及び自動車 |
| CN201780092625.7A CN110832577A (zh) | 2017-07-28 | 2017-07-28 | 吸音部件、车辆用构件和汽车 |
| JP2019532339A JPWO2019021477A1 (ja) | 2017-07-28 | 2017-07-28 | 吸音部材、車両用部品及び自動車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/027527 WO2019021477A1 (ja) | 2017-07-28 | 2017-07-28 | 吸音部材、車両用部品及び自動車 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019021477A1 true WO2019021477A1 (ja) | 2019-01-31 |
Family
ID=65040517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/027527 WO2019021477A1 (ja) | 2017-07-28 | 2017-07-28 | 吸音部材、車両用部品及び自動車 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2019021477A1 (ja) |
| CN (1) | CN110832577A (ja) |
| WO (1) | WO2019021477A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115848285A (zh) * | 2023-02-10 | 2023-03-28 | 质子汽车科技有限公司 | 车用消声室及车辆 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1039875A (ja) * | 1996-07-19 | 1998-02-13 | Mitsubishi Heavy Ind Ltd | 遮音材構造および空気調和機の防音構造 |
| JP2012255967A (ja) * | 2011-06-10 | 2012-12-27 | Aisin Chemical Co Ltd | 熱硬化防音塗料組成物 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS515424A (en) * | 1974-07-04 | 1976-01-17 | Nissan Diesel Motor Co | Enjinruumuno kyuonsochi |
| JPS5154242A (ja) * | 1974-11-08 | 1976-05-13 | Hitachi Ltd | |
| DE3643481A1 (de) * | 1986-05-14 | 1987-11-19 | Pape Hans | Schallschluckbeschichtung einer akustikwand oder akustikdecke |
| GB9522724D0 (en) * | 1995-11-06 | 1996-01-10 | Acts Ltd | A noise attenuator for an induction system or an exhaust system |
| JPH1195757A (ja) * | 1997-09-22 | 1999-04-09 | Yokohama Rubber Co Ltd:The | 水中吸音材の製造方法 |
| JP2000034937A (ja) * | 1998-07-17 | 2000-02-02 | Mitsubishi Motors Corp | 吸音装置 |
| DE10218473A1 (de) * | 2001-05-08 | 2002-11-14 | Atlas Fahrzeugtechnik Gmbh | Dämpfungsvorrichtung |
| JP2005266399A (ja) * | 2004-03-19 | 2005-09-29 | Ryobi Ltd | 共鳴器型吸音構造 |
| JP2006199276A (ja) * | 2004-12-24 | 2006-08-03 | Kobe Steel Ltd | 吸音構造 |
| JP2008233793A (ja) * | 2007-03-23 | 2008-10-02 | Yamaha Corp | 多孔板吸音体及びその製造方法 |
| FR2915522A1 (fr) * | 2007-04-30 | 2008-10-31 | Airbus France Sas | Panneau acoustique a caracteristique acoustique variable |
| JP5359167B2 (ja) * | 2008-10-07 | 2013-12-04 | ヤマハ株式会社 | 車体構造体および荷室 |
| JP2011111103A (ja) * | 2009-11-30 | 2011-06-09 | Iseki & Co Ltd | 防振キャビン型作業車両 |
| CA2805333C (en) * | 2010-07-15 | 2016-02-09 | Aisin Kako Kabushiki Kaisha | Structure having sound absorption characteristic |
| CN105448287B (zh) * | 2015-11-16 | 2019-11-08 | 浙江大学 | 一种具有内置腔体的穿孔板共振吸声装置 |
| JP6588324B2 (ja) * | 2015-12-11 | 2019-10-09 | 小島プレス工業株式会社 | 車両用樹脂製外装品 |
-
2017
- 2017-07-28 WO PCT/JP2017/027527 patent/WO2019021477A1/ja active Application Filing
- 2017-07-28 JP JP2019532339A patent/JPWO2019021477A1/ja active Pending
- 2017-07-28 CN CN201780092625.7A patent/CN110832577A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1039875A (ja) * | 1996-07-19 | 1998-02-13 | Mitsubishi Heavy Ind Ltd | 遮音材構造および空気調和機の防音構造 |
| JP2012255967A (ja) * | 2011-06-10 | 2012-12-27 | Aisin Chemical Co Ltd | 熱硬化防音塗料組成物 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115848285A (zh) * | 2023-02-10 | 2023-03-28 | 质子汽车科技有限公司 | 车用消声室及车辆 |
| CN115848285B (zh) * | 2023-02-10 | 2023-05-16 | 质子汽车科技有限公司 | 车用消声室及车辆 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110832577A (zh) | 2020-02-21 |
| JPWO2019021477A1 (ja) | 2020-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11505137B2 (en) | Sound absorption member, vehicle component, and automobile | |
| US6802389B2 (en) | Multi-density sound attenuating laminates and methods of making same | |
| JP4394638B2 (ja) | 自動車用成形敷設内装材 | |
| TW201830376A (zh) | 車用噪音衰減裝飾部件及其用途 | |
| JP7326649B2 (ja) | 自動車用遮音材 | |
| KR101874305B1 (ko) | 차량용 플로워카페트 및 그의 제조방법 | |
| WO2019008774A1 (ja) | 吸音材、車両用部品及び自動車 | |
| WO2019021478A1 (ja) | 防音構造体、車両用部品及び自動車 | |
| WO2019021477A1 (ja) | 吸音部材、車両用部品及び自動車 | |
| TWI755432B (zh) | 隔音構造體、以及隔音構造體的製造方法 | |
| WO2019026294A1 (ja) | 吸音部材、車両用部品及び自動車 | |
| KR20200074227A (ko) | 진동 감쇠 및/또는 소리 감쇄 재료의 제조 방법 | |
| Jonza et al. | Acoustically Absorbing Lightweight Thermoplastic Honeycomb Panels | |
| JP4079851B2 (ja) | 防音材 | |
| JP4359177B2 (ja) | 防音性を付与した車両用下肢部衝撃吸収パッド | |
| JP2018158691A (ja) | 車両用吸音材、車両用部品、自動車及び自動車用仕切り部材 | |
| WO2019021480A1 (ja) | 吸音部材、車両用部品、自動車及び吸音部材の製造方法 | |
| JP6916879B2 (ja) | 防音構造体、車両用部品及び自動車 | |
| JP5055856B2 (ja) | 吸音材の製造方法 | |
| US20220410525A1 (en) | Layered sound-absorbing material | |
| JP2020008684A (ja) | 防音構造体 | |
| JP4393880B2 (ja) | 薄幅溝を有する合成樹脂発泡成形体 | |
| JP7040916B2 (ja) | 積層体及び吸音材 | |
| JP2023154823A (ja) | 吸音材の製造方法、吸音材、及び車両部材 | |
| TW201716268A (zh) | 用於減少噪音的多層吸音裝飾件與其使用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17919518 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019532339 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17919518 Country of ref document: EP Kind code of ref document: A1 |