WO2018182025A1 - サブマージアーク溶接用フラックス - Google Patents
サブマージアーク溶接用フラックス Download PDFInfo
- Publication number
- WO2018182025A1 WO2018182025A1 PCT/JP2018/013999 JP2018013999W WO2018182025A1 WO 2018182025 A1 WO2018182025 A1 WO 2018182025A1 JP 2018013999 W JP2018013999 W JP 2018013999W WO 2018182025 A1 WO2018182025 A1 WO 2018182025A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- flux
- mass
- earth metal
- alkaline earth
- arc welding
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3602—Carbonates, basic oxides or hydroxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0266—Rods, electrodes, wires flux-cored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3603—Halide salts
- B23K35/3605—Fluorides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3607—Silica or silicates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/361—Alumina or aluminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
Definitions
- the present invention relates to a flux for submerged arc welding.
- Flux used for submerged arc welding is roughly classified into molten flux and fired flux according to its form.
- the melt-type flux is produced by melting and pulverizing various raw materials in an electric furnace or the like.
- the calcining flux is manufactured by combining various raw materials with a binder such as alkali silicate, granulating, and calcining.
- the calcined flux is classified according to the calcining temperature. Generally, the calcined at 400 to 600 ° C. is called a low temperature calcined flux, and the calcined at 600 to 1200 ° C. is called a high temperature calcined flux. ing.
- ⁇ High-temperature fired flux has excellent welding workability such as bead appearance and slag peelability.
- the high-temperature fired flux is rarely used in Japan because the diffusible hydrogen content of the weld metal is higher than that of the melt-type flux and the low-temperature fired flux, and the low-temperature cracking resistance is poor.
- welded metal refers to a metal that has melted and solidified during welding when welding is performed.
- the firing flux for submerged arc welding has a component composition of SiO 2 : 30 to 70% by mass, manganese oxide (MnO conversion): 5 to 30% by mass, MgO: 3 to 30% by mass, Al 2 O 3 : It is characterized by containing 2 to 20% by mass.
- the firing flux for submerged arc welding described in Patent Document 1 is excellent in moisture absorption resistance, the moisture absorption resistance is slightly inferior to that of the melt type flux. Therefore, the firing flux for submerged arc welding has a tendency that the amount of diffusible hydrogen is slightly higher than that of the melt-type flux, and the cold cracking resistance tends to be inferior due to this.
- This invention is made
- the present inventor has included an alkaline earth metal oxide in the water glass structure covering the powder surface, so that the glass structure is stabilized and the moisture absorption amount is melted by the flux. It was found that it can be suppressed to the same level. As a result, it was found that the amount of diffusible hydrogen can be reduced and the cold cracking resistance is excellent, and the present invention has been completed.
- the flux for submerged arc welding according to the present invention that has solved the above problems includes an alkaline earth metal oxide in an amount of 1% by mass to 25% by mass, and the water glass structure includes the alkaline earth metal oxide. ing.
- the flux for submerged arc welding according to the present invention includes an alkaline earth metal oxide in the water glass structure covering the powder surface, so that the glass structure is stabilized and the moisture absorption amount is a melt-type flux. It becomes possible to suppress to the same level as. That is, since the alkaline earth metal oxide is contained in the Si—O chain of the water glass, the glass structure is further stabilized and the chain ends (—ONa, —OH) are reduced, so that the amount of moisture absorption is reduced. Thereby, the amount of diffusible hydrogen is reduced and the cold cracking resistance is excellent.
- the alkaline earth metal is preferably one or both of Ca and Ba. If it does in this way, it can be more reliably excellent in cold cracking resistance.
- the flux for submerged arc welding according to the present invention preferably has a moisture content measured in accordance with JIS K 0068: 2001 of 200 ppm or less immediately after drying and 1000 ppm or less after absorbing moisture for 24 hours.
- the amount of diffusible hydrogen can be further reduced because the amount of moisture absorption is small as described above, and the cold cracking resistance is excellent. it can.
- the flux for submerged arc welding according to the present invention is preferably obtained by blending an alkaline earth metal raw material and water glass and firing at 600 ° C. or higher.
- the flux for submerged arc welding according to the present invention reacts with alkaline earth metal and water glass when fired at 600 ° C. or higher, and the alkaline earth metal is covered in the water glass structure covering the powder surface.
- the oxide can be contained, and the glass structure can be stabilized.
- the alkaline earth metal raw material is preferably an alkaline earth metal carbonate.
- the alkaline earth metal carbonate is preferably one or both of CaCO 3 and BaCO 3 . In this way, a low-cost submerged arc welding flux can be obtained while being easy to handle during manufacture.
- the flux for submerged arc welding according to the present invention is excellent in cold cracking resistance.
- (A) is No. which is a comparative example.
- 29 is an SEM photograph of the flux according to No. 29, and (b) to (d) are X-ray mappings by EDS at the same position as (a). Note that (b) is an X-ray mapping for Na, (c) for Si, and (d) for Ba. No. which is a comparative example. 29 is an EDS spectrum of a flux according to No. 29.
- the flux according to the present embodiment is called a high-temperature fired flux that is fired at 600 ° C. or higher.
- the flux according to the present embodiment contains 1% by mass or more and 25% by mass or less of an alkaline earth metal oxide, and the above-described alkaline earth metal oxide is contained in the water glass structure.
- Alkaline earth metal oxides have the effect of stabilizing the glass structure, and in order to exert this effect, it is necessary to contain 1% by mass or more in the flux.
- the alkaline earth metal oxide is contained in the flux in excess of 25% by mass, free alkali metals (Na, K, etc.) excluded from the water glass structure increase. The amount of water in the flux increases. Therefore, the amount of diffusible hydrogen increases and the low temperature cracking resistance is poor. Therefore, the alkaline earth metal oxide content is 1% by mass to 25% by mass.
- the alkaline earth metal oxide is preferably 2% by mass or more, more preferably 3% by mass or more, from the viewpoint of further improving the above effect.
- the alkaline earth metal oxide is preferably 24% by mass or less, and more preferably 23% by mass or less, from the viewpoint of further improving the cold cracking resistance.
- the alkaline earth metal is preferably one or both of Ca and Ba.
- the flux according to the present embodiment preferably contains one or both of CaO and BaO as an alkaline earth metal oxide. If it does in this way, it can be more reliably excellent in cold cracking resistance.
- the total content of the alkaline earth metal oxides is 1% by mass or more and 25% by mass or less.
- the alkaline earth metal oxide is contained in the water glass structure
- the glass structure can be stabilized. If the alkaline earth metal oxide is not contained in the water glass structure, the glass structure is not stabilized, so that the flux powder absorbs moisture and the amount of diffusible hydrogen increases. Therefore, the low temperature crack resistance is inferior.
- the alkaline earth metal oxide is contained in the water glass structure can be grasped by X-ray mapping by energy dispersive x-ray spectroscopy (EDS) or the like. In addition, according to EDS, the kind of element of alkaline-earth metal can also be analyzed.
- EDS energy dispersive x-ray spectroscopy
- ISO 14174 2012 (standard welding flux for submerged arc welding in accordance with standards such as Welding consumables-Fluxes for submerged arc welding and electroslag welding-Classification) or JIS Z 3352: 2010 “submerged arc welding flux”. Any of the chemical components indicated by the “Symbols of Flux Chemical Components” may be included as other components of the flux. That is, the flux according to the present embodiment can obtain the effects of the present invention even after high-temperature firing at 600 to 1200 ° C., as long as the other components of the flux are included in the content indicated in the standard. Can do.
- Examples of other components of the flux include Fe, Fe—Si, Fe—Mn, SiO 2 , CaF 2 , MgO, MnO, Al 2 O 3 , TiO 2 , ZrO 2 , Na 2 O, and K 2 O. , Li 2 O, B 2 O 3 and CO 2 are selected from one or more.
- binders such as alkali silicate (for example, sodium silicate (water glass)), are also contained as another component of a flux. These may be contained as long as the effects of the present invention are not hindered.
- P, S, As, Ta, etc. can be included as an unavoidable impurity as another component of a flux, and these may be contained in the range which does not prevent the effect of this invention.
- SiO 2 is 5% by mass to 50% by mass
- CaF 2 is 3% by mass to 45% by mass
- MgO is 1% by mass to 30% by mass. 1% by mass or more and 25% by mass or less of MnO and 1% by mass or more and 35% by mass or less of Al 2 O 3 can be contained.
- SiO 2 has an effect of obtaining a smooth bead shape. If SiO 2 is contained in an amount of 5% by mass or more and 50% by mass or less, the above-described effect can be effectively exhibited. However, since the flux according to the present embodiment can obtain excellent low temperature cracking resistance even if SiO 2 is contained outside the upper limit and the lower limit of the range, the SiO 2 is not limited to the range. Can be contained. However, if SiO 2 is contained exceeding the upper limit of the above range, the viscosity of the slag is increased, so that the slag peelability tends to deteriorate and the slag tends to be seized.
- SiO 2 is preferably contained in an amount of 5% by mass to 50% by mass. From the viewpoint of further improving the effect of obtaining a smooth bead shape, SiO 2 is preferably 6% by mass or more, and more preferably 7% by mass or more. Further, SiO 2, from the viewpoint of obtaining better slag removability, preferably to 48 wt% or less, and more preferably not more than 46 wt%. Incidentally, SiO 2, for example, also include those additives a binder such as water glass.
- CaF 2 has an effect of increasing the electrical conductivity, fluidity, and slag peelability of the molten slag, and has an effect of affecting the high temperature viscosity of the molten slag.
- CaF 2 is contained in an amount of 3% by mass or more and 45% by mass or less, the above-described effect can be effectively exhibited.
- the flux according to the present embodiment can obtain excellent cold cracking resistance even if CaF 2 is contained outside the upper and lower limits of the above range, CaF 2 is not limited to the above range. Can be contained.
- CaF 2 is preferably 4% by mass or more, and more preferably 5% by mass or more from the viewpoint of further improving the effect. From the same viewpoint, CaF 2 is preferably 43% by mass or less, and more preferably 41% by mass or less.
- MgO 1% to 30% by mass
- MgO is a component that greatly contributes to the improvement of slag peelability, and has the effect of improving the slag peelability.
- MgO is contained in an amount of 1% by mass to 30% by mass, the above-described effect can be effectively exhibited.
- MgO is contained without being limited to the above range.
- MgO is preferably 2% by mass or more, and more preferably 3% by mass or more.
- MgO is preferably 29% by mass or less, and more preferably 28% by mass or less.
- MnO 1% by mass to 25% by mass
- MnO affects the viscosity of the molten slag and the solidification temperature, and has an effective action for improving the pock mark resistance.
- MnO is contained in an amount of 1% by mass or more and 25% by mass or less, the above-described effect can be effectively exhibited.
- MnO is contained without being limited to the above range.
- MnO is preferably 2% by mass or more, more preferably 3% by mass or more, from the viewpoint of further improving the above effects. From the same viewpoint, MnO is preferably 24% by mass or less, and more preferably 23% by mass or less.
- Al 2 O 3 is a component that acts on the melting point of slag, and has the effect of maintaining the linearity of the toe portion of the bead and the effect of improving the slag peelability.
- Al 2 O 3 is contained in an amount of 1% by mass or more and 35% by mass or less, the above-described effect can be exhibited effectively, and thus it can be said that the range is preferable.
- the flux according to the present embodiment can obtain excellent cold cracking resistance even when Al 2 O 3 is contained outside the upper limit and lower limit of the above range, so that it is not limited to the above range. Al 2 O 3 can be contained.
- Al 2 O 3 is preferably 2% by mass or more, more preferably 3% by mass or more, from the viewpoint of further improving the above effects. From the same viewpoint, Al 2 O 3 is preferably 33% by mass or less, and more preferably 31% by mass or less.
- Na 2 O + K 2 O 6.5% by mass or less, preferably 0.5 to 6.5% by mass FeO: 6.5% by mass or less
- ZrO 2 0.70% by mass or less
- B 2 O 3 3.0% by mass or less
- TiO 2 6.0% by mass or less
- the moisture content measured in accordance with JIS K 068: 2001 “Method for measuring moisture of chemical product” is 200 ppm or less immediately after drying and 1000 ppm or less after moisture absorption for 24 hours.
- the water content is preferably measured by the Karl Fischer titration method (water vaporization-coulometric titration method) defined in JIS K 0068: 2001.
- the extraction temperature is 750 ° C. and the extraction gas is the atmosphere.
- “Immediately after drying” means that the measurement is performed within 5 minutes after the test material is taken out of the dryer.
- drying conditions by a drier for example, 250 ° C. ⁇ 1 hr can be mentioned.
- “After 24-hour moisture absorption” means that measurement is performed within 5 minutes after the test material is taken out of the thermo-hygrostat.
- processing conditions with a constant temperature and humidity chamber for example, 30 ° C., 80% R.P. H. X24 hr is mentioned.
- the smaller the moisture content of the flux the better.
- the moisture content immediately after drying is more preferably 100 ppm or less, and the moisture content after moisture absorption for 24 hours is more preferably 500 ppm or less.
- the raw materials are blended so that the component composition of the alkaline earth metal oxide is in the above-described range.
- the alkaline earth metal raw material is blended in an amount of 1% by mass to 25% by mass.
- it can be formulated SiO 2, CaF 2, MgO, MnO, the Al 2 O 3 or the like as needed.
- SiO 2 is also included in the content contained therein.
- it is preferable to use a material that decomposes at 600 ° C.
- the alkaline earth metal oxide can be included in the water glass structure covering the powder surface by reacting the alkaline earth metal and water glass when firing at 600 ° C. or higher.
- the structure can be stabilized.
- the upper limit temperature of firing is 1200 ° C., for example.
- the alkaline earth metal raw material is preferably an alkaline earth metal carbonate. Further, the alkaline earth metal carbonate is preferably one or both of CaCO 3 and BaCO 3 . By doing so, it is possible to obtain a low-cost flux while being easy to handle during production.
- the binder for example, polyvinyl alcohol can also be used.
- the granulation method is not particularly limited, and a rolling granulator or an extrusion granulator can be used.
- the granulated flux is preferably subjected to a sizing treatment such as dust removal and pulverization of coarse particles using a ball mill or the like, so that the average particle diameter is 2.5 mm or less.
- a sizing treatment such as dust removal and pulverization of coarse particles using a ball mill or the like
- baking after granulation can be performed in a rotary kiln, a stationary batch furnace, a belt-type baking furnace, or the like.
- the firing temperature at that time can be, for example, 600 ° C. or more, more specifically 600 to 1200 ° C.
- the average particle diameter of the flux is, for example, JIS Z 8815: 1994 (general rule of screening test method) using a sieve specified in JIS Z 8801-1: 2006 (test sieve—Part 1: metal mesh sieve).
- JIS Z 8815 1994 (general rule of screening test method) using a sieve specified in JIS Z 8801-1: 2006 (test sieve—Part 1: metal mesh sie
- the flux according to the present embodiment can be used for all construction methods such as multilayer welding, double-sided single-layer welding, single-sided one-pass welding, and the like.
- the moisture absorption amount is suppressed to the same level as the melt type flux. Therefore, this flux can reduce the amount of diffusible hydrogen and can be excellent in cold cracking resistance.
- the welding method of submerged arc welding using the flux according to the present embodiment is not limited to specific conditions.
- the number of electrodes is not limited and can be applied from a single electrode to multiple electrodes (2 to 6 electrodes, etc.).
- the polarity is not limited and can be applied to direct current and alternating current.
- the welding current is 100 to 3000 A
- the arc voltage is 10 to 100 V
- the welding speed is 10 to 600 cm / min.
- the workpiece to be welded is, for example, mild steel or low alloy steel.
- alkaline earth metal raw materials CaCO 3 and BaCO 3 which are alkaline earth metal carbonates and powder raw materials such as SiO 2 , CaF 2 , MgO, MnO and Al 2 O 3 are blended, and water is used as a binder.
- the flux related to the test material used was a sieve of 20 ⁇ 32 mesh.
- the test material was dried at 250 ° C. for 1 hour in a dryer. After completion of drying, the test material is taken out from the dryer, and the amount of water contained in the flux is measured within 5 minutes in an air atmosphere at 750 ° C. in accordance with JIS K 0068: 2001 “Method for Measuring Moisture of Chemical Products”. It was measured by the Fisher method (KF method (water vaporization-coulometric titration method)).
- the flux related to the test material used was a sieve of 20 ⁇ 32 mesh.
- the test material was dried at 250 ° C. for 1 hour with a drier, and then kept in a constant temperature and humidity chamber at a temperature of 30 ° C. and a relative humidity of 80% for 24 hours (moisture absorption treatment) to absorb moisture into the flux.
- moisture absorption treatment moisture absorption treatment
- the test material is taken out from the thermo-hygrostat, and the amount of water contained in the flux within 5 minutes is 750 ° C in an air atmosphere in accordance with JIS K 0068: 2001 “Chemical product moisture measurement method”. It was measured by the Fisher method (KF method (water vaporization-coulometric titration method)).
- the amount of diffusible hydrogen in the weld metal was measured according to AWS A4.3 (GC).
- the flux related to the test material was pre-dried at 250 ° C. ⁇ 1 hr, and was welded using a 4.0 mm ⁇ wire corresponding to AWS A5.17 EH14.
- the welding conditions were a current of 525 A, a voltage of 29 V, a welding speed of 42 cm / min, a polarity of a direct current electrode positive (DCEP), a flux spraying height, and a wire protrusion length of 30 mm.
- the steel plate to be welded used ASTM A36.
- the window frame constrained weld cracking test is a test in which test welding is performed on a large frame with a window made of a thick plate and the test plate is subjected to constrained welding to mainly examine the lateral cracking susceptibility of high-tensile steel welded joints.
- the flux related to the test material was pre-dried at 250 ° C. ⁇ 1 hr, and the wire to be combined was a 4.0 mm ⁇ wire corresponding to AWS A5.17 EH14.
- the welding conditions were a current of 525 A, a voltage of 29 V, a welding speed of 42 cm / min, a polarity of DCEP, a flux distribution height and a wire protrusion length of 30 mm.
- the thickness of the steel plate to be welded was 50 mm
- the groove shape was a V groove
- the groove angle was 60 °
- the root face was 10 mm
- the preheating and interpass temperature were 25 ° C. or less.
- JIS Z 3060: 2002 the ultrasonic inspection test was done with respect to the welding part, and the presence or absence of the occurrence of a cold crack was confirmed. With respect to the cold cracking resistance, those having no cold cracking were accepted, and those having cold cracking were rejected.
- Slag peelability was evaluated by the ease of slag removal and the presence or absence of seizure. Specifically, “5” indicates that the slag spontaneously peels off and does not have seizure, and spontaneously peels off, but “4” indicates that the number of seizures is 3 or less per unit weld length (1 m). “3” is the case where the number of seizures is 3 or less per unit weld length (1 m) without spontaneous delamination, and the number of seizures without natural delamination is 4 to 9 per unit weld length (1 m). Was “2”, and was not peeled off spontaneously and the number of seizures was 10 or more per unit weld length (1 m) was designated “1”. About slag peelability, what was evaluated from 5 to 3 was judged to be a preferable aspect.
- the number of occurrences of bead wave disturbance is 1 or less per unit weld length (1 m), and “3” for beads with no metallic luster, the number of occurrences of bead wave disturbance There are 2 to 4 locations per unit weld length (1 m), “2” when the bead has no metallic luster, and there are 5 or more occurrences of bead wave disturbance per unit weld length (1 m). The thing without luster was set to "1". About the bead appearance, what was evaluated from 5 to 3 was judged to be a preferable aspect.
- Table 1 shows the component composition of the flux and the results of the measurement, confirmation and evaluation described above.
- the fluxes 1 to 28, 32, and 33 were free from cold cracking and excellent in cold cracking resistance (Examples). All of these fluxes had a moisture content immediately after drying of 200 ppm or less, a moisture content after moisture absorption for 24 hours of 1000 ppm or less, and a diffusible hydrogen content of 5.0 mL / 100 g or less. Among these, No.
- the fluxes according to 1 to 12, 14, 15, 18, 19, 22, 23, 26, and 27 contained SiO 2 , CaF 2 , MgO, MnO, and Al 2 O 3 in a preferable range. Not only the cracking property but also the slag peelability and the bead appearance were excellent. That is, it was confirmed that these fluxes are suitable when not only the cold cracking resistance but also the slag peelability and the bead appearance are important.
- FIG. 10 shows a scanning electron microscope (SEM) photograph of the flux according to No. 10. Further, in FIG. The SEM photograph of the flux concerning No. 29 is shown. As can be seen by comparing FIG. 1 and FIG. In the flux according to No. 10, the powder surface is covered with a glassy precipitate.
- SEM scanning electron microscope
- FIG. 10 shows an SEM photograph of the flux according to No. 10 ((a) in the figure) and X-ray mapping by EDS ((b) to (d) in the figure) at the same position.
- (b) shows X-ray mapping for Na, (c) for Si, and (d) for Ba.
- FIG. 3 since Ba exists in the same position as Na and Si of a water glass component, it turns out that Ba is taken in into the water glass structure.
- FIG. 10 shows an EDS spectrum of a flux according to FIG.
- Ba is detected as an alkaline earth metal.
- FIG. 29 shows an SEM photograph of the flux according to No. 29 ((a) in the figure) and X-ray mapping by EDS ((b) to (d) in the figure) at the same position.
- (b) shows X-ray mapping for Na, (c) for Si, and (d) for Ba.
- FIG. 5 since Ba does not exist in the same position as Na and Si of the water glass component, it can be seen that Ba is not taken into the water glass structure.
- FIG. 6 The EDS spectrum of the flux concerning No. 29 is shown. As shown in FIG. 6, the alkaline earth metal Ba is not detected.
- the flux for submerged arc welding of the present invention is excellent in cold cracking resistance and is useful for various submerged arc welding including mild steel and low alloy steel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
Description
このように、本発明に係るサブマージアーク溶接用フラックスは、粉体表面を覆う水ガラス構造中にアルカリ土類金属の酸化物を含んでいるので、ガラス構造が安定化し、吸湿量を溶融型フラックスと同程度に抑えることが可能となる。つまり、水ガラスのSi-O鎖中にアルカリ土類金属の酸化物が含まれることでガラス構造がより安定化し、鎖端(-ONa、-OH)が減少するので吸湿量が減少する。これにより拡散性水素量が低減し、耐低温割れ性に優れたものとなる。
このようにすると、より確実に耐低温割れ性に優れたものとすることができる。
このようにすると、フラックスに含まれている水分量が少ないのに加えて、前記したように吸湿量が少ないので拡散性水素量をより低減でき、耐低温割れ性に優れたものとすることができる。
このようにすると、本発明に係るサブマージアーク溶接用フラックスは、600℃以上で焼成する際にアルカリ土類金属と水ガラスとを反応させて粉体表面を覆う水ガラス構造中にアルカリ土類金属の酸化物を含ませることができ、ガラス構造を安定化させることができる。
また、本発明に係るサブマージアーク溶接用フラックスは、前記アルカリ土類金属の炭酸塩が、CaCO3およびBaCO3の一方または両方であるのが好ましい。
これらのようにすると、製造時の取扱いが容易でありながら、低コストなサブマージアーク溶接用フラックスを得ることができる。
本実施形態に係るフラックスは、600℃以上で焼成した高温焼成型フラックスと呼称されるものである。
本実施形態に係るフラックスは、アルカリ土類金属の酸化物を1質量%以上25質量%以下含み、水ガラス構造中に前記したアルカリ土類金属の酸化物が含まれている。
アルカリ土類金属の酸化物は、ガラス構造を安定化させる効果があり、この効果を発揮すためにはフラックス中に1質量%以上含有している必要がある。その一方で、アルカリ土類金属の酸化物がフラックス中に25質量%を超えて含有されていると、水ガラス構造中から排除されたフリーのアルカリ金属(Na、Kなど)が増加するため、フラックス中の水分量が多くなってしまう。そのため、拡散性水素量が多くなり、耐低温割れ性に劣ることになる。よって、アルカリ土類金属の酸化物は1質量%以上25質量%以下とする。アルカリ土類金属の酸化物は、前記効果をより向上させる観点から、2質量%以上とするのが好ましく、3質量%以上とするのがより好ましい。また、アルカリ土類金属の酸化物は、耐低温割れ性をより向上させる観点から、24質量%以下とするのが好ましく、23質量%以下とするのがより好ましい。
水ガラス構造中に前記アルカリ土類金属の酸化物が含まれることによって、ガラス構造を安定化させることができる。水ガラス構造中に前記アルカリ土類金属の酸化物が含まれていないと、ガラス構造が安定化しないので、フラックスの粉体が吸湿してしまい、拡散性水素量が増加する。そのため、耐低温割れ性が劣ることとなる。水ガラス構造中に前記アルカリ土類金属の酸化物が含まれるか否かは、エネルギー分散形X線分析(Energy Dispersive x-ray Spectrometry;EDS)によるX線マッピングなどで把握することができる。なお、EDSによれば、アルカリ土類金属の元素の種類を分析することもできる。
本実施形態においては、ISO 14174:2012(Welding consumables-Fluxes for submerged arc welding and electroslag welding - Classification)またはJIS Z 3352:2010「サブマージアーク溶接用フラックス」などのサブマージアーク溶接用フラックスに関する規格で規定されている「フラックスの化学成分の記号」で示されているいずれの化学成分もフラックスのその他の成分として含み得る。つまり、本実施形態に係るフラックスは、前記フラックスのその他の成分を前記規格で示されている含有量で含まれていれば、600~1200℃で高温焼成した後でも本発明の効果を得ることができる。なお、フラックスのその他の成分としては、例えば、Fe、Fe-Si、Fe-Mn、SiO2、CaF2 、MgO、MnO、Al2O3、TiO2 、ZrO2、Na2O、K2O、Li2O、B2O3およびCO2のうちから選択されるいずれか1種または2種以上が挙げられる。また、フラックスのその他の成分として、ケイ酸アルカリ(例えば、ケイ酸ナトリウム(水ガラス))などの結合剤も含まれる。これらは本発明の効果を妨げない範囲であれば含有していてもよい。また、フラックスのその他の成分として、P、S、AsおよびTaなどを不可避的不純物として含み得るものであり、本発明の効果を妨げない範囲でこれらを含有していてもよい。
SiO2 には、滑らかなビード形状を得る効果がある。SiO2は、5質量%以上50質量%以下で含有していると前記効果を有効に発揮させることができるため、当該範囲内とするのは好ましい態様といえる。しかし、本実施形態に係るフラックスはSiO2を前記範囲の上限および下限をそれぞれ外れて含有していても優れた耐低温割れ性を得ることができるので、前記範囲に限定されることなくSiO2を含有させることができる。ただし、SiO2を前記範囲の上限を超えて含有すると、スラグの粘性が高くなるので、スラグ剥離性が劣化する傾向があり、また、スラグの焼き付きが激しくなる傾向がある。前記した効果を有効に発揮する観点および良好なスラグ剥離性を確保する観点から、SiO2は5質量%以上50質量%以下で含有するのが好ましい。SiO2は、滑らかなビード形状を得る効果をより向上させる観点から、6質量%以上とするのが好ましく、7質量%以上とするのがより好ましい。また、SiO2は、より良好なスラグ剥離性を得る観点から、48質量%以下とするのが好ましく、46質量%以下とするのがより好ましい。なお、SiO2は、例えば、水ガラスなどの結合剤から添加されるものも含まれる。
CaF2には、溶融スラグの電気伝導性や流動性、スラグ剥離性を高める効果があり、溶融スラグの高温粘性に影響を与える作用がある。CaF2は、3質量%以上45質量%以下で含有していると前記作用を有効に発揮させることができるため、当該範囲内とするのは好ましい態様といえる。しかし、本実施形態に係るフラックスはCaF2を前記範囲の上限および下限をそれぞれ外れて含有していても優れた耐低温割れ性を得ることができるので、前記範囲に限定されることなくCaF2を含有させることができる。なお、CaF2は、前記効果をより向上させる観点から、4質量%以上とするのが好ましく、5質量%以上とするのがより好ましい。同様の観点から、CaF2は、43質量%以下とするのが好ましく、41質量%以下とするのがより好ましい。
MgOは、スラグ剥離性の向上に大きく寄与する成分であり、スラグ剥離性を良好にさせる作用がある。MgOは1質量%以上30質量%以下で含有していると前記作用を有効に発揮させることができるため、当該範囲とするのは好ましい態様といえる。しかし、本実施形態に係るフラックスはMgOを前記範囲の上限および下限をそれぞれ外れて含有していても優れた耐低温割れ性を得ることができるので、前記範囲に限定されることなくMgOを含有させることができる。MgOは、前記効果をより向上させる観点から、2質量%以上とするのが好ましく、3質量%以上とするのがより好ましい。同様の観点から、MgOは、29質量%以下とするのが好ましく、28質量%以下とするのがより好ましい。
MnOには、溶融スラグの粘性および凝固温度に影響を与えるとともに、耐ポックマーク性改善に有効な作用がある。MnOは、1質量%以上25質量%以下で含有していると前記作用を有効に発揮させることができるため、当該範囲とするのは好ましい態様といえる。しかし、本実施形態に係るフラックスはMnOを前記範囲の上限および下限をそれぞれ外れて含有していても優れた耐低温割れ性を得ることができるので、前記範囲に限定されることなくMnOを含有させることができる。MnOは、前記効果をより向上させる観点から、2質量%以上とするのが好ましく、3質量%以上とするのがより好ましい。同様の観点から、MnOは、24質量%以下とするのが好ましく、23質量%以下とするのがより好ましい。
Al2O3は、スラグの融点に作用する成分であり、ビードの止端部の直線性を保つ効果やスラグ剥離性を向上させる効果がある。Al2O3は、1質量%以上35質量%以下で含有していると前記作用を有効に発揮させることができるため、当該範囲とするのは好ましい態様といえる。しかし、本実施形態に係るフラックスはAl2O3を前記範囲の上限および下限をそれぞれ外れて含有していても優れた耐低温割れ性を得ることができるので、前記範囲に限定されることなくAl2O3を含有させることができる。Al2O3は、前記効果をより向上させる観点から、2質量%以上とするのが好ましく、3質量%以上とするのがより好ましい。同様の観点から、Al2O3は、33質量%以下とするのが好ましく、31質量%以下とするのがより好ましい。
・Na2O+K2O:6.5質量%以下、好ましくは0.5~6.5質量%
・FeO:6.5質量%以下
・ZrO2:0.70質量%以下、好ましくは0.05~0.70質量%
・B2O3:3.0質量%以下、好ましくは0.1~3.0質量%
・TiO2:6.0質量%以下、好ましくは0.2~6.0質量%
本実施形態に係るフラックスは、JIS K 068:2001「化学製品の水分測定方法」に準拠して測定した水分量が乾燥直後で200ppm以下、24時間吸湿後に1000ppm以下であるのが好ましい。このようにすると、フラックスに含まれている水分量が少ないのに加えて、前記したように吸湿量が少ないので拡散性水素量をより低減でき、耐低温割れ性に優れたものとすることができる。なお、JIS K 0068:2001に規定されているカールフィッシャー滴定法(水分気化-電量滴定法)により水分量を測定するのが好ましい。水分量の測定にあたって、測定用のフラックスは、粒度分布の影響を可能な限り排除するため、20×30meshでふるったものを使用するのが好ましい。水分量の測定条件としては、抽出温度を750℃、抽出ガスを大気とすることが挙げられる。「乾燥直後」とは、乾燥器から試験材を取り出した後、5分以内に測定を行うことをいう。乾燥器による乾燥条件としては、例えば、250℃×1hrとすることが挙げられる。「24時間吸湿後」とは、恒温恒湿器から試験材を取り出した後、5分以内に測定を行うことをいう。恒温恒湿器による処理条件としては、例えば、30℃、80%R.H.×24hrとすることが挙げられる。
前記したフラックスの水分量は少ないほど好ましい。例えば、乾燥直後の水分量は100ppm以下であるのがより好ましく、24時間吸湿後の水分量は500ppm以下であるのがより好ましい。
本実施形態に係るフラックスは、アルカリ土類金属の酸化物の成分組成が前記した範囲となるように原料を配合する。具体的には、アルカリ土類金属原料を1質量%以上25質量%以下配合する。このとき、必要に応じてSiO2、CaF2 、MgO、MnO、Al2O3などを配合することができる。そして、これを結合剤とともに混練した後、造粒し、焼成する。なお、結合剤として水ガラスを用いる場合は、これに含まれるSiO2も前記含有量に含める。
前記したアルカリ土類金属原料は、全ての原料を混ぜて焼結する際に600℃以上で分解するものを用いるのが好ましい。このようにすると、600℃以上で焼成する際にアルカリ土類金属と水ガラスとを反応させて粉体表面を覆う水ガラス構造中にアルカリ土類金属の酸化物を含ませることができ、ガラス構造を安定化させることができる。焼成の上限温度は、例えば1200℃である。
また、アルカリ土類金属原料は、アルカリ土類金属の炭酸塩であるのが好ましい。さらに、アルカリ土類金属の炭酸塩は、CaCO3およびBaCO3の一方または両方であるのが好ましい。これらのようにすると、製造時の取扱いが容易でありながら、低コストなフラックスを得ることができる。
結合剤としては、例えば、ポリビニルアルコールを使用することもできる。また、造粒法は、特に限定されるものではないが、転動式造粒機や押し出し式造粒機などを用いることができる。
こうして製造されたフラックスには、アルカリ土類金属の酸化物を1質量%以上25質量%以下含み、水ガラス構造中に前記アルカリ土類金属の酸化物が含まれている。
本実施形態に係るフラックスは、多層溶接、両面一層溶接、片面1パス溶接など、全ての施工法に用いることが可能である。本実施形態に係るフラックスは、吸湿量が溶融型フラックスと同程度に抑えられている。そのため、このフラックスは、拡散性水素量を低減でき、耐低温割れ性に優れたものとすることができる。
本実施形態に係るフラックスを用いたサブマージアーク溶接の溶接方法は、特定の条件に限定されない。溶接方法の一実施形態としては、例えば、溶接を行う部材の溶接部分、具体的には2枚の鋼板の端面を付き合わせた部分を本実施形態に係るフラックスで覆う工程と、当該フラックス中にワイヤ(電極)の先端を入れた状態でアークを発生させて溶接を行う工程と、を含み、これらの工程をこの順番で行う。
本実施形態に係るフラックスが用いられるサブマージアーク溶接の溶接条件としては、電極数は限定されず、単電極から多電極(2~6電極など)に適用できる。また、極性は限定されず、直流、交流に適用できる。溶接電流は100~3000A、アーク電圧は10~100V、溶接速度は10~600cm/minの範囲で適用できる。
本実施形態において、溶接の対象とするワークは、例えば軟鋼や低合金鋼である。
アルカリ土類金属原料として、アルカリ土類金属の炭酸塩であるCaCO3およびBaCO3と、SiO2、CaF2、MgO、MnOおよびAl2O3などの粉体原料を配合し、結合剤として水ガラスを配合して混練した後、造粒し、焼成した。なお、造粒は押出造粒機を用いて行った。造粒したフラックスをダスト除去およびボールミルを用いた粗大粒の解砕などの整粒処理を行い、平均粒子径を2.5mm以下とした。焼成はロータリーキルンを用いて行った。焼成の条件は、850℃×1hrとした。このようにして、表1に示す組成のフラックスを得た。
試験材に係るフラックスは、粒度分布の影響を可能な限り排除するため、20×32meshでふるったものを使用した。
乾燥器で試験材を250℃で1時間乾燥させた。乾燥終了後、乾燥器から試験材を取り出した後、5分以内にフラックスに含まれている水分量を750℃の大気雰囲気でJIS K 0068:2001「化学製品の水分測定方法」に準拠したカールフィッシャー法(KF法(水分気化-電量滴定法))により測定した。
試験材に係るフラックスは、粒度分布の影響を可能な限り排除するため、20×32meshでふるったものを使用した。
乾燥器で試験材を250℃で1時間乾燥させた後、恒温恒湿器で気温:30℃、相対湿度:80%の雰囲気で24時間保持(吸湿処理)してフラックスに吸湿させた。吸湿終了後、試験材を恒温恒湿器から取り出し、5分以内にフラックスに含まれている水分量を750℃の大気雰囲気でJIS K 0068:2001「化学製品の水分測定方法」に準拠したカールフィッシャー法(KF法(水分気化-電量滴定法))により測定した。
溶着金属の拡散性水素量は、AWS A4.3(GC)に準じて測定を行った。
なお、試験材に係るフラックスは、250℃×1hrの予備乾燥を行い、AWS A5.17 EH14に該当する4.0mmφのワイヤを使用して溶接を行った。
溶接条件は、電流525A、電圧29V、溶接速度42cm/minで行い、極性は直流棒プラス(Direct Current Electrode Positive;DCEP)、フラックス散布高さおよびワイヤ突出し長さは30mmで行った。溶接される鋼板はASTM A36を使用した。
耐低温割れ性の評価は、窓枠拘束溶接割れ試験で行った。
窓枠拘束溶接割れ試験とは、厚板で作った窓のある大きい枠に試験板を拘束溶接したものに試験溶接を行い、主として高張力鋼溶接継手の横割れ感受性を調べる試験である。
なお、試験材に係るフラックスは、250℃×1hrの予備乾燥を行い、組み合わせるワイヤはAWS A5.17 EH14に該当する4.0mmφのワイヤを使用した。
溶接条件は、電流525A、電圧29V、溶接速度42cm/minで行い、極性はDCEP、フラックス散布高さおよびワイヤ突出し長さは30mmで行った。溶接される鋼板の板厚は50mmとし、開先形状はV開先、開先角度60°、ルートフェイス10mmとし、予熱およびパス間温度は25℃以下とした。
そして、JIS Z 3060:2002に準じて溶接部に対して超音波探傷試験を行い、低温割れの発生有無を確認した。
耐低温割れ性は、低温割れがないものを合格とし、低温割れがあったものを不合格とした。
スラグ剥離性は、スラグ除去の容易さおよび焼き付きの有無により評価した。具体的には、スラグが自然剥離し、焼き付きがなかったものを“5”、自然剥離するが、焼き付きの発生数が単位溶接長(1m)あたり3箇所以下であったものを“4”、自然剥離せず、焼き付きの発生数が単位溶接長(1m)あたり3箇所以下であったものを“3”、自然剥離せず、焼き付きの発生数が単位溶接長(1m)あたり4~9箇所であったものを“2”、自然剥離せず、焼き付きの発生数が単位溶接長(1m)あたり10箇所以上であったものを“1”とした。スラグ剥離性については、評価が5から3であったものを好ましい態様であると判断した。
ビード外観は、主にビードの波目および光沢に関する評価であり、溶接部を目視観察することにより行った。その結果、ビードの波目に乱れがなくビードに金属光沢があるものを“5”、ビード波目の乱れの発生数が単位溶接長(1m)あたり1箇所以下であり、ビードに金属光沢があるものを“4”、ビード波目の乱れの発生数が単位溶接長(1m)あたり1箇所以下であり、ビードに金属光沢がないものを“3”、ビード波目の乱れの発生数が単位溶接長(1m)あたり2~4箇所であり、ビードに金属光沢がないものを“2”、ビード波目の乱れの発生数が単位溶接長(1m)あたり5箇所以上あり、ビードに金属光沢がないものを“1”とした。ビード外観については、評価が5から3であったものを好ましい態様であると判断した。
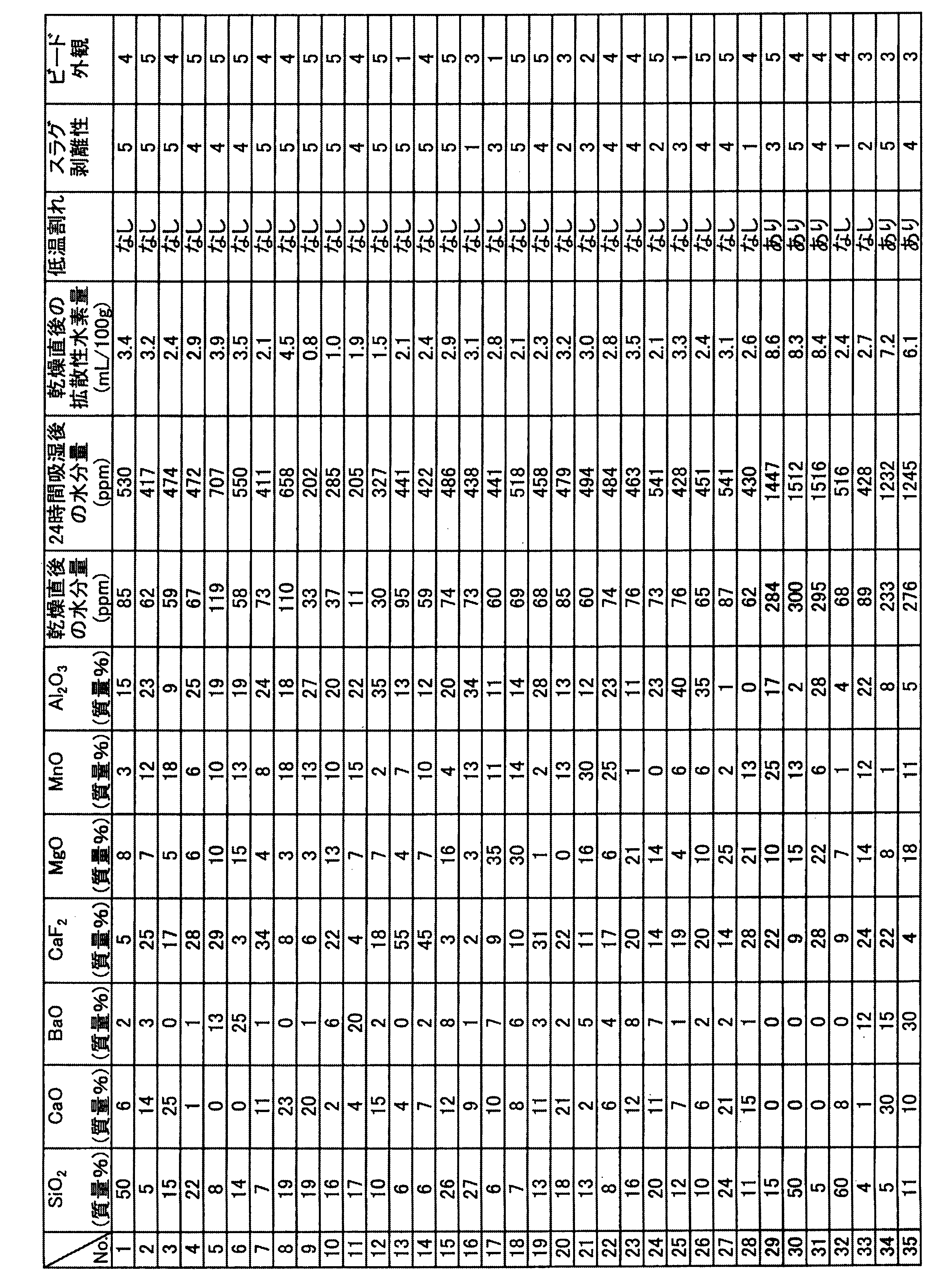
具体的には、No.29~31に係るフラックスは、アルカリ土類金属の酸化物(CaO、BaO)を含んでいなかったので、耐低温割れ性に劣る結果となった。
No.34、35に係るフラックスは、アルカリ土類金属の酸化物が多過ぎたので、耐低温割れ性に劣る結果となった。
図1と図2を比較して分かるように、図1に示すNo.10に係るフラックスは、粉体表面がガラス状の析出物で覆われている。
図3に示すように、水ガラス成分のNa、Siと同じ位置にBaが存在することから、Baは水ガラス構造中に取り込まれていることが分かる。
なお、同図中、(b)はNa、(c)はSi、(d)はBaに関するX線マッピングをそれぞれ示している。
図5に示すように、水ガラス成分のNa、Siと同じ位置にBaが存在しないことから、Baは水ガラス構造中に取り込まれていないことが分かる。
Claims (6)
- アルカリ土類金属の酸化物を1質量%以上25質量%以下含み、
水ガラス構造中に前記アルカリ土類金属の酸化物が含まれることを特徴とするサブマージアーク溶接用フラックス。 - 前記アルカリ土類金属がCaおよびBaの一方または両方であることを特徴とする請求項1に記載のサブマージアーク溶接用フラックス。
- JIS K 0068:2001に準拠して測定した水分量が、乾燥直後で200ppm以下、24時間吸湿後に1000ppm以下であることを特徴とする請求項1または請求項2に記載のサブマージアーク溶接用フラックス。
- アルカリ土類金属原料と水ガラスとを配合し、600℃以上で焼成したものであることを特徴とする請求項1または請求項2に記載のサブマージアーク溶接用フラックス。
- 前記アルカリ土類金属原料が、アルカリ土類金属の炭酸塩であることを特徴とする請求項4に記載のサブマージアーク溶接用フラックス。
- 前記アルカリ土類金属の炭酸塩が、CaCO3およびBaCO3の一方または両方でることを特徴とする請求項5に記載のサブマージアーク溶接用フラックス。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18775517.8A EP3603878A4 (en) | 2017-03-31 | 2018-03-30 | FLUX FOR SUBMERGED WELDING |
| KR1020197027545A KR20190121801A (ko) | 2017-03-31 | 2018-03-30 | 서브머지드 아크 용접용 플럭스 |
| CN201880019454.XA CN110430969A (zh) | 2017-03-31 | 2018-03-30 | 埋弧焊用焊剂 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-069912 | 2017-03-31 | ||
| JP2017069912A JP6917170B2 (ja) | 2017-03-31 | 2017-03-31 | サブマージアーク溶接用フラックスおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018182025A1 true WO2018182025A1 (ja) | 2018-10-04 |
Family
ID=63678252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/013999 WO2018182025A1 (ja) | 2017-03-31 | 2018-03-30 | サブマージアーク溶接用フラックス |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3603878A4 (ja) |
| JP (1) | JP6917170B2 (ja) |
| KR (1) | KR20190121801A (ja) |
| CN (1) | CN110430969A (ja) |
| WO (1) | WO2018182025A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021049440A1 (ja) * | 2019-09-12 | 2021-03-18 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| JP2021045786A (ja) * | 2019-09-12 | 2021-03-25 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| WO2022030159A1 (ja) * | 2020-08-03 | 2022-02-10 | 株式会社神戸製鋼所 | 溶接用フラックス及びその製造方法、並びに該溶接用フラックスを使用したサブマージアーク溶接方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60196289A (ja) * | 1984-03-21 | 1985-10-04 | Nippon Steel Corp | 潜弧溶接用フラツクス |
| JPS62240195A (ja) * | 1986-04-11 | 1987-10-20 | Nippon Steel Corp | 低水素型ボンドフラツクス |
| JPH04279294A (ja) * | 1991-03-05 | 1992-10-05 | Nippon Steel Weld Prod & Eng Co Ltd | 潜弧溶接用ボンドフラックス |
| JP2000102892A (ja) * | 1998-09-25 | 2000-04-11 | Kawasaki Steel Corp | サブマージアーク溶接用焼成型フラックスおよびその製造方法 |
| JP2001038486A (ja) | 1999-07-29 | 2001-02-13 | Kawasaki Steel Corp | 耐吸湿性と耐粉化性に優れたサブマージアーク溶接用焼成型フラックスおよびその製造方法 |
| JP2003039196A (ja) * | 2001-07-24 | 2003-02-12 | Kobe Steel Ltd | サブマージアーク溶接用ボンドフラックス及びその製造方法 |
| JP2007222931A (ja) * | 2006-02-27 | 2007-09-06 | Mitsubishi Heavy Ind Ltd | サブマージアーク溶接用焼成型フラックス、肉盛溶接方法及びタービンロータ |
| CN102601544A (zh) * | 2012-03-21 | 2012-07-25 | 宝鸡市宇生焊接材料有限公司 | 高碱度高韧性低氢型烧结焊剂及其制备方法 |
| JP2017069912A (ja) | 2015-10-02 | 2017-04-06 | 日本電信電話株式会社 | ネットワーク監視装置およびネットワーク監視方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1034265C (zh) * | 1994-06-14 | 1997-03-19 | 冶金工业部钢铁研究总院 | 超低氢高碱度烧结焊剂 |
| JP5455805B2 (ja) * | 2010-06-14 | 2014-03-26 | 富士フイルム株式会社 | 液体吐出ヘッドおよび液体吐出装置 |
| JP5874068B2 (ja) * | 2012-01-27 | 2016-03-01 | 株式会社神戸製鋼所 | 片面サブマージアーク溶接用フラックス |
-
2017
- 2017-03-31 JP JP2017069912A patent/JP6917170B2/ja active Active
-
2018
- 2018-03-30 WO PCT/JP2018/013999 patent/WO2018182025A1/ja active Application Filing
- 2018-03-30 CN CN201880019454.XA patent/CN110430969A/zh not_active Withdrawn
- 2018-03-30 EP EP18775517.8A patent/EP3603878A4/en not_active Withdrawn
- 2018-03-30 KR KR1020197027545A patent/KR20190121801A/ko not_active Application Discontinuation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60196289A (ja) * | 1984-03-21 | 1985-10-04 | Nippon Steel Corp | 潜弧溶接用フラツクス |
| JPS62240195A (ja) * | 1986-04-11 | 1987-10-20 | Nippon Steel Corp | 低水素型ボンドフラツクス |
| JPH04279294A (ja) * | 1991-03-05 | 1992-10-05 | Nippon Steel Weld Prod & Eng Co Ltd | 潜弧溶接用ボンドフラックス |
| JP2000102892A (ja) * | 1998-09-25 | 2000-04-11 | Kawasaki Steel Corp | サブマージアーク溶接用焼成型フラックスおよびその製造方法 |
| JP2001038486A (ja) | 1999-07-29 | 2001-02-13 | Kawasaki Steel Corp | 耐吸湿性と耐粉化性に優れたサブマージアーク溶接用焼成型フラックスおよびその製造方法 |
| JP2003039196A (ja) * | 2001-07-24 | 2003-02-12 | Kobe Steel Ltd | サブマージアーク溶接用ボンドフラックス及びその製造方法 |
| JP2007222931A (ja) * | 2006-02-27 | 2007-09-06 | Mitsubishi Heavy Ind Ltd | サブマージアーク溶接用焼成型フラックス、肉盛溶接方法及びタービンロータ |
| CN102601544A (zh) * | 2012-03-21 | 2012-07-25 | 宝鸡市宇生焊接材料有限公司 | 高碱度高韧性低氢型烧结焊剂及其制备方法 |
| JP2017069912A (ja) | 2015-10-02 | 2017-04-06 | 日本電信電話株式会社 | ネットワーク監視装置およびネットワーク監視方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3603878A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021049440A1 (ja) * | 2019-09-12 | 2021-03-18 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| JP2021045786A (ja) * | 2019-09-12 | 2021-03-25 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| CN114340838A (zh) * | 2019-09-12 | 2022-04-12 | 株式会社神户制钢所 | 埋弧焊用焊剂、埋弧焊方法和埋弧焊用焊剂的制造方法 |
| JP7448433B2 (ja) | 2019-09-12 | 2024-03-12 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| CN114340838B (zh) * | 2019-09-12 | 2024-05-03 | 株式会社神户制钢所 | 埋弧焊用焊剂、埋弧焊方法和埋弧焊用焊剂的制造方法 |
| WO2022030159A1 (ja) * | 2020-08-03 | 2022-02-10 | 株式会社神戸製鋼所 | 溶接用フラックス及びその製造方法、並びに該溶接用フラックスを使用したサブマージアーク溶接方法 |
| JP2022028494A (ja) * | 2020-08-03 | 2022-02-16 | 株式会社神戸製鋼所 | 溶接用フラックス及びその製造方法、並びに該溶接用フラックスを使用したサブマージアーク溶接方法 |
| JP7355718B2 (ja) | 2020-08-03 | 2023-10-03 | 株式会社神戸製鋼所 | 溶接用フラックス及びその製造方法、並びに該溶接用フラックスを使用したサブマージアーク溶接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3603878A1 (en) | 2020-02-05 |
| EP3603878A4 (en) | 2020-09-16 |
| JP2018171624A (ja) | 2018-11-08 |
| KR20190121801A (ko) | 2019-10-28 |
| CN110430969A (zh) | 2019-11-08 |
| JP6917170B2 (ja) | 2021-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3031570B1 (en) | Flux for submerged arc welding | |
| WO2018182025A1 (ja) | サブマージアーク溶接用フラックス | |
| JP6104146B2 (ja) | サブマージアーク溶接用フラックス及びその製造方法 | |
| WO2016125568A1 (ja) | サブマージアーク溶接用フラックス | |
| KR101986926B1 (ko) | 서브머지드 아크 용접용 플럭스 | |
| KR101981414B1 (ko) | 서브머지드 아크 용접용 플럭스 | |
| JP7448433B2 (ja) | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 | |
| CN114340838B (zh) | 埋弧焊用焊剂、埋弧焊方法和埋弧焊用焊剂的制造方法 | |
| CN111918749B (zh) | 埋弧焊用焊剂 | |
| JP7355718B2 (ja) | 溶接用フラックス及びその製造方法、並びに該溶接用フラックスを使用したサブマージアーク溶接方法 | |
| JP2019171458A (ja) | サブマージアーク溶接用フラックス | |
| JP2001334393A (ja) | サブマージアーク肉盛溶接用フラックス | |
| WO2017200051A1 (ja) | サブマージアーク溶接用フラックス | |
| JP6657737B2 (ja) | サブマージアーク溶接用溶融型フラックス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18775517 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20197027545 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018775517 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018775517 Country of ref document: EP Effective date: 20191031 |