WO2018179908A1 - ガラスパネルユニットの製造方法、およびガラス窓の製造方法 - Google Patents
ガラスパネルユニットの製造方法、およびガラス窓の製造方法 Download PDFInfo
- Publication number
- WO2018179908A1 WO2018179908A1 PCT/JP2018/004627 JP2018004627W WO2018179908A1 WO 2018179908 A1 WO2018179908 A1 WO 2018179908A1 JP 2018004627 W JP2018004627 W JP 2018004627W WO 2018179908 A1 WO2018179908 A1 WO 2018179908A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- substrate
- panel unit
- glass
- glass panel
- manufacturing
- Prior art date
Links
Images











Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66304—Discrete spacing elements, e.g. for evacuated glazing units
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/6612—Evacuated glazing units
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/249—Glazing, e.g. vacuum glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/22—Glazing, e.g. vaccum glazing
Definitions
- the present disclosure relates to a method for manufacturing a glass panel unit and a method for manufacturing a glass window.
- a glass panel unit in which an internal space in a decompressed state is formed between a pair of glass plates is conventionally known.
- a plurality of pillars (spacers) are arranged in the internal space in the reduced pressure state.
- Patent Document 1 describes that a low radiation film may be provided on the inner surface of one of the pair of glass plates.
- the following problems may occur. That is, when a plurality of pillars are arranged on the glass with mesh, when the arrangement of each pillar is inspected by image processing, each pillar and the net may overlap each other and hinder the inspection.
- the present disclosure uses a common process to manufacture a glass panel unit having a structure in which various types of glass plates and a glass plate having a low radiation film are overlapped, and a glass window using the glass panel unit.
- the purpose is to manufacture.
- the method for manufacturing a glass panel unit includes an arrangement process, a bonding process, a pressure reduction process, and a sealing process.
- the arrangement step is a step of arranging a plurality of pillars on the first substrate.
- the bonding step includes airtightly bonding the first substrate and the second substrate facing the first substrate via a frame-shaped sealing material surrounding the plurality of pillars, whereby the first substrate and the first substrate In this step, an internal space surrounded by the sealing material is formed between the two substrates.
- the decompression step is a step of decompressing the internal space.
- the sealing step is a step of sealing the internal space in a reduced pressure state.
- the first substrate includes a first glass plate and a low radiation film positioned on the first glass plate. In the arranging step, the plurality of pillars are arranged on the low radiation film.
- the method for manufacturing a glass window according to one aspect of the present disclosure includes a fitting step of fitting the glass panel unit into a window frame.
- Drawing 1A is a sectional view showing the 1st glass board used with the manufacturing method of the glass panel unit of one embodiment.
- FIG. 1B is a cross-sectional view showing a state where the low radiation film is positioned on the first glass plate.
- FIG. 1C is a cross-sectional view showing a state where the low radiation layer and the protective layer are located on the first glass plate.
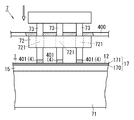
- FIG. 2 is a side view showing a part of the apparatus used in the arrangement process of the manufacturing method according to the embodiment.
- FIG. 3 is a plan view showing the first substrate used in the bonding step of the manufacturing method of the above. 4 is a cross-sectional view taken along line AA in FIG.
- FIG. 5 is a perspective view showing a first substrate and a second substrate used in the bonding step.
- FIG. 6 is a plan view showing a glass panel unit manufactured by the above manufacturing method.
- 7 is a cross-sectional view taken along line BB in FIG.
- FIG. 8 is a cross-sectional view showing a glass panel unit of Modification 1.
- FIG. 9 is a plan view showing a glass panel unit of Modification 2.
- 10 is a cross-sectional view taken along the line CC of FIG.
- FIG. 11 is a cross-sectional view showing another example of the glass panel unit of Modification 2.
- FIG. 12 is a plan view showing a glass window including the glass panel unit of the embodiment.
- the present embodiment relates to a method for manufacturing a glass panel unit and a method for manufacturing a glass window, and more particularly, to a method for manufacturing a glass panel unit having a reduced internal space, and a method for manufacturing a glass window using the glass panel unit. .
- the glass panel unit 90 and the glass window 9 including the glass panel unit 90 according to an embodiment will be described in order based on the attached drawings.
- each structure is shown schematically in the accompanying drawings, and the dimensional shape of each illustrated structure is different from the actual dimensional shape.
- the glass panel unit 90 of one embodiment includes a first substrate 1, a second substrate 2, a sealing material 5, a plurality of pillars 4, and a getter 45.
- the glass panel unit 90 includes many pillars 4.
- the first substrate 1 includes a first glass plate 15 and a low radiation layer 170 that covers one side in the thickness direction of the first glass plate 15.
- the low radiation layer 170 covers the surface of the first glass plate 15 that faces the second substrate 2.
- the surface of the first substrate 1 that faces the second substrate 2 is constituted by the surface of the low radiation layer 170.
- the second substrate 2 is composed of a meshed glass 61.
- the netted glass 61 is a glass plate in which a net 615 formed of a wire is incorporated.
- the netted glass 61 has high fire resistance because the net 615 prevents the netted glass 61 from collapsing when exposed to a flame.
- the second substrate 2 only needs to be composed of at least the meshed glass 61, and appropriate coating may be applied to both sides or one side of the meshed glass 61 in the thickness direction.
- the sealing material 5 includes a frame 500 formed using a thermal adhesive such as glass frit, and an arc-shaped partition 502 formed using a thermal adhesive such as glass frit.
- the material forming the frame 500 and the material forming the partition 502 preferably have different melting temperatures.
- the frame body 500 is bonded to the peripheral edge of the first substrate 1 and the peripheral edge of the second substrate 2, respectively.
- the peripheral portions of the first substrate 1 and the second substrate 2 are joined airtightly via the frame body 500.
- the partition 502 divides the space surrounded by the frame body 500 into a space 59 communicating with the exhaust hole 55 of the first substrate 1 and an internal space 51 excluding the space 59.
- a cap 552 is fitted into the exhaust hole 55 from the outside.
- the plurality of pillars 4 and getters 45 are located in the internal space 51.
- the internal space 51 is a heat insulating space that is decompressed to a degree of vacuum of 0.1 Pa or less, for example.
- the plurality of pillars 4 are dispersedly arranged at a distance from each other.
- the material, dimensional shape, arrangement pattern, and the like of the plurality of pillars 4 can be set as appropriate.
- Each pillar 4 presses against the surface of the first substrate 1 facing the second substrate 2 and presses against the surface of the second substrate 2 facing the first substrate 1.
- the interval between the second substrates 2 is maintained at a predetermined interval.
- the surface of the second substrate 2 that faces the first substrate 1 is constituted by the surface of the meshed glass 61.
- the getter 45 is configured to adsorb gas molecules, and is located at a distance from each of the plurality of pillars 4.
- the getter 45 is installed on the first substrate 1, but may be installed on the second substrate 2.
- the manufacturing method of the glass panel unit 90 includes an arrangement process, an inspection process, a joining process, a decompression process, and a sealing process.
- a plurality of pillars 4 are arranged on the first substrate 1 using the punching device 7 shown in FIG.
- the protective layer 171 is provided on the first substrate 1 in this step.
- the first substrate 1 in the first substrate 1, as shown in FIG. 1A, FIG. 1B, FIG. 1C, etc., there is a low emission layer 170 on the surface of the first glass plate 15, and a protective layer 171 is further provided on the surface of the low emission layer 170.
- the low radiation layer 170 and the protective layer 171 constitute a low radiation film 17.
- the protective layer 171 is formed using, for example, carbon.
- the apparatus 7 includes a stage-shaped substrate support portion 71, a punch die 72 installed above the substrate support portion 71, a sheet 400 supplied above the punch die 72, and a sheet 400. Are provided with a plurality of punches 73 installed above.
- the substrate support unit 71 supports the first substrate 1 in a posture in which the low radiation film 17 is located at the upper end.
- the punching die 72 is located above the first substrate 1 supported by the substrate support portion 71.
- the punching die 72 has a plurality of through holes 721 penetrating vertically.
- a sheet 400 is placed on the upper surface of the punching die 72 so as to cover the plurality of through holes 721.
- Various materials such as resin and metal are used for the material of the sheet 400.
- Each punch 73 has a columnar shape, and more specifically, a cylindrical shape. Each punch 73 is configured to punch a portion 401 of the sheet 400 placed on the punching die 72 downward at the front end surface thereof. A part 401 of the sheet 400 and a through hole 721 of the punching die 72 are located below the front end surface of each punch 73. Each punch 73 has a size and shape that can be inserted into the through hole 721.
- each punch 73 is driven in a straight track toward the bottom. Thereby, each punch 73 punches a part 401 of the sheet 400 downward through the through-hole 721 of the punching die 72.
- the punched portions 401 are pressed against the surface of the low radiation film 17 included in the first substrate 1, that is, the surface of the protective layer 171 in a state where each of the punched portions 401 is in contact with the front end surface of the punch 73, thereby forming the pillar 4.
- the apparatus 7 is configured to drive a plurality of punches 73 simultaneously onto the sheet 400. However, the apparatus 7 is not limited to this form, and may be configured to drive at least one punch 73 into the sheet 400. That's fine.
- the low radiation layer 170 of the low radiation film 17 is covered with the protective layer 171, even if the portion 401 of each pillar 4 is pressed against the low radiation film 17, the low radiation layer 170 is not damaged. It can be suppressed.
- the means for arranging each pillar 4 on the first substrate 1 is not limited to an apparatus such as the apparatus 7 that continuously performs punching and arrangement from the sheet 400 by punching, and other apparatuses and other means. It is also possible to use. Further, the low emission film 17 may not include the protective layer 171. In this case, the low emission layer 17 is constituted by the low emission layer 170.
- each pillar 4 is properly arranged on the first substrate 1. Specifically, the first substrate 1 is photographed using a camera, and an inspection is performed by performing appropriate image processing on the photographed image.
- the joining process is performed.
- a sealing material 5 and a getter 45 are further arranged on the surface of the low radiation film 17 of the first substrate 1 as shown in FIGS.
- the frame body 500 and the partition 502 included in the sealing material 5 are applied to the surface of the low radiation film 17 of the first substrate 1 using a coating device such as a dispenser, and then dried and pre-baked.
- a ventilation path 504 is formed in the partition 502.
- the first substrate 1 and the second substrate 2, that is, the glass 61 with a mesh are set with the sealant 5, the plurality of pillars 4, and the getter 45 sandwiched therebetween as shown in FIG. And heated in a joining furnace.
- the peripheral edges of the first substrate 1 and the second substrate 2 are hermetically bonded through the frame 500 melted by heating.
- the internal space 51 and the space 59 communicate with each other through the ventilation path 504.
- the protective layer 171 that has covered the low radiation layer 170 in the arranging step is gasified in the internal space 51 by heating in the joining furnace in the joining step. Note that the protective layer 171 can be heated and gasified at a timing other than heating in the bonding furnace, that is, at an appropriate timing between the disposing step and the decompression step.
- an exhaust pipe is connected to the first substrate 1 so as to communicate with the exhaust hole 55, for example, and the internal space 51 is decompressed through the exhaust pipe to a degree of vacuum of 0.1 Pa or less, for example.
- the internal space 51 is evacuated in the decompression step.
- the gasified component of the protective layer 171 is discharged from the internal space 51 together with other air components.
- the partition 502 is deformed so as to block the air passage 504 by being melted by heating at a predetermined temperature. Thereby, the internal space 51 is sealed while maintaining a reduced pressure state, specifically, a vacuum state.
- the melting temperature of the partition 502 is preferably set higher than the melting temperature of the frame body 500. This setting more reliably prevents the partition 502 from being deformed and closing the air passage 504 at the joining step.
- the passage of heat due to solar radiation is suppressed by the first substrate 1 having the low radiation layer 170, and the fire resistance is enhanced by the second substrate 2 having the meshed glass 61. It is done.
- the plurality of pillars 4 are not arranged on the second substrate 2, that is, the netted glass 61 in the manufacturing process, but the plurality of pillars 4 are arranged on the first substrate 1. It does not overlap with 615, and it is possible to suppress the occurrence of defects in the inspection.
- one exhaust hole 55 is provided in the first substrate 1.
- a plurality of exhaust holes 55 are provided in the first substrate 1. It is also possible to provide one or a plurality of exhaust holes 55 in the second substrate 2.
- the internal space 51 is sealed by deforming the partition 502.
- the internal space 51 can be sealed by other methods. For example, it is possible to seal the internal space 51 by heating and melting a thermal adhesive such as glass frit inserted into the exhaust hole 55 while the internal space 51 is maintained in a reduced pressure state, thereby closing the exhaust hole 55. is there.
- the second substrate 2A is composed of a rubbed glass 62 having a rough surface 620.
- An appropriate coating may be further applied to the surface of the rubbed glass 62 opposite to the rough surface 620.
- the rough surface 620 is a surface on which many fine irregularities are formed by the surface treatment.
- the rubbed glass 62 has a rough surface 620 and is configured to be translucent or opaque. Since the rough surface 620 faces the internal space 51, it is possible to prevent water from attaching to the rough surface 620 and seeing it through.
- the passage of heat due to solar radiation is suppressed by the first substrate 1 having the low radiation layer 170, and the entire transparency is suppressed by the second substrate 2 ⁇ / b> A having the rubbing glass 62.
- the plurality of pillars 4 are not arranged on the second substrate 2A, that is, the rubbing glass 62 having the rough surface 620, but are arranged on the first substrate 1, so that a special rough surface is used. Each pillar 4 is stably arranged without using the arranging means.
- the glass panel unit 90B of Modification 2 includes a third substrate 3 facing the second substrate 2, and a second seal that hermetically joins the peripheral edges of the second substrate 2 and the third substrate 3 over the entire circumference.
- the material 38 is further provided.
- the third substrate 3 only needs to be composed of at least the third glass plate 35.
- the third substrate 3 is transparent as a whole, but may be translucent or non-transparent.
- a second internal space sealed by a second sealing material 38 is formed.
- a frame-shaped spacer 34 is further arranged inside the frame-shaped second sealing material 38.
- the frame-shaped spacer 34 has a hollow portion in at least a part of its circumferential direction.
- the hollow portion of the spacer 34 is filled with a desiccant 36.
- the spacer 34 is made of a metal such as aluminum and has a through hole 341.
- the through hole 341 opens on the inner peripheral surface of the spacer 34.
- the hollow portion of the spacer 34 communicates with the second internal space through the through hole 341.
- the desiccant 36 is, for example, silica gel.
- the second sealing material 38 is made of a highly airtight resin such as silicon resin or butyl rubber.
- the second internal space is a space sealed by the second substrate 2, the third substrate 3, and the second sealing material 38, and is filled with a dry gas.
- the dry gas is, for example, a dry rare gas such as argon, or dry air.
- the glass panel unit 90B of the modified example 2 exhibits even higher heat insulation.
- the position of the third substrate 3 is not limited to the position facing the second substrate 2.
- the third substrate 3 may be opposed to the first substrate 1 or the second substrate. As shown in FIG. 11, when the third substrate 3 faces the first substrate 1, the second sealing material 38 is bonded to the peripheral edges of the first substrate 1 and the third substrate 3.
- the manufacturing method of the glass panel unit 90B of Modification 2 includes a second joining step in addition to the above-described arrangement step, inspection step, joining step, exhausting step, and sealing step.
- the second bonding step is a step in which the third substrate 3 is bonded to the second substrate 2 via the second sealing material 38.
- the second bonding step is a step in which the third substrate 3 is bonded to the first substrate 1 via the second sealing material 38.
- Glass window 9 The glass window 9 manufactured using the glass panel unit 90 of one Embodiment is demonstrated based on FIG.
- the glass window 9 includes a glass panel unit 90 according to an embodiment and a rectangular frame-like window frame 95 fitted into the peripheral edge of the glass panel unit 90.
- the frame body 500 of the sealing material 5 of the glass panel unit 90 is preferably in a position covered with the window frame 95 when viewed from the front.
- the method of manufacturing the glass window 9 includes a fitting process of fitting the window frame 95 into the glass panel unit 90 in addition to the processes for manufacturing the glass panel unit 90 of the embodiment.
- the glass panel unit 90 ⁇ / b> A of the first modification may be fitted into the window frame 95, or the glass panel unit 90 ⁇ / b> B of the second modification may be fitted into the window frame 95.
- the method for manufacturing the glass panel unit according to the first aspect includes an arrangement step, a joining step, a decompression step, and a sealing step.
- the arranging step is a step of arranging a plurality of pillars (4) on the first substrate (1).
- a frame-shaped sealing material (5) surrounding the plurality of pillars (4) is placed between the first substrate (1) and the second substrate (2; 2A; 2B) facing the first substrate (1).
- the first substrate (1) and the second substrate (2; 2A; 2B) are hermetically bonded.
- the depressurization step is a step of depressurizing the internal space (51).
- the sealing step is a step of sealing the internal space (51) in a reduced pressure state.
- the first substrate (1) includes a first glass plate (15) and a low radiation film (17) located on the first glass plate (15).
- a plurality of pillars (4) are arranged on the low radiation film (17).
- substrate (2; 2A; 2B) can be stacked to produce a glass panel unit (90).
- a common process that is, an arrangement process, a bonding process, regardless of the type of the glass sheet.
- the plurality of pillars (4) are arranged on the first substrate (1) in the arrangement step.
- the net (615) of the entering glass (61) does not interfere with each pillar (4).
- the second substrate (2B) is the frosted glass (62)
- the plurality of pillars (4) are not on the frosted glass (62) having the rough surface (620) but on the first substrate (1) side. Therefore, the plurality of pillars (4) are stably arranged in the arranging step.
- the manufacturing method of the glass panel unit of the 1st aspect it is not necessary to provide the special process according to the kind of glass plate which comprises a 2nd board
- the manufacturing method of the glass panel unit of the second aspect can be combined with the manufacturing method of the glass panel unit of the first aspect.
- membrane (17) is located on the low radiation layer (170) located on a 1st glass plate (15), and a low radiation layer (170).
- a protective layer (171) is included.
- a plurality of pillars (4) are arranged on the surface of the protective layer (171).
- the manufacturing method of the glass panel unit of the second aspect when the plurality of pillars (4) are arranged on the low radiation film (17), the low radiation layer (170) may be damaged. 171).
- the manufacturing method of the glass panel unit of the third aspect can be combined with the manufacturing method of the glass panel unit of the second aspect.
- the protective layer (171) is gasified by the heating performed between an arrangement
- the glass panel unit (90; 90A; 90B) is manufactured with the protective layer (171) removed.
- the manufacturing method of the glass panel unit of the fourth aspect can be combined with the manufacturing method of the glass panel unit of the third aspect.
- the joining step includes a step of melting the sealing material (5) by heating.
- the protective layer (171) is gasified by heating in the bonding process.
- the protective layer (171) is removed during the joining step.
- the manufacturing method of the glass panel unit of the fifth aspect can be combined with the manufacturing method of the glass panel unit of any one of the first to fourth aspects.
- substrate (2A) contains a meshed glass (61).
- the glass panel unit (90A) having high fire resistance can be manufactured. Moreover, since the plurality of pillars (4) are arranged on the first substrate (1) side in the arrangement step, when inspection by image processing is performed before the bonding step, the meshed glass (61) The net (615) does not interfere with each pillar (4).
- the manufacturing method of the glass panel unit of the sixth aspect can be combined with the manufacturing method of the glass panel unit of any one of the first to fourth aspects.
- the second substrate (2B) includes rubbed glass (62) having a rough surface (620).
- the first substrate (1) and the second substrate (2B) are bonded with the rough surface (620) facing the first substrate (1).
- the opaque or translucent glass panel unit (90B) as a whole can be manufactured.
- the plurality of pillars (4) are arranged not on the frosted glass (62) having the rough surface (620) but on the first substrate (1) side. The arrangement of (4) is performed stably.
- the manufacturing method of the glass panel unit of the seventh aspect can be combined with the manufacturing method of the glass panel unit of any one of the first to sixth aspects.
- the manufacturing method of the glass panel unit according to the seventh aspect further includes a second joining step.
- the third substrate (3) including the third glass plate (35) is attached to the first substrate (1) or the second substrate (2; 2A; 2B) with a frame-shaped second seal. This is a step of airtight joining through the material (38).
- a glass panel unit (90; 90A; 90B) with higher heat insulation is manufactured.
- the manufacturing method of the glass window of the eighth aspect can be combined with the manufacturing method of the glass panel unit of any one of the first to seventh aspects.
- the manufacturing method of the glass panel window according to the eighth aspect includes a fitting step of fitting the glass panel unit (90; 90A; 90B) into the window frame (95).
- a low radiation film is obtained through a common process, that is, an arrangement process, a bonding process, a decompression process, a sealing process, and a fitting process regardless of the type of glass plate.
- a glass window (9) with (17) can be produced.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
Description
図6、図7に示すように、一実施形態のガラスパネルユニット90は、第一基板1、第二基板2、シール材5、複数のピラー4、およびゲッター45を備える。本実施形態では、ガラスパネルユニット90は、ピラー4を多数備えている。
変形例1のガラスパネルユニット90Aについて、図8に基づいて説明する。
変形例2のガラスパネルユニット90Bについて、図9、図10に基づいて説明する。
一実施形態のガラスパネルユニット90を用いて製造されたガラス窓9について、図12に基づいて説明する。
以上、説明した実施形態および各変形例から理解されるように、第1の態様のガラスパネルユニットの製造方法は、配置工程、接合工程、減圧工程、および封止工程を備える。配置工程は、第一基板(1)に複数のピラー(4)を配置する工程である。接合工程は、複数のピラー(4)を囲む枠状のシール材(5)を、第一基板(1)と第一基板(1)に対向する第二基板(2;2A;2B)の間に挟んで、第一基板(1)と第二基板(2;2A;2B)を気密に接合する工程である。接合工程では、第一基板(1)と第二基板(2;2A;2B)の間に、シール材(5)に囲まれた内部空間(51)を形成する。減圧工程は、内部空間(51)を減圧する工程である。封止工程は、内部空間(51)を、減圧状態で封止する工程である。第一基板(1)は、第一ガラス板(15)と、第一ガラス板(15)上に位置する低放射膜(17)を含む。配置工程では、低放射膜(17)に複数のピラー(4)を配置する。
12 面
15 第一ガラス板
17 低放射膜
170 低放射層
171 保護層
2,2A,2B 第二基板
3 第三基板
35 第三ガラス板
38 第二シール材
4 ピラー
5 シール材
51 内部空間
55 排気孔
61 網入りガラス
62 擦りガラス
620 粗面
9 ガラス窓
90,90A,90B ガラスパネルユニット
95 窓枠
Claims (8)
- 第一基板に複数のピラーを配置する配置工程と、
前記複数のピラーを囲む枠状のシール材を、前記第一基板と前記第一基板に対向する第二基板の間に挟んで、前記第一基板と前記第二基板を気密に接合することで、前記第一基板と前記第二基板の間に、前記シール材に囲まれた内部空間を形成する接合工程と、
前記内部空間を減圧する減圧工程と、
前記内部空間を、減圧状態で封止する封止工程を備え、
前記第一基板は、第一ガラス板と、前記第一ガラス板上に位置する低放射膜を含み、
前記配置工程では、前記低放射膜に前記複数のピラーを配置する、
ガラスパネルユニットの製造方法。 - 前記低放射膜は、前記第一ガラス板上に位置する低放射層と、前記低放射層上に位置する保護層を含み、
前記配置工程では、前記保護層の表面に前記複数のピラーを配置する、
請求項1のガラスパネルユニットの製造方法。 - 前記配置工程と前記減圧工程の間に行う加熱により、前記保護層をガス化する、
請求項2のガラスパネルユニットの製造方法。 - 前記接合工程は、前記シール材を加熱により溶融する工程を含み、
前記接合工程の加熱により、前記保護層をガス化する、
請求項3のガラスパネルユニットの製造方法。 - 前記第二基板は、網入りガラスを含む、
請求項1~4のいずれか一つのガラスパネルユニットの製造方法。 - 前記第二基板は、粗面を有する擦りガラスを含み、
前記接合工程では、前記第一基板に前記粗面が対向する状態で、前記第一基板と前記第二基板を接合する、
請求項1~4のいずれか一つのガラスパネルユニットの製造方法。 - 第三ガラス板を含む第三基板を、前記第一基板または前記第二基板に対して、枠状の第二シール材を介して気密に接合する第二接合工程を、さらに備える、
請求項1~6のいずれか一つのガラスパネルユニットの製造方法。 - 請求項1~7のいずれか一つのガラスパネルユニットの製造方法で製造されたガラスパネルユニットを、窓枠に嵌め込む嵌め込み工程を備える、
ガラス窓の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18777909.5A EP3604245B1 (en) | 2017-03-31 | 2018-02-09 | Method for manufacturing glass panel unit and method for manufacturing glass window |
| JP2019508708A JP6796812B2 (ja) | 2017-03-31 | 2018-02-09 | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017072697 | 2017-03-31 | ||
| JP2017-072697 | 2017-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018179908A1 true WO2018179908A1 (ja) | 2018-10-04 |
Family
ID=63675118
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/004627 WO2018179908A1 (ja) | 2017-03-31 | 2018-02-09 | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3604245B1 (ja) |
| JP (1) | JP6796812B2 (ja) |
| WO (1) | WO2018179908A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000086305A (ja) * | 1998-09-17 | 2000-03-28 | Nippon Sheet Glass Co Ltd | ガラスパネル |
| JP2002255594A (ja) | 2001-02-23 | 2002-09-11 | Nippon Sheet Glass Co Ltd | ガラスパネルの製造方法 |
| JP2003321255A (ja) * | 2002-05-07 | 2003-11-11 | Nippon Sheet Glass Co Ltd | 透光性ガラスパネル |
| JP2004352567A (ja) * | 2003-05-29 | 2004-12-16 | Nippon Sheet Glass Co Ltd | 断熱・遮熱性ガラスパネル |
| US20060065350A1 (en) * | 2004-09-27 | 2006-03-30 | Guardian Industries Corp. | Method of making heat treated coated glass article, and intermediate product used in same |
| WO2014109368A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 光学多層膜、積層体、および複層ガラス |
| WO2014109369A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 積層体および複層ガラス |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09183636A (ja) * | 1995-12-28 | 1997-07-15 | Nippon Sheet Glass Co Ltd | 複層ガラス |
| JP6425175B2 (ja) * | 2015-03-20 | 2018-11-21 | パナソニックIpマネジメント株式会社 | 真空ガラスパネル及びその製造方法 |
| JP6425174B2 (ja) * | 2015-03-20 | 2018-11-21 | パナソニックIpマネジメント株式会社 | 真空ガラスパネルの製造方法 |
| US10214955B2 (en) * | 2015-03-20 | 2019-02-26 | Panasonic Intellectual Property Management Co., Ltd. | Glass panel unit, glass window, and method for manufacturing glass panel unit |
-
2018
- 2018-02-09 EP EP18777909.5A patent/EP3604245B1/en active Active
- 2018-02-09 WO PCT/JP2018/004627 patent/WO2018179908A1/ja active Application Filing
- 2018-02-09 JP JP2019508708A patent/JP6796812B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000086305A (ja) * | 1998-09-17 | 2000-03-28 | Nippon Sheet Glass Co Ltd | ガラスパネル |
| JP2002255594A (ja) | 2001-02-23 | 2002-09-11 | Nippon Sheet Glass Co Ltd | ガラスパネルの製造方法 |
| JP2003321255A (ja) * | 2002-05-07 | 2003-11-11 | Nippon Sheet Glass Co Ltd | 透光性ガラスパネル |
| JP2004352567A (ja) * | 2003-05-29 | 2004-12-16 | Nippon Sheet Glass Co Ltd | 断熱・遮熱性ガラスパネル |
| US20060065350A1 (en) * | 2004-09-27 | 2006-03-30 | Guardian Industries Corp. | Method of making heat treated coated glass article, and intermediate product used in same |
| WO2014109368A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 光学多層膜、積層体、および複層ガラス |
| WO2014109369A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 積層体および複層ガラス |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3604245A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3604245A4 (en) | 2020-04-15 |
| JP6796812B2 (ja) | 2020-12-09 |
| JPWO2018179908A1 (ja) | 2020-01-23 |
| EP3604245A1 (en) | 2020-02-05 |
| EP3604245B1 (en) | 2023-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6664108B2 (ja) | ガラスパネルユニットの製造方法、建具の製造方法、及びガラスパネルユニットの製造装置 | |
| CN107074642B (zh) | 玻璃面板单元的制造方法 | |
| JP6715485B2 (ja) | ガラスパネルユニットの製造方法 | |
| JP6994675B2 (ja) | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 | |
| WO2016147604A1 (ja) | ガラスパネルユニットの製造方法、ガラス窓の製造方法、およびスペーサ付きガラス基板の製造装置 | |
| WO2020026624A1 (ja) | ガラスパネルユニットの製造方法 | |
| JP7113298B2 (ja) | ガラスパネルユニットの製造方法及びガラス窓の製造方法 | |
| WO2018179908A1 (ja) | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 | |
| JP6735509B2 (ja) | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 | |
| WO2018062124A1 (ja) | ガラスパネルユニットの製造方法およびガラス窓の製造方法 | |
| JP6771183B2 (ja) | ガラスパネルユニットおよびこれを備えたガラス窓 | |
| JP7228819B2 (ja) | ガラスパネルユニットを得るための組立て品及びガラスパネルユニットの製造方法 | |
| JP6868836B2 (ja) | ガラスパネルユニットの製造方法、建具の製造方法及びガス吸着ユニット | |
| TW201736314A (zh) | 玻璃平板單元及具有該玻璃平板單元之門窗 | |
| JP6893321B2 (ja) | ガラスパネルユニット及びこれを備える建具の製造方法 | |
| WO2018221396A1 (ja) | ガラスパネルユニットの製造方法 | |
| WO2018062071A1 (ja) | ガラスパネルユニットの製造方法、およびガラス窓の製造方法 | |
| WO2018179994A1 (ja) | ガラスパネルユニット、及びガラス窓 | |
| US20200039866A1 (en) | Glass panel unit manufacturing method, glass panel unit, and glass window with same | |
| JP6827222B2 (ja) | ガラスパネルユニットの製造方法及びガラス窓の製造方法 | |
| JPWO2019208002A1 (ja) | ガラスパネルユニット、ガラス窓、ガラスパネルユニットの製造方法及びガラス窓の製造方法 | |
| JPS6327837B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18777909 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019508708 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018777909 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018777909 Country of ref document: EP Effective date: 20191031 |