JP7228819B2 - ガラスパネルユニットを得るための組立て品及びガラスパネルユニットの製造方法 - Google Patents
ガラスパネルユニットを得るための組立て品及びガラスパネルユニットの製造方法 Download PDFInfo
- Publication number
- JP7228819B2 JP7228819B2 JP2021511281A JP2021511281A JP7228819B2 JP 7228819 B2 JP7228819 B2 JP 7228819B2 JP 2021511281 A JP2021511281 A JP 2021511281A JP 2021511281 A JP2021511281 A JP 2021511281A JP 7228819 B2 JP7228819 B2 JP 7228819B2
- Authority
- JP
- Japan
- Prior art keywords
- panel
- space
- hole
- glass
- partition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67339—Working the edges of already assembled units
- E06B3/6736—Heat treatment
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/6612—Evacuated glazing units
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66304—Discrete spacing elements, e.g. for evacuated glazing units
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/67—Units comprising two or more parallel glass or like panes permanently secured together characterised by additional arrangements or devices for heat or sound insulation or for controlled passage of light
- E06B3/6715—Units comprising two or more parallel glass or like panes permanently secured together characterised by additional arrangements or devices for heat or sound insulation or for controlled passage of light specially adapted for increased thermal insulation or for controlled passage of light
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
- E06B3/6775—Evacuating or filling the gap during assembly
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/02—Wings made completely of glass
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/249—Glazing, e.g. vacuum glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/22—Glazing, e.g. vaccum glazing
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Description
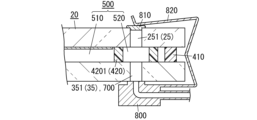
20 第1パネル
21 第1ガラス板
25 第1貫通孔
30 第2パネル
31 第2ガラス板
35 第2貫通孔
40 シール
42 隔壁
50 減圧空間
500 内部空間
510 第1空間
520 第2空間
800 排気口部
810 閉塞部材
820 クリップ
Claims (4)
- 第1ガラス板を含む第1パネルと、
第2ガラス板を含み、前記第1パネルに対向して配置される第2パネルと、
前記第1パネルと前記第2パネルの間に内部空間を形成するように、前記第1パネルと前記第2パネルの互いの周縁部を気密に接合する熱接着剤の第1部分と、
前記内部空間を、ガラスパネルユニットが完成したときに密閉されて減圧空間となる第1空間と、前記第1空間と空間的に分離された第2空間とに仕切るように、前記第1パネルと前記第2パネルとを気密に接合する前記熱接着剤の第2部分と、を備え、
前記第1パネルは、前記第2空間に対応する位置に形成される第1貫通孔を有し、
前記第2パネルは、前記第2空間に対応する位置でかつ前記第1貫通孔と対向する位置に形成される第2貫通孔を有し、
前記第2部分は前記第1貫通孔及び前記第2貫通孔を周方向において一部を除いて連続して囲み、前記一部を前記第1空間と前記第2空間とを通じさせる排気経路とし、
前記第1貫通孔及び前記第2貫通孔の一方又は両方を、前記第2空間及び前記排気経路を介して前記第1空間を排気するための排気口とする
ガラスパネルユニットを得るための組立て品。 - 第1ガラス板を含み第1貫通孔を有する第1パネル又は第2ガラス板を含み第2貫通孔を有する第2パネルの上に、後にシール及び仕切りとなる熱接着剤を配置する接着剤配置工程と、
前記第1貫通孔と前記第2貫通孔とが対向するように前記第1パネルと前記第2パネルとを対向させて配置し、前記第1パネルと前記第2パネルと前記熱接着剤とを含むガラス複合物を生成するガラス複合物生成工程と、
前記ガラス複合物を加熱して前記熱接着剤を溶融させ、前記第1パネルと前記第2パネルの間に内部空間を形成するように、前記第1パネルと前記第2パネルの互いの周縁部を気密に接合する枠状の前記シールと、前記内部空間を、排気経路を除いて密閉される第1空間と、前記第1空間と空間的に分離されかつ前記第1貫通孔及び前記第2貫通孔と通じる第2空間とに仕切るように、前記第1パネルと前記第2パネルとを気密に接合しかつ前記第1空間と前記第2空間とを通じさせる前記排気経路を有する前記仕切りと、を形成する内部空間形成工程と、
前記第1空間の気体を前記排気経路を通じて排出して、前記第1空間を減圧する減圧工程と、
前記第1空間の減圧状態を維持したまま、前記仕切りを変形させて前記排気経路を閉塞することで前記第1空間を封止し、前記第1空間を密閉された減圧空間とする減圧空間形成工程と、を備える
ガラスパネルユニットの製造方法。 - 前記減圧工程において、前記第1貫通孔と前記第2貫通孔の一方に気密に接続される排気口部と、前記第1貫通孔と前記第2貫通孔の他方を閉塞する閉塞部材と、前記排気口部と前記閉塞部材とを互いに近接するように挟むクリップと、を用いる
請求項2記載のガラスパネルユニットの製造方法。 - 第1ガラス板を含み第1貫通孔を有する第1パネル又は第2ガラス板を含む第2パネルの上に、後にシール及び仕切りとなる熱接着剤を配置する接着剤配置工程と、
前記第1パネルと前記第2パネルとを対向させて配置し、前記第1パネルと前記第2パネルと前記熱接着剤とを含むガラス複合物を生成するガラス複合物生成工程と、
前記ガラス複合物を加熱して前記熱接着剤を溶融させ、前記第1パネルと前記第2パネルの間に内部空間を形成するように、前記第1パネルと前記第2パネルの互いの周縁部を気密に接合する枠状の前記シールと、前記内部空間を、排気経路を除いて密閉される第1空間と、前記第1空間と空間的に分離される第2空間とに仕切るように、前記第1パネルと前記第2パネルとを気密に接合しかつ前記第1空間と前記第2空間とを通じさせる前記排気経路を有する前記仕切りと、を形成する内部空間形成工程と、
前記第1空間の気体を前記排気経路を通じて排出して、前記第1空間を減圧する減圧工程と、
前記第1空間の減圧状態を維持したまま、前記仕切りを変形させて前記排気経路を閉塞することで前記第1空間を封止し、前記第1空間を密閉された減圧空間とする減圧空間形成工程と、
前記第2パネルの前記第2空間に対応する位置でかつ前記第1貫通孔と対向する位置に第2貫通孔を形成する貫通孔形成工程と、を備える
ガラスパネルユニットの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019068231 | 2019-03-29 | ||
| JP2019068231 | 2019-03-29 | ||
| PCT/JP2020/009300 WO2020203009A1 (ja) | 2019-03-29 | 2020-03-05 | ガラスパネルユニット及びガラスパネルユニットの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020203009A1 JPWO2020203009A1 (ja) | 2020-10-08 |
| JP7228819B2 true JP7228819B2 (ja) | 2023-02-27 |
Family
ID=72668324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021511281A Active JP7228819B2 (ja) | 2019-03-29 | 2020-03-05 | ガラスパネルユニットを得るための組立て品及びガラスパネルユニットの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220170313A1 (ja) |
| EP (1) | EP3950626A4 (ja) |
| JP (1) | JP7228819B2 (ja) |
| WO (1) | WO2020203009A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230167675A1 (en) * | 2020-05-12 | 2023-06-01 | Vkr Holding A/S | Building aperture cover, such as a window or door, comprising flexible gasket with sealed cavity |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013172033A1 (ja) | 2012-05-18 | 2013-11-21 | パナソニック株式会社 | 複層ガラスの製造方法 |
| WO2018137354A1 (zh) | 2017-01-26 | 2018-08-02 | 连玉琦 | 一种真空玻璃及其制备方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3465634B2 (ja) * | 1998-06-29 | 2003-11-10 | 富士通株式会社 | プラズマディスプレイパネルの製造方法 |
| US10597933B2 (en) * | 2015-09-29 | 2020-03-24 | Panasonic Intellectual Property Management Co., Ltd. | Glass panel unit and windowpane |
| US10683693B2 (en) * | 2016-07-06 | 2020-06-16 | Je Il PARK | Method for manufacturing vacuum insulation glass panel and device for closing sealing cap |
-
2020
- 2020-03-05 JP JP2021511281A patent/JP7228819B2/ja active Active
- 2020-03-05 WO PCT/JP2020/009300 patent/WO2020203009A1/ja unknown
- 2020-03-05 US US17/599,150 patent/US20220170313A1/en active Pending
- 2020-03-05 EP EP20781946.7A patent/EP3950626A4/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013172033A1 (ja) | 2012-05-18 | 2013-11-21 | パナソニック株式会社 | 複層ガラスの製造方法 |
| WO2018137354A1 (zh) | 2017-01-26 | 2018-08-02 | 连玉琦 | 一种真空玻璃及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020203009A1 (ja) | 2020-10-08 |
| JPWO2020203009A1 (ja) | 2020-10-08 |
| EP3950626A4 (en) | 2022-06-08 |
| US20220170313A1 (en) | 2022-06-02 |
| EP3950626A1 (en) | 2022-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6471916B2 (ja) | ガラスパネルユニット、ガラスパネルユニットの仮組立て品、ガラスパネルユニットの組立て品、ガラスパネルユニットの製造方法 | |
| TWI666375B (zh) | 玻璃平板單元及玻璃窗 | |
| JP2019178063A (ja) | ガラスパネルユニットの製造方法 | |
| JP6715485B2 (ja) | ガラスパネルユニットの製造方法 | |
| JP7178594B2 (ja) | ガラスパネルユニットの製造方法 | |
| JP7113298B2 (ja) | ガラスパネルユニットの製造方法及びガラス窓の製造方法 | |
| JP7228819B2 (ja) | ガラスパネルユニットを得るための組立て品及びガラスパネルユニットの製造方法 | |
| US11187027B2 (en) | Manufacturing method of glass panel unit and manufacturing method of glass window | |
| JP6868836B2 (ja) | ガラスパネルユニットの製造方法、建具の製造方法及びガス吸着ユニット | |
| JP7228818B2 (ja) | ガラスパネルユニット | |
| JP7336728B2 (ja) | ガラスパネルユニットの製造方法 | |
| JP7133792B2 (ja) | ガラスパネルユニットの製造方法 | |
| US12071371B2 (en) | Glass panel unit, work in progress of glass panel unit, glass panel unit assembly, and method for manufacturing glass panel unit | |
| EP3825291A1 (en) | Glass panel unit and method for manufacturing glass panel unit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230203 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7228819 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |