WO2017170204A1 - 熱交換器用アルミニウム合金製ブレージングシート及びその製造方法 - Google Patents
熱交換器用アルミニウム合金製ブレージングシート及びその製造方法 Download PDFInfo
- Publication number
- WO2017170204A1 WO2017170204A1 PCT/JP2017/011960 JP2017011960W WO2017170204A1 WO 2017170204 A1 WO2017170204 A1 WO 2017170204A1 JP 2017011960 W JP2017011960 W JP 2017011960W WO 2017170204 A1 WO2017170204 A1 WO 2017170204A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- brazing
- aluminum alloy
- mass
- core material
- brazing sheet
- Prior art date
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/084—Heat exchange elements made from metals or metal alloys from aluminium or aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/008—Soldering within a furnace
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
- B23K1/203—Fluxing, i.e. applying flux onto surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0233—Sheets, foils
- B23K35/0238—Sheets, foils layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/286—Al as the principal constituent
- B23K35/288—Al as the principal constituent with Sn or Zn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/016—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of aluminium or aluminium alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/089—Coatings, claddings or bonding layers made from metals or metal alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/12764—Next to Al-base component
Definitions
- the present invention relates to an aluminum alloy brazing sheet for a heat exchanger and a method for producing the same, and more particularly to an aluminum alloy brazing sheet for a heat exchanger having excellent formability and brazing and an advantageous production thereof.
- the aluminum alloy brazing sheet according to the present invention is particularly suitable for use as a structural material of an automotive heat exchanger.
- heat exchangers for automobiles such as capacitors and evaporators are widely used that are made of aluminum alloy using an aluminum alloy that is lightweight, excellent in strength, and further excellent in heat conductivity as a heat exchanger material.
- aluminum alloy heat exchangers have begun to spread.
- Such a heat exchanger has a tube material and a header material that function as a passage for the working fluid, a plate material that changes the flow direction of the working fluid, a fin material that functions as a heat transport medium, and durability. It is composed of a side plate material or the like, and these members are manufactured by multipoint joining by brazing.
- brazing joining is implemented by the process which heats the component which included brazing material to about 600 degreeC, supplies a molten brazing to a joint, makes the clearance gap of a joint fill with brazing, and cools. It will be.
- a method in which each member to which a fluoride-based flux is attached is assembled in a predetermined structure, and then heated in a heating furnace in an inert gas atmosphere to be brazed and joined. Has been adopted.
- the brazing sheet made from aluminum alloy for heat exchangers is used, but in order to improve the moldability of such a brazing sheet for heat exchangers Until now, various studies have been made on the material structure and the manufacturing process.
- Patent Document 1 Japanese Patent Application Laid-Open No. 2013-036099 discloses a brazing sheet made of an aluminum alloy having excellent formability by setting the grade to O and reducing the average crystal grain size of the core material.
- the brazing sheet composed of the O material a portion having a small residual strain after molding is difficult to recrystallize during brazing heat, and is easily eroded by brazing. The problem was that it was difficult to ensure brazeability.
- Patent Document 2 Japanese Patent No. 57377978 describes the development of a predetermined texture in the core material of the material by suppressing the generation of huge intermetallic compounds during casting, increasing the tensile strength of the material.
- a brazing sheet made of an aluminum alloy having excellent formability has been proposed.
- the brazing depth of the brazing sheet is more than twice the thickness of the brazing material. The problem that it is difficult to secure is inherent.
- JP 2013-036099 A Japanese Patent No. 5737798
- the present invention has been made in the background of the circumstances as described above, and the problem to be solved is an aluminum alloy brazing sheet for a heat exchanger having excellent formability and brazing properties. And an advantageous manufacturing method thereof.
- the present inventors first controlled the contents of Si and Fe for the core component, and further made the sum of the contents of Si and Fe.
- an Al—Mn intermetallic compound, an Al—Si—Mn intermetallic compound, an Al—Fe—Mn intermetallic compound, and an Al—Si—Fe It has been found that it is possible to suppress the formation of —Mn-based intermetallic compounds (hereinafter, these intermetallic compounds are referred to as “Mn-based compounds”) and to secure a solid solution amount of solute atoms.
- the strain rate of reduction in sheet thickness at each pass of the hot-rolling rolling is reduced, and during hot-rolling rolling It is desirable to control the temperature of the laminated material to be low, thereby suppressing the formation of Mn-based compounds, ensuring a solid solution amount of solute atoms, and ensuring a predetermined second-phase particle distribution. I knew that I could do it.
- the grade is H instead of O, which can suppress brazing erosion in a portion with little residual strain after molding.
- n value is 0.010 or more
- diameter the indentation depth when through cracking occurs with a ball head punch with a diameter of 50 mm Is 10 mm or more
- the processing strain is evenly distributed on the rolled sheet by ensuring the property that lattice defects are easily introduced into the material even in both uniaxial and biaxial tension situations.
- they have found that it is possible to ensure that the flatness is high.
- the present inventors have excellent dimensional accuracy after forming because the flatness of the rolled plate is high in the brazing sheet in which the properties are ensured by controlling the aluminum alloy composition, the texture and the metal structure.
- the moldability is excellent, and further, since the core material is recrystallized in the brazing addition heat to form large recrystallized grains, the brazing property is also excellent. It is.
- the present inventors have found that it is possible to provide an aluminum alloy brazing sheet capable of achieving both formability and brazing, and have completed the present invention.
- the core material, the first brazing material clad on one surface of the core material, and the clad on the other surface of the core material comprises Si: 0.05 to 0.6% by mass, Fe: 0.05 to 0.7% by mass, Mn And the content of Si, Fe and Mn satisfy the condition of the formula: Si + Fe ⁇ Mn, and the balance is made of an aluminum alloy containing Al and inevitable impurities, and
- the first brazing material and the second brazing material each contain Si: 4.5 to 13.0 mass% and Fe: 0.05 to 0.8 mass%, with the balance being Al and inevitable.
- the brazing sheet It is made of an Al—Si alloy which is an impurity, and HXY (where X is 1 or 2) Y is a natural number from 2 to 6, and the electrical resistivity at room temperature of the core part constituting the brazing sheet is 31 to 50 n ⁇ m and is equivalent to a circle.
- the area ratio of the second phase particles having a diameter of 0.5 ⁇ m or less is defined as f (%), the average equivalent circle diameter is defined as r ( ⁇ m), and the dispersion ratio of the second phase particles having a circle equivalent diameter of 0.5 ⁇ m or less is defined as f.
- the work hardening index: n value when the dispersion ratio of the second phase particles in the core part is 5 to 50% ⁇ ⁇ m ⁇ 1 and the nominal strain is in the range of 1% to 2% Is a brazing sheet made of aluminum alloy for heat exchangers, wherein the indentation depth is 10 mm or more when a penetration crack is generated by performing an overhang test with a ball-head punch having a diameter of 50 mm. Is the gist of this.
- a core material, a first brazing material clad on one surface of the core material, and a clad on the other surface of the core material A brazing sheet for a heat exchanger, comprising: the intermediate layer material formed; and a second brazing material clad on a surface opposite to the core material of the intermediate layer material, wherein the core material is Si: 0.05 to 0.6% by mass, Fe: 0.05 to 0.7% by mass, Mn: 0.6 to 2.0% by mass, and the contents of Si, Fe and Mn are represented by the formula: An aluminum alloy satisfying the condition of Si + Fe ⁇ Mn, with the balance being Al and inevitable impurities, and the first brazing material and the second brazing material are Si: 4.5 to 13.0 masses, respectively.
- % And Fe 0.05 to 0.8% by mass, the balance being Al and inevitable impurities
- the balance is made of an aluminum alloy composed of Al and inevitable impurities, and HXY (where X is 1 or 2 and Y is a natural number from 2 to 6).
- the area ratio of the second phase particles having a tempering that gives the core material part of the brazing sheet having an electrical resistivity at room temperature of 31 to 50 n ⁇ m and an equivalent circle diameter of 0.5 ⁇ m or less Is defined as f (%), the average equivalent circle diameter is defined as r ( ⁇ m), and the dispersion ratio of the second phase particles having an equivalent circle diameter of 0.5 ⁇ m or less is defined as f / r.
- n value is 0.010 or more
- the indentation depth is 10 mm or more when a through crack is generated by performing an overhang test with a ball-head punch having a diameter of 50 mm.
- the aluminum alloy brazing sheet for heat exchangers is also the gist of the invention.
- the aluminum alloy constituting the core material contains Cu: 0.05 to 1.0% by mass and Zn: 0.05. Further containing at least one of ⁇ 3.0% by mass, and together with or instead of such Cu and / or Zn, Ti: 0.05 to 0.3% by mass, Zr: 0 Further, one or more selected from 0.05 to 0.3% by mass and Cr: 0.05 to 0.3% by mass are further contained.
- the Al—Si alloy constituting the first brazing material or the second brazing material is Cu: 0. .05 to 1.5% by mass and Zn: 0.05 to 5.0% by mass, and together with or instead of such Cu and / or Zn, Na : 0.003 to 0.05% by mass and Sr: 0.003 to 0.05% by mass.
- the aluminum alloy constituting the intermediate layer material further contains Mn: 0.05 to 2.0% by mass.
- the brazing material or the brazing material and the intermediate layer material rolled to a predetermined thickness are laminated on both surfaces of the core material.
- a hot rolling process for hot rolling the combined laminated material, and the maximum strain rate for reducing the plate thickness at each pass during the hot rolling in the hot rolling process is 0.5-10 s -1
- a gist of the method for producing a brazing sheet made of an aluminum alloy for a heat exchanger, characterized in that the maximum temperature of the laminated material during hot rolling is 400 to 510 ° C.
- the gist of the present invention is the structural material for heat exchanger and the fin material for heat exchanger, which are characterized by comprising the brazing sheet made of aluminum alloy according to the present invention as described above.
- the alloy composition of the core material and the two brazing materials clad on both sides thereof is controlled, and the texture and metal structure are controlled, Since predetermined characteristics are ensured, it can exhibit excellent moldability and also exhibits excellent characteristics in brazing. And the brazing sheet which has such the outstanding characteristic will be suitably used as a structural material and fin material of a heat exchanger for motor vehicles.
- the strain rate of reduction in sheet thickness at each pass is reduced, and the laminated material during hot temper rolling is reduced.
- the temperature low the formation of Mn-based compounds can be suppressed, the amount of solute atoms in solid solution can be secured, and the distribution of predetermined second phase particles can be advantageously ensured.
- a brazing sheet having the desired characteristics can be advantageously produced.
- FIG. 1 it is a cross-sectional schematic diagram which shows the form which evaluates the indentation depth of a brazing sheet
- FIG. 1 it is a schematic diagram of the mini-core assembly for a test used for evaluation of a moldability, brazing property, and corrosion resistance.
- Aluminum alloy brazing sheet for a heat exchanger includes a core material, a first brazing material clad on one surface of the core material, and the other surface of the core material.
- a laminate having a three-layer structure composed of a clad second brazing material or a laminate having a four-layer structure in which an intermediate layer material is clad between the core material and the second brazing material. are composed of a core material made of an aluminum alloy having a predetermined alloy composition, a first brazing material, a second brazing material, and an intermediate layer material, and further having a predetermined quality, metal structure and characteristics. The significance and reasons for limitation are as follows.
- the aluminum alloy which comprises a core material contains Si, Fe, and Mn as an essential alloy component.
- Si which is one of the essential alloy components, is an element that contributes to improvement of formability and brazing properties
- the Si content in the aluminum alloy is 0.05 to 0.6 mass%. (Hereinafter simply referred to as “%”). If the Si content is less than 0.05%, the amount of solute atoms in the solid solution is excessive, and the core material does not recrystallize during brazing addition heat, so that the core material is eroded by the wax. It will not be possible to ensure brazability.
- a preferable content of Si is 0.05 to 0.4%, and a more preferable Si content is 0.05 to 0.2%.
- Fe which is another essential alloy component, is an element that contributes to improvement of formability and brazing properties, and its content in the aluminum alloy is 0.05 to 0.7%.
- the content in the aluminum alloy is 0.05 to 0.7%.
- Mn which is one of the remaining essential alloy components, is an element that contributes to improving formability
- the Mn content in the aluminum alloy needs to be 0.6 to 2.0%.
- the Mn content is less than 0.6%, the solid solution amount of the solute atoms becomes too small, and the n value becomes small.
- the Mn content exceeds 2.0%, a coarse crystallized product is formed during casting, which causes a problem in production.
- the preferable Mn content is 0.6 to 1.8%, and the more preferable Mn content is 0.6 to 1.6%.
- the contents of these alloy components are preferably adjusted so as to satisfy the condition of the formula: Si + Fe ⁇ 0.9 ⁇ Mn.
- At least one of Cu and Zn can be further added and contained as a first selective additive element in the aluminum alloy constituting the core material.
- Cu and Zn are both elements that are solid-solved and contribute to the improvement of formability.
- the Cu content is 0.05 to 1.0%. If the Cu content is less than 0.05%, the above-described effects cannot be obtained sufficiently. On the other hand, if the Cu content exceeds 1.0%, the corrosion rate increases, so that the self-corrosion resistance is sufficient. It becomes difficult to ensure.
- the preferable content of Cu is 0.05 to 0.8%, and the more preferable content is 0.05 to 0.6%.
- the content of Zn which is one of the first selective additive elements, is adjusted to be 0.05 to 3.0%. If the Zn content is less than 0.05%, it is difficult to obtain the above-described effects. On the other hand, if the Zn content exceeds 3.0%, the corrosion rate increases, so that sufficient self-corrosion resistance cannot be ensured.
- the preferable content of Zn is 0.05 to 2.5%, and the more preferable content is 0.05 to 2.0%.
- the aluminum alloy constituting the core material can be further added with one or more selected from Ti, Zr and Cr as the second selective additive element.
- Ti, Zr and Cr are all elements that contribute to the improvement of self-corrosion resistance.
- Ti has an effect of delaying the corrosion in the plate thickness direction with the progress of the corrosion in the plane direction
- Zr and Cr have an effect of increasing the recrystallized grains during the brazing heat.
- the contents of Ti, Zr and Cr are preferably 0.05 to 0.3%, respectively. If the content of Ti, Zr and Cr is less than 0.05%, it is difficult to obtain the above-described effect.
- a preferable content of Ti, Zr and Cr is 0.05 to 0.2%, and a more preferable content is 0.05 to 0.15%.
- such a core material is generally present in a brazing sheet made of an aluminum alloy so as to occupy 60% or more of the thickness, in other words, a cladding ratio of 60% or more.
- the cladding rate of the core material is preferably 70% or more.
- the first and second brazing materials The aluminum alloy constituting the first brazing material and the second brazing material clad on both sides with the core material in between is an alloy in which Si and Fe are essential. Although it is contained as a component, the aluminum alloy constituting the first brazing material and the aluminum alloy constituting the second brazing material may be the same alloy or different alloys, There is no problem. Si in the aluminum alloy constituting these brazing materials is an element that contributes to improvement of brazing properties, and its content is set to 4.5 to 13.0%. Note that when the Si content is less than 4.5%, the amount of melting brazing decreases, and it becomes difficult to ensure effective brazing.
- the preferable content of Si is 4.5 to 11%, and the more preferable content is 4.5 to 9.5%.
- Fe which is another essential alloy component, is an element that contributes to the improvement of brazing properties, and its content is 0.05 to 0.8%. If the Fe content is less than 0.05%, the brazing fluidity is lowered, and thus there is a problem that good brazing properties cannot be ensured. On the other hand, when the Fe content exceeds 0.8%, the corrosion rate increases, which causes a problem that self-corrosion resistance cannot be ensured.
- the preferable content of Fe is 0.05 to 0.7%, more preferably 0.05 to 0.5%.
- At least one of Cu and Zn may be added and contained as a first selective additive element in the aluminum alloy constituting each brazing material.
- Both Cu and Zn are solid-dissolved and contribute to the improvement of moldability.
- the Cu content is 0.05 to 1.5%.
- the preferable content of Cu is 0.05 to 1.3%, and the more preferable content is 0.05 to 1.0%.
- the content of Zn which is another one of the first selective additive elements, is set to 0.05 to 5.0%.
- a preferable content of Zn is 0.05 to 4.0%, and a more preferable content is 0.05 to 3.0%.
- Na and Sr as the second selective additive element in the aluminum alloy constituting each brazing material.
- Both Na and Sr as the second selective additive elements are elements that contribute to the improvement of the brazing fluidity.
- the contents of Na and Sr are 0.003 to 0.05%, respectively.
- each content of Na and Sr is less than 0.003%, the above-described effect cannot be sufficiently obtained.
- each content of Na and Sr exceeds 0.05%, the melting brazing Since the viscosity increases and the brazing fluidity decreases, the problem that the brazing property deteriorates is caused.
- Each preferable content of Na and Sr is 0.003 to 0.04%, and more preferable content is 0.003 to 0.03%.
- the first and second brazing materials made of the aluminum alloy having such an alloy composition are present in the target aluminum alloy brazing sheet so that the respective cladding rates are about 4 to 15%. It will be.
- intermediate layer material An intermediate layer material is interposed between the core material and the second brazing material to form a brazing sheet having a four-layer structure.
- the aluminum alloy constituting the intermediate layer material is Si, Fe and Zn are contained as essential alloy components.
- Si in the aluminum alloy constituting the intermediate layer material is an element that contributes to the improvement of manufacturability and self-corrosion resistance, and its content is 0.05 to 0.6%. If the Si content is less than 0.05%, the deformation resistance at high temperatures is low, and the press-bondability in hot rolling is deteriorated, so that it is impossible to ensure good manufacturability. On the other hand, if the Si content exceeds 0.6%, the corrosion rate increases, and this causes a problem that self-corrosion resistance cannot be ensured.
- the preferable content of Si is 0.05 to 0.4%, and the more preferable content is 0.05 to 0.2%.
- Fe which is another essential alloy component described above, is an element that contributes to the improvement of manufacturability and self-corrosion resistance, and its content should be 0.05 to 0.7%. It becomes. If the Fe content is less than 0.05%, the deformation resistance at high temperature is low, and the press-bonding property in hot rolling is deteriorated, which causes a problem in the productivity of the brazing sheet. On the other hand, if the Fe content exceeds 0.7%, the corrosion rate increases, and thus the self-corrosion resistance deteriorates. A preferable content of Fe is 0.05 to 0.5%, and a more preferable content is 0.05 to 0.3%.
- Zn which is one of the last essential alloy components, is an element that contributes to the improvement of formability and self-corrosion resistance, and its content should be 0.05 to 5.0%. It becomes. If the Zn content is less than 0.05%, the above effects cannot be fully obtained. On the other hand, when the Zn content exceeds 5.0%, the corrosion rate increases, which causes a problem in self-corrosion resistance.
- a preferable content of such Zn is 0.05 to 4.0%, and a more preferable content is 0.05 to 3.0%.
- Mn can be added and contained as an additional additive element in the aluminum alloy constituting the intermediate layer material.
- Mn as the selective additive element is a solid solution that contributes to the improvement of moldability, and its content is 0.05 to 2.0%. If the Mn content is less than 0.05%, the above effects cannot be obtained sufficiently. On the other hand, if the Mn content exceeds 2.0%, coarse crystallized products are formed during casting. In addition, there is a problem in the manufacturability of the brazing sheet.
- a preferable content of Mn is 0.05 to 1.8%, and a more preferable content is 0.05 to 1.6%.
- the intermediate layer material made of the aluminum alloy having such an alloy composition is interposed so that the clad rate is about 4 to 15% in the target aluminum alloy brazing sheet.
- the aluminum alloy constituting the core material, brazing material, and intermediate layer material described above may contain Mg, Ca, and other inevitable impurity elements within a range that does not affect the characteristics. In that case, if the content of each element is 0.05% or less and the total content of these elements is 0.15% or less, the effect of the present invention is greatly affected. There is no.
- the brazing sheet made of an aluminum alloy according to the present invention is HXY (where X is 1 or 2 and Y is a natural number from 2 to 6). It is assumed that it has the classification represented by And, as is well known, the brazing sheet having this quality can be realized by a well-known tempering operation, and it is only work-hardened (the final annealing treatment is not performed). ), Or after being subjected to work hardening and moderately annealed (final annealing). In addition, when the type is O, H11, or H21, brazing erosion occurs at a location where the residual strain after molding is small, so that it is difficult to ensure good brazing properties.
- the formability and brazing can be improved by adjusting the amount of solute atoms so that the electrical resistivity of the core material portion is 31 to 50 n ⁇ m at room temperature.
- Such electrical resistivity is realized by controlling the alloy composition of the core material, the strain rate of hot-rolling rolling described later, and the like. If the electrical resistivity at room temperature is less than 31 n ⁇ m, the amount of solute atoms dissolved becomes too small and the n value becomes small, making it difficult to ensure moldability.
- a preferable electrical resistivity of such a core material portion at room temperature is 31 to 45 n ⁇ m, and a more preferable electrical resistivity is 31 to 40 n ⁇ m.
- the area ratio of the second phase particles having an equivalent circle diameter of 0.5 ⁇ m or less is f (%), and the average equivalent circle diameter is r. ( ⁇ m)
- the dispersion ratio of the second phase particles having an equivalent circle diameter of 0.5 ⁇ m or less is defined as f / r
- the dispersion ratio of the second phase particles in the core material portion is 5 to 50% ⁇ ⁇ m. It is adjusted to be -1 , thereby contributing to improvement of moldability and brazability.
- Such a dispersion rate can be achieved by controlling the maximum temperature during hot-rolling, which will be described later, and the like.
- the dispersion ratio of the second phase particles is less than 5% ⁇ ⁇ m ⁇ 1 , the force for suppressing the movement of the recrystallized grain boundary during the brazing heat is small, and the recrystallized grains in the core material part become finer. Since erosion occurs, a problem arises in brazability.
- the dispersion rate of the second phase particles exceeds 50% ⁇ ⁇ m ⁇ 1 , lattice defects introduced by plastic deformation in hot rolling form microbands, and the n value becomes small. This will cause a problem in formability.
- a preferable dispersion rate of the second phase particles in such a core part is 5 to 40% ⁇ ⁇ m ⁇ 1 , and a more preferable dispersion rate is 5 to 30% ⁇ ⁇ m ⁇ 1 .
- n value contributes to the improvement of moldability and varies depending on the solid solution amount of the solute element of the core material and the dispersion state of the fine second phase particles of the core material.
- n value in the range of 1% to 2% of nominal strain in the uniaxial tensile test to be 0.010 or more, it is possible to contribute to the improvement of formability.
- n value is less than 0.010, the lattice defects introduced by plastic deformation are not uniformly distributed, and the flatness of the rolled sheet is lowered, so that it is difficult to ensure sufficient formability.
- Preferred work hardening index: n value is 0.020 or more with a nominal strain in the range of 1% to 2%, more preferred work hardening index: n value is 0.030 or more.
- the indentation depth when a through crack occurs in the overhang test is defined.
- Such indentation depth varies depending on the work hardening index (n value).
- n value work hardening index
- FIG. 1 when measuring the indentation depth, specifically, as shown in FIG. 1, a ball head punch 2 having a diameter of 50 mm is used, and a specimen 8 sandwiched between a die 4 and a wrinkle retainer 6 is subjected to an overhang test. The ball head punch 2 is adjusted so that the indentation depth when the penetration crack that penetrates the sample 8 occurs is 10 mm or more.
- a preferable indentation depth when a through crack occurs is 12 mm or more, more preferably 14 mm or more.
- the alloy composition of each aluminum alloy constituting the core material, the brazing material, and further the intermediate layer material is specified, and a predetermined quality, metal structure and characteristics are given.
- brazing sheet made of aluminum alloy and the brazing sheet made of aluminum alloy for heat exchanger according to the present invention having the alloy composition, texture, metal structure and properties as described above is advantageously produced as follows. It becomes.
- the obtained core material ingot may be subjected to a normal homogenization treatment, and may not be subjected to the homogenization treatment together with the first and second brazing material ingots and the intermediate layer material ingot. However, there is no problem.
- face grinding is performed on the core material ingot, the first and second brazing material ingots, or the intermediate layer material ingot. Then, in consideration of the thickness of the core material ingot, the first and second brazing material ingots or the intermediate layer material ingot are hot-rolled to obtain the first and second brazing materials or intermediate layer materials.
- a rolled sheet is provided (a brazing material / intermediate layer hot rolling process).
- the three-layer laminate has a laminated structure in which a first brazing material rolling plate and a second brazing material rolling plate are overlapped on both sides so as to sandwich the core material ingot.
- the layer structure exhibits a layered structure in which an intermediate layer material rolled plate is interposed between the core ingot and the second brazing material rolled plate in the three-layered layered product.
- a clad material is manufactured by controlling the strain rate for reducing the plate thickness in each pass of the rolling stand and the temperature of the laminated material during rolling. Then, after cold-rolling the clad material (cold rolling process), the final tempering is carried out by carrying out a predetermined final annealing as necessary, and finally, the desired qualification: HXY The brazing sheet is formed.
- brazing sheet of H16 when X is 1, intermediate annealing in the middle of cold rolling is carried out as necessary, while the desired quality: H12 ⁇
- the brazing sheet of H16 will be manufactured, and when X is 2, after cold rolling, a predetermined final annealing is performed to obtain the desired qualities: H22 to H26 A brazing sheet will be manufactured.
- the hot rolling process of the laminated body may be divided into a rough rolling process and a finish rolling process.
- a reverse type rolling mill will be used in a rough rolling process.
- a method of reducing the plate thickness of the laminated body is performed by passing the laminated body a plurality of times between the rolling rolls and narrowing the interval between the rolling rolls for each pass. Adopted. And the rotation direction of the rolling roll in the odd-numbered pass and the even-numbered pass is opposite to each other, and the reverse rolling method in which the rolling direction is alternately reversed is performed.
- a finish rolling process is performed following this rough rolling process.
- a tandem rolling mill having a plurality of stands is used.
- a rolling mill having a set of rolling rolls is set as one stand, a plurality of stands are arranged in series, the sheet thickness is reduced while rolling in one direction, and after passing through the final stand, Although it is wound in a coil shape, the number of stands is preferably 2 to 5 stands.
- one-way rolling is defined as one pass
- the tandem rolling mill rolling by one set of rolling rolls is defined as one pass.
- the strain rate for reducing the plate thickness in each pass (rolling stand) and the maximum temperature of the laminated material are controlled as follows.
- a preferable maximum strain rate for reducing the plate thickness in each pass is 0.5 to 9 s ⁇ 1
- a more preferable maximum strain rate is 0.5 to 8 s ⁇ 1 .
- the calculation method of the strain rate d ⁇ / dt (s ⁇ 1 ) for reducing the plate thickness at each pass in the rolling process is as follows. If the plate thickness before rolling in a certain pass is h1 (mm), the plate thickness after rolling is h2 (mm), the plate feed speed is V (mm ⁇ s ⁇ 1 ), and the radius of the rolling roll is R (mm).
- the maximum temperature of the laminated material during hot rolling to obtain the target brazing sheet is controlled so as to contribute to the improvement of formability. Is done.
- the maximum temperature of the laminated material during this hot rolling is selected within the range of 400 to 510 ° C. When the maximum temperature of the laminated material is less than 400 ° C., the second phase particles in the core material portion are finely and densely formed, and the dispersion rate of the second phase particles in the core material portion is excessive. It is difficult to ensure a good moldability. On the other hand, when the maximum temperature of the laminated material exceeds 510 ° C., the second phase particles in the core material portion grow Ostwald, and the dispersion rate of the second phase particles in the core material portion becomes too low. It will not be possible to ensure brazability.
- the preferred maximum temperature of the laminated material during this hot temper rolling is 400 to 490 ° C, more preferably 400 to 470 ° C.
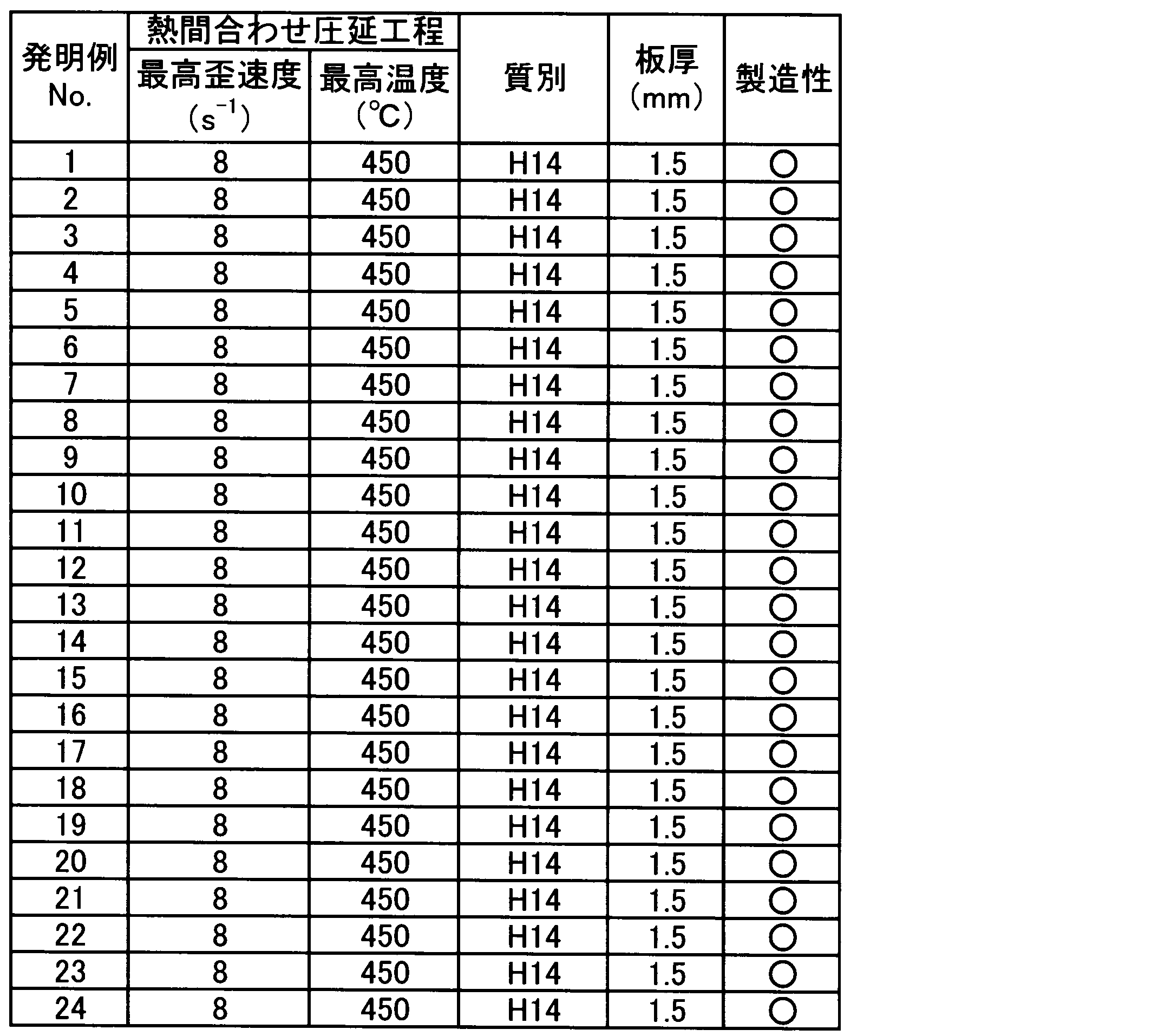
- brazing material 1 and 2 rolled plate obtained by hot rolling were bonded to both sides of the core ingot to produce a laminated material, and after heating the laminated material, the following Tables 3 and 4 And the reverse rough rolling process and the tandem finish rolling process were carried out under the conditions shown in Table 6 to perform hot rolling and produce a clad material. Further, after such hot-rolling rolling, cold rolling and annealing are performed, and in the grades shown in Table 3, Table 4, and Table 6, various aluminum alloys having a final plate thickness of 1.5 mm or 0.07 mm are used. Brazing sheets were prepared and used as samples.
- the invention examples 1 to 35, 37 to 42, 46 and the comparative examples 1 to 23 and 25 employ intermediate annealing and cold rolling during cold rolling, while invention examples 43 and 44.
- Comparative Examples 24, 26, and 28 only final annealing was employed.
- Inventive Examples 45 and 47 employed intermediate annealing during cold rolling and final annealing after cold rolling, and Inventive Example 36 and Comparative Example 27 employed only cold rolling and were not annealed.
- the clad rate of the two brazing materials (first and second) clad on both sides of the core material was 10%.
- the evaluation of the manufacturability, the electrical resistivity of the core material part, the dispersion rate of the second phase particles in the core material part, and the work hardening index (N value), indentation depth, formability, brazing property, and corrosion resistance in an overhang test were evaluated.
- the measurement method or evaluation method thereof is as follows. In the evaluation of manufacturability, “x” indicates that the brazing sheet sample could not be manufactured.
- the indentation depth is evaluated using the overhang test apparatus shown in FIG. Specifically, a test piece 8 obtained by cutting each sample into a square shape having a width of 100 mm and a length of 100 mm is used, and is clamped between the die 4 and the wrinkle presser 6 with a load of 40 kN. The ball punch 2 having a diameter of 50 mm is pushed in at a speed of 120 mm / s and the movement of the punch 2 is stopped at the moment when a crack that penetrates the entire thickness of the test piece 8 appears. The indentation depth was measured.
- Each sample having a final plate thickness of 1.5 mm was cut into a width of 50 mm and a length of 50 mm, bent 90 °, and punched to form a multi-hole tube mounting hole.
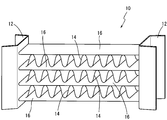
- each sample having a final plate thickness of 0.07 mm was cut into a width of 20 mm and a length of 300 mm and subjected to corrugation to form a corrugated fin material 14 as shown in FIG. And the dimension of this fin material 14 after shaping
- brazing properties were evaluated using a mini-core assembly 10. Specifically, each sample having a final plate thickness of 1.5 mm is used as the plate material 12, and is obtained using the 8 g / m 2 Zn sprayed Al alloy extruded multi-hole tube 16 and the sample of the present invention example 47. Using the obtained fin material 14, they were combined to produce a mini-core assembly 10. Further, each sample having a final thickness of 0.07 mm is used as the fin material 14, and the plate material 12 obtained from the sample according to Example 2 of the present invention and the 8 g / m 2 Zn spray-extruded multi-hole tube 16 are used. These were combined to produce a mini-core assembly 10.
- the obtained mini-core assembly was immersed in a fluoride-based flux suspension having a concentration of 5% and dried, followed by brazing addition heat.
- the brazing heat was performed by heating in a nitrogen gas atmosphere furnace and holding at 600 ° C. for 3 minutes.
- the brazed mini-core assembly obtained in the brazing test described above was subjected to a SWAAT (Sea Water Acid Acid Test) test conforming to ASTM-G85 for 40 days to determine the corrosion state of the plate material 12 and the fin material 14. investigated. As a result, when pitting corrosion occurred and the corrosion and consumption were severe, the result was rejected (x). On the contrary, when the corrosion and consumption was slight, the result was evaluated as pass ( ⁇ ).
- SWAAT Sea Water Acid Acid Test
- the alloy composition of the brazing material and the core material is within the range specified by the present invention, and the metal structure and characteristics are Since it is within the range specified by the invention and the manufacturing conditions also satisfy the conditions specified by the present invention, as apparent from Tables 3 and 4, the sample has good manufacturability and moldability. In both the brazing property and the corrosion resistance, excellent results were exhibited.
- the alloy composition of the brazing material is outside the range defined by the present invention, and thus various problems are inherent. It was a thing. Specifically, in Comparative Example 1, the brazing material was unsatisfactory because the Si content of the brazing material was too small and there was little melting brazing. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 2, the brazing material was unsuccessful because the Si content of the brazing material was excessive and brazing erosion occurred. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected.
- Comparative Example 3 since the Fe content of the brazing material was too small and the brazing fluidity was lowered, the brazing performance was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 4, since the Fe content of the brazing material was excessive and the self-corrosion rate increased, the corrosion resistance was rejected.
- Comparative Example 5 the Cu content of the brazing material was excessive and the self-corrosion rate was increased, so that the corrosion resistance was rejected.
- Comparative Example 6 since the Zn content of the brazing material was excessive and the fillet corrosion rate increased, the corrosion resistance was rejected.
- Comparative Example 7 the Na content of the brazing material was excessive and the brazing fluidity was lowered, so that the brazing property was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected.
- Comparative Example 8 since the brazing filler metal had an excessive Sr content and the brazing fluidity decreased, the brazing performance was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected.
- Comparative Examples 9 to 20 the alloy composition of the core material was outside the range defined by the present invention as shown in Table 5, so the following results were obtained. That is, in Comparative Example 9, since the Si content of the core material was too low and the core material was eroded by brazing, the brazing property was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 10, since the Si content of the core material was excessive and the n value was small, the moldability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected.
- Comparative Example 11 the Fe content of the core material was too low, and the braze eroded the core material. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 12, since the Fe content of the core material was excessive and the n value was small, the moldability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 13, since the Mn content of the core material was too small and the n value was small, the moldability was rejected.
- Comparative Example 15 the total amount of Si and Fe contents of the core material exceeded the Mn content, and the n value was small, so the moldability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 16, since the Cu content in the core material was excessive and the self-corrosion rate increased, the corrosion resistance was rejected. In Comparative Example 17, the corrosion resistance was unacceptable because the Zn content in the core was excessive and the self-corrosion rate increased. In Comparative Examples 18 to 20, the Ti, Zr, and Cr contents of the core material were excessive, and cracks occurred during cold rolling, making it impossible to produce a brazing sheet.
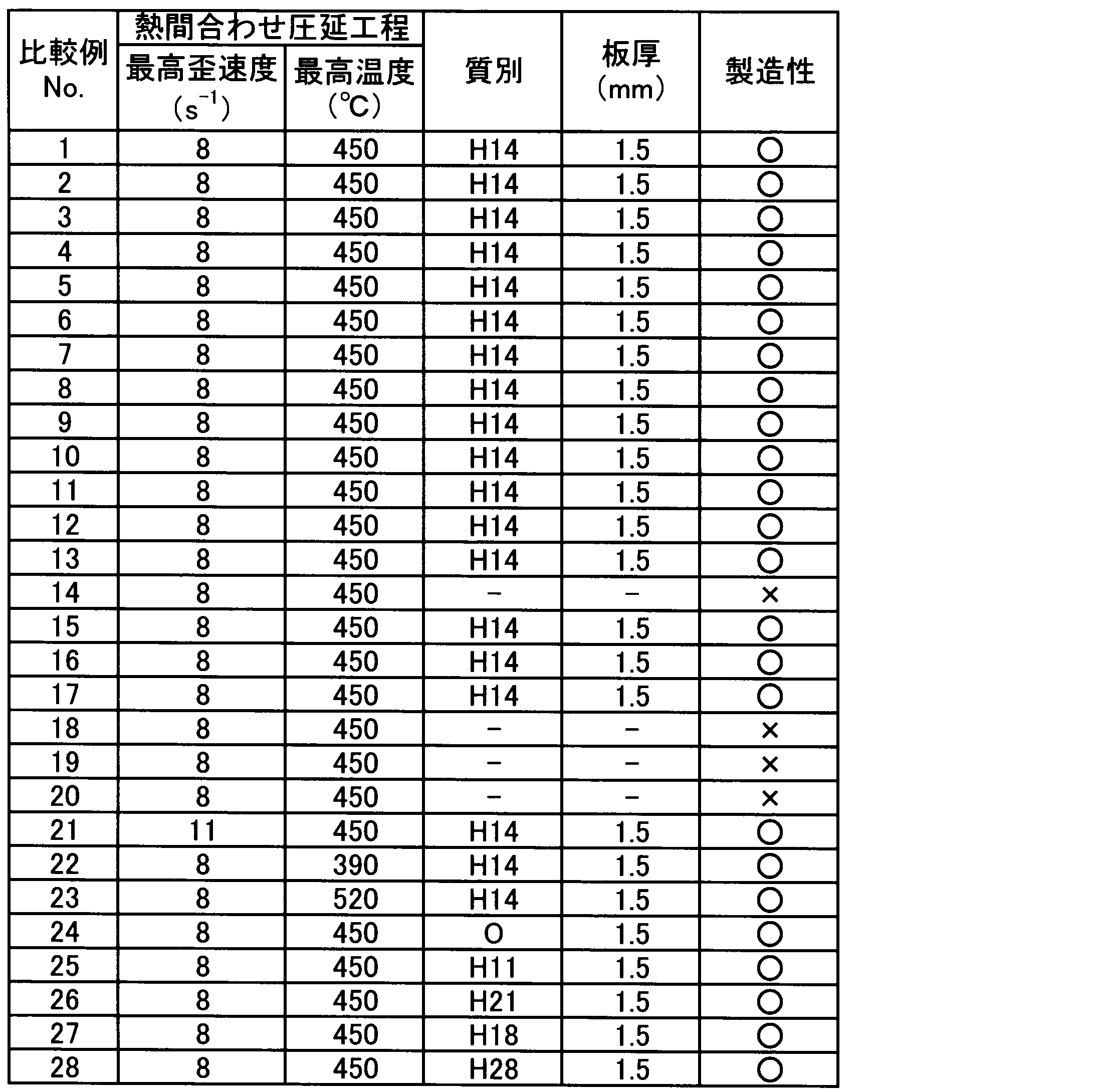
- Comparative Examples 21 to 28 as apparent from Table 6 above, the following results were obtained because the sample manufacturing conditions deviated from the conditions specified in the present invention. That is, in Comparative Example 21, since the maximum strain rate during the hot rolling process was excessive and the n value was small, the formability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 22, since the maximum temperature during the hot rolling process was too low and the n value was small, the formability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 23, the maximum temperature during the hot rolling process was excessive, and brazing erosion occurred, so that the brazing property was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected.
- the types are O, H11, H21, H18, and H28, respectively. Passed. And as a result, since the junction part corroded and penetrated, corrosion resistance also failed.
- brazing material 1, 2 alloys, core material alloys, and intermediate layer materials having the aluminum alloy compositions shown in Tables 9, 10 and 13 below.
- Each alloy was cast to obtain various brazing filler metals 1, 2 ingot, core material ingot, and intermediate layer material ingot.
- each of the ingots is chamfered, while the brazing filler metal 1, 2 ingot and intermediate layer material ingot are each hot in the reverse rough rolling process until the plate thickness at which a predetermined cladding ratio is obtained.
- brazing material 1, 2 rolled plate and intermediate layer rolled plate were produced.
- the hot-rolled brazing material 1, 2 rolled plate and intermediate layer rolled plate are brazed so that there are four layers on both sides of the core ingot, that is, on one side of the core ingot. While the 1 rolled plate is overlapped, the intermediate layer rolled plate and the rolled plate of the brazing material 2 are sequentially overlapped and bonded to the other side of the core material ingot, and the obtained combined material is heated.
- the reverse rough rolling process and the tandem finish rolling process were performed under the conditions shown in Table 11, Table 12, and Table 14 below, and hot-rolling was performed to produce a clad material.
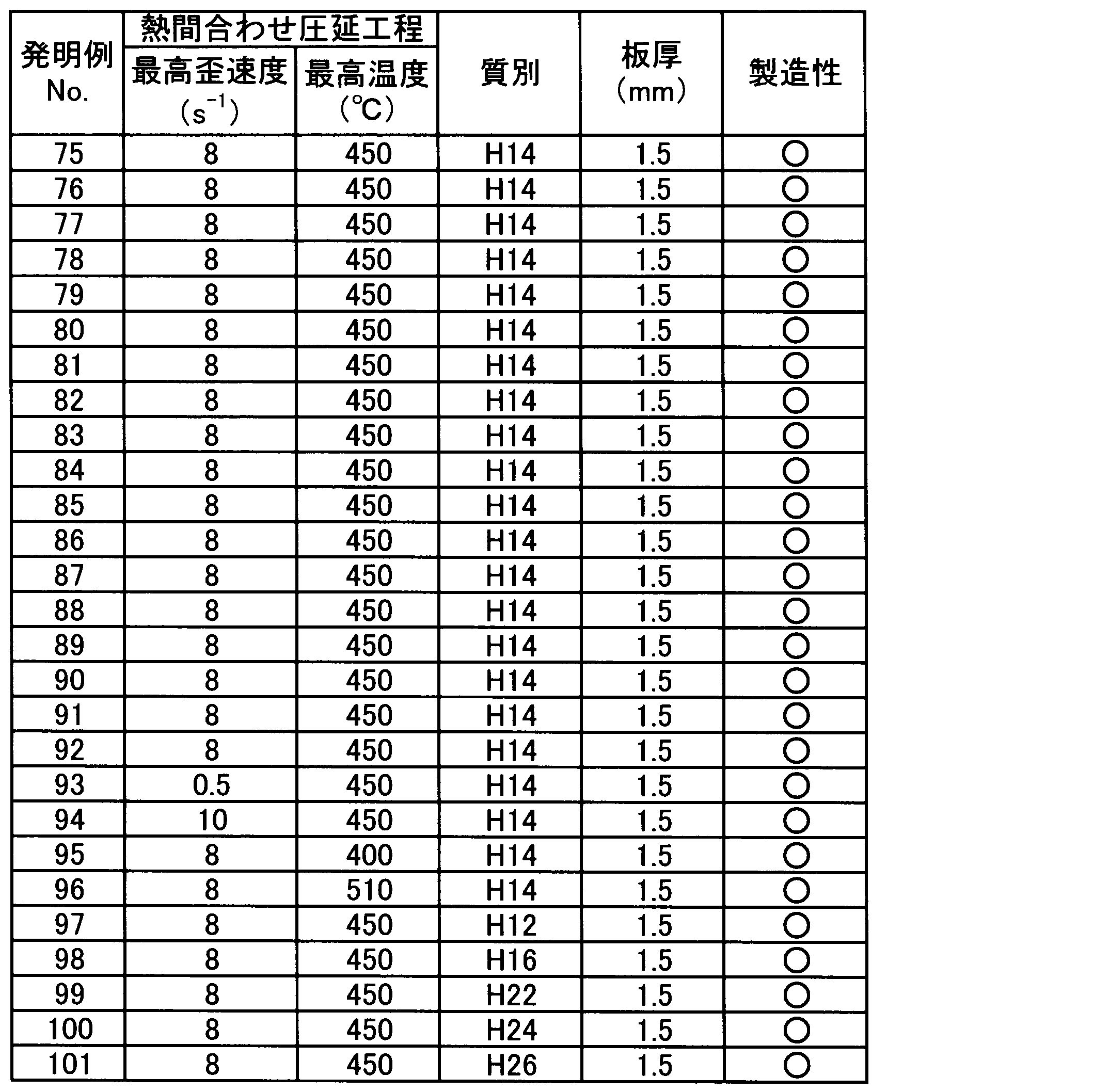
- the alloy composition, metal structure, and characteristics of the brazing materials 1 and 2, the core material, and the intermediate layer material are the present invention. Since it is within the specified range and the manufacturing conditions satisfy the conditions specified in the present invention, the manufacturability of these samples is good, and in any of moldability, brazing and corrosion resistance, It was recognized that it exhibits excellent properties.
- the alloy composition of the brazing material is outside the range defined by the present invention, which causes the following problems. there were. That is, in Comparative Example 29, the brazing material was unsatisfactory because the brazing filler metal had an excessively small Si content and a small amount of molten brazing. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 30, the brazing material was unsuccessful because the Si content of the brazing material was excessive and brazing erosion occurred. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected.
- Comparative Example 31 since the Fe content of the brazing material was too low and the brazing fluidity was lowered, the brazing property was rejected. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 32, the Fe content of the brazing material was excessive, and the self-corrosion rate increased, so the corrosion resistance was rejected. In Comparative Example 33, the Cu content of the brazing material was excessive, and the self-corrosion rate increased, so the corrosion resistance was rejected. In Comparative Example 34, since the Zn content of the brazing material was excessive and the fillet corrosion rate increased, the corrosion resistance was rejected. In Comparative Example 35, the brazing material was unacceptable because the brazing filler metal had an excessive Na content and the brazing fluidity decreased.
- Comparative Examples 37 to 48 the alloy composition of the core was outside the range specified in the present invention, and the following results were obtained. That is, in Comparative Example 37, the Si content of the core material was too small, and the braze eroded into the core material. As a result, since the joint portion was corroded and penetrated, the corrosion resistance was also rejected. In Comparative Example 38, the Si content of the core material was excessive, and the n value was small, so the moldability was rejected. As a result, since the fillet was not formed, the brazing property was also rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 39, the Fe content of the core material was too low, and the braze eroded into the core material.
- Comparative Example 42 the Mn content of the core material was excessive, cracking occurred during cold rolling, and a brazing sheet could not be produced.
- Comparative Example 43 the total amount of Si and Fe contents of the core material exceeded the Mn content, and the n value was small, so the moldability was rejected. As a result, since the fillet was not formed, the brazing property was rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected.
- Comparative Example 44 the Cu content of the core material was excessive, and the self-corrosion rate increased, so the corrosion resistance was rejected.
- Comparative Example 45 the Zn content of the core material was excessive, and the self-corrosion rate increased, so the corrosion resistance was rejected.
- Comparative Examples 46 to 48 the brazing sheet could not be produced because the Ti, Zr, and Cr contents of the core material were excessive and cracks occurred during cold rolling.
- Comparative Examples 49 to 54 since the alloy composition of the intermediate layer material was outside the range specified in the present invention, the following results were obtained. That is, in Comparative Example 49, the Si content of the intermediate layer material was too low, and a crimping failure occurred during the hot rolling process, and a brazing sheet could not be produced. In Comparative Example 50, the Si content of the intermediate layer material was excessive, and the self-corrosion rate increased, so the corrosion resistance was rejected. In Comparative Example 51, the Fe content of the intermediate layer material was too small, and a press bonding failure occurred during the hot rolling process, and a brazing sheet could not be produced. In Comparative Example 52, since the Fe content of the intermediate layer material was excessive and the self-corrosion rate increased, the corrosion resistance was rejected.
- Comparative Example 53 since the Zn content in the intermediate layer material was excessive and the self-corrosion rate increased, the corrosion resistance was rejected.
- Comparative Example 54 the Mn content of the intermediate layer material was excessive, cracking occurred during cold rolling, and a brazing sheet could not be produced.
- Comparative Examples 55 to 62 the production conditions of the samples (brazing sheets) deviated from the conditions specified in the present invention, and the following results were obtained. That is, in Comparative Example 55, since the maximum strain rate during the hot rolling process was excessive and the n value was small, the formability was rejected. As a result, since the fillet was not formed, the brazing property was rejected, and the joint portion was corroded and penetrated, so that the corrosion resistance was also rejected. In Comparative Example 56, the maximum temperature during the hot rolling process was too low and the n value was small, so the formability was unacceptable.
- the brazing sheet made of an aluminum alloy for a heat exchanger according to the present invention can achieve both excellent formability and excellent brazeability, as a structural material of a heat exchanger, and as a fin material of a heat exchanger, It can be used suitably, and has a remarkable industrial applicability especially for the heat exchanger of a motor vehicle.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Laminated Bodies (AREA)
- Metal Rolling (AREA)
Abstract
Description
本発明に係る熱交換器用のアルミニウム合金製ブレージングシートは、芯材と、この芯材の一方の面にクラッドされた第一のろう材と、かかる芯材の他方の面にクラッドされた第二のろう材とからなる3層構造の積層体、又はそれら芯材と第二のろう材との間に中間層材がクラッドされてなる形態の4層構造の積層体であって、それぞれ所定の合金組成のアルミニウム合金からなる芯材、第一及び第二のろう材、及び中間層材にて構成されると共に、更に、所定の質別、金属組織及び特性を有するものであって、その意義や限定理由は、以下の通りである。
先ず、芯材を構成するアルミニウム合金は、Si、Fe及びMnを必須の合金成分として含有している。
そこにおいて、かかる必須の合金成分の一つであるSiは、成形性及びろう付性の向上に寄与する元素であって、アルミニウム合金中のSi含有量は、0.05~0.6質量%(以下、単に「%」と記す)とする必要がある。なお、このSi含有量が0.05%未満では、溶質原子の固溶量が過多となり、ろう付加熱中において芯材が再結晶せず、芯材にろうが侵食するようになるため、良好なろう付性を確保することが出来なくなる。一方、Si含有量が0.6%を超えるようになると、溶質原子の固溶量が過少となり、n値が小さくなるために、成形性を確保することが出来なくなる。かかるSiの好ましい含有量は0.05~0.4%であり、より好ましいSi含有量は0.05~0.2%である。
芯材を間にして、その両側にクラッドされる第一のろう材及び第二のろう材をそれぞれ構成するアルミニウム合金は、何れも、Si及びFeを必須の合金成分として、含有するものであるが、それら第一のろう材を構成するアルミニウム合金と第二のろう材を構成するアルミニウム合金とは、同一の合金であっても、異なる合金であっても、何等差し支えない。
そして、それらろう材を構成するアルミニウム合金中のSiは、ろう付性の向上に寄与する元素であって、その含有量は、4.5~13.0%とされることとなる。なお、かかるSi含有量が4.5%未満では、溶融ろう量が少なくなるために、有効なろう付性を確保することが困難となる。一方、Si含有量が13.0%を超えるようになると、溶融ろう量が多くなって、ろう侵食が発生するために、ろう付性に問題を生じることとなる。このSiの好ましい含有量は4.5~11%であり、より好ましい含有量は4.5~9.5%である。
芯材と第二のろう材との間には、中間層材が介在せしめられて、4層構造のブレージングシートとされることとなるが、この中間層材を構成するアルミニウム合金は、Si、Fe及びZnを必須の合金成分として、含有するものである。
この中間層材を構成するアルミニウム合金中のSiは、製造性及び自己耐食性の向上に寄与する元素であって、その含有量は、0.05~0.6%とされることとなる。なお、Si含有量が0.05%未満では、高温での変形抵抗が低くなり、熱間合わせ圧延における圧着性が悪くなるために、良好な製造性を確保することが出来なくなる。一方、Si含有量が0.6%を超えると、腐食速度が増加するようになるため、自己耐食性を確保することが出来なくなる問題を惹起する。このSiの好ましい含有量は0.05~0.4%であり、より好ましい含有量は0.05~0.2%である。
質別は、ろう付性の向上に寄与するものであって、本発明に従うアルミニウム合金製ブレージングシートは、HXY(但し、Xは1又は2であり、Yは2から6までの自然数である)にて表される質別を有するものとされている。そして、この質別を有するブレージングシートは、よく知られているように、公知の調質操作によって実現され得るところであって、加工硬化されただけのもの(最終的な焼鈍処理が施されていない)や、加工硬化の後、適度に焼鈍処理(最終焼鈍)が施されたものにて、与えられるものである。なお、質別がO、H11、またはH21のものでは、成形後の残留歪が少ない箇所でろう侵食が発生するようになるために、良好なろう付性を確保することが困難となる。また、質別がH17、H18、H19、H27、H28、H29のものでは、ろう付加熱中の再結晶の駆動力が過大であって、芯材の再結晶粒が微細になり、ろう侵食が発生するために、ろう付性に問題を生じる。なお、この質別記号の意味は、JIS-H-0001に規定されている通りである。
本発明に従うアルミニウム合金製ブレージングシートにおける芯材部位を構成するアルミニウム合金中の溶質原子の固溶量は、電気抵抗率と相関関係を有しているところから、本発明にあっては、かかる芯材部位の電気抵抗率が、常温下において、31~50nΩmとなるように、溶質原子の固溶量を調節して、成形性及びろう付性の向上が図られることとなる。このような電気抵抗率は、芯材の合金組成や後述する熱間合わせ圧延の歪速度等を制御することにより、実現される。なお、かかる室温での電気抵抗率が31nΩm未満では、溶質原子の固溶量が過少となり、n値が小さくなるために、成形性を確保することが困難となる。一方、室温での電気抵抗率が50nΩmを超えるようになると、溶質原子の固溶量が過多となり、ろう付加熱中に芯材部位が再結晶せず、芯材部位をろうが侵食するようになるために、良好なろう付性を確保することが出来なくなる問題を生じる。このような芯材部位の室温下での好ましい電気抵抗率は31~45nΩmであり、より好ましい電気抵抗率は31~40nΩmである。
加工硬化指数(n値)は、成形性の向上に寄与し、芯材の溶質元素の固溶量および芯材の微細な第2相粒子の分散状態により変化する。単軸引張試験における公称歪が1%から2%の範囲内での加工硬化指数:n値が、0.010以上となるように調整することによって、成形性の向上に寄与せしめることが出来る。なお、かかるn値が0.010未満では、塑性変形によって導入される格子欠陥が均一に分布せず、圧延板の平坦度が低くなるために、充分な成形性を確保することが困難となる。公称歪が1%から2%の範囲内での好ましい加工硬化指数:n値は0.020以上であり、より好ましい加工硬化指数:n値は0.030以上である。
そして、上述の如き合金組成、質別、金属組織及び特性を有する本発明に従う熱交換器用のアルミニウム合金製ブレージングシートは、以下の如くして、有利に製造されることとなる。
先ず、Al地金やAl母合金を溶解炉で溶解し、前記した本発明に従う所定のアルミニウム合金組成をそれぞれ有する芯材合金や第一及び第二のろう材合金、中間層材合金が得られるように、溶湯の成分がそれぞれ調整される(溶湯製造工程)。そして、この成分調整された溶湯を、公知の半連続鋳造法により鋳造して、芯材、第一及び第二のろう材又は中間層材の鋳塊がそれぞれ製造される(鋳造工程)。なお、この得られた芯材鋳塊には、通常の均質化処理を施してもよく、また第一、第二のろう材鋳塊や中間層材鋳塊と共に、均質化処理を施さなくても、何等差し支えない。次いで、芯材鋳塊、第一、第二のろう材鋳塊又は中間層材鋳塊に対して、面削が施される。その後、芯材鋳塊の厚さを考慮して、第一、第二のろう材鋳塊又は中間層材鋳塊を熱間圧延して、第一、第二のろう材又は中間層材を与える圧延板が作製される(ろう材/中間層材熱間圧延工程)。そして、この得られた第一、第二のろう材圧延板又は中間層材圧延板を、芯材鋳塊に重ね合わせて、3層又は4層の合わせ材(積層体)とした(積層工程)後、その合わせ材を加熱して、熱間合わせ圧延が施される(熱間合わせ圧延工程)。なお、3層の積層体は、芯材鋳塊を挟むように、その両側に第一のろう材圧延板と第二のろう材圧延板を重ね合わせてなる積層構造を呈するものであり、4層構造体は、かかる3層の積層体における芯材鋳塊と第二のろう材圧延板との間に中間層材圧延板が介在されてなる形態の積層構造を呈するものである。また、この熱間合わせ圧延においては、圧延スタンドの各パスでの板厚減少の歪速度及び圧延中の合わせ材の温度を制御して、クラッド材が製造される。更にその後、このクラッド材を冷間圧延した(冷間圧延工程)後、必要に応じて所定の最終焼鈍を実施することにより、調質を施して、最終的に、目的とする質別:HXYのブレージングシートが形成されるのである。即ち、質別:HXYにおいて、Xが1である場合には、冷間圧延の途中での中間焼鈍を必要に応じて実施する一方、最終焼鈍を施すことなく、目的とする質別:H12~H16のブレージングシートが製造されることとなるのであり、またXが2である場合においては、冷間圧延の後、所定の最終焼鈍を実施することにより、目的とする質別:H22~H26のブレージングシートが製造されることとなる。
圧延機における熱間合わせ圧延工程中の各パス(圧延スタンド)での板厚減少の最高歪速度を制御して、成形性の向上に寄与させるべく、かかる各パスでの板厚減少の最高歪速度は、0.5~10s-1とされることとなる。この最高歪速度が0.5s-1未満では、圧延工程に要する時間が過長となり、生産性が低下することとなるために、工業的な実施において不利となる。一方、最高歪速度が10s-1を超えるようになると、圧延にて導入される格子欠陥が過多となり、圧延中又はパス間において第2相粒子が過度に析出して、溶質原子の固溶量が過少となり、n値が小さくなるために、成形性に問題を生じる。各パスにおける板厚減少の好ましい最高歪速度は0.5~9s-1であり、より好ましい最高歪速度は0.5~8s-1である。
dε/dt≒[(h1-h2)/h1]/T
=[V/h]・[(h1-h2)/R]1/2
また、本発明においては、目的とするブレージングシートを得るための熱間合わせ圧延中の合わせ材の最高温度が、成形性の向上に寄与させるべく、制御される。この熱間合わせ圧延中の合わせ材の最高温度は、400~510℃の範囲内において、選定されることとなる。なお、この合わせ材の最高温度が400℃未満となると、芯材部位の第2相粒子が微細且つ密に形成され、芯材部位の第2相粒子の分散率が過大となるために、良好な成形性を確保することが困難となる。一方、かかる合わせ材の最高温度が510℃を超えるようになると、芯材部位の第2相粒子がオストワルド成長し、芯材部位の第2相粒子の分散率が過小となるために、有効なろう付性を確保することが出来なくなる。この熱間合わせ圧延中の合わせ材の好ましい最高温度は400~490℃であり、より好ましくは400~470℃である。
下記表1、表2及び表5に示されるアルミニウム合金組成を有する、各種のろう材合金1,2及び芯材合金を、それぞれ溶製した後、公知の半連続鋳造法により鋳造を行って、各種のろう材1,2鋳塊及び芯材鋳塊を得た。次いで、それぞれの鋳塊を面削した後、ろう材1,2鋳塊については、所定のクラッド率が得られる板厚までリバース式の粗圧延工程により熱間圧延を施して、各種のろう材1,2圧延板を製造した。その後、それら熱間圧延して得られたろう材1,2圧延板を、芯材鋳塊の両面に貼り合わせて、合わせ材を作製し、その合わせ材を加熱した後、下記表3、表4及び表6に示される条件下においてリバース式の粗圧延工程とタンデム式の仕上圧延工程を実施して、熱間合わせ圧延を行い、クラッド材を作製した。更に、かかる熱間合わせ圧延の後に、冷間圧延及び焼鈍を行い、下記表3、表4及び表6に示される質別において、最終板厚が1.5mm又は0.07mmの各種アルミニウム合金製ブレージングシートを作製して、それらを試料とした。なお、上記の焼鈍は、発明例1~35、37~42、46及び比較例1~23、25においては、冷間圧延中の中間焼鈍と冷間圧延を採用する一方、発明例43、44及び比較例24、26、28においては、最終焼鈍のみを採用した。また、発明例45及び47は、冷間圧延中の中間焼鈍と冷間圧延後における最終焼鈍を採用し、発明例36及び比較例27は、冷間圧延のみを採用し、焼鈍は行わなかった。また、芯材の両側にクラッドされた2つのろう材(第1及び第2)のクラッド率は、それぞれ10%とした。




ブレージングシートと同じ製造条件にて加工・熱処理した芯材試料(ブレージングシートのろう材を貼り合わせていない芯材の圧延板)を別途準備して、この芯材試料についてJIS-H-0505に基づいて、20℃の恒温槽内において電気抵抗を測定し、電気抵抗率を算出した。
各試料について、板厚中央のL-ST面を電界放出型走査電子顕微鏡(FE-SEM)により2万倍の倍率で撮影し、円相当直径が0.5μm以下の第2相粒子について、面積率f(%)及び平均円相当直径r(μm)を画像解析ソフトで測定して、かかる面積率を平均円相当直径で除すること(f/r)によって、分散率を算出した。具体的には、同一試料について、5視野において分散率の算出を行い、それらの算術平均値をもって、目的とするブレージングシートの芯材部位における第2相粒子の分散率とした。
先ず、JIS-Z-2241に基づいて、各試料について室温で引張試験を行い、公称応力-公称歪曲線を得た。そして、JIS-Z-2253に基づいて、公称歪が1%から2%の範囲内での加工硬化指数:n値を、最小二乗法を使用して算出した。
図1に示される張り出し試験装置を用いて、押込み深さの評価を行う。具体的には、各試料をそれぞれ幅100mm×長さ100mmの正方形状に切断して得られた試験片8を用い、それを、ダイス4としわ押さえ6との間で、40kNの荷重で締め付けた状態に保持して、直径50mmの球頭パンチ2を120mm/sの速度で押込んで、試験片8の全厚を貫通する割れが現れた瞬間に、かかるパンチ2の動きを止めて、その押込み深さを測定した。
最終板厚が1.5mmの各試料を、それぞれ、幅50mm×長さ50mmに切断して、90°曲げを行ってから、多穴管取付孔形成のための打抜き加工を実施し、図2に示される如き形状のプレート材12を成形した。そして、この成形後のプレート材12の寸法を測定し、その成形性を評価した。また、最終板厚が0.07mmの各試料については、幅20mm×長さ300mmに切断して、コルゲート加工を行い、図2に示される如きコルゲート形状のフィン材14を成形した。そして、この成形後のフィン材14の寸法を測定して、その成形性を評価した。なお、成形後の寸法が、公差の範囲内であった場合を合格(○)とする一方、公差の範囲外であった場合を不合格(×)とした。
図2に示される如き、ミニコア組付体10を用いて、ろう付性の評価を行った。具体的には、最終板厚が1.5mmの各試料は、プレート材12として使用し、8g/m2 Zn溶射のAl合金製押出多穴管16及び本発明例47の試料を用いて得られたフィン材14を使用して、それらを組み合わせ、ミニコア組付体10を作製した。また、最終板厚0.07mmの各試料は、フィン材14として用い、それを、本発明例2に係る試料から得られたプレート材12及び8g/m2 Zn溶射押出多穴管16を用いて、それらを組み合わせ、ミニコア組付体10を作製した。そして、それら得られたミニコア組付体を、濃度5%のフッ化物系フラックス懸濁液に浸漬して、乾燥させた後、ろう付加熱を実施した。なお、ろう付加熱は、窒素ガス雰囲気炉内で加熱して、600℃で3分間保持することにより、行った。ろう付後のミニコア組付体の断面をミクロ観察して、最終板厚が1.5mmの各試料については、プレート材12と押出多穴管16との接合部のフィレットの有無を調査し、また最終板厚が0.07mmの各試料については、フィン材14と押出多穴管16との接合部のフィレットの有無を調査して、それぞれ、ろう付性を評価した。そして、ろう付後に前記した接合部にフィレットの存在が認められた場合を合格(○)とし、認められなかった場合を不合格(×)とした。
上記したろう付け試験において得られた、ろう付ミニコア組付体について、ASTM-G85に準拠したSWAAT(Sea Water Acetic Acid Test)試験を40日間行って、プレート材12やフィン材14の腐食状態を調査した。その結果、孔食が発生して、腐食や消耗が激しかった場合を不合格(×)とする一方、それとは反対に腐食や消耗が軽微であった場合は合格(○)とした。


公知の半連続鋳造法に従って、下記表9、表10及び表13に示されるアルミニウム合金組成を有する各種ろう材1,2合金、芯材合金、及び中間層材合金を、それぞれ鋳造し、各種のろう材1,2鋳塊、芯材鋳塊、及び中間層材鋳塊を得た。次いで、それぞれの鋳塊を面削する一方、ろう材1,2鋳塊及び中間層材鋳塊については、それぞれ、所定のクラッド率が得られる板厚までリバース式の粗圧延工程にて熱間圧延することにより、ろう材1,2圧延板及び中間層材圧延板を作製した。








4 ダイス
6 しわ押さえ
8 試験片
10 ミニコア組付体
12 プレート材
14 フィン材
16 押出多穴管
Claims (10)
- 芯材と、該芯材の一方の面にクラッドされた第一のろう材と、該芯材の他方の面にクラッドされた第二のろう材とを備える熱交換器用のブレージングシートであって、
前記芯材が、Si:0.05~0.6質量%、Fe:0.05~0.7質量%、Mn:0.6~2.0質量%を含有し、且つSi、Fe及びMnの含有量が、式:Si+Fe≦Mnの条件を満たし、残部がAl及び不可避的不純物であるアルミニウム合金からなり、また前記第一のろう材及び前記第二のろう材が、それぞれ、Si:4.5~13.0質量%及びFe:0.05~0.8質量%を含有し、残部がAl及び不可避的不純物であるAl-Si系合金からなると共に、
HXY(但し、Xは1または2であり、Yは2から6までの自然数である)にて表される質別を有し、
且つブレージングシートを構成する芯材部位の室温での電気抵抗率が31~50nΩmであり、
そして円相当直径が0.5μm以下の第2相粒子の面積率をf(%)とし、平均円相当直径をr(μm)として、円相当直径が0.5μm以下の第2相粒子の分散率をf/rと定義すると、前記芯材部位の第2相粒子の分散率が5~50%・μm-1であり、また公称歪が1%から2%の範囲内での加工硬化指数:n値が0.010以上であり、更に直径:50mmの球頭パンチで張り出し試験を行って貫通割れが発生した際の押込み深さが10mm以上であることを特徴とする熱交換器用アルミニウム合金製ブレージングシート。 - 芯材と、該芯材の一方の面にクラッドされた第一のろう材と、該芯材の他方の面にクラッドされた中間層材と、該中間層材の前記芯材とは反対側の面にクラッドされた第二のろう材とを備える熱交換器用のブレージングシートであって、
前記芯材が、Si:0.05~0.6質量%、Fe:0.05~0.7質量%、Mn:0.6~2.0質量%を含有し、且つSi、Fe及びMnの含有量が、式:Si+Fe≦Mnの条件を満たし、残部がAl及び不可避的不純物であるアルミニウム合金からなり、また前記第一のろう材及び前記第二のろう材が、それぞれ、Si:4.5~13.0質量%及びFe:0.05~0.8質量%を含有し、残部がAl及び不可避的不純物であるAl-Si系合金からなり、更に前記中間層材が、Si:0.05~0.6質量%、Fe:0.05~0.7質量%、及びZn:0.05~5.0質量%を含有し、残部がAl及び不可避的不純物からなるアルミニウム合金からなると共に、
HXY(但し、Xは1または2であり、Yは2から6までの自然数である)にて表される質別記号を与える調質が施されてなり、
且つブレージングシートを構成する芯材部位の室温での電気抵抗率が31~50nΩmであり、
そして円相当直径が0.5μm以下の第2相粒子の面積率をf(%)とし、平均円相当直径をr(μm)として、円相当直径が0.5μm以下の第2相粒子の分散率をf/rと定義すると、前記芯材部位の第2相粒子の分散率が5~50%・μm-1であり、また公称歪が1%から2%の範囲内での加工硬化指数:n値が0.010以上であり、更に直径:50mmの球頭パンチで張り出し試験を行って貫通割れが発生した際の押込み深さが10mm以上であることを特徴とする熱交換器用アルミニウム合金製ブレージングシート。 - 前記芯材を構成する前記アルミニウム合金が、Cu:0.05~1.0質量%及びZn:0.05~3.0質量%の少なくとも何れか一方を更に含有する請求項1又は請求項2に記載の熱交換器用アルミニウム合金製ブレージングシート。
- 前記芯材を構成する前記アルミニウム合金が、Ti:0.05~0.3質量%、Zr:0.05~0.3質量%及びCr:0.05~0.3質量%から選択される1種又は2種以上を更に含有する請求項1乃至請求項3の何れか1項に記載の熱交換器用アルミニウム合金製ブレージングシート。
- 前記第一のろう材若しくは前記第二のろう材を構成する前記Al-Si系合金が、Cu:0.05~1.5質量%及びZn:0.05~5.0質量%の少なくとも何れか一方を更に含有する請求項1乃至請求項4の何れか1項に記載の熱交換器用アルミニウム合金製ブレージングシート。
- 前記第一のろう材若しくは前記第二のろう材を構成する前記Al-Si系合金が、Na:0.003~0.05質量%及びSr:0.003~0.05質量%の少なくとも何れか一方を更に含有する請求項1乃至請求項5の何れか1項に記載の熱交換器用アルミニウム合金製ブレージングシート。
- 前記中間層材を構成する前記アルミニウム合金が、Mn:0.05~2.0質量%を更に含有する請求項2乃至請求項6の何れか1項に記載の熱交換器用アルミニウム合金製ブレージングシート。
- 請求項1乃至請求項7の何れか1項に記載の熱交換器用のアルミニウム合金製ブレージングシートを製造する方法であって、
芯材の両面に所定厚さに圧延したろう材又はろう材と中間層材を重ね合わせた合わせ材を熱間圧延する熱間合わせ圧延工程を備え、且つ該熱間合わせ圧延工程における熱間圧延中の各パスでの板厚減少の最高歪速度を、0.5~10s-1とすると共に、かかる熱間圧延中の合わせ材の最高温度を400~510℃とすることを特徴とする熱交換器用アルミニウム合金製ブレージングシートの製造方法。 - 請求項1乃至請求項7の何れか1項に記載のアルミニウム合金製ブレージングシートからなることを特徴とする熱交換器用構造材。
- 請求項1乃至請求項7の何れか1項に記載のアルミニウム合金製ブレージングシートからなることを特徴とする熱交換器用フィン材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17774741.7A EP3438301B1 (en) | 2016-03-29 | 2017-03-24 | Aluminum alloy brazing sheet for heat exchangers, and production method for same |
| JP2018509229A JP6839700B2 (ja) | 2016-03-29 | 2017-03-24 | 熱交換器用アルミニウム合金製ブレージングシート及びその製造方法 |
| CN201780021546.7A CN108884523B (zh) | 2016-03-29 | 2017-03-24 | 换热器用铝合金制硬钎焊片材及其制造方法 |
| US16/110,271 US10634439B2 (en) | 2016-03-29 | 2018-08-23 | Aluminum alloy brazing sheet for a heat exchanger, and process for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016066406 | 2016-03-29 | ||
| JP2016-066406 | 2016-03-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/110,271 Continuation US10634439B2 (en) | 2016-03-29 | 2018-08-23 | Aluminum alloy brazing sheet for a heat exchanger, and process for producing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017170204A1 true WO2017170204A1 (ja) | 2017-10-05 |
Family
ID=59965526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/011960 WO2017170204A1 (ja) | 2016-03-29 | 2017-03-24 | 熱交換器用アルミニウム合金製ブレージングシート及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10634439B2 (ja) |
| EP (1) | EP3438301B1 (ja) |
| JP (1) | JP6839700B2 (ja) |
| CN (1) | CN108884523B (ja) |
| WO (1) | WO2017170204A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114633084A (zh) * | 2020-12-16 | 2022-06-17 | 马勒国际有限公司 | 用于制造热交换器的方法 |
| WO2022137626A1 (ja) * | 2020-12-25 | 2022-06-30 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび熱交換器用ブレージングシートの接合構造、並びに、熱交換器 |
| WO2022168566A1 (ja) * | 2021-02-03 | 2022-08-11 | 株式会社Uacj | アルミニウム合金フィン材及びその製造方法 |
| JP2023515204A (ja) * | 2020-04-28 | 2023-04-12 | ノベリス・コブレンツ・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | アルミニウム合金薄板材及びそのようなアルミニウム合金薄板材が組み込まれた熱交換器 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3834981A1 (en) * | 2019-12-13 | 2021-06-16 | Aleris Rolled Products Germany GmbH | Multi-layered aluminium brazing sheet material |
| CN111455226A (zh) * | 2020-05-09 | 2020-07-28 | 中铝材料应用研究院有限公司 | 含Cu原子团簇的铝合金、铝合金复合材料及其制备方法 |
| JP7521943B2 (ja) * | 2020-06-11 | 2024-07-24 | 株式会社Uacj | 熱交換器用アルミニウム合金押出多穴チューブ及びその製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011195892A (ja) * | 2010-03-19 | 2011-10-06 | Denso Corp | ろう付け性に優れた高強度熱交換器用アルミニウム合金クラッド材および熱交換器 |
| JP2012224923A (ja) * | 2011-04-21 | 2012-11-15 | Mitsubishi Alum Co Ltd | 熱交換器用プレートフィン材およびその製造方法ならびに該プレートフィン材を用いた熱交換器およびその製造方法 |
| WO2015104760A1 (ja) * | 2014-01-07 | 2015-07-16 | 株式会社Uacj | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60251243A (ja) | 1984-05-25 | 1985-12-11 | Kobe Steel Ltd | 真空ろう付用耐水.高強度ブレ−ジングシ−ト及びこれを用いた熱交換器 |
| JP3704178B2 (ja) | 1995-05-19 | 2005-10-05 | 昭和電工株式会社 | ろう付用アルミニウム材料及び該材料を用いた耐食性に優れたドロンカップ型熱交換器 |
| JPH1088266A (ja) | 1996-09-06 | 1998-04-07 | Sky Alum Co Ltd | アルミニウム合金製ブレージングシート |
| JP4386225B2 (ja) | 2000-07-21 | 2009-12-16 | 株式会社神戸製鋼所 | 自動車用熱交換器部材 |
| JP3801016B2 (ja) | 2001-10-31 | 2006-07-26 | 三菱アルミニウム株式会社 | ろう付け性、成形性および耐エロージョン性に優れた熱交換器用高強度アルミニウム合金ブレージングシートの製造方法 |
| CA2482914C (en) | 2002-04-18 | 2012-04-10 | Alcoa Inc. | Ultra-longlife, high formability brazing sheet |
| US20050150642A1 (en) * | 2004-01-12 | 2005-07-14 | Stephen Baumann | High-conductivity finstock alloy, method of manufacture and resultant product |
| EP1934013B2 (en) | 2005-10-13 | 2022-05-11 | Novelis Koblenz GmbH | Multi-layered brazing sheet |
| US8158273B2 (en) * | 2007-06-20 | 2012-04-17 | Aleris Aluminum Koblenz Gmbh | Aluminium alloy brazing sheet product |
| CN101918601A (zh) * | 2008-02-12 | 2010-12-15 | 株式会社神户制钢所 | 铝合金层合板 |
| JP5737798B2 (ja) | 2010-07-08 | 2015-06-17 | 三菱アルミニウム株式会社 | 強度および成形性に優れたアルミニウム合金ブレージングシートおよびその製造方法 |
| JP5793336B2 (ja) | 2010-09-21 | 2015-10-14 | 株式会社Uacj | 高強度アルミニウム合金ブレージングシート及びその製造方法 |
| JP5841719B2 (ja) | 2010-11-30 | 2016-01-13 | 三菱アルミニウム株式会社 | アルミニウム合金クラッド材 |
| JP5982102B2 (ja) | 2011-08-09 | 2016-08-31 | 三菱アルミニウム株式会社 | 冷却器用クラッド材および発熱素子用冷却器 |
| JP2014208905A (ja) | 2013-03-26 | 2014-11-06 | 株式会社神戸製鋼所 | アルミニウム合金ブレージングシート |
| JP6315365B2 (ja) | 2013-07-05 | 2018-04-25 | 株式会社Uacj | 熱交換器用ブレージングシート及びその製造方法 |
| US9993897B2 (en) * | 2014-07-30 | 2018-06-12 | Aleris Rolled Products Germany Gmbh | Multi-layered aluminium brazing sheet material |
| EP3174710B1 (en) | 2014-07-31 | 2021-09-15 | Aleris Rolled Products Germany GmbH | Multi-layered aluminium brazing sheet material |
-
2017
- 2017-03-24 EP EP17774741.7A patent/EP3438301B1/en active Active
- 2017-03-24 JP JP2018509229A patent/JP6839700B2/ja active Active
- 2017-03-24 CN CN201780021546.7A patent/CN108884523B/zh active Active
- 2017-03-24 WO PCT/JP2017/011960 patent/WO2017170204A1/ja active Application Filing
-
2018
- 2018-08-23 US US16/110,271 patent/US10634439B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011195892A (ja) * | 2010-03-19 | 2011-10-06 | Denso Corp | ろう付け性に優れた高強度熱交換器用アルミニウム合金クラッド材および熱交換器 |
| JP2012224923A (ja) * | 2011-04-21 | 2012-11-15 | Mitsubishi Alum Co Ltd | 熱交換器用プレートフィン材およびその製造方法ならびに該プレートフィン材を用いた熱交換器およびその製造方法 |
| WO2015104760A1 (ja) * | 2014-01-07 | 2015-07-16 | 株式会社Uacj | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023515204A (ja) * | 2020-04-28 | 2023-04-12 | ノベリス・コブレンツ・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | アルミニウム合金薄板材及びそのようなアルミニウム合金薄板材が組み込まれた熱交換器 |
| CN114633084A (zh) * | 2020-12-16 | 2022-06-17 | 马勒国际有限公司 | 用于制造热交换器的方法 |
| WO2022137626A1 (ja) * | 2020-12-25 | 2022-06-30 | パナソニックIpマネジメント株式会社 | 熱交換器用ブレージングシートおよび熱交換器用ブレージングシートの接合構造、並びに、熱交換器 |
| WO2022168566A1 (ja) * | 2021-02-03 | 2022-08-11 | 株式会社Uacj | アルミニウム合金フィン材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3438301A1 (en) | 2019-02-06 |
| JP6839700B2 (ja) | 2021-03-10 |
| EP3438301B1 (en) | 2022-05-04 |
| CN108884523B (zh) | 2020-05-15 |
| CN108884523A (zh) | 2018-11-23 |
| JPWO2017170204A1 (ja) | 2019-02-14 |
| EP3438301A4 (en) | 2020-01-01 |
| US10634439B2 (en) | 2020-04-28 |
| US20180363995A1 (en) | 2018-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017170204A1 (ja) | 熱交換器用アルミニウム合金製ブレージングシート及びその製造方法 | |
| JP6452627B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6452626B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6006421B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器 | |
| JP6418714B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| US6352789B1 (en) | Brazing sheet and method of making same | |
| EP3177748B1 (en) | Aluminum alloy for heat exchanger fins | |
| US20110240280A1 (en) | Aluminum alloy brazing sheet and heat exchanger | |
| EP2969376B1 (en) | Clad sheet alloys for brazing applications | |
| JP5985973B2 (ja) | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該アルミニウム合金ブレージングシートを用いた熱交換器 | |
| JP5188116B2 (ja) | 高強度アルミニウム合金ブレージングシートおよびその製造方法 | |
| JP2023061968A (ja) | 熱交換器のフィン用のアルミニウム合金 | |
| JP5214899B2 (ja) | 熱交換器用高耐食アルミニウム合金複合材およびその製造方法 | |
| JP2017066494A (ja) | 熱交換器用アルミニウム合金材及びその製造方法 | |
| WO2016147627A1 (ja) | 熱交換器用のアルミニウム合金製ブレージングシートフィン材及びその製造方法 | |
| JP4220411B2 (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| WO2020085488A1 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| CN110139940B (zh) | 换热器用的铝合金翅片材及其制造方法 | |
| CN114173984B (zh) | 铝合金硬钎焊板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018509229 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017774741 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017774741 Country of ref document: EP Effective date: 20181029 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17774741 Country of ref document: EP Kind code of ref document: A1 |