WO2017158989A1 - 紫外線反射材用アルミニウム箔およびその製造方法 - Google Patents
紫外線反射材用アルミニウム箔およびその製造方法 Download PDFInfo
- Publication number
- WO2017158989A1 WO2017158989A1 PCT/JP2016/088915 JP2016088915W WO2017158989A1 WO 2017158989 A1 WO2017158989 A1 WO 2017158989A1 JP 2016088915 W JP2016088915 W JP 2016088915W WO 2017158989 A1 WO2017158989 A1 WO 2017158989A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum foil
- less
- surface area
- ultraviolet
- aluminum
- Prior art date
Links
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 269
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 269
- 239000011888 foil Substances 0.000 title claims abstract description 203
- 239000000463 material Substances 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims description 37
- 230000003746 surface roughness Effects 0.000 claims abstract description 61
- 239000002245 particle Substances 0.000 claims abstract description 46
- 238000005097 cold rolling Methods 0.000 claims description 59
- 239000011241 protective layer Substances 0.000 claims description 55
- 238000005096 rolling process Methods 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 16
- 238000004140 cleaning Methods 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 12
- 229920001296 polysiloxane Polymers 0.000 claims description 9
- 239000013078 crystal Substances 0.000 claims description 4
- 239000002253 acid Substances 0.000 claims description 2
- 239000003513 alkali Substances 0.000 claims description 2
- 239000000126 substance Substances 0.000 description 26
- 230000000052 comparative effect Effects 0.000 description 17
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 15
- 239000000047 product Substances 0.000 description 14
- 238000002310 reflectometry Methods 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 11
- 239000010731 rolling oil Substances 0.000 description 11
- 238000005498 polishing Methods 0.000 description 9
- 238000000137 annealing Methods 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 239000011572 manganese Substances 0.000 description 8
- 239000003921 oil Substances 0.000 description 8
- 230000001954 sterilising effect Effects 0.000 description 8
- 230000007423 decrease Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 239000000523 sample Substances 0.000 description 7
- 238000004659 sterilization and disinfection Methods 0.000 description 7
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- 238000005266 casting Methods 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 229910000765 intermetallic Inorganic materials 0.000 description 5
- 239000005416 organic matter Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 239000003929 acidic solution Substances 0.000 description 4
- 239000012670 alkaline solution Substances 0.000 description 4
- 238000000265 homogenisation Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 229910002551 Fe-Mn Inorganic materials 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000007598 dipping method Methods 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000000985 reflectance spectrum Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 229910018084 Al-Fe Inorganic materials 0.000 description 2
- 229910018192 Al—Fe Inorganic materials 0.000 description 2
- 229910015372 FeAl Inorganic materials 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 238000007743 anodising Methods 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000012937 correction Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000011941 photocatalyst Substances 0.000 description 2
- 239000013535 sea water Substances 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 102220570201 Pyridoxal-dependent decarboxylase domain-containing protein 1_S40A_mutation Human genes 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 229910021419 crystalline silicon Inorganic materials 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- HJUFTIJOISQSKQ-UHFFFAOYSA-N fenoxycarb Chemical compound C1=CC(OCCNC(=O)OCC)=CC=C1OC1=CC=CC=C1 HJUFTIJOISQSKQ-UHFFFAOYSA-N 0.000 description 1
- -1 for example Substances 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000002147 killing effect Effects 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 102200003959 rs11556986 Human genes 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000000870 ultraviolet spectroscopy Methods 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 239000002076 α-tocopherol Substances 0.000 description 1
- GVJHHUAWPYXKBD-IEOSBIPESA-N α-tocopherol Chemical compound OC1=C(C)C(C)=C2O[C@@](CCC[C@H](C)CCC[C@H](C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-IEOSBIPESA-N 0.000 description 1
- 235000004835 α-tocopherol Nutrition 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/26—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by hot-rolling, e.g. Steckel hot mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B1/24—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process
- B21B1/28—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length in a continuous or semi-continuous process by cold-rolling, e.g. Steckel cold mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/38—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling sheets of limited length, e.g. folded sheets, superimposed sheets, pack rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/40—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling foils which present special problems, e.g. because of thinness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/46—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling metal immediately subsequent to continuous casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/38—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling sheets of limited length, e.g. folded sheets, superimposed sheets, pack rolling
- B21B2001/383—Cladded or coated products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B2003/001—Aluminium or its alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2261/00—Product parameters
- B21B2261/02—Transverse dimensions
- B21B2261/04—Thickness, gauge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2261/00—Product parameters
- B21B2261/14—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2267/00—Roll parameters
- B21B2267/10—Roughness of roll surface
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metal Rolling (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
本実施の形態に係るアルミニウム箔1(図1参照)において、予め定められた表面積の領域内に存在し、かつ当該領域に圧入もしくは付着しているアルミニウム粒子の総表面積は、当該領域の表面積に対して0.05%以下である。上記領域内に存在する晶出物の総表面積が、当該領域の表面積に対して2%以下である。上記晶出物の1個当たりの平均表面積が2μm2以下である。上記領域の表面粗さRaが20nm未満である。
次に、本実施の形態に係るアルミニウム箔の製造方法の一例について説明する。図4に示されるように、本実施の形態に係るアルミニウム箔の製造方法は、鋳塊を準備する工程(S10)、鋳塊に均質化処理を行う工程(S20)、鋳塊を熱間圧延する工程(S30)、熱間圧延により得られた熱延材を冷間圧延する工程(S40)、冷間圧延により得られた冷延材を最終仕上げとして冷間圧延(以下、最終仕上げ冷間圧延という)してアルミニウム箔を形成する工程(S50)とを備える。さらに、本実施の形態に係るアルミニウム箔の製造方法は、最終仕上げ冷間圧延により得られた冷延在を表面洗浄する工程(S60)を備えることが好ましい。
本発明者らは、このようなアルミニウム箔1が従来のアルミニウム箔と比べて波長域250nm~400nmの紫外線に対して高い反射率を有していることを確認した(詳細は後述する実施例参照)。
図6に示されるように、アルミニウム箔の製造方法は、図4に示される表面洗浄工程(S60)に代えて、最終仕上げ冷間圧延により得られた冷延材11(図5参照)の表面を電解研磨する工程(S70)を備えていてもよい。冷延材11において電解研磨される表面は、最終仕上げ冷間圧延工程(S50)において表面粗さRaが40nm以下である圧延ロール101(図5参照)により延ばされた表面11A(図5参照)を含んでいる。このようにしても、最終仕上げ冷間圧延工程において冷延材の表面に圧入または付着したアルミニウム粒子は、電解研磨により研磨されて除去または縮小され得る。そのため、図6に示されるアルミニウム箔の製造方法によっても、予め定められた表面積の領域内に存在し、かつ当該領域に圧入もしくは付着しているアルミニウム粒子の総表面積が、当該領域の表面積に対して0.05%以下であるアルミニウム箔を製造することができる。さらに、電解研磨によりアルミニウム箔の表面の平滑性を高めることができる。
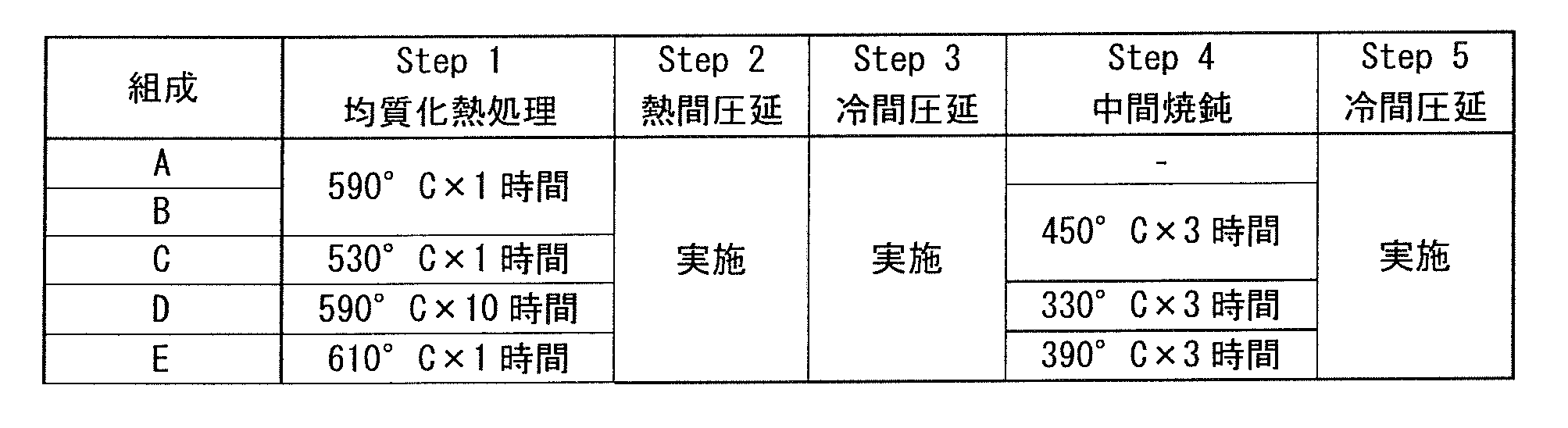
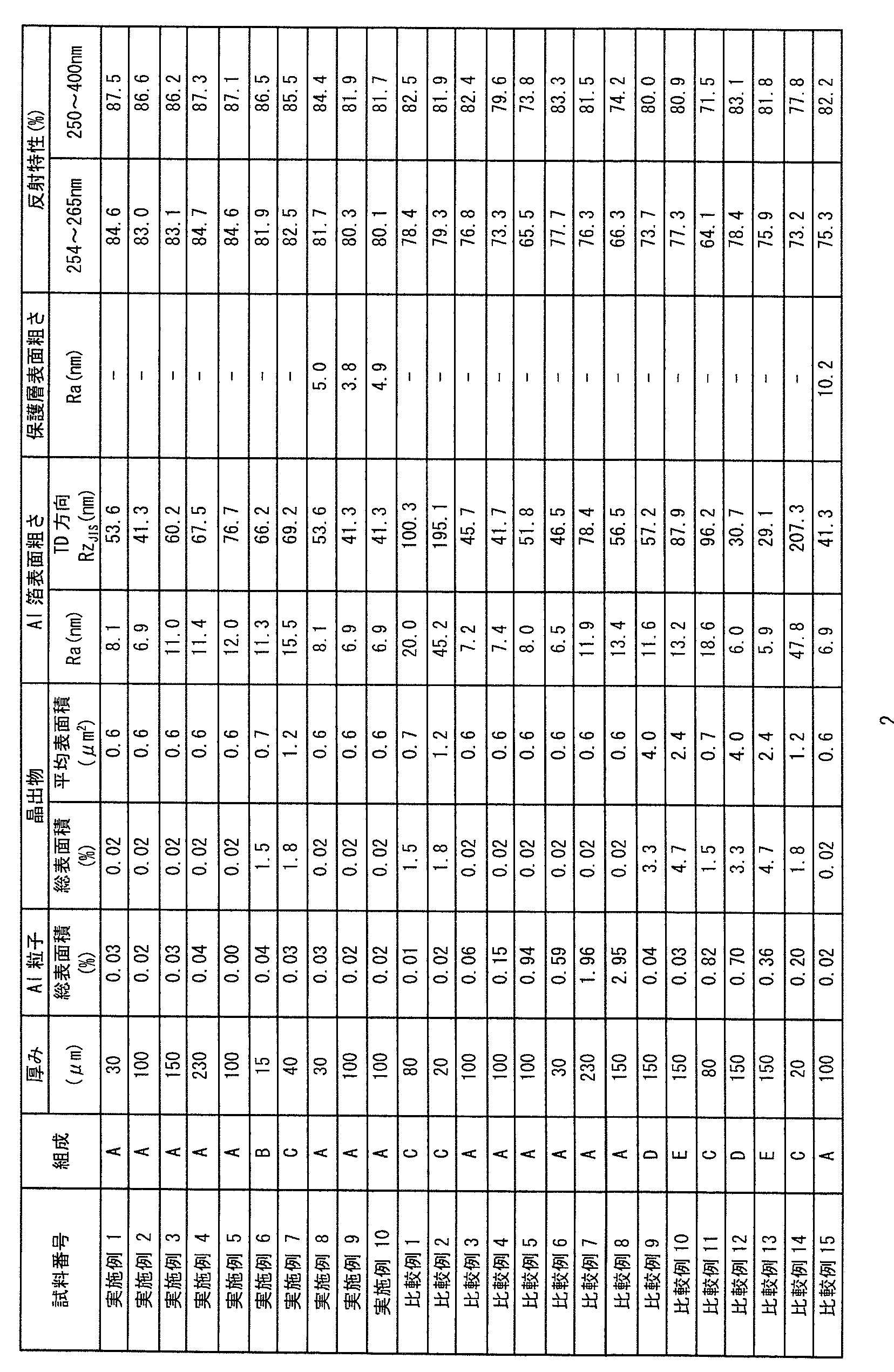
表1に示す組成A~Eのアルミニウムを用いて、表2に示す製造工程に従って、表3に示す実施例1~10と比較例1~15のアルミニウム箔の試料を作製した。なお、表1において「その他元素計」とは、JISで規定される元素以外の不可避不純物元素(B、Bi、Pb、Naなど)の合計含有量を示す。

Claims (9)
- 予め定められた表面積の領域に圧入もしくは付着しているアルミニウム粒子の総表面積が前記領域の表面積に対して0.05%以下であり、
前記領域内に存在する晶出物の総表面積が前記領域の表面積に対して2%以下であり、
前記晶出物の1個当たりの平均表面積が2μm2以下であり、
前記領域の表面粗さRaが20nm未満である、紫外線反射材用アルミニウム箔。 - 圧延方向と垂直な方向の表面粗さRzJISが100nm以下である、請求項1に記載の紫外線反射材用アルミニウム箔。
- 当該アルミニウム箔の厚みが4μm以上300μm以下である、請求項1または請求項2に記載の紫外線反射材用アルミニウム箔。
- 前記領域の上に形成された保護層を備え、
波長域254nm以上265nm以下の深紫外線に対する前記保護層の表面の全反射率が80%以上である、請求項1~3のいずれか1項に記載の紫外線反射材用アルミニウム箔。 - 前記保護層を構成する材料は、シリコーン組成物およびフッ素樹脂の少なくともいずれかを含む、請求項4に記載の紫外線反射材用アルミニウム箔。
- 前記保護層の前記表面の表面粗さRaは10nm以下である、請求項4または5に記載の紫外線反射材用アルミニウム箔。
- 請求項1~請求項6のいずれか1項に記載の紫外線反射材用アルミニウム箔を製造する方法であって、
表面粗さRaが40nm以下である圧延ロールを用いて圧下率が25%以上の条件でアルミニウム箔を最終仕上げ冷間圧延する工程を備える、紫外線反射材用アルミニウム箔の製造方法。 - 前記最終仕上げ冷間圧延する工程後に、前記アルミニウム箔の表面の少なくとも一部を、酸溶液またはアルカリ溶液を用いて洗浄する、または電解研磨する工程をさらに備える、請求項7に記載の紫外線反射材用アルミニウム箔の製造方法。
- 前記最終仕上げ冷間圧延する工程後に、前記表面の少なくとも一部上にシリコーン組成物およびフッ素樹脂の少なくともいずれかを含む保護層を形成する工程をさらに備える、請求項7または8に記載の紫外線反射材用アルミニウム箔の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187029403A KR102525721B1 (ko) | 2016-03-16 | 2016-12-27 | 자외선 반사재용 알루미늄 박 및 그 제조 방법 |
| CN201680083442.4A CN108778540B (zh) | 2016-03-16 | 2016-12-27 | 紫外线反射材用铝箔及其制造方法 |
| US16/085,224 US20190076897A1 (en) | 2016-03-16 | 2016-12-27 | Aluminum foil for ultraviolet light reflecting materials and method for producing same |
| JP2018505267A JP6794426B2 (ja) | 2016-03-16 | 2016-12-27 | 紫外線反射材用アルミニウム箔 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-052230 | 2016-03-16 | ||
| JP2016052230 | 2016-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017158989A1 true WO2017158989A1 (ja) | 2017-09-21 |
Family
ID=59851491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/088915 WO2017158989A1 (ja) | 2016-03-16 | 2016-12-27 | 紫外線反射材用アルミニウム箔およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190076897A1 (ja) |
| JP (1) | JP6794426B2 (ja) |
| KR (1) | KR102525721B1 (ja) |
| CN (1) | CN108778540B (ja) |
| TW (1) | TWI707963B (ja) |
| WO (1) | WO2017158989A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022064991A1 (ja) | 2020-09-23 | 2022-03-31 | 古河電気工業株式会社 | 樹脂製反射フィルム |
| WO2023153192A1 (ja) * | 2022-02-08 | 2023-08-17 | 東洋アルミニウム株式会社 | アルミニウム箔およびその製造方法 |
| WO2024079948A1 (ja) * | 2022-10-13 | 2024-04-18 | 東洋アルミニウム株式会社 | アルミニウム箔及びその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112022019120A2 (pt) * | 2020-03-26 | 2022-11-08 | Speira Gmbh | Tira litográfica com topografia plana e placa de impressão produzida a partir da mesma |
| US11167057B1 (en) | 2020-06-27 | 2021-11-09 | Olympia Lighting, Inc. | Air purifier having ultraviolet disinfection means |
| US11255555B1 (en) | 2021-05-10 | 2022-02-22 | Olympia Lighting, Inc. | Ultraviolet disinfection device and uses thereof |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002322530A (ja) * | 2001-12-20 | 2002-11-08 | Nippon Light Metal Co Ltd | 容器用アルミニウム箔およびその製造方法 |
| WO2015019960A1 (ja) * | 2013-08-05 | 2015-02-12 | 東洋アルミニウム株式会社 | 可視光反射材用アルミニウム箔とその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0816875A1 (de) * | 1996-06-28 | 1998-01-07 | Alusuisse Technology & Management AG | Reflektor mit reflexionserhöhendem Schichtverbund |
| JPH1036985A (ja) * | 1996-07-22 | 1998-02-10 | Nippon Light Metal Co Ltd | 光輝性に優れたアルミニウム材料及びその製造方法 |
| DK0824154T3 (da) * | 1996-08-15 | 2002-08-26 | Alcan Tech & Man Ag | Reflektor med resistent overflade |
| EP0918236A1 (de) * | 1997-11-19 | 1999-05-26 | Alusuisse Technology & Management AG | Reflektor mit resistenter Oberfläche |
| EP1154289A1 (de) * | 2000-05-09 | 2001-11-14 | Alcan Technology & Management AG | Reflektor |
| DE102007054731A1 (de) * | 2007-11-14 | 2009-05-20 | Carl Zeiss Smt Ag | Optisches Element zur Reflexion von UV-Strahlung, Herstellungsverfahren dafür und Projektionsbelichtungsanlage damit |
| DE102011002953A1 (de) * | 2011-01-21 | 2012-07-26 | Carl Zeiss Smt Gmbh | Substrat für Spiegel für die EUV-Lithographie |
| EP2738849B1 (en) * | 2011-07-29 | 2015-07-22 | UACJ Corporation | Aluminum alloy foil for electrode collector and production method therefor |
| TW201337342A (zh) * | 2012-02-14 | 2013-09-16 | Fujifilm Corp | 鏡面膜、其製造方法、以及太陽熱發電裝置用或太陽光發電裝置用鏡面膜 |
| WO2018013757A2 (en) * | 2016-07-14 | 2018-01-18 | Corning Incorporated | Methods of reducing surface roughness of reflectance coatings for duv mirrors |
-
2016
- 2016-12-27 KR KR1020187029403A patent/KR102525721B1/ko active IP Right Grant
- 2016-12-27 US US16/085,224 patent/US20190076897A1/en active Pending
- 2016-12-27 JP JP2018505267A patent/JP6794426B2/ja active Active
- 2016-12-27 WO PCT/JP2016/088915 patent/WO2017158989A1/ja active Application Filing
- 2016-12-27 CN CN201680083442.4A patent/CN108778540B/zh active Active
- 2016-12-28 TW TW105143682A patent/TWI707963B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002322530A (ja) * | 2001-12-20 | 2002-11-08 | Nippon Light Metal Co Ltd | 容器用アルミニウム箔およびその製造方法 |
| WO2015019960A1 (ja) * | 2013-08-05 | 2015-02-12 | 東洋アルミニウム株式会社 | 可視光反射材用アルミニウム箔とその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022064991A1 (ja) | 2020-09-23 | 2022-03-31 | 古河電気工業株式会社 | 樹脂製反射フィルム |
| WO2023153192A1 (ja) * | 2022-02-08 | 2023-08-17 | 東洋アルミニウム株式会社 | アルミニウム箔およびその製造方法 |
| WO2024079948A1 (ja) * | 2022-10-13 | 2024-04-18 | 東洋アルミニウム株式会社 | アルミニウム箔及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180123528A (ko) | 2018-11-16 |
| CN108778540A (zh) | 2018-11-09 |
| KR102525721B1 (ko) | 2023-04-25 |
| TWI707963B (zh) | 2020-10-21 |
| US20190076897A1 (en) | 2019-03-14 |
| JPWO2017158989A1 (ja) | 2019-02-14 |
| JP6794426B2 (ja) | 2020-12-02 |
| CN108778540B (zh) | 2020-10-20 |
| TW201805448A (zh) | 2018-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017158989A1 (ja) | 紫外線反射材用アルミニウム箔およびその製造方法 | |
| TWI629117B (zh) | Aluminum foil for visible light reflecting material and method of producing the same | |
| JP6322294B2 (ja) | 型の製造方法および反射防止膜の製造方法 | |
| TW201248186A (en) | Transparent glass substrate having antiglare surface | |
| TW200809265A (en) | Anti-glare film and image display device | |
| JP6309081B2 (ja) | 型の製造方法および反射防止膜の製造方法 | |
| WO2018143370A1 (ja) | 反射防止膜、反射防止膜の製造方法、型および型の製造方法 | |
| EP1958008B1 (de) | Reflektor mit einer schutzschicht aus sol-gel-lack | |
| JP6968542B2 (ja) | アルミニウム箔積層体およびその製造方法 | |
| JP2001279359A (ja) | ペリクル枠およびペリクル枠用中空押出材の製造方法 | |
| JP6873844B2 (ja) | 可視光反射材用アルミニウム部材 | |
| TWI741186B (zh) | 鋁積層體及其製造方法 | |
| EP2216303A1 (en) | Heat Treatable Magnesium Fluoride Inclusive Coatings, Coated Articles Including Heat Treatable Magnesium Fluoride Inclusive Coatings, and Methods of Making the Same | |
| WO2024079948A1 (ja) | アルミニウム箔及びその製造方法 | |
| TWI758563B (zh) | 鋁積層體及其製造方法 | |
| JP6626898B2 (ja) | 基材の表面処理方法および型の製造方法 | |
| JP2018159750A (ja) | 反射部材およびその製造方法 | |
| JPH1036985A (ja) | 光輝性に優れたアルミニウム材料及びその製造方法 | |
| JP2017149057A (ja) | 防曇膜及び防曇膜形成用組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018505267 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187029403 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16894606 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16894606 Country of ref document: EP Kind code of ref document: A1 |