WO2017149955A1 - プレス成形品の製造方法 - Google Patents
プレス成形品の製造方法 Download PDFInfo
- Publication number
- WO2017149955A1 WO2017149955A1 PCT/JP2017/001211 JP2017001211W WO2017149955A1 WO 2017149955 A1 WO2017149955 A1 WO 2017149955A1 JP 2017001211 W JP2017001211 W JP 2017001211W WO 2017149955 A1 WO2017149955 A1 WO 2017149955A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- top plate
- curvature
- press
- plate portion
- radius
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
Definitions
- the present invention relates to a press-molded product for forming a metal plate on a hat-shaped cross-section component having a top plate portion and a flange portion in which the top plate portion and the flange portion are curved convexly or concavely on the top plate portion side along the longitudinal direction. It relates to a manufacturing method.
- a hat-shaped cross-sectional component having a top plate portion and a flange portion curved with a predetermined curvature radius along the longitudinal direction, such as a B-pillar outer, can be cited.
- Patent Documents 1 to 3 As conventional techniques for solving the above problems, there are press forming methods described in Patent Documents 1 to 3.
- a molded product having a top plate portion curved in the longitudinal direction and two side wall portions extending from both ends along the longitudinal direction of the top plate portion toward the inside of the curve.
- the curvature of the top plate portion in the previous process and the angle formed by the top plate portion and the side surface portion are changed.
- stress generated in the subsequent process is reduced and springback is suppressed.
- a residual tensile stress is generated in the vicinity of a ridge line having a predetermined curvature in a shape after forming in a metal plate press forming step that reaches a final press-formed product shape through a plurality of press forming steps.
- the part is formed with a smaller radius of curvature than the final shape in the previous process, and the part where the residual compressive stress is generated is formed with a larger radius of curvature than the final shape in the previous process.
- the method described in Patent Document 2 cancels the residual stress and reduces the spring back.
- the method described in Patent Document 3 is a method of generating a mold that allows for warpage that occurs during press molding, and reduces the springback by press molding using this expected shape.
- the present invention has been made in view of the above problems, and even when a high-tensile material is used, the material strength of the springback in a side view, that is, the camberback and the camberback, without complicating the mold.
- a method for producing a press-molded product that can greatly reduce sensitivity.
- a method for manufacturing a press-formed product includes a top plate portion and a flange portion that are continuous in a width direction through a side wall portion, and the top plate portion and the flange.
- the sensitivity of the material strength of the springback in a side view, that is, the camberback and the camberback is greatly reduced without complicating the mold. Can do.
- a part with high dimensional accuracy can be obtained, which leads to an improvement in yield.
- a hat-shaped cross-sectional component in which both sides in the width direction of the top plate portion 1 are continuous to the flange portion 2 via the side wall portion 3, and the hat is curved so as to protrude toward the top plate portion 1 along the longitudinal direction.
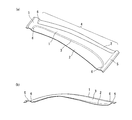
- the product shape by press molding that is the object of the present embodiment is such that the main body portion 4 has the top plate portion 1 and the flange portion 2 continuous in the width direction via the side wall portion 3.
- the top plate portion 1 and the flange portion 2 are curved so as to protrude toward the top plate portion 1 along the longitudinal direction.
- FIG. 2 illustrates a case where the curved portion is formed to be biased to the left side.
- the curvature of the curvature along the longitudinal direction formed in the top plate portion 1 and the flange portion 2 may be the same, but is different in the present embodiment.
- the overhanging portions 5 are continuous with both ends in the longitudinal direction of the top plate portion 1. Since the width of each overhang portion 5 is larger in the width direction than the width of the top plate portion 1, the top plate surface on the end side in the longitudinal direction of the product shape in the top view is L-shaped or T-shaped. It has become.
- FIG. 2 illustrates a T shape.
- the lower end portion of the vertical wall portion 6 is continuous with the longitudinal end portion of the flange portion 2.
- the vertical wall portion 6 rises to the top plate portion 1 side, and its upper end continues to the overhang portion 5.
- the main body 4 having a curved portion extends in the vertical direction with respect to the vertical wall 6. That is, the vertical wall portion 6 rises so as to face the longitudinal direction of the main body portion 4.
- a shape in which the vertical wall portion 6 exists only on one side in the longitudinal direction may be used.
- the method for manufacturing a press-formed product according to the present invention can be applied even to a product shape without the overhanging portion 5 and the vertical wall portion 6. Moreover, even if the top-plate part 1 and the flange part 2 are concave curved shapes at the top-plate part 1 side along a longitudinal direction, it is applicable.
- the method for manufacturing a press-formed product of the present embodiment includes a first step and a second step as a process for forming a flat metal plate into the product shape described above. .
- the trim processing (not shown) which trims the flange outer periphery.
- the trim processing may be performed before the first step, may be performed between the first step and the second step, or may be performed after the second step.
- the intermediate part is a part in a state where trimming of the outer periphery of the flange is performed.
- the top plate portion 1 and the flange portion 2 are flattened into a part shape having a hat-shaped cross section with a second curvature radius smaller than the curvature radius in the product shape, respectively, along the longitudinal direction. It is a process of manufacturing an intermediate part by press-molding a metal plate (blank material). Even a steel plate having a metal plate material strength of 590 MPa or more is applicable.
- the second curvature radius of the top plate portion 1 and the second curvature radius of the flange portion 2 are set to have different sizes.
- the longitudinal lengths of the top plate portion 1 and the flange portion 2 in the intermediate part manufactured in the first step are respectively the longitudinal lengths of the top plate portion 1 and the flange portion 2 in the product shape, respectively. It is preferable to have the same value.
- the same line length can be obtained by adjusting the line length of the vertical wall portion 6 that connects the flange portion 2 and the overhang portion 5, for example.
- each of the second curvature radii of the top plate portion 1 and the flange portion 2 is preferably such that the curvature radius after the spring back generated in the intermediate part after being molded in the first step is equal to or less than the curvature radius in the product shape.
- the curvature radius of the top plate portion 1 along the longitudinal direction of the top plate portion 1 in the product shape is defined as R1o
- the curvature radius R1 ′ along the longitudinal direction of the top plate portion 1 after the spring back in the intermediate part is defined as R1o
- the value of the second radius of curvature at the top plate 1 it is preferable to set the value of the second radius of curvature at the top plate 1 so that the value satisfies the following expression (1). That is, the intermediate part after the spring back is set to have a radius of curvature on the spring go side as compared with the product shape. 0.70 ⁇ (R1 ′ / R1o) ⁇ 1.00 (1)
- the curvature radius R2 ′ along the longitudinal direction of the flange portion 2 after springback in the intermediate part is expressed by the following formula (2) It is preferable to set the value of the second radius of curvature at the flange portion 2 so that the value satisfies the above. That is, the intermediate part after the spring back is set to have a radius of curvature on the spring go side as compared with the product shape. 0.70 ⁇ (R2 ′ / R2o) ⁇ 1.00 (2)
- draw molding or foam molding may be applied to the molding in the first step.
- each radius of curvature after springback generated in each of the above intermediate parts may be obtained by calculation by performing CAE analysis or other simulation analysis by a computer, or may be obtained by actually making a test product and measuring it. good.
- the trim processing of a flange outer periphery is given.
- a known processing method such as shearing or laser cutting may be employed.
- the second step is a step of forming the intermediate part manufactured in the first step into a target product shape. Resto-like processing may be applied to the molding in the second step.
- the curvature radii of the top plate portion 1 and the flange portion 2 are each made smaller than the curvature radius of the product shape.
- the intermediate part obtained in the first step is press-molded so as to have a radius of curvature in the product shape to obtain a part having a target molded shape.
- the curvature radii of the top plate portion 1 and the flange portion 2 of the intermediate part after being released from the mold are used in the first step by springback depending on the value of the second curvature radius.
- the radius of curvature of the mold is slightly larger.
- the curvature radius of the top plate portion 1 and the flange portion 2 after the spring back of the intermediate part formed in the first step is smaller than the curvature radius in the product shape, preferably smaller than the curvature radius in the product shape.
- the metal plate to be pressed is a high-tensile material, but a steel plate or an aluminum plate may be used.
- the curvature radius of the top-plate part 1 in a product shape along a longitudinal direction and the curvature radius of a flange part may differ.
- FIG. 4 the conceptual diagram of each line length of the top-plate part and flange part in the side view shape of the 1st process of a curved component and a 2nd process is shown.
- the first step when the line length of the top plate portion 1 is formed to be shorter than the product shape (L1> L1 ′), there is a possibility that tensile stress is generated in the top plate portion 1 at the time of forming the second step. is there.
- the first process when the line length of the flange portion is formed to be longer than the product shape (L2 ⁇ L2 ′), there is a possibility that compressive stress is generated in the flange portion during the molding of the second step. Therefore, it is desirable that the line lengths of the top plate portion 1 and the flange portion after molding in the first step and after molding in the second step are the same or substantially the same.
- the molding of the first step by molding the respective curvature radii of the top plate portion 1 and the flange portion 2 of the intermediate part after the spring back to be equal to or less than the curvature radii in the product shape, In the restric molding, a small compressive stress is generated in the top plate portion 1 and a small tensile stress is generated in the flange portion 2. As a result, the stress difference is reduced, the amount of springback is reduced, and the sensitivity of the material strength can be reduced when the material strength fluctuates.
- the curvature radius of the top plate portion 1 after the springback is R1 ′
- the top plate portion 1 in the product shape The ratio with the radius of curvature R1o is preferably set in the range of 0.70 ⁇ (R1 ′ / R1o) ⁇ 1.00.
- the ratio of the radius of curvature R2o of the flange portion 2 in the product is 0.70 ⁇ (R2 ′ / R2o) ⁇ 1.00. It is preferable to set within the range.
- (R1 ′ / R1o) and (R2 ′ / R2o) are smaller than 0.7, an excessive compressive stress is applied to the top plate 1 at the bottom dead center of the mold in the second step. Excessive tensile stress is generated in 2 and a large spring go may occur in the press-formed product.
- the method for manufacturing a press-formed product of the present embodiment even when a high-tensile material is used for the metal plate, the spring back in a side view, that is, the camber back and the camber, without complicating the mold.
- the material strength sensitivity of the bag can be greatly reduced.
- the manufacturing method of the press-formed product of this embodiment is excellent in shape freezing property and material strength sensitivity.
- the present embodiment even when the material strength fluctuates, a part with high dimensional accuracy is obtained, which leads to an improvement in yield.
- a hat-shaped cross-sectional part to make a vehicle body structural part, it is possible to easily assemble the part.
- the curvature radii R1 and R2 of the top plate portion 1 and the flange portion 2 before the spring back are 1655 [mm] and 1596 [ mm]
- the curvature radii R1 ′ and R2 ′ of the top plate portion 1 and the flange portion 2 after the spring back were 1875 [mm] and 1793 [mm], respectively.
- the curvature radius magnification of each of the top plate portion 1 and the flange portion 2 in the first step is calculated from the curvature radius before the spring back.
- the size was reduced and press molding analysis was performed.
- the press molding analysis was performed using the mold model in the first process produced above, and the spring back analysis after the release of the press molded product molded to the bottom dead center of the molding was performed. Thereafter, a molding analysis was performed in which the molded product after the spring back was subjected to restric molding in the second step, and a spring back analysis was performed after the release of the press molded product molded to the bottom dead center.
- the curvature radius was changed from (R1 ′ / R1o) and (R2 ′ / R2o) to 0.7, 0.8, and 0.9 on the basis of conditions using a 980 MPa class material. Further, the amount of deviation from the product shape due to the spring back was best fit on the punch bottom seat surface, and was evaluated by the amount of deviation in the Z direction from the product shape at the top of the vehicle. Table 1 summarizes the press conditions and evaluation results.
- the maximum springback amount is 6.5 mm with a 1470 MPa class material. Moreover, when the difference between a 590 MPa class material and a 1470 MPa class material is compared, it turns out that it has reduced to the difference of 7.6 mm.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
車体構造部品に用いられるプレス成形品の一つとして、例えばBピラーアウターのような、長手方向に沿って所定の曲率半径で湾曲した天板部およびフランジ部を有するハット形断面部品が挙げられる。このような部品にプレス成形した場合、成形下死点で、天板部に引張応力が発生すると共にフランジ部に圧縮応力が発生し、これらの応力差によりスプリングバック(キャンバーバック)が発生する。このような部品に対して、ハイテン材を適用した場合、前述の下死点での応力差が大きくなり、スプリングバックが増加するといった課題が発生する。さらに、ハイテン材では材料強度のバラツキが大きくなるため、寸法精度のバラツキも大きくなる、すなわち材料強度感受性が大きい。
特許文献1に記載の方法では、長手方向に湾曲した天板部と、天板部の長手方向に沿った両端から湾曲内側に向かって延在する二つの側壁部とを有する成形品に対して、前工程の天板部の曲率と天板部と側面部とがなす角度を変更する。これによって、特許文献1に記載の方法では、後工程で発生する応力を低減し、スプリングバックを抑制する。
特許文献2に記載の方法では、複数回のプレス成形工程を経て最終プレス成形品形状に至る金属板プレス成形工程において、成形後の形状で所定の曲率を持つ稜線付近で残留引張応力が発生する部位を、前工程で最終形状よりも小さい曲率半径で成形し、残留圧縮応力が発生する部位を、前工程で最終形状よりも大きい曲率半径で成形する。これによって特許文献2に記載の方法では、残留応力を打ち消し、スプリングバックを低減する。
特許文献3に記載の方法は、プレス成形時に発生する反りを見込んだ金型を生成する方法であり、この見込み形状を用いてプレス成形することによりスプリングバックを低減する。
特許文献2に記載の方法では、圧縮応力もしくは引張応力が発生する領域により、変更する曲率の大小傾向が変化するため、金型の設計が複雑になる。
特許文献3に記載の方法は、プレス下死点での残留応力を0にすることはできないため、材料強度感受性は低減されない。
この結果、本発明の一態様によれば、材料強度が振れた場合でも、寸法精度の高い部品が得られ、歩留りの向上に繋がる。さらに、ハット形断面形状の部品を用いて車体構造部品とする際に、部品の組立てを容易に行うことが可能となる。
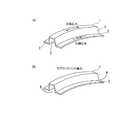
天板部1の幅方向両側が側壁部3を介してフランジ部2に連続しているハット形断面部品であって、長手方向に沿って天板部1側に凸となるように湾曲したハット形断面部品に、ブランク材からなる金属板をプレス成形すると、図1(a)に示すように、湾曲部分の天板部1において引張残留応力が発生すると共に、フランジ部2において圧縮残留応力が発生する。そして、プレス金型から部品を外して、これらの応力が開放されることによって、図1(b)に示すようなスプリングバックが発生する。このとき、金属板の材料強度の増加に伴い、この残留応力が増加して、スプリングバック量が大きくなる傾向がある。すなわち、590MPa以上のハイテン材を採用するとスプリングバックが大きくなる。
本実施形態のプレス成形品の製造方法は、平板状の金属板を上記の製品形状に成形するための加工として、図3に示すように、第1の工程と、第2の工程とを有する。プレス成形品の製造のためのプレス工程を2段階の多工程とすることで、製品のスプリングバック抑制などの寸法精度を向上させることができる。
第1の工程は、天板部1及びフランジ部2について、それぞれ長手方向に沿った湾曲を上記製品形状での曲率半径よりも小さい第2の曲率半径のハット形断面を有する部品形状に、平板状の金属板(ブランク材)をプレス成形して中間部品を製造する工程である。金属板の材料強度が590MPa以上の鋼板であっても適用可能である。
このとき、第1の工程で製造される、中間部品における天板部1およびフランジ部2の長手方向の線長をそれぞれ、製品形状における天板部1およびフランジ部2の長手方向の線長と同じ値となるようにすることが好ましい。
同じ線長とするには、例えばフランジ部2と張出部5を接続する縦壁部6の線長を変更するように調整することで可能である。
例えば、製品形状における天板部1の長手方向に沿った天板部1の曲率半径をR1oと定義した場合、中間部品におけるスプリングバック後の天板部1の長手方向に沿った曲率半径R1’が下記(1)式を満たす値となるように、天板部1での第2の曲率半径の値を設定することが好ましい。すなわち、スプリングバック後の中間部品では、製品形状と比較してスプリングゴー側となる曲率半径となるように設定する。
0.70 ≦ (R1’/R1o) < 1.00・・・・(1)
0.70 ≦ (R2’/R2o) < 1.00・・・・(2)
ここで、第1の工程の成形には、ドロー成形またはフォーム成形を適用すればよい。
また本実施形態では、第1の工程での上記プレス成形後に、フランジ外周のトリム加工を施す。トリム加工には、せん断加工やレーザ切断加工などの公知の加工方法を採用すれば良い。
第2の工程は、第1の工程で製造した中間部品を目標とする製品形状に成形する工程である。第2の工程の成形にはリストライク加工を適用すればよい。
本実施形態のプレス成形品の製造方法では、スプリングバックを低減するために、第1の工程で、天板部1とフランジ部2の曲率半径をそれぞれ、製品形状の曲率半径よりも小さくなるようにプレス成形し、第2の工程で、第1の工程で得られた中間部品を、製品形状での曲率半径となるようにプレス成形して目標の成形形状の部品を得る。
ここで、第1の工程において、型から開放した後の中間部品の天板部1およびフランジ部2の曲率半径は、第2の曲率半径の値によっては、スプリングバックによって第1の工程で使用する金型の曲率半径よりも若干大きくなっている場合も想定される。この第1の工程で成形された中間部品のスプリングバック後の天板部1およびフランジ部2の曲率半径は、製品形状での曲率半径以下、好ましくは製品形状での曲率半径よりも小さくなるように、第1の工程の金型を設計することが好ましい。
プレス加工する金属板としてはハイテン材を対象とするが、鋼板やアルミニウム板などを用いてもよい。また、長手方向に沿った、製品形状での天板部1の曲率半径とフランジ部の曲率半径は異なっていてもよい。
第1の工程において、天板部1の線長を製品形状よりも短く成形した場合(L1>L1’)、第2の工程の成形時に、天板部1で引張応力が発生する可能性がある。また第1の工程において、フランジ部の線長を製品形状よりも長く成形した場合(L2<L2’)、第2の工程の成形時に、フランジ部で圧縮応力が発生する可能性がある。そのため、第1の工程の成形後と第2の工程の成形後との天板部1およびフランジ部の線長はそれぞれ同じ若しくは略同一にすることが望ましい。
もっとも、製品形状に対する中間部品の曲率変更量を決定するに際し、第1の工程において、スプリングバック後の天板部1の曲率半径をR1’としたときに、製品形状での天板部1の曲率半径R1oとの比を0.70 ≦ (R1’/R1o) < 1.00 の範囲内に設定することが好ましい。
ここで、(R1’/R1o)および(R2’/R2o)が0.7よりも小さい場合、第2の工程での金型下死点において天板部1に過度の圧縮応力が、フランジ部2に過度の引張応力が発生し、プレス成形品に大きなスプリングゴーが発生するおそれがある。逆に、(R1’/R1o)および(R2’/R2o)が1よりも大きい場合、第2の工程の金型下死点において天板部1に引張応力が、フランジ部2に圧縮応力が残り、スプリングバックが十分抑制されない可能性がある。
この結果、本実施形態によれば、材料強度が振れた場合でも、寸法精度の高い部品が得られ、歩留りの向上に繋がる。さらに、ハット形断面形状の部品を用いて車体構造部品とする際に、部品の組立てを容易に行うことが可能となる。
本実施例では図2(a)、(b)に示す長手方向に湾曲したハット形断面部品をプレス成形する場合を対象とした。
従来法(No.1~No.4)では、第1の工程で部品の曲率半径を変更せずに、プレス成形解析とスプリングバック解析とを実施し、スプリングバック前後の天板部1およびフランジ部2のスプリングバック量を測定した。
なお、プレス成形に使用する金属板は板厚t=2.0mmであって、材料強度(引張強度)が590MPa級~1470MPa級の鋼板とした。
このとき、980MPa級材(材料強度980MPaの鋼板)を適用した条件を基本とした場合、スプリングバック前の天板部1およびフランジ部2の曲率半径R1、R2はそれぞれ1655[mm]および1596[mm]であり、スプリングバック後の天板部1およびフランジ部2の曲率半径R1’、R2’は、それぞれ1875[mm]および1793[mm]であった。
この結果に基づき、本発明に基づいた例(No.5~No.16)では、第1の工程での天板部1およびフランジ部2それぞれの曲率半径倍率を、スプリングバック前の曲率半径より小さくし、プレス成形解析を行った。
上記で作製した第1の工程での金型モデルを用いてプレス成形解析を実施し、成形下死点まで成形されたプレス成形品の離型後におけるスプリングバック解析を行った。その後、スプリングバック後の成形品を第2の工程でリストライク成形する成形解析を実施し、成形下死点まで成形されたプレス成形品の離型後におけるスプリングバック解析を行った。
表1にプレス条件および評価結果をまとめて示す。

表1のNo.1~4から分かるように、第1の工程での曲率半径を製品形状の曲率と同じにしてプレス成形およびスプリングバックの解析を実施すると、最大スプリングバック量は1470MPa級材で20.3mm発生する。590MPa級材と1470MPa級材の差を比較すると10.6mmの差が生じていることがわかる。
一方、本発明に基づく表1のNo.5~8の場合には、第1の工程での曲率半径を(R1’/R1o)=0.9および(R2’/R2o)=0.9に変更してプレス成形およびスプリングバックの解析を実施すると、最大スプリングバック量は1470MPa級材で6.5mm発生する。また590MPa級材と1470MPa級材の差を比較すると7.6mmの差に低減していることがわかる。
また、本発明に基づく表1のNo.13~16の場合には、第1の工程での曲率半径を(R1’/R1o)=0.7および(R2’/R2o)=0.7に変更してプレス成形およびスプリングバック解析を実施すると、最大スプリングバック量は1470MPa級材で1.2mm発生する。また590MPa級材と1470MPa級材の差を比較すると4.6mmの差に低減していることがわかる。
ここでは、限られた数の実施形態を参照しながら説明したが、権利範囲はそれらに限定されるものではなく、上記の開示に基づく各実施形態の改変は当業者にとって自明なことである。
2 フランジ部
3 側壁部
4 本体部
5 張出部
6 縦壁部
L1、L2 線長
Claims (7)
- 天板部とフランジ部とが側壁部を介して幅方向で連続していると共に、上記天板部及び上記フランジ部が長手方向に沿って上記天板部側に凸若しくは凹に湾曲したハット形断面を有する製品形状に、金属板をプレス成形して製造する際に、
上記天板部及びフランジ部について、それぞれ長手方向に沿った湾曲を上記製品形状での曲率半径よりも小さい第2の曲率半径のハット形断面を有する部品形状にプレス成形して中間部品を製造する第1の工程と、
上記中間部品を上記製品形状にプレス成形する第2の工程と、を有することを特徴とするプレス成形品の製造方法。 - 上記中間部品における上記天板部およびフランジ部の長手方向の線長をそれぞれ、上記製品形状における上記天板部およびフランジ部の長手方向の線長と同じ値に設定することを特徴とする請求項1に記載したプレス成形品の製造方法。
- 上記天板部及びフランジ部の上記各第2の曲率半径は、それぞれ上記第1の工程で成形した後に上記中間部品に発生するスプリングバック後の曲率半径が、上記製品形状での曲率半径以下となる値に設定することを特徴とする請求項1又は請求項2に記載したプレス成形品の製造方法。
- 上記製品形状における天板部の長手方向に沿った天板部の曲率半径をR1oと定義した場合、上記中間部品におけるスプリングバック後の天板部の長手方向に沿った曲率半径R1’が下記(1)式を満たす値となるように、上記天板部での上記第2の曲率半径の値を設定することを特徴とする請求項1又は請求項2に記載したプレス成形品の製造方法。
0.70 ≦ (R1’/R1o) < 1.00・・・・(1) - 上記製品形状におけるフランジ部の長手方向に沿った曲率半径をR2oと定義した場合、上記中間部品におけるスプリングバック後のフランジ部の長手方向に沿った曲率半径R2’が下記(2)式を満たす値となるように、上記フランジ部での上記第2の曲率半径の値を設定することを特徴とする請求項1、請求項2又は請求項4に記載したプレス成形品の製造方法。
0.70 ≦ (R2’/R2o) < 1.00・・・・(2) - 第1の工程の成形にドロー成形またはフォーム成形を適用し、第2の工程の成形にリストライク加工を適用することを特徴とする請求項1~請求項5のいずれか1項に記載したプレス成形品の製造方法。
- 金属板の材料強度が590MPa以上の鋼板とすることを特徴とする請求項1~請求項6のいずれか1項に記載したプレス成形品の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780013609.4A CN108698105B (zh) | 2016-03-01 | 2017-01-16 | 冲压成型品的制造方法 |
| JP2017523938A JP6176430B1 (ja) | 2016-03-01 | 2017-01-16 | プレス成形品の製造方法 |
| MX2018010509A MX369681B (es) | 2016-03-01 | 2017-01-16 | Método para la fabricación de producto moldeado por prensado. |
| KR1020187024623A KR102095143B1 (ko) | 2016-03-01 | 2017-01-16 | 프레스 성형품의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-039383 | 2016-03-01 | ||
| JP2016039383 | 2016-03-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017149955A1 true WO2017149955A1 (ja) | 2017-09-08 |
Family
ID=59743734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/001211 WO2017149955A1 (ja) | 2016-03-01 | 2017-01-16 | プレス成形品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| KR (1) | KR102095143B1 (ja) |
| CN (1) | CN108698105B (ja) |
| MX (1) | MX369681B (ja) |
| WO (1) | WO2017149955A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019026732A1 (ja) * | 2017-08-02 | 2019-02-07 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| EP3760331A4 (en) * | 2018-02-28 | 2021-04-14 | JFE Steel Corporation | MANUFACTURING PROCESS FOR PRESSED COMPONENTS, PRESS FORMING DEVICE AND METAL PLATE FOR PRESS FORMING |
| JP2021186833A (ja) * | 2020-05-29 | 2021-12-13 | Jfeスチール株式会社 | プレス成形品の剛性評価方法、形状決定方法およびプレス成形品 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102499437B1 (ko) * | 2019-01-11 | 2023-02-13 | 제이에프이 스틸 가부시키가이샤 | 프레스 성형 방법, 판상 재료의 블랭크재, 중간 성형품, 프레스 성형품의 제조 방법 및 프레스 성형품 |
| US12115571B2 (en) | 2019-01-11 | 2024-10-15 | Jfe Steel Corporation | Press-forming method, blank member for sheet-shaped material, intermediate formed product, method for manufacturing press-formed product, and press-formed product |
| JP7047890B1 (ja) * | 2020-12-24 | 2022-04-05 | Jfeスチール株式会社 | プレス成形方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007118014A (ja) * | 2005-10-26 | 2007-05-17 | Nissan Motor Co Ltd | プレス成形方法およびプレス成形装置 |
| JP2007190588A (ja) * | 2006-01-19 | 2007-08-02 | Nippon Steel Corp | 金属板プレス成形方法 |
| JP2011206789A (ja) * | 2010-03-29 | 2011-10-20 | Kobe Steel Ltd | プレス成形方法 |
| JP2013063462A (ja) * | 2011-08-30 | 2013-04-11 | Jfe Steel Corp | 長手方向に湾曲したハット型部材のプレス成形方法 |
| WO2014106931A1 (ja) * | 2013-01-07 | 2014-07-10 | 新日鐵住金株式会社 | プレス成形品の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007286841A (ja) * | 2006-04-14 | 2007-11-01 | Advanced Simulation Technology Of Mechanics R & D Co Ltd | 金型の見込みモデル生成装置および方法 |
| JP4757820B2 (ja) * | 2007-03-14 | 2011-08-24 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
-
2017
- 2017-01-16 KR KR1020187024623A patent/KR102095143B1/ko active IP Right Grant
- 2017-01-16 CN CN201780013609.4A patent/CN108698105B/zh active Active
- 2017-01-16 MX MX2018010509A patent/MX369681B/es active IP Right Grant
- 2017-01-16 WO PCT/JP2017/001211 patent/WO2017149955A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007118014A (ja) * | 2005-10-26 | 2007-05-17 | Nissan Motor Co Ltd | プレス成形方法およびプレス成形装置 |
| JP2007190588A (ja) * | 2006-01-19 | 2007-08-02 | Nippon Steel Corp | 金属板プレス成形方法 |
| JP2011206789A (ja) * | 2010-03-29 | 2011-10-20 | Kobe Steel Ltd | プレス成形方法 |
| JP2013063462A (ja) * | 2011-08-30 | 2013-04-11 | Jfe Steel Corp | 長手方向に湾曲したハット型部材のプレス成形方法 |
| WO2014106931A1 (ja) * | 2013-01-07 | 2014-07-10 | 新日鐵住金株式会社 | プレス成形品の製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019026732A1 (ja) * | 2017-08-02 | 2019-02-07 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| JP2019025533A (ja) * | 2017-08-02 | 2019-02-21 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| EP3663012A4 (en) * | 2017-08-02 | 2020-06-17 | JFE Steel Corporation | PRESS MOLDED ARTICLE MANUFACTURING METHOD |
| US11052444B2 (en) | 2017-08-02 | 2021-07-06 | Jfe Steel Corporation | Method for manufacturing press formed product |
| EP3760331A4 (en) * | 2018-02-28 | 2021-04-14 | JFE Steel Corporation | MANUFACTURING PROCESS FOR PRESSED COMPONENTS, PRESS FORMING DEVICE AND METAL PLATE FOR PRESS FORMING |
| US11628486B2 (en) | 2018-02-28 | 2023-04-18 | Jfe Steel Corporation | Production method for pressed components, press forming device, and metal sheet for press forming |
| JP2021186833A (ja) * | 2020-05-29 | 2021-12-13 | Jfeスチール株式会社 | プレス成形品の剛性評価方法、形状決定方法およびプレス成形品 |
| JP7264116B2 (ja) | 2020-05-29 | 2023-04-25 | Jfeスチール株式会社 | プレス成形品の剛性評価方法、形状決定方法およびプレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2018010509A (es) | 2018-11-09 |
| MX369681B (es) | 2019-11-15 |
| KR20180105216A (ko) | 2018-09-27 |
| KR102095143B1 (ko) | 2020-03-30 |
| CN108698105B (zh) | 2020-05-12 |
| CN108698105A (zh) | 2018-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017149955A1 (ja) | プレス成形品の製造方法 | |
| JP6515961B2 (ja) | プレス成形品の製造方法 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| JP6504130B2 (ja) | プレス成形品の製造方法 | |
| WO2016171229A1 (ja) | プレス成形品の製造方法、プレス成形品及びプレス装置 | |
| JP6176430B1 (ja) | プレス成形品の製造方法 | |
| KR102083108B1 (ko) | 프레스 성형품의 제조 방법 | |
| JP6094699B2 (ja) | プレス成形品の製造方法、プレス成形品及びプレス装置 | |
| US11260443B2 (en) | Method for manufacturing press formed product | |
| JP6112226B2 (ja) | プレス成形方法、及びプレス成形部品の製造方法 | |
| JP6493331B2 (ja) | プレス成形品の製造方法 | |
| JP6176429B1 (ja) | プレス成形品の製造方法 | |
| WO2024135007A1 (ja) | プレス成形品の製造方法 | |
| WO2020090153A1 (ja) | プレス成形部品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017523938 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187024623 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020187024623 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/010509 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17759427 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17759427 Country of ref document: EP Kind code of ref document: A1 |