WO2016147637A1 - 自動車内装材用積層体 - Google Patents
自動車内装材用積層体 Download PDFInfo
- Publication number
- WO2016147637A1 WO2016147637A1 PCT/JP2016/001400 JP2016001400W WO2016147637A1 WO 2016147637 A1 WO2016147637 A1 WO 2016147637A1 JP 2016001400 W JP2016001400 W JP 2016001400W WO 2016147637 A1 WO2016147637 A1 WO 2016147637A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- vinyl chloride
- chloride resin
- tape
- layer
- automobile interior
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/30—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being formed of particles, e.g. chips, granules, powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K37/00—Dashboards
- B60K37/20—Dashboard panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
- B60R13/0256—Dashboard liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/02—Synthetic macromolecular particles
- B32B2264/0214—Particles made of materials belonging to B32B27/00
- B32B2264/0228—Vinyl resin particles, e.g. polyvinyl acetate, polyvinyl alcohol polymers or ethylene-vinyl acetate copolymers
- B32B2264/0242—Vinyl halide, e.g. PVC, PVDC, PVF or PVDF (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Definitions
- the present invention relates to a laminate for automobile interior materials in which a vinyl chloride resin layer and a tape are laminated.
- An automobile instrument panel has a structure in which a polyurethane foam layer is provided between a skin made of a vinyl chloride resin and a base material.
- the skin made of vinyl chloride resin changes color over time and its heat aging resistance decreases. Therefore, as a laminate for an automotive instrument panel having good heat aging resistance, at least one layer selected from the group consisting of a vinyl chloride resin layer (a), a polyester layer, a metal layer, a paper layer, a polyethylene layer, and a polypropylene layer.
- a laminate for an automobile instrument panel in which (b) is laminated has been proposed (for example, see Patent Document 1).
- a thread 2 is sewn to a skin 1 made of vinyl chloride resin, and the skin 1 is modified by sewing processing.
- the skin 1 is sewn
- the foamed polyurethane layer is lined on the skin 1, there is a possibility that the raw material of the foamed polyurethane layer may enter from the hole in the sewing part.
- the tape 3 is laminated on the sewing portion of the skin 1 to prevent the entry of the raw material of the polyurethane foam layer from the hole in the sewing portion. It is possible to plan.
- FIG. 1 shows that the raw material of the foamed polyurethane layer may enter from the hole in the sewing part.
- the inventor of the present invention has intensively studied to solve the above-mentioned problems. However, it has been found that no trace appears in the portion where the tape is laminated, and the present invention has been completed.
- the present invention has a vinyl chloride resin layer and a tape disposed on one side in the thickness direction of the vinyl chloride resin layer, the tape includes a base material having a porous structure, and an adhesive layer,
- the said adhesion layer is a laminated body for motor vehicle interior materials located in the said vinyl chloride resin layer side rather than the said base material.
- a preferable vinyl chloride resin layer is a vinyl chloride resin layer that has been sewn.
- the base material is preferably made of a nonwoven fabric.
- the adhesive layer preferably has a porous structure.
- the laminate for automobile interior materials is preferably a laminate for automobile instrument panels.
- the laminated body for automobile interior materials according to the present invention does not show a trace in the portion where the tape is laminated even when the polyurethane foam layer is lined and heated.
- FIG. 1 is a view showing an automobile instrument panel in which a skin made of a vinyl chloride resin is subjected to a sewing process.
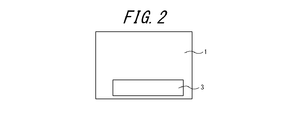
- FIG. 2 is a view showing an outer skin in which a tape is laminated on a sewing portion.
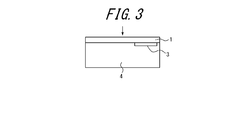
- FIG. 3 is a cross-sectional view schematically showing a state in which a polyurethane foam layer is lined on a laminated body for an automotive instrument panel in which a skin and a tape are laminated.
- the laminated body for automobile interior materials of the present invention includes a vinyl chloride resin layer and a tape disposed on one side in the thickness direction of the vinyl chloride resin layer.
- the laminated body for automobile interior materials according to the present invention has a foam layer such as a polyurethane foam layer (backed) on the side where the tape of the laminate is located (one side in the thickness direction of the vinyl chloride resin layer). Used in the manufacture of automotive interior materials such as automotive instrument panels and door trims.
- the vinyl chloride resin layer of the laminate for automobile interior material usually constitutes the skin, and the back side of the skin composed of the vinyl chloride resin layer ( The tape and the foam layer are located on one side in the thickness direction of the vinyl chloride resin layer.
- the laminate for automobile interior materials of the present invention usually has a structure in which a tape is laminated on one surface of a vinyl chloride resin layer, but unless the intended effect is significantly impaired, the vinyl chloride resin layer Further, a layer other than the tape may be further provided.
- the laminated body for automobile interior materials of the present invention is not particularly limited, and the layer for improving heat aging resistance as described in, for example, International Publication No.
- the laminated body for automotive interior materials of the present invention has, for example, a decorative layer for imparting design properties to the automotive interior materials on the other side in the thickness direction of the vinyl chloride resin layer (the side opposite to the tape side). It may be.
- the vinyl chloride resin layer is preferably formed by powder molding of a vinyl chloride resin composition for powder molding.
- the vinyl chloride resin composition for powder molding contains (a) a vinyl chloride resin, and optionally further contains an additive such as a plasticizer.
- vinyl chloride resin As the vinyl chloride resin (a) of the vinyl chloride resin composition for powder molding, (a1) vinyl chloride resin particles can be contained, and optionally (a2) vinyl chloride resin fine particles are further contained. be able to.
- vinyl chloride resin that can constitute (a1) vinyl chloride resin particles and (a2) vinyl chloride resin fine particles in addition to a vinyl chloride homopolymer, vinyl chloride units are preferably 50% by mass or more, more preferably A copolymer containing 70% by mass or more may be mentioned.
- comonomers of the vinyl chloride copolymer include olefins such as ethylene and propylene; halogenated olefins such as allyl chloride, vinylidene chloride, vinyl fluoride, and ethylene trifluoride; vinyl acetate and propionic acid.
- Carboxylic acid vinyl esters such as vinyl; vinyl ethers such as isobutyl vinyl ether and cetyl vinyl ether; allyl ethers such as allyl-3-chloro-2-oxypropyl ether and allyl glycidyl ether; acrylic acid, maleic acid, itaconic acid, acrylic 2-hydroxyethyl acid, methyl methacrylate, monomethyl maleate, diethyl maleate, maleic anhydride and other unsaturated carboxylic acids, their esters or acid anhydrides; acrylonitrile, methacrylonitrile and other unsaturated nitriles; Acrylamide, N- methylol acrylamide, acrylamido-2-methylpropanesulfonic acid, (meth) acrylamides such as acrylamide propyl trimethyl ammonium chloride; allyl amine benzoates, allylamine and its derivatives such as diallyl dimethyl ammonium chloride; and the like.
- the monomer exemplified above is only a part of the monomer (comonomer) copolymerizable with vinyl chloride.
- “polyvinyl chloride” edited by Kinki Chemical Association Vinyl Division
- the various monomers exemplified in Nikkan Kogyo Shimbun (1988), pages 75-104 may be used.
- One or more of these monomers can be used.
- the vinyl chloride resin that can constitute the above (a1) vinyl chloride resin particles and (a2) vinyl chloride resin fine particles include ethylene-vinyl acetate copolymer, ethylene-methyl methacrylate copolymer, and ethylene-ethyl acrylate copolymer.
- a resin obtained by graft polymerization of (1) vinyl chloride or (2) vinyl chloride and the above comonomer with a resin such as coalescence or chlorinated polyethylene is also included.
- (meth) acryl means acryl and / or methacryl.
- resin particles refers to particles having a particle size of 30 ⁇ m or more, and “resin particles” refers to particles having a particle size of less than 30 ⁇ m.
- the vinyl chloride resin can be produced by any conventionally known production method such as suspension polymerization method, emulsion polymerization method, solution polymerization method or bulk polymerization method.
- (a1) vinyl chloride resin particles function as a matrix resin.
- the (a2) vinyl chloride resin fine particles function as a dusting agent (powder fluidity improver) described later.
- the (a1) vinyl chloride resin particles are preferably produced by a suspension polymerization method.
- the (a2) vinyl chloride resin fine particles are preferably produced by an emulsion polymerization method.
- the average particle diameter of the (a1) vinyl chloride resin particles is preferably 50 ⁇ m or more, more preferably 100 ⁇ m or more, preferably 500 ⁇ m or less, more preferably 250 ⁇ m or less, and still more preferably. 200 ⁇ m or less.
- the average particle diameter of the (a1) vinyl chloride resin particles is within the above range, the powder flowability of the vinyl chloride resin composition for powder molding is improved, and the vinyl chloride resin composition for powder molding is The smoothness of the vinyl chloride resin molded body (vinyl chloride resin layer) formed by powder molding is improved.
- the “average particle diameter” refers to a volume average particle diameter measured by a laser diffraction method in accordance with JIS Z8825.
- the average degree of polymerization of the vinyl chloride resin constituting the (a1) vinyl chloride resin particles is preferably 800 or more and 5000 or less, more preferably 800 or more and 3000 or less, and further preferably 1600 or more and 2800 or less. .
- the “average degree of polymerization” is measured in accordance with JIS K6720-2.
- a preferable average particle size of the above (a2) vinyl chloride resin fine particles that can be optionally contained is 0.1 ⁇ m or more and 10 ⁇ m or less. This is because the powder flowability of the vinyl chloride resin composition for powder molding is improved when the average particle diameter of the above (a2) vinyl chloride resin fine particles is within the above range.
- the average polymerization degree of the vinyl chloride resin constituting the (a2) vinyl chloride resin fine particles is preferably 500 or more, more preferably 600 or more, further preferably 700 or more, preferably 5000 or less. More preferably, it is 3000 or less, More preferably, it is 2500 or less.
- the proportion of (a2) vinyl chloride resin fine particles in 100% by mass of (a) vinyl chloride resin is preferably 0% by mass to 30% by mass, and more preferably 1% by mass to 30% by mass. Yes, more preferably 5% by mass or more and 25% by mass or less, and particularly preferably 8% by mass or more and 20% by mass or less.
- the proportion of the (a2) vinyl chloride resin fine particles is within the above range, the powder flowability of the vinyl chloride resin composition for powder molding is good.
- the vinyl chloride resin composition for powder molding may contain various additives in addition to the above (a) vinyl chloride resin.
- the additive is not particularly limited, and is a plasticizer, perchloric acid-treated hydrotalcite, zeolite, fatty acid metal salt, and (a2) a dusting agent (powder fluidity improver) other than the vinyl chloride resin fine particles.
- a dusting agent dust fluidity improver
- the vinyl chloride resin composition for powder molding preferably contains a plasticizer.
- the plasticizer include the following primary plasticizer and secondary plasticizer.
- the so-called primary plasticizers include trimellitic acid tri-n-hexyl, trimellitic acid tri-n-heptyl, trimellitic acid tri-n-octyl, trimellitic acid tri- (2-ethylhexyl), trimellitic acid tri- n-nonyl, trimellitic acid tri-n-decyl, trimellitic acid triisodecyl, trimellitic acid tri-n-undecyl, trimellitic acid tri-n-dodecyl, trimellitic acid tri-n-alkyl ester An alkyl group (however, the number of carbon atoms is 6 to 12) in the molecule, trimellitic acid trialkyl ester (an alkyl group having a different number of carbon atoms, where the number of carbon atoms is 8 to 10)
- Stearic acid derivatives other such as diethylene glycol monolaurate, diethylene glycol dipelargonate, pentaerythritol fatty acid ester Fatty acid derivatives; triethyl phosphate, tributyl phosphate, tri- (2-ethylhexyl) phosphate, tributoxyethyl phosphate, triphenyl phosphate, cresyl diphenyl phosphate, tricresyl phosphate, trixylenyl phosphate, tris (chloroethyl) phosphate, etc.
- Phosphoric acid derivatives diethylene glycol dibenzoate, dipropylene glycol dibenzoate, triethylene glycol dibenzoate, triethylene glycol di- (2-ethylbutyrate), triethylene glycol di- (2-ethylhexoate), dibutylmethylene bis Glycol derivatives such as thioglycolate; glycerides such as glycerol monoacetate, glycerol triacetate, glycerol tributyrate Phosphorous derivatives; Epoxy derivatives such as diisodecyl epoxyhexahydrophthalate, epoxy triglyceride, octyl epoxidized oleate, decyl oleated oleate; polyester plasticizers such as adipic acid polyester, sebacic acid polyester, phthalic acid polyester, etc.
- secondary plasticizers include chlorinated paraffins, fatty acid esters of glycols such as triethylene glycol dicaprylate, butyl epoxy stearate, phenyl oleate, and methyl dihydroabietic acid.
- one or more plasticizers may be used.
- a secondary plasticizer it is preferable to use together a primary plasticizer with an equal mass or more.
- the content of the plasticizer with respect to 100 parts by mass of the (a) vinyl chloride resin is preferably 30 parts by mass or more, more preferably 60 parts by mass or more, still more preferably 90 parts by mass or more, and preferably 200 parts by mass or less. More preferably, it is 170 mass parts or less, More preferably, it is 160 mass parts or less.
- the content of the plasticizer is within the above range, the plasticizer is well absorbed by the vinyl chloride resin (a), and the powder moldability of the vinyl chloride resin composition for powder molding is improved.
- the vinyl chloride resin composition for powder molding may contain perchloric acid-treated hydrotalcite.
- Perchloric acid-treated hydrotalcite for example, by adding hydrotalcite to a dilute aqueous solution of perchloric acid, stirring, and then filtering, dehydrating or drying as necessary, thereby allowing carbonate anions in hydrotalcite It can be easily produced by replacing at least a part of (CO 3 2 ⁇ ) with a perchlorate anion (ClO 4 ⁇ ) (2 mol of perchlorate anion is substituted for 1 mol of carbonate anion).
- the molar ratio of the hydrotalcite to the perchloric acid can be arbitrarily set, but is generally 0.1 to 2 moles of perchloric acid per mole of hydrotalcite.
- the substitution rate of the carbonate anion to the perchlorate anion in the untreated (unsubstituted) hydrotalcite is preferably 50 mol% or more, more preferably 70 mol% or more, and still more preferably 85 mol% or more. Further, the substitution rate of the carbonate anion to the perchlorate anion in the untreated (unsubstituted) hydrotalcite is preferably 95 mol% or less.
- Hydrotalcite is a non - stoichiometric compound represented by the general formula: [Mg 1-x Al x (OH) 2 ] x + [(CO 3 ) x / 2 ⁇ mH 2 O] x- It is an inorganic substance having a layered crystal structure composed of a layer [Mg 1-x Al x (OH) 2 ] x + and a negatively charged intermediate layer [(CO 3 ) x / 2 ⁇ mH 2 O] x ⁇ .
- x is a number in the range of greater than 0 and less than or equal to 0.33.
- the natural hydrotalcite is Mg 6 Al 2 (OH) 16 CO 3 .4H 2 O.
- the synthetic hydrotalcite, Mg 4.5 Al 2 (OH) 13 CO 3 ⁇ 3.5H 2 O are commercially available. A method for synthesizing synthetic hydrotalcite is described in, for example, Japanese Patent Publication No. 61-174270.
- the content of the perchloric acid-treated hydrotalcite is preferably 0.5 parts by mass or more and 7 parts by mass or less, more preferably 1 part by mass or more and 6 parts by mass or less with respect to 100 parts by mass of the vinyl chloride resin (a).
- the more preferable content is 1.5 parts by mass or more and 5.5 parts by mass or less.
- the vinyl chloride resin composition for powder molding may contain zeolite as a stabilizer.
- Zeolite has the general formula: M x / n ⁇ [(AlO 2 ) x ⁇ (SiO 2 ) y ] ⁇ zH 2 O (wherein M is a metal ion of valence n, and x + y is a tetrahedron per unit cell) Number, z is the number of moles of water).
- M in the general formula include monovalent or divalent metals such as Na, Li, Ca, Mg, Zn, and mixed types thereof.
- the content of the zeolite is not limited to a specific range. Preferable content is 0.1 to 5 parts by mass with respect to 100 parts by mass of (a) vinyl chloride resin.
- the vinyl chloride resin composition for powder molding may contain a fatty acid metal salt.
- Preferred fatty acid metal salts are monovalent fatty acid metal salts, more preferred fatty acid metal salts are monovalent fatty acid metal salts having 12 to 24 carbon atoms, and more preferred fatty acid metal salts having 15 to 21 carbon atoms. It is a monovalent fatty acid metal salt.
- Specific examples of the fatty acid metal salt include lithium stearate, magnesium stearate, aluminum stearate, calcium stearate, strontium stearate, barium stearate, zinc stearate, calcium laurate, barium laurate, zinc laurate, 2-ethylhexane.
- the metal constituting the fatty acid metal salt is preferably a metal capable of generating a polyvalent cation, more preferably a metal capable of generating a divalent cation, and a divalent cation of the third to sixth periods of the periodic table. Is more preferable, and a metal capable of generating a divalent cation in the fourth period of the periodic table is particularly preferable.
- the most preferred fatty acid metal salt is zinc stearate.
- the preferred content of the fatty acid metal salt relative to 100 parts by weight of the (a) vinyl chloride resin is 0.05 parts by weight or more and 5 parts by weight or less, and the more preferred content is 0.1 parts by weight or more and 1 part by weight or less.
- a more preferable content is 0.1 part by mass or more and 0.5 part by mass or less.
- the vinyl chloride resin composition for powder molding may contain a dusting agent other than (a2) vinyl chloride resin fine particles.
- a dusting agent other than (a2) vinyl chloride resin fine particles include inorganic fine particles such as calcium carbonate, talc and aluminum oxide; polyacrylonitrile resin fine particles, poly (meth) acrylate resin fine particles, polystyrene resin fine particles, polyethylene resin fine particles, polypropylene resin fine particles, polyester resin fine particles Organic fine particles such as polyamide resin fine particles.
- inorganic fine particles having an average particle size of 10 nm to 100 nm are preferable.
- the content of other dusting agents is not limited to a specific range.
- the content is preferably 20 parts by mass or less and more preferably 10 parts by mass or less with respect to 100 parts by mass of the (a) vinyl chloride resin.
- the above-mentioned vinyl chloride resin composition for powder molding is composed of a colorant, impact modifier, perchloric acid compound other than perchloric acid-treated hydrotalcite (sodium perchlorate, potassium perchlorate, etc.), antioxidant. , Other additives such as antifungal agents, flame retardants, antistatic agents, fillers, light stabilizers, foaming agents, ⁇ -diketones, and the like.
- the colorant are quinacridone pigments, perylene pigments, polyazo condensation pigments, isoindolinone pigments, copper phthalocyanine pigments, titanium white, and carbon black.
- the quinacridone pigment is obtained by treating p-phenylene dianthranilic acid with concentrated sulfuric acid and exhibits a yellowish red to reddish purple hue.
- Specific examples of the quinacridone pigment are quinacridone red, quinacridone magenta, and quinacridone violet.
- the perylene pigment is obtained by a condensation reaction of perylene-3,4,9,10-tetracarboxylic anhydride and an aromatic primary amine, and exhibits a hue from red to magenta and brown.
- the perylene pigment are perylene red, perylene orange, perylene maroon, perylene vermilion, and perylene bordeaux.
- the polyazo condensation pigment is obtained by condensing an azo dye in a solvent to obtain a high molecular weight, and exhibits a hue of a yellow or red pigment.
- Specific examples of the polyazo condensation pigment are polyazo red, polyazo yellow, chromophthal orange, chromophthal red, and chromophthal scarlet.
- the isoindolinone pigment is obtained by a condensation reaction of 4,5,6,7-tetrachloroisoindolinone and an aromatic primary diamine, and exhibits a hue of greenish yellow to red and brown.
- the isoindolinone pigment is isoindolinone yellow.
- the copper phthalocyanine pigment is a pigment in which copper is coordinated to phthalocyanines, and exhibits a hue of yellowish green to vivid blue.
- Specific examples of the copper phthalocyanine pigment are phthalocyanine green and phthalocyanine blue.
- Titanium white is a white pigment made of titanium dioxide and has a large hiding power, and there are anatase type and rutile type.
- Carbon black is a black pigment containing carbon as a main component and containing oxygen, hydrogen, and nitrogen. Specific examples of carbon black are thermal black, acetylene black, channel black, furnace black, lamp black, and bone black.
- the impact resistance improver include acrylonitrile-butadiene-styrene copolymer, methyl methacrylate-butadiene-styrene copolymer, chlorinated polyethylene, ethylene-vinyl acetate copolymer, chlorosulfonated polyethylene and the like.
- one or more impact resistance improvers can be used.
- the impact resistance improver is dispersed as a heterogeneous phase of fine elastic particles in the vinyl chloride resin composition for powder molding.
- the vinyl chloride resin composition for powder molding contains (a1) vinyl chloride resin particles, the chain and polar group graft polymerized to the elastic particles are compatible with (a1) vinyl chloride resin particles, and the vinyl chloride resin The impact resistance of the layer is improved.
- antioxidants include phenolic antioxidants, sulfur antioxidants, phosphorus antioxidants, and the like.
- antifungal agent examples include aliphatic ester antifungal agents, hydrocarbon antifungal agents, organic nitrogen antifungal agents, organic nitrogen sulfur antifungal agents, and the like.
- flame retardants are halogen flame retardants such as chlorinated paraffin; phosphorus flame retardants such as phosphate esters; inorganic hydroxides such as magnesium hydroxide and aluminum hydroxide;
- antistatic agent examples include anionic antistatic agents such as fatty acid salts, higher alcohol sulfates and sulfonates; cationic antistatic agents such as aliphatic amine salts and quaternary ammonium salts; polyoxyethylene alkyl Nonionic antistatic agents such as ethers and polyoxyethylene alkylphenol ethers;
- filler examples include silica, talc, mica, calcium carbonate, clay and the like.
- light stabilizers include benzotriazole-based, benzophenone-based, nickel chelate-based ultraviolet absorbers, hindered amine-based light stabilizers, and the like.
- blowing agent examples include azo compounds such as azodicarbonamide and azobisisobutyronitrile, nitroso compounds such as N, N′-dinitrosopentamethylenetetramine, p-toluenesulfonyl hydrazide, p, p-oxybis (benzene)
- Organic foaming agents such as sulfonyl hydrazide compounds such as sulfonyl hydrazide; volatile hydrocarbon compounds such as chlorofluorocarbon gas, carbon dioxide gas, water, pentane; and gas-based foaming agents such as microcapsules enclosing these.
- ⁇ -diketone can be used to more effectively suppress fluctuations in the initial color tone of the vinyl chloride resin layer obtained by powder molding the above-mentioned vinyl chloride resin composition for powder molding.
- Specific examples of ⁇ -diketone are dibenzoylmethane, stearoylbenzoylmethane, palmitoylbenzoylmethane, and the like. These ⁇ -diketones may be used singly or in combination of two or more.
- the content of ⁇ -diketone is not limited to a specific range.
- a preferable content of ⁇ -diketone is 0.1 part by mass or more and 5 parts by mass or less with respect to 100 parts by mass of (a) vinyl chloride resin.
- the mixing method of the vinyl chloride resin and the additive added as necessary is not limited.
- a preferred mixing method is a method in which components other than the dusting agent (including the above (a2) vinyl chloride resin fine particles) are mixed by dry blending, and then the dusting agent is mixed.
- the Henschel mixer is preferably used for dry blending.
- the temperature during dry blending is preferably 50 ° C. or higher and 200 ° C. or lower, more preferably 70 ° C. or higher and 200 ° C. or lower.
- the vinyl chloride resin layer provided in the laminate for automobile interior material of the present invention is obtained by powder molding, preferably powder slush molding, of the above-mentioned vinyl chloride resin composition for powder molding.
- the mold temperature at the time of powder slush molding is preferably 200 ° C. or higher and 300 ° C. or lower, more preferably 220 ° C. or higher and 280 ° C. or lower.
- the powdered vinyl chloride resin composition is sprinkled on a mold in the above temperature range and left for 5 seconds to 30 seconds, and then excess vinyl chloride is used. Shake off the resin composition and leave it for 30 seconds to 3 minutes. Thereafter, the mold is cooled to 10 ° C.
- the obtained vinyl chloride resin layer has a known sewing method such as thread sewing using a needle. Sewing may be performed using Incidentally, when the laminated body for automobile interior materials of the present invention has an additional layer between the vinyl chloride resin layer and the tape, the sewing process is not particularly limited, and the sewing process is not limited to the vinyl chloride resin layer and the additional layer. Can be carried out after lamination.
- the vinyl chloride resin layer can be suitably used as the skin of automobile interior materials such as instrument panels and door trims.
- the thickness of the vinyl chloride resin layer is not limited to a specific range.
- the thickness is preferably 100 ⁇ m or more, more preferably 500 ⁇ m or more, particularly preferably 800 ⁇ m or more, preferably 3 mm or less, more preferably 2 mm or less, and particularly preferably 1.5 mm or less.
- positioned at the thickness direction one side of the said vinyl chloride resin layer is equipped with the base material which has a porous structure, and the adhesion layer located in the vinyl chloride resin layer side rather than a base material.
- the tape of the laminated body for automobile interior materials of the present invention may include a layer other than the base material and the adhesive layer as long as the intended effect is not significantly impaired.
- the tape of the laminate for automobile interior material of the present invention may have an additional adhesive layer on the side opposite to the adhesive layer, for example, without being particularly limited.
- the tape is preferably composed only of the base material and the adhesive layer.
- the tape can be provided at an arbitrary position on one side in the thickness direction of the vinyl chloride resin layer.
- the tape can be provided on a part of one side in the thickness direction of the vinyl chloride resin layer without particular limitation.
- the tape can be provided at a position covering the sewn portion.
- the specific example of the base material which has the said porous structure is a nonwoven fabric, a foam, etc.
- a preferred substrate is a nonwoven fabric.
- the fibers constituting the nonwoven fabric include polyamide fibers, polyaramid fibers, polyester fibers, cellulose, cotton, hemp, wool, silk and other organic fibers; glass fibers, carbon fibers, alumina fibers, tungsten fibers, molybdenum fibers, titanium Inorganic fibers such as fibers, steel fibers, boron fibers, silicon carbide fibers, silica fibers, and the like.
- One type or two or more types of fibers may be used for the fibers constituting the nonwoven fabric.
- the base material constituting the tape of the laminate for automobile interior material of the present invention is preferably made of organic fibers, and more preferably made of polyester fibers.
- the diameter of the fiber is preferably 1 ⁇ m or more, more preferably 10 ⁇ m or more, preferably 25 ⁇ m or less, more preferably 20 ⁇ m or less.
- Non-woven fabric is formed by forming the above fibers into a fleece by dry method, wet method, spunbond method, melt blown method, etc., and the fleece is formed by thermal bond method, chemical bond method, needle punch method, spunlace method, stitch bond method, steam It is obtained by bonding by the jet method or the like.
- the basis weight of the nonwoven fabric is not particularly limited, but is preferably 20 g / m 2 or more and 100 g / m 2 or less, more preferably 20 g / m 2 or more and 80 g / m 2 or less from the viewpoint of air permeability and price.
- the thickness of the substrate is preferably 5 ⁇ m or more, more preferably 10 ⁇ m or more, preferably 100 ⁇ m or less, and more preferably 50 ⁇ m or less.
- polymer constituting the pressure-sensitive adhesive forming the pressure-sensitive adhesive layer include conjugated diene polymers such as polybutadiene, synthetic polyisoprene and natural rubber; aromatic vinyl such as styrene-butadiene copolymer and styrene-isoprene copolymer.
- -Conjugated diene copolymer Hydrogenated styrene-butadiene copolymer, hydrogenated aromatic vinyl-conjugated diene copolymer such as styrene-isoprene copolymer; Cyanide such as acrylonitrile-butadiene copolymer Group-containing vinyl-conjugated diene copolymer; cyano group-containing vinyl-conjugated diene copolymer hydrogenated product such as acrylonitrile-butadiene copolymer hydrogenated product; silicone polymer such as silicone rubber and silicone resin; acrylic rubber, acrylic resin Acrylic polymer such as urethane polymer; polyethylene, polypropylene Polyolefins Ren like; polyesters; polyamides, epoxy polymers, vinyl alkyl ether polymers, is like; fluorine rubber, fluoropolymer or fluorocarbon resin.
- the pressure-sensitive adhesive layer a polymer constituting one or more pressure-sensitive adhesives is used.
- aromatic vinyl-conjugated diene copolymers aromatic vinyl-conjugated diene copolymer hydrogenated products, acrylic polymers, and silicone polymers are preferred, and aromatic vinyl-conjugated diene copolymers are preferred.
- An acrylic polymer is more preferable.
- the pressure-sensitive adhesive layer constituting the tape constituting the laminate for automobile interior material of the present invention is an aromatic vinyl-conjugated diene copolymer, an aromatic vinyl-conjugated diene copolymer hydrogenated product, an acrylic polymer, or a silicone polymer. It is preferable that an aromatic vinyl-conjugated diene copolymer or an acrylic polymer is included.
- the adhesive layer preferably has a porous structure.
- the tape preferably has a porous structure as a whole. By having a porous structure, permeation of components such as a plasticizer becomes easier.
- the thickness of the adhesive layer is preferably 1 ⁇ m or more, more preferably 3 ⁇ m or more, preferably 10 ⁇ m or less, more preferably 8 ⁇ m or less.
- a tape is affixed on the thickness direction one side of the said vinyl chloride resin layer using an adhesion layer.
- the adhesive layer is attached to the vinyl chloride resin layer, and the vinyl chloride resin layer and The tape is laminated.
- the laminated body for automobile interior materials of the present invention is laminated with a foamed body such as a foamed polyurethane molded body.
- a lamination method is a method in which a laminate for an automobile interior material of the present invention and a foamed product such as a foamed polyurethane molded product are separately prepared, and then bonded together by using heat fusion, thermal bonding, or a known adhesive;
- a method for carrying out polymerization by reacting foam raw materials such as isocyanates and polyols, which are raw materials for a foamed polyurethane molded product, on the laminated body for automobile interior materials of the present invention and performing foaming by a known method And so on.
- the process is simple, and even when obtaining laminated bodies having various shapes, the laminated body for automobile interior materials of the present invention and a foamed body such as a foamed polyurethane molded body are securely bonded. This is more preferable.
- the average degree of polymerization of the vinyl chloride resin particles and the vinyl chloride resin fine particles is based on JIS K6720-2, and each of the vinyl chloride resin particles and the vinyl chloride resin fine particles is dissolved in cyclohexanone. And calculating the viscosity.
- the average particle diameter (volume average particle diameter) of the vinyl chloride resin particles and the vinyl chloride resin fine particles is obtained by dispersing the vinyl chloride resin particles and the vinyl chloride resin fine particles in a water tank, respectively, and using an apparatus shown below. The diffraction / scattering intensity distribution was measured and analyzed, and the particle diameter and volume-based particle diameter distribution were measured to calculate.
- ⁇ Apparatus Laser diffraction particle size distribution analyzer (manufactured by Shimadzu Corporation, SALD-2300) ⁇ Measuring method: Laser diffraction and scattering ⁇ Measuring range: 0.017 ⁇ m to 2500 ⁇ m
- Light source Semiconductor laser (wavelength 680 nm, output 3 mW)
- Examples 1 and 2 Comparative Examples 1 and 2
- the plasticizer trimellitic acid ester and epoxidized soybean oil
- the vinyl chloride resin fine particles as the dusting agent were placed in a Henschel mixer and mixed. Then, when the temperature of the mixture rises to 80 ° C., a plasticizer is added and further heated to dry up (the plasticizer is absorbed by the vinyl chloride resin particles, which means that the mixture is further improved). .) Thereafter, when the dried-up mixture was cooled to 100 ° C. or less, vinyl chloride resin fine particles as a dusting agent were added to prepare a vinyl chloride resin composition for powder molding.
- the obtained vinyl chloride resin composition for powder molding was sprinkled on a metal mold with a texture heated to 250 ° C., and the time was adjusted so that the thickness of the vinyl chloride resin molded sheet was 1 mm (specifically, 8 to 20). Seconds) and allowed to melt, and then the excess vinyl chloride resin composition was shaken off. Then, it is left still in an oven set at 200 ° C., and after 60 seconds, the mold is cooled with cooling water, and when the mold temperature is cooled to 40 ° C., a vinyl chloride resin molding of 150 mm ⁇ 200 mm ⁇ 1 mm is performed. The sheet (vinyl chloride resin layer) was removed from the mold.
- a tape having a structure shown in Table 2 was laminated on a part of the surface of the obtained vinyl chloride resin molded sheet (the surface opposite to the surface with wrinkles) to obtain an automotive instrument panel laminate.
- an aluminum plate of 250 mm ⁇ 340 mm ⁇ 2 mm is placed under a 200 mm ⁇ 300 mm ⁇ 10 mm mold, and two vinyl chloride resin molded sheets (laminated body for automobile instrument panel) laminated with tape are 348 mm ⁇ Each was bonded to a lid of a 255 mm ⁇ 10 mm mold so that the surface with the embossed surface was on the lid side.
- the polyol mixture consisting of parts and polymethylene polyphenylene polyisocyanate (polymeric MDI) are mixed in a ratio such that the index is 98.
- the mixture was prepared. Next, the obtained mixed solution was poured into a mold, and the mold was sealed with a lid to which the vinyl chloride resin molded sheet was adhered. 5 minutes later, a sample (9 mm thick, 0.18 g / cm 3 foamed polyurethane molded article lined on the skin consisting of a 1 mm thick vinyl chloride resin molded sheet (vinyl chloride resin molded sheet with tape laminated / foamed polyurethane) The molded body / aluminum plate laminate) was taken out of the mold and subjected to the following heat resistance test. The results are shown in Table 2.
- ⁇ Heat resistance test> The sample was placed in an oven set at 130 ° C. And after taking out a sample every 100 hours and cooling to room temperature, five testers confirmed the external appearance visually and evaluated in the following three steps. Excellent: Five of the five examiners judged that no trace of the tape had appeared. Good: Among 5 testers, 3 or more and 4 or less determined that no trace of tape appeared. Defective: Out of 5 testers, 2 or less judged that no trace of tape appeared.
- ZEST 2500Z (vinyl chloride resin particles ((a1) vinyl chloride resin particles), average degree of polymerization 2500, average particle diameter 130 ⁇ m), manufactured by Shin Daiichi PVC Co., Ltd.) 2) Made by Kao Corporation, Trimex N-08 3) Adeka Sizer O-130S manufactured by ADEKA Corporation 4) Alkamizer 5 manufactured by Kyowa Chemical Industry Co., Ltd. 5) MIZUKALIZER DS, manufactured by Mizusawa Chemical Co., Ltd. 6) Karenz DK-1, manufactured by Showa Denko K.K. 7) SAKAI SZ2000, manufactured by Sakai Chemical Industry Co., Ltd.
- ZEST PQLTX (vinyl chloride resin fine particles obtained by emulsion polymerization ((a2) vinyl chloride resin fine particles), average degree of polymerization 800, average particle diameter 2 ⁇ m), manufactured by Shin Daiichi Vinyl Co., Ltd. 9) DAPX-1720 Black (A), manufactured by Dainichi Seika Kogyo
- Nitosul-APO300 manufactured by Nitto Lifetech Co., Ltd. (base material: polyester non-woven fabric, adhesive layer: styrene-isoprene copolymer porous layer) 11) Nitosul-AP6300 manufactured by Nitto Lifetech Co., Ltd. (base material: polyester nonwoven fabric, adhesive layer: acrylic polymer porous layer) 12) Polyimide adhesive tape NO. 360 UL 13) Scotch mending tape, manufactured by 3M Japan
- the vinyl chloride resin molded sheet / foamed polyurethane molded article / aluminum plate laminate in which the tapes of Examples 1 and 2 are laminated has a porous structure in which the base material of the tape is a non-woven fabric, the tape remains even when heated. No traces appeared on the stacked parts.
- the vinyl chloride resin molded sheet / foamed polyurethane molded body / aluminum sheet laminate in which the base material having a porous structure is laminated is heated in Comparative Examples 1 and 2, the tape is laminated. Traces appeared on the part.
- the laminated body for automobile interior materials of the present invention can maintain a good appearance even when exposed to a high temperature state for a long time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Instrument Panels (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Abstract
Description
本発明が解決しようとする課題は、塩化ビニル樹脂層とテープとを有する積層体であって、発泡ポリウレタン層が裏打ちされて加熱されても、当該テープが積層されている部分に跡が現れない自動車内装材用積層体の提供である。
好ましい上記塩化ビニル樹脂層は、縫製加工された塩化ビニル樹脂層である。
また、上記基材は、好ましくは不織布からなる。
そして、上記粘着層は、好ましくは多孔質構造を有する。
また、上記自動車内装材用積層体は、好ましくは自動車インスツルメントパネル用積層体である。
本発明の自動車内装材用積層体は、塩化ビニル樹脂層と、塩化ビニル樹脂層の厚さ方向一方側に配置されたテープとを備える。そして、本発明の自動車内装材用積層体は、積層体のテープが位置する側(塩化ビニル樹脂層の厚さ方向一方側)に発泡ポリウレタン層などの発泡体層を配設(裏打ち)して、自動車インスツルメントパネルやドアトリム等の自動車内装材の製造などに用いられる。即ち、本発明の自動車内装材用積層体を用いて形成した自動車内装材では、通常、自動車内装材用積層体の塩化ビニル樹脂層が表皮を構成し、塩化ビニル樹脂層からなる表皮の裏側(塩化ビニル樹脂層の厚さ方向一方側)にテープおよび発泡体層が位置する。
なお、本発明の自動車内装材用積層体は、通常は塩化ビニル樹脂層の一方の表面上にテープを積層してなる構造を有するが、所期の効果を著しく損なわない限り、塩化ビニル樹脂層およびテープ以外の層を更に備えていてもよい。具体的には、特に限定されることなく、本発明の自動車内装材用積層体は、例えば、国際公開第2011/086813号に記載されているような耐熱老化性を向上させるための層を塩化ビニル樹脂層とテープとの間に有していてもよい。また、本発明の自動車内装材用積層体は、例えば、自動車内装材に意匠性を付与するための装飾層を塩化ビニル樹脂層の厚さ方向他方側(テープ側とは反対側)に有していてもよい。
塩化ビニル樹脂層は、好ましくは粉体成形用塩化ビニル樹脂組成物の粉体成形により形成される。そして、当該粉体成形用塩化ビニル樹脂組成物は、(a)塩化ビニル樹脂を含有し、任意に、可塑剤などの添加剤を更に含有する。
ここで、粉体成形用塩化ビニル樹脂組成物の(a)塩化ビニル樹脂としては、(a1)塩化ビニル樹脂粒子を含有することができ、任意に、(a2)塩化ビニル樹脂微粒子を更に含有することができる。そして、(a1)塩化ビニル樹脂粒子および(a2)塩化ビニル樹脂微粒子を構成し得る塩化ビニル樹脂としては、塩化ビニルの単独重合体の他、塩化ビニル単位を好ましくは50質量%以上、より好ましくは70質量%以上含有する共重合体が挙げられる。塩化ビニル共重合体の共単量体の具体例は、エチレン、プロピレンなどのオレフィン類;塩化アリル、塩化ビニリデン、フッ化ビニル、三フッ化塩化エチレンなどのハロゲン化オレフィン類;酢酸ビニル、プロピオン酸ビニルなどのカルボン酸ビニルエステル類;イソブチルビニルエーテル、セチルビニルエーテルなどのビニルエーテル類;アリル-3-クロロ-2-オキシプロピルエーテル、アリルグリシジルエーテルなどのアリルエーテル類;アクリル酸、マレイン酸、イタコン酸、アクリル酸-2-ヒドロキシエチル、メタクリル酸メチル、マレイン酸モノメチル、マレイン酸ジエチル、無水マレイン酸などの不飽和カルボン酸、そのエステルまたはその酸無水物類;アクリロニトリル、メタクリロニトリルなどの不飽和ニトリル類;アクリルアミド、N-メチロールアクリルアミド、アクリルアミド-2-メチルプロパンスルホン酸、(メタ)アクリルアミドプロピルトリメチルアンモニウムクロライドなどのアクリルアミド類;アリルアミン安息香酸塩、ジアリルジメチルアンモニウムクロライドなどのアリルアミンおよびその誘導体類;などである。以上に例示される単量体は、塩化ビニルと共重合可能な単量体(共単量体)の一部に過ぎず、共単量体としては、近畿化学協会ビニル部会編「ポリ塩化ビニル」日刊工業新聞社(1988年)第75~104頁に例示されている各種単量体が使用され得る。これらの単量体の1種又は2種以上が使用され得る。上記(a1)塩化ビニル樹脂粒子および(a2)塩化ビニル樹脂微粒子を構成し得る塩化ビニル樹脂には、エチレン-酢酸ビニル共重合体、エチレン-メタクリル酸メチル共重合体、エチレン-アクリル酸エチル共重合体、塩素化ポリエチレンなどの樹脂に、(1)塩化ビニルまたは(2)塩化ビニルと前記共単量体とがグラフト重合された樹脂も含まれる。
ここで、本明細書において、「(メタ)アクリル」とは、アクリル及び/又はメタクリルを意味する。また、「樹脂粒子」とは、粒子径が30μm以上の粒子を指し、「樹脂微粒子」とは、粒子径が30μm未満の粒子を指す。
ここで、上記(a1)塩化ビニル樹脂粒子の平均粒子径は、好ましくは50μm以上であり、より好ましくは100μm以上であり、好ましくは500μm以下であり、より好ましくは250μm以下であり、更に好ましくは200μm以下である。上記(a1)塩化ビニル樹脂粒子の平均粒子径が上記範囲であると、粉体成形用塩化ビニル樹脂組成物の粉体流動性が向上し、かつ、上記粉体成形用塩化ビニル樹脂組成物を粉体成形してなる塩化ビニル樹脂成形体(塩化ビニル樹脂層)の平滑性が向上する。ここで、本明細書において、「平均粒子径」とは、JIS Z8825に準拠し、レーザー回折法によって測定される体積平均粒子径を指す。
任意に含有し得る上記(a2)塩化ビニル樹脂微粒子の好ましい平均粒子径は、0.1μm以上10μm以下である。上記(a2)塩化ビニル樹脂微粒子の平均粒子径が上記範囲であると、粉体成形用塩化ビニル樹脂組成物の粉体流動性が向上するからである。
上記粉体成形用塩化ビニル樹脂組成物は、上記(a)塩化ビニル樹脂以外に、各種添加剤を含有してもよい。添加剤としては、特に限定されることなく、可塑剤、過塩素酸処理ハイドロタルサイト、ゼオライト、脂肪酸金属塩、上記(a2)塩化ビニル樹脂微粒子以外のダスティング剤(粉体流動性改良剤。以下、「その他のダスティング剤」ということがある。)、及びその他の添加剤が挙げられる。
上記粉体成形用塩化ビニル樹脂組成物は、好ましくは可塑剤を含有する。可塑剤の具体例としては、以下の一次可塑剤及び二次可塑剤などが挙げられる。
いわゆる一次可塑剤としては、トリメリット酸トリ-n-ヘキシル、トリメリット酸トリ-n-ヘプチル、トリメリット酸トリ-n-オクチル、トリメリット酸トリ-(2-エチルヘキシル)、トリメリット酸トリ-n-ノニル、トリメリット酸トリ-n-デシル、トリメリット酸トリイソデシル、トリメリット酸トリ-n-ウンデシル、トリメリット酸トリ-n-ドデシル、トリメリット酸トリ-n-アルキルエステル(炭素数が異なるアルキル基〔但し、炭素数は6~12である。〕を分子内に2種以上有するエステル)、トリメリット酸トリアルキルエステル(炭素数が異なるアルキル基〔但し、炭素数は8~10である。〕を分子内に2種以上有するエステル)、トリメリット酸トリ-n-アルキルエステル(炭素数が異なるアルキル基〔但し、炭素数は8~10である。〕を分子内に2種以上有するエステル)等のトリメリット酸エステル;ピロメリット酸テトラ-n-ヘキシル、ピロメリット酸テトラ-n-ヘプチル、ピロメリット酸テトラ-n-オクチル、ピロメリット酸テトラ-(2-エチルヘキシル)、ピロメリット酸テトラ-n-ノニル、ピロメリット酸テトラ-n-デシル、ピロメリット酸テトライソデシル、ピロメリット酸テトラ-n-ウンデシル、ピロメリット酸テトラ-n-ドデシル、ピロメリット酸テトラ-n-アルキルエステル(炭素数が異なるアルキル基〔但し、炭素数は6~12である。〕を分子内に2種以上有するエステル)等のピロメリット酸エステル;エポキシ化大豆油、エポキシ化亜麻仁油等のエポキシ化植物油;ジメチルフタレート、ジエチルフタレート、ジブチルフタレート、ジ-(2-エチルヘキシル)フタレート、ジ-n-オクチルフタレート、ジイソブチルフタレート、ジヘプチルフタレート、ジフェニルフタレート、ジイソデシルフタレート、ジトリデシルフタレート、ジウンデシルフタレート、ジベンジルフタレート、ブチルベンジルフタレート、ジノニルフタレート、ジシクロヘキシルフタレート等のフタル酸誘導体;ジメチルイソフタレート、ジ-(2-エチルヘキシル)イソフタレート、ジイソオクチルイソフタレート等のイソフタル酸誘導体;ジ-(2-エチルヘキシル)テトラヒドロフタレート、ジ-n-オクチルテトラヒドロフタレート、ジイソデシルテトラヒドロフタレート等のテトラヒドロフタル酸誘導体;ジ-n-ブチルアジペート、ジ(2-エチルヘキシル)アジペート、ジイソデシルアジペート、ジイソノニルアジペート等のアジピン酸誘導体;ジ-(2-エチルヘキシル)アゼレート、ジイソオクチルアゼレート、ジ-n-ヘキシルアゼレート等のアゼライン酸誘導体;ジ-n-ブチルセバケート、ジ-(2-エチルヘキシル)セバケート、ジイソデシルセバケート、ジ-(2-ブチルオクチル)セバケート等のセバシン酸誘導体;ジ-n-ブチルマレエート、ジメチルマレエート、ジエチルマレエート、ジ-(2-エチルヘキシル)マレエート等のマレイン酸誘導体;ジ-n-ブチルフマレート、ジ-(2-エチルヘキシル)フマレート等のフマル酸誘導体;トリエチルシトレート、トリ-n-ブチルシトレート、アセチルトリエチルシトレート、アセチルトリ-(2-エチルヘキシル)シトレート等のクエン酸誘導体;モノメチルイタコネート、モノブチルイタコネート、ジメチルイタコネート、ジエチルイタコネート、ジブチルイタコネート、ジ-(2-エチルヘキシル)イタコネート等のイタコン酸誘導体;ブチルオレエート、グリセリルモノオレエート、ジエチレングリコールモノオレエート等のオレイン酸誘導体;メチルアセチルリシノレート、ブチルアセチルリシノレート、グリセリルモノリシノレート、ジエチレングリコールモノリシノレート等のリシノール酸誘導体;n-ブチルステアレート、ジエチレングリコールジステアレート等のステアリン酸誘導体;ジエチレングリコールモノラウレート、ジエチレングリコールジペラルゴネート、ペンタエリスリトール脂肪酸エステル等のその他の脂肪酸誘導体;トリエチルホスフェート、トリブチルホスフェート、トリ-(2-エチルヘキシル)ホスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、クレジルジフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、トリス(クロロエチル)ホスフェート等のリン酸誘導体;ジエチレングリコールジベンゾエート、ジプロピレングリコールジベンゾエート、トリエチレングリコールジベンゾエート、トリエチレングリコールジ-(2-エチルブチレート)、トリエチレングリコールジ-(2-エチルヘキソエート)、ジブチルメチレンビスチオグリコレート等のグリコール誘導体;グリセロールモノアセテート、グリセロールトリアセテート、グリセロールトリブチレート等のグリセリン誘導体;エポキシヘキサヒドロフタル酸ジイソデシル、エポキシトリグリセライド、エポキシ化オレイン酸オクチル、エポキシ化オレイン酸デシル等のエポキシ誘導体;アジピン酸系ポリエステル、セバシン酸系ポリエステル、フタル酸系ポリエステル等のポリエステル系可塑剤などが挙げられる。
いわゆる二次可塑剤としては、塩素化パラフィン、トリエチレングリコールジカプリレート等のグリコールの脂肪酸エステル、ブチルエポキシステアレート、フェニルオレエート、ジヒドロアビエチン酸メチルなどが挙げられる。
なお、粉体成形用塩化ビニル樹脂組成物では、1種又は2種以上の可塑剤を使用してもよい。また、二次可塑剤を用いる場合、それと等質量以上の一次可塑剤を併用することが好ましい。
上記粉体成形用塩化ビニル樹脂組成物は、過塩素酸処理ハイドロタルサイトを含有していてもよい。過塩素酸処理ハイドロタルサイトは、例えば、ハイドロタルサイトを過塩素酸の希薄水溶液中に加えて撹拌し、その後必要に応じて、ろ過、脱水または乾燥することによって、ハイドロタルサイト中の炭酸アニオン(CO3 2-)の少なくとも一部を過塩素酸アニオン(ClO4 -)で置換して(炭酸アニオン1モルにつき過塩素酸アニオン2モルが置換する)、容易に製造することができる。上記ハイドロタルサイトと上記過塩素酸とのモル比は任意に設定できるが、一般には、ハイドロタルサイト1モルに対し、過塩素酸0.1~2モルとする。
上記粉体成形用塩化ビニル樹脂組成物は、ゼオライトを安定剤として含有し得る。ゼオライトは、一般式:Mx/n・[(AlO2)x・(SiO2)y]・zH2O(一般式中、Mは原子価nの金属イオン、x+yは単位格子当たりの四面体数、zは水のモル数である)で表される化合物である。当該一般式中のMの種類としては、Na、Li、Ca、Mg、Znなどの一価又は二価の金属及びこれらの混合型が挙げられる。
上記粉体成形用塩化ビニル樹脂組成物は、脂肪酸金属塩を含有していてもよい。好ましい脂肪酸金属塩は、一価脂肪酸金属塩であり、より好ましい脂肪酸金属塩は、炭素数12以上24以下の一価脂肪酸金属塩であり、更に好ましい脂肪酸金属塩は、炭素数15以上21以下の一価脂肪酸金属塩である。脂肪酸金属塩の具体例は、ステアリン酸リチウム、ステアリン酸マグネシウム、ステアリン酸アルミニウム、ステアリン酸カルシウム、ステアリン酸ストロンチウム、ステアリン酸バリウム、ステアリン酸亜鉛、ラウリン酸カルシウム、ラウリン酸バリウム、ラウリン酸亜鉛、2-エチルヘキサン酸バリウム、2-エチルヘキサン酸亜鉛、リシノール酸バリウム、リシノール酸亜鉛等である。脂肪酸金属塩を構成する金属としては、多価陽イオンを生成しうる金属が好ましく、2価陽イオンを生成しうる金属がより好ましく、周期表第3周期~第6周期の、2価陽イオンを生成しうる金属が更に好ましく、周期表第4周期の、2価陽イオンを生成しうる金属が特に好ましい。最も好ましい脂肪酸金属塩はステアリン酸亜鉛である。
上記粉体成形用塩化ビニル樹脂組成物は、(a2)塩化ビニル樹脂微粒子以外のダスティング剤を含有し得る。その他のダスティング剤の具体例は、炭酸カルシウム、タルク、酸化アルミニウムなどの無機微粒子;ポリアクリロニトリル樹脂微粒子、ポリ(メタ)アクリレート樹脂微粒子、ポリスチレン樹脂微粒子、ポリエチレン樹脂微粒子、ポリプロピレン樹脂微粒子、ポリエステル樹脂微粒子、ポリアミド樹脂微粒子などの有機微粒子;である。中でも、平均粒子径が10nm以上100nm以下の無機微粒子が好ましい。
上記粉体成形用塩化ビニル樹脂組成物は、着色剤、耐衝撃性改良剤、過塩素酸処理ハイドロタルサイト以外の過塩素酸化合物(過塩素酸ナトリウム、過塩素酸カリウム等)、酸化防止剤、防黴剤、難燃剤、帯電防止剤、充填剤、光安定剤、発泡剤、β-ジケトン等の、その他の添加剤を含有し得る。
キナクリドン系顔料は、p-フェニレンジアントラニル酸類が濃硫酸で処理されて得られ、黄みの赤から赤みの紫の色相を示す。キナクリドン系顔料の具体例は、キナクリドンレッド、キナクリドンマゼンタ、キナクリドンバイオレットである。
ペリレン系顔料は、ペリレン-3,4,9,10-テトラカルボン酸無水物と芳香族第一級アミンとの縮合反応により得られ、赤から赤紫、茶色の色相を示す。ペリレン系顔料の具体例は、ペリレンレッド、ペリレンオレンジ、ペリレンマルーン、ペリレンバーミリオン、ペリレンボルドーである。
ポリアゾ縮合顔料は、アゾ色素が溶剤中で縮合されて高分子量化されて得られ、黄、赤系顔料の色相を示す。ポリアゾ縮合顔料の具体例は、ポリアゾレッド、ポリアゾイエロー、クロモフタルオレンジ、クロモフタルレッド、クロモフタルスカーレットである。
イソインドリノン系顔料は、4,5,6,7-テトラクロロイソインドリノンと芳香族第一級ジアミンとの縮合反応により得られ、緑みの黄色から、赤、褐色の色相を示す。イソインドリノン系顔料の具体例は、イソインドリノンイエローである。
銅フタロシアニン系顔料は、フタロシアニン類に銅を配位した顔料で、黄みの緑から鮮やかな青の色相を示す。銅フタロシアニン系顔料の具体例は、フタロシアニングリーン、フタロシアニンブルーである。
チタンホワイトは、二酸化チタンからなる白色顔料で、隠蔽力が大きく、アナタース型とルチル型がある。
カーボンブラックは、炭素を主成分とし、酸素、水素、窒素を含む黒色顔料である。カーボンブラックの具体例は、サーマルブラック、アセチレンブラック、チャンネルブラック、ファーネスブラック、ランプブラック、ボーンブラックである。
なお、β-ジケトンの含有量は特定の範囲に限定されない。β-ジケトンの好ましい含有量は、(a)塩化ビニル樹脂100質量部に対して0.1質量部以上5質量部以下である。
なお、本発明の自動車内装材用積層体を縫製により修飾された自動車内装材の製造に用いる場合、得られた塩化ビニル樹脂層には、針を用いた糸の縫い付け等の既知の縫製方法を用いて縫製加工を施してもよい。因みに、本発明の自動車内装材用積層体が塩化ビニル樹脂層とテープとの間に追加の層を有する場合には、特に限定されることなく、縫製加工は、塩化ビニル樹脂層と追加の層とを積層した後に行うことができる。そして、上記塩化ビニル樹脂層は、インスツルメントパネル、ドアトリム等の自動車内装材の表皮として好適に用いられうる。
上記塩化ビニル樹脂層の厚さ方向一方側に配置されたテープは、多孔質構造を有する基材と、基材よりも塩化ビニル樹脂層側に位置する粘着層とを備える。なお、本発明の自動車内装材用積層体のテープは、所期の効果を著しく損なわない限り、上記基材および上記粘着層以外の層を備えていてもよい。具体的には、特に限定されることなく、本発明の自動車内装材用積層体のテープは、例えば、上記粘着層とは反対側に追加の粘着層を有していてもよい。但し、自動車内装材用積層体を加熱した際にテープが積層されている部分に跡が現れるのを確実に防止する観点からは、テープは基材と粘着層のみからなることが好ましい。
ここで、上記多孔質構造を有する基材の具体例は、不織布、発泡体等である。好ましい基材は不織布である。上記不織布を構成する繊維の具体例は、ポリアミド繊維、ポリアラミド繊維、ポリエステル繊維、セルロース、綿、麻、羊毛、絹等の有機繊維;ガラス繊維、カーボン繊維、アルミナ繊維、タングステン繊維、モリブデン繊維、チタン繊維、スチール繊維、ボロン繊維、シリコンカーバイド繊維、シリカ繊維等の無機繊維等である。不織布を構成する繊維には、1種又は2種以上の繊維が使用されうる。上記の中でも、不織布を構成する繊維としては、有機繊維が好ましく、ポリエステル繊維がより好ましい。すなわち本発明の自動車内装材用積層体のテープを構成する基材は、有機繊維からなることが好ましく、ポリエステル繊維からなることが更に好ましい。上記繊維の直径は、好ましくは1μm以上、更に好ましくは10μm以上であり、好ましくは25μm以下、更に好ましくは20μm以下である。不織布は、上記繊維を乾式法、湿式法、スパンボンド法、メルトブロウン法等によりフリースに形成し、そのフリースをサーマルボンド法、ケミカルボンド法、ニードルパンチ法、スパンレース法、ステッチボンド法、スチームジェット法等により結合して得られる。上記不織布の目付量は、特に限定されないが、通気性及び価格の観点から、好ましくは20g/m2以上100g/m2以下、より好ましくは20g/m2以上80g/m2以下である。
上記粘着層を形成する粘着剤を構成するポリマーの具体例は、ポリブタジエン、合成ポリイソプレン、天然ゴム等の共役ジエン重合体;スチレン-ブタジエン共重合体、スチレン-イソプレン共重合体等の芳香族ビニル-共役ジエン共重合体;スチレン-ブタジエン共重合体水素添加物、スチレン-イソプレン共重合体水素添加物等の芳香族ビニル-共役ジエン共重合体水素添加物;アクリロニトリル-ブタジエン共重合体等のシアノ基含有ビニル-共役ジエン共重合体;アクリロニトリル-ブタジエン共重合体水素添加物等のシアノ基含有ビニル-共役ジエン共重合体水素添加物;シリコーンゴム、シリコーン樹脂等のシリコーンポリマー;アクリルゴム、アクリル樹脂等のアクリルポリマー;ウレタンポリマー;ポリエチレン、ポリプロピレン等のポリオレフィン;ポリエステル;ポリアミド;エポキシポリマー;ビニルアルキルエーテルポリマー;フッ素ゴム、フッ素樹脂等のフッ素ポリマー;等である。粘着層の形成には、1種又は2種以上の粘着剤を構成するポリマーが使用される。上記の中でも、接着性の観点から、芳香族ビニル-共役ジエン共重合体、芳香族ビニル-共役ジエン共重合体水素添加物、アクリルポリマー、シリコーンポリマーが好ましく、芳香族ビニル-共役ジエン共重合体、アクリルポリマーがより好ましい。すなわち本発明の自動車内装材用積層体を構成するテープを構成する粘着層は、芳香族ビニル-共役ジエン共重合体、芳香族ビニル-共役ジエン共重合体水素添加物、アクリルポリマー、又はシリコーンポリマーを含むことが好ましく、芳香族ビニル-共役ジエン共重合体又はアクリルポリマーを含むことがより好ましい。
また、塩化ビニル樹脂粒子及び塩化ビニル樹脂微粒子の平均粒子径(体積平均粒子径)は、塩化ビニル樹脂粒子及び塩化ビニル樹脂微粒子を、それぞれ水槽内に分散させ、以下に示す装置を用いて、光の回折・散乱強度分布を測定・解析し、粒子径及び体積基準の粒子径分布を測定することにより、算出した。
・装置:レーザー回折式粒度分布測定機(島津製作所製、SALD-2300)
・測定方式:レーザー回折及び散乱
・測定範囲:0.017μm~2500μm
・光源:半導体レーザー(波長680nm、出力3mW)
表1に示す配合成分のうち可塑剤(トリメリット酸エステル及びエポキシ化大豆油)とダスティング剤である塩化ビニル樹脂微粒子とを除く成分をヘンシェルミキサーに入れて混合した。そして、混合物の温度が80℃に上昇した時点で可塑剤を添加し、さらに昇温することによりドライアップ(可塑剤が塩化ビニル樹脂粒子に吸収されて、上記混合物がさらさらになった状態をいう。)させた。その後、ドライアップさせた混合物が100℃以下に冷却された時点でダスティング剤である塩化ビニル樹脂微粒子を添加し、粉体成形用塩化ビニル樹脂組成物を調製した。
そして、得られた粉体成形用塩化ビニル樹脂組成物を250℃に加熱したシボ付き金型に振りかけ、塩化ビニル樹脂成形シートの厚みが1mmになるよう調整した時間(具体的には8~20秒間)放置して溶融させた後、余剰の塩化ビニル樹脂組成物を振り落とした。その後、200℃に設定したオーブンに静置し、60秒経過した時点で金型を冷却水により冷却し、金型温度が40℃まで冷却された時点で150mm×200mm×1mmの塩化ビニル樹脂成形シート(塩化ビニル樹脂層)を金型から脱型した。その後、得られた塩化ビニル樹脂成形シートの表面(シボ付き面とは反対側の面)の一部に表2に示す構造のテープを積層して自動車インスツルメントパネル用積層体を得た。
次に、200mm×300mm×10mmの金型の下に250mm×340mm×2mmのアルミ板を置き、テープを積層した塩化ビニル樹脂成形シート(自動車インスツルメントパネル用積層体)2枚を、348mm×255mm×10mmの金型の蓋に、シボ付き面が蓋側になるように、それぞれ接着させた。また、プロピレングリコールのPO(プロピレンオキサイド)・EO(エチレンオキサイド)ブロック付加物(水酸基価28、末端EO単位の含有量=10%、内部EO単位の含有量4%)50質量部、グリセリンのPO・EOブロック付加物(水酸基価21、末端EO単位の含有量=14%)50質量部、水2.5質量部、トリエチレンジアミンのエチレングリコール溶液(東ソー(株)製、商品名:「TEDA-L33」)0.2質量部、トリエタノールアミン1.2質量部、トリエチルアミン0.5質量部及び整泡剤(信越化学工業(株)製、商品名:「F-122」)0.5質量部からなるポリオール混合物と、ポリメチレンポリフェニレンポリイソシアネート(ポリメリックMDI)とを、インデックスが98になる比率で混合して混合液を作製した。次に、得られた混合液を金型に注ぎ、前記塩化ビニル樹脂成形シートを接着させた蓋で、金型を密閉した。5分後、1mm厚の塩化ビニル樹脂成形シートからなる表皮に9mm厚、密度0.18g/cm3の発泡ポリウレタン成形体が裏打ちされた試料(テープが積層された塩化ビニル樹脂成形シート/発泡ポリウレタン成形体/アルミ板積層体)を金型から取り出し、下記の耐熱試験を実施した。結果を表2に示す。
上記試料を130℃に設定されたオーブンに入れた。そして、100時間毎に試料を取り出し、室温まで冷却した後、試験者5名が外観を目視で確認し、次の3段階で評価した。
優:試験者5名のうち5名がテープの跡が現れていないと判断した。
良:試験者5名のうち3名以上4名以下がテープの跡が現れていないと判断した。
不良:試験者5名のうち2名以下がテープの跡が現れていないと判断した。
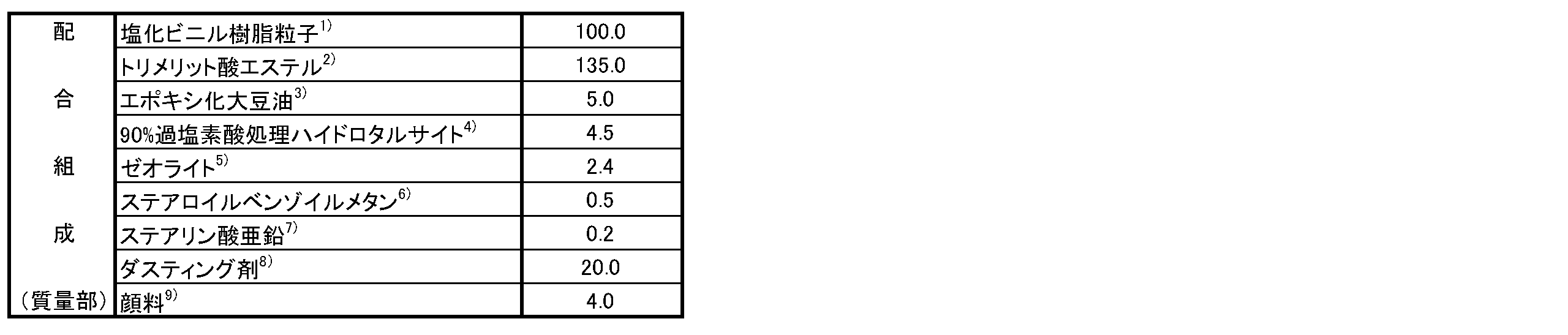
2)花王(株)製、トリメックスN-08
3)(株)ADEKA製、アデカサイザーO-130S
4)協和化学工業(株)製、アルカマイザー5
5)水澤化学工業(株)製、MIZUKALIZER DS
6)昭和電工(株)製、カレンズDK-1
7)堺化学工業(株)製、SAKAI SZ2000
8)新第一塩ビ(株)製、ZEST PQLTX(乳化重合で得られた塩化ビニル系樹脂微粒子((a2)塩化ビニル樹脂微粒子)、平均重合度800、平均粒子径2μm)
9)大日精化工業(株)製、DA PX-1720 ブラック(A)

11)日東ライフテック(株)製、ニトスル-AP6300(基材:ポリエステル不織布、粘着層:アクリルポリマー多孔質層)
12)日東電工(株)製、ポリイミド粘着テープNO.360UL
13)スリーエムジャパン(株)製、スコッチ メンディングテープ
2 糸
3 テープ
4 発泡ポリウレタン層
Claims (5)
- 塩化ビニル樹脂層と、前記塩化ビニル樹脂層の厚さ方向一方側に配置されたテープとを有し、
前記テープは、多孔質構造を有する基材と、粘着層とを備え、
前記粘着層は、前記基材よりも前記塩化ビニル樹脂層側に位置する、自動車内装材用積層体。 - 前記塩化ビニル樹脂層が縫製加工された塩化ビニル樹脂層である、請求項1に記載の自動車内装材用積層体。
- 前記基材が不織布からなる、請求項1又は2に記載の自動車内装材用積層体。
- 前記粘着層が多孔質構造を有する、請求項1~3のいずれか1項に記載の自動車内装材用積層体。
- 自動車インスツルメントパネル用である、請求項1~4のいずれか1項に記載の自動車内装材用積層体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680014840.0A CN107406001B (zh) | 2015-03-19 | 2016-03-11 | 汽车内装饰材料用层叠体 |
| US15/556,814 US10688762B2 (en) | 2015-03-19 | 2016-03-11 | Laminate for automotive interior material |
| JP2017506083A JP6812964B2 (ja) | 2015-03-19 | 2016-03-11 | 自動車内装材用積層体 |
| EP16764468.1A EP3272570B1 (en) | 2015-03-19 | 2016-03-11 | Layered body for automobile interior material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015055507 | 2015-03-19 | ||
| JP2015-055507 | 2015-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016147637A1 true WO2016147637A1 (ja) | 2016-09-22 |
Family
ID=56918578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/001400 Ceased WO2016147637A1 (ja) | 2015-03-19 | 2016-03-11 | 自動車内装材用積層体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10688762B2 (ja) |
| EP (1) | EP3272570B1 (ja) |
| JP (1) | JP6812964B2 (ja) |
| CN (1) | CN107406001B (ja) |
| WO (1) | WO2016147637A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057185A (ja) * | 2015-09-18 | 2017-03-23 | 国立大学法人名古屋大学 | 新規なnadph酸化酵素活性化剤及びその製造方法、並びにnadph酸化酵素の活性化方法 |
| WO2018105536A1 (ja) | 2016-12-07 | 2018-06-14 | 日本ゼオン株式会社 | 積層体およびその製造方法 |
| JP2019188854A (ja) * | 2018-04-18 | 2019-10-31 | 日本バイリーン株式会社 | 内装用表面材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115803389B (zh) * | 2020-08-25 | 2024-08-06 | 电化株式会社 | 聚氯乙烯树脂片材及使用其的层叠片材 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001114911A (ja) * | 1999-10-22 | 2001-04-24 | Araco Corp | 自動車内装用表皮材 |
| US7851039B2 (en) * | 2008-09-12 | 2010-12-14 | Faurecia Interior Systemns, Inc. | Decorative trim and method for making same |
| JP2012086661A (ja) * | 2010-10-19 | 2012-05-10 | Kira Shiko:Kk | 遮熱性内装材 |
| JP2013244932A (ja) * | 2012-05-29 | 2013-12-09 | Toyota Motor Corp | 車両用内装部材 |
| JP2014172217A (ja) * | 2013-03-06 | 2014-09-22 | Calsonic Kansei Corp | 内装部品およびその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61174270A (ja) | 1985-01-29 | 1986-08-05 | Kyowa Chem Ind Co Ltd | 耐発錆性ないし耐着色性賦与剤 |
| JPH04353559A (ja) | 1991-05-31 | 1992-12-08 | Dainippon Ink & Chem Inc | 難燃剤、合成樹脂組成物、合成皮革及び自動車内装用シート |
| JP2002080817A (ja) * | 2000-09-04 | 2002-03-22 | Three M Innovative Properties Co | 架橋型発泡粘着剤及びその製造方法 |
| FR2843066B1 (fr) * | 2002-07-30 | 2006-05-12 | Faurecia Interieur Ind | Procede pour realiser une piece revetue d'un medaillon souple |
| US7682686B2 (en) * | 2002-12-20 | 2010-03-23 | The Procter & Gamble Company | Tufted fibrous web |
| JP4381941B2 (ja) * | 2004-09-17 | 2009-12-09 | 王子インターパック株式会社 | 自動車内装天井材用の積層部材 |
| JP5737188B2 (ja) | 2010-01-14 | 2015-06-17 | 日本ゼオン株式会社 | 自動車インスツルメントパネル用積層体 |
| WO2012020618A1 (ja) * | 2010-08-12 | 2012-02-16 | 日本ゼオン株式会社 | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体 |
| WO2013027489A1 (ja) * | 2011-08-22 | 2013-02-28 | Dic株式会社 | 皮革様シート及びその製造方法 |
| EP2778205A4 (en) * | 2011-11-10 | 2015-04-22 | Kamoi Kakoshi Co Ltd | TAPE AND MASK |
-
2016
- 2016-03-11 US US15/556,814 patent/US10688762B2/en not_active Expired - Fee Related
- 2016-03-11 WO PCT/JP2016/001400 patent/WO2016147637A1/ja not_active Ceased
- 2016-03-11 CN CN201680014840.0A patent/CN107406001B/zh not_active Expired - Fee Related
- 2016-03-11 JP JP2017506083A patent/JP6812964B2/ja active Active
- 2016-03-11 EP EP16764468.1A patent/EP3272570B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001114911A (ja) * | 1999-10-22 | 2001-04-24 | Araco Corp | 自動車内装用表皮材 |
| US7851039B2 (en) * | 2008-09-12 | 2010-12-14 | Faurecia Interior Systemns, Inc. | Decorative trim and method for making same |
| JP2012086661A (ja) * | 2010-10-19 | 2012-05-10 | Kira Shiko:Kk | 遮熱性内装材 |
| JP2013244932A (ja) * | 2012-05-29 | 2013-12-09 | Toyota Motor Corp | 車両用内装部材 |
| JP2014172217A (ja) * | 2013-03-06 | 2014-09-22 | Calsonic Kansei Corp | 内装部品およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3272570A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057185A (ja) * | 2015-09-18 | 2017-03-23 | 国立大学法人名古屋大学 | 新規なnadph酸化酵素活性化剤及びその製造方法、並びにnadph酸化酵素の活性化方法 |
| WO2018105536A1 (ja) | 2016-12-07 | 2018-06-14 | 日本ゼオン株式会社 | 積層体およびその製造方法 |
| CN110035889A (zh) * | 2016-12-07 | 2019-07-19 | 日本瑞翁株式会社 | 层叠体及其制造方法 |
| KR20190088053A (ko) | 2016-12-07 | 2019-07-25 | 니폰 제온 가부시키가이샤 | 적층체 및 그 제조 방법 |
| JPWO2018105536A1 (ja) * | 2016-12-07 | 2019-10-24 | 日本ゼオン株式会社 | 積層体およびその製造方法 |
| CN110035889B (zh) * | 2016-12-07 | 2021-03-23 | 日本瑞翁株式会社 | 层叠体及其制造方法 |
| JP2019188854A (ja) * | 2018-04-18 | 2019-10-31 | 日本バイリーン株式会社 | 内装用表面材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016147637A1 (ja) | 2017-12-28 |
| CN107406001B (zh) | 2021-01-22 |
| JP6812964B2 (ja) | 2021-01-13 |
| EP3272570A4 (en) | 2018-10-31 |
| CN107406001A (zh) | 2017-11-28 |
| US10688762B2 (en) | 2020-06-23 |
| EP3272570B1 (en) | 2023-01-11 |
| EP3272570A1 (en) | 2018-01-24 |
| US20180043668A1 (en) | 2018-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5729552B2 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体 | |
| JP6614132B2 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体 | |
| WO2016098344A1 (ja) | 塩化ビニル樹脂組成物及びその製造方法、塩化ビニル樹脂成形体及びその製造方法、並びに、積層体 | |
| JP6673335B2 (ja) | 自動車内装材用積層体 | |
| WO2017018390A1 (ja) | シート状成形体、及び、積層体 | |
| US10689509B2 (en) | Powder moldable vinyl chloride resin composition for real-stitched surface skin and method for producing the same, vinyl chloride resin molded product for real-stitched surface skin and method for producing the same, and laminate | |
| JP6724787B2 (ja) | 粉体成形用塩化ビニル樹脂組成物及びその製造方法、塩化ビニル樹脂成形体及びその製造方法、並びに、積層体 | |
| WO2016147637A1 (ja) | 自動車内装材用積層体 | |
| WO2016152085A1 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体、及び積層体 | |
| WO2016139959A1 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体 | |
| WO2017018387A1 (ja) | 積層体の製造方法 | |
| JP6708201B2 (ja) | 粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体 | |
| JP6589881B2 (ja) | 粉体成形用塩化ビニル樹脂組成物及びその製造方法、塩化ビニル樹脂成形体及びその製造方法、並びに、積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16764468 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017506083 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016764468 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15556814 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |