ガラスパネルユニットが、以下で開示される。より詳しくは、一対のガラスパネルの間に真空空間を備えたガラスパネルユニットが開示される。
図1及び図2は、ガラスパネルユニット10の一実施形態を示す。本実施形態のガラスパネルユニット10は、真空断熱ガラスユニットである。真空断熱ガラスユニットは、少なくとも一対のガラスパネルを備える複層ガラスパネルの一種であって、一対のガラスパネル間に真空空間50を有している。なお、図2では、内部構造が理解しやすいよう、第1ガラスパネル20の一部(左下)を破断して、描画している。なお、図の上下左右の方向は、数字が正しく読み取れる方向に基づく。
ガラスパネルユニット10は、第1ガラスパネル20と、第2ガラスパネル30と、シール40と、真空空間50と、スペーサ70と、を備える。第2ガラスパネル30は、第1ガラスパネル20と対向するように配置される。シール40は、第1ガラスパネル20と第2ガラスパネル30とを枠状に気密に接合する。真空空間50は、第1ガラスパネル20と第2ガラスパネル30とシール40とで囲まれている。スペーサ70は、第1ガラスパネル20と第2ガラスパネル30との間に配置されている。スペーサ70の高さは、第1ガラスパネル20と第2ガラスパネル30との間におけるシール40の高さよりも小さい。
ガラスパネルユニット10は、スペーサ70の高さがシール40の高さよりも小さいことにより、外部の衝撃に対して強い構造が形成され得る。そのため、強度に優れたガラスパネルユニット10が得られる。
第1ガラスパネル20は、第1ガラスパネル20の平面形状を定める本体21と、コーティング22と、を備える。本体21は、矩形状であり、互いに平行な厚み方向の第1面(外面;図1における上面)及び第2面(内面;図1における下面)を有する。本体21の第1面及び第2面はいずれも平面である。第1ガラスパネル20の本体21の材料は、たとえば、ソーダライムガラス、高歪点ガラス、化学強化ガラス、無アルカリガラス、石英ガラス、ネオセラム、物理強化ガラスである。なお、第1ガラスパネル20は、コーティング22を有さなくてもよい。第1ガラスパネル20は、本体21のみから構成されてもよい。
コーティング22は、本体21の第2面に形成される。コーティング22は、好ましくは、赤外線反射膜である。なお、コーティング22は、赤外線反射膜に限定されず、所望の物理特性を有する膜であってもよい。
第2ガラスパネル30は、第2ガラスパネル30の平面形状を定める本体31を備える。本体31は、矩形状であり、互いに平行な厚み方向の第1面(内面;図1における上面)及び第2面(外面;図1における下面)を有する。本体31の第1面及び第2面はいずれも平面である。第2ガラスパネル30の本体31の材料は、たとえば、ソーダライムガラス、高歪点ガラス、化学強化ガラス、無アルカリガラス、石英ガラス、ネオセラム、物理強化ガラスである。本体31の材料は、本体21の材料と同じであってよい。本体31の平面形状は、本体21と同じである。つまり、第2ガラスパネル30の平面形状は、第1ガラスパネル20と同じである。
第2ガラスパネル30は、本体31のみで構成されている。つまり、本体31そのものが第2ガラスパネル30である。第2ガラスパネル30は、コーティングを有していてもよい。コーティングは、本体31の第1面に形成され得る。このコーティングは、第1ガラスパネル20のコーティング22と同じであってよい。
第1ガラスパネル20と第2ガラスパネル30とは、本体21の第2面と本体31の第1面とが互いに平行かつ対向するように配置されている。つまり、本体21の第1面はガラスパネルユニット10の外側に向けられ、本体21の第2面はガラスパネルユニット10の内側に向けられる。また、本体31の第1面はガラスパネルユニット10の内側に向けられ、本体31の第2面はガラスパネルユニット10の外側に向けられる。なお、後述するように、第1ガラスパネル20及び第2ガラスパネル30は、完全に平坦な面を有するのではなく、わずかに曲がる曲面を有し得る。
第1ガラスパネル20の厚みは、特に限定されるものではないが、たとえば、1~10mmの範囲内である。第2ガラスパネル30の厚みは、特に限定されるものではないが、たとえば、1~10mmの範囲内である。第1ガラスパネル20と第2ガラスパネル30とは、厚みが同じであってもよいし、厚みが異なっていてもよい。第1ガラスパネル20と第2ガラスパネル30との厚みが同じであると、ガラスパネルユニット10の形成が容易になる。
第1ガラスパネル20と第2ガラスパネル30とは、平面視における外縁が揃っている。そのため、ガラスパネルユニット10の外観が向上する。また、ガラスパネルユニット10の取り扱いが容易になる。また、ガラスパネルユニット10の適用性が広がる。また、ガラスパネルユニット10の強度が高まる。なお、第1ガラスパネル20と第2ガラスパネル30とは、平面視における外縁が揃っていなくてもよい。平面視とは、ガラスパネルユニット10の厚みの方向で見たときのことを意味する。ガラスパネルユニット10の厚みの方向は、スペーサ70の高さの方向と等しい。
図1及び図2では、ガラスパネルユニット10は、ガス吸着体60をさらに備える。ガス吸着体60は、真空空間50内に配置される。本実施形態では、ガス吸着体60は、長尺状である。ガス吸着体60は、第2ガラスパネル30の長さ方向の第2端側(図2における左端側)に、第2ガラスパネル30の幅方向に沿って形成されている。つまり、ガス吸着体60は、真空空間50の端に配置される。このようにすれば、ガス吸着体60を目立たなくすることができる。また、ガラスパネルにガス吸着体60を直接配置するようにすると、ガス吸着体60の配置が容易になる。なお、ガス吸着体60は、真空空間50の任意の場所に設けられ得る。
ガス吸着体60は、不要なガス(残留ガス等)を吸着するために用いられる。不要なガスは、たとえば、シール40が形成される際に放出されるガスである。あるいは、不要なガスは、シール40の隙間から内部に侵入するガスである。ガスが増加すると、真空度が低下し、断熱性が低下し得る。
ガス吸着体60は、ゲッタを有する。ゲッタは、所定の大きさより小さい分子を吸着する性質を有する材料である。ゲッタは、たとえば、蒸発型ゲッタである。蒸発型ゲッタは、たとえば、ゼオライトまたはイオン交換されたゼオライトである。
シール40は、真空空間50を完全に囲むとともに、第1ガラスパネル20と第2ガラスパネル30とを気密に接合する。シール40は、第1ガラスパネル20と第2ガラスパネル30との間に配置される。シール40は、矩形の枠状である。真空空間50は、真空度が所定値以下である。所定値は、たとえば、0.1Paである。真空空間50は、排気により形成され得る。排気は、第1ガラスパネル20と第2ガラスパネル30とシール40のうちの少なくとも一つに排気するための孔を形成して、内部の気体を吸引することで行われ得る。ただし、後述する排気が行われて、第1ガラスパネル20と第2ガラスパネル30との両方に、排気口が存在していないことが好ましい。それにより、外観のよいガラスパネルユニット10を得ることができる。図1では、第1ガラスパネル20及び第2ガラスパネル30は、排気口を有していない。
真空空間50は、加熱しながら排気することによって真空が形成され得る。加熱により真空性が高まる。また、加熱によって、シール40が形成され得る。真空を形成する際の加熱の温度は、300℃以上であってよい。それにより、真空性がさらに向上する。真空空間50の形成の具体的な手法は後述する。
シール40は、熱接着剤で形成される。熱接着剤は、たとえば、ガラスフリットである。ガラスフリットは、たとえば、低融点ガラスフリットである。低融点ガラスフリットは、たとえば、ビスマス系ガラスフリット、鉛系ガラスフリット、バナジウム系ガラスフリットである。シール40は、後述のように、複数の熱接着剤で形成されてもよい。
シール40は、所定の高さを有する。シール40の高さは、図1において、符号H2で示されている。シール40の高さH2は、ガラスパネルユニット10の端部における第1ガラスパネル20と第2ガラスパネル30との間の距離T2を規定する。シール40は、高さH2が10~1000μmの範囲内であってよい。
シール40は、第1ガラスパネル20と第2ガラスパネル30との間から外部にはみ出していてもよい。シール40は、第1ガラスパネル20の側面、及び、第2ガラスパネル30の側面の一方又は両方の側部に存在していてもよい。はみ出したシール40は、ガラスパネルユニット10の厚み方向の長さが第1ガラスパネル20と第2ガラスパネル30との間の距離よりも大きくなる場合がある。そのため、シール40の高さH2は、第1ガラスパネルと第2ガラスパネルとの間における高さ(距離)と定義される。
ここで、シール40の外縁は、第1ガラスパネル20及び第2ガラスパネル30の外縁と揃っていてもよい。さらに、シール40の端面は、第1ガラスパネル20及び第2ガラスパネル30の端面と面一になっていてもよい。シール40とガラスパネルとの境界において段差がなくなると、外観が向上する。ガラスパネルユニット10の側面は、段差のない平坦な面となり得る。平坦な側面は、後述のガラス基板(ガラスパネルの材料)の切断において、シール40の部分で切断することで得られ得る。シール40を分断するようにして組立て品110を切断すると、平坦な側面が形成され得る(後述する図8において、切断線900の位置を変更する)。また、平坦な側面は、ガラス基板の切断後に、ガラスパネルユニット10の側部を研磨することで得られ得る。このとき、シール40が研磨されてもよいし、ガラスパネルが研磨されてもよいし、その両方が研磨されてもよい。なお、シール40の外縁に沿ってガラスパネルを切断することによっても、平坦な側面は得られ得る。
シール40は、第1ガラスパネル20と第2ガラスパネル30との間の距離を調整する材料を備えていることが好ましい。それにより、第1ガラスパネル20と第2ガラスパネル30との間のスペースが確実に形成され得る。第1ガラスパネル20と第2ガラスパネル30との間の距離を調整する材料としては、たとえば、粒子、線材などが挙げられる。粒子は、熱接着剤に容易に混合され、第1ガラスパネル20と第2ガラスパネル30との間の距離を形成することができる。
シール40は、第1ガラスパネル20と第2ガラスパネル30との間の距離を形成するための粒子が含まれ得る。粒子は、熱接着剤がシール40に変化する際の熱によって変形しない特性を有し得る。粒子が2つのガラスパネルに挟まれるため、2つのガラスパネルが接着されるときには、2つのガラスパネルの間の隙間は、粒子径より小さくならない。そのため、シール40は、潰れずに、高さを確保することができる。粒子は、金属粒子、高融点ガラス粒子などが用いられ得る。粒子は、ビーズであってよい。粒子の大きさによって、シール40の高さH2を調整することができる。
ガラスパネルユニット10は、複数のスペーサ70を備える。複数のスペーサ70は、第1ガラスパネル20と第2ガラスパネル30との間隔を所定間隔に維持するために用いられる。スペーサ70により、第1ガラスパネル20と第2ガラスパネル30とのスペースがより確実に確保される。スペーサ70は1つでもよいが、ガラスパネル間の厚みを確保するためには2つ以上の方が好ましい。複数のスペーサ70が用いられると、ガラスパネルユニット10の強度が高まる。
複数のスペーサ70は、真空空間50内に配置されている。具体的には、複数のスペーサ70は、仮想的な矩形状の格子の交差点に配置されている。たとえば、複数のスペーサ70の間隔は、1~10cmの範囲内であり、具体的には2cmであり得る。ただし、スペーサ70の大きさ、スペーサ70の数、スペーサ70の間隔、スペーサ70の配置パターンは、適宜選択することができる。
スペーサ70は、透明な材料を用いて形成される。それにより、スペーサ70が目立たなくなる。ただし、各スペーサ70は、十分に小さければ、不透明な材料を用いて形成されていてもよい。スペーサ70の材料は、後述する第1溶融工程、排気工程、第2溶融工程において、スペーサ70が変形しないように選択される。たとえば、スペーサ70の材料は、第1熱接着剤の第1軟化点及び第2熱接着剤の第2軟化点よりも高い軟化点(軟化温度)を有するように選択される。
スペーサ70は、ポリマーによって形成されてもよい。それにより、弾力性が付与され、ガラスパネルユニット10の耐衝撃性が向上し得る。スペーサ70は、ポリマーのフィルムで形成されてもよい。スペーサ70は、2以上のポリマーのフィルムの積層体で形成されてもよいし、1つのポリマーのフィルムで形成されてもよい。スペーサ70が2以上のポリマーのフィルムの積層体で形成される場合、ポリマーのフィルムは接着剤で接着されていてよい。積層体は、2つのガラスパネルを接着する前に、あらかじめ形成されていてよい。積層体では、スペーサ70の高さを容易に調整できる。積層体は、適宜のサイズに切り取られてスペーサ70として用いられ得る。ポリマーとしては、ポリイミドが好ましい。ポリイミドは、強度と耐熱性が高い。ベンゾオキサゾール構造を有するポリイミドは特に好ましい。
スペーサ70は、円柱状である。スペーサ70は、所定の高さを有する。スペーサ70の高さは、図1において、符号H1で示されている。たとえば、スペーサ70は、直径が0.1~10mmの範囲内であり、高さH1が10~1000μmの範囲内であってよい。なお、各スペーサ70は、角柱状や球状などの所望の形状であってもよい。スペーサ70の高さH1は、ガラスパネルユニット10の中央部における第1ガラスパネル20と第2ガラスパネル30との間の距離T1を規定する。距離T1は、真空空間50の厚みとなる。真空空間50の厚みは、たとえば、10~1000μmの範囲内であってよい。
本実施形態では、スペーサ70の高さH1とシール40の高さH2とにおいて、H1<H2の関係が成り立つ。ここで、スペーサ70の高さH1とシール40の高さH2との差は、小さいため、肉眼では目立ちにくい。スペーサ70の高さH1とシール40の高さH2が、小さいこと(ともに1000μm以下であり得る)も、その差が分かりにくい原因となる。よって、肉眼では、ガラスパネルユニット10は、H1とH2とがほぼ同じように見える。しかしながら、精密に測ると、高さの関係はH1<H2となる。図1では、ガラスパネルユニット10の端部において、第1ガラスパネル20と第2ガラスパネル30との間が大きくなっているのが描画されている。ガラスパネルユニット10は、精密に見ると、第1ガラスパネル20及び第2ガラスパネル30の一方又は両方が、中央部で凹んでいる形状となり得る。第1ガラスパネル20及び第2ガラスパネル30の一方又は両方が内部に向かって反っていてよい。第1ガラスパネル20及び第2ガラスパネル30の一方又は両方が反り返っているといってもよい。第1ガラスパネル20及び第2ガラスパネル30の一方又は両方が曲がる形状となり得る。第1ガラスパネル20及び第2ガラスパネル30の一方又は両方が内部側に湾曲し得る。なお、スペーサ70の高さH1及びシール40の高さH2は、ガラスパネルユニット10が形成された後の高さを意味する。これらは、ガラスパネルユニット10が形成される前、あるいは、ガラスパネルユニット10が形成される途中の高さを意味しない。スペーサ70の高さ及びシール40の高さは、ガラスパネルユニット10の形成において変化し得るからである。
スペーサ70の高さH1とシール40の高さH2との差は、特に限定されるものではないが、たとえば、1μmより大きいことが好ましく、5μmより大きいことがより好ましく、10μmより大きいことがさらに好ましい。スペーサ70の高さH1は、シール40の高さH2の95%以下であってもよく、シール40の高さH2の90%以下であってもよい。ただし、スペーサ70の高さH1とシール40の高さH2との差は、大きすぎると、安定な真空空間50が形成されなくなる可能性があるため、真空空間50が安定に形成されるよう適宜に設定され得る。スペーサ70の高さH1とシール40の高さH2との差は、特に限定されるものではないが、たとえば、200μmより小さいことが好ましく、100μmより小さいことがより好ましく、50μmより小さいことがさらに好ましい。また、スペーサ70の高さH1は、シール40の高さH2の70%以上であってもよく、シール40の高さH2の80%以上であってもよい。
ガラスパネルユニット10は、第1ガラスパネル20と第2ガラスパネル30との間の距離が変化し得る。ガラスパネルユニット10の端部、すなわち、シール40の外側における第1ガラスパネル20と第2ガラスパネル30との間の距離はT2である。ガラスパネルユニット10の中央部、すなわち、真空空間50の中央における第1ガラスパネル20と第2ガラスパネル30との間の距離はT1である。このとき、距離T1と距離T2との間には、T1<T2の関係が成立し得る。真空空間50では、中央部における第1ガラスパネル20と第2ガラスパネル30との間の距離が、シール40の近傍における第1ガラスパネル20と第3ガラスパネル30との間の距離よりも小さくてもよい。真空空間50では、中央部にいくほど第1ガラスパネル20と第2ガラスパネル30との間の距離が小さくなってもよい。真空空間50内の第1ガラスパネル20と第2ガラスパネル30との間の距離は、真空空間50の厚みと定義される。
ところで、複数のスペーサ70は、高さが同じであってもよいし、高さが異なっていてもよい。複数のスペーサ70の高さが全て同じである場合、ガラスパネルユニット10の製造が容易になる。真空空間50の厚みが変化する場合、複数のスペーサ70の高さは変化してもよい。複数のスペーサ70は、ガラスパネルユニット10の製造において変化し得る。スペーサ70は2つのガラスパネルに挟まれるからである。ガラスパネルユニット10の形成前の複数のスペーサ70の高さが同じで、ガラスパネルユニット10の形成後の複数のスペーサ70の高さが異なっていてもよい。その場合、ガラスパネルユニット10の製造が容易になる。あるいは、ガラスパネルユニット10の形成前の複数のスペーサ70の高さが異なっていてもよい。
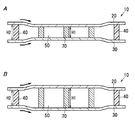
図3A及び図3Bは、ガラスパネルユニットの作用を説明する模式的な説明図である。図3Aは、スペーサ70の高さH1がシール40の高さH2よりも小さい場合を示している。図3Bは、スペーサ70の高さH1がシール40の高さH2よりも大きい場合を示している。すなわち、図3Aは、H1<H2の関係を見たし、図3Bは、この関係を満たしていない。図3A及び図3Bでは、スペーサ70とシール40との高さの関係が分かりやすいように、これらの高さを誇張(デフォルメ)している。また、図3A及び図3Bでは、ガラスパネルユニット10を簡略化して記載している。
図3Aに示すように、H1<H2の関係では、2つのガラスパネルは圧縮されて接着される。この場合、2つのガラスパネルが近づく方向にわずかに変形するため、強度が高まる。特に、ガラスパネルユニット10の面に垂直な方向に対しての強度が向上し得る。矢印に示すように、2つのガラスパネルは近づく方向に力がかかる。一方、図3Bに示すように、H1>H2の関係では、2つのガラスパネルは引っ張られて接着される。矢印に示すように、2つのガラスパネルは遠ざかる方向に力がかかる。この場合、2つのガラスパネルが遠ざかる方向にわずかに変形するため、強度が低下するおそれがある。
図3A及び図3Bで説明するガラスパネルユニット10の強度の増減は、ガラスパネルにかかる応力に要因があると推測される。図3Aでは、ガラスパネルにかかる応力は内側に向かっている(矢印)。そのため、2つのガラスパネルで作られる構造は強度が高くなる。一方、図3Bでは、ガラスパネルにかかる応力は外側に向かっている(矢印)。そのため、2つのガラスパネルで作られる構造は強度が低くなりやすい。このように、応力の違いがガラスパネルユニット10の強度に影響すると考えられる。
図3A及び図3Bで説明するガラスパネルユニット10の強度の増減は、シール40の形成過程にも一因があると推測される。すなわち、熱接着剤からシール40が形成される際に、図3Aの場合には、熱接着剤が圧縮されるが、図3Bの場合には、熱接着剤が圧縮されない。熱接着剤は、ガラスパネルの接着に影響を及ぼす。そのため、2つのガラスパネルの接着力においては、図3Bの方が、図3Aよりも弱くなりやすいと考えられる。よって、図3Bではガラスパネルユニット10の強度が低くなり得る。このことは、ガラスパネルユニット10の落球試験において、球が当たった部分とは別に、シール40付近においても激しく、ガラスが破損することからも確認されている。また、衝撃を受けたガラスパネルとは反対側のガラスパネルに破損が多く見られる。高さの関係をH1=H2にしてガラスパネルユニット10を形成した場合も、この現象は見られる。シール40の高さH2がスペーサ70の高さよりも大きいと、このような現象が低減される。
図4~図10により、ガラスパネルユニット10の製造方法について説明する。図4~図10は、ガラスパネルユニット10の製造例である。図4~図10に示す方法により、図1、図2、及び図3Aで示されるガラスパネルユニット10が製造され得る。図4~図10の方法では、排気口を有さないガラスパネルユニット10が製造される。
ガラスパネルユニット10は、まず、図4~図6に示されるように仮組立て品100を得た後、所定の処理によって、図7~図9に示す組立て品110を得るようにする。その後、図10に示すように、組立て品110から一部を切り出してガラスパネルユニット10を得ることができる。
ガラスパネルユニット10の製造方法は、準備工程と、組立工程と、密閉工程と、除去工程と、を有する。なお、準備工程は、省略してもよい。
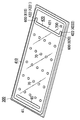
準備工程は、第1ガラス基板200、第2ガラス基板300、枠体410、仕切り420、ガス吸着体60、及び複数のスペーサ70を準備する工程である。準備工程により、内部空間500、通気路600、排気口700が形成され得る。
第1ガラス基板200は、第1ガラスパネル20に利用される基板である。図9に示すように、第1ガラス基板200は、第1ガラス基板200の平面形状を定めるガラス板210と、コーティング220と、を備える。ガラス板210は、矩形状の平板であり、互いに平行な厚み方向の第1面及び第2面を有する。コーティング220は、ガラス板210の第2面に形成される。ガラス板210は、第1ガラスパネル20の本体21を構成する。ガラス板210の第1面は本体21の第1面に対応し、ガラス板210の第2面は本体21の第2面に対応する。コーティング220は、第1ガラスパネル20のコーティング22を構成する。なお、コーティング220は存在しなくてもよい。
第2ガラス基板300は、第2ガラスパネル30に利用される基板である。図9に示すように、第2ガラス基板300は、第2ガラス基板300の平面形状を定めるガラス板310を備える。ガラス板310は、矩形状の平板であり、互いに平行な厚み方向の第1面及び第2面を有する。第2ガラス基板300は、第2ガラスパネル30の本体31を構成する。ガラス板310の第1面は本体31の第1面に対応し、ガラス板310の第2面は本体31の第2面に対応する。ガラス板310の平面形状及び平面サイズは、ガラス板210と同じである。つまり、第2ガラス基板300の平面形状は、第1ガラス基板200と同じである。また、ガラス板310の厚みは、ガラス板210と同じである。第2ガラス基板300は、ガラス板310のみで構成されている。つまり、ガラス板310が第2ガラス基板300そのものである。
第2ガラス基板300は、第1ガラス基板200に対向するように配置される。具体的には、第1ガラス基板200と第2ガラス基板300とは、ガラス板210の第2面とガラス板310の第1面とが互いに平行かつ対向するように配置される。
枠体410は、第1ガラス基板200と第2ガラス基板300との間に配置され、第1ガラス基板200と第2ガラス基板300とを気密に接合する。これによって、図6に示すように、枠体410と第1ガラス基板200と第2ガラス基板300とで囲まれた内部空間500が形成される。
枠体410は、熱接着剤(第1軟化点を有する第1熱接着剤)で形成される。第1熱接着剤は、たとえば、ガラスフリットである。ガラスフリットは、たとえば、低融点ガラスフリットである。低融点ガラスフリットは、たとえば、ビスマス系ガラスフリット、鉛系ガラスフリット、バナジウム系ガラスフリットである。第1熱接着剤は、2つのガラスパネルの隙間を確保するための粒子を含むことが好ましい。粒子は枠体410の高さを規定できる。粒子はシール40の高さを規定できる。
枠体410は、矩形の枠状である。枠体410の平面形状は、ガラス板210,310と同じであるが、枠体410の平面サイズはガラス板210,310より小さい。図4に示すように、枠体410は、第2ガラス基板300の外周に沿って形成されている。つまり、枠体410は、第2ガラス基板300上のほぼすべての領域を囲うように形成されている。
仕切り420は、内部空間500内に配置される。図6に示すように、仕切り420は、内部空間500を、排気空間510と通気空間520とに仕切る。排気空間510は後に排気される空間であり、通気空間520は排気空間510の排気に使用される空間である。仕切り420は、排気空間510が通気空間520よりも大きくなるように、第2ガラス基板300の中央よりも第2ガラス基板300の長さ方向(図4における左右方向)の第1端側(図4における右端側)に形成される。
仕切り420は、壁部421と、一対の遮断部422(第1遮断部4221及び第2遮断部4222)と、を備える。壁部421は、第2ガラス基板300の幅方向に沿って形成されている。幅方向とは、図6においては、矩形状の仮組立て品100の短辺に沿った方向を意味する。ただし、壁部421の長さ方向の両端は、枠体410とは接触していない。一対の遮断部422は、壁部421の長さ方向の両端から、第2ガラス基板300の長さ方向の第1端側に延びている。
仕切り420は、熱接着剤(第2軟化点を有する第2熱接着剤)で形成されている。第2熱接着剤は、たとえば、ガラスフリットである。ガラスフリットは、たとえば、低融点ガラスフリットである。低融点ガラスフリットは、たとえば、ビスマス系ガラスフリット、鉛系ガラスフリット、バナジウム系ガラスフリットである。第2熱接着剤は、第1熱接着剤と同じであり、第2軟化点と第1軟化点は等しい。第2熱接着剤は、2つのガラスパネルの隙間を確保するための粒子を含むことが好ましい。粒子は仕切り420の高さを規定できる。粒子はシール40の高さを規定できる。
ガス吸着体60は、排気空間510内に配置される。具体的には、ガス吸着体60は、排気空間510の端に配置される。また、ガス吸着体60は、仕切り420及び通気路600から離れた位置にある。そのため、排気空間510の排気時に、ガス吸着体60が排気を妨げる可能性を低くできる。
複数のスペーサ70は、図1、図2を用いて説明したのと同様である。スペーサ70は、フィルムの積層体で構成され得る。スペーサ70は、上述したように、たとえば、2以上のポリマーのフィルムを接着剤で接着し、その後、切り取ることにより得られる。準備工程に、スペーサ70を形成する工程が加えられてもよい。図4に示すように、複数のスペーサ70は、縦横に所定の間隔で配置され得る。
ところで、ガラスパネルユニット10に組み込まれる前の部材としてのスペーサ70と、ガラスパネルユニット10が形成された後のスペーサ70とは、高さが異なっていてもよい。スペーサ70は、2つのガラスパネルに挟まれることで高さ方向に圧縮され得る。そのため、たとえば、ガラスパネルユニット10の形成前はスペーサ70の高さは、枠体410の高さと同じかそれ以上であってもよい。ただし、ガラスパネルユニット10の形成前のスペーサ70の高さが、枠体410の高さよりも小さいことがより好ましい。それにより、スペーサ70が潰れにくくなり、スペーサ70が潰れたとしても潰れが目立ちにくくなる。また、ガラスパネルユニット10の強度をより向上することができる。仕切り420の高さについても枠体410の高さと同様であり、ガラスパネルユニット10の形成前のスペーサ70の高さが、仕切り420の高さよりも小さいことがより好ましい。
通気路600は、内部空間500内で排気空間510と通気空間520とをつなぐ。通気路600は、第1通気路610と、第2通気路620と、を備える。第1通気路610は、第1遮断部4221と第1遮断部4221に対向する枠体410の部分との間に形成された空間である。第2通気路620は、第2遮断部4222と第2遮断部4222に対向する枠体410の部分との間に形成された空間である。上記のように仕切り420を配置することで、通気路600が形成される。
排気口700は、通気空間520と外部空間とをつなぐ孔である。排気口700は、通気空間520及び通気路600を介して排気空間510を排気するために用いられる。したがって、通気路600と通気空間520と排気口700とは、排気空間510を排気するための排気路を構成する。排気口700は、通気空間520と外部空間とをつなぐように第2ガラス基板300に形成されている。具体的には、排気口700は、第2ガラス基板300の角部分に位置している。
以上のような部材により、準備工程が行われる。準備工程は、第1~第6工程を有する。なお、第2~第6工程の順番は、適宜変更してもよい。
第1工程は、第1ガラス基板200及び第2ガラス基板300を形成する工程(基板形成工程)である。たとえば、第1工程では、第1ガラス基板200及び第2ガラス基板300を作製する。また、第1工程では、必要に応じて、第1ガラス基板200及び第2ガラス基板300を洗浄する。
第2工程は、排気口700を形成する工程である。第2工程では、第2ガラス基板300に、排気口700を形成する。また、第2工程では、必要に応じて、第2ガラス基板300を洗浄する。なお、排気口700は、第1ガラス基板200に設けられてもよい。
第3工程は、枠体410及び仕切り420を形成する工程(シール材形成工程)である。第3工程では、ディスペンサなどを利用して、枠体410の材料(第1熱接着剤)及び仕切り420の材料(第2熱接着剤)を第2ガラス基板300(ガラス板310の第1面)上に塗布する。そして、枠体410の材料及び仕切り420の材料を乾燥させるとともに、仮焼成する。たとえば、枠体410の材料及び仕切り420の材料が塗布された第2ガラス基板300を480℃で20分間加熱する。なお、第1ガラス基板200を第2ガラス基板300と一緒に加熱してもよい。つまり、第1ガラス基板200を第2ガラス基板300と同じ条件(480℃で20分間)で加熱してもよい。これにより、第1ガラス基板200と第2ガラス基板300との反りの差を低減できる。
第4工程は、スペーサ70を設置する工程(スペーサ設置工程)である。第4工程では、複数のスペーサ70を予め形成しておき、チップマウンタなどを利用して、複数のスペーサ70を、第2ガラス基板300の所定位置に設置する。なお、複数のスペーサ70は、公知の薄膜形成技術を利用して形成されていてもよい。例えば、樹脂組成物を第2ガラス基板300の上に塗布することで、スペーサ70が形成され得る。
第5工程は、ガス吸着体60を形成する工程(ガス吸着体形成工程)である。第5工程では、ゲッタの粉体が分散された溶液を第2ガラス基板300の所定位置に塗布し、乾燥させることで、ガス吸着体60を形成する。
第1工程から第5工程が終了することで、図4に示されるような、枠体410、仕切り420、通気路600、排気口700、ガス吸着体60、複数のスペーサ70が形成された第2ガラス基板300が得られる。
第6工程は、第1ガラス基板200と第2ガラス基板300とを配置する工程(配置工程)である。第6工程では、第1ガラス基板200と第2ガラス基板300とは、ガラス板210の第2面とガラス板310の第1面とが互いに平行かつ対向するように配置される。図5は、第1ガラス基板200を第2ガラス基板300に重ねている様子を示している。なお、本例では、第2ガラス基板300に各部材(枠体410、仕切り420など)を配置しているが、第1ガラス基板200に各部材を配置してもよい。
組立工程は、仮組立て品100を用意する工程である。具体的には、組立工程では、第1ガラス基板200と第2ガラス基板300とを接合することで、仮組立て品100を用意する。つまり、組立工程は、第1ガラス基板200と第2ガラス基板300とを枠体41により気密に接合する工程(第1溶融工程)である。
第1溶融工程では、第1軟化点以上の所定温度(第1溶融温度)で第1熱接着剤を一旦溶融させることで、第1ガラス基板200と第2ガラス基板300とを気密に接合する。第1ガラス基板200と第2ガラス基板300とは、枠体410によって気密に接合される。具体的には、第1ガラス基板200及び第2ガラス基板300は、溶融炉内に配置され、第1溶融温度で所定時間(第1溶融時間)だけ加熱される。
第1溶融温度及び第1溶融時間は、枠体410の熱接着剤によって第1ガラス基板200と第2ガラス基板300とが気密に接合されるが、仕切り420によって通気路600が塞がれることがないように、設定される。つまり、第1溶融温度の下限は、第1軟化点であるが、第1溶融温度の上限は、仕切り420によって通気路600が塞がれることがないように設定される。たとえば、第1軟化点及び第2軟化点が434℃である場合、第1溶融温度は、440℃に設定される。また、第1溶融時間は、たとえば、10分である。なお、第1溶融工程では、枠体410からガスが放出されるが、このガスはガス吸着体60によって吸着されてもよい。
上述した組立工程(第1溶融工程)によって、図6に示される仮組立て品100が得られる。仮組立て品100は、第1ガラス基板200と、第2ガラス基板300と、枠体410と、内部空間500と、仕切り420と、通気路600と、排気口700と、ガス吸着体60と、複数のスペーサ70と、を備える。
密閉工程は、仮組立て品100に上記所定の処理を行って組立て品110を得る工程である。密閉工程は、排気工程と、溶融工程(第2溶融工程)と、を有する。つまり、排気工程及び第2溶融工程が上記所定の処理に相当する。
排気工程は、所定温度(排気温度)で、排気空間510を、通気路600と通気空間520と排気口700とを介して排気して真空空間50とする工程である。このように、排気工程では加熱されることが好ましい。それにより、真空性が高まる。
排気は、たとえば、真空ポンプを用いて行われる。真空ポンプは、図6に示されるように、排気管810と、シールヘッド820と、により仮組立て品100に接続される。排気管810は、たとえば、排気管810の内部と排気口700とが連通するように第2ガラス基板300に接合される。そして、排気管810にシールヘッド820が取り付けられ、これによって、真空ポンプの吸気口が排気口700に接続される。
第1溶融工程と排気工程と第2溶融工程とは、第1ガラス基板200及び第2ガラス基板300を溶融炉内に配置したまま行われる。このとき、第2ガラス基板300は、枠体410、仕切り420、通気路600、排気口700、ガス吸着体60、複数のスペーサ70が設けられている。排気管810は、少なくとも第1溶融工程の前に、第2ガラス基板300に接合される。
排気工程では、所定の排気温度で所定時間(排気時間)だけ、通気路600と通気空間520と排気口700とを介して排気空間510を排気する。排気温度は、ガス吸着体60のゲッタの活性化温度(たとえば、350℃)より高く、かつ、第1軟化点及び第2軟化点(たとえば、434℃)より低く設定される。排気温度は、好ましくは、300℃以上である。たとえば、排気温度は、390℃である。このようにすれば、枠体410及び仕切り420は変形しない。また、ガス吸着体60のゲッタが活性化し、ゲッタが吸着していた分子(ガス)がゲッタから放出される。そして、ゲッタから放出された分子(つまりガス)は、排気空間510、通気路600、通気空間520、及び、排気口700を通じて排出される。したがって、排気工程では、ガス吸着体60の吸着能力が回復する。排気時間は、所望の真空度(たとえば、0.1Pa以下の真空度)の真空空間50が得られるように設定される。たとえば、排気時間は、120分に設定される。
第2溶融工程は、仕切り420を変形させて、通気路600を塞ぐ隔壁42を形成することで、真空空間50を囲むシール40を形成する工程である。第2溶融工程では、第2軟化点以上の所定温度(第2溶融温度)で第2熱接着剤を一旦溶融させることで、仕切り420を変形させて隔壁42を形成する。具体的には、第1ガラス基板200及び第2ガラス基板300は、溶融炉内で、第2溶融温度で所定時間(第2溶融時間)だけ加熱される。
第2溶融温度及び第2溶融時間は、第2熱接着剤が軟化し、通気路600を塞ぐ隔壁42が形成されるように設定される。第2溶融温度の下限は、第2軟化点(434℃)である。ただし、第2溶融工程では、第1溶融工程とは異なり、仕切り420を変形させることを目的としているから、第2溶融温度は、第1溶融温度(440℃)より高くしている。たとえば、第2溶融温度は、460℃に設定される。また、第2溶融時間は、たとえば、30分である。
隔壁42が形成されると、真空空間50が通気空間520から分離される。そのため、真空ポンプで真空空間50を排気することはできなくなる。第2溶融工程が終了するまでは、枠体410及び隔壁42が加熱されているから、枠体410及び隔壁42からガスが放出されることがある。しかしながら、枠体410及び隔壁42から放出されたガスは、真空空間50内のガス吸着体60に吸着される。そのため、真空空間50の真空度が悪化することが防止される。つまり、ガラスパネルユニット10の断熱性が悪くなることが防止される。
第1溶融工程でも、枠体410及び隔壁42が加熱されているから、枠体410及び隔壁42からガスが放出されることがある。枠体410及び隔壁42から放出されたガスはガス吸着体60に吸着されるから、第1溶融工程によってガス吸着体60の吸着能力が低下している場合がある。しかしながら、排気工程では、ガス吸着体60のゲッタの活性化温度以上の排気温度で排気空間510の排気を行い、これによって、ガス吸着体60の吸着能力を回復させている。したがって、ガス吸着体60は、第2溶融工程において、枠体410及び隔壁42から放出されたガスを十分に吸着できる。つまり、ガス吸着体60が枠体410及び隔壁42から放出されたガスを十分に吸着できずに真空空間50の真空度が悪化することを防止できる。
また、第2溶融工程では、排気工程から継続して、通気路600と通気空間520と排気口700とを介して排気空間510を排気する。つまり、第2溶融工程では、第2溶融温度で、通気路600と通気空間520と排気口700とを介して排気空間510を排気しながら、仕切り420を変形させて通気路600を塞ぐ隔壁42を形成する。これによって、第2溶融工程中に、真空空間50の真空度が悪化することがさらに防止される。ただし、第2溶融工程では、必ずしも、通気路600と通気空間520と排気口700とを介して排気空間510を排気する必要はない。
上記所定の処理では、所定温度(排気温度)で、通気路600、通気空間520、及び排気口700を介して排気空間510を排気して排気空間510を真空空間50とする。排気温度は、ガス吸着体60のゲッタの活性化温度より高くしている。これによって、排気空間510の排気とゲッタの吸着能力の回復とが同時に行える。
また、上記所定の処理では、仕切り420を変形させて、通気路600を塞ぐ隔壁42を形成することで、真空空間50を囲むシール40を形成する(図8参照)。仕切り420は、第2熱接着剤を含んでいるから、第2軟化点以上の所定温度(第2溶融温度)で第2熱接着剤を一旦溶融させることで、仕切り420を変形させて隔壁42を形成することができる。なお、第1溶融温度は、第2溶融温度より低くしている。これによって、枠体410で第1ガラス基板200と第2ガラス基板300とを接合する際に、仕切り420が変形して通気路600が塞がれることを防止できる。なお、仕切り420は、枠体410よりも溶融時の変形性が大きい材料で形成されてもよい。
仕切り420は、第1遮断部4221が第1通気路610を塞ぎ、第2遮断部4222が第2通気路620を塞ぐように、変形される。このようにして仕切り420を変形することで得られた隔壁42は、真空空間50を通気空間520から(空間的に)分離する。隔壁(第2部分)42と枠体410において真空空間50に対応する部分(第1部分)41とが、真空空間50を囲むシール40を構成する。
このように、真空空間50は、通気空間520、及び排気口700を介して排気空間510を排気することで形成される。真空空間50は、第1ガラス基板200と第2ガラス基板300とシール40とで完全に密閉されているから、通気空間520及び排気口700から分離されている。
また、矩形の枠状のシール40が形成される。シール40は、第1部分41と、第2部分42と、を有する。第1部分41は、枠体410において真空空間50に対応する部分である。つまり、第1部分41は、枠体410において真空空間50に面している部分である。第1部分41は、略U字状であり、シール40の四辺のうちの三辺を構成する。第2部分42は、仕切り420を変形することで得られる隔壁である。第2部分42は、I字状であり、シール40の四辺のうちの残りの一辺を構成する。
排気工程では、第1ガラス基板200と第2ガラス基板300とが近づく方向の力が発生する。このとき、スペーサ70が、第1ガラス基板200と第2ガラス基板300との間の空間を確保する。
ここで、スペーサ70の高さがシール40の高さよりも小さく設定された場合、シール40は圧縮されながら、第1ガラスパネル20と第2ガラスパネル30とを接着する。このように、圧縮を伴って接着が行われると、2つのガラスパネルを強度高く接着することができる。特に、シール40付近での強度が向上する。
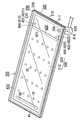
上述した密閉工程によって、図7~図9に示される組立て品110が得られる。組立て品110は、第1ガラス基板200と、第2ガラス基板300と、シール40と、真空空間50と、通気空間520と、ガス吸着体60と、複数のスペーサ70と、を備える。図8では、内部構造が理解しやすいよう、第1ガラス基板200の一部(右下)を破断して、描画している。
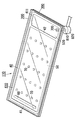
除去工程は、組立て品110から通気空間520を有する部分11を除去することで、真空空間50を有する部分であるガラスパネルユニット10を得る工程である。図8に示されるように、具体的には、溶融炉から取り出された組立て品110は、切断線900に沿って切断され、真空空間50を有する所定部分(ガラスパネルユニット)10と、通気空間520を有する部分(不要な部分)11と、に分割される。不要な部分11は、主に、第1ガラス基板200のうち通気空間520に対応する部分230と、第2ガラス基板300のうち通気空間520に対応する部分320と、枠体410のうち通気空間520に対応する部分411と、を含んでいる。ガラスパネルユニット10の製造コストを考慮すれば、不要な部分11は小さいほうが好ましい。図10では、組立て品110から不要な部分11を除去する様子を示している。
切断は、適宜の切断装置によって行われる。切断装置としては、スクライバ、レーザが例示される。第1ガラス基板200と第2ガラス基板300とを同時に切断すると、ガラスパネルユニット10を効率よく切り出すことができる。なお、切断線900の形状は、ガラスパネルユニット10の形状によって定まる。ガラスパネルユニット10は矩形状であるから、切断線900は、壁42の長さ方向に沿った直線となっている。
上述した、準備工程、組立工程、密閉工程、及び除去工程を経て、図1及び図2に示すようなガラスパネルユニット10が得られる。第1ガラスパネル20は、第1ガラス基板200のうち真空空間50に対応する部分である。第2ガラスパネル30は、第2ガラス基板300のうち真空空間50に対応する部分である。真空空間50を形成するための排気口700は、第2ガラス基板300において通気空間520に対応する部分320に存在し、排気管810は部分320に接続されている。そのため、第2ガラスパネル30には、排気口700が存在していない。
以下、ガラスパネルユニットの更なる変形例を説明する。変形例の説明にあたっては、同様の構成の番号について括弧を付す。
上記実施形態では、ガラスパネルユニット(10)は矩形状であるが、ガラスパネルユニット(10)は、円形状や多角形状など所望の形状であってもよい。つまり、第1ガラスパネル(20)、第2ガラスパネル(30)、及びシール(40)は、矩形状ではなく、円形状や多角形状など所望の形状であってもよい。なお、第1ガラス基板(200)、第2ガラス基板(300)、枠体(410)、及び、隔壁(42)のそれぞれの形状は、上記実施形態の形状に限定されず、所望の形状のガラスパネルユニット(10)が得られるような形状であればよい。なお、ガラスパネルユニット(10)の形状や大きさは、ガラスパネルユニット(10)の用途に応じて決定される。
また、第1ガラスパネル(20)の本体(21)の第1面及び第2面はいずれも平面に限定されない。同様に、第2ガラスパネル(30)の本体(31)の第1面及び第2面はいずれも平面に限定されない。
また、第1ガラスパネル(20)の本体(21)と第2ガラスパネル(30)の本体(31)とは同じ平面形状及び平面サイズを有していなくてもよい。また、本体(21)と本体(31)とは同じ厚みを有していなくてもよい。また、本体(21)と本体(31)とは同じ材料で形成されていなくてもよい。同様に、第1ガラス基板(200)のガラス板(210)と第2ガラス基板(300)のガラス板(310)とは同じ平面形状及び平面サイズを有していなくてもよい。また、ガラス板(210)とガラス板(310)とは同じ厚みを有していなくてもよい。ガラス板(210)とガラス板(310)とは同じ材料で形成されていなくてもよい。
また、シール(40)は、第1ガラスパネル(20)及び第2ガラスパネル(30)と同じ平面形状を有していなくてもよい。同様に、枠体(410)は、第1ガラス基板(200)及び第2ガラス基板(300)と同じ平面形状を有していなくてもよい。
また、第1ガラスパネル(20)は、さらに、所望の物理特性を有して本体(21)の第2平面に形成されるコーティングを備えていてもよい。あるいは、第1ガラスパネル(20)は、コーティング(22)を備えていなくてもよい。つまり、第1ガラスパネル(20)は、本体(21)のみで構成されていてもよい。
また、第2ガラスパネル(30)は、さらに、所望の物理特性を有するコーティングを備えていてもよい。コーティングは、たとえば、本体(31)の第1平面及び第2平面にそれぞれ形成される薄膜の少なくとも一方を備えていればよい。コーティングは、たとえば、特定波長の光を反射する膜(赤外線反射膜、紫外線反射膜)などである。
上記実施形態では、枠体(410)は、第1熱接着剤で形成されている。ただし、枠体(410)は、第1熱接着剤に加えて、芯材等の他の要素を備えていてもよい。つまり、枠体(410)は、第1熱接着剤を含んでいればよい。また、上記実施形態では、枠体(410)は、第2ガラス基板(300)のほぼすべての領域を囲うように形成されている。しかしながら、枠体(410)は、第2ガラス基板(300)上の所定の領域を囲うように形成されていればよい。つまり、枠体(410)は、第2ガラス基板(300)のほぼすべての領域を囲うように形成されている必要はない。また、組立て品(110)は、2以上の枠体(410)を有していてもよい。つまり、組立て品(110)は、2以上の内部空間(500)を有していてもよい。この場合、1つの組立て品(110)から2以上のガラスパネルユニット(10)を得ることができる。
上記実施形態では、仕切り(420)は、第2熱接着剤で形成されている。ただし、仕切り(420)は、第2熱接着剤に加えて、芯材等の他の要素を備えていてもよい。つまり、仕切り(420)は、第2熱接着剤を含んでいればよい。また、上記実施形態では、仕切り(420)はその両端が枠体(410)とは連結されていない。そして、仕切り(420)の両端と枠体(410)との隙間が、通気路(610,620)である。ただし、仕切り(420)は、その両端の一方のみが枠体(410)に連結されていなくてもよく、この場合、仕切り(420)と枠体(410)との間に一つの通気路(600)が形成される。あるいは、仕切り(420)は、その両端が枠体(410)に連結されていてもよい。この場合、通気路(600)は、仕切り(420)に形成された貫通孔であってもよい。あるいは、通気路(600)は、仕切り(420)と第1ガラス基板(200)との隙間であってもよい。あるいは、仕切り(420)は、間隔をあけて配置された2以上の仕切りで形成されていてもよい。この場合、通気路(600)は、2以上の仕切りの隙間であってもよい。
上記実施形態では、内部空間(500)は、一つの排気空間(510)と一つの通気空間(520)とに仕切られている。ただし、内部空間(500)は、1以上の排気空間(510)と1以上の通気空間(520)とに仕切られていてもよい。内部空間(500)が2以上の排気空間(510)を有する場合、1つの組立て品(110)から2以上のガラスパネルユニット(10)を得ることができる。
上記実施形態では、第2熱接着剤は、第1熱接着剤と同じであり、第2軟化点と第1軟化点は等しい。ただし、第2熱接着剤は、第1熱接着剤と異なる材料であってもよい。たとえば、第2熱接着剤は、第1熱接着剤の第1軟化点と異なる第2軟化点を有していてもよい。ここで、第2軟化点は、第1軟化点より高いことが好ましい。この場合、第1溶融温度を、第1軟化点以上第2軟化点未満とすることができる。このようにすれば、第1溶融工程において、仕切り(420)が変形してしまうことを防止できる。
また、第1接着剤及び第2熱接着剤は、ガラスフリットに限定されず、たとえば、低融点金属や、ホットメルト接着材などであってもよい。
上記実施形態では、枠体(410)、ガス吸着体(60)、及び仕切り(420)の加熱に溶融炉を利用している。しかしながら、加熱は、適宜の加熱手段で行うことができる。加熱手段は、たとえば、レーザや、熱源に接続された伝熱板などである。
上記実施形態では、通気路(600)は2つの通気路(610,620)を備えているが、通気路(600)は、一つの通気路だけで構成されていてもよいし、3以上の通気路で構成されていてもよい。また、通気路(600)の形状は、特に限定されない。
上記実施形態では、排気口(700)は、第2ガラス基板(300)に形成されている。しかし、排気口(700)は、第1ガラス基板(200)のガラス板(210)に形成されていてもよいし、枠体(410)に形成されていてもよい。要するに、排気口(700)は、不要な部分(11)に形成されていればよい。
上記実施形態では、ガス吸着体(60)のゲッタは蒸発型ゲッタであるが、ゲッタは非蒸発型ゲッタであってもよい。非蒸発型ゲッタは、所定温度(活性化温度)以上になると、吸着された分子が内部に入り込むことで、吸着能力が回復する。ただし、蒸発型ゲッタとは異なり、吸着された分子を放出するわけではないので、非蒸発型ゲッタは、ある程度以上の分子を吸着すると、たとえ活性化温度以上に加熱されても、吸着能力が回復しなくなる。
上記実施形態では、ガス吸着体(60)は、長尺状であるが、他の形状であってもよい。また、ガス吸着体(60)は、必ずしも真空空間(50)の端にある必要はない。また、上記実施形態では、ガス吸着体(60)は、ゲッタの粉体を含む液体(たとえばゲッタの粉体を液体に分散して得られた分散液や、ゲッタの粉体を液体に溶解させて得られた溶液)を塗布することにより形成される。しかしながら、ガス吸着体(60)は、基板と、基板に固着されたゲッタと、を備えていてもよい。このようなガス吸着体(60)は、ゲッタの粉末を含む液体に基板を浸漬し、乾燥することで得ることができる。なお、基板は、所望の形状であってよく、たとえば、長尺の矩形状である。
あるいは、ガス吸着体(60)は、第2ガラス基板(300)のガラス板(310)の表面(第1面)に全体的あるいは部分的に形成された膜であってもよい。このようなガス吸着体(60)は、第2ガラス基板(300)のガラス板(310)の表面(第1面)をゲッタの粉末を含む液体でコーティングすることで得ることができる。
あるいは、ガス吸着体(60)は、スペーサ(70)に含まれていてもよい。たとえば、スペーサ(70)を、ゲッタを含む材料で形成すれば、ガス吸着体(60)を含むスペーサ(70)を得ることができる。スペーサ(70)がポリマーフィルムの積層体である場合、たとえば、ポリマーフィルムを接着する接着剤にゲッタが含まれていてよい。
あるいは、ガス吸着体(60)は、ゲッタで形成された固形物であってもよい。このようなガス吸着体(60)は、比較的大きく、第1ガラス基板(200)と第2ガラス基板(300)との間に配置できないことがある。この場合には、第2ガラス基板(300)のガラス板(310)に凹所を形成して、この凹所にガス吸着体(60)を配置すればよい。
あるいは、ガス吸着体(60)は、ゲッタが分子を吸着しないように、予めパッケージ内に配置しておいてもよい。この場合、第2溶融工程の後に、パッケージを破壊して、ガス吸着体(60)を真空空間(50)に曝せばよい。
上記実施形態では、ガラスパネルユニット(10)はガス吸着体(60)を備えているが、ガラスパネルユニット(10)は、ガス吸着体(60)を備えていなくてもよい。
上記実施形態では、ガラスパネルユニット(10)は複数のスペーサ(70)を備えているが、ガラスパネルユニット(10)は、一つのスペーサ(70)を備えていてもよい。
上記実施形態では、不要な部分(11)を除去することで、排気口を有さないガラスパネルユニット(10)を形成することを説明したが、ガラスパネルユニット(10)は、排気口を有していてもよい。その場合、排気口は、第1ガラスパネル(20)と、第2ガラスパネル(30)とのうちの少なくともいずれか一方に設けられ得る。真空空間(50)の真空を維持するため、排気口は閉じられる。第1ガラスパネル(20)及び第2ガラスパネル(30)の少なくともいずれか一方に排気口が設けられた場合、キャップ材により排気口が閉じられ得る。ただし、外観をよくするためには、ガラスパネルユニット(10)は排気口を有していないことが好ましい。
図11に、ガラスパネルユニットの変形例(ガラスパネルユニット10A)を示す。ガラスパネルユニット10Aは、第2ガラスパネル30に排気口700を有する。排気口700は、封止部81により、閉鎖されている。これにより、真空空間50は真空が維持される。封止部81は、排気管810から形成されている。封止部81は、たとえば排気管810を構成するガラスの熱溶着で形成され得る。封止部81の外側にはキャップ80が配置されている。キャップ80は封止部81を覆っている。キャップ80が封止部81を覆うことで、排気口700を高く閉鎖できる。また、キャップ80により、排気口700部分での破損を抑制できる。ガラスパネルユニット10Aは、排気口700、封止部81及びキャップ80が設けられていること以外は、図1及び図2のガラスパネルユニット10と同じである。図1及び図2のガラスパネルユニット10と同じ構成については同じ符号を付しており、それらの構成には、適宜、図1及び図2で行った説明を適用できる。ガラスパネルユニット10Aは、仮組立て品100の作製方法に準じて製造することができる。ガラスパネルユニット10Aは、排気口700を有する部分を除去しなくてもよいため、製造が容易になり得る。
図12に、ガラスパネルユニットの変形例(ガラスパネルユニット10B)を示す。ガラスパネルユニット10Bでは、第1ガラスパネル20と第2ガラスパネル30との平面視における外縁が揃っていない。2つのガラスパネルのうちの一方(第1ガラスパネル20)が、他方(第2ガラスパネル30)よりも小さい。ガラスパネルユニット10Bでは、シール40が第1ガラスパネル20と第2ガラスパネル30との間から外部にはみ出している。この場合、シール40の高さH2は、シール40のうちの第1ガラスパネル20と第2ガラスパネル30との間の部分の距離として規定される。ガラスパネルユニット10Bは、端部の構造が異なる以外は、図11のガラスパネルユニット10Aと同じである。図1及び図2のガラスパネルユニット10、及び図11のガラスパネルユニット10Aと同じ構成については同じ符号を付しており、それらの構成には、適宜、図1及び図2並びに図11で行った説明を適用できる。
(実施例)
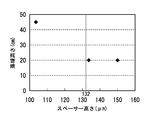
ガラスパネルユニットについて、スペーサの高さの違いによる物性の違いを試験した。スペーサとして、ベンゾオキサゾール構造を有するポリイミドフィルムの積層体を用いた。ポリイミドフィルムの厚み及び積層数を異ならせることで、スペーサの高さを調整した。ポリイミドフィルムとしては、東洋紡績製「ゼノマックス」(登録商標)を使用した。シールの高さの調整は、粒子のサイズで行った。粒子は粒径132μmのものを使用した。したがって、シールの高さは132μmである。スペーサの直径は500μmとした。
図13は、ガラスパネルユニットの落球試験の結果を示すグラフである。落球試験は、衝撃強度の指標となり、225gの球体をガラスパネルユニットの上に落として、ガラスパネルユニットの表面に傷が入った平均の高さ(落球高さ、単位:cm)である。スペーサ及びシールの高さは、それぞれガラスパネルユニット形成後の高さである。
図13に示すように、スペーサの高さがシールの高さよりも小さいと、落球高さが大きくなり、衝撃強度が向上することが分かる。