WO2016068046A1 - 超電導線材用基板及びその製造方法、並びに超電導線材 - Google Patents
超電導線材用基板及びその製造方法、並びに超電導線材 Download PDFInfo
- Publication number
- WO2016068046A1 WO2016068046A1 PCT/JP2015/079999 JP2015079999W WO2016068046A1 WO 2016068046 A1 WO2016068046 A1 WO 2016068046A1 JP 2015079999 W JP2015079999 W JP 2015079999W WO 2016068046 A1 WO2016068046 A1 WO 2016068046A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- substrate
- superconducting wire
- layer
- less
- crystal orientation
- Prior art date
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 113
- 238000000034 method Methods 0.000 title claims abstract description 49
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 239000000463 material Substances 0.000 title abstract description 11
- 229910052751 metal Inorganic materials 0.000 claims abstract description 180
- 239000002184 metal Substances 0.000 claims abstract description 180
- 239000013078 crystal Substances 0.000 claims abstract description 121
- 238000005096 rolling process Methods 0.000 claims description 62
- 230000003746 surface roughness Effects 0.000 claims description 50
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 47
- 238000010438 heat treatment Methods 0.000 claims description 42
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 31
- 230000009467 reduction Effects 0.000 claims description 30
- 239000010949 copper Substances 0.000 claims description 23
- 229910052802 copper Inorganic materials 0.000 claims description 22
- 230000008569 process Effects 0.000 claims description 18
- 229910052759 nickel Inorganic materials 0.000 claims description 14
- 238000010030 laminating Methods 0.000 claims description 7
- 229910045601 alloy Inorganic materials 0.000 claims description 6
- 239000000956 alloy Substances 0.000 claims description 6
- 229910000990 Ni alloy Inorganic materials 0.000 claims description 5
- 230000004913 activation Effects 0.000 claims description 5
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 239000002887 superconductor Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 177
- 238000007747 plating Methods 0.000 description 29
- 239000011889 copper foil Substances 0.000 description 27
- 239000011241 protective layer Substances 0.000 description 26
- 239000006061 abrasive grain Substances 0.000 description 12
- 230000002829 reductive effect Effects 0.000 description 12
- 238000001887 electron backscatter diffraction Methods 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 9
- 230000005291 magnetic effect Effects 0.000 description 9
- 238000005498 polishing Methods 0.000 description 9
- 238000000992 sputter etching Methods 0.000 description 9
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 238000001953 recrystallisation Methods 0.000 description 7
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 5
- 229910052709 silver Inorganic materials 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 3
- 239000004327 boric acid Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 239000011261 inert gas Substances 0.000 description 3
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000002156 adsorbate Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005294 ferromagnetic effect Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 2
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229910052763 palladium Inorganic materials 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- 229910001252 Pd alloy Inorganic materials 0.000 description 1
- 229910002367 SrTiO Inorganic materials 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 239000002885 antiferromagnetic material Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000003302 ferromagnetic material Substances 0.000 description 1
- 229910000856 hastalloy Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052743 krypton Inorganic materials 0.000 description 1
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 229910052754 neon Inorganic materials 0.000 description 1
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 description 1
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 1
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 230000005298 paramagnetic effect Effects 0.000 description 1
- 239000002907 paramagnetic material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B12/00—Superconductive or hyperconductive conductors, cables, or transmission lines
- H01B12/02—Superconductive or hyperconductive conductors, cables, or transmission lines characterised by their form
- H01B12/06—Films or wires on bases or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
- B32B15/015—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium the said other metal being copper or nickel or an alloy thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/02—Single bars, rods, wires, or strips
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/01—Manufacture or treatment
- H10N60/0268—Manufacture or treatment of devices comprising copper oxide
- H10N60/0296—Processes for depositing or forming copper oxide superconductor layers
- H10N60/0576—Processes for depositing or forming copper oxide superconductor layers characterised by the substrate
Definitions
- the present invention relates to a substrate for a superconducting wire and a method for manufacturing the same.
- the present invention also relates to a superconducting wire using a substrate for a superconducting wire.
- the superconducting wire is a single layer or multiple layers of cerium oxide (CeO 2 ), zirconia-added yttrium oxide (YSZ), yttrium oxide (Y 2 O 3 ) or other oxide layer on the metal substrate.
- a superconducting layer (RE123 film, RE: Y, Gd, Ho, etc.) is laminated on a base material on which an intermediate layer made of is laminated.
- an ion-assisted beam film-forming method in which a superconducting layer inherits crystal orientation by forming an oriented intermediate layer on a non-oriented metal substrate such as Hastelloy.
- a method for forming a film by taking over the crystal orientation with the intermediate layer and the superconducting layer by using a metal substrate with biaxial crystal orientation.
- the latter method is advantageous in consideration of future production efficiency such as film formation speed, but in order to improve the superconducting characteristics, it is necessary to highly orient the metal substrate in biaxial crystal orientation.
- the crystal orientation of the metal substrate is evaluated by, for example, the c-axis orientation ratio of the outermost layer of the substrate, ⁇ (index of out-of-plane orientation) and ⁇ (index of in-plane orientation).
- a metal substrate (superconducting wire substrate)
- Patent Document 1 in an oriented substrate for epitaxial film formation in which an oriented metal layer made of oriented copper is clad with a metal substrate as a reinforcing material, the oriented metal layer has an orientation degree ⁇ .
- ⁇ are all metals having an orientation of 5 to 9 °
- an orientation improving layer made of a nickel plating film and having a thickness of 100 to 5000 nm is provided on the surface of the oriented metal layer, and the orientation
- the difference between the degree of orientation ( ⁇ and ⁇ ) on the surface of the metallized metal layer and the degree of orientation ( ⁇ and ⁇ ) on the surface of the orientation improving layer is 0.1 to 3.0 °.
- the conventional superconducting wire substrate is manufactured with specific values of the c-axis orientation ratio, ⁇ and ⁇ of the outermost layer of the biaxial crystal-oriented metal substrate, and the c-axis orientation ratio is It is known that a higher superconducting property can be obtained as the height is higher, as ⁇ is smaller, and as ⁇ is smaller.
- an object of the present invention is to provide a substrate for a superconducting wire for producing a superconducting wire having excellent superconducting properties and a method for producing the same.
- the present inventors have found that the crystal orientation of the outermost layer metal of the superconducting wire substrate has a specific c-axis orientation ratio and ⁇ , and the outermost layer crystal It has been found that a superconducting wire material with improved superconducting characteristics can be obtained by controlling the ratio of the area whose orientation is deviated by more than a specific angle from (001) [100] within a predetermined range. completed. That is, the gist of the present invention is as follows.
- Percentage of area where the crystal orientation of the outermost layer metal is c-axis orientation ratio of 99% or more, ⁇ is 6 ° or less, and the crystal orientation is shifted from (001) [100] by 6 ° or more Is a substrate for superconducting wire having 6% or less per unit area.
- a superconducting wire comprising the superconducting wire substrate according to any one of (1) to (6), an intermediate layer laminated on the substrate, and a superconducting layer laminated on the intermediate layer.
- the c-axis orientation rate is specified to be 99% or more, ⁇ is set to 6 ° or less, and the crystal orientation is from (001) [100].
- FIG. 1 is a graph showing the relationship between ⁇ and ⁇ and the critical current density in the example.
- FIG. 2 is a diagram showing the relationship between the ratio of the area where the crystal orientation is shifted by 6 ° or more from (001) [100] and the critical current density in the example.
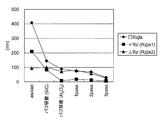
- FIG. 3 is a graph showing changes in the surface roughness of the copper layer accompanying polishing.
- FIG. 4 is a graph showing changes in the surface roughness of the copper layer accompanying polishing.
- the superconducting wire substrate of the present invention has a c-axis orientation ratio of 99% or more, ⁇ of 6 ° or less, and a crystal orientation of (001) [100].
- the ratio of the area displaced by 6 ° or more from the area is 6% or less per unit area (1 mm 2 ).
- ⁇ indicates the degree of out-of-plane orientation.
- ⁇ is the average value of the rotation angles around the RD [100] and TD [010] of the crystal grains, and it is unclear how many individual crystal grains are present, so the crystal orientation is (001) [100 ] Is not an indicator of the proportion of the area that is deviated by a certain angle or more.
- the ratio of the area where the crystal orientation is shifted from the (001) [100] by OO ° or more means that the angle difference from the (001) [100] is XX when observed by the EBSD method.
- the ratio of the area of the crystal that is at least °.
- EBSD Electron Back Scatter Diffraction: Electron Back Scattering Diffraction
- Kikuchi line diffraction Kikuchi pattern
- the surface of the outermost layer is irradiated with an electron beam, and the information obtained at this time is azimuth information up to a depth of several tens of nm into which the electron beam penetrates, that is, azimuth information of the outermost layer.
- the ratio of the area where the crystal orientation of the outermost layer metal is shifted by 6 ° or more from (001) [100] is 6% or less per unit area and less than 5%. More preferred.
- the ratio of the area where the crystal orientation of the outermost layer of the metal is shifted by 10 ° or more from (001) [100] is less than 1% per unit area, and is 15 ° or more.
- the ratio of the displaced area is less than 0.3% per unit area.
- the crystal orientation of the outermost metal is such that ⁇ is 6 ° or less, and more preferably ⁇ is less than 5 °.
- the crystal orientation of the outermost metal layer is preferably ⁇ of 6 ° or less, and more preferably ⁇ is less than 5 °.
- ⁇ indicates the degree of in-plane orientation.
- ⁇ is an average value of the rotation angles around ND [001] of the crystal grains.
- ⁇ indicates the degree of out-of-plane orientation, and is an average value of the rotation angles around the RD [100] and TD [010] of the crystal grains, so there is no correlation between ⁇ and ⁇ . That is, ⁇ and ⁇ are not in a directly corresponding relationship such as a proportional relationship.
- ⁇ and ⁇ are average values, and it is unclear how much each crystal grain is, and therefore, an index of the ratio of the area where the crystal orientation deviates by more than a specific angle from (001) [100]. It will not be.
- the crystal orientation of the outermost metal is ⁇ is 6 ° or less, ⁇ is 6 ° or less, and the crystal orientation is from (001) [100] to 6 °.
- the ratio of the area that has been shifted is 6% or less per unit area, and more preferably, the crystal orientation of the outermost metal is ⁇ is less than 5 °, ⁇ is less than 5 °, and the crystal orientation is The ratio of the area that is shifted by 6 ° or more from (001) [100] is less than 5% per unit area.
- the measurement area per EBSD is 1 mm 2 of the substrate.
- the average value and the standard deviation of ⁇ , ⁇ , and the ratio of the area where the crystal orientation is shifted from (001) [100] by 6 ° or more obtained by measuring the crystal orientation by EBSD at any 30 points. It is only necessary that the average value within the range of 2 ⁇ calculated from ⁇ falls within a predetermined value.
- the outermost layer of the substrate for a superconducting wire of the present invention is preferably a face-centered cubic lattice metal, for example, one or more selected from the group consisting of nickel, copper, silver, aluminum and palladium, or an alloy thereof.
- a face-centered cubic lattice metal for example, one or more selected from the group consisting of nickel, copper, silver, aluminum and palladium, or an alloy thereof.
- it is made of copper, nickel, or an alloy thereof because of easy axial crystal orientation and good lattice matching with the intermediate layer.
- the outermost layer only needs to have the crystal orientation and crystal orientation of the metal, and another non-oriented metal layer may be present under the layer.
- the thickness of the superconducting wire substrate of the present invention is not particularly limited, but is preferably 50 ⁇ m to 200 ⁇ m. This is because if the thickness is less than 50 ⁇ m, the mechanical strength of the substrate cannot be ensured, and if the thickness is greater than 200 ⁇ m, the workability when processing the superconducting wire cannot be ensured.
- a substrate for a superconducting wire according to the present invention includes a nonmagnetic metal plate and a crystallized metal layer (hereinafter also referred to as a crystallized metal layer) laminated on the nonmagnetic metal plate. .).
- a metal layer may be laminated
- non-magnetic means a state that is not ferromagnetic at 77 K or higher, that is, a Curie point or Neel point is present at 77 K or lower, and becomes a paramagnetic or antiferromagnetic material at a temperature of 77 K or higher.
- a nickel alloy or an austenitic stainless steel plate is preferably used because it has a role as a reinforcing material having excellent strength.
- austenitic stainless steel is non-magnetic at room temperature, that is, the metal structure is 100% austenite ( ⁇ ) phase, but the martensite ( ⁇ ′) phase transformation point (Ms point) which is a ferromagnetic material is 77K.
- the ⁇ ′ phase which is a ferromagnetic substance, may develop at the liquid nitrogen temperature. Therefore, as a substrate for a superconducting wire used at a liquid nitrogen temperature (77K), a substrate whose Ms point is designed to be 77K or less is preferably used.
- SUS316, SUS316L, SUS310, and SUS305 have a stable ⁇ phase designed with a Ms point sufficiently lower than 77K, and are generally popular and available at a relatively low price. Etc. is preferably used.
- the thickness of these metal plates is usually applicable as long as it is 20 ⁇ m or more, and considering the thinning and strength of the superconducting wire, it is preferably 50 ⁇ m to 100 ⁇ m, but is not limited to this range. .
- the metal layer used for the substrate for a superconducting wire of the present invention is preferably cold-rolled at a rolling reduction of 90% or more, more preferably 95% to less than 99% at the time of final rolling, and its cold It does not undergo heat treatment for recrystallization after rolling, and retains the rolling texture developed by cold rolling. If the rolling reduction is less than 90%, the metal may not be oriented in the subsequent heat treatment, and if the rolling reduction is 99% or more, ⁇ of the outermost layer of the superconducting wire substrate cannot be made 6 ° or less. This is because excellent superconducting characteristics cannot be achieved in the obtained superconducting wire.
- the metal layer can be selected from one or more metals selected from the group consisting of metals, such as nickel, copper, silver, and aluminum, or alloys thereof, which are crystallized by heat treatment after rolling, but biaxial crystal orientation It is preferably made of copper or a copper alloy because it is easy to handle and has good lattice matching with the intermediate layer.
- the metal layer may contain a trace amount of elements of about 1% or less in order to further improve the biaxial crystal orientation by heat treatment described later.
- an additive element include one or more elements selected from Ag, Sn, Zn, Zr, O, N, and the like. These additive elements and the metal contained in the metal layer form a solid solution, but if the added amount exceeds 1%, impurities such as oxides other than the solid solution increase, which may adversely affect the crystal orientation. is there.
- a metal foil is preferably used as the metal layer.
- the metal foil that can be used is also generally available.
- copper foil high-rolled copper foil (HA foil) manufactured by JX Nippon Mining & Metals, or SH Copper Products Co., Ltd. High rolled copper foil (HX foil).
- the thickness of the metal layer is usually in the range of 7 ⁇ m to 70 ⁇ m, preferably 15 ⁇ m to 70 ⁇ m in order to ensure the strength of the metal layer itself and to improve the workability when processing the superconducting wire later.
- ⁇ of the outermost layer of the substrate is 6 ° or less, and the ratio of the area where the metal crystal orientation is shifted by 6 ° or more from (001) [100] is 6% or less per unit area.
- a metal layer such as a copper foil having a glossiness of, for example, less than 50, preferably in the range of 30 to 45 can be used.
- the glossiness is measured before L * , a * , and b * are measured with a color difference meter on the metal layer after rolling before being laminated on the nonmagnetic metal plate in the substrate manufacturing method described later. L value obtained in this way.
- the superconducting wire substrate of the present invention may include a protective layer formed on the crystallographic metal layer.
- the protective layer used for the superconducting wire substrate of the present invention is preferably a face-centered cubic lattice metal, for example, made of nickel, palladium, silver or an alloy thereof, preferably made of nickel or a nickel alloy.
- the protective layer containing nickel is excellent in oxidation resistance, and the presence of the protective layer produces a metal oxide film contained in the crystal orientation metal layer when an intermediate layer such as CeO 2 is formed thereon. This is because the crystal orientation can be prevented from being lost.
- an element contained in an alloy of nickel, palladium, or silver those having reduced magnetic properties are preferable, and examples thereof include elements such as Cu, Sn, W, and Cr. Further, impurities may be included as long as the crystal orientation is not adversely affected.
- the thickness of the protective layer is too thin, the surface of the superconducting wire is oxidized when the intermediate layer and the superconducting layer are laminated thereon, and the metal in the crystal orientation metal layer diffuses to the surface of the protective layer. There is a possibility, and if it is too thick, the crystal orientation of the protective layer is lost, and the plating strain is also increased. Specifically, it is preferably in the range of 1 ⁇ m to 5 ⁇ m.
- the superconducting wire substrate of the present invention has a c-axis orientation ratio of 99% or more, ⁇ of 6 ° or less, and a crystal orientation of (001) [100] to 6 by heat treatment. It can be produced by a method including a step of forming a layer in which the ratio of the area shifted by more than 0 ° is 6% or less per unit area.
- the c-axis orientation ratio formed by heat treatment is 99% or more, ⁇ is 6 ° or less, and the crystal orientation is shifted by 6 ° or more from (001) [100].
- a layer having an area ratio of 6% or less per unit area is a crystallographic metal layer.
- the heat treatment is performed at a temperature of 150 ° C. or higher, for example.
- the heat treatment time varies depending on the temperature.
- the heat treatment time is preferably 1 to 10 hours at 400 ° C. and several seconds to 5 minutes at a high temperature of 700 ° C. or higher. If the heat treatment temperature is too high, the metal layer tends to cause secondary recrystallization and the crystal orientation deteriorates.
- heat treatment at 600 ° C. to 900 ° C. is preferable.
- stepwise heat treatment is performed stepwise, followed by heat treatment at high temperature, whereby the crystal orientation and surface roughness of the crystal orientation metal layer and the protective layer formed thereafter are improved.
- a heat treatment at 850 ° C. to 900 ° C. is performed after the heat treatment at 275 ° C. to 325 ° C.
- a substrate for a superconducting wire includes a step of laminating a nonmagnetic metal plate and a metal layer by surface activation bonding, and a laminate of the nonmagnetic metal plate and the metal layer.
- the step of heat-treating the metal layer so that the ratio of the area where the crystal orientation is shifted by 6 ° or more from (001) [100] is 6% or less per unit area.
- the ratio of the area where ⁇ of the outermost layer of the obtained substrate is 6 ° or less and the crystal orientation is shifted by 6 ° or more from (001) [100] is per unit area.
- the method of adjusting the glossiness of metal layers, such as copper foil used, is mentioned, for example.
- the glossiness of the metal layer is, for example, less than 50, preferably in the range of 30 to 45.
- the glossiness is an L value obtained by measuring L * , a * , b * with a color difference meter for a rolled metal layer before being laminated on a non-magnetic substrate.
- the method of adjusting the reduction rate of the metal layer also allows ⁇ of the outermost layer of the obtained substrate to be 6 ° or less and the crystal orientation is (001).
- the ratio of the area which is shifted by 6 ° or more from [100] can be 6% or less per unit area.
- the rolling reduction during the final rolling of the metal layer is preferably 90% or more, more preferably 95% to less than 99%.
- the ratio of the copper orientation (Copper orientation) in the rolled texture of the metal layer is increased and the proportion of the brass orientation (Bras orientation) is set.
- ⁇ of the outermost layer of the substrate after heat treatment is set to 6 ° or less, and the ratio of the area where the crystal orientation of the outermost layer is shifted by 6 ° or more from (001) [100] is set to 6% or less per unit area. can do.
- each of the nonmagnetic metal plate and the metal layer in surface activated bonding, each of the nonmagnetic metal plate and the metal layer
- the surface adsorption layer and the surface oxide film are removed and activated by performing a sputter etching process on the surface, and then the non-magnetic metal plate and the rolling texture are formed by cold-welding the two activated surfaces.
- the metal layer that maintains the state is joined.
- a nonmagnetic metal plate and a metal layer are prepared as a long coil having a width of 150 mm to 600 mm, the two surfaces to be bonded are activated in advance, and then cold-welded. .
- a non-magnetic metal plate having a joint surface and a metal layer are each grounded as one electrode, and an alternating current of 1 MHz to 50 MHz is applied between the other insulated and supported electrodes and glow discharge And the area of the electrode exposed in the plasma generated by the glow discharge is 1/3 or less of the area of the other electrode.
- the inert gas argon, neon, xenon, krypton, or a mixed gas containing at least one of these can be used.
- the surface adsorbing layer may be removed by sputtering the surface where the nonmagnetic metal plate and the metal layer are bonded with an inert gas, and the surface oxide film may be further removed. Activate the surface to be.
- the grounded electrode is in the form of a cooling roll to prevent the temperature of each conveying material from rising.
- the press-contact roll process continuously conveys to the press-contact roll process, and presses the activated surfaces.
- the surface subjected to the activation treatment is re-oxidized during the transfer and affects the adhesion.
- the laminated body brought into close contact through the pressure contact process is conveyed to the winding process, and is wound there.
- the adsorbate on the bonding surface is completely removed, but the surface oxide layer need not be completely removed. Even if an oxide layer remains on the entire surface, it is possible to ensure the bondability between the nonmagnetic metal plate and the metal layer by exposing the substrate by friction at the bonding surface in the cold welding process. It is.
- the oxide layer is completely removed by dry etching, high plasma output or long-time etching is required, and the temperature of the material increases.
- the metal layer is recrystallized and the metal layer is crystallized before bonding.
- strain is introduced into the metal layer, and the biaxial crystal orientation of the metal layer is deteriorated.
- the temperature of the metal layer is kept below 150 ° C.
- the metal structure of the metal layer is maintained at a temperature of 100 ° C. or lower and the rolled texture is maintained.
- the metal plate is processed at a high plasma output or the temperature of the metal plate is made higher than the recrystallization start temperature of the metal in the metal layer, The temperature of the metal layer rises due to contact with the metal, and the metal layer is recrystallized simultaneously with rolling, which may deteriorate the biaxial crystal orientation.
- the temperature of the metal plate below the recrystallization start temperature of the metal in the metal layer also in the sputter etching process of the nonmagnetic metal plate.
- copper foil is hold
- the metal layer is kept at room temperature to 100 ° C.
- the degree of vacuum at this time is preferably higher in order to prevent re-adsorbed substances on the surface, but may be in the range of 10 ⁇ 5 Pa to 10 ⁇ 2 Pa.
- the rolling roll bonding is performed in a non-oxidizing atmosphere, for example, an inert gas atmosphere such as Ar. It is also preferable.
- the pressing by the rolling roll is performed in order to ensure the adhesion area of the bonding interface, and to partially peel the surface oxide film layer by friction occurring at the bonding interface at the time of rolling down, to expose the substrate, and it is preferable to add 300 MPa or more, In particular, since the nonmagnetic metal plate and the metal layer are both hard materials, pressurization at 600 MPa to 1.5 GPa is preferable.
- the pressure may be higher than this, and it has been confirmed that the crystal orientation does not deteriorate after the subsequent heat treatment up to a reduction rate of 30%, but the pressure is preferably reduced to a reduction rate of less than 5%. When a pressure exceeding 30% is applied at the rolling reduction, cracks are generated on the surface of the metal layer, and the crystal orientation of the crystal orientation metal layer after rolling and heat treatment is deteriorated.
- Surface roughness per unit area 10 ⁇ 10 ⁇ m 2 of the metal layer side surface is a laminate of nonmagnetic metal plates and metal layers (hereinafter also simply referred to as laminate) laminated by surface activated bonding as described above.
- Ra (hereinafter also referred to as surface roughness Ra) is processed to 15 nm or less (surface roughness adjusting step).
- the surface roughness of the laminate can be measured by an atomic force microscope (AFM).
- AFM atomic force microscope
- the substrate of the present invention having a specific crystal orientation can be obtained, and the crystal orientation of the intermediate layer and the superconducting compound layer laminated on the protective layer by further epitaxial growth can be favorably maintained. it can.
- the rolling reduction of the laminate after treatment is usually less than 5%.
- the method for treating the surface roughness Ra on the metal layer side of the laminate to 15 nm or less is not particularly limited.
- rolling with a rolling roll such as a mirror roll, buffing, electropolishing or electroabrasive
- polishing Two or more of these methods may be combined.
- buffing and light rolling with a mirror roll it is preferable to use buffing and light rolling with a mirror roll in combination from the viewpoint of superconducting properties and surface roughness of the obtained superconducting wire and productivity.
- the mirror surface roll refers to a rolling roll whose surface is mirror-finished.
- the surface roughness adjusting step when buffing and light rolling with a mirror roll are used in combination, it is preferable to perform buffing and light rolling with a roll reduction of 0 to 1% in this order, specifically buff polishing.
- the surface roughness Ra is preferably 25 nm or less, and then the surface roughness Ra is preferably 15 nm or less by light rolling at a rolling reduction of 0 to 1% using a mirror roll.
- the type of abrasive grains used for buffing can be selected as appropriate.
- the surface roughening is performed by buffing using Al 2 O 3 abrasive grains after buffing using abrasive grains made of SiC.
- the degree Ra can be reduced to 25 nm or less.
- the buffing process may be performed a plurality of times, for example, in multiple stages.
- the light rolling with the mirror roll is preferably performed with a mirror roll having a surface roughness Ra of 0.01 ⁇ m or less.
- Light rolling with a mirror roll is usually performed at a pressure of 500 MPa to 900 MPa. This treatment may be repeated until a predetermined surface roughness is obtained. In order to reduce the surface roughness Ra to 15 nm or less, it is preferable to perform light rolling with a mirror surface roll twice or more.
- the surface roughness adjusting step after buffing using SiC abrasive grains, buffing using Al 2 O 3 abrasive grains is performed to obtain a surface roughness Ra of 25 nm. Thereafter, the surface roughness Ra is reduced to 15 nm or less by light rolling with a rolling reduction of 0 to 1% using a mirror roll.
- the surface roughness Ra1 (hereinafter also referred to as surface roughness Ra1) per unit length of 10 ⁇ m in the rolling direction (longitudinal direction) of the metal layer side surface of the laminate is preferably less than 5 nm. Further, it is more preferable that the thickness is less than 3 nm. Thereby, in the obtained superconducting wire, it is possible to prevent the superconducting characteristics from being significantly lowered by inhibiting the superconducting current, and the superconducting wire can have higher superconducting characteristics.
- the surface roughness Ra1 can be preferably less than 5 nm by performing buffing using Al 2 O 3 abrasive grains after buffing using SiC abrasive grains.
- the surface roughness Ra2 per unit length of 10 ⁇ m along the direction perpendicular to the rolling direction on the metal layer side surface of the laminate (hereinafter also referred to as surface roughness Ra2) is less than 21 nm. It is preferable that the thickness is less than 15 nm. Only by the buffing described above, the surface roughness Ra2 along the direction perpendicular to the rolling direction is not easily reduced, and Ra2 may be rather increased due to the marks of polishing called buffing. An increase in Ra2 is not as high as Ra1, but may lead to a decrease in superconducting characteristics. Further, even if Ra1 is small, Ra2 is large or Rzjis (ten-point average roughness.
- the surface roughness Ra2 can be reduced to less than 21 nm by carrying out light rolling with a rolling reduction of 0 to 1% with a mirror roll after buffing.
- a laminate obtained by processing the surface roughness Ra per unit area 10 ⁇ 10 ⁇ m 2 on the metal layer side surface as described above to 15 nm or less has a c-axis orientation ratio of 99% or more, ⁇ is 6 ° or less, and The metal layer is heat-treated so that the ratio of the area where the crystal orientation is shifted by 6 ° or more from (001) [100] is 6% or less per unit area.
- the heat treatment is performed at a temperature of 150 ° C. or higher, for example.
- the heat treatment time varies depending on the temperature.
- the heat treatment time is preferably 1 to 10 hours at 400 ° C. and several seconds to 5 minutes at a high temperature of 700 ° C. or higher.
- heat treatment temperature is too high, the metal layer is liable to cause secondary recrystallization and the crystal orientation is deteriorated.
- heat treatment at 600 ° C. to 900 ° C. is preferable. More preferably, stepwise heat treatment is performed stepwise, followed by heat treatment at high temperature, whereby the crystal orientation and surface roughness of the crystal orientation metal layer and the protective layer formed thereafter are improved.
- the substrate for a superconducting wire of the present invention can include a protective layer formed on the crystal orientation metal layer.
- the crystal orientation of the crystal orientation metal layer is inherited on the crystal orientation metal layer by plating the biaxial crystal orientation crystal orientation metal layer obtained by heat treatment of the metal layer and the nonmagnetic metal plate.
- a protective layer can be formed.
- the plating treatment can be performed by appropriately adopting conditions that reduce the plating strain of the protective layer.
- the plating strain refers to the degree of strain (strain) generated in the plating film when plating is applied to a base such as a metal plate.
- a layer made of nickel is formed as the protective layer, it can be performed using a Watt bath or a sulfamic acid bath known conventionally as a plating bath.
- the sulfamic acid bath is preferably used because it easily reduces the plating strain of the protective layer.
- the preferable range of a plating bath composition is as follows, it is not limited to this.
- the current density at the time of performing the plating process is not particularly limited, and is appropriately set in consideration of the balance with the time required for the plating process. Specifically, for example, when a plating film of 2 ⁇ m or more is formed as a protective layer, the time required for the plating process becomes long if the current density is low, and the line speed is slowed down in order to secure the time.
- the current density is preferably set to 10 A / dm 2 or more because the properties may be lowered or the control of the plating may be difficult.
- the upper limit of the current density varies depending on the type of plating bath and is not particularly limited.
- it is 25 A / dm 2 or less for a watt bath and 35 A / dm 2 or less for a sulfamic acid bath. Is preferred. Generally, when the current density exceeds 35 A / dm 2 , good crystal orientation may not be obtained due to so-called plating burn.
- the formed protective layer may generate micropits on the surface depending on plating conditions. In that case, if necessary, the surface can be smoothed by further averaging after the plating.
- the heat treatment temperature at that time is preferably 700 ° C. to 1000 ° C., for example.
- the surface roughness of the protective layer after plating is often larger than the surface roughness of the copper layer before plating, but since the crystal orientation of the protective layer may be lost, polishing can be performed after the protective layer is formed. Absent. Therefore, the surface roughness Ra (Ni) per unit area 10 ⁇ 10 ⁇ m 2 is preferably 20 nm or less, more preferably 16 nm or less, by controlling the plating conditions.
- Superconducting wire can be produced by sequentially laminating an intermediate layer and a superconducting layer on a superconducting wire substrate as described above according to a conventional method. Specifically, an intermediate layer such as CeO 2 , YSZ, SrTiO 3 , MgO, Y 2 O 3 is epitaxially formed on the outermost layer of the superconducting wire substrate by means of a sputtering method or the like, and further thereon A superconducting compound layer such as Y123 is applied to the PLD (Pulse Laser Deposition) method, MOD (Metal Organic Deposition) method, MOCVD (Metal Organic Chemical Vapor Deposition) method, etc. A superconducting wire can be obtained by forming a film by this method.
- the intermediate layer may be a plurality of layers. If necessary, a protective film made of Ag, Cu or the like may be further provided on the superconducting compound layer.
- sputter etching was performed under 0.1 Pa, with a plasma output of 200 W and a sputter irradiation time of 20 seconds on the bonding surface, and the SUS316L and the copper foil adsorbate layer were completely removed.
- the pressurization with the rolling roll was 600 MPa.
- the laminate was used with a mirror roll having a surface roughness Ra ⁇ 0.01 ⁇ m.
- the surface roughness Ra of the copper foil side surface of the laminate was adjusted to 15 nm or less by rolling 3 times at a pressure of 600 MPa.
- the laminate was heat-treated at 300 ° C. for 5 minutes and then heat treated in a continuous heat treatment furnace at 875 ° C. for 5 minutes so that the copper foil was biaxially crystallized. .
- the ratio of the area where the crystal orientation was shifted by 6 ° or more from (001) [100] was 5.2%.
- nickel plating was performed on the copper foil to form a nickel layer as a protective layer to obtain a substrate.
- the composition of the plating bath is as follows.
- the nickel plating thickness was 2.5 ⁇ m
- the plating bath temperature was set to 60 ° C.
- the pH of the plating bath was set to pH 4.
- Example 2 As a metal layer, it carried out similarly to Example 1 except using the copper foil (thickness 48 micrometers) whose glossiness is 34.2 rolled by the reduction rate of 96.8%. The ratio of the area where the crystal orientation on the surface of the copper foil after the heat treatment before the formation of the protective layer was shifted by 6 ° or more from (001) [100] was 2.2%.
- Example 3 As a metal layer, it carried out similarly to Example 1 except using the copper foil (thickness 48 micrometers) whose glossiness is 39.4 rolled by the reduction rate of 96.8%. The ratio of the area where the crystal orientation on the surface of the copper foil after the heat treatment before the formation of the protective layer was shifted by 6 ° or more from (001) [100] was 3.2%.
- Comparative Example 1 As a metal layer, it carried out similarly to Example 1 except using the copper foil (thickness of 18 micrometers) whose glossiness is 55.3 rolled by the reduction rate of 98.6%. The ratio of the area where the crystal orientation on the surface of the copper foil after the heat treatment before forming the protective layer was shifted by 6 ° or more from (001) [100] was 12.7%.
- Comparative Example 2 As a metal layer, it carried out similarly to Example 1 except using the copper foil (thickness of 18 micrometers) whose glossiness is 55.1 rolled by the reduction rate of 98.6%. The ratio of the area where the crystal orientation on the surface of the copper foil after the heat treatment before forming the protective layer was shifted by 6 ° or more from (001) [100] was 10.0%.
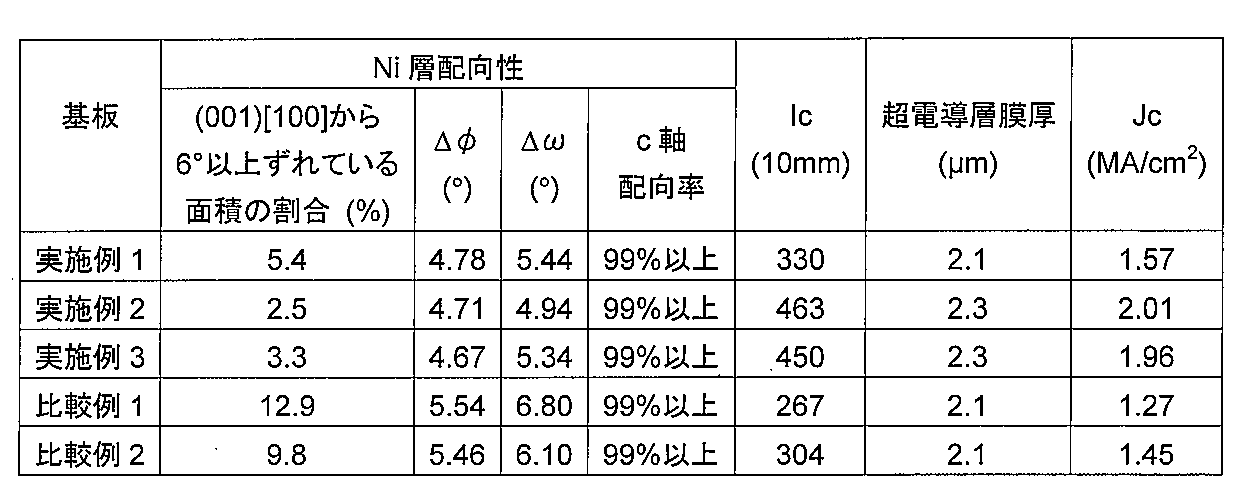
- the crystal orientation and crystal orientation of the outermost layer of the substrates obtained in Example 1-3 and Comparative Examples 1 and 2 were measured.
- the obtained substrate was converted to EBSD (JEOL Ltd. SEM-840 and TSL Solutions DigiView) and crystal orientation analysis software (EDAX) Analysis was performed using the company OIM Data Collection and OIM Analysis), and the ratio of the area in which the crystal orientation per 1 mm 2 was shifted by 6 ° or more from (001) [100] was obtained.
- the orientation was set to (001) [100] in “Crystal Orientation”, the range of the inclination from that direction was specified, and the area ratio in each range was calculated.
- the measurement area per EBSD is set to 1 mm 2 for the substrate, and the ratio of the area where the crystal orientation is displaced by 6 ° or more from (001) [100] at any 30 points , ⁇ and ⁇ were measured by EBSD, and the average values were calculated.
- Superconducting wire An intermediate layer (CeO 2 , YSZ, Y 2 O 3 ) was formed by RF magnetron sputtering on the substrates obtained in Example 1-3 and Comparative Examples 1 and 2, and the intermediate layer was formed by PLD method. A superconducting layer (GdBCO) having a thickness of 2.1 ⁇ m to 2.3 ⁇ m was formed thereon to obtain a superconducting wire. The critical current value Ic in the width of 10 mm of the obtained superconducting wire was measured, and the critical current density Jc was calculated.
- GdBCO superconducting layer having a thickness of 2.1 ⁇ m to 2.3 ⁇ m
- the critical current value Ic was measured in a self magnetic field at a temperature of 77 K, and was defined as an energization current value when an electric field of 10 ⁇ 6 V / cm was generated.
- Table 1 FIG. 1 and FIG.
- FIG. 1 is a diagram showing the relationship between ⁇ and ⁇ and the critical current density
- FIG. 2 is the relationship between the ratio of the area where the crystal orientation is shifted from (001) [100] by 6 ° or more and the critical current density.
- FIG. 1 is a diagram showing the relationship between ⁇ and ⁇ and the critical current density
- FIG. 2 is the relationship between the ratio of the area where the crystal orientation is shifted from (001) [100] by 6 ° or more and the critical current density.
- the substrate of Example 1 and the substrate of Example 2 have substantially the same ⁇ , but ⁇ differs by about 0.5 °, so ⁇ and ⁇ directly correspond to a proportional relationship or the like. It turns out that it is not related. That is, if ⁇ simply decreases, ⁇ does not decrease accordingly, and ⁇ and ⁇ are different factors. Further, ⁇ is a difference of about 1.3 ° to 1.9 ° between the substrate of Example 1-3 and the substrate of Comparative Example 1, but the crystal orientation of the outermost layer of the substrate is (001) [100 ] Is significantly different from 7.5% or more, and ⁇ is proportional to the ratio of the area where the crystal orientation is displaced by 6 ° or more from (001) [100].
- ⁇ is a difference of about 0.7 ° to 0.9 ° between the substrate of Example 1-3 and the substrate of Comparative Example 1, but the crystal orientation of the outermost layer of the substrate is (001) [ Since the difference in the ratio of the area deviated by 6 ° or more from 100] is greatly different from 7.5% or more, ⁇ and the ratio of the area in which the crystal orientation is deviated by 6 ° or more from (001) [100] It can be seen that there is no directly corresponding relationship such as a proportional relationship. That is, when ⁇ is simply reduced, the proportion of the area where the crystal orientation is shifted by 6 ° or more from (001) [100] does not decrease accordingly. Is a factor.
- the superconducting wire using the substrate of Example 1-3 has a higher critical current density and superconducting characteristics than the superconducting wire using the substrates of Comparative Examples 1 and 2. An improvement was observed. In the substrates of Examples 1-3 and Comparative Examples 1 and 2, ⁇ is all 6 ° or less, but ⁇ is 6 ° or less, and the crystal orientation is shifted by 6 ° or more from (001) [100]. The superconducting property was improved by making the ratio of 6% or less. Further, by comparing the superconducting wire using the substrates of Examples 2 and 3 with the superconducting wire using the substrate of Example 1, the area where the crystal orientation is shifted by 6 ° or more from (001) [100]. It was shown that the superconducting properties were further improved by setting the ratio of less than 5%.
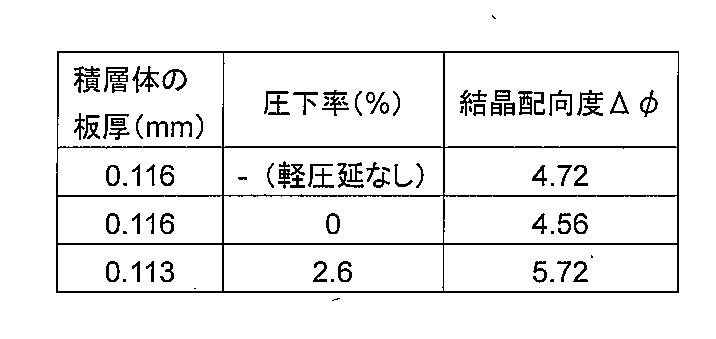
- Example 4 About the laminated body, the relationship between the grinding
- the degree of crystal orientation slightly deteriorates. If the rolling reduction exceeds 2%, strain due to rolling is introduced into the copper layer, which is considered to have an adverse effect upon crystal orientation. Therefore, the rolling reduction is preferably 2% or less, more preferably 1.5% or less, and particularly preferably 1% or less.
- the reduction ratio is 0%
- the set reduction amount of the rolling mill is ⁇ 0.15 ⁇ m, and it is not necessarily reduced, but a difference is observed in the ⁇ m order in the laminate before and after rolling. The calculated value based on the plate thickness was 0%.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Laminated Bodies (AREA)
Abstract
Description
(1)最表層の金属の結晶配向が、c軸配向率99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下である超電導線材用基板。
(2)最表層の金属の結晶配向が、Δφが6°以下である、(1)に記載の超電導線材用基板。
(3)最表層の金属の結晶配向が、Δω及びΔφが5°未満である、(1)又は(2)に記載の超電導線材用基板。
(4)最表層が銅、ニッケル又はそれらの合金からなる、(1)~(3)のいずれかに記載の超電導線材用基板。
(5)前記超電導線材用基板は、非磁性の金属板に、前記最表層を有する金属層が積層されている、(1)~(4)のいずれかに記載の超電導線材用基板。
(6)前記非磁性の金属板は、ステンレス鋼又はニッケル合金である(5)に記載の超電導線材用基板。
(7)(1)~(6)のいずれかに記載の超電導線材用基板の製造方法であって、熱処理により、c軸配向率が99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下である層を形成させる工程を含む前記製造方法。
(8)非磁性の金属板と、金属層とを表面活性化接合にて積層する工程と、非磁性の金属板と金属層との積層体の金属層側表面の単位面積10×10μm2当たりの表面粗度Raを15nm以下に処理する工程と、c軸配向率が99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下となるように金属層の熱処理を行う工程とを含む、超電導線材用基板の製造方法。
(9)表面粗度Raを15nm以下に処理する工程が、バフ研磨及び鏡面ロールによる圧下率0~1%の軽圧延をこの順に行うことにより行われる、(8)に記載の製造方法。
(10)(1)~(6)のいずれかに記載の超電導線材用基板と、基板上に積層した中間層と、中間層上に積層した超電導層とを有する超電導線材。
1.超電導線材用基板
本発明の超電導線材用基板は、最表層の金属の結晶配向が、c軸配向率99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積(1mm2)あたり6%以下であることを特徴とする。
本発明の超電導線材用基板は、熱処理により、c軸配向率が99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下である層を形成させる工程を含む方法によって製造できる。
硫酸ニッケル 200g/l~300g/l
塩化ニッケル 30g/l~60g/l
ホウ酸 30g/l~40g/l
pH 4~5
浴温 40℃~60℃
スルファミン酸ニッケル 200g/l~600g/l
塩化ニッケル 0g/l~15g/l
ホウ酸 30g/l~40g/l
添加剤 適量
pH 3.5~4.5
浴温 40℃~70℃
以上のような超電導線材用基板の上に、従来の方法に従って中間層及び超電導層を順次積層することにより、超電導線材を製造することができる。具体的には、超電導線材用基板の最表層の上に、CeO2、YSZ、SrTiO3、MgO、Y2O3等の中間層をスパッタリング法等の手段を用いてエピタキシャル成膜し、さらにその上にY123系等の超電導化合物層をPLD(パルスレーザー蒸着;Pulse Laser Deposition)法、MOD(有機金属成膜;Metal Organic Deposition)法、MOCVD(有機金属気相成長;Metal Organic Chemical Vapor Deposition)法などの方法により成膜することによって超電導線材を得ることができる。中間層は複数層であってもよい。必要に応じて、超電導化合物層の上にさらにAg、Cu等からなる保護膜を設けてもよい。
1.超電導線材用基板
(実施例1)
非磁性の金属板としてSUS316L(厚さ100μm)を用い、金属層として、圧下率98.6%で圧延され、色差計(日本電色工業株式会社NR-3000)で測定した圧延後の光沢度が42.8である銅箔(厚さ18μm)を用いた。SUS316Lと銅箔を表面活性化接合装置を用いて常温で表面活性化接合し、SUS316Lと銅箔の積層体を形成させた。
スルファミン酸ニッケル 450g/l
塩化ニッケル 5g/l
ホウ酸 30g/l
添加剤 5ml/l
金属層として、圧下率96.8%で圧延された光沢度が34.2である銅箔(厚さ48μm)を用いる以外は実施例1と同様にした。なお、保護層形成前の、熱処理後の銅箔表面における結晶方位が(001)[100]から6°以上ずれている面積の割合は2.2%であった。
金属層として、圧下率96.8%で圧延された光沢度が39.4である銅箔(厚さ48μm)を用いる以外は実施例1と同様にした。なお、保護層形成前の、熱処理後の銅箔表面における結晶方位が(001)[100]から6°以上ずれている面積の割合は3.2%であった。
金属層として、圧下率98.6%で圧延された光沢度が55.3である銅箔(厚さ18μm)を用いる以外は実施例1と同様にした。なお、保護層形成前の、熱処理後の銅箔表面における結晶方位が(001)[100]から6°以上ずれている面積の割合は12.7%であった。
金属層として、圧下率98.6%で圧延された光沢度が55.1である銅箔(厚さ18μm)を用いる以外は実施例1と同様にした。なお、保護層形成前の、熱処理後の銅箔表面における結晶方位が(001)[100]から6°以上ずれている面積の割合は10.0%であった。
(1)結晶方位が(001)[100]から6°以上ずれている面積の割合
得られた基板をEBSD(日本電子株式会社SEM-840及び株式会社TSLソリューションズ DigiView)及び結晶方位解析ソフト(EDAX社OIM Data Collection及びOIM Analysis)を用いて解析し、1mm2あたりの結晶方位が(001)[100]から6°以上ずれている面積の割合を求めた。具体的には、「Crystal Orientation」にてOrientationを(001)[100]に設定し、その方向からの傾きの範囲を指定して、それぞれの範囲での面積率を算出した。
得られた基板をEBSD及び結晶方位解析ソフトを用い、「Crystal Direction」の<001>∥NDを用いて以下の方法で解析することにより得た;
1.結晶座標系において、<001>を試料座標系のND[001]とあわせるような軸の回転操作を行う:
2.その後、試料座標系のND[001]軸に対して、各測定点の結晶座標系の<001>軸がどれくらい傾いているかを測定点毎に算出する:
3.各点の傾きを積算グラフで表示し、縦軸:Number fractionが0.5のときの傾き:AlignmentをΔωの1/2とする。よって、Δωは得られた値の2倍とする。
得られた基板をEBSD及び結晶方位解析ソフトを用い、「Crystal Direction」の<111>∥NDを用いて以下の方法で解析することにより得た;
1.結晶座標系において、<111>を試料座標系のND[001]とあわせるような軸の回転操作を行う:
2.その後、試料座標系のND[001]軸に対して、各測定点の結晶座標系の<111>軸がどれくらい傾いているかを測定点毎に算出する:
3.各点の傾きを積算グラフで表示し、縦軸:Number fractionが0.5のときの傾き:AlignmentをΔφの1/2とする。よって、Δφは得られた値の2倍とする。
得られた基板について、X線回折装置(株式会社リガクRINT2000)にてθ/2θ測定を行い、(200)面のc軸配向を測定して得た。具体的には、c軸配向率(%)=I(200)/ΣI(hkl)×100(%)により求めた。
実施例1-3及び比較例1、2で得られた基板上に、RFマグネトロンスパッタリング法により中間層(CeO2、YSZ、Y2O3)を形成させ、PLD法により、中間層の上に2.1μm~2.3μmの厚さの超電導層(GdBCO)を形成させて超電導線材を得た。得られた超電導線材の10mm幅における臨界電流値Icを測定し、臨界電流密度Jcを算出した。臨界電流値Icについては、温度が77Kで、自己磁場中において測定を行い、10-6V/cmの電界が発生したときの通電電流値とした。結果を表1、図1及び図2に示す。図1は、Δω、Δφと臨界電流密度との関係を示す図であり、図2は、結晶方位が(001)[100]から6°以上ずれている面積の割合と臨界電流密度との関係を示す図である。
積層体について、研磨方法と、積層体の金属層側表面の表面粗度との関係を調べた。具体的には、実施例1と同様にして活性化接合した、SUS316Lと銅箔との積層体について、圧延方向に沿ってSiC砥粒によるロール式バフ研磨を行った後、Al2O3砥粒によるロール式バフ研磨を行った。次に、鏡面ロールによる圧下率0.1~1%の軽圧延を合計で3回繰り返した。各研磨工程の後に、AFM装置(Digital Instruments製Nano ScopeIIIaD3000)を用いて、積層体の銅層表面の単位長さ10μm当たりの表面粗度Ra1、Ra2、Rzjis1、Rzjis2、並びに単位面積10×10μm2当たりのRa(□Ra)及びRzjis(□Rzjis)を測定した。その結果を図3及び図4に示す。図3及び図4において、「asclad」は研磨を施す前の積層体の状態を指し、「1pass」~「3pass」は、1~3回目の鏡面ロールによる軽圧延を指している。
鏡面ロールによる軽圧延における、圧下率の影響について調査した。
Claims (10)
- 最表層の金属の結晶配向が、c軸配向率99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下である超電導線材用基板。
- 最表層の金属の結晶配向が、Δφが6°以下である、請求項1に記載の超電導線材用基板。
- 最表層の金属の結晶配向が、Δω及びΔφが5°未満である、請求項1又は2に記載の超電導線材用基板。
- 最表層が銅、ニッケル又はそれらの合金からなる、請求項1~3のいずれか1項に記載の超電導線材用基板。
- 前記超電導線材用基板は、非磁性の金属板に、前記最表層を有する金属層が積層されている、請求項1~4のいずれか1項に記載の超電導線材用基板。
- 前記非磁性の金属板は、ステンレス鋼又はニッケル合金である請求項5に記載の超電導線材用基板。
- 請求項1~6のいずれか1項に記載の超電導線材用基板の製造方法であって、熱処理により、c軸配向率が99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下である層を形成させる工程を含む前記製造方法。
- 非磁性の金属板と、金属層とを表面活性化接合にて積層する工程と、非磁性の金属板と金属層との積層体の金属層側表面の単位面積10×10μm2当たりの表面粗度Raを15nm以下に処理する工程と、c軸配向率が99%以上であり、Δωが6°以下であり、且つ結晶方位が(001)[100]から6°以上ずれている面積の割合が単位面積あたり6%以下となるように金属層の熱処理を行う工程とを含む、超電導線材用基板の製造方法。
- 表面粗度Raを15nm以下に処理する工程が、バフ研磨及び鏡面ロールによる圧下率0~1%の軽圧延をこの順に行うことにより行われる、請求項8に記載の製造方法。
- 請求項1~6のいずれか1項に記載の超電導線材用基板と、基板上に積層した中間層と、中間層上に積層した超電導層とを有する超電導線材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15856116.7A EP3214627B1 (en) | 2014-10-27 | 2015-10-23 | Superconducting wire material substrate and method for manufacturing same, and superconducting wire material |
| US15/522,378 US10748678B2 (en) | 2014-10-27 | 2015-10-23 | Substrate for superconducting wire, production method therefor, and superconducting wire |
| KR1020177008923A KR102403087B1 (ko) | 2014-10-27 | 2015-10-23 | 초전도 선재용 기판 및 그 제조 방법과 초전도 선재 |
| CN201580052715.4A CN106716559B (zh) | 2014-10-27 | 2015-10-23 | 超导线材用基板及其制造方法、以及超导线材 |
| JP2016556541A JP6539673B2 (ja) | 2014-10-27 | 2015-10-23 | 超電導線材用基板及びその製造方法、並びに超電導線材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-218436 | 2014-10-27 | ||
| JP2014218436 | 2014-10-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016068046A1 true WO2016068046A1 (ja) | 2016-05-06 |
Family
ID=55857385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/079999 WO2016068046A1 (ja) | 2014-10-27 | 2015-10-23 | 超電導線材用基板及びその製造方法、並びに超電導線材 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10748678B2 (ja) |
| EP (1) | EP3214627B1 (ja) |
| JP (1) | JP6539673B2 (ja) |
| KR (1) | KR102403087B1 (ja) |
| CN (1) | CN106716559B (ja) |
| WO (1) | WO2016068046A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180297327A1 (en) * | 2015-10-23 | 2018-10-18 | Toyo Kohan Co., Ltd. | Substrate for epitaxial growth and method for producing same |
| CN111051546A (zh) * | 2018-03-29 | 2020-04-21 | 古河电气工业株式会社 | 绝缘基板及其制造方法 |
| WO2022209565A1 (ja) * | 2021-03-29 | 2022-10-06 | Jx金属株式会社 | 積層体及びその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6442020B1 (ja) * | 2017-10-12 | 2018-12-19 | 福田金属箔粉工業株式会社 | 硬質圧延銅箔及び該硬質圧延銅箔の製造方法 |
| US11661646B2 (en) | 2021-04-21 | 2023-05-30 | General Electric Comapny | Dual phase magnetic material component and method of its formation |
| US11926880B2 (en) | 2021-04-21 | 2024-03-12 | General Electric Company | Fabrication method for a component having magnetic and non-magnetic dual phases |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03275504A (ja) * | 1990-03-23 | 1991-12-06 | Nippon Telegr & Teleph Corp <Ntt> | 酸化物超伝導体薄膜およびその製造方法 |
| JP2009046734A (ja) * | 2007-08-21 | 2009-03-05 | Chubu Electric Power Co Inc | エピタキシャル膜形成用配向基板及びエピタキシャル膜形成用配向基板の表面改質方法 |
| JP2010118246A (ja) * | 2008-11-12 | 2010-05-27 | Toyo Kohan Co Ltd | 酸化物超電導線材用金属積層基板の製造方法及び該基板を用いた酸化物超電導線材 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100395847C (zh) * | 2005-05-20 | 2008-06-18 | 清华大学 | 一种高温超导覆膜导体及其制备方法 |
| JP5517196B2 (ja) * | 2009-11-20 | 2014-06-11 | 東洋鋼鈑株式会社 | 超電導化合物用基板及びその製造方法 |
| JP5531065B2 (ja) * | 2012-08-16 | 2014-06-25 | 中部電力株式会社 | エピタキシャル膜形成用配向基板 |
| EP3042978B1 (en) | 2013-09-04 | 2020-07-29 | Toyo Kohan Co., Ltd. | Layered substrate for epitaxial growth and process for producing same |
-
2015
- 2015-10-23 US US15/522,378 patent/US10748678B2/en active Active
- 2015-10-23 WO PCT/JP2015/079999 patent/WO2016068046A1/ja active Application Filing
- 2015-10-23 EP EP15856116.7A patent/EP3214627B1/en active Active
- 2015-10-23 CN CN201580052715.4A patent/CN106716559B/zh active Active
- 2015-10-23 KR KR1020177008923A patent/KR102403087B1/ko active IP Right Grant
- 2015-10-23 JP JP2016556541A patent/JP6539673B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03275504A (ja) * | 1990-03-23 | 1991-12-06 | Nippon Telegr & Teleph Corp <Ntt> | 酸化物超伝導体薄膜およびその製造方法 |
| JP2009046734A (ja) * | 2007-08-21 | 2009-03-05 | Chubu Electric Power Co Inc | エピタキシャル膜形成用配向基板及びエピタキシャル膜形成用配向基板の表面改質方法 |
| JP2010118246A (ja) * | 2008-11-12 | 2010-05-27 | Toyo Kohan Co Ltd | 酸化物超電導線材用金属積層基板の製造方法及び該基板を用いた酸化物超電導線材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3214627A4 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180297327A1 (en) * | 2015-10-23 | 2018-10-18 | Toyo Kohan Co., Ltd. | Substrate for epitaxial growth and method for producing same |
| US11524486B2 (en) * | 2015-10-23 | 2022-12-13 | Toyo Kohan Co., Ltd. | Substrate for epitaxtail, growth and method for producing same |
| US12070923B2 (en) | 2015-10-23 | 2024-08-27 | Toyo Kohan Co., Ltd. | Substrate for epitaxial growth and method for producing same |
| CN111051546A (zh) * | 2018-03-29 | 2020-04-21 | 古河电气工业株式会社 | 绝缘基板及其制造方法 |
| WO2022209565A1 (ja) * | 2021-03-29 | 2022-10-06 | Jx金属株式会社 | 積層体及びその製造方法 |
| JP2022153032A (ja) * | 2021-03-29 | 2022-10-12 | Jx金属株式会社 | 積層体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102403087B1 (ko) | 2022-05-27 |
| JP6539673B2 (ja) | 2019-07-03 |
| CN106716559A (zh) | 2017-05-24 |
| US20170338008A1 (en) | 2017-11-23 |
| CN106716559B (zh) | 2018-07-10 |
| KR20170074862A (ko) | 2017-06-30 |
| JPWO2016068046A1 (ja) | 2017-08-10 |
| EP3214627B1 (en) | 2021-06-16 |
| EP3214627A1 (en) | 2017-09-06 |
| EP3214627A4 (en) | 2018-06-27 |
| US10748678B2 (en) | 2020-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016068046A1 (ja) | 超電導線材用基板及びその製造方法、並びに超電導線材 | |
| JP5382911B2 (ja) | 酸化物超電導線材用金属積層基板の製造方法及び該基板を用いた酸化物超電導線材 | |
| JP5723773B2 (ja) | 酸化物超電導線材用金属積層基板の製造方法 | |
| JP5517196B2 (ja) | 超電導化合物用基板及びその製造方法 | |
| JP6244142B2 (ja) | 超電導線材用基板及びその製造方法、並びに超電導線材 | |
| JP6530713B2 (ja) | 酸化物層の成膜方法、並びにエピタキシャル成長用積層基材及びその製造方法 | |
| JP6666656B2 (ja) | Rfマグネトロンスパッタリング装置 | |
| JP6666655B2 (ja) | エピタキシャル成長用積層基材の製造方法 | |
| JP6074527B2 (ja) | エピタキシャル成長用基板及びその製造方法、並びに超電導線材用基板 | |
| JP6948621B2 (ja) | エピタキシャル成長用基板及びその製造方法 | |
| JP5918920B2 (ja) | 超電導化合物用基板及びその製造方法 | |
| JP2013101832A (ja) | エピタキシャル成長用基板及びその製造方法、並びに超電導線材用基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15856116 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016556541 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20177008923 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015856116 Country of ref document: EP |