WO2016035530A1 - 方向性電磁鋼板 - Google Patents
方向性電磁鋼板 Download PDFInfo
- Publication number
- WO2016035530A1 WO2016035530A1 PCT/JP2015/072896 JP2015072896W WO2016035530A1 WO 2016035530 A1 WO2016035530 A1 WO 2016035530A1 JP 2015072896 W JP2015072896 W JP 2015072896W WO 2016035530 A1 WO2016035530 A1 WO 2016035530A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- content
- steel sheet
- grain
- temperature
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 186
- 239000010959 steel Substances 0.000 title claims abstract description 186
- 239000011572 manganese Substances 0.000 claims abstract description 72
- 238000000576 coating method Methods 0.000 claims abstract description 45
- 239000011248 coating agent Substances 0.000 claims abstract description 42
- 239000000126 substance Substances 0.000 claims abstract description 38
- 229910052787 antimony Inorganic materials 0.000 claims abstract description 37
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 27
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 20
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims abstract description 9
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 9
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims abstract description 9
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims abstract description 9
- 239000010703 silicon Substances 0.000 claims abstract description 9
- 238000000137 annealing Methods 0.000 claims description 115
- 238000000034 method Methods 0.000 claims description 94
- 230000008569 process Effects 0.000 claims description 81
- 238000001953 recrystallisation Methods 0.000 claims description 77
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 claims description 70
- 238000002791 soaking Methods 0.000 claims description 40
- 229910052718 tin Inorganic materials 0.000 claims description 35
- 229910052739 hydrogen Inorganic materials 0.000 claims description 29
- 238000004519 manufacturing process Methods 0.000 claims description 29
- 230000000630 rising effect Effects 0.000 claims description 25
- 238000005097 cold rolling Methods 0.000 claims description 24
- 238000005098 hot rolling Methods 0.000 claims description 19
- 239000012535 impurity Substances 0.000 claims description 19
- 238000005266 casting Methods 0.000 claims description 16
- 229910052757 nitrogen Inorganic materials 0.000 claims description 16
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 11
- 229910052717 sulfur Inorganic materials 0.000 claims description 8
- 229910052738 indium Inorganic materials 0.000 claims 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 202
- 229910052742 iron Inorganic materials 0.000 description 92
- 230000004907 flux Effects 0.000 description 28
- 238000005096 rolling process Methods 0.000 description 21
- 230000000694 effects Effects 0.000 description 18
- 239000000203 mixture Substances 0.000 description 11
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 9
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000004080 punching Methods 0.000 description 8
- 239000002436 steel type Substances 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 7
- 230000003647 oxidation Effects 0.000 description 7
- 238000007254 oxidation reaction Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 229910000976 Electrical steel Inorganic materials 0.000 description 6
- 239000011651 chromium Substances 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000011162 core material Substances 0.000 description 5
- 229910052839 forsterite Inorganic materials 0.000 description 5
- 239000003112 inhibitor Substances 0.000 description 5
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 239000000395 magnesium oxide Substances 0.000 description 4
- 150000004767 nitrides Chemical group 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 3
- 239000012612 commercial material Substances 0.000 description 3
- 238000005261 decarburization Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical group [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 238000010301 surface-oxidation reaction Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/208—Magnetic, paramagnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
Definitions
- the present invention relates to a grain-oriented electrical steel sheet suitable for a split iron core of a rotating machine such as a motor or a generator, or a stacked iron core of a stationary machine such as a transformer or a reactor.
- the present invention relates to a grain-oriented electrical steel sheet having a high-frequency magnetic property in the L direction comparable to that of the prior art and preferably improving the high-frequency magnetic property in the C direction.
- rotating machines such as motors / generators and stationary machines such as transformers / reactors should be used as driving frequencies up to high frequency ranges that exceed the conventional commercial frequency range. Has increased. For this reason, the need for further improving the iron loss characteristics in the high frequency region is increasing for the grain-oriented electrical steel sheet.
- this split core has iron loss characteristics in a high frequency range in both directions of the teeth and back yoke of the split core. It is desirable to be excellent. For this reason, in addition to the iron loss characteristics in the rolling direction (L direction) in the high frequency region, the iron loss in the sheet width direction (C direction) that is perpendicular to the rolling direction in the high frequency region is compared with the grain oriented electrical steel sheet. There is a growing need for further improvements in properties.
- the grain-oriented electrical steel sheet is required to have excellent high-frequency iron loss (LC average iron loss) as an average in the L-direction and C-direction in addition to high-frequency iron loss in the L-direction (L-direction iron loss).
- LC average iron loss high-frequency iron loss
- the split iron core is a member constituting a stator disposed on the outer periphery of the rotor of the motor.
- the radial direction of the motor rotating shaft is substantially parallel to the rolling direction (L direction) of the electromagnetic steel sheet
- the circumferential direction of the motor rotating shaft is substantially parallel to the rolling perpendicular direction (C direction) of the electromagnetic steel sheet.
- punched from electrical steel sheets that is, in the split iron core, the teeth whose magnetic properties are generally important are generally parallel to the rolling direction of the electromagnetic steel sheet, and the back yoke is substantially parallel to the rolling perpendicular direction.
- the split iron core may be punched so that the back yoke is substantially parallel to the rolling direction of the electromagnetic steel sheet.
- iron loss means energy loss that occurs when electrical energy and magnetic energy are interconverted. The lower the iron loss value, the better.
- the iron loss of grain-oriented electrical steel sheets can be divided into two loss components: hysteresis loss and eddy current loss.
- hysteresis loss in order to reduce high-frequency iron loss, it is effective to increase the electrical resistance of steel by reducing the eddy current loss by making the steel highly alloyed.
- the eddy current loss can be reduced by reducing the thickness of the electromagnetic steel sheet, when the thickness of the electromagnetic steel sheet is reduced, an increase in manufacturing cost due to efficiency reduction such as cold rolling or annealing is inevitable.
- the conventional grain-oriented electrical steel sheet is imparted with magnetic anisotropy as a result of texture control, the magnetic properties in the L direction are extremely excellent, but the magnetic properties in the C direction are extremely inferior. Therefore, it is unsuitable to apply the conventional grain-oriented electrical steel sheet to a split core that requires both L-direction iron loss and LC average iron loss.
- high alloying of steel is effective in reducing high-frequency iron loss.
- Si which is the main additive element of the electromagnetic steel sheet
- Al is an additive element that is harder to embrittle steel than Si.
- the dispersion state of the inhibitor AlN which plays an important role in controlling crystal orientation by secondary recrystallization, is controlled. It becomes difficult.
- Patent Document 1 Si: 2.0 to 4.0%, Mn: 0.5% or less, sol.
- Patent Document 2 a steel slab containing Si: 2.5 to 4.0%, Mn: 2.0 to 4.0%, acid-soluble Al: 0.003 to 0.030%, etc. is heated. Produces electrical steel sheet with excellent balance of magnetic properties in L direction and C direction by performing hot rolling, hot rolling or hot rolled sheet annealing, cold rolling, primary recrystallization annealing, and secondary recrystallization annealing. A method has been proposed.
- Patent Document 2 only iron loss in a commercial frequency range of 50 to 60 Hz is considered, and the electromagnetic steel sheet according to Patent Document 2 cannot sufficiently reduce high-frequency iron loss.
- secondary recrystallization is likely to be unstable, and thus it is difficult to stably manufacture the electromagnetic steel sheet.
- An object of this invention is to provide the grain-oriented electrical steel sheet excellent in both the high frequency magnetic characteristic of the L direction, and the high frequency magnetic characteristic as an average of the L direction and the C direction.
- the inventors of the present invention contain a large amount of Mn, which does not easily embrittle steel, according to the Si content, control the total content of Sn and Sb in the steel, and precisely manufacture the production conditions. It has been found that by controlling, an electrical steel sheet having the same high frequency magnetic characteristics in the L direction as that of the prior art and preferably improved in the high frequency magnetic characteristics in the C direction can be obtained.
- the thickness is 0.1 to 0.40 mm, and the magnetic flux density B8 in the rolling direction is 1.60 to 1.77 T.
- the L-direction iron loss and the LC average iron loss are controlled with good balance.
- the magnetic flux density B8 in the rolling direction is less than 1.60 T, the L-direction iron loss is not sufficient.
- the magnetic flux density B8 in the rolling direction exceeds 1.77 T, the L-direction iron loss is excellent. It was found that the C-direction iron loss deteriorates and the LC average iron loss greatly deteriorates.
- a grain-oriented electrical steel sheet according to an aspect of the present invention includes a steel layer and an insulating coating disposed on the steel layer, and the steel layer has, as a chemical component, mass%, C: 0.00. 0003-0.005%, Si: 2.9-4.0%, Mn: 2.0-4.0%, sol.
- the steel layer has, as a chemical component, mass%, Sn: 0.004 to 0.20%, Sb: 0.001 to 0.20%.
- the method for producing a grain-oriented electrical steel sheet according to the above (1) or (2) includes a casting process, a hot rolling process, a cold rolling process, a primary recrystallization annealing process, and an annealing separator coating. A process, a secondary recrystallization annealing process, and an insulating film forming process.
- C 0.0003 to 0.005%
- Si 2.9 as chemical components in mass%.
- Mn 2.0 to 4.0%, sol.
- the temperature range of 500 ° C. or higher in the temperature raising process is dew point 0 ° C.
- the soaking temperature is 850 to 1000 ° C.
- the soaking time is 4 to 100 hours
- the atmosphere in the soaking process is N 2.
- the steel in the casting step, the steel is contained in mass% as a chemical component, Sn: 0.004 to 0.20%, Sb: 0. 0.001 to 0.20% may be contained.
- the soaking is performed while the temperature rising rate is kept constant in the temperature raising process in the secondary recrystallization annealing step.
- the steel may be heated to a temperature.
- the grain-oriented electrical steel sheet according to the present embodiment will be described in detail below.
- the inventors of the present invention have succeeded in obtaining a grain-oriented electrical steel sheet excellent in the balance of high-frequency iron loss in the L direction and the C direction by radically reviewing the chemical composition and production conditions of the steel.
- the grain-oriented electrical steel sheet according to the present embodiment includes a steel layer (base iron) and an insulating coating disposed on the steel layer, and the steel layer is represented by mass% as a chemical component, and C: 0.0003. To 0.005%, Si: 2.9 to 4.0%, Mn: 2.0 to 4.0%, sol.
- the thickness of the grain-oriented electrical steel sheet is preferably 0.1 to 0.40 mm, and the magnetic flux density B8 in the rolling direction of the grain-oriented electrical steel sheet is preferably 1.60 to 1.77 T.
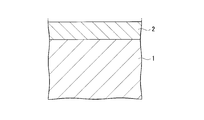
- FIG. 1 shows a grain-oriented electrical steel sheet according to the present embodiment when viewed in a cross section in which the plate thickness direction and the cutting direction are parallel to each other.
- the insulating coating 2 is arranged in direct contact with the steel layer (base metal) 1.
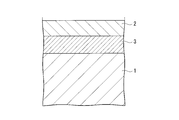
- FIG. 2 shows a conventional grain-oriented electrical steel sheet when viewed in a cross section in which the plate thickness direction and the cutting direction are parallel to each other.
- a glass coating (forsterite coating) 3 is disposed on a steel layer (ground iron) 1, and an insulating coating 2 is disposed on the glass coating (forsterite coating) 3.
- C, Si, Mn, and Al are basic elements.
- C is a basic element contained in steel, but is an element that causes iron loss deterioration. Therefore, the smaller the C content, the better. Therefore, in the grain-oriented electrical steel sheet according to the present embodiment, the upper limit of the C content is 0.005%. If the C content exceeds 0.005%, the iron loss of the grain-oriented electrical steel sheet deteriorates, and good magnetic properties cannot be obtained.
- the upper limit of the C content is desirably 0.004%, and more desirably 0.003%.
- the lower limit of the C content is not particularly limited, but is 0.0003%. In order to reduce the C content to less than 0.0003%, the cost of the steelmaking process is increased, which is not practical in operation.
- Si silicon
- Si has the effect of increasing the electrical resistance of steel, reducing eddy current loss, and improving high-frequency iron loss.
- the lower limit of the Si content is set to 2.9%.
- the lower limit of the Si content is desirably 3.0%.
- the upper limit of the Si content is 4.0%. If the Si content exceeds 4.0%, the workability is remarkably deteriorated and cold rolling becomes difficult.
- the upper limit of the Si content is desirably 3.8%.
- Mn manganese
- Mn manganese
- the lower limit of the Mn content is set to 2.0%. If the Mn content is less than 2.0%, the effect of reducing high-frequency iron loss is not sufficient.
- the lower limit of the Mn content is desirably 2.2%, and more desirably 2.6%.
- the upper limit of the Mn content is 4.0%. When the Mn content exceeds 4.0%, the magnetic flux density is greatly reduced.
- the upper limit of the Mn content is desirably 3.8%, and more desirably 3.4%.
- Si-0.5 ⁇ Mn 1.2 to 2.0%
- the contents of Si and Mn are defined in relation to each other.
- ⁇ (ferrite) - ⁇ (austenite) transformation is utilized.
- the conventional grain-oriented electrical steel sheet contains C, which is an austenite-forming element, at the stage of hot-rolled steel sheet, but the electromagnetic steel sheet according to the present embodiment has a low C content at the stage of hot-rolled steel sheet. is there.
- the ⁇ - ⁇ transformation is mainly influenced by the balance between the content of Si as a ferrite forming element and the content of Mn as an austenite forming element. Therefore, it is necessary to define the contents of Si and Mn in relation to each other.
- the upper limit of the value represented by (Si content) ⁇ 0.5 ⁇ (Mn content) is 2.0%. When this value exceeds 2.0%, sufficient ⁇ - ⁇ transformation does not occur, the crystal structure of the hot-rolled steel sheet is not refined uniformly, and secondary recrystallization becomes unstable.
- the upper limit of “Si ⁇ 0.5 ⁇ Mn” is desirably 1.8%, and more desirably 1.75%.
- the lower limit of “Si-0.5 ⁇ Mn” is not particularly limited, but is 1.2%. In order to cause stable secondary recrystallization, the lower limit of “Si-0.5 ⁇ Mn” is desirably 1.6%. When the contents of Si and Mn satisfy the above conditions, a grain-oriented electrical steel sheet having an excellent balance of high-frequency iron loss in the L direction and the C direction can be preferably obtained.
- sol. Al (acid-soluble aluminum) forms an inhibitor that plays an important role in controlling crystal orientation by secondary recrystallization.
- This inhibitor is a nitride that is a precipitate, for example, (Al, Si, Mn) complex nitride.
- sol. The lower limit of the Al content is 0.003%. sol. When the Al content is less than 0.003%, a sufficient inhibitor effect cannot be obtained. On the other hand, sol. The upper limit of the Al content is 0.018%. sol. When the Al content exceeds 0.018%, the dispersion state of the nitride becomes inappropriate, and stable secondary recrystallization does not occur. sol.
- the upper limit of the Al content is desirably 0.016%.
- the steel layer of the grain-oriented electrical steel sheet according to the present embodiment contains impurities as chemical components.
- the “impurity” refers to a material mixed from ore as a raw material, scrap, or a production environment when steel is industrially produced.
- S is preferably limited as follows in order to sufficiently exhibit the effects of the present embodiment.
- limit a lower limit and the lower limit of an impurity may be 0%.
- S sulfur
- MnS manganese
- MnS manganese
- the S content is limited to 0.005% or less.
- the upper limit of the S content is desirably 0.004%, and more desirably 0.003%.
- the steel layer of the grain-oriented electrical steel sheet according to the present embodiment contains a basic element and Fe and impurities as the balance.
- the steel layer of the grain-oriented electrical steel sheet according to the present embodiment contains at least one of Sn or Sb instead of a part of the remaining Fe.
- Sn (tin) and Sb (antimony) are elements that cause secondary recrystallization stably and reduce the high-frequency iron loss by refining the secondary recrystallization grain size.
- the Sn content is 0 to 0.20%
- the Sb content is 0 to 0.20%
- the total content of Sn + Sb is 0.005 to 0.20%.
- the lower limit of each content of Sn and Sb may be 0%.
- the lower limit of the total content of Sn + Sb is 0.005%.
- the lower limit of the total content of Sn + Sb is desirably 0.01%.
- the upper limit of the total content of Sn + Sb is 0.20%. When the total content of Sn + Sb exceeds 0.20%, the above effect is saturated.
- the upper limit of the total content of Sn + Sb is desirably 0.15%, and more desirably 0.13%.
- the steel layer only needs to contain one of Sn or Sb. However, it is preferable that both Sn and Sb are simultaneously contained in the steel layer.
- the lower limit of the Sn content is 0.004% and the lower limit of the Sb content is 0.001%. That is, it is preferable that the steel layer of the grain-oriented electrical steel sheet according to the present embodiment contains Mn, Sn, and Sb at the same time. When this condition is satisfied, the high-frequency iron loss as an average in the L direction and the C direction is preferably improved.
- the grain-oriented electrical steel sheet according to the present embodiment is characterized by simultaneously increasing the Mn content and the total content of Sn + Sb as chemical components of the steel layer as described above.
- Mn content the electrical resistance of the steel increases and eddy current loss decreases, and as a result, it becomes possible to improve high-frequency magnetic properties (iron loss) as an average in the L direction and the C direction.
- Sn + Sb secondary recrystallized grains are refined and abnormal eddy current loss is reduced.
- high frequency magnetic characteristics (iron loss) as an average in the L direction and C direction are reduced. It becomes possible to improve.
- the steel slab usually contains an amount of C that stabilizes austenite at the annealing temperature and hot rolling temperature, and the temperature increase rate during primary recrystallization annealing is less than 100 ° C./second.
- the primary recrystallization annealing is performed in a wet atmosphere (decarburization atmosphere), the magnesia-based separating agent is used as the annealing separating agent, and the secondary recrystallization annealing is performed.
- the atmosphere is wet (decarburization atmosphere)
- the steel sheet steel sheet (steel layer) promotes oxidation in addition to decarburization.
- magnesia annealing separator when the magnesia annealing separator is slurried for application to a steel plate (steel layer), MgO in the annealing separator changes to Mg (OH) 2 , so that the steel plate (steel layer) is easily oxidized.
- the magnesia annealing separator and the oxide layer (silica) on the surface of the steel sheet (steel layer) chemically react to form a glass film (forsterite film).
- the C content in the steel slab is set to a low content, and rapid heating is performed in the temperature increase process of the primary recrystallization annealing, thereby performing the primary recrystallization annealing in a dry atmosphere ( Non-decarburizing atmosphere), using an alumina-based separating agent as an annealing separator, and performing secondary recrystallization annealing in a dry atmosphere.
- a dry atmosphere Non-decarburizing atmosphere
- the grain-oriented electrical steel sheet according to the present embodiment even when the total content of Sn + Sb is increased after increasing the Mn content, it is possible to preferably suppress a decrease in punching workability.
- Sn and Sb are elements that easily embrittle steel.
- Si steel steel layer
- Sn + Sb the workability of steel is remarkably high. May fall.
- Mn oxidation near the surface of the steel layer is suppressed during the primary recrystallization annealing, and no glass film is formed during the secondary recrystallization annealing. Since Mn oxidation is suppressed and a glass film is not formed, there are few oxides near the surface of the steel layer.
- the oxide layer becomes thinner. And segregation of Sn and Sb is also suppressed. As a result, a decrease in punching workability is preferably suppressed. Probably, this is because brittle fracture starting from the vicinity of the surface (starting from the interface between the steel layer and the insulating coating) is suppressed by thinning of the oxide layer near the surface of the steel layer.
- the content of O (oxygen) is 0.03% (300 ppm) or less in mass%. It is preferable to become. Further, when a region having a depth of 10 ⁇ m from the interface with the insulating coating toward the steel layer side is defined as the surface region of the steel layer, the content of O in the main region of the steel layer excluding this surface region is the mass. % Is preferably less than 0.01% (100 ppm). If the O content in the entire steel layer is 0.03% (300 ppm) or less, a decrease in punching workability is preferably suppressed.
- the O content in the entire steel layer is preferably 0.02% (200 ppm) or less, and more preferably 0.01% (100 ppm) or less.
- the minimum in particular of O content in the whole steel layer is not restrict
- the O content of the steel layer may be measured using, for example, an inert gas melting / non-dispersing infrared absorption method.
- the steel layer of the grain-oriented electrical steel sheet according to the present embodiment may contain a selective element in addition to the elements described above.
- a selective element instead of a part of Fe as the above-described remaining part, at least one of N, P, Ni, Cr, Cu, and Mo may be contained as a selective element.
- These selective elements may be contained depending on the purpose. Therefore, it is not necessary to limit the lower limit values of these selected elements, and the lower limit value may be 0%. Moreover, even if these selective elements are contained as impurities, the above effects are not impaired.
- N nitrogen
- the upper limit of the N content is preferably 0.0100%, and more preferably 0.0050%.
- P 0 to 0.15%
- P phosphorus
- the P content may be 0 to 0.15%.
- the lower limit of the P content is preferably 0.0001%.
- Cr 0 to 0.3%
- Cr chromium
- the lower limit of the Cr content is desirably 0.0001%.
- Cu copper
- the Cu content may be 0 to 0.3%.
- the lower limit of the Cu content is preferably 0.0001%.
- Mo mobdenum
- Mo mobdenum
- the lower limit of the Mo content is preferably 0.0001%.
- the chemical composition of the above steel layer may be measured by a general steel analysis method.
- the chemical composition of the steel layer may be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). Specifically, it can be specified by collecting a granular test piece from the center position of the steel layer after removal of the film and performing chemical analysis under conditions based on a calibration curve prepared in advance.
- C and S may be measured using a combustion-infrared absorption method
- N may be measured using an inert gas melting-thermal conductivity method
- O may be measured using an inert gas melting-non-dispersive infrared absorption method.
- the upper limit of the plate thickness may be 0.40 mm.
- the plate thickness exceeds 0.40 mm, eddy current loss increases and high-frequency iron loss may be deteriorated.
- the lower limit of the plate thickness is not particularly limited, but may be 0.1 mm. When the plate thickness is less than 0.1 mm, productivity is lowered, which is not desirable.
- the lower limit of the magnetic flux density B8 in the rolling direction is preferably 1.60T.
- the lower limit of the magnetic flux density B8 in the rolling direction is desirably 1.62T.
- the upper limit of the magnetic flux density B8 in the rolling direction is 1.77T.
- the upper limit of the magnetic flux density B8 in the rolling direction is desirably 1.76T.
- the iron loss W10 / 400 in the L direction is 13.0 W / kg or less. And it is preferable that the iron loss W10 / 400 as an average of a L direction and a C direction is 14.5 W / kg or less.
- the iron loss characteristic is so preferable that the value is low, a minimum in particular is not restrict
- the iron loss W10 / 400 in the C direction is preferably 1.0 to 2.0 times the iron loss W10 / 400 in the L direction.
- the magnetic properties such as magnetic flux density and iron loss are, for example, a method based on the Epstein test specified in JIS C 2550 or a single plate magnetic property test method specified in JIS C 2556 (Single Sheet Tester: The measurement may be performed by a known method such as SST).
- the magnetic flux density B8 means a magnetic flux density in a magnetic field of 800 A / m
- the iron loss W10 / 400 means an iron loss generated under the condition that the maximum magnetic flux density is 1.0 T and the frequency is 400 Hz.
- the manufacturing method of the grain-oriented electrical steel sheet according to the present embodiment includes a casting process, a hot rolling process, a cold rolling process, a primary recrystallization annealing process, an annealing separator coating process, and a secondary recrystallization annealing process. And an insulating film forming step. Moreover, you may have a hot-rolled sheet annealing process after a hot rolling process and before a cold rolling process as needed. In the cold rolling step, cold rolling may be performed once or two or more times with intermediate annealing.
- the slab may be cast by a casting method such as a normal continuous casting method, an ingot method, or a thin slab casting method.
- a casting method such as a normal continuous casting method, an ingot method, or a thin slab casting method.
- the steel may be once cooled to a low temperature (for example, room temperature) and reheated, and then the steel may be hot-rolled, or the steel immediately after casting (cast slab) You may hot-roll continuously.
- the above cast slab only needs to contain one of Sn or Sb. However, it is preferable that both Sn and Sb are simultaneously contained in this slab. For example, it is preferable that the lower limit of the Sn content is 0.004% and the lower limit of the Sb content is 0.001%. That is, in the manufacturing method of the grain-oriented electrical steel sheet according to the present embodiment, it is preferable that the slab contains Mn, Sn, and Sb at the same time in the casting process.
- Hot rolling process In the hot rolling process, the slab after the casting process is heated to 1050 to 1400 ° C., then hot rolling is performed on the slab, and the hot rolling is finished in the range of 700 to 950 ° C. In the hot rolling process, hot rolling may be performed so as to obtain a hot rolled steel sheet having a thickness of 1.8 to 3.5 mm.
- Hot rolled sheet annealing process After the hot rolling process, hot-rolled sheet annealing is performed as necessary. In the hot-rolled sheet annealing process, the hot-rolled steel sheet after the hot rolling process is soaked at 750 to 1200 ° C. for 10 seconds to 10 minutes for continuous annealing, and at 650 to 950 ° C. for 30 minutes for box annealing. What is necessary is just to implement soaking for 24 hours.
- Cold rolling process cold rolling is performed on the hot rolled steel sheet after the hot rolling process or the hot rolled annealed sheet after the hot rolled sheet annealing process.
- cold rolling may be performed so as to obtain a cold rolled steel sheet having a thickness of 0.1 to 0.4 mm.
- the rolling reduction is 40 to 70% in cold rolling before intermediate annealing, and the rolling reduction is 40 to 90% in the final cold rolling after intermediate annealing. And it is sufficient.
- the intermediate annealing may be performed under the same soaking conditions as the above-described hot rolled sheet annealing.
- Primary recrystallization annealing process primary recrystallization annealing is performed on the cold-rolled steel sheet in the cold rolling step.
- rapid heating is performed during the temperature raising process.
- the heating time can be shortened by rapidly performing the temperature raising process of primary recrystallization annealing, and as a result, surface oxidation in the temperature raising process can be suppressed.
- soaking is performed in a dry atmosphere (non-decarburizing atmosphere).
- the soaking temperature is set to 800 to 1000 ° C.
- the soaking time is set to 5 seconds to 10 minutes
- the dew point may be ⁇ 10 ° C. or lower.
- the rate of temperature increase during the temperature increase process is preferably 100 ° C./second to 2000 ° C./second.
- H 2 is preferably less than 50 vol%, and more preferably H 2 is less than 25 vol%. And atmosphere in the soaking process, it is preferable that H 2 is less than 50 vol%, and even more preferably H 2 is less than 25 vol%.
- the high-frequency iron loss as an average in the L direction and the C direction is preferably improved.
- annealing separator coating process In the annealing separation agent application step, only the annealing separation agent containing alumina (Al 2 O 3 ) as a main component is applied to the primary recrystallization annealing plate after the primary recrystallization annealing step.
- MgO magnesia
- Secondary recrystallization annealing step secondary recrystallization annealing is performed on the separating agent-coated steel sheet after the annealing separating agent coating step.
- the atmosphere is controlled during the temperature rising process, and soaking is performed in a dry atmosphere.
- the temperature range of 500 ° C. or more in the temperature raising process is 0 ° C. or less
- the soaking temperature is controlled during the temperature rising process.
- the atmosphere in the soaking process is preferably N 2 : 0 to 50 vol%.
- the temperature of the steel sheet may be raised to the above soaking temperature range of 850 to 1000 ° C. while keeping the temperature rising rate substantially constant (without soaking in two steps).
- the rate of temperature increase is preferably 10 to 50 ° C./hour on average at 800 ° C. or higher.
- Atmosphere at a Atsushi Nobori process is preferably N 2 is less than 30 vol%, and further preferably N 2 is less than 20 vol%.
- the atmosphere in the soaking process is preferably 100% H 2 .
- an insulating film is formed on the secondary recrystallization annealed plate after the secondary recrystallization annealing step.
- a mixture of a resin such as acrylic and an inorganic substance such as phosphate, or an insulating coating solution containing colloidal silica and phosphate is applied to the surface of a steel sheet and contains an organic component.
- the heat treatment may be carried out in the temperature range of 840 to 920 ° C. with only inorganic components at 840 ° C.
- the grain-oriented electrical steel sheet produced as described above includes a steel layer (base iron) and an insulating coating disposed on the steel layer, and the steel layer has, as a chemical component, mass%, C: 0. .0003-0.005%, Si: 2.9-4.0%, Mn: 2.0-4.0%, sol.
- Al 0.003 to 0.018%, S: 0.005% or less, Sn: 0 to 0.20%, Sb: 0 to 0.20%, with the balance being Fe and impurities,
- the silicon content and the manganese content in the chemical component of the steel layer satisfy 1.2% ⁇ Si ⁇ 0.5 ⁇ Mn ⁇ 2.0% in mass%, and the chemical component of the steel layer
- the tin content and antimony content in the material satisfy 0.005% ⁇ Sn + Sb ⁇ 0.20% in mass%, and the insulating coating is disposed in direct contact with the steel layer.
- the Mn content of the steel layer and the total content of Sn + Sb are simultaneously increased, the Mn content is particularly reduced.
- Sn and Sb are contained at the same time, excessive oxidation in the vicinity of the surface of the steel layer is suppressed, so that it is possible to suppress a decrease in adhesion of the insulating coating, and in the L direction.
- the conditions in the examples are one example of conditions adopted to confirm the feasibility and effects of the present invention.
- the present invention is not limited to this one condition example.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
- Example 1 A steel slab composed of Fe and impurities with the composition shown in Table 1 below was heated to 1250 ° C. and then finished to a thickness of 2.6 mm by hot rolling. Subsequently, after cold rolling to 1.2 mm thickness, intermediate annealing is performed at 900 ° C. for 30 seconds, and then finished to a final sheet thickness of 0.30 mm, primary recrystallization annealing at 920 ° C. for 15 seconds, and further an annealing separator. After applying and secondary recrystallization annealing at a maximum temperature of 940 ° C., an insulating coating was applied.
- the temperature rising rate in the temperature rising process is 400 ° C./second
- the atmosphere in the temperature rising process is 20% H 2 + 80% N 2
- the atmosphere in the soaking process is 20% H 2 + 80% N 2 and dew point ⁇ 20 ° C.
- An alumina separator was used as the annealing separator.
- the temperature rising rate in the temperature rising process of 800 ° C. or higher is set to 20 ° C./hour, and the temperature rising rate is raised to 940 ° C. while maintaining the temperature rising rate substantially constant.
- % H 2 + 15% N 2 dew point ⁇ 10 ° C. in the temperature range of 500 ° C. or higher in the temperature raising process, soaking time 10 hours, atmosphere in the soaking process 100% H 2 and dew point ⁇ 30 C.
- the insulating coating was disposed in direct contact with the steel layer and had sufficient adhesion.
- the magnetic properties (magnetic flux density B8 and iron loss W10 / 400) in the L direction and C direction were evaluated by single-plate magnetic measurement (SST). . Then, a steel sheet having a magnetic flux density B8 in the L direction of 1.60 to 1.77 T is determined to be acceptable, and a steel sheet having an iron loss W10 / 400 in the L direction of 13.0 W / kg or less is determined to be acceptable. A steel sheet having an iron loss W10 / 400 of 14.5 W / kg or less as an average in the direction and the C direction was determined to be acceptable. For comparison with conventional grain-oriented electrical steel sheets, the magnetic properties of JIS standard 30P105 grade commercial materials were also evaluated. The obtained results are shown in Table 2 below.
- the sol. in the steel types B, D, E, and F (Nos. 2, 4, 5, and 6) of the present invention examples that are Al-containing materials secondary recrystallization occurs on the entire surface of the sample, and the L-direction iron loss and the LC average iron loss are reduced. W10 / 400 was excellent.
- the iron loss W10 / 400 of steel types B, D, E, and F (Nos. 2, 4, 5, and 6), which are examples of the present invention, is changed to the iron loss of JIS standard 30P105 class commercially available material (No. 8).
- the L-direction has a substantially equivalent high-frequency iron loss, but the LC average high-frequency iron loss is significantly superior.
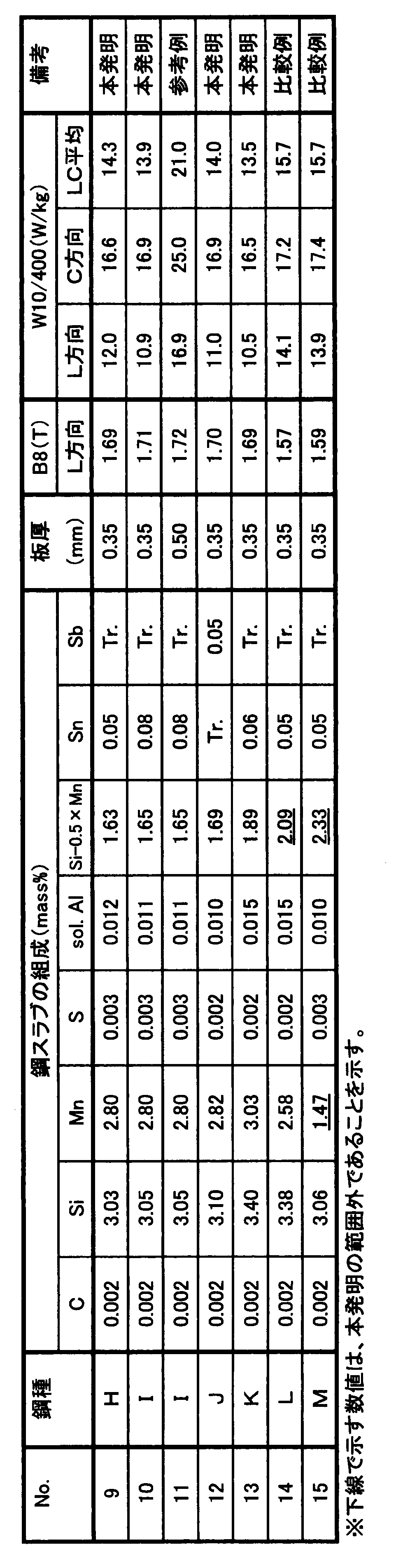
- Example 2 A steel slab composed of Fe and impurities with the composition shown in Table 3 below was heated to 1200 ° C., and then finished to a thickness of 2.1 mm by hot rolling. Next, after performing hot-rolled sheet annealing at 900 ° C. for 30 seconds, it is cold-rolled to a thickness of 0.35 mm, subjected to primary recrystallization annealing at 920 ° C. for 15 seconds, and further applied with an annealing separator. After secondary recrystallization annealing at 940 ° C., an insulating coating was applied. Moreover, in order to evaluate the effect of product plate thickness, what was finished to 0.50 mm thickness by cold rolling was created, but manufacturing conditions other than finishing plate thickness are the same.
- the temperature increase rate in the temperature increasing process is 200 ° C./second
- the atmosphere in the temperature increasing process is 25% H 2 + 75% N 2
- the atmosphere in the soaking process is 25% H 2 + 75% N 2 and dew point ⁇ 20 ° C.
- An alumina separator was used as the annealing separator.
- the temperature increase rate in the temperature increase process of 800 ° C. or higher is set to 15 ° C./hour, and the temperature increase rate is increased to 940 ° C. while maintaining the temperature increase rate substantially constant.
- the insulating coating was disposed in direct contact with the steel layer and had sufficient adhesion.
- Example 3 A steel slab composed of Fe and impurities with the composition shown in Table 5 below was heated to 1250 ° C. and then hot rolled to a thickness of 2.8 mm. Subsequently, the first cold rolling is performed to a thickness of 1.4 mm, the intermediate annealing is performed at 950 ° C. for 30 seconds, and then the second cold rolling is finished to a final sheet thickness of 0.23 mm, followed by 920 ° C. for 15 seconds. The primary recrystallization annealing and further the annealing separator were applied, and after the secondary recrystallization annealing at the maximum temperature of 940 ° C., the insulating coating was applied.
- the temperature rising rate in the temperature rising process is 1000 ° C./second
- the atmosphere in the temperature rising process is 15% H 2 + 85% N 2
- the atmosphere in the soaking process is 15% H 2 + 85% N 2 and dew point ⁇ 30 ° C.
- An alumina separator was used as the annealing separator.
- the temperature increase rate in the temperature increase process of 800 ° C. or higher is set to 20 ° C./second
- the temperature increase rate is kept substantially constant to 940 ° C.
- the atmosphere in the temperature increase process is 95 ° C. % H 2 + 5% N 2 , dew point ⁇ 20 ° C.
- the insulating coating was disposed in direct contact with the steel layer and had sufficient adhesion.
- the magnetic properties (magnetic flux density B8 and iron loss W10 / 400) in the L direction and C direction were evaluated by single-plate magnetic measurement (SST). . Then, a steel sheet having a magnetic flux density B8 in the L direction of 1.60 to 1.77 T is determined to be acceptable, and a steel sheet having an iron loss W10 / 400 in the L direction of 13.0 W / kg or less is determined to be acceptable. A steel sheet having an iron loss W10 / 400 of 14.5 W / kg or less as an average in the direction and the C direction was determined to be acceptable. For comparison with conventional grain-oriented electrical steel sheets, the magnetic properties of JIS standard 23P95 grade commercial materials were also evaluated. The results obtained are shown in Table 6 below.
- Example 4 A steel slab composed of Fe and impurities with the composition shown in Table 7 below was heated to 1230 ° C. and then hot rolled to a thickness of 2.0 mm. Next, after performing hot-rolled sheet annealing at 920 ° C. for 30 seconds, it is cold-rolled to a thickness of 0.30 mm, subjected to primary recrystallization annealing at 930 ° C. for 15 seconds, and further applied with an annealing separator. After secondary recrystallization annealing at 940 ° C., an insulating coating was applied.
- the temperature rising rate in the temperature rising process is 120 ° C./second
- the atmosphere in the temperature rising process is 20% H 2 + 80% N 2
- the atmosphere in the soaking process is 20% H 4 conditions of 2 + 80% N 2 and dew points of ⁇ 25 ° C., ⁇ 10 ° C., 0 ° C., and 30 ° C. were used.
- An alumina separator was used as the annealing separator.
- the temperature rising rate in the temperature rising process of 800 ° C. or higher is set to 20 ° C./second, and the temperature rising rate is raised to 940 ° C. while maintaining the temperature rising rate substantially constant.
- test No. which is an example of the present invention.
- secondary recrystallization occurred on the entire sample surface, and the L-direction iron loss and the LC average iron loss W10 / 400 were excellent.
- Test No. which is an example of the present invention.
- O content of the steel layer was measured by an inert gas melting-non-dispersion type infrared absorption method, it was 0.03% (300 ppm) or less.
- test No. which is a comparative example. 22 and 23
- the O content of the steel layer exceeds 0.03% (300 ppm)
- a thick oxide layer is present on the surface of the steel layer, and the adhesion of the insulating coating is remarkably reduced. Evaluation could not be performed.
- the magnetic flux density B8 and the iron loss W10 / 400 were insufficient.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
本願は、2014年9月1日に、日本に出願された特願2014-177136号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の一態様に係る方向性電磁鋼板は、鋼層と前記鋼層上に配された絶縁被膜とを備え、前記鋼層が、化学成分として、質量%で、C:0.0003~0.005%、Si:2.9~4.0%、Mn:2.0~4.0%、sol.Al:0.003~0.018%、S:0.005%以下、Sn:0~0.20%、Sb:0~0.20%、を含有し、残部がFe及び不純物からなり、前記鋼層の前記化学成分中のシリコン含有量とマンガン含有量とが、質量%で、1.2%≦Si-0.5×Mn≦2.0%を満足し、前記鋼層の前記化学成分中のスズ含有量とアンチモン含有量とが、質量%で、0.005%≦Sn+Sb≦0.20%を満足し、前記絶縁被膜が、前記鋼層と直接に接して配される。
(2)上記(1)に記載の方向性電磁鋼板では、前記鋼層が、化学成分として、質量%で、Sn:0.004~0.20%、Sb:0.001~0.20%、を含有してもよい。
(3)上記(1)または(2)に記載の方向性電磁鋼板の製造方法は、鋳造工程と、熱間圧延工程と、冷間圧延工程と、一次再結晶焼鈍工程と、焼鈍分離剤塗布工程と、二次再結晶焼鈍工程と、絶縁被膜形成工程と、を有し:前記鋳造工程では、化学成分として、質量%で、C:0.0003~0.005%、Si:2.9~4.0%、Mn:2.0~4.0%、sol.Al:0.003~0.018%、N:0.001~0.01%、S:0.005%以下、Sn:0~0.20%、Sb:0~0.20%、を含有し、残部がFeおよび不純物からなり、前記化学成分中のシリコン含有量とマンガン含有量とが、質量%で、1.2%≦Si-0.5×Mn≦2.0%を満足し、前記化学成分中のスズ含有量とアンチモン含有量とが、質量%で、0.005%≦Sn+Sb≦0.20%を満足する鋼を鋳造し;前記一次再結晶焼鈍工程では、前記鋼に対して、昇温過程での昇温速度を平均で100℃/秒~5000℃/秒とし、前記昇温過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%とし、均熱温度を800~1000℃とし、均熱時間を5秒~10分とし、均熱過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%かつ露点-10℃以下とする条件で一次再結晶焼鈍を行い;前記焼鈍分離剤塗布工程では、前記鋼に対して、アルミナを主成分として含有する焼鈍分離剤のみを塗布し;前記二次再結晶焼鈍工程では、前記鋼に対して、昇温過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%とし、前記昇温過程での500℃以上の温度域を露点0℃以下とし、均熱温度を850~1000℃とし、均熱時間を4~100時間とし、均熱過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%かつ露点0℃以下とする条件で二次再結晶焼鈍を行う。
(4)上記(3)に記載の方向性電磁鋼板の製造方法では、前記鋳造工程で、前記鋼が、化学成分として、質量%で、Sn:0.004~0.20%、Sb:0.001~0.20%、を含有してもよい。
(5)上記(3)または(4)に記載の方向性電磁鋼板の製造方法では、前記二次再結晶焼鈍工程にて、前記昇温過程で前記昇温速度を一定のまま、前記均熱温度まで前記鋼を昇温してもよい。
本実施形態に係る方向性電磁鋼板の鋼層の化学組成について、詳細に説明する。なお、以下では特に断りのない限り、各元素の含有量の「%」は「質量%」を表わす。
C(炭素)は、鋼に含まれる基本元素であるが、鉄損劣化を引き起こす元素である。そのため、Cの含有量は、少ないほどよい。そこで、本実施形態に係る方向性電磁鋼板では、Cの含有量の上限を0.005%とする。Cの含有量が0.005%超過となると、方向性電磁鋼板の鉄損が劣化して、良好な磁気特性を得ることができない。Cの含有量の上限は、望ましくは0.004%であり、更に望ましくは0.003%である。一方、Cの含有量の下限は、特に制限されないが、0.0003%とする。Cの含有量を0.0003%未満に低減させるためには製鋼プロセスのコストがかかり操業上現実的でない。
Si(ケイ素)は、鋼の電気抵抗を上昇させて渦電流損を低減させ、高周波鉄損を改善する効果を有する。この効果を有効に発揮させるためには、Siの含有量の下限を2.9%とする。Siの含有量の下限は、望ましくは3.0%である。一方、Siの含有量の上限を4.0%とする。Siの含有量が4.0%超過となると、著しく加工性が劣化して冷間圧延が困難になる。Siの含有量の上限は、望ましくは3.8%である。
Mn(マンガン)は、鋼の加工性を劣化させずに鋼の電気抵抗を上昇させて渦電流損を低減し、高周波鉄損を改善する効果を有する。この効果を有効に発揮させるためには、Mnの含有量の下限を2.0%とする。Mnの含有量が2.0%未満では、高周波鉄損の低減効果が十分ではない。Mnの含有量の下限は、望ましくは2.2%であり、更に望ましくは2.6%である。一方、Mnの含有量の上限を4.0%とする。Mnの含有量が4.0%超過となる場合には、磁束密度が大きく低下する。Mnの含有量の上限は、望ましくは3.8%であり、更に望ましくは3.4%である。
更に、本実施形態では、Si及びMnの含有量を、互いに関連させて規定する。安定した二次再結晶を生じさせるためには、熱延鋼板の結晶組織を均一微細化する必要がある。そのために、本実施形態では、α(フェライト)-γ(オーステナイト)変態を活用する。従来の方向性電磁鋼板では、熱延鋼板の段階で、オーステナイト形成元素であるCを含有しているが、本実施形態に係る電磁鋼板では、熱延鋼板の段階で、Cが低含有量である。そのため、本実施形態に係る電磁鋼板では、α-γ変態が、フェライト形成元素であるSiの含有量と、オーステナイト形成元素であるMnの含有量とのバランスに主に影響を受ける。そのため、Si及びMnの含有量を互いに関連させて規定する必要がある。
sol.Al(酸可溶性アルミニウム)は、二次再結晶による結晶方位制御で重要な役割を果たすインヒビターを形成する。このインヒビターは、析出物である窒化物、例えば、(Al、Si、Mn)複合窒化物である。本実施形態では、sol.Alの含有量の下限を0.003%とする。sol.Alの含有量が0.003%未満である場合、十分なインヒビター効果を得ることができない。一方、sol.Alの含有量の上限を0.018%とする。sol.Alの含有量が0.018%超過となる場合、窒化物の分散状態が不適切になり、安定した二次再結晶が生じない。sol.Alの含有量の上限は、望ましくは0.016%である。
S(硫黄)は、不純物である。Sは、鋼中のMnと結合してMnSを形成し、磁気特性を悪化させる。そのため、Sの含有量は0.005%以下に制限する。Sの含有量の上限は、望ましくは0.004%であり、更に望ましくは0.003%である。
[Sb:0~0.20%]、かつ
[Sn+Sb:0.005~0.20%]
Sn(スズ)およびSb(アンチモン)は、二次再結晶を安定して生じさせるとともに、二次再結晶粒径を微細化して高周波鉄損を低減させる元素である。これらの効果を得るためには、Snの含有量を0~0.20%とし、Sbの含有量を0~0.20%とし、かつSn+Sbの合計含有量を0.005~0.20%とする。SnまたはSbのうちの一種が鋼層に含まれる場合、残りの一種は必ずしも鋼層に含まれる必要がないので、SnおよびSbの各含有量の下限値は0%でもよい。ただ、Sn+Sbの合計含有量の下限を0.005%とする。Sn+Sbの合計含有量の下限は、望ましくは0.01%である。一方、Sn+Sbの合計含有量の上限を0.20%とする。Sn+Sbの合計含有量が0.20%超過となる場合には、上記効果が飽和する。Sn+Sbの合計含有量の上限は、望ましくは0.15%であり、更に望ましくは0.13%である。
N(窒素)は、インヒビターとなる窒化物を形成する。そのため、鋼スラブ中では0.0010%以上を含有するのが望ましい。しかし、Nが、最終製品である方向性電磁鋼板の鋼層に多量に残留すると磁気特性に悪影響を与える恐れがある。そのため、Nの含有量の上限は、0.0100%であることが望ましく、0.0050%であることが更に望ましい。
P(リン)は、鋼の電気抵抗を高めて渦電流損を低減させる効果を有する。そそのため、Pの含有量を0~0.15%としてもよい。Pの含有量の下限は、0.0001%であることが望ましい。
Ni(ニッケル)は、鋼の電気抵抗を高めて渦電流損を低減させ、また磁束密度を向上させる効果を有する。そのため、Niの含有量を0~0.3%としてもよい。Niの含有量の下限は、0.0001%であることが望ましい。
Cr(クロム)は、鋼の電気抵抗を高めて渦電流損を低減させる効果を有する。そのため、Crの含有量を0~0.3%としてもよい。Crの含有量の下限は、0.0001%であることが望ましい。
Cu(銅)は、鋼の電気抵抗を高めて渦電流損を低減させる効果を有する。そのため、Cuの含有量を0~0.3%としてもよい。Cuの含有量の下限は、0.0001%であることが望ましい。
Mo(モリブデン)は、鋼の電気抵抗を高めて渦電流損を低減させる効果を有する。そのため、Moの含有量を0~0.3%としてもよい。Moの含有量の下限は、0.0001%であることが望ましい。
次に、本実施形態に係る方向性電磁鋼板の好ましい板厚について説明する。
本実施形態に係る方向性電磁鋼板では、板厚の上限を0.40mmとすればよい。板厚が0.40mm超過となる場合、渦電流損が増大し、高周波鉄損が劣化する恐れがある。一方、板厚の下限は、特に制限されないが、0.1mmとすればよい。板厚が0.1mm未満である場合、生産性が低下するので望ましくない。
続いて、本実施形態に係る方向性電磁鋼板の好ましい磁気特性について説明する。
本実施形態に係る方向性電磁鋼板では、圧延方向(L方向)の磁束密度B8の下限が1.60Tであることが好ましい。圧延方向の磁束密度B8が1.60T未満となる場合には、L方向鉄損、およびLC平均鉄損が共に悪化する恐れがある。圧延方向の磁束密度B8の下限は、望ましくは1.62Tである。一方、圧延方向の磁束密度B8の上限が1.77Tであることが好ましい。圧延方向の磁束密度B8が1.77T超過となる場合、L方向鉄損に優れるがC方向の鉄損が悪化してLC平均鉄損が大幅に悪化する恐れがある。圧延方向の磁束密度B8の上限は、望ましくは1.76Tである。
鋳造工程では、化学成分として、質量%で、C:0.0003~0.005%、Si:2.9~4.0%、Mn:2.0~4.0%、sol.Al:0.003~0.018%、N:0.001~0.01%、S:0.005%以下、Sn:0~0.20%、Sb:0~0.20%、を含有し、残部がFeおよび不純物からなり、上記化学成分中のシリコン含有量とマンガン含有量とが、質量%で、1.2%≦Si-0.5×Mn≦2.0%を満足し、上記化学成分中のスズ含有量とアンチモン含有量とが、質量%で、0.005%≦Sn+Sb≦0.20%を満足する鋳片(スラブ)を鋳造する。例えば、通常の連続鋳造法、インゴット法、薄スラブ鋳造法などの鋳造方法でスラブを鋳造すればよい。なお、連続鋳造の場合には、鋼を一度低温(例えば、室温)まで冷却し、再加熱した後、この鋼を熱間圧延してもよいし、鋳造された直後の鋼(鋳造スラブ)を連続的に熱間圧延してもよい。
熱間圧延工程では、鋳造工程後のスラブを1050~1400℃に加熱した後、そのスラブに対して熱間圧延を実施し、700~950℃の範囲で熱間圧延を終了する。熱間圧延工程では、1.8~3.5mmの厚さを有する熱延鋼板を得るように熱間圧延を実施すればよい。
熱間圧延工程後、必要に応じて熱延板焼鈍を行う。熱延板焼鈍工程では、熱間圧延工程後の熱延鋼板に対して、連続焼鈍の場合750~1200℃で10秒から10分の均熱、箱焼鈍の場合650~950℃で30分~24時間の均熱を実施すればよい。
冷間圧延工程では、熱間圧延工程後の熱延鋼板、または熱延板焼鈍工程後の熱延焼鈍板に対して、冷間圧延を実施する。冷間圧延工程では、0.1~0.4mmの厚さを有する冷延鋼板を得るように冷間圧延を実施すればよい。中間焼鈍を挟んだ2回以上の冷間圧延を行う場合、中間焼鈍前の冷間圧延では圧下率を40~70%とし、中間焼鈍後で最終の冷間圧延では圧下率を40~90%とすればよい。中間焼鈍は、上述の熱延板焼鈍と同様の均熱条件で焼鈍すればよい。
一次再結晶焼鈍工程では、冷間圧延工程の冷延鋼板に対して、一次再結晶焼鈍を実施する。この一次再結晶焼鈍工程では、昇温過程で急速加熱を行う。一次再結晶焼鈍の昇温過程を急速に行うことで加熱時間を短縮することができ、その結果、昇温過程における表面酸化を抑制することができる。更に、均熱をドライ雰囲気(非脱炭雰囲気)で実施する。具体的には、昇温過程に関しては、昇温過程での昇温速度を平均で100℃/秒~5000℃/秒とし、昇温過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%とし、更に好ましくは昇温過程の雰囲気の露点を0℃以下とする。均熱過程に関しては、均熱温度を800~1000℃とし、均熱時間を5秒~10分とし、均熱過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%かつ露点-10℃以下とすればよい。なお、昇温過程での昇温速度は、100℃/秒~2000℃/秒であることが好ましい。
焼鈍分離剤塗布工程では、一次再結晶焼鈍工程後の一次再結晶焼鈍板に対して、アルミナ(Al2O3)を主成分として含有する焼鈍分離剤のみを塗布する。塗布時に水酸化して持ち込み酸素が多くなるマグネシア(MgO)を主成分として含有する焼鈍分離剤を用いない。アルミナ系分離剤を用いることによって、二次再結晶焼鈍における鋼層の表面近傍の過剰な酸化を抑制することができる。
二次再結晶焼鈍工程では、焼鈍分離剤塗布工程後の分離剤塗布鋼板に対して、二次再結晶焼鈍を実施する。この二次再結晶焼鈍工程では、昇温過程で雰囲気制御を行い、均熱をドライ雰囲気で実施する。具体的には、昇温過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%とし、昇温過程での500℃以上の温度域を露点0℃以下とし、均熱温度を850~1000℃とし、均熱時間を4~100時間とし、均熱過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%かつ露点0℃以下とすればよい。なお、均熱過程での雰囲気は、N2:0~50vol%であることが好ましい。
絶縁被膜形成工程では、二次再結晶焼鈍工程後の二次再結晶焼鈍板に対して、絶縁被膜を形成する。例えば、アクリル等の樹脂とリン酸塩等の無機物を混合したものや、コロイダルシリカ及びリン酸塩を含有する絶縁コーティング液を鋼板の表面に塗布し、有機成分を含有する場合には250~400℃、無機成分のみでは840~920℃の温度範囲で熱処理を実施すればよい。
以下の表1に示す組成で残部はFeおよび不純物からなる鋼スラブを、1250℃に加熱後、熱間圧延にて2.6mm厚に仕上げた。続いて、冷間圧延で1.2mm厚として、中間焼鈍を900℃で30秒行ってから、最終板厚0.30mmに仕上げ、920℃で15秒の一次再結晶焼鈍、更に焼鈍分離剤を塗布し、最高温度940℃の二次再結晶焼鈍の後に、絶縁被膜塗布を行った。


以下の表3に示す組成で残部はFeおよび不純物からなる鋼スラブを、1200℃に加熱後、熱間圧延にて2.1mm厚に仕上げた。次に、900℃で30秒の熱延板焼鈍を行った後、冷間圧延で0.35mm厚に仕上げ、920℃で15秒の一次再結晶焼鈍、更に焼鈍分離剤を塗布し、最高温度940℃の二次再結晶焼鈍の後に、絶縁被膜塗布を行った。また、製品板厚の効果を評価するために冷間圧延で0.50mm厚に仕上げたものも作成したが、仕上げ板厚以外の製造条件は同じである。

以下の表5に示す組成で残部はFeおよび不純物からなる鋼スラブを、1250℃に加熱後、熱間圧延にて2.8mm厚とした。続いて、1回目の冷間圧延で1.4mm厚として、中間焼鈍を950℃で30秒行ってから、2回目の冷間圧延で最終板厚0.23mmに仕上げ、920℃で15秒の一次再結晶焼鈍、更に焼鈍分離剤を塗布し、最高温度940℃の二次再結晶焼鈍の後に、絶縁被膜塗布を行った。


以下の表7に示す組成で残部はFeおよび不純物からなる鋼スラブを、1230℃に加熱後、熱間圧延にて2.0mm厚に仕上げた。次に、920℃で30秒の熱延板焼鈍を行った後、冷間圧延で0.30mm厚に仕上げ、930℃で15秒の一次再結晶焼鈍、更に焼鈍分離剤を塗布し、最高温度940℃の二次再結晶焼鈍の後に、絶縁被膜塗布を行った。


2 絶縁被膜
3 グラス被膜(フォルステライト被膜)
Claims (5)
- 鋼層と前記鋼層上に配された絶縁被膜とを備える方向性電磁鋼板において、
前記鋼層が、化学成分として、質量%で、
C:0.0003~0.005%、
Si:2.9~4.0%、
Mn:2.0~4.0%、
sol.Al:0.003~0.018%、
S:0.005%以下、
Sn:0~0.20%、
Sb:0~0.20%、
を含有し、残部がFe及び不純物からなり、
前記鋼層の前記化学成分中のシリコン含有量とマンガン含有量とが、質量%で、1.2%≦Si-0.5×Mn≦2.0%を満足し、
前記鋼層の前記化学成分中のスズ含有量とアンチモン含有量とが、質量%で、0.005%≦Sn+Sb≦0.20%を満足し、
前記絶縁被膜が、前記鋼層と直接に接して配される
ことを特徴とする方向性電磁鋼板。 - 前記鋼層が、化学成分として、質量%で、
Sn:0.004~0.20%、
Sb:0.001~0.20%、
を含有する
ことを特徴とする請求項1に記載の方向性電磁鋼板。 - 請求項1または2に記載の方向性電磁鋼板の製造方法であって、
前記製造方法は、鋳造工程と、熱間圧延工程と、冷間圧延工程と、一次再結晶焼鈍工程と、焼鈍分離剤塗布工程と、二次再結晶焼鈍工程と、絶縁被膜形成工程と、を有し、
前記鋳造工程では、化学成分として、質量%で、C:0.0003~0.005%、Si:2.9~4.0%、Mn:2.0~4.0%、sol.Al:0.003~0.018%、N:0.001~0.01%、S:0.005%以下、Sn:0~0.20%、Sb:0~0.20%、を含有し、残部がFeおよび不純物からなり、前記化学成分中のシリコン含有量とマンガン含有量とが、質量%で、1.2%≦Si-0.5×Mn≦2.0%を満足し、前記化学成分中のスズ含有量とアンチモン含有量とが、質量%で、0.005%≦Sn+Sb≦0.20%を満足する鋼を鋳造し、
前記一次再結晶焼鈍工程では、前記鋼に対して、昇温過程での昇温速度を平均で100℃/秒~5000℃/秒とし、前記昇温過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%とし、均熱温度を800~1000℃とし、均熱時間を5秒~10分とし、均熱過程での雰囲気をH2:10~100vol%かつH2+N2=100vol%かつ露点-10℃以下とする条件で一次再結晶焼鈍を行い、
前記焼鈍分離剤塗布工程では、前記鋼に対して、アルミナを主成分として含有する焼鈍分離剤のみを塗布し、
前記二次再結晶焼鈍工程では、前記鋼に対して、昇温過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%とし、前記昇温過程での500℃以上の温度域を露点0℃以下とし、均熱温度を850~1000℃とし、均熱時間を4~100時間とし、均熱過程での雰囲気をN2:0~80vol%かつH2+N2=100vol%かつ露点0℃以下とする条件で二次再結晶焼鈍を行う、
ことを特徴とする方向性電磁鋼板の製造方法。 - 前記鋳造工程で、前記鋼が、化学成分として、質量%で、
Sn:0.004~0.20%、
Sb:0.001~0.20%、
を含有する
ことを特徴とする請求項3に記載の方向性電磁鋼板の製造方法。 - 前記二次再結晶焼鈍工程では、前記昇温過程で前記昇温速度を一定のまま、前記均熱温度まで前記鋼を昇温する
ことを特徴とする請求項3または4に記載の方向性電磁鋼板の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2017105816A RU2662753C1 (ru) | 2014-09-01 | 2015-08-13 | Электротехнический стальной лист с ориентированной зеренной структурой |
| US15/502,682 US10604818B2 (en) | 2014-09-01 | 2015-08-13 | Grain-oriented electrical steel sheet |
| BR112017003450-6A BR112017003450B1 (pt) | 2014-09-01 | 2015-08-13 | Chapa de aço elétrico com grão orientado e método de produção da referida chapa |
| PL15838897T PL3196325T3 (pl) | 2014-09-01 | 2015-08-13 | Blacha cienka ze stali elektrotechnicznej o ziarnach zorientowanych |
| JP2016546399A JP6337967B2 (ja) | 2014-09-01 | 2015-08-13 | 方向性電磁鋼板 |
| EP15838897.5A EP3196325B1 (en) | 2014-09-01 | 2015-08-13 | Grain-oriented electrical steel sheet |
| CN201580045579.6A CN106661696B (zh) | 2014-09-01 | 2015-08-13 | 方向性电磁钢板 |
| KR1020177004922A KR101975685B1 (ko) | 2014-09-01 | 2015-08-13 | 방향성 전자 강판 |
| US16/793,670 US11377705B2 (en) | 2014-09-01 | 2020-02-18 | Grain-oriented electrical steel sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014177136 | 2014-09-01 | ||
| JP2014-177136 | 2014-09-01 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/502,682 A-371-Of-International US10604818B2 (en) | 2014-09-01 | 2015-08-13 | Grain-oriented electrical steel sheet |
| US16/793,670 Division US11377705B2 (en) | 2014-09-01 | 2020-02-18 | Grain-oriented electrical steel sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016035530A1 true WO2016035530A1 (ja) | 2016-03-10 |
Family
ID=55439596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/072896 WO2016035530A1 (ja) | 2014-09-01 | 2015-08-13 | 方向性電磁鋼板 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10604818B2 (ja) |
| EP (1) | EP3196325B1 (ja) |
| JP (1) | JP6337967B2 (ja) |
| KR (1) | KR101975685B1 (ja) |
| CN (1) | CN106661696B (ja) |
| BR (1) | BR112017003450B1 (ja) |
| PL (1) | PL3196325T3 (ja) |
| RU (1) | RU2662753C1 (ja) |
| WO (1) | WO2016035530A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017222898A (ja) * | 2016-06-14 | 2017-12-21 | 新日鐵住金株式会社 | 方向性電磁鋼板の製造方法 |
| TWI718041B (zh) * | 2019-04-03 | 2021-02-01 | 日商日本製鐵股份有限公司 | 電磁鋼板及其製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6226072B2 (ja) * | 2014-06-26 | 2017-11-08 | 新日鐵住金株式会社 | 電磁鋼板 |
| PL3653759T3 (pl) * | 2017-07-13 | 2025-01-27 | Nippon Steel Corporation | Blacha cienka ze stali elektrotechnicznej o ziarnach zorientowanych i sposób jej wytwarzania |
| US11473176B2 (en) | 2017-11-28 | 2022-10-18 | Jfe Steel Corporation | Oriented electrical steel sheet and method for producing same |
| CN111479942A (zh) * | 2017-12-12 | 2020-07-31 | 杰富意钢铁株式会社 | 多层型电磁钢板 |
| EP3744868B1 (en) * | 2018-01-25 | 2023-04-19 | Nippon Steel Corporation | Grain-oriented electrical steel sheet |
| WO2020149330A1 (ja) * | 2019-01-16 | 2020-07-23 | 日本製鉄株式会社 | 方向性電磁鋼板の製造方法 |
| US12110569B2 (en) * | 2019-03-20 | 2024-10-08 | Nippon Steel Corporation | Non oriented electrical steel sheet and method for producing thereof |
| KR102468076B1 (ko) * | 2020-12-21 | 2022-11-16 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
| CA3214436A1 (en) * | 2021-04-14 | 2022-10-20 | Kazutoshi Takeda | Electrical steel sheet and bonded and stacked core manufacturing method |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01290716A (ja) * | 1988-03-25 | 1989-11-22 | Armco Advanced Materials Corp | 粒子方向性珪素鋼の超急速熱処理方法 |
| JPH0617201A (ja) * | 1992-07-01 | 1994-01-25 | Sumitomo Metal Ind Ltd | 方向性電磁鋼板およびその製造方法 |
| JPH06184707A (ja) * | 1992-12-17 | 1994-07-05 | Sumitomo Metal Ind Ltd | 方向性電磁鋼板およびその製造方法 |
| JPH08134542A (ja) * | 1994-11-08 | 1996-05-28 | Sumitomo Metal Ind Ltd | 打抜き性に優れた方向性電磁鋼板の製造方法 |
| JP2002294345A (ja) * | 2001-04-02 | 2002-10-09 | Kawasaki Steel Corp | 歪取焼鈍後の鉄損が極めて小さい方向性電磁鋼板の製造方法 |
| JP2007302999A (ja) * | 2007-06-07 | 2007-11-22 | Jfe Steel Kk | Eiコア用の方向性電磁鋼板 |
| JP2014047411A (ja) * | 2012-09-03 | 2014-03-17 | Jfe Steel Corp | 連続焼鈍設備の急速加熱装置 |
| EP2775007A1 (en) * | 2013-03-08 | 2014-09-10 | Voestalpine Stahl GmbH | A process for the production of a grain-oriented electrical steel |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2819993B2 (ja) | 1993-07-07 | 1998-11-05 | 住友金属工業株式会社 | 優れた磁気特性を有する電磁鋼板の製造方法 |
| KR19990088437A (ko) | 1998-05-21 | 1999-12-27 | 에모또 간지 | 철손이매우낮은고자속밀도방향성전자강판및그제조방법 |
| JPH11350032A (ja) | 1998-06-12 | 1999-12-21 | Sumitomo Metal Ind Ltd | 電磁鋼板の製造方法 |
| CN1196801C (zh) | 2001-01-19 | 2005-04-13 | 杰富意钢铁株式会社 | 没有以镁橄榄石为主体的底膜而且其磁特性良好的方向性电磁钢板及其制法 |
| EP1279747B1 (en) | 2001-07-24 | 2013-11-27 | JFE Steel Corporation | A method of manufacturing grain-oriented electrical steel sheets |
| CN1289694C (zh) | 2001-09-13 | 2006-12-13 | Ak资产公司 | 具有控制喷溅冷却的电工钢带的连铸方法 |
| US7857915B2 (en) | 2005-06-10 | 2010-12-28 | Nippon Steel Corporation | Grain-oriented electrical steel sheet extremely excellent in magnetic properties and method of production of same |
| PL1752549T3 (pl) | 2005-08-03 | 2017-08-31 | Thyssenkrupp Steel Europe Ag | Sposób wytwarzania taśmy elektrotechnicznej o zorientowanych ziarnach |
| KR20120096036A (ko) | 2009-11-25 | 2012-08-29 | 타타 스틸 이즈무이덴 베.뷔. | 결정립 배향 전기 강 스트립의 제조 방법 및 이에 의해 제조된 결정립 배향 전기 강 |
| JP4840518B2 (ja) | 2010-02-24 | 2011-12-21 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP5754097B2 (ja) | 2010-08-06 | 2015-07-22 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| CN104603298A (zh) | 2012-09-03 | 2015-05-06 | 杰富意钢铁株式会社 | 连续退火设备的急速加热装置 |
| JP6156646B2 (ja) * | 2013-10-30 | 2017-07-05 | Jfeスチール株式会社 | 磁気特性および被膜密着性に優れる方向性電磁鋼板 |
-
2015
- 2015-08-13 CN CN201580045579.6A patent/CN106661696B/zh active Active
- 2015-08-13 PL PL15838897T patent/PL3196325T3/pl unknown
- 2015-08-13 JP JP2016546399A patent/JP6337967B2/ja active Active
- 2015-08-13 EP EP15838897.5A patent/EP3196325B1/en active Active
- 2015-08-13 BR BR112017003450-6A patent/BR112017003450B1/pt active IP Right Grant
- 2015-08-13 US US15/502,682 patent/US10604818B2/en active Active
- 2015-08-13 KR KR1020177004922A patent/KR101975685B1/ko active Active
- 2015-08-13 RU RU2017105816A patent/RU2662753C1/ru active
- 2015-08-13 WO PCT/JP2015/072896 patent/WO2016035530A1/ja active Application Filing
-
2020
- 2020-02-18 US US16/793,670 patent/US11377705B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01290716A (ja) * | 1988-03-25 | 1989-11-22 | Armco Advanced Materials Corp | 粒子方向性珪素鋼の超急速熱処理方法 |
| JPH0617201A (ja) * | 1992-07-01 | 1994-01-25 | Sumitomo Metal Ind Ltd | 方向性電磁鋼板およびその製造方法 |
| JPH06184707A (ja) * | 1992-12-17 | 1994-07-05 | Sumitomo Metal Ind Ltd | 方向性電磁鋼板およびその製造方法 |
| JPH08134542A (ja) * | 1994-11-08 | 1996-05-28 | Sumitomo Metal Ind Ltd | 打抜き性に優れた方向性電磁鋼板の製造方法 |
| JP2002294345A (ja) * | 2001-04-02 | 2002-10-09 | Kawasaki Steel Corp | 歪取焼鈍後の鉄損が極めて小さい方向性電磁鋼板の製造方法 |
| JP2007302999A (ja) * | 2007-06-07 | 2007-11-22 | Jfe Steel Kk | Eiコア用の方向性電磁鋼板 |
| JP2014047411A (ja) * | 2012-09-03 | 2014-03-17 | Jfe Steel Corp | 連続焼鈍設備の急速加熱装置 |
| EP2775007A1 (en) * | 2013-03-08 | 2014-09-10 | Voestalpine Stahl GmbH | A process for the production of a grain-oriented electrical steel |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017222898A (ja) * | 2016-06-14 | 2017-12-21 | 新日鐵住金株式会社 | 方向性電磁鋼板の製造方法 |
| TWI718041B (zh) * | 2019-04-03 | 2021-02-01 | 日商日本製鐵股份有限公司 | 電磁鋼板及其製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6337967B2 (ja) | 2018-06-06 |
| US11377705B2 (en) | 2022-07-05 |
| PL3196325T3 (pl) | 2020-08-24 |
| EP3196325A1 (en) | 2017-07-26 |
| JPWO2016035530A1 (ja) | 2017-07-06 |
| US20200181725A1 (en) | 2020-06-11 |
| EP3196325A4 (en) | 2018-03-28 |
| US20170233842A1 (en) | 2017-08-17 |
| CN106661696A (zh) | 2017-05-10 |
| EP3196325B1 (en) | 2020-03-18 |
| CN106661696B (zh) | 2019-06-28 |
| US10604818B2 (en) | 2020-03-31 |
| KR101975685B1 (ko) | 2019-05-07 |
| RU2662753C1 (ru) | 2018-07-30 |
| KR20170029632A (ko) | 2017-03-15 |
| BR112017003450B1 (pt) | 2021-06-22 |
| BR112017003450A2 (pt) | 2017-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6337967B2 (ja) | 方向性電磁鋼板 | |
| JP5668460B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| CN105378130B (zh) | 高磁通密度无取向性电磁钢板及电动机 | |
| JP5699642B2 (ja) | モータコア | |
| WO2013080891A1 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP2012046806A (ja) | 無方向性電磁鋼板の製造方法 | |
| JP2017222898A (ja) | 方向性電磁鋼板の製造方法 | |
| CN105829566A (zh) | 磁特性优异的无取向性电磁钢板 | |
| CN102753718A (zh) | 无方向性电磁钢板 | |
| TW201443248A (zh) | 高頻率鐵損特性優良的無方向性電磁鋼板 | |
| TW201502288A (zh) | 高頻率鐵損特性優良的無方向性電磁鋼板 | |
| JP6623795B2 (ja) | 電磁鋼板、および電磁鋼板の製造方法 | |
| JP5839172B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2023554123A (ja) | 無方向性電磁鋼板およびその製造方法 | |
| CN113166871A (zh) | 无取向电工钢板及其制造方法 | |
| JP4696750B2 (ja) | 時効熱処理用無方向性電磁鋼板の製造方法 | |
| JP5418469B2 (ja) | 時効熱処理用無方向性電磁鋼板の製造方法 | |
| TWI870238B (zh) | 無方向性電磁鋼板 | |
| JP4103393B2 (ja) | 方向性電磁鋼板の製造方法 | |
| TWI881720B (zh) | 無方向性電磁鋼板 | |
| JP2019143214A (ja) | 無方向性電磁鋼板 | |
| KR102361872B1 (ko) | 무방향성 전기강판 및 그 제조방법 | |
| JP2011256426A (ja) | 圧延方向の磁気特性に優れた無方向性電磁鋼板の製造方法 | |
| JP2003027197A (ja) | 高周波特性に優れた無方向性電磁鋼板 | |
| JP2017125249A (ja) | 無方向性電磁鋼板、およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15838897 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016546399 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015838897 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015838897 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177004922 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017003450 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2017105816 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112017003450 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170221 |