WO2015162989A1 - 浸炭装置 - Google Patents
浸炭装置 Download PDFInfo
- Publication number
- WO2015162989A1 WO2015162989A1 PCT/JP2015/055399 JP2015055399W WO2015162989A1 WO 2015162989 A1 WO2015162989 A1 WO 2015162989A1 JP 2015055399 W JP2015055399 W JP 2015055399W WO 2015162989 A1 WO2015162989 A1 WO 2015162989A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carburizing
- chamber
- hearth
- leg member
- furnace body
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B17/00—Furnaces of a kind not covered by any preceding group
- F27B17/0016—Chamber type furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/04—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated adapted for treating the charge in vacuum or special atmosphere
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/14—Arrangements of heating devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/0003—Linings or walls
- F27D1/0006—Linings or walls formed from bricks or layers with a particular composition or specific characteristics
- F27D1/0009—Comprising ceramic fibre elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens, or the like for the charge within the furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining, or circulating atmospheres in heating chambers
- F27D7/04—Circulating atmospheres by mechanical means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/14—Arrangements of heating devices
- F27B2005/143—Heating rods disposed in the chamber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2002/00—Disposition of the charge
- F27M2002/12—Discontinuous charging
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2003/00—Type of treatment of the charge
- F27M2003/07—Carburising
Definitions
- the present invention relates to a carburizing apparatus.
- Priority is claimed on Japanese Patent Application No. 2014-089207, filed April 23, 2014, the content of which is incorporated herein by reference.
- Patent Document 1 discloses a vacuum carburizing furnace which is a form of a carburizing apparatus.
- a heat insulating material made of ceramics is provided inside the furnace body so as to surround a workpiece (object to be treated).
- a hearth on which a workpiece to be carburized is placed is provided at a lower portion in the furnace body, and a radiant tube (heat source) made of ceramic is provided from the upper portion in the furnace body to the left and right sides of the work.
- hydrocarbon-based gas is supplied as carburizing gas into the furnace body, and by setting the furnace body in a high temperature environment of 500 to 600 ° C., carbon obtained by thermal decomposition of the carburizing gas is obtained. Infiltrate (carburize) the surface of the work.
- the heat insulator and the radiant tube in the furnace body are made of ceramics because their shapes are relatively simple.
- the hearth on the other hand, is relatively complex in shape, and is therefore generally made of metal in terms of processability. That is, in the conventional carburizing apparatus, since the parts in the furnace body are made of different materials, the durability (service life) of the parts is different for each material, and hence the maintenance cycle of the parts is different for each material.
- the present invention has been made in view of the above-described circumstances, and an object of the present invention is to provide a carburizing apparatus whose maintenance is easier than conventional.
- a first aspect of the present invention is a carburizing apparatus for carburizing an object to be treated, which is provided in a furnace body, a heat insulation container provided in the furnace body, and the heat insulation container, and the material to be treated is
- a hearth to be placed and a heat source provided in the heat insulation container, the main components of the hearth, the heat source, and at least the surface of the heat insulation container are formed of a ceramic material.
- the hearth is provided through a ceramic receiving member on which the object to be treated is directly placed, and the heat insulating material.
- a ceramic leg member one end of which is connected to the receiving member and the other end of which is connected to the furnace body, as the main component, the leg member is hollow, and the ceramic member is internally provided
- the fiber member is filled.
- the leg member is detachably connected to the furnace body.
- the leg member faces the furnace body with a sealed space interposed therebetween.
- a fifth aspect of the present invention is the carburizing apparatus according to any one of the second to fourth aspects, wherein the receiving member is detachably connected to the leg member.
- the receiving member and the leg member are connected by inserting a locking pin into a through hole provided in each.
- the heat source since at least the surface of the heat source, the heat insulating material, and the hearth is formed of a ceramic material, it is possible to provide a carburizing apparatus which can be more easily maintained than conventional.
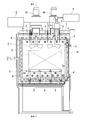
- the carburizing apparatus includes a chamber 1 (furnace body), a heat insulating container 2, a hearth 3, a plurality of carburizing gas introduction pipes 4, a carburizing gas supply source 5, and a plurality of heaters 6.
- An exhaust pipe 7, an exhaust pump 8, a pair of stirring blades 9, a pair of stirring motors 10, a plurality of thermocouples 11 and the like are provided.
- the chamber 1 is a rectangular parallelepiped main body container, and a heat insulating door 1a is provided on one side.
- the heat insulating door 1 a is an open / close door for taking the object X into and out of the chamber 1.
- the heat insulation door 1a is vertically erected and slides in the vertical direction (vertical direction) to open or close the inside of the chamber 1 to the outside. Moreover, since this heat insulation door 1a is provided with the heat insulating material inside, it has heat insulation performance.
- the heat insulation container 2 is a rectangular parallelepiped-shaped container provided in the chamber 1 as shown in FIG.1 and FIG.3, and is formed from the heat insulating material (ceramics material) which has predetermined
- the internal space of such a heat insulation container 2 is the carburizing chamber S which accommodates the to-be-processed object X and performs a carburizing process.
- An object to be treated X (carburized object) is carried into the carburizing chamber S via the heat insulating door 1a.
- the horizontal direction parallel to the heat insulating door 1a is the width direction of the chamber 1 (carburizing chamber S), and the horizontal direction perpendicular to the heat insulating door 1a is the depth direction of the chamber 1 (carburizing chamber S).
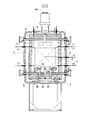
- the hearth 3 is the most characteristic component of the carburizing apparatus according to the present embodiment, and as shown in FIG. 1 and FIG.
- the hearth 3 is a mounting table on which the workpiece X carried from the outside via the heat insulating door 1a is placed, and its main component is formed of a ceramic material such as alumina. That is, the main components of the hearth 3 are members made of ceramic.
- the hearth 3 comprises a receiving member 3a, a leg member 3b, a fiber member 3c, a support member 3d, a pedestal member 3e and a locking pin 3f. There is. A plurality of these members are provided as shown in FIGS. 1 and 3.
- the receiving member 3 a and the leg member 3 b are main parts of the hearth 3.
- the receiving member 3a is a square rod-like member in contact with the object to be treated X, and is formed of a ceramic material such as alumina.
- the receiving members 3a extend in the depth direction (horizontal direction) of the carburizing chamber S, and are provided in three rows at predetermined intervals in the width direction (horizontal direction) of the carburizing chamber S. Further, as shown in FIG. 1, three receiving members 3a are connected in the depth direction. That is, in the hearth 3, three receiving members 3a are arranged in each of the depth direction and the width direction (nine in total).
- the leg member 3b is a square rod-shaped member whose longitudinal direction is set in the vertical direction (vertical direction), and is formed of a ceramic material such as alumina.
- the leg member 3b penetrates the heat insulating container 2, and the upper end abuts on the receiving member 3a and the lower end abuts on the pedestal member 3e.
- Four leg members 3b are provided in each row of the receiving members 3a so as to abut on the respective end portions of the receiving members 3a.
- this leg member 3b is a hollow square rod, and the fiber member 3c is filled inside.
- the fiber member 3c is formed by bundling fibers made of a ceramic material such as glass.
- the support member 3 d is a metal member fixed by welding to the inner surface of the chamber 1 and having a rectangular opening 3 g opened upward.
- the rectangular opening 3g is formed in a shape in which the lower end of the leg member 3b is detachably fitted. That is, in the hearth 3, the receiving member 3 a and the leg member 3 b which are main components are provided detachably to the chamber 1.
- the pedestal member 3e is a rectangular plate-like member (metal member) fixed by welding at a position separated from the inner surface of the chamber 1 by a predetermined dimension in the rectangular opening 3g. That is, in the hearth 3, a sealed space M is formed by the inner surface of the chamber 1, the support member 3d and the pedestal member 3e. Therefore, the leg members 3 b face the inner surface of the chamber 1 with the sealed space M interposed therebetween.
- the locking pin 3f is a thin line-like member that engages the receiving member 3a and the leg member 3b. As shown in FIG. 4, a rectangular convex portion 3h is formed at the lower center of the receiving member 3a, and a rectangular concave portion 3i fitted to the rectangular convex portion 3h is formed at the upper end of the leg member 3b. Further, through holes 3j are formed in the rectangular convex portion 3h and the rectangular concave portion 3i at mutually coincident positions. The receiving member 3a and the leg member 3b are engaged by inserting the locking pin 3f into the through hole 3j.
- the size of the through hole 3j is slightly larger than the thickness of the locking pin 3f.
- the receiving member 3a and the leg member 3b are not in firm engagement with each other, but in a state with a certain amount of play, that is, in a state in which mutual movement is possible.
- a stop pin 3 f is formed of a metal such as molybdenum (Mo) whose mechanical properties do not relatively deteriorate even in a high temperature environment.
- the plurality of carburizing gas introduction pipes 4 are pipes for introducing carburizing gas such as acetylene into the carburizing chamber S, and the leading end thereof opens into the carburizing chamber S and the rear end thereof communicates with the carburizing gas supply source 5 .
- the carburizing gas supply source 5 discharges a carburizing gas having a predetermined flow rate to the carburizing gas introduction pipe 4. That is, in the carburizing chamber S, the carburizing gas whose flow rate is set by the carburizing gas supply source 5 is supplied.
- the plurality of heaters 6 are rod-like heat sources extending in the horizontal direction as shown in FIG. 3, and are provided at upper and lower portions inside the heat insulation container 2 at predetermined intervals.
- the plurality of heaters 6 are formed by housing a rod-shaped heating element in a ceramic straight pipe, and heat the object X in the carburizing chamber S to a predetermined temperature (heating temperature).
- heating conditions such as this heating temperature and heating time, are suitably set based on the objective of the carburizing process, the material of the to-be-processed object X, etc.
- the exhaust pipe 7 is a pipe whose one end opens into the carburizing chamber S and the other end is connected to the suction port of the exhaust pump 8.
- the exhaust pump 8 exhausts the gas in the carburizing chamber S (carburizing gas, pyrolysis gas obtained by thermal decomposition of the carburizing gas, etc.) out of the carburizing chamber S via the exhaust pipe 7.
- the displacement of the exhaust pump 8 is appropriately set in accordance with the purpose of the carburizing treatment, the material of the object to be treated X, and the like.
- the pair of stirring blades 9 is provided in the upper portion inside the heat insulation container 2 (position closer to the object X than the heater 6) so that the rotation axis direction coincides with the vertical direction (vertical direction).
- the stirring blade 9 is driven by the stirring motor 10 to stir the gas in the carburizing chamber S.
- the pair of stirring motors 10 is a rotational drive source provided at the upper part of the chamber 1 so that the output shaft coincides with the vertical direction (vertical direction).
- the output shaft of the stirring motor 10 is axially connected to the rotation shaft of the stirring blade 9 located in the chamber 1 so as not to impair the airtightness (sealability) of the chamber 1.
- thermocouples 11 are discretely arranged so as to surround the object X in the carburizing chamber S, as shown in FIG.
- the thermocouple 11 detects the ambient temperature in the carburizing chamber S that is equal to the surface temperature of the object X, and outputs the detection result to the control panel.
- the carburizing apparatus is provided with a dedicated control panel (control device).
- the control panel includes an operation unit through which the user sets and inputs various conditions for carburizing, and drive units such as a carburizing gas supply source 5, a heater 6, and an exhaust pump 8 based on a control program stored in advance.
- drive units such as a carburizing gas supply source 5, a heater 6, and an exhaust pump 8 based on a control program stored in advance.
- a control unit configured to execute a carburizing process on the object to be treated X based on the setting information and the detected temperature of the thermocouple 11 by performing control.
- the operation of the carburizing apparatus is mainly executed by the control panel based on the setting information and the detected temperature of the thermocouple 11.
- the to-be-processed object X is mounted on the hearth 3 by the external conveyance apparatus in the state in which the heat insulation door 1a was open
- the atmosphere in the carburizing chamber S (the atmosphere around the object to be treated X) is reduced to a predetermined vacuum state (pressure state) by the exhaust pump 8 operating to exhaust the air in the carburizing chamber S to the outside
- the heater 6 operates to heat the surface temperature of the object X to a predetermined temperature (carburizing temperature).
- the exhaust pump 8 temporarily stops its operation. Therefore, the surface temperature of the object to be treated X is gradually raised over a fixed time in a pressure environment with a constant temperature by controlling the heater 6 based on the detection result of the thermocouple 11 to a carburizing temperature To reach.
- the carburizing gas supply source 5 With the surface temperature of the object X being stabilized at the carburizing temperature, the carburizing gas supply source 5 is operated, whereby the carburizing gas of a predetermined flow rate is continuously supplied to the carburizing chamber S through the carburizing gas introduction pipes 4 Introduced to On the other hand, the exhaust pump 8 resumes its operation in response to the operation of the carburizing gas supply source 5, and exhausts the gas in the carburizing chamber S to the outside through the respective exhaust pipes 7.
- the simultaneous operation of the carburizing gas supply source 5 and the exhaust pump 8 maintains the degree of vacuum (pressure) in the carburizing chamber S at a predetermined pressure (carburizing pressure). That is, a balance is maintained between the introduction amount of carburizing gas continuously introduced into the carburizing chamber S from each carburizing gas introducing pipe 4 and the exhaust amount of gas exhausted from the carburizing chamber S to the outside through each exhaust pipe 7. As a result, the pressure in the carburizing chamber S maintains a predetermined carburizing pressure.
- the state in which the carburizing pressure is maintained continues for a predetermined time (carburizing time), whereby the carbon atoms (C) generated by the thermal decomposition of the carburizing gas are treated from the surface of the article X to be treated Gradually penetrate into X.
- a carburized layer having a predetermined depth is formed in the vicinity of the surface of the object X to be treated. That is, the carburizing depth of the object X is mainly controlled by the carburizing time.
- carburizing gas in addition to acetylene (C 2 H 2 ), hydrocarbons such as methane (CH 4 ) are generally used.
- carbon atoms (C) and hydrogen gas (H 2 ) are generated.
- the carbon atom (C) contributes to the carburization of the object X, and the hydrogen gas (H 2 ) is exhausted from the exhaust pipe 7 out of the carburizing chamber S as an excess gas, but the carbon atom (C) and hydrogen gas (H 2 ) exhibits strong activity at the carburizing temperature, and thus degrades each member in the carburizing chamber S.
- each member in the carburizing chamber S is also deteriorated by being exposed to a carburizing temperature of 500 ° C. or more.
- Particularly susceptible members are the hearth 3 located in the vicinity of the object X, particularly the receiving member 3a and the leg member 3b which are the main components. And the main parts of such hearth 3 are replacement parts replaced at the time of maintenance.
- replacement parts of such carburizing apparatus in the conventional carburizing apparatus, since the main parts of the hearth are formed of metal materials (heat resistant steel etc.), other replacement parts such as heat insulation containers formed of ceramic materials And the degree of progress of deterioration was different.
- the main parts (the receiving member 3a and the leg members 3b) of the hearth 3 are formed of the ceramic material as in the heat exchange container 2 and other replacement parts, It is possible to make the replacement time of the main parts on the floor 3 and the replacement time of other replacement parts substantially the same. Therefore, according to the carburizing apparatus which concerns on this embodiment, it is possible to make maintenance simpler than before.
- the leg members 3b are configured to be removable from the chamber 1, so that the workability in replacing the leg members 3b is good. Further, since the receiving member 3a and the leg member 3b can be easily separated by removing the locking pin 3f, the maintainability of the receiving member 3a and the leg member 3b is good.
- the hearth 3 in the present embodiment faces the inner surface of the chamber 1 in a state in which the lower end of the leg member 3 b does not directly contact the inner surface of the chamber 1 but sandwiches the sealed space M functioning as a heat insulation space. Therefore, it is possible to suppress heat in carburizing chamber S from escaping to the outside through leg member 3 b and chamber 1.
- leg member 3b is formed hollow and the fiber member 3c made of a ceramic material is filled inside, heat conduction of the leg member 3b can be made in comparison with the case where the leg member 3b is formed solid. It is possible to suppress. This also makes it possible to suppress the heat in the carburizing chamber S from escaping to the outside through the leg member 3 b and the chamber 1.
- the present invention is not limited to the said embodiment, For example, the following modifications are considered.
- the main parts (receiving member 3a and leg member 3b) of hearth 3 were formed with a ceramic material as a whole, the present invention is not limited to this.
- At least the surface of the main parts of the hearth 3 may be made of a ceramic material.
- a ceramic coating to the surface of a base material made of a metal material, it is conceivable to use only the surface of the main components of the hearth 3 as a ceramic material.
- the material of the pair of stirring blades 9 located inside the heat insulation container 2 and above the object to be treated X is not particularly limited, but is preferably made of a ceramic material.
- the pair of stirring blades 9 is also placed in an environment substantially similar to the main components of the hearth 3, so that the replacement time can be made the same as the main components of the hearth 3 by being made of a ceramic material.
- the pair of stirring blades 9 and the pair of stirring motors 10 are not necessarily required, and may be deleted.
- the receiving members 3a are provided in three rows in the width direction of the carburizing chamber S, but the present invention is not limited to this.
- the receiving members 3a may be provided in two rows separated by a predetermined distance.
- three receiving members 3a are provided in the depth direction of the carburizing chamber S, one longer receiving member 3a may be provided instead.
- the carburizing conditions are not specifically limited in the above embodiment, but the carburizing conditions may be changed depending on the purpose of carburizing, the material of the object to be treated X, and the like. However, in the case of using acetylene as a carburizing gas, it is preferable to set the carburizing pressure to 1 kPa or less and the carburizing temperature to about 1000 ° C.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Muffle Furnaces And Rotary Kilns (AREA)
Abstract
本発明の浸炭装置は、被処理物に浸炭処理を施す浸炭装置であって、炉体(1)と、前記炉体内に設けられる断熱容器(2)と、前記断熱容器内に設けられ、前記被処理物が載置される炉床(3)と、前記断熱容器内に設けられる熱源(6)と、を備え、前記炉床の主要部品、前記熱源及び前記断熱容器の少なくとも表面がセラミックス材から形成される。
Description
本発明は、浸炭装置に関する。
本願は、2014年4月23日に日本に出願された特願2014-089207号に基づき優先権を主張し、その内容をここに援用する。
本願は、2014年4月23日に日本に出願された特願2014-089207号に基づき優先権を主張し、その内容をここに援用する。
下記特許文献1には、浸炭装置の一形態である真空浸炭炉が開示されている。この真空浸炭炉においては、炉体の内部にワーク(被処理物)を取り囲むようにセラミックス製の断熱材を設ける。また、炉体内の下部に浸炭対象物であるワークが載置される炉床を設け、炉体内の上部からワークの左右側方にかけてセラミックス製のラジアントチューブ(熱源)を設ける。このような真空浸炭炉では、炉体内に炭化水素系ガスを浸炭ガスとして供給し、かつ炉体内を500~600℃の高温環境下とすることにより、浸炭ガスが熱分解して得られる炭素をワークの表面に浸入(浸炭)させる。
ところで、炉体内の断熱材及びラジアントチューブは形状が比較的単純なためセラミックス製である。一方、炉床は、形状が比較的複雑であり、よって加工性の関係で一般に金属製である。すなわち、従来の浸炭装置においては、炉体内の部品が異なる材料で構成されているために部品の耐久性(耐用年数)が材料毎に異なり、よって材料毎に部品のメンテナンスサイクルが異なる。
しかしながら、このように材料毎に部品のメンテナンスサイクルが異なると、メンテナンス計画が煩雑になるので、使い勝手の面で課題を有していた。浸炭装置を稼働させて各種ワークの処理を行っているユーザーからは、浸炭装置の稼働率を少しでも向上させるために、メンテナンスを簡便にすることが強く要望されている。
本発明は、上述した事情に鑑みてなされたものであり、従来よりもメンテナンスが簡便である浸炭装置を提供することを目的とする。
本発明の第一の態様は、被処理物に浸炭処理を施す浸炭装置であって、炉体と、前記炉体内に設けられる断熱容器と、前記断熱容器内に設けられ、前記被処理物が載置される炉床と、前記断熱容器内に設けられる熱源と、を備え、前記炉床の主要部品、前記熱源及び前記断熱容器の少なくとも表面がセラミックス材から形成される。
本発明の第二の態様は、上記第一の態様に係る浸炭装置において、前記炉床は、前記被処理物が直接載置されるセラミックス製の受け部材と、前記断熱材を貫通して設けられ、一端が前記受け部材に接続されると共に他端が前記炉体に接続されるセラミックス製の脚部材と、を前記主要部品として備え、前記脚部材は、中空に形成され、内部にセラミックス材からなる繊維部材が充填されている。
本発明の第三の態様は、上記第二の態様に係る浸炭装置において、前記脚部材は、前記炉体に対して着脱自在に接続されている。
本発明の第四の態様は、上記第二または第三の態様に係る浸炭装置において、前記脚部材は、密閉空間を挟んで前記炉体に対向している。
本発明の第五の態様は、上記第二~第四のいずれかの態様に係る浸炭装置において、前記受け部材は、前記脚部材に対して着脱自在に接続されている。
本発明の第六の態様は、上記第五の態様に係る浸炭装置において、前記受け部材と前記脚部材とは、各々に設けられた貫通孔に止めピンを挿入することにより接続されている。
本発明によれば、熱源、断熱材及び炉床の少なくとも表面がセラミックス材から形成されるので、従来よりもメンテナンスが簡便な浸炭装置を提供することができる。
以下、図面を参照して、本発明の一実施形態について説明する。
本実施形態に係る浸炭装置は、図1に示すように、チャンバー1(炉体)、断熱容器2、炉床3、複数の浸炭ガス導入パイプ4、浸炭ガス供給源5、複数の加熱ヒータ6、排気管7、排気ポンプ8、一対の攪拌翼9、一対の攪拌モータ10及び複数の熱電対11等を備えている。
本実施形態に係る浸炭装置は、図1に示すように、チャンバー1(炉体)、断熱容器2、炉床3、複数の浸炭ガス導入パイプ4、浸炭ガス供給源5、複数の加熱ヒータ6、排気管7、排気ポンプ8、一対の攪拌翼9、一対の攪拌モータ10及び複数の熱電対11等を備えている。
チャンバー1は、図1及び図2に示すように、直方体形状の本体容器であり、一側面に断熱ドア1aが設けられている。この断熱ドア1aは、チャンバー1内に被処理物Xを出し入れするための開閉扉である。断熱ドア1aは、鉛直に立設されていると共に鉛直方向(上下方向)にスライドすることによりチャンバー1内を外部に対して開放あるいは閉鎖する。また、この断熱ドア1aは、内側に断熱材が設けられているため断熱性能を併せ持つ。
断熱容器2は、図1及び図3に示すように、チャンバー1内に設けられた直方体形状の容器であり、所定の断熱性能を有する断熱材(セラミックス材)から形成されている。このような断熱容器2の内部空間は、被処理物Xを収容し、浸炭処理を施す浸炭室Sである。浸炭室Sには、断熱ドア1aを介して被処理物X(浸炭対象物)が搬入される。なお、本実施形態では、断熱ドア1aに平行な水平方向をチャンバー1(浸炭室S)の幅方向とし、断熱ドア1aに垂直な水平方向をチャンバー1(浸炭室S)の奥行き方向とする。
炉床3は、本実施形態に係る浸炭装置の最も特徴的な構成要素であり、図1及び図3に示すように、断熱容器2の内側かつ下部に備えられている。この炉床3は、断熱ドア1aを介して外部から搬入された被処理物Xが載置される載置台であり、主要部品がアルミナ等のセラミックス材から形成されている。すなわち、炉床3の主要部品はセラミックス製の部材である。
図1及び図3に加えて図4を参照してさらに詳しく説明すると、炉床3は、受け部材3a、脚部材3b、繊維部材3c、支持部材3d、台座部材3e及び止めピン3fを備えている。なお、これら各部材は、図1及び図3に示すように複数設けられている。また、受け部材3a及び脚部材3bは、炉床3の主要部品である。
受け部材3aは、被処理物Xと当接する角棒状の部材であり、アルミナ等のセラミックス材から形成されている。この受け部材3aは、浸炭室Sの奥行き方向(水平方向)に延びると共に、浸炭室Sの幅方向(水平方向)に所定間隔をあけて3列に設けられている。また、図1に示すように、受け部材3aは、奥行き方向において3本が連接されている。すなわち、この炉床3では、受け部材3aが奥行き方向及び幅方向ともに各々3本づつ(合計9本)配列されている。
脚部材3bは、長手方向が鉛直方向(上下方向)に設定された角棒状の部材であり、アルミナ等のセラミックス材から形成されている。この脚部材3bは、断熱容器2を貫通し、上端が受け部材3aに当接すると共に下端が台座部材3eに当接する。この脚部材3bは、受け部材3aの各端部に当接するように受け部材3aの各列に4本設けられている。また、この脚部材3bは、中空状の角棒であり、内部に繊維部材3cが充填されている。この繊維部材3cは、ガラス等のセラミックス材からなる繊維を束ねて形成される。
支持部材3dは、チャンバー1の内面に溶接固定されると共に、上方に向けて開口する矩形開口3gが形成された金属部材である。矩形開口3gは、脚部材3bの下端が挿抜自在に嵌合する形状に形成されている。すなわち、この炉床3では、主要部品である受け部材3a及び脚部材3bがチャンバー1に対して着脱自在に設けられている。
台座部材3eは、矩形開口3g内においてチャンバー1の内面から所定寸法だけ離間した位置に溶接固定された矩形の板状部材(金属部材)である。すなわち、この炉床3では、チャンバー1の内面、支持部材3d及び台座部材3eによって密閉空間Mが形成されている。したがって、脚部材3bは、密閉空間Mを挟んでチャンバー1の内面と対向する。
止めピン3fは、受け部材3aと脚部材3bとを係合させる細線状部材である。図4に示すように、受け部材3aの下側の中央には矩形凸部3hが形成され、脚部材3bの上端には矩形凸部3hに嵌合する矩形凹部3iが形成されている。また、矩形凸部3h及び矩形凹部3iには、互いに符合する位置に貫通孔3jが形成されている。止めピン3fを、この貫通孔3jに挿通することにより、受け部材3aと脚部材3bとを係合させる。
貫通孔3jの大きさは、止めピン3fの太さよりも多少大きい。
これによって受け部材3aと脚部材3bとは、機械的に固く係合しているのではなく、ある程度の遊びを持った状態、つまり相互の移動が可能な状態で係合している。なお、このような止めピン3fは、高温環境下でも機械的特性が比較的低下しないモリブデン(Mo)等の金属から形成されている。
これによって受け部材3aと脚部材3bとは、機械的に固く係合しているのではなく、ある程度の遊びを持った状態、つまり相互の移動が可能な状態で係合している。なお、このような止めピン3fは、高温環境下でも機械的特性が比較的低下しないモリブデン(Mo)等の金属から形成されている。
複数の浸炭ガス導入パイプ4は、アセチレン等の浸炭ガスを浸炭室S内に導入するための管路であり、先端が浸炭室S内に開口すると共に後端が浸炭ガス供給源5に連通する。
浸炭ガス供給源5は、所定流量の浸炭ガスを浸炭ガス導入パイプ4に吐出する。すなわち、浸炭室S内には、浸炭ガス供給源5によって流量設定された浸炭ガスが供給される。
浸炭ガス供給源5は、所定流量の浸炭ガスを浸炭ガス導入パイプ4に吐出する。すなわち、浸炭室S内には、浸炭ガス供給源5によって流量設定された浸炭ガスが供給される。
複数の加熱ヒータ6は、図3に示すように水平方向に延びる棒状の熱源であり、断熱容器2の内側の上部及び下部に所定間隔で設けられている。これら複数の加熱ヒータ6は、セラミックス製の直管の内部に棒状の発熱体を収納することにより形成され、浸炭室S内の被処理物Xを所定温度(加熱温度)まで加熱する。なお、この加熱温度や加熱時間等の加熱条件は、浸炭処理の目的や被処理物Xの材質等に基づいて適宜設定される。
排気管7は、一端が浸炭室S内に開口し、他端が排気ポンプ8の吸引口に接続された管路である。排気ポンプ8は、排気管7を介して浸炭室S内のガス(浸炭ガスや、浸炭ガスが熱分解した熱分解ガス等)を浸炭室S外に排気する。排気ポンプ8の排気量は、浸炭処理の目的や被処理物Xの材質等に応じて適宜設定される。
一対の攪拌翼9は、断熱容器2の内側の上部(加熱ヒータ6よりも被処理物Xに近い位置)に、回転軸方向が鉛直方向(上下方向)と一致するように設けられている。この攪拌翼9は、攪拌モータ10によって駆動されることによって浸炭室S内のガスを攪拌する。一対の攪拌モータ10は、出力軸が鉛直方向(上下方向)と一致するようにチャンバー1の上部に設けられた回転駆動源である。攪拌モータ10の出力軸は、チャンバー1内に位置する攪拌翼9の回転軸に対して、チャンバー1の気密性(シール性)を損なわないように軸結合している。
複数の熱電対11は、図3に示すように、浸炭室S内において被処理物Xを取り囲むように離散配置されている。熱電対11は、被処理物Xの表面温度と同等な浸炭室S内の雰囲気温度を検出し、検出結果を制御盤に出力する。
図1~図4には示されていないが、本実施形態に係る浸炭装置は、専用の制御盤(制御装置)を備えている。この制御盤は、ユーザーが浸炭処理における各種条件を設定入力する操作部と、内部に予め記憶された制御プログラムに基づいて浸炭ガス供給源5、加熱ヒータ6及び排気ポンプ8等の各駆動部を制御することにより、被処理物Xに対して設定情報及び熱電対11の検出温度に基づいた浸炭処理を実行させる制御部と、を備えている。
次に、このように構成された浸炭装置の動作(浸炭処理方法)について詳しく説明する。なお、この浸炭装置の動作は、制御盤により、設定情報及び熱電対11の検出温度に基づいて主体的に実行される。
被処理物Xは、断熱ドア1aが開放された状態で外部の搬送装置によって炉床3上に載置される。この際、被処理物Xは、バスケットやトレー等の収納容器内に収納された状態で炉床3上に載置される。そして、断熱ドア1aが閉鎖されることによって浸炭室S内が密閉空間となる。
排気ポンプ8が作動して浸炭室S内の空気が外部に排気されることによって浸炭室S内の雰囲気(被処理物Xの周囲雰囲気)が所定の真空状態(圧力状態)まで減圧されると、加熱ヒータ6が作動して被処理物Xの表面温度が所定温度(浸炭温度)まで加熱される。なお、この被処理物Xの加熱時において、排気ポンプ8は作動を一旦停止する。したがって、被処理物Xの表面温度は、熱電対11の検出結果に基づいて加熱ヒータ6が制御されることによって、温度一定の圧力環境下で一定時間を掛けて徐々に上昇して浸炭温度まで到達する。
被処理物Xの表面温度が浸炭温度にて安定した状態で、浸炭ガス供給源5が作動することによって、所定流量の浸炭ガスが各浸炭ガス導入パイプ4を介して浸炭室S内に連続的に導入される。一方、排気ポンプ8は、浸炭ガス供給源5の作動に呼応するように作動を再開して、浸炭室S内のガスを各排気管7を介して外部に排気する。
浸炭ガス供給源5及び排気ポンプ8の同時作動によって、浸炭室S内の真空度(圧力)は所定圧力(浸炭圧力)に維持される。すなわち、各浸炭ガス導入パイプ4から浸炭室S内に連続導入される浸炭ガスの導入量と各排気管7を介して浸炭室S内から外部に排気されるガスの排出量とのバランスが維持されることによって、浸炭室S内の圧力は所定の浸炭圧力を維持する。
そして、浸炭圧力が維持された状態が所定の時間(浸炭時間)に亘って継続することによって、浸炭ガスが熱分解して発生した炭素原子(C)が被処理物Xの表面から被処理物X内に徐々に浸入する。この結果、被処理物Xの表面近傍に所定深さ(浸炭深さ)の浸炭層が形成される。すなわち、被処理物Xの浸炭深さは、浸炭時間によって主にコントロールされる。
ここで、浸炭ガスとしては、アセチレン(C2H2)の他にメタン(CH4)等の炭化水素が一般的に使用される。このような浸炭ガスが熱分解すると、炭素原子(C)と水素ガス(H2)とが生成される。そして、炭素原子(C)が被処理物Xの浸炭に寄与し、水素ガス(H2)は余剰ガスとして排気管7から浸炭室S外に排気されるが、炭素原子(C)及び水素ガス(H2)は、浸炭温度下において強い活性を示すので浸炭室S内の各部材を劣化させる。また、浸炭室S内の各部材は、500℃以上の浸炭温度に曝されることによっても劣化する。
特に劣化し易い部材は、被処理物Xの近傍に位置する炉床3、特に主要部品である受け部材3a及び脚部材3bである。そして、このような炉床3の主要部品は、メンテナンス時に交換される交換部品である。このような浸炭装置の交換部品について、従来の浸炭装置では、炉床の主要部品が金属材料(耐熱鋼等)から形成されていたので、セラミックス材から形成された断熱容器等、他の交換部品とは劣化の進行度合いが異なっていた。
これに対して、本実施形態に係る浸炭装置では、炉床3の主要部品(受け部材3a及び脚部材3b)を断熱容器2等、他の交換部品と同様にセラミックス材から形成したので、炉床3における主要部品の交換時期と他の交換部品の交換時期とを略同一時期にすることが可能である。したがって、本実施形態に係る浸炭装置によれば、従来よりもメンテナンスを簡便にすることが可能である。
また、本実施形態における炉床3では、脚部材3bがチャンバー1に対して着脱自在に構成されているので、脚部材3bを交換する場合の作業性が良い。また、止めピン3fを抜くことによって受け部材3aと脚部材3bとを容易に分離することができるので、受け部材3a及び脚部材3bのメンテナンス性が良い。
また、本実施形態における炉床3は、脚部材3bの下端がチャンバー1の内面に直接当接するのではなく、断熱空間として機能する密閉空間Mを挟んだ状態でチャンバー1の内面に対向する。したがって、浸炭室S内の熱が脚部材3b及びチャンバー1を介して外部に逃げることを抑制することが可能である。
また、脚部材3bが中空に形成され、また内部にセラミックス材からなる繊維部材3cが充填されているので、脚部材3bが中実に形成された場合に比較して、脚部材3bの熱伝導を抑制することが可能である。これによっても浸炭室S内の熱が脚部材3b及びチャンバー1を介して外部に逃げることを抑制することが可能である。
なお、本発明は上記実施形態に限定されるものではなく、例えば以下のような変形例が考えられる。
(1)上記実施形態では、炉床3の主要部品(受け部材3a及び脚部材3b)を全体としてセラミックス材で形成したが、本発明はこれに限定されない。炉床3の主要部品の少なくとも表面をセラミックス材から構成すればよい。例えば、金属材からなる母材の表面にセラミックスコーティングを施すことによって、炉床3の主要部品の表面のみをセラミックス材とすることが考えられる。
(1)上記実施形態では、炉床3の主要部品(受け部材3a及び脚部材3b)を全体としてセラミックス材で形成したが、本発明はこれに限定されない。炉床3の主要部品の少なくとも表面をセラミックス材から構成すればよい。例えば、金属材からなる母材の表面にセラミックスコーティングを施すことによって、炉床3の主要部品の表面のみをセラミックス材とすることが考えられる。
(2)上記実施形態では、断熱容器2の内側かつ被処理物Xの上方に位置する一対の攪拌翼9については材料を特に限定しなかったが、セラミックス材から構成することが好ましい。一対の攪拌翼9も炉床3の主要部品とほぼ同様な環境下に置かれるので、セラミックス材から構成することによって、交換時期を炉床3の主要部品と同一にすることができる。なお、一対の攪拌翼9及び一対の攪拌モータ10については、必ずしも必要なものではなく、削除してもよい。
(3)上記実施形態では、受け部材3aが浸炭室Sの幅方向に3列に設けられているが、本発明はこれに限定されない。受け部材3aを、所定間隔を隔てた2列に設けてもよい。また、浸炭室Sの奥行き方向に3本の受け部材3aを設けたが、これに代えてより長尺な1本の受け部材3aを設けてもよい。
(4)上記実施形態では浸炭条件を具体的に限定しなかったが、この浸炭条件は浸炭の目的や被処理物Xの材質等によって変わり得る。しかし、アセチレンを浸炭ガスとして用いる場合には、浸炭圧力を1kPa以下、また浸炭温度を1000℃付近とすることが好ましい。
本発明によれば、従来よりもメンテナンスが簡便な浸炭装置を提供することができる。
1 チャンバー(炉体)
2 断熱容器
3 炉床
3a 受け部材
3b 脚部材
3c 繊維部材
3d 支持部材
3e 台座部材
3f 止めピン
4 浸炭ガス導入パイプ
5 浸炭ガス供給源
6 加熱ヒータ
7 排気管
8 排気ポンプ
9 攪拌翼
10 攪拌モータ
11 熱電対
M 密閉空間
X 被処理物
2 断熱容器
3 炉床
3a 受け部材
3b 脚部材
3c 繊維部材
3d 支持部材
3e 台座部材
3f 止めピン
4 浸炭ガス導入パイプ
5 浸炭ガス供給源
6 加熱ヒータ
7 排気管
8 排気ポンプ
9 攪拌翼
10 攪拌モータ
11 熱電対
M 密閉空間
X 被処理物
Claims (7)
- 被処理物に浸炭処理を施す浸炭装置であって、
炉体と、
前記炉体内に設けられる断熱容器と、
前記断熱容器内に設けられ、前記被処理物が載置される炉床と、
前記断熱容器内に設けられる熱源と、
を備え、
前記炉床の主要部品、前記熱源及び前記断熱容器の少なくとも表面がセラミックス材から形成される浸炭装置。 - 前記炉床は、
前記被処理物が直接載置されるセラミックス製の受け部材と、
前記断熱容器を貫通して設けられ、一端が前記受け部材に接続されると共に他端が前記炉体に接続されるセラミックス製の脚部材と、を前記主要部品として備え、
前記脚部材は、中空に形成され、内部にセラミックス材からなる繊維部材が充填されている請求項1に記載の浸炭装置。 - 前記脚部材は、前記炉体に対して着脱自在に接続されている請求項2に記載の浸炭装置。
- 前記脚部材は、密閉空間を挟んで前記炉体に対向している請求項2に記載の浸炭装置。
- 前記脚部材は、密閉空間を挟んで前記炉体に対向している請求項3に記載の浸炭装置。
- 前記受け部材は、前記脚部材に対して着脱自在に接続されている請求項2~5のいずれか一項に記載の浸炭装置。
- 前記受け部材と前記脚部材とは、各々に設けられた貫通孔に止めピンを挿入することにより接続されている請求項6に記載の浸炭装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016514757A JP6222878B2 (ja) | 2014-04-23 | 2015-02-25 | 浸炭装置 |
| EP15783475.5A EP3135791B1 (en) | 2014-04-23 | 2015-02-25 | Carburizing device |
| CN201580013985.4A CN106103786B (zh) | 2014-04-23 | 2015-02-25 | 渗碳装置 |
| US15/202,770 US9926621B2 (en) | 2014-04-23 | 2016-07-06 | Carburizing device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-089207 | 2014-04-23 | ||
| JP2014089207 | 2014-04-23 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/202,770 Continuation US9926621B2 (en) | 2014-04-23 | 2016-07-06 | Carburizing device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015162989A1 true WO2015162989A1 (ja) | 2015-10-29 |
Family
ID=54332161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055399 WO2015162989A1 (ja) | 2014-04-23 | 2015-02-25 | 浸炭装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9926621B2 (ja) |
| EP (1) | EP3135791B1 (ja) |
| JP (1) | JP6222878B2 (ja) |
| CN (1) | CN106103786B (ja) |
| WO (1) | WO2015162989A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019082292A (ja) * | 2017-10-31 | 2019-05-30 | Dowaサーモテック株式会社 | 熱処理設備 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015162989A1 (ja) * | 2014-04-23 | 2015-10-29 | 株式会社Ihi | 浸炭装置 |
| EP3690077A4 (en) * | 2017-09-27 | 2021-03-10 | IHI Corporation | CARBON DEVICE |
| JP7016306B2 (ja) * | 2018-08-23 | 2022-02-04 | Dowaサーモテック株式会社 | 熱処理装置 |
| CN109252132A (zh) * | 2018-11-29 | 2019-01-22 | 邢明 | 一种工业渗碳炉 |
| CN110144545A (zh) * | 2019-06-14 | 2019-08-20 | 上海颐柏科技股份有限公司 | 一种用于真空渗碳过程的变频调速装置及其调速方法 |
| CN111349882B (zh) * | 2020-04-30 | 2024-07-02 | 海盐联众紧固件有限公司 | 一种高强度推力杆防松螺母用渗碳炉 |
| CN113684442A (zh) * | 2021-08-05 | 2021-11-23 | 江苏颐柏机械有限公司 | 一种用于真空渗碳过程的变频调速装置及其调速方法 |
| CN114807826B (zh) * | 2022-02-08 | 2024-07-19 | 西安技达工业设备有限公司 | 一种中频感应渗碳炉 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60113498U (ja) * | 1984-01-09 | 1985-07-31 | 新日本製鐵株式会社 | 炉床耐火物構造 |
| JP2005195238A (ja) * | 2004-01-07 | 2005-07-21 | Murata Mfg Co Ltd | 熱処理炉 |
| JP2006112770A (ja) * | 2004-09-17 | 2006-04-27 | Nachi Fujikoshi Corp | 真空浸炭炉 |
| JP2008069404A (ja) * | 2006-09-14 | 2008-03-27 | Nachi Fujikoshi Corp | 真空浸炭炉加熱室の前処理方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62199761A (ja) | 1986-02-25 | 1987-09-03 | Ishikawajima Harima Heavy Ind Co Ltd | 鋼の熱処理方法 |
| JPH02156065A (ja) | 1988-12-09 | 1990-06-15 | Chugai Ro Co Ltd | イオン浸炭炉 |
| JP3240690B2 (ja) | 1992-06-12 | 2001-12-17 | 大同特殊鋼株式会社 | 真空炉用炉床 |
| JP3490215B2 (ja) * | 1996-04-01 | 2004-01-26 | 株式会社アルバック | イオン浸炭炉 |
| US7514035B2 (en) * | 2005-09-26 | 2009-04-07 | Jones William R | Versatile high velocity integral vacuum furnace |
| JP4458107B2 (ja) * | 2007-03-09 | 2010-04-28 | 株式会社Ihi | 真空浸炭処理方法及び真空浸炭処理装置 |
| JP5767819B2 (ja) * | 2011-02-02 | 2015-08-19 | 株式会社Ihi | プラズマ処理装置 |
| WO2015162989A1 (ja) * | 2014-04-23 | 2015-10-29 | 株式会社Ihi | 浸炭装置 |
| JP6443961B2 (ja) * | 2014-06-11 | 2018-12-26 | 株式会社Ihi | 浸炭装置 |
-
2015
- 2015-02-25 WO PCT/JP2015/055399 patent/WO2015162989A1/ja active Application Filing
- 2015-02-25 EP EP15783475.5A patent/EP3135791B1/en active Active
- 2015-02-25 CN CN201580013985.4A patent/CN106103786B/zh active Active
- 2015-02-25 JP JP2016514757A patent/JP6222878B2/ja active Active
-
2016
- 2016-07-06 US US15/202,770 patent/US9926621B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60113498U (ja) * | 1984-01-09 | 1985-07-31 | 新日本製鐵株式会社 | 炉床耐火物構造 |
| JP2005195238A (ja) * | 2004-01-07 | 2005-07-21 | Murata Mfg Co Ltd | 熱処理炉 |
| JP2006112770A (ja) * | 2004-09-17 | 2006-04-27 | Nachi Fujikoshi Corp | 真空浸炭炉 |
| JP2008069404A (ja) * | 2006-09-14 | 2008-03-27 | Nachi Fujikoshi Corp | 真空浸炭炉加熱室の前処理方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019082292A (ja) * | 2017-10-31 | 2019-05-30 | Dowaサーモテック株式会社 | 熱処理設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106103786A (zh) | 2016-11-09 |
| US9926621B2 (en) | 2018-03-27 |
| CN106103786B (zh) | 2019-01-11 |
| EP3135791A4 (en) | 2018-02-28 |
| EP3135791A1 (en) | 2017-03-01 |
| JPWO2015162989A1 (ja) | 2017-04-13 |
| JP6222878B2 (ja) | 2017-11-01 |
| EP3135791B1 (en) | 2020-01-15 |
| US20160312352A1 (en) | 2016-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015162989A1 (ja) | 浸炭装置 | |
| KR20060089184A (ko) | 감압 분위기의 탄소농도 측정장치 | |
| JP6171090B2 (ja) | 熱処理装置 | |
| WO2016013360A1 (ja) | 浸炭装置 | |
| JP2006299378A (ja) | 熱処理装置と蒸着処理装置の複合装置 | |
| JP6407420B2 (ja) | 熱処理装置 | |
| JP2019183225A (ja) | 熱処理方法及び熱処理治具 | |
| US20170254592A1 (en) | Thermal treatment device | |
| JP6443961B2 (ja) | 浸炭装置 | |
| US9528764B2 (en) | Modular heat treatment system | |
| JP2007271167A (ja) | 加熱処理装置及び加熱処理方法 | |
| JP4547664B2 (ja) | 真空浸炭炉及び浸炭用ガス排気方法 | |
| JP4876279B2 (ja) | 熱処理炉 | |
| JP2014231637A (ja) | 連続真空浸炭炉及び連続浸炭処理方法 | |
| JP4982726B2 (ja) | 熱処理炉 | |
| JP2022042560A (ja) | 熱処理炉および熱処理炉を用いた無機材料の製造方法 | |
| JP2014154682A (ja) | 重合膜成膜装置のクリーニング方法および重合膜成膜装置 | |
| JP2005325371A (ja) | 真空浸炭炉 | |
| JP2016145391A (ja) | 気化装置及び成膜装置 | |
| JP6342217B2 (ja) | 凹部形成方法及び熱処理炉 | |
| JP2005299990A (ja) | 高温加熱装置 | |
| JP2016186389A (ja) | 焼成炉 | |
| JP5715717B2 (ja) | 半導体装置の製造方法、クリーニング方法および基板処理装置 | |
| JP2024009764A (ja) | 粉末焼結用加熱システム | |
| JP2019163912A (ja) | 熱処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15783475 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016514757 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015783475 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |