WO2015045547A1 - 炭化ジルコニウムのインゴット及び粉末の製造方法 - Google Patents
炭化ジルコニウムのインゴット及び粉末の製造方法 Download PDFInfo
- Publication number
- WO2015045547A1 WO2015045547A1 PCT/JP2014/067879 JP2014067879W WO2015045547A1 WO 2015045547 A1 WO2015045547 A1 WO 2015045547A1 JP 2014067879 W JP2014067879 W JP 2014067879W WO 2015045547 A1 WO2015045547 A1 WO 2015045547A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ingot
- zirconium carbide
- zirconium
- carbon
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/90—Carbides
- C01B32/914—Carbides of single elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/54—Producing shaped prefabricated articles from the material specially adapted for producing articles from molten material, e.g. slag refractory ceramic materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/653—Processes involving a melting step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/02—Conditioning the material prior to shaping
- B28B17/026—Conditioning ceramic materials
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G25/00—Compounds of zirconium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5622—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on zirconium or hafnium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62695—Granulation or pelletising
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/61—Micrometer sized, i.e. from 1-100 micrometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/10—Solid density
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/90—Other properties not specified above
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
- C04B2235/662—Annealing after sintering
- C04B2235/664—Reductive annealing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/95—Products characterised by their size, e.g. microceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Definitions
- the present invention relates to a zirconium carbide ingot and a method for producing a powder.
- Zirconium carbide is a chemically stable material with a high melting point, high hardness, high electrical conductivity and high thermal shock resistance. Therefore, it is used for high-temperature structural materials, carbide tool materials, field emission cathode materials, etc. by taking advantage of this characteristic. In addition, it is a material that has many possibilities, such as being used for winter clothes with high heat retention, because it also has the property of converting near-infrared rays of sunlight into thermal energy efficiently and reflecting far-infrared rays.
- zirconium carbide mainly (i) combustion synthesis reaction of metallic zirconium and carbon, and (ii) endothermic carbothermal reduction method of zirconium oxide are known.
- combustion synthesis reaction of metallic zirconium and carbon mainly (i) combustion synthesis reaction of metallic zirconium and carbon, and (ii) endothermic carbothermal reduction method of zirconium oxide are known.
- endothermic carbothermal reduction method of zirconium oxide mainly (i) combustion synthesis reaction of metallic zirconium and carbon, and (ii) endothermic carbothermal reduction method of zirconium oxide are known.
- both of the above two manufacturing methods have room for improvement as described below.
- the raw material metal zirconium is chlorinated to obtain zirconium tetrachloride using the natural mineral zircon (ZrSiO 4 ) as a starting material, and then reduced with a reducing metal such as magnesium metal. Can be obtained.
- a reducing metal such as magnesium metal.
- excess metal magnesium is required, and further, a step of separating the metal magnesium after the reaction is required, which causes a problem that the manufacturing cost increases.
- the endothermic carbothermal reduction method (ii) is a method of obtaining zirconium carbide by reducing oxygen of zirconium oxide with carbon (Patent Document 1, Non-Patent Documents 1 to 3, etc.).
- Patent Literatures 2 and 3 are related to zirconium carbide, but Patent Literature 2 only describes a process for obtaining a zirconium carbide single crystal using zirconium carbide powder (commercially available) as a starting material. No mention is made of a method for producing certain zirconium carbide. Patent Document 3 describes a composite refractory of stabilized zirconium oxide and zirconium carbide, but the stabilized zirconium oxide (starting material) is reduced with carbon to obtain a composite partially containing zirconium carbide. However, it does not mention a method for producing zirconium carbide alone.
- Non-Patent Documents 1 and 2 describe a method of synthesizing zirconium carbide powder from zirconium oxide in a methane gas atmosphere using magnesium as a reducing agent.
- Non-Patent Document 3 describes a method of synthesizing zirconium carbide powder using zirconium tetrachloride as a starting material and carbon and sodium hydrogen carbonate as reducing agents.
- Zirconium carbide has market needs due to its excellent characteristics, but the market price is high, and the current manufacturing process continues to improve. If a zirconium carbide ingot can be obtained inexpensively and efficiently, a zirconium carbide powder can be easily obtained by grinding the ingot regardless of the sintering treatment. Therefore, development of a method for producing a zirconium carbide ingot inexpensively and efficiently is desired.
- the present inventor has found that the above object can be achieved by a specific production method using zirconium oxide that can be easily synthesized and carbon that can be obtained at low cost.
- the headline and the present invention were completed.
- the present invention relates to the following zirconium carbide ingot and method for producing powder.
- a zirconium carbide ingot having the following steps, characterized in that the resulting zirconium carbide ingot has a size of 50 mm or more, a density of 5.7 g / cm 3 or more, and a Vickers hardness of 1500 or more.
- Manufacturing method (1) A step of mixing zirconium oxide and carbon to obtain a mixture, wherein the mass ratio of carbon to zirconium oxide in the mixture is 15 to 20% by mass, (2) Step 2 of granulating the mixture to obtain a granulated product, (3) Step 3 for melting the granulated product with argon plasma, (4) Step 4 of gradually cooling the melt to obtain a zirconium carbide ingot.
- the manufacturing method according to item 1 wherein the zirconium carbide ingot obtained has a size of 80 mm or more, a density of 6.0 g / cm 3 or more, and a Vickers hardness of 2000 or more. 3.
- a method for producing a zirconium carbide powder comprising pulverizing a zirconium carbide ingot obtained by the production method according to item 1 or 2. 4. is not less 80mm or more the size of the ingot, and a density of 6.0 g / cm 3 or more, an ingot of zirconium carbide Vickers hardness of 2000 or more.
- the method for producing an ingot of zirconium carbide according to the present invention is inexpensive in that it uses zirconium oxide that can be easily synthesized and carbon that can be obtained at low cost as well as a high density and high hardness ingot in a high yield. Obtainable.
- zirconium carbide powder can be easily obtained by pulverizing the ingot without depending on the sintering treatment.
- FIG. 2 shows a photograph of the granulated product obtained by the granulation treatment of Example 1.
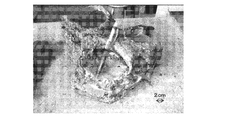
- 2 shows a photograph of a zirconium carbide ingot obtained in Example 1.
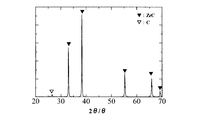
- FIG. 2 shows an XRD spectrum of zirconium carbide obtained in Example 1.
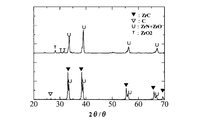
- 2 shows an XRD spectrum of the ingot obtained in Comparative Example 1. Two points of the ingot are sampled, and the two XRD spectra corresponding to each are shown separately in the upper and lower stages.
- the zirconium carbide ingot manufacturing method of the present invention includes: (1) A step of mixing zirconium oxide and carbon to obtain a mixture, wherein the mass ratio of carbon to zirconium oxide in the mixture is 15 to 20% by mass, (2) Step 2 of granulating the mixture to obtain a granulated product, (3) Step 3 for melting the granulated product with argon plasma, (4) Step of slowly cooling the melt to obtain an ingot of zirconium carbide 4,
- the obtained zirconium carbide ingot has a size of 50 mm or more, a density of 5.7 g / cm 3 or more, and a Vickers hardness of 1500 or more.
- the method for producing an ingot of zirconium carbide according to the present invention having the above-described features is inexpensive because it uses zirconium oxide that can be easily synthesized and carbon that can be obtained at low cost as well as a high-density and high-hardness ingot. It can be obtained in high yield.
- zirconium carbide powder can be easily obtained by pulverizing the ingot without depending on the sintering treatment.
- step 1 zirconium oxide and carbon are mixed to obtain a mixture.
- the mass ratio of carbon to zirconium oxide in the mixture is set to 15 to 20 mass%.
- Zirconium oxide which is a starting material, can be procured from the market.
- the average particle diameter is preferably 1 ⁇ m or more, more preferably 3 ⁇ m or more.
- Zirconium carbide can be produced even when the average particle size is less than 1 ⁇ m.
- carbon dioxide generated by the reaction of ZrO 2 + 2C ⁇ ZrC + CO 2 ⁇ Powder scattering tends to occur, and as a result, the yield of zirconium carbide may be reduced.
- the average particle diameter in this specification is a value measured with a laser diffraction particle size distribution analyzer SALD-2200 (manufactured by SHIMADZU).
- Zirconium oxide usually contains hafnium as an impurity, and its content is 2.2% by mass or less.
- the impurities are preferably less than 1% by mass, and more preferably 0.5% by mass or less.
- impurities other than hafnium are contained in an amount of 1% by mass or more, it is considered that the characteristics of zirconium carbide have an influence derived from impurities.
- the other starting material, carbon may be powdered carbon. In the case of massive carbon, the granulation process may be difficult in Step 2 described later.
- the average particle diameter of powdered carbon is not limited, but is preferably 2 mm or less, more preferably 0.5 mm or less. However, in the case of fine particles with an average particle size of 10 ⁇ m or less, it is necessary to use protective equipment, etc., since they will be scattered in the atmosphere during the granulation process in Step 2 below. Also, powder scattering due to carbon dioxide gas generated during the synthesis of zirconium carbide in Step 3 described later tends to occur.
- the amount of impurities in carbon is preferably less than 1% by mass, more preferably 0.5% by mass or less.
- impurities are contained in an amount of 1% by mass or more, it is considered that the characteristics of zirconium carbide have an influence derived from impurities.
- the mixing ratio of zirconium oxide and carbon which is the starting material, takes into account the amount of carbon burned, and the mass ratio (%) of carbon to zirconium oxide in the mixture ( ⁇ carbon mass / zirconium oxide mass ⁇ ⁇ 100) is 15 to Set to 20% by weight.
- mass ratios 16 to 19% by mass is particularly preferable, and 17 to 18% by mass is more preferable.
- the mass ratio is less than 15% by mass, the amount of carbon is insufficient due to carbon combustion and scattering, so zirconium oxide (ZrO 2 ) does not become zirconium carbide (ZrC), and zirconium nitride (ZrN) and / Or zirconium monoxide (ZrO).
- ZrO 2 zirconium oxide
- ZrN zirconium nitride
- ZrO zirconium monoxide
- the mass ratio exceeds 20 mass%, the amount of carbon becomes excessive, and carbon remains in the resulting zirconium carbide ingot, causing a decrease in density and Vickers hardness.
- the method of mixing both the raw materials of zirconium oxide and carbon is not particularly limited, and any means can be used as long as it is uniformly mixed.
- known stirrers such as a V-type mixer, a rocking mixer, and a ribbon mixer can be exemplified.
- the V-type mixer is particularly preferable in that it has a simple structure, has a small dead zone, and can be uniformly mixed.
- step 2 the mixture prepared in step 1 is granulated to obtain a granulated product.
- the purpose of granulating the mixture is to suppress arc bombardment that occurs when argon plasma is applied in step 3 to be described later and scattering of the raw material powder due to carbon dioxide gas that occurs in step 3.
- the composition of the raw material mixture is deviated, and zirconium nitride or the like is mixed in the reaction product, which may reduce the yield of zirconium carbide.
- a general dry or wet granulation method can be used.
- a wet method a spray dryer method; an electroless plating method may be used.
- a binder When obtaining a granulated product, a binder may be added as necessary.
- the binder is not particularly limited, but an organic binder is preferable to an inorganic binder from the viewpoint of impurities.
- the size of the granulated product is not limited, but is preferably about 3 to 30 mm, more preferably about 10 to 20 mm.
- the shape of the granulated product may be not only spherical but also cylindrical.
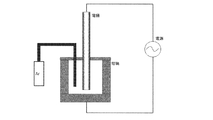
- step 3 the granulated product obtained in step 2 is melted with argon plasma.
- a known arc type electric melting furnace can be used.
- a zirconium carbide ingot cannot be synthesized with high yield. Therefore, in the present invention, melting by argon plasma is essential.
- Argon plasma can be obtained by generating plasma by filling an arc melting furnace with argon gas.
- the applied power unit is preferably about 3-30 kwh / kg, more preferably about 5-20 kwh / kg.
- Argon plasma is a very stable plasma that is also used for inductively coupled plasma emission analysis, and it is reported that the temperature reaches 8000 ° C or higher, and is extremely high. Therefore, the entire furnace can be maintained at a temperature equal to or higher than the melting point of zirconium carbide, and a zirconium carbide ingot can be obtained stably and efficiently.
- the atmospheric pressure in the furnace is not limited, and any of normal pressure, pressurization, or depressurization may be used. If necessary, coke may be added to the granulated material as a conductive material in order to promote initial energization.
- argon gas or an inert gas containing argon gas is poured into the furnace and filled.
- the inert gas containing argon gas include a mixed gas in which argon gas is mixed with at least one of helium, neon, and carbon dioxide.
- the mixing amount of helium, neon and carbon dioxide may be within the range where argon plasma can be obtained.
- helium and neon are usually expensive in view of the fact that helium and neon are expensive and preferable melting by stable argon plasma is preferable. It is preferable to use alone.
- the flow rate of argon gas or inert gas containing argon gas depends on the size of the furnace and the circulation condition of the atmosphere in the furnace, so it is difficult to set a limit in particular, but a flow rate that can stably generate argon plasma is required. .
- step 4 the melt obtained in step 3 is gradually cooled to obtain a zirconium carbide ingot.
- the slow cooling rate is not limited, but is usually about 100 to 500 ° C./hour, preferably about 100 to 300 ° C./hour. Thereby, a zirconium carbide ingot is formed.
- the slow cooling time is more preferably 30 to 50 hours.
- the temperature of the melt rapidly decreases, it is preferable to avoid rapid cooling by heating the melt in the slow cooling step.
- the ingot may be taken out from the arc type melting furnace and allowed to cool in the atmosphere to 100 ° C. or lower, preferably 50 ° C. or lower.
- the zirconium carbide ingot obtained through the above steps has a size of 50 mm or more, a density of 5.7 g / cm 3 or more, and a Vickers hardness of 1500 or more.
- the size of the ingot is the length of the longest side among the length, width, and height (thickness) of the ingot.
- a material that satisfies the physical property values is referred to as an ingot, and a material that does not satisfy one or more of the physical property values is referred to as an ingot.
- the production method of the present invention has a great advantage in that an ingot having a size of 50 mm or more (preferably 80 mm or more) can be produced without sintering.
- the theoretical density of the prior art zirconium carbide is 6.7 g / cm 3 , but the density of the ingot obtained by the production method of the present invention is 5.7 g / cm 3 or more, and in a preferred embodiment, 6.0 g / cm 3. cm 3 or more.
- the high density of zirconium carbide means that the carbon component is small and the purity of zirconium carbide is high.
- the ingot obtained by the production method of the present invention has few voids and few fracture starting points, it is considered that high hardness is exhibited.
- the Vickers hardness of the ingot obtained by the production method of the present invention is 1500 or more, and in a preferred embodiment, 2000 or more.
- the high Vickers hardness can be applied as a super hard material.
- zirconium carbide obtained by the production method of the present invention has a higher melting point than WC (tungsten carbide), which is generally used as a cemented carbide for wear-resistant products, and therefore has a wide range of applications.
- the ingot obtained by the production method of the present invention has various characteristics although it contains a slight amount of carbon.
- the theoretical carbon content of zirconium carbide is 11.6% by mass, but the carbon content of the ingot of the present invention is about 13 to 15% by mass.
- the zirconium carbide powder manufacturing method of the present invention is characterized in that the zirconium carbide ingot obtained by the above ingot manufacturing method is pulverized. As described above, since the ingot of the present invention has higher density and higher hardness than the conventional product, the zirconium carbide powder of the present invention obtained by pulverizing the ingot also has characteristics of higher density and higher hardness.
- the particle size of the zirconium carbide powder can be appropriately set according to the application, for example, 3 mm or less, and further can be set to 1 mm or less.
- the particle size can also be made uniform by classification after pulverization.
- the Vickers hardness in Examples and Comparative Examples is a value measured according to JIS 2244 (2009) using a Vickers hardness tester (HV-115 manufactured by Mitutoyo Co., Ltd.). The measurement conditions were 9.8N and 10 seconds.
- Example 1 As the zirconium oxide powder, a purity of 99.5% by mass and an average particle size of 3 ⁇ m (Daiichi Rare Element Chemical Industries, Ltd.) were used. Further, fine powder SGP (manufactured by SEC Carbon Co., Ltd.) was used as the carbon powder.
- the granulated product was a cylindrical shape with a diameter and height of about 20 mm, which was calcined at 500 ° C for 15 hours and subjected to the next electrofusion process.
- the granulated material was laid in an electric melting furnace and energized while flowing argon gas for generating argon plasma at 0.03 MPa. Electric power was applied at 110 kwh for 6 hours, and melting was performed above the melting point of zirconium carbide. After melting, the argon gas inflow was stopped, the carbon furnace was covered with a carbon lid, and the mixture was allowed to stand and gradually cooled for 30 hours to obtain a zirconium carbide ingot.
- Example 2 A zirconium carbide ingot was obtained in the same manner as in Example 1 except that 20 kg of the granulated material was used and the application time was 2 hours at an electric power of 110 kwh.
- Comparative Example 1 Zirconium oxide powder 84 kg and carbon powder 12 kg were granulated in the same manner as in Example 1 to obtain a granulated product (C / ZrO 2 mixing ratio: 14.3%).
- the conditions of the electromelting process were the same as in Example 1, and cooled after melting.
- Fig. 5 shows the XRD spectrum of the obtained ingot. Two points of the ingot are sampled, and the two corresponding XRD spectra are shown separately in the upper and lower stages.
- the ingot was a mixture of zirconium monoxide and zirconium nitride, with no zirconium carbide formed at any of the two locations sampled.
- Table 1 shows the evaluation results of the obtained ingot.
- Comparative Example 2 Zirconium oxide powder 84 kg, the carbon powder 18kg granulated in the same manner as in Example 1 to obtain granules (C / ZrO 2 mixed ratio: 21.4%).
- the conditions of the electromelting process were the same as in Example 1, and cooled after melting.
- the obtained ingot-like material remained a lot of carbon.
- Comparative Example 3 Zirconium oxide powder 84 kg and carbon powder 14.6 kg were granulated in the same manner as in Example 1 to obtain a granulated product (C / ZrO 2 mixing ratio: 17.4%).
- the size of the ingot was about 25 mm, which was 50 mm or less, and a large amount of unreacted zirconium oxide and carbon remained.
- Example 4 Zirconium oxide powder (84 kg) and carbon powder (14.6 kg) were not granulated (C / ZrO 2 mixing ratio: 17.4%) and subjected to the fusing process. Electromelting was performed under the same conditions as in Example 1.
- the zirconium carbide ingot and powder can be manufactured at low cost by the manufacturing method of the present invention and can be supplied to the market. Moreover, the zirconium carbide ingot and powder of the present invention have high hardness, and can be expected to be applied as superhard materials and their raw materials. Furthermore, since zirconium carbide has a higher melting point than WC (tungsten carbide), which is generally used for wear-resistant products as a cemented carbide, various applications can be expected under extreme conditions.
- WC tungsten carbide
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Carbon And Carbon Compounds (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14847888.6A EP3029009A4 (en) | 2013-09-24 | 2014-07-04 | Method for producing ingot and powder of zirconium carbide |
| CN201480050498.0A CN105555737A (zh) | 2013-09-24 | 2014-07-04 | 碳化锆的锭及粉末的制造方法 |
| US15/022,612 US20160229698A1 (en) | 2013-09-24 | 2014-07-04 | Method for producing ingot and powder of zirconium carbide |
| KR1020167006295A KR20160060039A (ko) | 2013-09-24 | 2014-07-04 | 탄화 지르코늄 잉곳 및 분말의 제조방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013196717A JP5896968B2 (ja) | 2013-09-24 | 2013-09-24 | 炭化ジルコニウムのインゴット及び粉末の製造方法 |
| JP2013-196717 | 2013-09-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015045547A1 true WO2015045547A1 (ja) | 2015-04-02 |
Family
ID=52742705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/067879 Ceased WO2015045547A1 (ja) | 2013-09-24 | 2014-07-04 | 炭化ジルコニウムのインゴット及び粉末の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160229698A1 (https=) |
| EP (1) | EP3029009A4 (https=) |
| JP (1) | JP5896968B2 (https=) |
| KR (1) | KR20160060039A (https=) |
| CN (1) | CN105555737A (https=) |
| WO (1) | WO2015045547A1 (https=) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10488114B1 (en) * | 2015-06-09 | 2019-11-26 | Materion Corporation | Fluid-cooled copper lid for arc furnace |
| CN107382321B (zh) * | 2017-09-25 | 2019-12-20 | 常熟理工学院 | 一种超细碳化锆粉体及其制备方法 |
| US12589508B2 (en) | 2019-08-05 | 2026-03-31 | Kawasaki Jukogyo Kabushiki Kaisha | Robot hand, robot, robot system, and transfer method |
| KR102445158B1 (ko) * | 2020-07-09 | 2022-09-22 | 한국재료연구원 | 제어된 크기, 모양, 및 다공도를 갖는 탄화 지르코늄의 제조 방법 |
| CN115041699A (zh) * | 2022-07-22 | 2022-09-13 | 华材(山东)新材料有限公司 | 一种3d打印用球形锆粉的生产方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56134599A (en) * | 1980-03-25 | 1981-10-21 | Natl Inst For Res In Inorg Mater | Preparation of zirconium carbide crystal |
| JPH0218310A (ja) * | 1988-07-05 | 1990-01-22 | Kawasaki Steel Corp | ジルコニウム系セラミック粉末の製造方法 |
| JPH08109066A (ja) * | 1994-08-01 | 1996-04-30 | Dow Corning Corp | 炭化ジルコニウム焼結体とその製法 |
| JP2006225205A (ja) * | 2005-02-17 | 2006-08-31 | Osaka Univ | 導電性ジルコニア焼結体及びその製造方法 |
| JP2007045670A (ja) * | 2005-08-10 | 2007-02-22 | Hyogo Prefecture | 金属炭化物の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0768563B2 (ja) * | 1991-05-27 | 1995-07-26 | 大同特殊鋼株式会社 | 硬質粒子分散合金粉末の製造方法 |
| JPH0753272A (ja) * | 1993-08-12 | 1995-02-28 | Agency Of Ind Science & Technol | 被覆セラミックス準微粒子、セラミックス基焼結体及びその製造法 |
| US5609695A (en) * | 1993-12-21 | 1997-03-11 | Matsushita Electric Industrial Co., Ltd. | Method for producing alloy powder of the R2 T17 system, a method for producing magnetic powder of the R2 T17 Nx system, and a high pressure heat-treatment apparatus |
| JP3977164B2 (ja) * | 2002-06-25 | 2007-09-19 | 中部電力株式会社 | プラズマ溶融装置及びプラズマ溶融方法 |
| WO2013125075A1 (ja) * | 2012-02-23 | 2013-08-29 | Jx日鉱日石金属株式会社 | ネオジム系希土類永久磁石及びその製造方法 |
-
2013
- 2013-09-24 JP JP2013196717A patent/JP5896968B2/ja active Active
-
2014
- 2014-07-04 EP EP14847888.6A patent/EP3029009A4/en not_active Withdrawn
- 2014-07-04 CN CN201480050498.0A patent/CN105555737A/zh active Pending
- 2014-07-04 US US15/022,612 patent/US20160229698A1/en not_active Abandoned
- 2014-07-04 KR KR1020167006295A patent/KR20160060039A/ko not_active Withdrawn
- 2014-07-04 WO PCT/JP2014/067879 patent/WO2015045547A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56134599A (en) * | 1980-03-25 | 1981-10-21 | Natl Inst For Res In Inorg Mater | Preparation of zirconium carbide crystal |
| JPH0218310A (ja) * | 1988-07-05 | 1990-01-22 | Kawasaki Steel Corp | ジルコニウム系セラミック粉末の製造方法 |
| JPH08109066A (ja) * | 1994-08-01 | 1996-04-30 | Dow Corning Corp | 炭化ジルコニウム焼結体とその製法 |
| JP2006225205A (ja) * | 2005-02-17 | 2006-08-31 | Osaka Univ | 導電性ジルコニア焼結体及びその製造方法 |
| JP2007045670A (ja) * | 2005-08-10 | 2007-02-22 | Hyogo Prefecture | 金属炭化物の製造方法 |
Non-Patent Citations (6)
| Title |
|---|
| CAB?????, E. M. ET AL.: "B?ipa??????? MOHO?p?CTa??OB ?ap???a ??p?o??? ?e?o?o? pi?a??e??o-???o?o? pi?a???", DOKLADY AKADEMII NAUK SSSR, vol. 216, 1974, pages 1263 - 1265, XP008182180 * |
| KENJI YAMANE ET AL., FUNTAI KOGAKU KAISHI, vol. 23, no. 9, 1986, pages 665 - 670 |
| LEE DONG-WON ET AL., MATER. TRANS., vol. 51, no. 12, 2010, pages 2266 - 2268 |
| See also references of EP3029009A4 |
| SUN, S. ET AL.: "Reactive spark plasma sintering of ZrC and HfC ceramics with fine microstructures", SCRIPTA MATERIALIA, vol. 69, no. 2, 17 February 2013 (2013-02-17), pages 139 - 142, XP028539638, DOI: 10.1016/J.SCRIPTAMAT.2013.02.017 * |
| TSUTOMU IKEDA ET AL., YOGYO KYOKAISHI, vol. 93, no. 1, 1985, pages 7 - 12 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5896968B2 (ja) | 2016-03-30 |
| EP3029009A4 (en) | 2017-03-15 |
| US20160229698A1 (en) | 2016-08-11 |
| KR20160060039A (ko) | 2016-05-27 |
| EP3029009A1 (en) | 2016-06-08 |
| CN105555737A (zh) | 2016-05-04 |
| JP2015063414A (ja) | 2015-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102393229B1 (ko) | 텅스텐 모노카바이드(wc) 구형 분말의 제조 | |
| Balog et al. | Industrially fabricated in-situ Al-AlN metal matrix composites (part A): Processing, thermal stability, and microstructure | |
| JP5896968B2 (ja) | 炭化ジルコニウムのインゴット及び粉末の製造方法 | |
| JP4649586B2 (ja) | 窒素プラズマによるSiCナノ粒子の製造法 | |
| CN107675028A (zh) | 一种单层石墨烯/铝复合材料及其制备方法 | |
| TW201829299A (zh) | 高純度氮化矽粉末之製造方法 | |
| TW201938479A (zh) | 氮化矽粉末之製造方法 | |
| CN105986161A (zh) | 一种金属陶瓷材料及制备方法 | |
| CN103834824B (zh) | 一种无粘结相碳化钨硬质合金及其制备方法 | |
| CN104985188A (zh) | 一种含纳米陶瓷相雾化铁粉的制备方法 | |
| Lv et al. | Review on the development of titanium diboride ceramics | |
| JPWO2020166380A1 (ja) | スパッタリングターゲット材 | |
| CN106478109A (zh) | ZrC/ZrB2复相陶瓷粉末、制备方法及其应用 | |
| Cho et al. | Synthesis and consolidation behavior of Al/AlN composite powders by reactive RF thermal plasma spraying | |
| JP6648161B2 (ja) | 硼化ジルコニウム及びその製造方法 | |
| CN104529456B (zh) | 一种B4C‑HfB2高温共晶自生复合陶瓷的制备方法 | |
| CN107324796A (zh) | 一种碳/镁铝尖晶石复合粉 | |
| KR100428948B1 (ko) | 불순물이 없는 텅스텐 나노 금속분말의 제조 방법 및 상기분말을 이용한 소결체의 제조 방법 | |
| CN101734659B (zh) | 高频感应-碳热还原制备碳化钛粉的方法 | |
| JP2008031016A (ja) | 炭化タンタル粉末および炭化タンタル−ニオブ複合粉末とそれらの製造方法 | |
| Nikkhah et al. | Investigation on mechanochemical synthesis of Al2O3/BN nanocomposite by aluminothermic reaction | |
| JP5252460B2 (ja) | 窒素プラズマによるSiCナノ粒子の製造法 | |
| Zhang et al. | Synthesis of tungsten monocarbide by self-propagating high-temperature synthesis in the presence of an activative additive | |
| RU2653393C1 (ru) | Композит с металлической матрицей и упрочняющими наночастицами карбида титана и способ его изготовления | |
| JP2958851B2 (ja) | 微粒炭化クロムの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480050498.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14847888 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014847888 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014847888 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167006295 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15022612 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |