WO2014185247A1 - パンツ型着用物品およびその製造方法 - Google Patents
パンツ型着用物品およびその製造方法 Download PDFInfo
- Publication number
- WO2014185247A1 WO2014185247A1 PCT/JP2014/061580 JP2014061580W WO2014185247A1 WO 2014185247 A1 WO2014185247 A1 WO 2014185247A1 JP 2014061580 W JP2014061580 W JP 2014061580W WO 2014185247 A1 WO2014185247 A1 WO 2014185247A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet material
- pants
- slit
- wearing article
- type wearing
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 76
- 239000000463 material Substances 0.000 claims abstract description 579
- 230000002745 absorbent Effects 0.000 claims description 61
- 239000002250 absorbent Substances 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 48
- 230000003187 abdominal effect Effects 0.000 claims description 33
- 210000001015 abdomen Anatomy 0.000 claims description 32
- 238000005520 cutting process Methods 0.000 claims description 25
- 239000004831 Hot glue Substances 0.000 claims description 16
- 230000037303 wrinkles Effects 0.000 claims description 10
- 238000010030 laminating Methods 0.000 claims description 6
- 238000005304 joining Methods 0.000 abstract description 10
- 238000007789 sealing Methods 0.000 abstract description 6
- 239000010410 layer Substances 0.000 description 299
- 239000000835 fiber Substances 0.000 description 73
- 239000004745 nonwoven fabric Substances 0.000 description 35
- 239000000853 adhesive Substances 0.000 description 34
- 230000001070 adhesive effect Effects 0.000 description 34
- 210000001624 hip Anatomy 0.000 description 31
- 230000008569 process Effects 0.000 description 27
- 210000004177 elastic tissue Anatomy 0.000 description 26
- 230000035699 permeability Effects 0.000 description 23
- 239000000470 constituent Substances 0.000 description 15
- 230000000694 effects Effects 0.000 description 11
- 238000012545 processing Methods 0.000 description 10
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000875 corresponding effect Effects 0.000 description 7
- 230000009471 action Effects 0.000 description 6
- 230000002079 cooperative effect Effects 0.000 description 6
- 230000008602 contraction Effects 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 5
- 210000002784 stomach Anatomy 0.000 description 5
- 239000012943 hotmelt Substances 0.000 description 4
- 210000002414 leg Anatomy 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000005871 repellent Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 210000002700 urine Anatomy 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 210000001621 ilium bone Anatomy 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000109 continuous material Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- DJQJFMSHHYAZJD-UHFFFAOYSA-N lidofenin Chemical compound CC1=CC=CC(C)=C1NC(=O)CN(CC(O)=O)CC(O)=O DJQJFMSHHYAZJD-UHFFFAOYSA-N 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 235000012054 meals Nutrition 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920002742 polystyrene-block-poly(ethylene/propylene) -block-polystyrene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 210000001519 tissue Anatomy 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images














Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49011—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the waist region
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
Definitions
- the present invention relates to a pants-type wearing article and a manufacturing method thereof.
- Disposable pants-type diapers and disposable underwear are known as pants-type wearing articles.
- a conventional pants-type diaper a combination of an exterior body and an absorbent main body can be mentioned.
- the exterior body is generally made of a laminate of an inner layer material and an outer layer material, and attempts have been made to improve the form and structure of members of the exterior body.
- Patent Document 1 discloses a pants-type disposable diaper exterior sheet in which a strip-shaped frill member is laminated together with an elastic elastic member to form a product outer surface.
- the ruffle wave portion of the frill member is partially overlapped in a stepped manner so as to conceal the elastic elastic member of the other frill member to form an outer shape like a frill skirt.
- Patent Document 2 as shown in FIG. 7, there is disclosed an arrangement in which a plurality of strips are arranged so as to partially overlap each other on the outer surface of the waistline of a disposable diaper. Thereby, it is supposed that the some ridge which protrudes on the outer surface of a diaper is made.
- the waist region of the pants-type wearing article is spaced from the height of the one-layer region in the two-layered exterior body from the viewpoint of improving air permeability, stretchability and flexibility.
- a plurality of such devices are disclosed.
- the one-layer region is formed by laminating a plurality of tape-like sheet materials (first sheet materials) at intervals with respect to the second sheet material.
- Patent No. 4659109 US Patent Application Publication No. 2008/0234648 JP 2012-139247 A
- the present invention has an abdominal side portion disposed on the abdomen side of the wearer, a crotch portion disposed on the crotch portion, and a back side portion disposed on the back side, and a side edge portion of the abdominal side portion,
- a pants-type wearing article having a side seal part joined to a side edge part of a back side part, wherein a first sheet material and a second sheet material are laminated on the abdomen side part and the back side part.
- An exterior body is disposed, the exterior body has elasticity in the width direction, and the first sheet material has a slit region in which a plurality of slit portions are disposed in the height direction, and the slit regions are arranged at intervals.
- a pants-type wearing article having an array in the width direction of the first sheet material is provided.
- the present invention is a method for manufacturing a pants-type wearing article having an abdominal side portion disposed on the wearer's belly side, a crotch portion disposed on the crotch portion, and a back side portion disposed on the back side.
- the first sheet material continuum and the second sheet material continuum that form the exterior body of the pant-type wearing article are respectively conveyed, and the first sheet material continuum is along the conveyance direction.
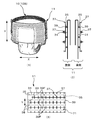
- (1) perspective view, (2) main part enlarged sectional view of exterior body including slit region, and (3) belly of exterior body including slit region, showing fifth example of pants-type wearing article of first embodiment It is a principal part enlarged plan view of a side part. It is the perspective view which showed 2nd Embodiment of the underpants type wearing article.
- the user is required to have a feeling of use that is not different from that of underwear.
- Patent Documents 1 and 2 in the configuration in which the belt-like sheet base material serving as the waist frill member is partially overlapped, a two-layer structure or a three-layer structure exists and the air permeability is poor.
- Patent Document 3 by providing a single layer region, it is possible to improve air permeability and flexibility while maintaining stretchability.
- the present invention relates to a pants-type wearing article that increases the strength of an exterior body while maintaining high air permeability, flexibility, and stretchability. Furthermore, in manufacturing a pants-type wearing article, the present invention relates to a method for manufacturing a pants-type wearing article, which accurately and stably forms a two-layer structure of an exterior body having high breathability and flexibility.
- the height direction of the pant-type wearing article is defined as the Y direction
- the width direction of the pant-type wearing article is defined as the X direction, which is also referred to as a “waist circumference direction”.
- a pants-type wearing article 10 of the present embodiment is, for example, a pants-type diaper, and includes a stomach side portion 21 disposed on the wearer's stomach side and a crotch portion disposed on the crotch portion. 13 and a back side portion 23 arranged on the back side.
- this pants-type diaper 10 (hereinafter also simply referred to as diaper 10) will be described in detail.
- the pants-type diaper 10 includes an exterior body 11 that forms an abdominal side portion 21 and a back side portion 23, and a liquid-retaining absorbent main body 40 that forms a crotch portion 13.
- one side edge portion 21 ⁇ / b> A of the abdominal side portion 21 and one side edge portion 23 ⁇ / b> A of the back side portion 23 are joined, and the other side edge portion 21 ⁇ / b> B and back side portion 23 of the abdominal side portion 21 are joined.
- the one side edge 23B is joined.
- the joint portion forms side seal portions 25 and 25 projecting outward in the width direction of the diaper 10.
- the outer package 11 forms an annular shape.
- the exterior body 11 has elasticity in the waist direction of the pants-type diaper 10.
- the absorbent main body 40 forms the crotch portion 13 that covers the wearer's excretion point, and is joined to the exterior body 11 so as to bridge the abdominal side portion 21 and the back side portion 23.
- the absorbent main body 40 reaches the vicinity of the lower portion of the waist opening 12 of the exterior body 11.
- the exterior body 11 has a central region M where the absorbent main body 40 is disposed and both side regions S, S on both sides thereof.
- the central region M and the two side regions S are regions in which the abdominal side portion 21 and the back side portion 23 of the exterior body 11 having the body width H are divided in the width direction.
- the central area M includes a central portion M1 corresponding to the arrangement width of the absorbent main body 40 and neighboring portions M2 on both sides thereof.
- the vicinity M2 is preferably in the range of 10 mm or more in the width direction and more preferably in the range of 30 mm or more from the viewpoint of joining and fixing the elastic body described later and the strength of the member.
- the upper limit is preferably in the range of 80 mm or less, and preferably in the range of 50 mm or less.
- the side area S includes a side area inner part S1 in which a slit 38 described later is disposed and a side area outer part S2 in the vicinity of the side seal part 25.
- the lateral region outer portion S2 is preferably in the range of 60 mm or more in the width direction, and more preferably in the range of 100 mm or more.
- the upper limit is preferably in the range of 300 mm or less, and preferably in the range of 200 mm or less.
- the “waist circumference region” is a region between the position where the vicinity of the outer base of the thigh is arranged in the body length direction (Y direction) which is the direction from the upper edge of the waist opening 12 to the lower part thereof. An area.
- the waist width H of the waist region is divided into a waist region H1 near the waist opening 12 and a lower abdomen region H2 below the waist region H1.
- the region where the absorbent main body 40 is disposed can be defined as the lower abdominal region H2, and the upper region as the waist region H1.
- the waist region H1 may be defined as a region that is approximately a half to a quarter above the body width H, although it varies depending on the use of the diaper.
- the exterior body 11 is configured by laminating and bonding an outer layer material 33 (first sheet material) on the non-skin contact surface side and an inner layer material 31 (second sheet material) on the skin contact surface side.
- a plurality of horizontally long slit portions 38 are partially formed in the outer layer material 33 along the width direction (X direction) of the diaper 10. That is, the slit portion 38 is arranged not to the entire width of the outer layer material 33 but to a part of it, so that the outer layer material is not separated and maintains the integrity as a sheet shape with a height width H. .
- a plurality of slit portions 38 are arranged in the body height direction (Y direction) to form a slit region 71.
- the slit portion 38 is a portion obtained by finely cutting the first sheet material forming the outer layer material 33. As shown in FIG. 3, it may be a linear cut, or may be a portion where the member is cut out with a width. Considering the strength of the member, it is preferable to have a linear cut.
- the slit part is similarly formed also in the outer layer material 33 of the back side part 23, Further, the slit portion 33 may be formed only in one of the outer layer members 33 of the ventral side portion 21 and the back side portion 23 (the same applies to FIGS. 4 to 10). Further, another sheet material may be laminated on the outer layer material 33 (first sheet material) and the inner layer material 31 (second sheet material).
- the slit region 71 is formed in both side regions S and S in the width direction (X direction) in the lower abdominal region H2. More specifically, the slit region 71 is formed in the side region inner portion S1 of the side region S excluding the side region outer portion S2 in the vicinity of the joint base portion of the side seal portion 25 (hereinafter, this portion). Is also referred to as a slit region 71A). In the waist region H1, a slit region 71 is also formed in a region (S1-M-S1) connecting the left and right side region inner portions S1, S1 of the outer layer material 33 (hereinafter, this portion is also referred to as a slit region 71B). Say.). In these slit regions 71, a portion sandwiched between slit portions 38, 38 adjacent in the height direction is a horizontally long belt portion 39.
- the central region M (M2 + M1 + M2) of the outer layer material 33 is a non-slit region 72 in which the slit portion 38 is not formed in the lower abdominal region H2 (hereinafter, this region is distinguished from other non-slit regions). (This is also referred to as a non-slit region 72M.)
- the side region outer portion S2 in the vicinity of the side seal portion 25 is defined as a non-slit region 72 over the entire width H of the outer layer material 33 (hereinafter, this region is distinguished from other non-slit regions). , Also referred to as non-slit region 72S).
- the slit region 71A of the outer layer material 33 is arranged in the width direction of the lower abdominal region H2 so as to be aligned with the left and right side region inward portions S1 and S1 with a gap therebetween via the non-slit region 72M. Further, when viewing the ventral side portion 21 and the back side portion 23 of the outer layer material 33 with the side seal portion 25 as the center, the slit regions 71A are arranged in the width direction at intervals through the non-slit region 72S. . Thereby, the individual band portions 39 of the slit region 71 are connected by the adjacent non-slit regions 72 without being completely separated from each other.
- the lengths of the non-slit regions 72M and 72S in the outer layer material 33 in the width direction can be appropriately set in consideration of the later-described action of the slit region 71 and the bonding strength of the outer layer material 33 and the inner layer material 31.
- the lower limit is preferably 0.1 or more, and more preferably 0.2 or more. Further, the length in the height direction of the non-slit regions 72M and 72S is not limited to the aspect shown in FIG. 3, and can be set to an arbitrary length. For example, the non-slit region 72M may be formed over the entire width of the body height H.
- both materials are joined and integrated, and has stretchability in the waist direction of the pant-type diaper 10, that is, in the width direction (X direction).
- the waist direction of the pant-type diaper 10 that is, in the width direction (X direction).
- each of the plurality of belt portions 39 and the inner layer material 31 are joined and have elasticity.
- the outer layer material 33 and the inner layer material 31 are joined in a planar shape over the body width H and have elasticity. This stretchability is also preferably obtained by interposing an elastic body 35 between the inner layer material 31 and the outer layer material 33.
- the elastic body 35 is sandwiched between the inner layer material 31 and the outer layer material 33 in an expanded state, and thereby has elasticity.
- both or one of the inner layer material 31 and the outer layer material 33 is made of a stretchable material.
- the clearance of the slit portion 38 is widened by contraction in the width direction of the stretchable exterior body, and the vent portion 21 and the dorsal portion 23 become vent holes. Further, when the exterior body 11 expands and contracts due to the movement of the wearer's body after the diaper 10 is mounted, the ventilation opening is opened and closed in accordance with the movement to promote moisture discharge in the diaper, thereby further improving the air permeability.
- the slit region 71 of the outer layer material 33 is more easily deformed than the non-slit region 72 and is excellent in flexibility. Further, due to the stretchability, the individual band portions 39 are twisted to form fine wrinkles, and the waist area is softened.
- the non-slit region 72 can be sustained by the non-slit region 72 continuous in the height direction. This is because the non-slit region 72 reinforces a decrease in strength due to the cutting of the slit region 71 and the stretchability of the slit region 71 is maintained. That is, in the slit region 71, the belt portions 39 each show an independent movement, and are particularly easily subjected to a shearing force such as a stretching force in the width direction and a rubbing with clothes. However, as described above, the end portions of the individual band portions 39 are connected by the non-slit region 72, and the integrity as the first sheet material is ensured and the strength is improved as compared with the completely separated thin strip pieces. Has been enhanced.
- the non-slit region 72 of the outer layer material 33 is bonded to the entire surface of the inner layer material 31 and the body width H, compared to the bonding between the outer layer material 33 and the inner layer material 31 configured only by the belt portion 39, 2
- the joint strength of the entire layer is increased.
- strength which can endure the expansion-contraction force is provided, providing the expansion / contraction property of the exterior body 11 whole.
- securing of this strength and high air permeability and flexibility by the slit region 71 are achieved at the same time, and the durability of the excellent function as the exterior body 11 is enhanced.
- the number and arrangement of the slit portions 38 and the band width of the band portion 39 can be arbitrarily set, and a free design becomes possible.
- the intervals between the slit portions 38 may be increased as the slit portions are arranged in the height direction and the crotch portion is approached.
- the length of the slit portion 38 may be changed depending on the location. For example, the length may be increased as it is arranged in the height direction toward the crotch, and the slit portion itself may be formed as an intermittent cut row in the width direction.
- not only a straight line but also an S-shaped cut, for example can provide an appearance pronounced of softness.
- the size and arrangement of the slit region 71 can be arbitrarily set.
- the inner layer material 31 and the outer layer material 33 for example, non-woven fabric, woven fabric, knitted fabric, resin by various production methods such as air-through nonwoven fabric, heat roll nonwoven fabric, spunlace nonwoven fabric, spunbond nonwoven fabric, and melt blown nonwoven fabric, respectively.
- a film etc. are mentioned, The sheet
- the inner layer material 31 is preferably formed from a nonwoven fabric from the viewpoint of improving air permeability and texture, and is formed from a water-repellent nonwoven fabric from the viewpoint of preventing excrement leakage. Is preferred.
- the absorbent main body 40 includes, as an example, a top sheet 41, a back sheet 42, and an absorbent core 43 having liquid retaining properties interposed therebetween.
- the absorbent core 43 is covered with the covering sheet 44 by bending the covering sheet 44 in the direction of the arrow at the position of the dotted line shown in the drawing.
- a pair of side sheets 46 and 46 forming an inner three-dimensional gather 45 are disposed on the skin contact surface side.
- the back sheet 42 and the crotch sheet 47 are arranged in this order on the non-skin contact surface side.
- This absorptive main body 40 can use the material normally used for this kind of diaper, and is not specifically limited.
- the surface sheet 41 is preferably formed of a hydrophilic nonwoven fabric.
- the hydrophilic nonwoven fabric is an air-through nonwoven fabric, a point-bonded nonwoven fabric, a spunbonded nonwoven fabric, a spunlace nonwoven fabric, and a three-dimensionally shaped nonwoven fabric.
- a fiber that has been subjected to a hydrophilic treatment with a composite fiber of polyethylene terephthalate and polyethylene can be preferably used. Hydrophilic fibers such as rayon may be included.
- seat which opened the resin film as the surface sheet 41 can also be used. You may use the composite sheet which integrated said various nonwoven fabrics and the opened resin film.
- the back sheet 42 is not particularly limited as long as it is waterproof. Moreover, it is preferable that the back surface sheet 42 has moisture permeability.
- a sheet having waterproofness and moisture permeability for example, a film is formed by melt-kneading a hydrophobic thermoplastic resin and a fine inorganic filler made of calcium carbonate or the like or an incompatible organic polymer, etc. Examples thereof include a porous film obtained by uniaxially or biaxially stretching a film.
- the thermoplastic resin include polyolefin. Examples of the polyolefin include high to low density polyethylene, linear low density polyethylene, polypropylene, polybutene and the like, and these can be used alone or in combination.
- the inseam sheet 47 can use various non-woven fabrics in order to give a cloth-like appearance.
- the absorbent core 43 for example, a fiber assembly or a combination of this and an absorbent polymer can be used.
- the fibers constituting the fiber assembly hydrophilic natural fibers such as pulp fibers and cotton, synthetic fibers (preferably those having hydrophilicity or subjected to hydrophilization treatment) and the like can be used.
- the basis weight is not particularly limited, but is preferably 150 g / m 2 or more and 500 g / m 2 or less.
- the covering sheet 44 includes thin paper (thin paper) such as hydrophilic tissue paper, non-woven fabric containing hydrophilic fibers such as cotton and rayon, and non-woven fabric obtained by subjecting synthetic resin fibers to hydrophilic treatment (spunbond- Meltblown-spunbond (SMS), spunbond-meltblown-meltblown-spunbond (SMMS), spunbond-spunbond-meltblown-spunbond (SSMS), etc. can be used.
- thin paper such as hydrophilic tissue paper, non-woven fabric containing hydrophilic fibers such as cotton and rayon
- non-woven fabric obtained by subjecting synthetic resin fibers to hydrophilic treatment spunbond- Meltblown-spunbond (SMS), spunbond-meltblown-meltblown-spunbond (SMMS), spunbond-spunbond-meltblown-spunbond (SSMS), etc.
- a water-repellent nonwoven fabric For the side sheet 46, it is preferable to use a water-repellent nonwoven fabric. Specifically, a spunbond nonwoven fabric, a spunbond-meltblown (SM) nonwoven fabric, an SMS nonwoven fabric, or the like is used.
- SM spunbond-meltblown
- the slit portion 38 cuts air while maintaining the same stretchability as the conventional pant-type diaper and maintaining the wearability to the body and the mobility of the body. Can increase the sex. In addition, the amount of wrinkles is increased by the action of the slit portion 38, and the waist area is soft and rich in flexibility.
- the diaper 10 has a strength capable of withstanding various forces due to the cooperative action of the slit region 71 and the non-slit region 72 of the outer layer material 33, and the breathability, stretchability, and flexibility are maintained and the wearing feeling is maintained. It will be excellent. Therefore, it is possible to reduce stuffiness even when wearing a diaper for a long time. Moreover, since the exterior body 11 has a two-layer structure of the inner layer material 31 and the outer layer material 33 and the belt portions 39 are adjacent to each other, the skin is difficult to see through and the skin concealability can be improved.
- the pants-type diaper 10 (10A) of the first example is elastic with an adhesive (not shown) such as a hot melt adhesive in the pant-type diaper 10 of the first embodiment described above.
- the outer layer material 33 and the inner layer material 31 are bonded and fixed via a body 35.
- a plurality of elastic bodies 35 are arranged in the width direction so as to avoid the slit portions 38, and are fixed to the outer layer material 33 and the inner layer material 31.
- one elastic body 35 is arranged for one band portion 39, but a plurality of elastic bodies 35 may be arranged for one band portion 39.
- the elastic body 35 is cut at a plurality of locations, and the laminated region of the inner layer material 31 and the outer layer material 33 does not have substantial stretchability. That is, the inner end portion of the elastic body 35 is bonded and fixed in a planar shape in the non-slit region 72M extending in the height direction of the vicinity portion M2 of the central region M.
- the size of the band portion 39 is appropriately set depending on the length of the slit portions 38, the arrangement interval, and the like. At least, the band width of the band portion 39 is preferably substantially equal to or greater than the width of the elastic body 35.
- the band width of the band portion 39 is 1 mm or more, preferably 3 mm or more, more preferably 5 mm or more.
- the upper limit is 60 mm or less, preferably 40 mm or less, more preferably 30 mm or less. More specifically, it is 1 mm or more and 60 mm or less, preferably 3 m or more and 40 mm or less, and more preferably 5 mm or more and 30 mm or less.
- the length of the band portion 39 in the width direction (X direction) is 1 cm or more, preferably 4 cm or more, and more preferably 6 cm or more.
- the upper limit is 80 cm or less, preferably 60 cm or less, more preferably 30 cm or less. More specifically, it is 1 cm or more and 80 cm or less, preferably 4 cm or more and 60 cm or less, more preferably 6 cm or more and 30 cm or less.
- the slit part 38 is not a continuous notch but an assembly line of intermittent notches, the entire length of the line is the length of the slit part in the width direction.
- the interval between the intermittent cuts is not a constant interval, a row on the same extension line in the width direction and within the slit region is referred to as a length in the width direction of the slit portion.
- the joining of the elastic body 35 to the outer layer material 33 and the inner layer material 31 is performed by a method used for this type of article, and for example, a hot melt adhesive can be used.
- the member to which the hot melt adhesive is applied may be the elastic body 35 itself, or the outer layer material 33 or the inner layer material 31 that sandwich the elastic body 35.
- the slit region 71 of the outer layer material 33 (the side inner portion S1 of the outer package 11) since the coating area of the band portion 39 is small, the outer layer material 33 and the inner layer material 31 are bonded and fixed to the elastic body 35 itself. It is preferable to do.
- the outer layer material 33 and the inner layer material 31 have a sufficient width and a sufficient area. It can apply
- the hot melt adhesive may also be applied to the elastic body 35 disposed in the non-slit region 72.
- a plurality of elastic bodies 35 are arranged in the width direction in an expanded state between the outer layer material 33 and the inner layer material 31, avoiding the slit portion 38, and are fixedly bonded. That is, the elastic body 35 is firmly sandwiched and fixed between the outer layer material 33 and the inner layer material 31 without being exposed to the outside from the slit portion 38. Thereby, the elastic body 35 provides the stretchability in the waist direction, that is, the width direction (X direction) by integrating the outer layer material 33 and the inner layer material 31 forming the exterior body 11.
- the elastic body 35 is not only bonded with a narrow band width of the band portion 39 of the side region inward portion S1, using the hot melt adhesive, but also in the central region M and the side portion outside S2, It is preferable that the inner layer material 31 is continuously joined in a planar shape. Thereby, not only hot melt adhesion applied to the elastic body 35 itself but also the sheet surface of the exterior body 11 can be stopped (by sandwiching the elastic body with HM) to prevent the rubber from coming off.
- the elastic body 35 is preferably disposed inward of the side edge portion 39 ⁇ / b> S of the band portion 39.
- the elastic body 35 is fixed at the center of the band width (width in the Y direction) of each band 39.
- the belt portion 39 is fixed to the inner layer material 31 at the central portion of the belt width.
- the side edge portion 39S of the belt portion 39 is a non-fixed portion 39F that is not joined to the inner layer material 31.
- a frill is created by the contraction of the elastic body 35 (see FIG. 5).
- the non-fixed portion 39F of the side edge portion 39S is formed with a fold 7 that is separated from the inner layer material 31 and constitutes a frill.
- the folds 7 of the non-fixed portion 37F give the diaper 10 flexibility and soft touch.
- the inner layer material 31 corresponding to this also has wrinkles. Thereby, the softness
- the fold 7 of the non-fixed portion 39F is formed to protrude to the non-skin contact surface side, and the vent 8 of the slit portion 38 can be more reliably formed, and the air permeability of the first embodiment described above is further enhanced. It is done.
- the frills create the cuteness of the outer surface of the diaper 10.
- the bonding position between the belt portion 39 and the inner layer material 31 is not limited to the central portion in the belt width (width in the Y direction) of the belt portion 39, and may be biased to any one side edge portion 39S. That is, the band portion 39 may have a long distance from the bonding position with the inner layer material 31 to one side edge and a short distance to the other side edge in the band width. Thus, by changing the distance from the bonding position to the side edge, the frill is more easily formed in the longer distance. Thereby, a big frill can be made in one side edge part 39S of the upper and lower sides of the belt
- the flexibility of the inner layer material 31 in this portion is increased. Therefore, in the slit region 71, the conformity to the unevenness of the body, that is, the fit property is good, the flexible follow-up property according to the movement of the body is maintained, and the mobility of the body is maintained. Moreover, the pressure on the body can be reduced by flexibly responding to changes in the swelling of the wearer's abdomen before and after the meal. Thereby, the exterior body 11 fits gently on a wearer's body, relieving the clamp
- Such flexibility can be sustained by the cooperative action of the slit region 71 and the non-slit region 72 as in the first embodiment.
- the inner end portion of the elastic body 35 is fastened to the vicinity M2 of the central region M in order to prevent the absorbent main body 40 from contracting, and the elastic body 35 is obtained by surface bonding in the non-slit region 72M at this position. Omission is prevented.
- the side seal portion 25 is a portion where the side edge portion of the abdomen side portion 21 of the exterior body 11 and the side edge portion of the back side portion 23 of the exterior body 11 are respectively joined by seal bonding such as embossing.
- seal bonding such as embossing.
- the elastic body 35 (35A) disposed on the ventral side portion 21 and the elastic body 35 (35B) disposed on the back side portion 23 are arranged in the body height direction (Y direction) via the inner layer material 31. Arranged. Further, the outer end portion of the elastic body 35 is bonded and fixed in a planar shape in a non-slit region 72S of the side region outer portion S2 in the vicinity of the side seal portion 25. In this way, the outer end portion of the elastic body 35 is prevented from coming off by surface bonding at the side region outer portion S2 near the side seal portion.
- This configuration can also be applied to an example using the elastic body 35 described later and the second embodiment. Further, the present invention can be applied to an embodiment that does not use the elastic body 35 described later, except for the elastic body 35.
- the sheet described in the first embodiment can be used.
- the material of the elastic body 35 a normal elastic material used for absorbent articles such as diapers and sanitary napkins can be used.
- the material is a synthetic rubber such as styrene-butadiene, butadiene, isoprene, neoprene. , Natural rubber, EVA, stretchable polyolefin, polyurethane, etc.
- the shape of the cross-section is rectangular, square, circular, polygonal or other thread-like or string-like (flat rubber, etc.), or multifilament type Or the like can be used.
- the effect of the cooperative action between the slit region 71 and the non-slit region 72 of the outer layer material 33 described in the pant diaper 10 of the first embodiment described above is obtained. can get.
- the stretchability of the elastic body 35 improves the suitability or fit of the pants-type diaper.
- the diaper 10 ⁇ / b> A is prevented from coming off when the elastic body 35 is used in the non-slit region 72, and has an excellent wearing feeling that maintains air permeability, stretchability, and flexibility. Further, since the elastic body 35 is covered with the outer layer material 33, the elastic body 35 is protected by the outer layer material 33.
- the outer layer material 33 may be a colored or patterned sheet. By using such a sheet, it is possible to provide a pant-type diaper 10A that is excellent in design.
- the outer layer material 33 is the first sheet material having the slit portions 38, and the outer layer material 33 (the first sheet material is connected to the inner layer material 31 that is the second sheet material via the elastic body 35.
- the inner layer material 31 is used as the first sheet material having the slit portions 38, and the outer layer material 33 as the second sheet material is interposed via the elastic body 35.
- a configuration in which the inner layer material 31 is bonded together by a hot melt adhesive may be used. In this case, the amount of wrinkles is increased by the action of the inner layer material 31 being divided into a plurality of slit regions 71, and the body side is softened.
- the exterior body 11 becomes a two-layer structure of the inner layer material 31 and the outer layer material 33, it becomes difficult to see through the skin, and the concealment property of the skin can be improved.
- the abdomen may be the first sheet material in which the outer layer material 33 has the slit portion 38
- the back side may be the first sheet material in which the inner layer material 31 has the slit portion 38. May be the first sheet material having the slit portion 38, and the outer layer material 33 may be the slit portion 38 on the back side of the first sheet material.
- the underpants type diaper 10 (10B) of 2nd Example has provided the elasticity of the width direction to the exterior body 11 whole using the elastic body 35 similarly to 1st Example. That is, the configuration and width of the outer layer material 33 are the same as in the first embodiment.
- the pants-type diaper 10 (10B) of the second embodiment has a configuration in which an outer layer material 33 is fixed to an inner layer material 31 by a seal portion 37.
- the portion indicated by the arrow of the outer layer material 33 is the slit portion 38, and the seal portion 37 is formed at the position indicated by the white triangle.
- the seal portion 37 is formed at a white square position.
- each elastic body 35 is firmly fixed in the non-slit regions 72M and 72S by planar bonding of the outer layer material 33 and the inner layer material 31 with an adhesive.
- each elastic body 35 is not fixed to the outer layer material 33 and the inner layer material 31 except at both ends thereof, and is made to expand and contract. Therefore, in the laminated region of the outer layer material 33 and the inner layer material 31, good stretchability can be obtained without impairing the stretchability of the elastic body 35.
- the adhesive is not substantially used in the slit region 71, the bleeding of the adhesive can be suppressed.
- the side edge portion 39 ⁇ / b> S of the band portion 39 of the outer layer material 33 is bonded and fixed by the inner layer material 31 and the plurality of seal portions 37 with the elastic body 35 therebetween. Accordingly, the elastic body 35 that is not joined to the outer layer material 33 and the inner layer material 31 in the slit region 72 is less likely to be displaced in the body height direction (Y direction).
- a fold 7 is created in the non-fixed portion 39F of the side edge portion 39S between the seal portions 37 in the width direction to form a frill. Further, the frills with folds are also formed on the inner layer material 31 corresponding to the non-fixed portion 39F.
- the gap between the belt portion 39 and the inner layer material 31 in the height direction (Y direction) is created between the belt portions 39 and the inner layer material 31 by the ruffles (folds) of the belt portion 39 and the inner layer material 31. Will improve. Hida also gives the product a design aesthetic.
- the arrangement of the seal portion 37 may not be regular as in the configuration shown in FIG.
- the position of the seal portion 37 may be shifted for each band 39, and in this case, the position where the wrinkles are made is shifted, so that the gap between the inner layer material 31 and the outer layer material 33 is changed. Air becomes easy to enter and air permeability is improved.
- the underpants type diaper 10 (10B) of the second example the same effect as the underpants type diaper 10 of the first embodiment described above can be obtained.
- a fold 7 is formed in the non-fixed portion 39F, and the width direction (drawing arrow) between the outer layer material 33 and the inner layer material 31 in the raised portion of the fold 7 is shown.
- Air permeability is also obtained in the Y direction). Therefore, air permeability can be secured even in the inner layer material 31 portion to which the outer layer material 33 is attached. Therefore, although it is the exterior body 11 which has a lamination
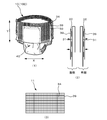
- the pants-type diaper 10 (10C) of the third example is the same as the pants-type diaper 10 of the first embodiment described above, but the outer layer material 33 itself has elasticity in the width direction (X direction).
- the outer layer material 33 is attached to the inner layer material 31 with an adhesive 32 in an expanded state.
- the adhesive for example, a hot melt adhesive or a double-sided adhesive tape is used.
- the stretchability of the outer layer material 33 itself refers to, for example, stretchability that can replace the stretchability imparted by the elastic body.
- a stretchable sheet such as a nonwoven fabric containing elastic fibers or an elastic film can be used.
- the surface of these stretchable sheets is preferably in the form of having a fiber layer.
- the fiber layer is made stretchable by stretching or the like so that the non-stretchable fiber layer does not hinder the stretchability of the stretchable sheet.
- the stretching process includes, for example, a tooth gap process that partially cuts the bond between fibers or extends the fiber in the fiber layer, thereby exhibiting stretchability without hindering stretchability of the stretchable sheet.
- the surface of the outer layer material 33 is formed with irregularities (the recesses are grooves 34) on the surface of the fiber layer by the tooth groove processing.
- the intervals between the grooves 34 are formed at regular intervals, for example.
- the interval between the grooves 34 is set to about 2 mm or more and 5 mm or less in a region where strong stretchability is desired, and the groove 34 is formed in a region where weak stretchability is desired. Is set to about 0.5 mm to 2 mm.
- the interval between the grooves 34 also varies depending on the thickness of the outer layer material 33.
- the processing method will not be limited if the outer-layer material 33 has the desired elasticity by the groove
- zone part 39 of the outer layer material 33 is based on 1st Example. In the cross section of the slit region 71 shown in FIG. 7B, the portion indicated by the arrow of the outer layer material 33 is the slit portion 38.
- the outer layer material 33 on the absorbent main body 40 is also subjected to tooth gap processing as stretching. After the stretching process, the outer layer material 33 is elongated and joined to the inner layer material 31.
- the outer layer material 33 and the inner layer material 31 are heat-insulated (cut by an elastic body) at the corresponding portions on the absorbent main body 40, so that the outer layer material 33 becomes inelastic and loses its elasticity.
- the tooth gap attached to the outer layer material 33 on the main body 40 becomes inconspicuous.
- the outer layer material having stretchability for example, (1) a sheet in which an extensible fiber layer is integrated on both sides or one side of an elastic fiber layer, (2) on both sides or one side of a net-like elastic sheet, A sheet in which stretchable fiber layers are integrated, (3) a sheet in which stretchable fiber layers are integrated on both sides or one side of an elastic sheet made of an elastic film, and (4) one without crossing each other.
- a stretchable sheet or the like in which a large number of elastic filaments arranged so as to extend in the direction are joined to a stretchable nonwoven fabric in their non-stretched state over their entire length can be preferably used.
- an inelastic non-elastic fiber layer is arranged on at least one surface of the elastic fiber layer, and both fiber layers are in a state in which the constituent fibers of the elastic fiber layer maintain the fiber form.
- both fiber layers are in a state in which the constituent fibers of the elastic fiber layer maintain the fiber form.
- Examples include stretchable nonwoven fabrics that are in either or both states.
- the sheets (1) to (3) include (b) an elastic layer having elastic stretchability and an inelastic nonelastic fiber layer, and the two layers are partially laminated in the thickness direction.
- a stretchable sheet or the like obtained by stretching the laminated sheet bonded to the substrate can be preferably used.
- the intersection between the constituent fiber of the elastic fiber layer and the constituent fiber of the non-elastic fiber layer is heat-sealed at and near the interface between the elastic fiber layer and the non-elastic fiber layer. It is bonded uniformly over the entire surface. By joining all over, it is prevented that both layers are separated and a space is formed, and it becomes a stretchable nonwoven fabric having a multi-layer structure with a sense of unity like a single nonwoven fabric.
- the state in which the constituent fibers of the elastic fiber layer maintain the fiber form means that even if most of the constituent fibers of the elastic fiber layer are given heat, pressure, etc., a film or a film containing fibers A state that is not transformed into a structure.
- the intersections of the constituent fibers are thermally fused in the layer.
- the non-elastic fiber layer the intersection of the constituent fibers is thermally fused in the layer.
- the elastic fiber layer When the non-elastic fiber layer is arranged on both surfaces of the elastic fiber layer, at least one of the surfaces of the elastic fiber layer is in a state in which a part of the constituent fiber enters the elastic fiber layer and one of the constituent fibers of the elastic fiber layer. The portion is in one or both of the states in which the portion has entered at least one inelastic fiber layer.
- the elastic fiber layer has the property of being stretchable and contracting when released from the stretched force. Further, it is an aggregate of fibers having elasticity.
- the elastic fiber layer may be in the form of a web or a nonwoven fabric made of elastic fibers. For example, it may be a nonwoven fabric formed by a spinning blow method, a spun bond method, a melt blow method, or the like.
- thermoplastic elastomer for example, a fiber made of thermoplastic elastomer, rubber or the like can be used.
- fibers made from thermoplastic elastomers can be melt-spun using an extruder in the same way as ordinary thermoplastic resins, and the fibers thus obtained are easily heat-sealed.
- the thermoplastic elastomer include styrene elastomers such as SBS, SIS, SEBS, and SEPS, olefin elastomers, polyester elastomers, and polyurethane elastomers. These can be used individually by 1 type or in combination of 2 or more types.
- the inelastic fiber layer has extensibility but is substantially inelastic.
- the extensibility here refers to the case where the constituent fibers themselves are stretched, and even if the constituent fibers themselves are not stretched, the two fibers that have been thermally fused at the intersection of the fibers are separated, or the fibers are thermally fused.
- the three-dimensional structure formed by a plurality of fibers may be structurally changed, the constituent fibers may be broken, and the whole fiber layer may be elongated.
- the fibers constituting the inelastic fiber layer include fibers made of polyethylene (PE), polypropylene (PP), polyester (PET or PBT), polyamide, and the like.
- the fibers constituting the inelastic fiber layer may be short fibers or long fibers, and may be hydrophilic or water repellent. Moreover, a core-sheath type or side-by-side composite fiber, a split fiber, a modified cross-section fiber, a crimped fiber, a heat-shrinkable fiber, or the like can also be used. These fibers can be used singly or in combination of two or more.
- the inelastic fiber layer can be a continuous filament or short fiber web or nonwoven.
- the stretchable sheet (b) is a laminate sheet in which inelastic nonelastic fiber layers are laminated on both sides or one side of an elastic layer having elastic stretchability, and these are partially joined in a regular pattern. It is obtained by subjecting to stretching.
- pant-type diaper 10 (10C) of the third example is as described in the pant-type diaper 10 of the first embodiment.
- an elastic body disposed between the inner layer material 31 and the outer layer material 33 is not required, and the outer layer material 33 is subjected to a stretching process having irregularities, so that a soft appearance and feel are obtained.
- frills can be formed in the outer layer material 33 by making the application width of the adhesive narrower than the band width of the band portion 39.
- the elastic material can be reduced.
- the stretching force also changes, and it is possible to adjust the tightening pressure appropriately for each part such as the waist part, on the iliac bone, and the waist.
- the elastic body 35 of the first embodiment may be sandwiched between the outer layer material 33 and the inner layer material 31 as necessary. Good.
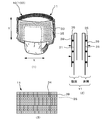
- the 4th Example of the underpants type diaper 10 is described with reference to FIG.
- the same material as the pant diaper 10A of the first example was used in the pant diaper 10 of the first embodiment described above.
- the exterior body 11 is stretched.
- 33 and the inner layer material 31 are stretched (for example, tooth gap processing) in the waist circumference direction (X direction).
- the outer layer material 33 and the inner layer material 31 have extensibility.
- the elastic body 35 is fixed to the outer layer material 33 and the inner layer material 31 in an expanded state.
- the stretching method is not limited as long as the outer layer material 33 and the inner layer material 31 are stretchable.
- the band width of the band portion 39 is in accordance with the first embodiment described above.
- region 71 which FIG.8 (2) shows the part shown with the arrow of the outer layer material 33 has cut
- the same effect as the underpants type diaper 10A of the first example described above can be obtained.
- the outer layer material 33 and the inner layer material 31 can be extended by performing a tooth gap process as an extension process. Accordingly, the stretchability is exhibited without inhibiting the stretchability of the elastic body 35, so that the wearability of the pant-type diaper 10D is enhanced.
- the pants-type diaper 10 (10E) of the fourth example is the inner layer material 31 portion sandwiched between the elastic bodies 35 in the slit region 71 in the pant-type diaper 10 of the first embodiment described above. That is, the hole 15 is formed in the region where the folds 7 are formed.
- the holes 15 are formed at a predetermined interval. For example, it has a diameter smaller than the arrangement interval of the elastic bodies 35, and the hole interval is preferably 101% or more and 500% or less of the diameter of the hole 15, for example. More preferably, it is 200% or more and 300% or less of the diameter of the hole 15.
- the hole 15 can be formed by a heated needle, laser processing, or the like.
- the pants-type diaper 10 (10E) of the fifth example has the same effect as the pants-type diaper 10 of the first embodiment described above.
- the hole 15 is formed in the inner layer material 31, air permeability is further improved.
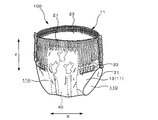
- a pant-type diaper 100 as an example of a pant-type diaper is configured such that an exterior body 11 is also formed on a crotch part 13 and an absorbent main body 40 is disposed on the inner side (skin contact surface side). It is. Specifically, the inner layer material 31 (second sheet material) and the outer layer material 33 (first sheet material) cover the entire surface of the abdomen side portion 21, the crotch portion 13, and the back side portion 23, and the width direction (X Direction) It has a shape confined inward.
- ventral side portion 21 and the back side portion 23 of the outer layer material 33 have an arrangement in which slit regions are arranged at intervals in the width direction, as in the developed plan view of FIG. Further, a non-slit region 72 that supplements the strength is disposed between the slit regions 71.
- the configuration of the outer layer material 33 according to the present invention is a pants-type diaper 100 having an exterior body continuously formed on the back side from the abdomen through the crotch by the partial formation of the slit portion 38. Is also applicable.
- the pants-type diaper 100 can achieve the same functions and effects by applying the configurations of the first to fifth examples of the first embodiment.
- the outer layer material 33 is not limited to the entire surface of the abdominal side part 21, the crotch part 13 and the back side part 23, but may be arranged only on the abdominal side part 21 and the back side part 23.
- the first sheet material having the slit region 71 may be the inner layer material 31 and the second sheet material may be the outer layer material 33.
- the crotch part 13 on the back side may be composed only of the outer layer material 33, or may be constituted by the outer layer material 33 and the inner layer material 31.
- the inner layer material 31 is folded inward from the waist (see the folded portion of the inner layer material 31 shown in FIG. 2). Therefore, the inner layer material 31 is in the height direction from the outer layer material 33. Long sheets are used. In addition, by folding the inner layer material 31 inward, leakage of urine, absorbent polymer, and the like from the end of the absorbent main body 40 can be further prevented. In addition, the inner layer material 31 may be folded back inwardly instead of the inner layer material 31, or both the inner layer material 31 and the outer layer material 33 may be folded back. Forty ends may be covered.
- the first embodiment of the manufacturing method is a preferable method for manufacturing the above-described pants-type diaper 10 (10A).
- the description explained in full detail regarding the 1st embodiment is applied suitably.
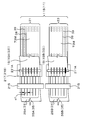
- the manufacturing method of the underpants type diaper 10 conveys the 1st sheet material continuous body 1S and the 2nd sheet material continuous body 2S which comprise the exterior
- the first sheet material continuum 1S and the second sheet material continuum 2S are stacked, and an elastic body 35 is introduced between the two continuums while avoiding the slits 38 in an expanded state.
- the first sheet material continuum 1 ⁇ / b> S is supplied from the upper side
- the second sheet material continuum 2 ⁇ / b> S is supplied from the lower side.
- An elastic body continuous member 3S to be an elastic body 35 is supplied between the continuous body 1S of sheet material and the continuous body 2S of second sheet material.
- the first sheet material continuum 1 ⁇ / b> S forms the outer layer material 33
- the second sheet material continuum 2 ⁇ / b> S forms the inner layer material 31.
- These first sheet material continuum 1S (outer layer material 33 continuum), second sheet material continuum 2S (inner layer material 31 continuum) and elastic body continuation member 3S (elastic body 35) are respectively described above.
- the same material as the pants-type diaper 10 is used.
- a plurality of the aforementioned band portions 39 are formed in the slit region 71.
- a plurality of slit regions 71 are formed at intervals in the transport direction.
- a receiving roll 212 is arranged at a position facing the slit cutter 211 with the first sheet material continuous body 1 ⁇ / b> S interposed therebetween.
- the outer layer material slit cutter 211 has a roll shape, and has a plurality of blades (not shown) along the circumferential direction of the cutter 211 in the axial direction of the cutter 211.
- the first sheet material continuous body 1 ⁇ / b> S in which the slit region 71 is formed is conveyed between the nip rolls 217 and 218 while being wound around the nip roll 217.
- the first sheet material continuous body 1 ⁇ / b> S may be cut with a slit cutter to form the slit region 71, and then may be directly supplied between the nip rolls 217 and 218 without being wound around the nip roll 217.
- a plurality of elastic body continuous members 3S are prepared in parallel, and the adhesives (FIG. (Not shown) is supplied between the nip rolls 217 and 218 together with the second sheet material continuous body 2S.
- Each elastic body continuous member 3S is supplied at a predetermined interval d1.
- the elastic body continuous member 3S is supplied so that the center in the width direction is located at the center of the belt width of the belt portion 39.
- a hot melt gun is used for the adhesive coating apparatus 215, and a hot melt adhesive can be used for the adhesive in this case.
- the elastic continuous member 3S having a predetermined interval d1 is supplied between the nip rolls 217 and 218 in a state of being stretched on the continuous body 2S of the second sheet material.
- the continuous body 1S of the first sheet material is supplied so that the elastic body continuous member 3S is positioned at the center of the band width of the band portion 39 of the slit region 71 on each elastic body continuous member 3S.
- the continuous body 1S of the first sheet material may be supplied so that the elastic body continuous member 3S is positioned by being shifted by a predetermined distance in one direction from the center of the band width of the band portion 39.
- the second sheet material continuous body 2S, the elastic body continuous member 3S, and the first sheet material continuous body 1S are passed between the nip rolls 217 and 218, and the hot melt applied to the elastic body continuous member 3S by the pressure between the rolls.
- the continuous body 2S of the second sheet material and the continuous body 1S of the first sheet material are bonded to each other through the elastic body continuous member 3S with an adhesive to obtain the exterior body continuous member 11S that becomes the exterior body 11.
- the adhesive is applied to one or both of the non-slit region 72 of the first sheet material continuum 1S and the second sheet material continuum 2S corresponding to this region by the adhesive coating device 215. It is preferable to supply and adhere to the elastic continuous member 3S. This is preferable because the first sheet material continuum 1S and the second sheet material continuum 2S can be surface-bonded and the strength of the exterior body 11 can be increased.
- an elastic body cutting step is performed in which the elastic function of the elastic body continuous member 3 ⁇ / b> S of the portion to which the absorbent main body 40 of the exterior body continuous member 11 ⁇ / b> S is attached is not expressed.
- the elastic body cutting step is performed before the absorbent main body 40 is disposed at a predetermined position between the abdominal side portion 21 and the back side portion 23 of the exterior body continuous member 11S.
- the elastic body cutting step uses, for example, a cut roll 219 formed with a non-functionalized region forming portion (not shown) that prevents the contraction force of the elastic body continuous member 3S from being expressed, and the exterior body continuous member 11S is nonfunctional. 11N can be formed.
- the non-functionalized region forming portion is configured by a large number of convex portions or cutter blades that divide the elastic body continuous member 3S, or a large number of emboss pins that harden the elastic body continuous member 3S by heat sealing.
- the roll 220 facing the cut roll 219 is the receiving roll, and its peripheral surface is a smooth surface.
- the exterior body continuous member 11 ⁇ / b> S is cut at the center in the width direction so as to form the abdomen side portion 21 of the exterior body and the back side portion 23 of the exterior body using the exterior body slit cutter 221.
- a receiving roll 222 is disposed at a position facing the slit cutter 221 with the exterior body continuous member 11S interposed therebetween.
- disconnected exterior body 21 and the back side part 23 is expanded to a predetermined space
- the widened rolls 223 to 226 separate the cut exterior body continuous members 11S at predetermined intervals.
- the widening means is not limited to the widening rolls 223 to 226, and any means may be used as long as it widens the space between the ventral side portion 21 and the back side portion 23 of the exterior body.
- the abdominal side part 21 and the back side part 23 of the separated exterior body are guided so as to be parallel to each other.
- a parallelizing guide roll (not shown) is preferably used as the means for guiding in parallel.
- This parallelization guide roll is comprised from the roll distribute
- the means for guiding in parallel is not limited to the above-described guide roll, and any means may be used as long as the distance between the ventral side portion 21 and the back side portion 23 of the exterior body is parallel.
- the dimensions of the pants-type diaper 10 including the predetermined interval are appropriately selected according to the size and application. In addition, you may perform the elastic body cutting process mentioned above after cut
- the absorbent body 40 obtained by cutting the absorbent main body continuous body 40S supplied from the absorbent main body forming portion 4 is placed at a predetermined position between the ventral side portion 21 and the back side portion 23 of the exterior body continuous member 11S.
- the absorptive main body 40 is arranged so as to span the abdominal side portion 21 and the back side portion 23 so that the longitudinal direction thereof is, for example, a perpendicular direction with respect to the abdominal side portion 21 and the back side portion 23.
- the absorptive main body 40 is fixed to the exterior body continuous member 11S while maintaining the extended state of the exterior body continuous member 11S.
- the absorbent main body 40 is fixed while maintaining the exterior body continuous member 11 ⁇ / b> S so as not to be contracted by the contraction force of the elastic body continuous member 3 ⁇ / b> S.
- the absorbent main body 40 is also provided with an elastic member that contracts in the longitudinal direction thereof. Even in such a case, the outer body continues to be maintained while the absorbent main body 40 is not contracted. It fixes with respect to the member 11S. At that time, an adhesive is applied in advance to the absorbent main body 40 or the exterior body continuous member 11S.
- the outer end in the width direction of the exterior body continuous member 11S is folded back so as to cover both ends in the longitudinal direction of the absorbent main body 40, and the absorbent main body 40 is fixed at the folded portion.
- an adhesive is applied in advance to predetermined positions on the inner surface side of the folded portion, the absorbent main body 40, and the like. Since the folded portion of the exterior body continuous member 11S (the folded portion of the inner layer material 31 shown in FIG. 2) is formed of the continuous body 2S of the second sheet material, the continuous body 2S of the second sheet material is the first sheet. A sheet having a width wider than that of the continuous material 1S is used.
- the longitudinal direction of the absorbent main body 40 is folded in half, and the abdomen side portion 21 of the exterior body continuous member 11S and the back side portion 23 of the exterior body continuous member 11S are connected to the continuous body 2S of the second sheet material. Overlapping to face.
- a side seal process is performed in which the ventral side portion 21 and the back side portion 23 are joined at a predetermined interval to form the side seal portion 25.
- the joining is performed in the width direction of the exterior body continuous member 11S (direction orthogonal to the transport direction).
- the predetermined interval in the side seal process determines the length of the pants-type diaper 10 in the width direction. In this way, a continuous pants-type diaper 10S is obtained.
- pant diaper continuous body 10S formed by combining the abdomen side portion 21 and the back side portion 23 of the exterior body is cut in the width direction and separated into individual pant diapers 10 (10A).
- pant-type diaper 10 (10A) is completed, and the configuration described in the first example of the pant-type diaper can be obtained.
- the pants-type diaper continuum 10S is cut at a joint obtained by performing side sealing. Specifically, two side seal portions are formed in the width direction of the exterior body continuous member 11S at one joint portion, and cutting is performed between the two side seal portions.
- the partial slit region 71 is formed without completely separating the continuous body 1S of the first sheet material into thin strips. Positioning at the time of conveyance of the continuous body 1S becomes easy. In particular, the alignment of the elastic body continuous member 3S and the band portion 39 becomes easy. Further, the continuous body 1S of the first sheet material is not easily torn during conveyance. In addition, the elastic continuous member 3 ⁇ / b> S is reliably bonded and fixed by the surface bonding of the non-slit region 72, and is prevented from coming off from the sheet material.
- the elastic body continuous member 3S even if the elastic body continuous member 3S tries to contract due to the reaction caused by the cutting, it is prevented by the non-slit region 72 and is prevented from coming off. Further, since there is surface bonding of the non-slit region 72, the amount of the adhesive applied to the elastic body continuous member 3S can be suppressed, and the bleeding of the adhesive from the slit portion 38 can be prevented. Thereby, a quality diaper can be manufactured accurately.
- the exterior body continuous member 11S for the abdomen and the exterior body continuous member 11S for the back side may be separately manufactured in parallel. Moreover, in FIG.
- the slit portion 38 cuts to improve the air permeability. be able to.
- the amount of wrinkles can be increased by the action of the slit portion 38, and the waist area can be soft and rich in flexibility.
- the cooperative action of the slit region 71 and the non-slit region 72 of the outer layer material 33 it has the strength that can withstand various forces, and the breathability, stretchability and flexibility are maintained and the skin feels excellent. It is possible to accurately and stably manufacture a pants-type wearing article with improved hiding power. Thereby, the underpants type diaper 10 (10A) excellent in the wearing feeling which reduces stuffiness for a long term can be provided.
- a 2nd embodiment is one method of manufacturing the above-mentioned underpants type diaper 10 (10B).
- the manufacturing method of the second embodiment is the same as the manufacturing method of the first embodiment described above, in which the seal roll 231 is provided between the nip rolls 217 and 218 and the cut roll 219 and the receiving roll 220.
- a sealing step is performed in which the first sheet material continuum 1S, the elastic body continuation member 3S, and the second sheet material continuum 2S are superposed, and passed through the seal roll 231.
- a receiving roll 232 is disposed at a position facing the seal roll 231 with the exterior body continuous member 11S interposed therebetween. Seal portions 37 are formed by the seal roll 231 at intervals on both side edge portions 39S, 39S of the belt portion 39 of the continuous body 1S of the first sheet material (not shown in FIG. 14, but shown in FIG. 6 (3)).
- the belt portion 39 is fixed to the continuous body 2S of the second sheet material.
- emboss bonding it is preferable to use emboss bonding.
- emboss bonding By adopting emboss bonding, the texture of the sheet material is not impaired by the curing of the adhesive and the like, and a good touch can be maintained.
- the elastic body continuous member 3S is between the belt portion 39 and the second sheet material continuous body 2S, and between the seal portions 37 and 37 (not shown in FIG. 14, see FIG. 6 (3)).
- it is intermittently fixed to the band 39 and the continuous body 2S of the second sheet material by an adhesive in the step before the emboss bonding.
- the elastic body continuous member 3S is largely free from the belt portion 39 and the continuous body 2S of the second sheet material. Thereby, the air permeability and stretchability in the diaper height direction (Y direction) of the outer layer material 33 formed from the continuous body 1S of the first sheet material can be improved.
- the adhesive is preferably applied to the continuous body 2S of the second sheet material and the continuous body 1S of the first sheet material. In the drawing, the case where coating is performed on both the continuous body 2S of the second sheet material and the continuous body 1S of the first sheet material is shown. However, the elastic body continuous member 3S is thin and the adhesive surrounds the elastic body continuous member 3S. When it can wrap around, it may be applied to either one.
- the adhesive can also be applied to the elastic continuous member 3S. In that case, it is preferable that the application position to the elastic body continuous member 3S is performed immediately before the joining of the continuous body 2S of the second sheet material and the continuous body 1S of the first sheet material.
- the stretched elastic continuous member 3S is interposed between the belt portion 39 of the first sheet material continuum 1S and the second sheet material continuum 2S in two layers.
- a band (not shown) can be formed by the belt portion 39 when the elastic body continuous member 3S (elastic body 35) is contracted. It can. That is, the elastic band formed of the elastic body continuous member 3S contracts, and the band portion 39 while being fixed intermittently rises outward (non-skin contact surface side). As a result, the wrinkles are formed. In this way, an exterior body continuous member 11S that becomes the exterior body 11 is obtained.
- the process after the elastic body cutting process using the cut roll 219 described in the first embodiment is sequentially performed to complete the pant diaper 10 (10B) (for example, see FIG. 6).
- the elastic body cutting step cuts the elastic body 35 at one position in the center of the region where the absorber is disposed.
- the elastic body cutting step is not essential and can be omitted.
- the same effects as those of the first embodiment described above can be obtained, and the air permeability of the region where the band portion 39 is formed can be improved. Further, it is possible to form a ridge in the width direction of the outer layer material 33 simultaneously with fixing the belt portion 39. This can give a decorative aesthetic. Also, in fixing the elastic body continuous member and the first sheet material continuum 1S or the second sheet material continuum 2S, and fixing the first sheet material continuum 1S and the second sheet material continuum 2S, Compared to the first embodiment, a large amount of adhesive is not required, and environmental load can be reduced, and cost is reduced.
- a 3rd embodiment is one method of manufacturing the above-mentioned underpants type diaper 10 (10C).
- the first sheet material continuum 1S is supplied from the upper side, and the second sheet material continuum 2S is supplied from the lower side.
- the first sheet material continuum 1 ⁇ / b> S forms the outer layer material 33, and itself has elasticity in the longitudinal direction (waist circumference direction). As an example, it has a fiber layer on the surface of an elastic sheet. Therefore, unlike the above-described first embodiment, the elastic body 35 is not used.
- the continuous body 2 ⁇ / b> S of the second sheet material forms the inner layer material 31.
- a tooth gap process is performed as a stretching process on the entire surface of the continuous body 1 ⁇ / b> S of the first sheet material.
- a groove 34 (not shown in FIG. 15, see FIG. 7 (3)) is attached in the width direction of the first sheet material continuous body 1S.
- the interval between the grooves 34 depends on the thickness of the non-woven fabric of the first sheet material continuous body 1S, but for example, is an interval according to the above-described pants-type diaper 10C.
- an uneven roll 242 that meshes with the roll 241 is disposed at a position facing the uneven roll 241.
- the outer layer material slit cutter 211 described in the first embodiment described above is used to form the slit region 71 in the continuous body 1S of the first sheet material that has been subjected to the tooth gap processing. Then, the first sheet material continuous body 1 ⁇ / b> S is maintained in a slit state and conveyed between the nip rolls 217 and 218. In addition, after dividing the continuous body 1S of the first sheet material into a plurality of pieces by the outer layer material slit cutter 211, the above-described tooth gap processing may be performed.
- the continuous body 2S of the second sheet material is supplied with an adhesive (not shown) supplied by the adhesive coating device 215 attached thereto. Further, in the portion corresponding to the slit region 71 of the first sheet material continuum 1S, it is preferable that the adhesive is supplied to the substantially central portion of the position where each of the belt portions 39 is bonded in the next step.
- the supply method may be continuous or intermittent.
- the first sheet material continuum 1S is supplied between the nip rolls 217 and 218 on the second sheet material continuum 2S at a predetermined interval. Then, by passing the second sheet material continuum 2S and the first sheet material continuum 1S between the nip rolls 217 and 218, the adhesive applied to the second sheet material continuum 2S by the pressure between the rolls. Thus, the second sheet material continuum 2S and the first sheet material continuum 1S are bonded together. As a result, an exterior body continuous member 11S to be the exterior body 11 is obtained.
- the steps after the exterior body cutting step using the exterior body slit cutter 221 described in the first embodiment of the manufacturing method of the present invention are sequentially performed, and the pants-type diaper 10 (10C) (for example, the above figure) Complete 7).
- the same effect as in the first embodiment described above can be obtained.
- stretchability is imparted to the first sheet material continuum 1S itself. Therefore, it is necessary to dispose an elastic body between the first sheet material continuum 1S and the second sheet material continuum 2S. Therefore, it is possible to reduce the material and the material cost accordingly.
- a 4th embodiment is one method of manufacturing the above-mentioned underpants type diaper 10 (10D).
- the continuum 2S of the second sheet material that becomes the inner layer material 31 and the continuum 1S of the first sheet material that becomes the outer layer material 33 by the nip rolls 217 and 218 in the first embodiment described above Is a manufacturing method in which a tooth gap process as an extending process is performed between the process of bonding the elastic body via the elastic body continuous member 3S and the elastic body cutting process by the cut roll 219. Except for performing the tooth gap process, it is the same as the first embodiment described above.
- the tooth gap process is performed by pressing the teeth of the concavo-convex roll 241 against the outer layer material 33 and the inner layer material 31 so that the fiber layer has extensibility without hindering the extensibility of the stretch sheet constituting the outer layer material 33, for example. It is a process to give.
- a groove 34 (not shown in FIG. 16, refer to FIG. 8) is provided in the first sheet material continuum 1S with an interval.
- the interval between the grooves 34 is preferably the same as, for example, the groove of the above-described pants-type diaper 10C.
- An uneven roll 242 that meshes with the roll 241 is disposed at a position facing the uneven roll 241.
- the first sheet material continuum 1S and the second sheet material continuum 2S in which the slit region 71 is formed by the slit cutter 211 are replaced by the elastic body continuation member 3S. Paste them together.
- the continuous body 1S of the first sheet material is a non-stretchable nonwoven fabric as an example.
- the concavo-convex roll 241 is used to apply a tooth gap process as a stretching process to the continuous body 1S of the first sheet material and the continuous body 2S of the second sheet material bonded together with the elastic body continuous member 3S interposed therebetween.
- extensibility is expressed in the longitudinal direction of the continuous body 1S of the first sheet material and the continuous body 2S of the second sheet material so as not to hinder the stretchability of the elastic body continuous member 3S (elastic body 35).
- elastic body 35 elastic body 35
- the surface of the continuous body 1S of the first sheet material is provided with irregularities (the recesses are grooves 34) in the width direction.
- the interval between the grooves 34 depends on the thickness of the non-woven fabric of the first sheet material continuous body 1S, but for example, is an interval according to the above-described pants-type diaper 10C.
- a processing method will not be limited to a tooth gap process.
- a 5th embodiment is another manufacturing method which manufactures the above-mentioned underpants type diaper 10 (10A).
- the first sheet material continuum 1S, the first sheet material continuum 1SA that forms the ventral side portion 21 of the exterior body 11, and the dorsal side portion in advance. 23 is supplied in a state of being divided into a continuous body 1SB of the first sheet material forming 23.
- the second sheet material continuum 2 ⁇ / b> S is divided into a second sheet material continuum 2 ⁇ / b> SA that forms the ventral side portion 21 and a second sheet material continuum 2 ⁇ / b> SB that forms the dorsal side portion 23. Supply with.
- the continuums 1SA and 1SB of the first sheet material and the continuums 2SA and 2SB of the second sheet material corresponding to the widths of the ventral side portion and the back side portion are used.
- region 71 is each formed in the continuous body 1SA and 1SB of the said 1st sheet material by outer-layer material slit cutter 211A, 211B.
- the continuum 1SA and 1SB of the first sheet material provided with the slit region 71 are respectively wound around the nip roll 217 and conveyed between the nip rolls 217 and 218 in this state.
- Subsequent processes are the same as those in the first embodiment described above, except that the cutting process of the exterior body continuous member 11S using the exterior body slit cutter is not performed.
- the first sheet material continuum 1S is divided into the first sheet material continuum 1SA and 1SB by the slit cutter 216A.
- the sheet material continuum 2SA and 2SB may be separated by a slit cutter 216B.
- the gap between the first sheet material continuum 1SA and the first sheet material continuum 1SB is widened to a predetermined interval by a widening means (not shown) and another widening means (not shown).
- a widening roll can be used as each of the widening means.
- region 71 are obtained by outer-layer material slit cutter 211A, 211B. Subsequently, between the nip rolls 217 and 218, the elastic continuous member 3 ⁇ / b> S is sandwiched between the first sheet material continuous body 1 ⁇ / b> S and the second sheet material continuous body 2 ⁇ / b> S, and the first sheet material continuous body 1 ⁇ / b> S and the second sheet.
- the material continuum 2S is sent. Thereafter, the same steps as in the first embodiment are performed.
- the exterior body 11 composed of the continuous body 1S of the first sheet material and the continuous body 2S of the second sheet material sandwiching the elastic continuous member 3S is divided into the ventral side portion 21 and the back side portion 23 and manufactured. Is done. Therefore, the process of slitting the exterior body 11 is not performed as in the first embodiment.
- the same effect as in the first embodiment described above can be obtained.
- the first sheet material continuum 1SA and 1SB having a predetermined width are supplied from the beginning without slitting the first sheet material continuum 1S in advance, and the second sheet material continuum 2S is similarly slit.
- the outer body slit cutter when supplying the continuous body 2SA and 2SB of the second sheet material having a predetermined width from the beginning. Therefore, manufacturing equipment can be reduced and manufacturing cost can be reduced.
- the method of supplying the first sheet material continuum 1SA and the first sheet material continuum 1SB separately is the second embodiment to the second embodiment described above. It can be applied to four embodiments. In any case, the subsequent processes are the same as those in the second to fourth embodiments, respectively, except that the cutting process of the exterior body continuous member 11S using the exterior body slit cutter is not performed.
- FIG. 2nd Embodiment is an example which applied the manufacturing method of this invention to the manufacturing method of the underpants type diaper which has the conventional leg hole, and is the method of manufacturing the above-mentioned underpants type diaper 100.
- FIG. 2nd Embodiment is an example which applied the manufacturing method of this invention to the manufacturing method of the underpants type diaper which has the conventional leg hole, and is the method of manufacturing the above-mentioned underpants type diaper 100.
- the first sheet material continuum 1S is supplied from the upper side, and the second sheet material continuum 2S is supplied from the lower side, and the first sheet material continuum 1S and the second sheet are supplied.
- An elastic body continuous member 3S to be an elastic body 35 is simultaneously supplied between the material continuous body 2S.
- the continuous body 1S of the first sheet material forms an outer layer material 33 extending over the abdominal side, the crotch part, and the back side.
- the continuous body 2 ⁇ / b> S of the second sheet material forms an inner layer material 31 extending over the abdominal side, the crotch portion, and the back side.
- the first sheet material continuum 1S (outer layer material 33), the second sheet material continuum 2S (inner layer material 31), and the elastic body continuation member 3S (elastic body 35) are each of the above-described pants-type diaper.
- the same material as described in one embodiment is used.
- slit regions 71 are formed at intervals along the conveying direction at portions on the both sides of the first sheet material continuum 1S that become the belly side portion and the back side portion.
- a receiving roll 212 is disposed at a position facing the slit cutter 211 with the first sheet material 1S interposed therebetween.
- the continuous body 1 ⁇ / b> S of the first sheet material is conveyed between the nip rolls 217 and 218.
- a plurality of elastic body continuous members 3S are prepared in parallel, and each of them is extended and supplied between the second sheet material continuous body 2S and the first sheet material continuous body 1S. .
- the continuous body 1S of the first sheet material and the elastic body continuous member 3S are supplied so that the center of the width direction of the elastic body continuous member 3S coincides with the center of the band width of the belt portion 39 of the slit region 71. Is preferred.
- the second sheet material continuum 2S and the first sheet material continuum 1S are formed by the same method as described in the first embodiment, and an adhesive coating device (not shown). ) To apply an adhesive (not shown).
- a hot melt gun is used for the adhesive coating apparatus (not shown), and a hot melt adhesive is used for the adhesive in this case.
- the second sheet material continuous body 2S, the elastic body continuous member 3S, and the first sheet material continuous body 1S are passed between the nip rolls 217 and 218. Then, the second sheet material continuum 2S and the first sheet material continuum 1S are bonded to each other through the elastic continuous member 3S by the applied hot melt adhesive by the pressure between the rolls, An exterior body continuous member 11S to be the body 11 is obtained.
- the elastic continuous member 3S is conveyed between the cut roll 219 and the receiving roll 220.
- the elastic body cutting process which does not express the elastic function of the elastic body continuous member 3S in the area
- This cutting method is the same as that described in the first embodiment.
- the absorbent main body 40 obtained by cutting the absorbent main body continuous body 40S supplied from the absorbent main body forming portion 4 is used as the ventral side of the exterior body continuous member 11S. It arrange
- leg holes 110 are opened in both side portions of the absorbent main body 40 fixed to the exterior body continuous member 11S.
- the pants-type diaper 100 is completed by performing the steps after the side sealing step in which the abdominal side portion 21 and the back side portion 23 are joined at a predetermined interval in the width direction.
- the strength that can withstand various forces is obtained by the cooperative action of the slit region 71 and the non-slit region 72 of the outer layer material 33 as in the first embodiment. It is possible to manufacture a pants-type wearing article that is provided with excellent breathability, stretchability, and flexibility, has excellent wearing feeling, and has improved skin concealment with high accuracy and stability.
- the adjustment of the formation position of the slit region 71 of the first sheet material continuum 1S is performed, for example, by setting the conventional formation position of the leg holes 1 or the elastic body for leg gathers. Adjustment can be made with high accuracy by setting fixed positions on the ventral side and the back side. Thereby, since air permeability is improved, the pants-type diaper 10 (10A) excellent in skin concealability can be provided by reducing stuffiness.
- the slit portion 38 is cut while maintaining the same stretchability as the conventional pant-type diaper and maintaining the wearability to the body and the mobility of the body.
- the air permeability can be improved.
- the amount of wrinkles is increased by the action of the slit portion 38, and the waist area is soft and rich in flexibility.
- the diaper 10 has a strength capable of withstanding various forces by the cooperative action of the slit region 71 and the non-slit region 72 of the outer layer material 33, and has a feeling of wearing that maintains breathability, stretchability, and flexibility. It will be excellent. Therefore, it is possible to reduce stuffiness even when wearing a diaper for a long time.
- the skin since the exterior body 11 has a two-layer structure of the inner layer material 31 and the outer layer material 33 and the belt portions 39 are adjacent to each other, the skin is difficult to see through and the skin concealability can be improved. Further, according to the method for producing a pant-type wearing article of the present invention, the skin has the above-mentioned strength that can withstand various forces, has excellent breathability, stretchability, and a feeling of wearing that maintains flexibility, and the skin is difficult to see through. It is possible to accurately and stably manufacture a pants-type wearing article with improved hiding power.
- a pant-type diaper is shown as an example of the pant-type wearing article of the present invention.
- a pant-type diaper cover that is used with an absorbent main body disposed on the skin surface side is also preferable.
- the absorbent main body is not particularly limited as long as it absorbs excreted urine and the like, and examples thereof include an absorbent pad such as a urine collecting pad.
- the absorbent pad includes, for example, a liquid-permeable surface sheet, a liquid-impermeable leak-proof sheet, and a liquid-retaining absorbent interposed between the two sheets, and is formed in a vertically long shape such as a rectangular shape in plan view. The thing which was done is mentioned.
- a pair of left and right solid guards are formed on both sides of the absorbent pad in the longitudinal direction, and each solid guard is for forming a solid guard having a solid guard elastic member on both sides of the absorbent pad in the longitudinal direction.
- the sheet material is disposed.
- the longitudinal direction of such an absorbent pad is passed from the wearer's back side to the stomach side through the crotch, and the liquid-permeable sheet side of the pad is disposed so as to contact the wearer's skin. It is preferable to wear the diaper cover so as to cover the absorbent pad.
- pant-type wearing article of the present invention is a concept that includes absorbent articles in general having a pant-type structure, such as a sanitary short and a shorts napkin, in addition to the pant-type diaper as described above.
- This pants-type wearing article may be for infants or for adults.
- the disposable underwear which does not comprise an absorptive main body may be sufficient.
- a pants-type wearing article having a side seal part joined to a side edge part of a side part, An exterior body in which the first sheet material and the second sheet material are laminated is disposed on the ventral side portion and the back side portion, and the exterior body has elasticity in the width direction,
- the pants-type wearing article wherein the first sheet material has a slit region in which a plurality of slit portions are arranged in the height direction, and the slit region is arranged in the width direction of the first sheet material.
- an elastic body is disposed in the width direction between the first sheet material and the second sheet material, avoiding the slit portion, or the first
- the pants-type wearing article according to ⁇ 1> wherein both or one of the sheet material and the second sheet material is formed of a stretchable material.
- an elastic body is disposed in the width direction so as to avoid the slit portion between the first sheet material and the second sheet material.
- a portion sandwiched between slit portions adjacent to each other in the height direction in the slit region of the first sheet material is a horizontally long belt portion, and a plurality of seal portions are formed in a portion where the belt portion and the second sheet material overlap.
- ⁇ 2> or ⁇ 3> in which a ridge is formed on each of the belt portion and the second sheet material between the seal portions adjacent to each other in the width direction of the pants-type wearing article.
- Pants-type wearing article. ⁇ 5> The pants-type wearing article according to any one of ⁇ 2> to ⁇ 4>, wherein the first sheet material and / or the second sheet material are stretched.
- ⁇ 6> Any one of the items ⁇ 2> to ⁇ 5>, wherein the first sheet material itself has elasticity in a waist direction, and the first sheet material is attached to the second sheet material in an expanded state
- ⁇ 7> The pants-type wearing article according to ⁇ 6>, wherein the elastic body is sandwiched between the first sheet material and the second sheet material.
- ⁇ 8> The first sheet material and the second sheet material fixed through an elastic body are stretched in the waist direction, and the elastic body is stretched in the first sheet material and the second sheet.
- the band portion of the first sheet material is fixed to the second sheet material at a part of the band width, and a frill is formed on a side edge of the band portion which is a free end.
- ⁇ 10> The pants-type wearing article according to ⁇ 9>, wherein the belt portion of the first sheet material is fixed to the second sheet material at a center portion in the width direction.
- the pant-type wearing article is a pant-type diaper, and a liquid-retaining absorbent main body is arranged on the skin contact surface side from the crotch part to the abdomen and the back part.
- the slit region of the first sheet material is arranged so as to avoid the vicinity of the arrangement region of the absorbent main body and the vicinity of the side seal portion.
- a portion sandwiched between the slit portions adjacent to each other in the height direction is a horizontally long belt portion, and a non-fixed portion between the second sheet material and the side edge portion of the belt portion
- the first sheet material is an outer layer material constituting the exterior body
- the second sheet material is an inner layer material constituting the exterior body
- the first sheet material is a non-layer material of the second sheet material.
- the pants-type wearing article according to any one of the above items ⁇ 1> to ⁇ 14> which is disposed on the skin contact surface side.
- the first sheet material is an inner layer material constituting the exterior body
- the second sheet is an outer layer material constituting the exterior body
- the first sheet material is a skin contact of the second sheet material.
- the pants-type wearing article according to any one of the above items ⁇ 1> to ⁇ 14>, which is disposed on the surface side.
- the band width of the band portion between the slit portions of the first sheet material is 1 mm or more, preferably 3 mm or more, more preferably 5 mm or more, and any one of the above items ⁇ 1> to ⁇ 16> Pants-type wearing article as described.
- the band width of the band portion between the slit portions of the first sheet material is 60 mm or less, preferably 40 mm or less, and more preferably 30 mm or less. Any one of the above items ⁇ 1> to ⁇ 17> Pants-type wearing article as described. ⁇ 19>
- the band width of the band portion between the slit portions of the first sheet material is 1 mm to 60 mm, preferably 3 mm to 40 mm, more preferably 5 mm to 30 mm, any of the above ⁇ 1> to ⁇ 18>
- the second sheet material is an inner layer material constituting the exterior body, and the band portion of the outer layer material is fixed to the inner layer material at a central portion of the band width.
- ⁇ 1> to ⁇ 19> The underpants type wearing article of any one of these.
- ⁇ 21> The pants-type wearing article according to any one of ⁇ 1> to ⁇ 20>, wherein the exterior body is also disposed in the crotch part.
- ⁇ 22> The pants-type wearing article according to any one of ⁇ 1> to ⁇ 21>, wherein an absorbent main body is disposed on a skin contact surface side of the exterior body.
- a method for producing a pants-type wearing article having an abdominal side portion disposed on the wearer's ventral side, a crotch portion disposed on the crotch portion, and a back side portion disposed on the back side, Conveying the continuum of the first sheet material and the continuum of the second sheet material, which form the exterior body of the pants-type wearing article, A plurality of slit portions formed along the transport direction are formed on the continuous body of the first sheet material, and a slit region is formed with an interval in a direction orthogonal to the transport direction, and the slit region is formed in the transport direction.
- a step of forming a plurality at intervals Laminating the continuum of the first sheet material and the continuum of the second sheet material, and forming a ventral side portion and a back side portion of the exterior body; The abdomen and the dorsal side are opposed to each other and overlapped, and both side edges of the abdomen and dorsal side are joined to form a side seal part; and Cutting at the side seal part and separating into individual pants-type wearing articles; A method for manufacturing a pants-type wearing article.
- the elastic body is extended to avoid the slit portion between the continuous body of the first sheet material and the continuous body of the second sheet material.
- the manufacturing method of the underpants type wearing article provided with the process which introduce
- the elastic body is introduced in a state where a hot melt adhesive is applied, and the continuum of the first sheet material and the second sheet material
- a hot melt adhesive is applied to at least one of the elastic bodies to bond and fix the elastic body.
- ⁇ 27> In the step of forming the ventral side portion and the back side portion of the exterior body, with the elastic body interposed between the continuous body of the first sheet material and the continuous body of the second sheet material, The method for producing a pants-type wearing article according to any one of ⁇ 24> to ⁇ 26>, wherein a side edge portion of a belt portion in a slit region of the continuous body of the first sheet material is embossed with the second sheet material. .
- ⁇ 28> The method according to any one of ⁇ 23> to ⁇ 27>, wherein, in the step of forming the side seal portion, the second sheet material is opposed to each other to be overlapped with the abdominal side portion and the back side portion.
- Manufacturing method of pants-type wearing articles ⁇ 29>
- the elastic body is provided with a plurality of elastic body continuous members, each of which is extended and supplied with the adhesive supplied by the adhesive coating device.
- ⁇ 24>- ⁇ 28> The manufacturing method of the underpants type wearing article as described in ⁇ 28>.
- ⁇ 30> A continuation of the second sheet material in a state where the continuum of the first sheet material on the ventral side and the continuum of the first sheet material on the back side are separated in the width direction.
- the method for producing a pants-type wearing article according to any one of ⁇ 23> to ⁇ 29> which is supplied to a body.
- ⁇ 31> Before laminating the continuous body of the first sheet material and the continuous body of the second sheet material, either or both of the continuous body of the first sheet material and the continuous body of the second sheet material Or the pants-type wearing article according to any one of the above ⁇ 23> to ⁇ 30>, wherein the first sheet material continuum and the second sheet material continuum are laminated and then subjected to stretching. Manufacturing method.
- pant-type wearing article The production of the pant-type wearing article according to any one of ⁇ 23> to ⁇ 31>, wherein the pant-type wearing article includes an absorbent main body, and the absorbent main body is disposed at a predetermined position of the exterior body.
- Method. ⁇ 33> The above-described ⁇ 32>, which includes an elastic body cutting step for preventing the elastic function of the elastic body from being exhibited in a portion to which the absorbent main body is attached before the absorbent main body is disposed at a predetermined position of the exterior body.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR2015/15951T TR201515951T1 (tr) | 2013-05-13 | 2014-04-24 | Giyilebilir giyim nesnesi ve bunu üretmek için metot. |
| CN201480027838.8A CN105307616B (zh) | 2013-05-13 | 2014-04-24 | 短裤型穿着用物品和其制造方法 |
| RU2015153192A RU2636567C2 (ru) | 2013-05-13 | 2014-04-24 | Натягиваемый предмет одежды и способ его производства |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013101715A JP5706925B2 (ja) | 2013-05-13 | 2013-05-13 | パンツ型着用物品およびその製造方法 |
| JP2013-101715 | 2013-05-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014185247A1 true WO2014185247A1 (ja) | 2014-11-20 |
Family
ID=51898227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/061580 WO2014185247A1 (ja) | 2013-05-13 | 2014-04-24 | パンツ型着用物品およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP5706925B2 (zh) |
| CN (1) | CN105307616B (zh) |
| RU (1) | RU2636567C2 (zh) |
| TR (1) | TR201515951T1 (zh) |
| TW (1) | TWI609681B (zh) |
| WO (1) | WO2014185247A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108289768A (zh) * | 2015-11-18 | 2018-07-17 | 尤妮佳股份有限公司 | 可穿戴物品 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016092708A1 (ja) * | 2014-12-12 | 2016-06-16 | 山田 菊夫 | 使い捨て衣類及び吸収体 |
| JP6407090B2 (ja) * | 2015-04-08 | 2018-10-17 | ユニ・チャーム株式会社 | 使い捨ての体液吸収性着用物品 |
| JP6444818B2 (ja) * | 2015-06-26 | 2018-12-26 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| CN107683127B (zh) * | 2015-06-30 | 2018-11-16 | 尤妮佳股份有限公司 | 吸收性物品 |
| CN107847359B (zh) * | 2015-06-30 | 2018-12-14 | 尤妮佳股份有限公司 | 吸收性物品的制造方法以及制造装置 |
| BR112017028186B1 (pt) * | 2015-06-30 | 2022-08-02 | Unicharm Corporation | Artigo absorvente |
| JP6400554B2 (ja) | 2015-09-28 | 2018-10-03 | ユニ・チャーム株式会社 | パンツ型おむつの製造方法 |
| WO2017085806A1 (ja) * | 2015-11-18 | 2017-05-26 | ユニ・チャーム株式会社 | 着用物品 |
| EP3378453B1 (en) * | 2015-11-18 | 2019-12-25 | Unicharm Corporation | Wearable article |
| WO2018020676A1 (ja) * | 2016-07-29 | 2018-02-01 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN110087595B (zh) * | 2016-08-31 | 2021-10-08 | 尤妮佳股份有限公司 | 用于制造用于吸收性物品的片状构件的方法和装置 |
| WO2018042555A1 (ja) * | 2016-08-31 | 2018-03-08 | ユニ・チャーム株式会社 | 吸収性物品に係るシート状部材の製造方法、及び製造装置 |
| EP3646832B1 (en) * | 2017-10-12 | 2021-09-29 | Unicharm Corporation | Absorbent article |
| US20210031428A1 (en) * | 2018-02-06 | 2021-02-04 | Zuiko Corporation | Stretchable sheet, disposable article using stretchable sheet, and method for manufacturing same |
| JP7141285B2 (ja) * | 2018-09-11 | 2022-09-22 | 花王株式会社 | パンツ型使い捨ておむつ |
| JP6768877B1 (ja) * | 2019-04-26 | 2020-10-14 | ユニ・チャーム株式会社 | 吸収性物品 |
| WO2021080477A1 (en) * | 2019-10-22 | 2021-04-29 | Essity Hygiene And Health Aktiebolag | Pant-type garment and method for the production thereof |
| KR102595536B1 (ko) * | 2022-10-14 | 2023-10-27 | 김병철 | 기능성 일회용 팬티 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09262250A (ja) * | 1996-03-29 | 1997-10-07 | Uni Charm Corp | パンツ型の使い捨ておむつ |
| JP2010158590A (ja) * | 2010-04-23 | 2010-07-22 | Zuiko Corp | パンツタイプ着用物品の製造方法 |
| JP2011030791A (ja) * | 2009-07-31 | 2011-02-17 | Daio Paper Corp | パンツタイプ使い捨ておむつ |
| JP2012139247A (ja) * | 2010-12-28 | 2012-07-26 | Kao Corp | パンツ型着用物品およびその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1314379C (zh) * | 2003-12-14 | 2007-05-09 | 福建恒安集团有限公司 | 一种制造短裤式纸尿裤的方法及所制得的物品 |
| JP2009501054A (ja) * | 2005-07-14 | 2009-01-15 | エスセーアー・ハイジーン・プロダクツ・アーベー | 弾性腰バンドを有するパンツ型吸収性物品 |
| TWI290462B (en) * | 2006-06-27 | 2007-12-01 | Ting-Yan Liou | Draw-and-replace pocket paper urine pad |
| BR112013016596B1 (pt) * | 2010-12-28 | 2020-09-29 | Kao Corporation | Artigo de vestuário de puxar e método de produção do mesmo |
-
2013
- 2013-05-13 JP JP2013101715A patent/JP5706925B2/ja active Active
-
2014
- 2014-04-24 TR TR2015/15951T patent/TR201515951T1/tr unknown
- 2014-04-24 RU RU2015153192A patent/RU2636567C2/ru active
- 2014-04-24 WO PCT/JP2014/061580 patent/WO2014185247A1/ja active Application Filing
- 2014-04-24 CN CN201480027838.8A patent/CN105307616B/zh active Active
- 2014-04-29 TW TW103115414A patent/TWI609681B/zh not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09262250A (ja) * | 1996-03-29 | 1997-10-07 | Uni Charm Corp | パンツ型の使い捨ておむつ |
| JP2011030791A (ja) * | 2009-07-31 | 2011-02-17 | Daio Paper Corp | パンツタイプ使い捨ておむつ |
| JP2010158590A (ja) * | 2010-04-23 | 2010-07-22 | Zuiko Corp | パンツタイプ着用物品の製造方法 |
| JP2012139247A (ja) * | 2010-12-28 | 2012-07-26 | Kao Corp | パンツ型着用物品およびその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108289768A (zh) * | 2015-11-18 | 2018-07-17 | 尤妮佳股份有限公司 | 可穿戴物品 |
| CN108289768B (zh) * | 2015-11-18 | 2019-06-11 | 尤妮佳股份有限公司 | 可穿戴物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5706925B2 (ja) | 2015-04-22 |
| JP2014221122A (ja) | 2014-11-27 |
| CN105307616B (zh) | 2018-11-23 |
| TR201515951T1 (tr) | 2016-06-21 |
| TW201507707A (zh) | 2015-03-01 |
| CN105307616A (zh) | 2016-02-03 |
| TWI609681B (zh) | 2018-01-01 |
| RU2636567C2 (ru) | 2017-11-23 |
| RU2015153192A (ru) | 2017-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5706925B2 (ja) | パンツ型着用物品およびその製造方法 | |
| JP6050969B2 (ja) | パンツ型着用物品およびその製造方法 | |
| WO2012090866A1 (ja) | パンツ型着用物品およびその製造方法 | |
| JP5337790B2 (ja) | パンツ型着用物品およびその製造方法 | |
| JP6442331B2 (ja) | 吸収性物品 | |
| JP6171120B1 (ja) | 吸収性物品に係るシート状部材の製造方法、及び製造装置 | |
| JP4863858B2 (ja) | パンツ型吸収性物品 | |
| JP5100359B2 (ja) | 伸縮性複合シート及びその製造方法 | |
| JP5006182B2 (ja) | パンツ型吸収性物品 | |
| WO2018154684A1 (ja) | 吸収性物品の製造方法、製造装置、及び吸収性物品 | |
| WO2018154685A1 (ja) | 吸収性物品の製造方法、製造装置、及び吸収性物品 | |
| JP4871237B2 (ja) | パンツ型吸収性物品 | |
| TWI598081B (zh) | Abandoned diapers | |
| JP2009207698A (ja) | 吸収性物品及び吸収性本体保持カバー | |
| WO2014136572A1 (ja) | 着用物品およびその製造方法 | |
| JP2002248127A (ja) | 紙おむつ | |
| JP2011015796A (ja) | 止着テープ、止着テープの製造方法およびテープ型使い捨ておむつ | |
| JP2014090723A (ja) | 使い捨ておむつ | |
| JP5277302B2 (ja) | パンツ型着用物品の製造方法 | |
| JP6220661B2 (ja) | パンツ型吸収性物品 | |
| JP2017121387A (ja) | 吸収性物品 | |
| JP2016202802A (ja) | パンツ型吸収性物品 | |
| CN213047731U (zh) | 短裤型吸收性物品 | |
| JP6560089B2 (ja) | パンツ型使い捨ておむつ | |
| RU2574980C1 (ru) | Натягиваемое изделие для ношения и способ его изготовления |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480027838.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14797160 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015/15951 Country of ref document: TR |
|
| ENP | Entry into the national phase |
Ref document number: 2015153192 Country of ref document: RU Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14797160 Country of ref document: EP Kind code of ref document: A1 |