WO2014097838A1 - 不織布 - Google Patents
不織布 Download PDFInfo
- Publication number
- WO2014097838A1 WO2014097838A1 PCT/JP2013/081994 JP2013081994W WO2014097838A1 WO 2014097838 A1 WO2014097838 A1 WO 2014097838A1 JP 2013081994 W JP2013081994 W JP 2013081994W WO 2014097838 A1 WO2014097838 A1 WO 2014097838A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- fibers
- fiber
- raised
- less
- Prior art date
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C11/00—Teasing, napping or otherwise roughening or raising pile of textile fabrics
Definitions
- the present invention relates to a nonwoven fabric containing long fibers.
- spunbonded nonwoven fabrics are frequently used because they are high in breaking strength, excellent in processing suitability, and economical.
- the spunbonded nonwoven fabric has a lack of plumpness due to its manufacturing method, and it has been difficult to improve the touch (texture).
- Patent Document 1 discloses a continuous continuous fiber nonwoven fabric that has been stretched, separated and separated at the middle in the thickness direction, and separated from the fiber joint on one side, or a fiber that has been stretched in a loop shape.
- the standing-like nonwoven fabric in which etc. are mixed is described.
- the present applicant has previously proposed a non-woven fabric comprising fibers in which a part of a long fiber is broken, only one end is fixed by a heat-sealed portion, and the free end on the other end is thickened. (See Patent Document 2).
- Patent Document 1 since the standing-like non-woven fabric described in Patent Document 1 is considered to contain a lot of fibers stretched in a loop shape in the manufacturing method, when used for absorbent articles such as disposable diapers, the loop-shaped fiber is It will get caught on the skin and reduce the feeling of use. Further, Patent Document 1 does not describe anything about the height and shape of the tip portion of the constituent fibers. According to the nonwoven fabric described in Patent Document 2, there are few loop-like fibers, and it is difficult to get caught on the skin and the touch is improved. Moreover, although the breaking strength is high, the whole feels plump and the touch is improved. However, there was a need to further improve the touch.
- the present invention relates to a nonwoven fabric having a fiber assembly in which long fibers are fixed by a heat-sealing portion.
- the non-woven fabric includes raised fibers in which a part of the long fibers is broken, only one end is fixed by the heat-sealing portion, and the other end is a free end, and the raised fibers are crimped
- the present invention provides a non-woven fabric containing low raised fibers in which the height of the free end is lower than the height at the highest position in the raised fibers.
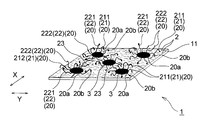
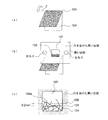
- FIG. 1 is a perspective view showing an embodiment of the nonwoven fabric of the present invention.
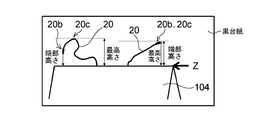
- FIG. 2 is a diagram schematically illustrating a method for measuring the height of the free end portion of the raised fiber and the height at the highest position in the raised fiber having the free end portion.
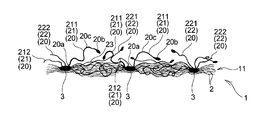
- FIG. 3 is a cross-sectional view taken along a line substantially parallel to the Y direction passing through a plurality of heat-sealed portions of the nonwoven fabric shown in FIG.
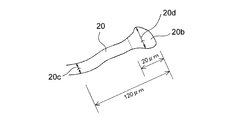
- FIG. 4 is a perspective view showing a fiber having a thick free end portion of the nonwoven fabric shown in FIG.
- FIG. 5 is a schematic view showing a method of measuring the tip fiber diameter of the nonwoven fabric of the present invention.
- FIG. 6 is a schematic view showing a method for measuring the number of fibers raised in the nonwoven fabric of the present invention.
- FIG. 7 is a schematic diagram illustrating a pre-processed portion included in a suitable apparatus for manufacturing the nonwoven fabric illustrated in FIG. 1.
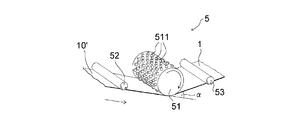
- FIG. 8 is a schematic diagram showing a raised portion of a suitable apparatus for manufacturing the nonwoven fabric shown in FIG.
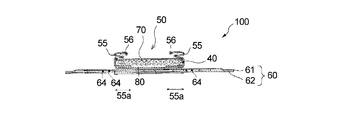
- FIG. 9 is a diagram for explaining an example of a usage pattern of the nonwoven fabric of the present invention, and is a developed plan view showing a state in which a pants-type disposable diaper is developed and extended.
- 10 is a cross-sectional view taken along line X1-X1 of FIG.
- the nonwoven fabric 1 of the present embodiment is a nonwoven fabric including a fiber assembly 11 in which long fibers 2 are fixed by a heat fusion part 3, and a part of the long fibers 2 is broken.
- the raised fiber 20 (hereinafter also referred to as a raised fiber 20 having a free end) having only one end 20a fixed by the heat fusion part 3 and the other end being a free end 20b is provided.
- the raising fiber 20 which has this free end part contains the low raising fiber 21 whose height of the free end part 20b is lower than the height in the highest position 20c in the raising fiber 20 which has a free end part.
- the height of the free end 20b is higher than the height of the raised fiber 20 having the free end at the highest position 20c. It means the fiber which is low.
- the raising fiber 20 which has the free end part of the nonwoven fabric 1 contains the high raising fiber 22 whose height of the free end part 20b is the height in the highest position 20c in the raising fiber 20 which has a free end part. It is out.
- the SEM image obtained by enlarging the raised fibers 20 having 10 free ends selected at random by about 50 times based on the fiber diameter measurement method described later is to determine whether the fibers are the low raised fibers 21 or the high raised fibers.
- the nonwoven fabric 1 will be described below with the longitudinal direction of the nonwoven fabric 1 as the Y direction and the width direction of the nonwoven fabric 1 as the X direction, as shown in FIG.
- the MD direction along the fiber orientation direction is determined as the longitudinal direction (Y direction)
- the CD direction perpendicular to the MD direction along the fiber orientation direction is determined as the width direction (X direction). Therefore, in the following description, the longitudinal direction (Y direction) and the MD direction mean the same direction, and the width direction (X direction) and the CD direction mean the same direction.
- the height of a free end part and the height in the highest position in the raising fiber which has a free end part can be determined with the following method.
- Three observation samples of a slightly larger size 60 to 70 mm in the CD direction (width direction Y) and about 50 mm in the MD direction (longitudinal direction X)) are cut out from the nonwoven fabric 1 so that the observation range can be observed with a width of 10 mm.
- the cut sample is fixed to a black mount as shown in FIG. 2 so as to be flat, and is measured by folding the sample at a folding line Z passing through a plurality of heat-sealing portions 3 and extending in the X direction.
- a sample 104 is formed.
- the observation folded part folded in half is lightly rubbed with a brush (manufactured by Komeri Co., Ltd., General Brush No. 812 30 mm) 5 times in the direction in which the raised fibers stand to make it easy to observe the raised fibers of the constituent fibers.
- the brush is adjusted so that the force applied to the region to be measured (striking force) in the range of 5 to 15 gf during stroke with the brush.
- the stroking force can be measured using a scale and can be adjusted with reference to the measured value.
- the observation sample 104 folded in a mountain as described above is observed at a magnification of 30 times with a digital microscope (model VHX-1000) manufactured by Keyence Corporation. Measure using the vertical mode of the digital microscope measurement mode.
- the distance from the farthest position where the straight line parallel to the fold line Z and the raised fiber 20 intersect to the fold line Z is defined as the “highest raised position”.
- the distance from the folding line Z to the free end is defined as the height of the free end.
- the nonwoven fabric 1 is inexpensive and can provide a good feel, and the basis weight is preferably 5 to 100 g / m 2 from the viewpoint of processing suitability, and preferably 5 to 25 g / m 2. Is more preferable.
- the nonwoven fabric 1 preferably has a breaking strength value of 5.00 N / 50 mm or more, preferably 8 N / 50 mm or more and 30 N / 50 mm or less from the viewpoint of prevention of breakage during use and processing suitability. Further preferred.
- the value of the breaking strength of the raw material nonwoven fabric 10 (see FIG. 7) used in the method for producing the nonwoven fabric 1 to be described later is preferably 7 N / 50 mm or more from the viewpoint of achieving the breaking strength of the nonwoven fabric 1. More preferably, it is 10 N / 50 mm or more and 50 N / 50 mm or less.
- the manufacturing method of the nonwoven fabric 1 mentioned later is a method with few fall from the value of the breaking strength of the raw material nonwoven fabric 10 compared with the other raising method. It is preferable that the breaking strength of the nonwoven fabric 1 and the raw material nonwoven fabric 10 satisfies the above range in the X direction (CD direction).
- the ratio of the breaking strength between the nonwoven fabric 1 and the raw material nonwoven fabric 10 (breaking strength of the nonwoven fabric 1 / breaking strength of the raw material nonwoven fabric 10) is 0.5 or more, preferably 0.7 or more and 1.0 or less, more specifically. Is preferably 0.5 or more and 1.0 or less, and more preferably 0.7 or more and 1.0 or less.
- the breaking strength is measured by the following method.
- a rectangular measuring piece having a size of 200 mm in the X direction (width direction) and 50 mm in the Y direction (longitudinal direction) is cut out from the nonwoven fabric 1 or the raw material nonwoven fabric 10.
- the cut out rectangular measurement piece is used as a measurement sample.
- This measurement sample is attached to the chuck of a tensile tester (Orientec Tensilon Tensile Tester “RTA-100”) so that the X direction is the tensile direction.
- the distance between chucks is 150 mm.
- the measurement sample is pulled at 300 mm / min, and the maximum load point until the sample breaks is defined as the breaking strength in the X direction.
- a rectangular measurement piece having a size of 200 mm in the Y direction and 50 mm in the X direction is cut out and used as a measurement sample.
- This measurement sample is attached to the chuck of a tensile tester so that the Y direction is the tensile direction.
- the breaking strength in the Y direction is obtained by the same procedure as the method for measuring the breaking strength in the X direction described above.
- the nonwoven fabric 1 is also characterized by a good touch.
- Many characteristic values representing the touch are known, and in particular, the characteristic values in KES manufactured by Kato Tech Co., Ltd. are generally known (reference: standardization and analysis of texture evaluation (2nd edition), author Kawabata. Tokio, published July 10, 1980).
- LC linearity of compression load-compression strain curve
- WC compression work
- RC compression resilience
- the load when a human touches the absorbent article is about 0.98 cN / cm 2 (1.00 gf / cm 2 ), which is very light and feels the touch.
- the characteristic value in a small range is considered useful, and the load is between 0.29 cN / cm 2 (0.3 gf / cm 2 ) and 0.98 cN / cm 2 (1 gf / cm 2 ), A new characteristic value is calculated from the deformation amount.
- the compression rate is 20 ⁇ m / sec
- the maximum compression load is 9.80 cN / cm 2 (10.0 gf / cm 2 )
- the recovery process is also measured at the same rate.
- the amount of displacement between the steel plates is x (mm)
- the load is y (cN / cm 2 )
- the value of x increases as it is compressed.
- the compression characteristic value at the minute load is calculated by extracting the deformation amount of the thickness at the minute load from the measured data (x, y).
- the first load that is not a recovery process is a load between 0.29 cN / cm 2 (0.30 gf / cm 2 ) and 0.98 cN / cm 2 (1.00 gf / cm 2 ), and at that time
- the amount of deformation data is extracted, an approximate straight line is obtained for the relationship between x and y by the least square method, and the slope at that time is defined as the characteristic value (unit (cN / cm 2 ) / mm).
- Three points are measured with one measurement sample. A total of 9 points of 3 samples are measured.
- the characteristic values at each of the nine locations are calculated, and the average value is set as the compression characteristic value when the nonwoven fabric is subjected to a minute load.
- the compression characteristic value at the time of a minute load indicates that the lower the numerical value, the easier it is to be crushed with a small load, and it is possible to express the good feeling (especially plump feeling) of human touch.
- the compression characteristic value of the raw material nonwoven fabric 10 having a normal basis weight of 5 to 25 g / m 2 which has not been processed as described later, is 19.6 (cN / cm 2 ) / mm (20.0 (gf / cm 2 ) / mm) or more and 29.4 (cN / cm 2 ) / mm or less (30.0 (gf / cm 2 ) / mm) or less, the nonwoven fabric 1 subjected to the processing described later is Becomes easily crushed and becomes 17.6 (cN / cm 2 ) / mm (18.0 (gf / cm 2 ) / mm) or less.
- the compression characteristic value of the nonwoven fabric 1 obtained by processing the raw nonwoven fabric 10 of 5 to 25 g / m 2 is 17.6 (cN / cm 2 ) / mm (18.0 (gf / cm 2 ) / mm) or less, preferably 14.7 (cN / cm 2 ) / mm (15.0 (gf / cm 2 ) / mm or less), and feels close to an air-through non-woven fabric with good touch. From the viewpoint, it is more preferably 9.80 (cN / cm 2 ) / mm (10.0 (gf / cm 2 ) / mm) or less.
- the lower limit of the compression characteristic value of the nonwoven fabric 1 is not particularly limited, but is about 0.98 (cN / cm 2 ) / mm (1.00 (gf / cm 2 ) / mm) from the viewpoint of production.
- the nonwoven fabric 1 includes the raised fiber 20 having the free end portion in which only the one end portion 20a is fixed by the heat fusion portion 3 and the other end portion becomes the free end portion 20b, and has the free end portion.
- the raised fiber 20 has crimpability as shown in FIGS.
- the raising fiber 20 which has this free end part contains the low raising fiber 21 whose height of the free end part 20b is lower than the height in the own highest position 20c. With the low raised fibers 21, the tips of the raised fibers do not directly touch the skin, so that the nonwoven fabric 1 is less irritating to the skin.
- the non-woven fabric 1 will be described in detail.
- the non-woven fabric 1 includes, as shown in FIGS.
- a raised fiber 20 having a free end portion in which only one end portion 20 a is fixed by the heat fusion portion 3 and raised, Loop-like fibers 23 that are raised between the landing portions 3 and 3 and rise in a loop shape are provided.
- the raised fiber 20 having a free end and the loop-like fiber 23 are referred to as a raised fiber.
- the “raised fiber 20 having a free end” refers to an SEM image magnified 50 times in a method for measuring the number of raised fibers, which will be described later. 6 is a fiber fixed by the portion 3, the other end portion is a free end portion 20b, and the height of the raised fiber is the surface of the fiber assembly 11 as shown in FIG.
- the low raised fiber 21 includes a first low raised fiber 211 in which the free end 20b on the other end side is thick and a second low raised fiber in which the free end 20b is not thick. 212.
- tip part has a flat shape (an ellipse or a crushed shape).
- the raised fiber 20 having the free end portion includes the high raised fiber 22 having the highest free end portion 20b in addition to the low raised fiber 21.
- the “free end portion” means “the other end portion” of the raised fiber 20 having only the one end portion 20a fixed by the heat fusion portion 3 and having the free end portion. It means “tip”. Whether or not the free end portion 20b is thick is determined by measuring the fiber diameter by the following measurement method and calculating the increasing rate of the tip fiber diameter. Since the free end 20b is thick, the raised fiber 20 having a soft free end is obtained, and the nonwoven fabric 1 is less irritating to the skin.
- the inclination at the time of measurement of the diameter 20c of the raised fiber 20 having the free end portion in the portion excluding the free end portion 20b is translated as it is toward the free end portion 20b side, and is 20 ⁇ m away from the tip of the free end portion 20b.
- the fiber diameter of the raised fiber 20 having the free end at the position that is thickest in the region sandwiched between the positions (the diameter 20d of the raised fiber 20 having the free end at the free end 20b) is measured. To do. When the tip is flat, the tip may not appear thick depending on the observation angle, but even in that case, the obtained photograph is measured as it is.
- the fibers (the first low raised fibers 211 and the first high raised fibers 221) in which the free ends 20b are thick are the raised fibers 20 having the 10 free ends selected at random.
- the low raised fiber 21 and the high raised fiber 22 are actually free ends that are raised from the surface of the heat-sealed portion 3 using an SEM image enlarged approximately 50 times in the above-described fiber diameter measurement method.
- a fiber in which 20b is at the highest position is identified as a highly raised fiber 22, and a fiber in which the free end portion 20b is drooping on the surface side of the fiber assembly 11 is identified as a lowly raised fiber 21.
- the ratio of the low raising fiber 21 in the raising fiber 20 (the low raising fiber 21 and the high raising fiber 22) which has a free end part is 20% or more from a viewpoint of the touch, 30% More preferably, it is more preferably 40% or more.
- the ratio of the low raised fiber 21 is the height of the free end 20b from an SEM image obtained by enlarging the raised fiber 20 having 10 free ends randomly selected by the fiber diameter measurement method described above about 50 times. , The number of each of the low raised fibers 21 and the high raised fibers 22 is measured, and the ratio is calculated.
- the low raised fiber 21 (the first low raised fiber 211 in which the free end 20b is thick and the second low raised fiber in which the free end 20b is not thick).
- the ratio of the first low raised fibers 211 in 212) is preferably 35% or more, more preferably 40% or more, and particularly preferably 50% or more.
- the ratio of the first low raised fibers 211 in which the free end portion 20b is thick is the SEM obtained by enlarging the raised fiber 20 having 10 free end portions randomly selected by the above-described fiber diameter measurement method by about 750 times. From the image, the increase ratio of the tip fiber diameter is calculated, and the ratio of the first low raised fiber 211 in which the free end portion 20b is thick is calculated.
- the ratio of the 1st low raising fiber 211 in the low raising fiber 21 is the measurement of the above-mentioned low raising fiber 21, and the fiber (the 1st low raising fiber 211, the 1st high raising fiber 221) whose free end part is thick. In the measurement, the calculation is performed by measuring the number of the fibers 211 that are the low raised fibers 21 and whose free ends are thick. In any of the above measurement values, the ratio is similarly obtained from 9 points of SEM images of different parts, and the average is obtained by calculating the 10 points.
- the nonwoven fabric 1 has loop-like fibers 23 that stand in a loop shape between the heat-sealing portions 3 and 3 as shown in FIGS.
- the standing “loop-like fiber 23” means that the free end portion 20b is not provided on the other end side when observed as shown in FIG.
- the part means a fiber standing up by 0.5 mm or more away from the surface (folding line Z) of the fiber assembly 11.
- the ratio of the loop-like fibers 23 in the total number of the raised fibers 20 and the loop-like fibers 23 having a part is preferably less than 50%, more preferably 45% or less, and 40% or less. Particularly preferred.
- the ratio of the loop-shaped fibers 23 is such that 10 fibers are randomly selected from the SEM image magnified 50 times in the above-described fiber diameter measurement method, and have 10 free ends from the randomly selected 10 fibers.
- Raised fibers 20 low raised fibers 21 (first low raised fibers 211 and second low raised fibers 212) and high raised fibers 22 (first high raised fibers 221 and second high raised fibers 222), and loop-like fibers 23 )
- the ratio of the fibers 23 (looped fibers) in the total number of the low raised fibers 21, the high raised fibers 22 and the fibers 23 is calculated and obtained.
- a measured value calculates
- the web made of long fibers 2 is formed by intermittently fixing a plurality of heat-sealing portions 3.
- the “long fibers” are fibers having a fiber length of 30 mm or more, and so-called continuous long fibers having a fiber length of 150 mm or more are preferable in that a nonwoven fabric having high breaking strength can be obtained.
- the long fibers 2 of the fiber assembly 11 have crimpability.
- the raised fibers 20 having the free ends also have crimpability.
- the loop-like fibers 23 are also crimped. It has sex. That is, all the fibers constituting the nonwoven fabric 1 have crimpability.
- the raised fiber 20 (the low raised fiber 21 and the high raised fiber 22) having a free end is a latent crimped fiber in a crimped state, and has a spiral (coiled) three-dimensional crimp.
- the raised fibers 20 (low raised fibers 21 and high raised fibers 22) having free ends are latent crimped fibers, the nonwoven fabric 1 is likely to be bulky, and the plump feeling is improved and the liquid permeability is improved. There is an effect.
- the latent crimped fiber include an eccentric core-sheath type or concentric core-sheath type composite fiber or a side-by-side type composite fiber composed of two kinds of components having different shrinkage rates.
- thermoplastic polymers As two types of components (thermoplastic polymers, etc.) having different shrinkage rates, (1) a combination of an ethylene-propylene random copolymer (high shrinkage rate component) and polypropylene (low shrinkage rate component), ( 2) A combination of polyethylene terephthalate (PET, low shrinkage component) and a copolymer of polyethylene terephthalate and isophthalic acid (CoPET, high shrinkage component).
- the fiber thickness is preferably 0.8 dtex or more and 2.8 dtex or less.
- the latent crimped fiber is not limited to a spiral (coiled) crimp, and may have a two-dimensional crimp, for example, a zigzag bent fiber. The same applies to the fibers constituting the nonwoven fabric 1 other than the low raised fibers 21 and the high raised fibers 22 (including the loop-like fibers 23 and the long fibers 2 of the fiber assembly 11).
- the number of crimps of the raised fibers 20 having the free ends is 15/25 mm or more, preferably from the viewpoint of improving the feeling of plump and the degree of freedom in the plane direction. 20 pieces / 25 mm or more and 50 pieces / 25 mm or less, preferably 40 pieces / 25 mm or less, more specifically 15 pieces / 25 mm or more, preferably 40 pieces / 25 mm or less, and 20 pieces / 25 mm or more , 40/25 mm or less.
- the number of crimps is measured according to JIS L1015 8.12.1.
- the fiber diameter of the long fiber 2 is preferably 5 to 30 ⁇ m, more preferably 10 to 20 ⁇ m, before processing described later.
- the raised fiber 20 having the free end has crimpability
- the crimp rate of the raised fiber 20 (the low raised fiber 21 and the high raised fiber 22) having the free end is preferably It is 80% or less, more preferably 70% or less, and preferably 20% or more, more preferably 30% or more, and more specifically 20% or more and 80% or less.
- having crimpability means that the crimp rate of the raised fiber 20 having the free end is 85% or less. The crimp rate is measured by the following method.
- the crimp rate of the raised fiber 20 having a free end using the SEM image magnified approximately 50 times is the tip of the free end 20b of the raised fiber 20 having a free end.
- a brush manufactured by Komeri Co., Ltd., General brush NO.
- the width of the brush (the width of the entire portion of the brush where the bristles are arranged) 30 mm]
- the straight line extends in the direction orthogonal to the folding line Z extending in the X direction passing through the heat-sealed portion 3.
- the distance (L2) between the tip of the free end 20b of the raised fiber 20 having the free end in a straightly stretched state and the heat fusion part 3 that fixes the one end 20a is measured.
- the ratio (L1 * 100 / L2) of the shortest distance (L1) in distance (L2) is calculated, and let it be a crimp rate of the raising fiber 20 which has a free end part.
- the crimp rate is similarly obtained from 9 SEM images of different parts, and is calculated by averaging those 10 points.
- the heat-fused portion 3 by embossing shown in FIGS. 1 and 3 preferably has an area of each heat-fused portion 3 of 0.05 mm 2 or more and 10 mm 2 or less from the viewpoint of touch and suitability for processing. it is more preferable .1mm is 2 or more 1 mm 2 or less.
- the number of heat-sealing portions 3 is preferably 10 / cm 2 or more and 250 / cm 2 or less, and more preferably 35 / cm 2 or more and 65 / cm 2 or less.
- the distance between the centers of the heat fusion parts 3 adjacent in the X direction is preferably 0.5 mm or more and 10 mm or less, more preferably 1 mm or more and 3 mm or less, and the heat fusion part adjacent in the Y direction.
- the distance between the centers of the three is preferably 0.5 mm or more and 10 mm or less, and more preferably 1 mm or more and 3 mm or less.
- the heat fusion part 3 was intermittently formed by thermocompression bonding using embossing (with embossed convex rolls and flat rolls, etc.), ultrasonic fusion, intermittent hot air was applied, and partial fusion was performed. Things. Among these, the thermocompression bonding is preferable in that the fiber is easily broken.
- fusion part 3 is not restrict
- the ratio of the total area of the heat fusion part 3 to the surface area of one surface of the nonwoven fabric 1 is preferably 5% or more and 30% or less, and 7% or more and 20% or less because it is difficult to produce pills. Further preferred.
- the fiber diameter distribution (dispersion degree) is preferably as wide as possible. However, from the viewpoint of the touch, if it is 0.33 or more, a sufficiently satisfactory effect is obtained. If it is 35 or more, a more satisfactory effect can be obtained.
- the fiber diameter distribution (dispersion degree) is not particularly limited, but is preferably 100 or less. More preferably, the fiber diameter distribution (dispersion degree) is 0.33 or more and 0.9 or less.
- the fiber diameter distribution (dispersion degree) here means the fiber diameter distribution (dispersion degree) of all the fibers constituting the nonwoven fabric 1, and only one end portion 20 a is fixed by the heat-sealing portion 3.
- Raised fibers 20 having free ends low raised fibers 21 (first low raised fibers 211 in which free ends 20b are thick and second low raised fibers 212 in which thick ends are not thick) and high raised fibers 22 (free ends)
- the first high raised fiber 221 fiber 20b thick and the second high raised fiber 222 not thickened) 20b, the loop-like fiber 23, and both ends are fixed by the heat-sealing portion 3 and stand up in a loop shape. This is the distribution of the entire fibers (fibers not affected by the processing described later), and the fiber diameter distribution (dispersion degree) is measured by the following method.
- Fiber diameter measurement method [Fiber diameter distribution (dispersion degree) measurement method] First, in a 22 ° C. and 65% RH environment, a scanning type electronic device in which a measuring piece having a size of 2 cm in the X direction and 2 cm in the Y direction was cut out from the nonwoven fabric 1 to be measured and mounted with a carbon tape. The sample is placed on an aluminum sample stage for a microscope (SEM) without being bent and fixed. Next, ten fibers are randomly extracted from the SEM image magnified approximately 750 times, and each fiber diameter is measured at a portion excluding the free end 20b.
- SEM microscope
- Ten fiber diameters are measured on one aluminum sample stage as described above, the average value d ave is obtained from the measured ten fiber diameters d 1 to d 10 , and the obtained ten fiber diameters are obtained. From the d 1 to d 10 and the average value d ave , the fiber diameter distribution of 10 randomly selected fibers is obtained by the following equation (2).
- the measurement unit is ⁇ m, and measurement is performed with a resolution of 0.1 ⁇ m.
- the distribution of the fiber diameters of 10 fibers is made for the above-mentioned aluminum sample stage for each nonwoven fabric 1 and the average value of the distributions of the fiber diameters of the 10 fibers obtained at each position (the following formula) (Refer to (3)) is the fiber diameter distribution in the nonwoven fabric 1.
- Fiber diameter distribution of 10 fibers [(d 1 ⁇ d ave ) 2 + (d 2 ⁇ d ave ) 2 +... (D 10 ⁇ d ave ) 2 )] / 10 (2)
- Fiber diameter distribution (dispersion degree) in the nonwoven fabric 1 (total sum of fiber diameter distributions of 10 fibers obtained by the above formula (2)) / 6 (3)
- the nonwoven fabric 1 is preferably 8 fibers / cm or more, more preferably 12 fibers / cm or more, from the viewpoint of improving the touch. Further, from the viewpoint of obtaining sufficient breaking strength, the upper limit is preferably 100 / cm or less, more preferably 40 / cm or less from the viewpoint that the appearance is not fuzzy.
- “raising fibers” means, in the nonwoven fabric 1, raised fibers 20 having free ends (low raised fibers 21 (first low raised fibers 211 in which the free ends 20 b are thickened and thickened).
- Second low raised fibers 212) and high raised fibers 22 (first high raised fibers 221 with a thick free end 20b and second high raised fibers 222 with not thick)), and standing in a loop shape Means a fiber made of loop-like fibers 23.
- the raised fiber is measured by the following measuring method.
- FIG. 6 is a schematic view showing a method for measuring the number of fibers raised among the fibers constituting the nonwoven fabric 1 in an environment of 22 ° C. and 65% RH.
- a 20 cm ⁇ 20 cm measuring piece was cut out with a sharp razor, and as shown in FIG.
- a measurement sample 104 is formed by folding in a fold line Z extending in the X direction passing through the heat fusion part 3.
- this measurement sample 104 is placed on an A4 size black mount, and as shown in FIG. 6 (b), an A4 size black mount in which holes 107 of 1 cm in length and 1 cm in width are further formed. Put on.
- FIG. 6 shows a 20 cm ⁇ 20 cm measuring piece
- the fold 105 of the measurement sample 104 is arranged so that it can be seen from the hole 107 of the upper black mount.
- “Kenran (black) continuous weight 265 g” of Fuji Kyowa Paper Co., Ltd. was used for both mounts. Thereafter, a weight of 50 g is placed on each side of the upper mount hole 107 at a position 5 cm outward along the fold line 105 to create a state in which the measurement sample 104 is completely folded.
- FIG. 6C the inside of the hole 107 of the mount is observed at a magnification of 30 times using a microscope (VHX-900 manufactured by KEYENCE), and the measurement sample 104 has a fold 105 to 0.
- the fibers raised above the imaginary line 108 formed at the position translated by 2 mm above are assumed to be raised fibers, and the number of raised fibers per 1 cm is measured. Nine points are measured, and the average value (rounded to the second decimal place) is taken as the number of raised fibers.
- the number of raised fibers for example, there is a fiber that crosses the virtual line 108 that is 0.2 mm above the fold 105 twice, such as a fiber 106a shown in FIG.
- the fiber counts as two.
- the number of raised fibers is six.
- the raised fibers are less likely to become pills, are less likely to come off, and appear to be soft in appearance, so that the height is preferably 1.5 mm or less, and 0.8 mm or less. More preferably. From the above viewpoint, the lower the better, the better. However, if it is 0.2 mm or more, a sufficiently satisfactory touch can be obtained. In addition to the above, it is more preferable that the height of the raised fiber is 1.5 mm or less and the raised fiber is 8 fibers / cm or more in order to satisfy the breaking strength. preferable. Further, the height of the raised fibers is 0.5 mm or less and the number of raised fibers is 15 fibers / cm or more, because it is difficult to cling to the skin and the touch is preferable.
- the fiber height means the fiber height in a natural state without pulling the fiber during measurement.
- the value of the length of the raised fiber is large or the rigidity of the fiber is high, the height of the raised fiber tends to increase. The height of the raised fiber is measured by the following measurement method.
- the height of the raised fibers is measured simultaneously when the number of raised fibers is measured. Specifically, as shown in FIG. 6C, the inside of the hole 107 of the mount is observed, and a line is drawn in parallel from the crease 105 to the point where the raised fibers do not intersect every 0.05 mm. Next, compared to the number of raised fibers measured as described above (determined from the imaginary line 108 above 0.2 mm), select a parallel line that halves the fibers that intersect the parallel line, and from there Measure the distance to the crease. Three sheets are measured for the nonwoven fabric for measuring the above operation, and the average of three places for three pieces and three places for each piece is taken as the height of raised fibers (also called raised height). .
- the height of the raised fibers and the bulk softness of the nonwoven fabric 1 in addition to the raised fibers are 8.0 cN or less in terms of obtaining a flexible product and excellent touch. Furthermore, it is preferable that it is 0.5 cN or more and 3.0 cN or less from the point that it becomes a supple thing like a baby or infant. Bulk softness is measured by the following measurement method.
- the bulk softness of the non-woven fabric 1 is obtained by cutting the non-woven fabric 1 150 mm in the MD direction and 30 mm in the CD direction in a 22 ° C. and 65% RH environment, and using a stapler to form a ring shape with a diameter of 45 mm at two upper and lower ends stop. At this time, the stapler core is elongated in the MD direction. Using a tensile tester (for example, Tensilon tensile tester “RTA-100” manufactured by Orientec Co., Ltd.), the ring is placed in a cylindrical shape on the sample stage, and the compression speed is 10 mm on a flat plate substantially parallel to the stage from above.
- a tensile tester for example, Tensilon tensile tester “RTA-100” manufactured by Orientec Co., Ltd.
- a ring is produced by changing the MD direction and the CD direction, and the bulk softness in the MD direction is similarly measured. Two rings each in the MD direction and the CD direction are prepared and measured, and the average value of the CD direction and the MD direction is defined as the bulk sftness of the nonwoven fabric 1.
- the fibers constituting the nonwoven fabric 1 are latent crimped fibers.
- the latent crimped fiber may be provided with a small amount of additives such as a fiber colorant, an antistatic property agent, a softening agent, and a hydrophilic agent.
- a softening agent for example, a wax emulsion, a reactive softening agent, a silicone compound, a surfactant, and the like can be used.
- amino group-containing silicones, oxyalkylene group-containing silicones, and surfactants are preferably used.
- surfactants carboxylate anionic surfactants, sulfonate anionic surfactants, sulfate ester anionic surfactants, phosphate ester anionic surfactants (especially alkyl phosphates). Acid ester salts) and the like; polyhydric alcohol monofatty acid esters such as sorbitan fatty acid ester, diethylene glycol monostearate, diethylene glycol monooleate, glyceryl monostearate, glyceryl monooleate, propylene glycol monostearate, oleic acid Fatty acid amides such as amide, stearic acid amide, erucic acid amide, N- (3-oleyloxy-2-hydroxypropyl) diethanolamine, polyoxyethylene hydrogenated castor oil, polyoxyethylene sorbit beeswax, polyoxy Tylene sorbitan sesquistearate, polyoxyethylene monooleate, polyoxyethylene sorbitan sesquistearate, polyoxyethylene glyceryl mono
- Manufacturing apparatuses preferably used in the method for manufacturing the nonwoven fabric 1 are roughly classified into a pre-processing section 4 and a raised processing section 5 disposed on the downstream side of the pre-processing section 4.
- the pre-processing part 4 is also a partial stretch processing part in this manufacturing apparatus.
- the pre-processing unit 4 includes a steel matching embossing roller 43 including a pair of rollers 41 and 42 as shown in FIG.
- the steel matching embossing roller 43 is of a metallic cylindrical shape such as aluminum alloy or steel, and one roller 41 has a plurality of convex portions 411 on the peripheral surface, and the other
- the roller 42 has a concave portion 422 into which the convex portion 411 enters at a position corresponding to the convex portion 411 of the one roller 41 on the peripheral surface.
- the other roller 42 has a plurality of convex portions 421 on the peripheral surface, and one roller 41 has a concave portion 412 in which the convex portion 421 enters the peripheral surface at a position corresponding to the convex portion 421 of the other roller 42.
- the convex parts 411 and 421 and the recessed parts 412 and 422 are all arrange
- the pair of rollers 41 and 42 are engaged with each other and rotated when a driving force from a driving means (not shown) is transmitted to one of the rotating shafts.
- the one concavo-convex roller 41 and the other concavo-convex roller 42 are the same rollers except that the convex portions 411 and 421 are provided at positions corresponding to the concave portions 422 and 412. It is. Therefore, in the following description, with respect to similar parts, the convex portion 411 of one concave-convex roller 41 and the concave portion 412 of the other concave-convex roller 42 will be mainly described.
- the pre-processing part 4 is provided with the conveyance rollers 44 and 45 used when conveying the raw material nonwoven fabric 10 in the upstream and downstream of the steel matching embossing roller 43, as shown, for example in FIG.
- the rotation speed of the steel matching embossing roller 43 is controlled by a control unit (not shown) provided in the manufacturing apparatus.
- Each convex portion 411 of the roller 41 has a height from the peripheral surface of the roller 41 to the apex of the convex portion 411 of preferably 1 mm or more, particularly 2 mm or more, and preferably 10 mm or less, particularly 7 mm or less.
- the distance (pitch) between the protrusions 411 adjacent to each other in the rotation axis direction is preferably 0.01 mm or more, particularly preferably 1 mm or more, preferably 20 mm or less, particularly preferably 10 mm or less, and the protrusions adjacent in the circumferential direction.
- the distance (pitch) between 411 is also preferably 0.01 mm or more, particularly preferably 1 mm or more, and is preferably 20 mm or less, particularly preferably 10 mm or less.
- each convex portion 411 of the roller 41 is not particularly limited, and for example, a circle, a polygon, an ellipse, etc. are used, and the area of the top surface of each convex portion 411 is 0.01 mm 2 or more, in particular
- the thickness is preferably 0.1 mm 2 or more, more preferably 500 mm 2 or less, and particularly preferably 10 mm 2 or less.
- the depth of engagement between each convex portion 411 of the roller 41 and each concave portion 422 of the roller 42 (the length of the portion where each convex portion 411 and each concave portion 422 overlap) is 0.1 mm or more, particularly 1 mm or more. It is preferably 10 mm or less, particularly preferably 5 mm or less.
- the raised processing part 5 has a convex roller 51 having a convex part 511 on the peripheral surface, and a conveying roller 52 used when conveying the pre-processed nonwoven fabric 10 ′ to the upstream side and the downstream side of the convex roller 51. , 53 are provided.
- the convex roller 51 rotates when a driving force from a driving means (not shown) is transmitted to its rotating shaft.
- the rotation speed of the convex roller 51 is controlled by a control unit (not shown) included in the manufacturing apparatus.
- Each convex portion 511 of the convex roller 51 has a height from the peripheral surface of the convex roller 51 to the apex of the convex portion 511 of preferably 0.001 mm or more and 3 mm or less, and 0.001 mm or more and 0.1 mm or less. More preferably. Since the convex roller 51 includes such a minute height, the convex roller 51 includes a so-called sandblasted mat roller (sandblast roller).
- the distance (pitch) between the protrusions 511 adjacent to each other in the rotation axis direction is preferably 0.1 mm or more and 50 mm or less, more preferably 0.1 mm or more and 3 mm or less, and the protrusions 511 adjacent in the circumferential direction.
- the distance (pitch) between them is preferably from 0.1 mm to 50 mm, and more preferably from 0.1 mm to 3 mm.
- the shape of the top surface of each convex portion 511 of the convex roller 51 is not particularly limited, and for example, a circle, a polygon, an ellipse or the like is used, and the area of the top surface of each convex portion 511 is 0.001 mm 2 or more and 20 mm. preferably 2 or less, still more preferably 0.01 mm 2 or more 1 mm 2 or less.
- the density of the convex portions 511 is preferably 1000 / cm 2 or more and 3000 / cm 2 or less, and preferably 1200 / cm 2 or more and 2500 / cm 2. More preferably, it is as follows.
- the strip-shaped raw material nonwoven fabric 10 which is the raw material of the nonwoven fabric 1 is unwound from an original fabric roll (not shown), As shown in FIG. 7, the raw material nonwoven fabric 10 is conveyed between a pair of rollers 41 and 42 of a steel matching embossing roller 43 via conveying rollers 44 and 45.
- the raw material nonwoven fabric 10 for example, a spunbond nonwoven fabric made of latent crimped fibers, or a laminated nonwoven fabric of a spunbond layer made of latent crimped fibers and a meltblown layer made of latent crimped fibers, Examples thereof include a nonwoven fabric in a contracted and crimped state.
- the laminated nonwoven fabric include spunbond-spunbond laminated nonwoven fabric, spunbond-spunbond-spunbond laminated nonwoven fabric, spunbond-meltblown-spunbond laminated nonwoven fabric, spunbond-spunbond-meltblown-spunbond laminated nonwoven fabric, etc. Can be mentioned.
- a partial stretching process is performed on each of a plurality of locations of the raw material nonwoven fabric 10. More specifically, in the pre-processed portion 4, as shown in FIG. 7, the raw nonwoven fabric 10 is sandwiched between a pair of rollers 41 and 42, and the raw nonwoven fabric 10 is partially stretched to cause damage.
- the pair of rollers 41 and 42 of the steel matching embossing roller 43 does not actively heat or constitute the raw material nonwoven fabric 10 from the viewpoint of not causing heat fusion between the constituent fibers of the raw material nonwoven fabric 10 when giving damage.
- the steel match embossing is preferably performed at a temperature equal to or lower than the melting point of the component having the lowest melting point among the components of the fibers to be processed, particularly at a temperature lower by 70 ° C. or more than the melting point.
- the damaged raw material nonwoven fabric 10 ′ is conveyed to the convex roller 51 via the conveying rollers 52 and 53 as shown in FIG.
- a part of the long fibers 2 of the fiber assembly 11 constituting the raw nonwoven fabric 10 ′ is broken using a convex roller having a convex part on the peripheral surface, and only one end part 20 a is heat-melted.
- the raised fiber 20 (including the low raised fiber 21 and the high raised fiber 22) having a free end portion fixed by the attaching portion 3 and having the other end side as the free end portion 20b is formed.
- the nonwoven fabric 1 which has the raising fiber 20 (including the low raising fiber 21 and the high raising fiber 22) which has the free end part which only the one end part 20a is being fixed by the heat-fusion part 3 of the spunbond nonwoven fabric. Formed (see FIG. 1).
- the rotation direction of the convex roller 51 is opposite to the conveying direction of the raw nonwoven fabric 10 ′.
- the convex roller 51 is preferably rotated at a speed of 0.3 to 30 times the conveying speed of the raw nonwoven fabric 10 ′.
- the convex roller 51 When rotating in the circumferential direction (forward direction with respect to the transport direction), the convex roller 51 is preferably rotated at a speed of 1.5 to 50 times.
- the speed of the convex roller 51 means the peripheral speed on the peripheral surface of the convex roller 51.
- the position of the conveying roller 53 than the convex roller 51 is shown in FIG. Is set high and the damaged raw material nonwoven fabric 10 ′ is preferably in contact with the contact surface with the convex roller 51 at a holding angle ⁇ .
- the holding angle ⁇ is preferably 10 ° or more, particularly preferably 30 ° or more, and particularly preferably 180 ° or less, particularly preferably 120 ° or less, from the viewpoint of suppressing the width reduction due to neck-in of the nonwoven fabric. It is preferably 10 ° or more and 180 ° or less, and more preferably 30 ° or more and 120 ° or less.
- the raising fiber 20 which has the free end part which the nonwoven fabric 1 formed as mentioned above has, as above-mentioned, as a raw material nonwoven fabric 10, a part of fiber is heat-shrinked and it is the crimped fiber of the state crimped Since the non-woven fabric made of is used, a part of the long fiber 2 is broken by the convex roller 51, and the free-end fiber 20 and the free-end part 20b in which the free end 20b hangs down on the surface side of the fiber assembly 11 The high raised fiber 22 having the highest height is formed.
- the raw material nonwoven fabric 10 is stretched by the steel matching embossing roller 43 to form a weakening point in the heat fusion part 3 of the raw material nonwoven fabric 10, and thereafter, the convex roller 51 weakens the extreme surface of the heat fusion part 3 of the nonwoven fabric.
- the long fibers 2 are broken from the point, and the fibers cut from the heat-sealing portion 3 become the fibers (the first low raised fibers 211 and the first high raised fibers 221) whose free end portion 20b is thick.
- the weakening point can be adjusted by the amount of meshing between the pair of upper and lower rollers 41 and 42 of the steel matching embossing roller 43.
- Second high raised fibers 222) are formed.
- the long fiber 2 is peeled from the weakening point of the heat fusion part 3 by the convex roller 51, and the fiber peeled from the heat fusion part 3 is looped between the heat fusion parts 3 and 3. When it stands up, it becomes a loop-like fiber 23.
- the nonwoven fabric manufactured by the suitable manufacturing method of the nonwoven fabric 1 mentioned above raises after forming a weakening point in the heat-fusion part 3 with the steel matching embossing roller 43, it compared with the nonwoven fabric manufactured by the conventional raising method.
- the loop-shaped fibers 23 and the fibers that are not thick are characterized by a small percentage.
- the hair is raised after forming the weakening point in the heat-bonding portion 3 by the steel matching embossing roller 43, it is difficult to form a so-called break (a tear or a hole) between the heat-bonding portions 3, and the breaking strength of the raw material nonwoven fabric 10 is increased. It can be maintained as it is.
- the manufacturing apparatus described above may further include a heat treatment unit that performs heat treatment at a temperature lower than the melting point of the fibers constituting the raw nonwoven fabric 10.
- the heat treatment part is arranged before the processing by the steel match embossing roller 43 of the pre-processing part 4, before the processing of the convex roller 51 of the raising part 5, or after the processing of the convex roller 51 of the raising part 5, and the raw material nonwoven fabric 10 can be treated with hot air at a temperature below the melting point of the fiber.
- the hot air treatment the crimp rate can be further increased, and the touch performance and the absorption performance can be further improved by increasing the ratio of the low raised fibers 21 or increasing the bulkiness.
- the heat treatment part is provided after the processing of the convex roller 51 of the raised part 5, and the pre-processed part 4 is subjected to partial stretching at each of a plurality of locations of the raw material nonwoven fabric 10, and then the raised part 5 Using raised rollers 51 having convex portions 511 on the surface, part of the long fibers 2 of the fiber assembly 11 of the raw nonwoven fabric 10 ′ subjected to the partial stretching process is broken to raise the raised fibers 20 having free ends. Forming and then heat-treating the raised fibers 20 having free ends in the heat treatment part is preferable from the viewpoint of producing the nonwoven fabric 1 having further improved touch performance and absorption performance.
- the nonwoven fabric 1 of the present embodiment has a free end portion in which a part of the long fiber 2 is broken and only one end portion 20 a is fixed by the heat fusion portion 3.
- Raised fiber 20 is formed. Since the raised fiber 20 having such a free end portion is crimped, the nonwoven fabric 1 can be given a plump feeling as a whole.
- the raised fiber 20 having the free end portion of the nonwoven fabric 1 is a crimped low raised fiber (a first end in which the free end portion 20b is thicker) with the free end portion 20b depending on the surface side of the fiber assembly 11.
- the nonwoven fabric 1 of this embodiment has few loop-shaped fibers, and it is hard to catch on skin and the touch improves. Spunbond nonwoven fabrics and spunbond laminated nonwoven fabrics have less plumpness in the past, and are inferior to the touch compared to nonwoven fabrics manufactured by the air-through method. In addition, plumpness is added and the touch is greatly improved.
- the first low raised fiber 211 having a thick free end 20b has its free end 20b raised above the surface of the fiber assembly 11, Since the item hangs down on the surface side of the fiber assembly 11, the entire nonwoven fabric 1 is further given a plump feeling, and the catch on the skin can be reduced. Moreover, since the whole component fiber which comprises the nonwoven fabric 1 has crimpability, as shown in FIG. 3, a plump feeling can further be given to the nonwoven fabric 1 whole.
- the range of use of the nonwoven fabric 1 is suitably used mainly for components in absorbent articles such as disposable diapers and sanitary napkins.
- the constituent member include a surface sheet, a back sheet, a sheet constituting an outer packaging material of the disposable diaper, and the nonwoven fabric 1 is particularly suitable for a surface sheet of an absorbent article used for a wearer's skin contact surface. Used for.
- the use range of the nonwoven fabric 1 is also suitably used for a cleaning sheet.
- the disposable diaper using the nonwoven fabric 1 will be described as an example.
- the pants-type disposable diaper 100 is positioned on the non-skin contact surface side of the absorbent main body 50 including the absorbent body 40 and fixes the absorbent main body 50.
- an outer packaging material 60 As shown in FIG. 10, the absorbent main body 50 includes a liquid-permeable top sheet 70, a liquid-impermeable (including water-repellent) back sheet 80, and a liquid-retaining property interposed between both sheets 70 and 80. It has the absorber 40 and is substantially vertically long.
- the outer packaging material 60 includes a back side portion A disposed on the back side of the wearer, an abdominal side portion B disposed on the abdomen side, and an inseam located between the crotch portions.
- the outer packaging material 60 includes an outer layer sheet 62 that forms the outer surface of the diaper, and an inner layer sheet 61 that is located on the skin contact surface side and is partially joined to the outer layer sheet 62.
- the waist elastic member 63 and the leg elastic member 64 for gathering are disposed between the sheets 61 and 62 in the waist and leg 6d that form the leg opening.
- the absorbent main body 50 is disposed across the back side portion A and the abdominal side portion B of the outer packaging material 60, and both end portions in the longitudinal direction of the absorbent main body 50 are disposed on the outer packaging material 60. It is in the position retreated inward in the longitudinal direction from both ends in the longitudinal direction.
- the non-skin contact surface of the back sheet 80 of the absorbent main body 50 is an inner layer sheet 61 of the outer packaging material 60 by a bonding method using an adhesive, heat seal, ultrasonic seal or the like. It is joined to the skin contact surface.
- FIG. 10 in the absorbent main body 50, the non-skin contact surface of the back sheet 80 of the absorbent main body 50 is an inner layer sheet 61 of the outer packaging material 60 by a bonding method using an adhesive, heat seal, ultrasonic seal or the like. It is joined to the skin contact surface.
- side cuffs 55 and 55 made of a liquid-impermeable or water-repellent and breathable material are provided on both sides in the longitudinal direction of the absorbent main body 50.
- an elastic member 56 for forming the side cuff is disposed and fixed in an extended state.
- the side cuff 55 can stand on the free end side when the diaper is worn, and can prevent excrement from flowing out in the width direction of the absorbent main body 50.
- the side cuff 55 forming sheet has a portion 55 a having a predetermined width on the outer side in the width direction of the absorbent main body 50 wound around the non-skin contact surface side of the absorbent body 40. 40 and the back sheet 80 are fixed. Note that the portion 55 a having a predetermined width may be fixed between the back sheet 30 and the outer packaging material 60.
- the nonwoven fabric 1 of this embodiment is preferably used as the top sheet 70 of the pants-type disposable diaper 100 used on the skin contact surface of the wearer. Moreover, it can also be used as the outer layer sheet 62 and the inner layer sheet 61 of the outer packaging material 60, the back sheet 80, and the side cuff 55 forming sheet. As the member of each part when the nonwoven fabric 1 is not used, those used for absorbent articles such as disposable diapers can be used without particular limitation. For example, as the top sheet 70, a liquid-permeable nonwoven fabric, a perforated film, or a laminate thereof can be used, and as the back sheet 80, a resin film or a laminate of the resin film and the nonwoven fabric can be used. Can do.
- a stretchable film, a nonwoven fabric, a woven fabric, or a laminated sheet thereof can be used.
- a nonwoven fabric a nonwoven fabric, or a laminated sheet thereof
- a water-repellent nonwoven fabric or the like can be used.
- the absorber 40 those conventionally used for absorbent articles such as disposable diapers can be used without particular limitation.
- the absorbent body 40 a fiber aggregate of a fiber material such as pulp or a material in which a superabsorbent polymer is supported and wrapped with a covering material such as tissue paper or a water-permeable nonwoven fabric is used.
- a covering material such as tissue paper or a water-permeable nonwoven fabric.
- the elastic member 56 for forming side cuffs, the waist elastic member 63, and the leg elastic member 64 those normally used for absorbent articles such as disposable diapers can be used without particular limitation.
- a stretchable material made of natural rubber, polyurethane, polystyrene-polyisoprene copolymer, polystyrene-polybutadiene copolymer, polyethylene- ⁇ -olefin copolymer such as ethyl acrylate-ethylene, or the like can be used.
- the nonwoven fabric of the present invention is not limited to the nonwoven fabric 1 of the above-described embodiment, and can be changed as appropriate.
- the convex roller in the raised portion 5 has a pair of tooth groove rollers provided on the peripheral surface with tooth grooves that mesh with each other, a knurled roll, and thermal spraying.
- a roll, a card wire, a sandblasted mat roll (sandblast roller), or the like is preferably used.
- a convex roller in which convex portions of the top surface of the convex roller 51, such as a circle, a polygon, and an ellipse, are scattered on the peripheral surface may be used. Paper may be used. In these, it is preferable to use a sandblast roller.
- the pre-processed part 4 which is a partially stretched part is provided, but only the raised part 5 may be used.
- non-woven fabric non-woven fabric manufacturing method, absorbent article surface sheet, absorbent article, and disposable diaper are disclosed with respect to the above-described embodiment.
- a non-woven fabric comprising a fiber assembly in which long fibers are fixed by a heat fusion part, A part of the long fiber is broken, and has a raised fiber in which only one end is fixed by the heat fusion part and the other end is a free end, and the raised fiber has crimpability.
- a non-woven fabric comprising low raised fibers in which the height of the free end is lower than the height at the highest position in the raised fibers.
- the said low raising fiber is a nonwoven fabric as described in said ⁇ 1> containing the raising fiber in which the said free end part is thick.
- the said raising fiber is a nonwoven fabric as described in said ⁇ 1> or ⁇ 2> which has the said low raising fiber and the high raising fiber.
- the value of breaking strength of the nonwoven fabric is preferably 5.00 N / 50 mm or more, more preferably 8 N / 50 mm or more and 30 N / 50 mm or less, according to any one of ⁇ 1> to ⁇ 3>.
- Non-woven fabric is a nonwoven fabric as described in said ⁇ 1> containing the raising fiber in which the said free end part is thick.
- the breaking strength of the raw material nonwoven fabric for producing the nonwoven fabric is preferably 7 N / 50 mm or more, more preferably 10 N / 50 mm or more and 50 N / 50 mm or less. Any one of the above items ⁇ 1> to ⁇ 4> The nonwoven fabric described.
- the ratio of the breaking strength of the nonwoven fabric and the raw material nonwoven fabric is 0.5 or more, preferably 0.7 or more, and 1.0 or less, The nonwoven fabric according to ⁇ 5>, which is 0.5 or more and 1.0 or less, or 0.7 or more and 1.0 or less.
- the compression characteristic value of the nonwoven fabric at a minute load is preferably 0.98 (cN / cm 2 ) / mm or more, preferably 17.6 (cN / cm 2 ) / mm or less, 14.7 ( preferably cN / cm 2) / mm or less, 9.80 (cN / cm 2) / mm to become less and more preferably the ⁇ 1> to nonwoven fabric according to any one of ⁇ 6>.
- the brushed fiber having a thick free end is preferably 15% or more, more preferably 20% or more, and even more preferably 25% or more in the value of the increase ratio of the tip fiber diameter ⁇ 2>.
- ⁇ 9> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 8>, wherein a ratio of the low raised fibers in the raised fibers is 20% or more.
- the ratio of fibers with a thick free end in the low-raised fibers is preferably 35% or more, more preferably 40% or more, and particularly preferably 50% or more ⁇ 2 > Non-woven fabric.
- the non-woven fabric has loop-like fibers that stand up in a loop shape between the heat-sealed portions, Of the fibers constituting the nonwoven fabric, the ratio of the loop-shaped fibers in the total number of the raised fibers and the loop-shaped fibers in which only one end is fixed by the heat-sealed portion is preferably less than 50%.
- ⁇ 12> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 11>, wherein the long fibers other than the raised fibers of the fiber assembly have crimpability.
- ⁇ 13> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 12>, wherein all the fibers constituting the nonwoven fabric have crimpability.
- ⁇ 14> The nonwoven fabric according to any one of ⁇ 1> to ⁇ 13>, wherein the crimped rate of the raised fibers is 80% or less.
- the crimp rate is preferably 80% or less, more preferably 70% or less, and preferably 20% or more, more preferably 30% or more, and more specifically 20% or more and 80% or less.
- the number of crimps of the raised fiber is 15/25 mm or more, preferably 20/25 mm or more, and 50/25 mm or less, preferably 40/25 mm or less. Or the nonwoven fabric according to 1.
- the raised fibers are preferably 8 fibers / cm or more, more preferably 12 fibers / cm or more, and 100 fibers / cm or less, more preferably 40 fibers / cm or less.
- the nonwoven fabric according to 1. ⁇ 20> Using a convex roller having a convex portion on the peripheral surface, it has a raising process step of breaking a part of the long fiber of the fiber assembly to form the raised fiber, and the convex roller is a sand blast roller.
- ⁇ 21> The method for producing a nonwoven fabric according to any one of the above ⁇ 1> to ⁇ 19>, The manufacturing method of the nonwoven fabric which has the raising process process which fractures
- the convex roller is a sand blast roller, and the density of the convex portions is preferably 1000 / cm 2 or more and 3000 / cm 2 or less, and more preferably 1200 / cm 2 or more and 2500 / cm 2 or less.
- the manufacturing method of the nonwoven fabric as described in said ⁇ 21> preferable.
- the pair of rollers of the steel matching embossing roller is at a temperature not higher than the melting point of the component showing the lowest melting point among the components of the fibers constituting the raw material nonwoven fabric, in particular, not less than 70 ° C. above the melting point.
- ⁇ 26> The method for producing a nonwoven fabric according to any one of ⁇ 21> to ⁇ 25>, further comprising a heat treatment step of performing a heat treatment at a temperature lower than the melting point of the fibers constituting the raw material nonwoven fabric.
- a partial stretching process After partially stretching each of a plurality of locations of the raw material nonwoven fabric, in the raised processing process, a partial stretching process was performed using a convex roller having a convex portion on the peripheral surface.
- the method for producing a nonwoven fabric according to ⁇ 26> wherein a part of the long fibers of the fiber assembly is broken to form the raised fibers, and then the raised fibers are heat-treated in the heat treatment step.
- ⁇ 28> A top sheet for an absorbent article, wherein the nonwoven fabric according to any one of the above items ⁇ 1> to ⁇ 20> is used on a skin contact surface of a wearer.
- ⁇ 29> An absorbent article using the nonwoven fabric according to any one of ⁇ 1> to ⁇ 20> as a constituent member.
- ⁇ 30> A disposable diaper using the nonwoven fabric according to any one of ⁇ 1> to ⁇ 20> as a constituent member.
- Example 1 As the raw material nonwoven fabric, a nonwoven fabric made of crimped fibers in a heat-shrinked and crimped state was used. Actually, a spunbond-spunbond laminate having a basis weight of 17 g / m 2 obtained by crimping an eccentric core-sheath-type latent crimped fiber composed of an ethylene-propylene random copolymer having a fiber diameter of 13.7 ⁇ m and a polypropylene component. Nonwoven fabric) was used. Next, this spunbonded nonwoven fabric was passed through a steel matching embossing roller 43 shown in FIG. 7, surface-treated with a convex roller 51 shown in FIG.
- each protrusion 411 in the roller 41 of the steel matching embossing roller 43 used is 5.0 mm
- the depth of engagement between each protrusion 411 of the roller 41 and each recess 422 of the roller 42 is 4 mm. 0.0 mm.
- the distance (pitch) between the convex parts 411 adjacent in the rotation axis direction was 7 mm
- the distance (pitch) between the convex parts 411 adjacent in the circumferential direction was 7 mm.
- Each convex part 421 in the roller 42 of the steel matching embossing roller 43 is the same.
- the height of the convex part of the used convex roll 51 is 0.07 mm at the maximum, and a sandblasted mat roll (sandblast roller) having a density of protrusions of about 2000 pieces / cm 2 was used.
- the convex roller 51 was rotated at a speed four times in the opposite direction to the conveyance direction of the nonwoven fabric.
- the hugging angle was 60 degrees. Each conveyance speed was 20 m / min.
- Example 2 As the raw material nonwoven fabric, a nonwoven fabric made of crimped fibers in a heat-shrinked and crimped state was used. Actually, as in Example 1, a basis weight of 17 g / m 2 obtained by crimping an eccentric core-sheath-type latent crimped fiber composed of an ethylene-propylene random copolymer having a fiber diameter of 13.7 ⁇ m and a polypropylene component. Spunbond-spunbond laminated nonwoven fabric). Next, the surface of this spunbonded nonwoven fabric was processed only by the convex roller 51 shown in FIG. 8, and the nonwoven fabric of Example 2 was produced.
- the height of the convex part of the convex roller 51 used was 0.07 mm at the maximum, and a sandblasted mat roll having a density of protrusions of about 2000 pieces / cm 2 was used. It rotated at the speed
- the hugging angle was 60 degrees.
- the conveyance speed was 20 m / min.
- Example 3 As the raw material nonwoven fabric, a nonwoven fabric made of crimped fibers in a heat-shrinked and crimped state was used. Actually, as in Example 1, a basis weight of 17 g / m 2 obtained by crimping an eccentric core-sheath-type latent crimped fiber composed of an ethylene-propylene random copolymer having a fiber diameter of 13.7 ⁇ m and a polypropylene component. Spunbond-spunbond laminated nonwoven fabric). Next, the surface of this spunbonded nonwoven fabric was processed only by the convex roller 51 shown in FIG. 8, and then the nonwoven fabric of Example 3 was produced by performing heat treatment.
- the height of the convex part of the convex roller 51 used was 0.07 mm at the maximum, and a sandblasted mat roll having a density of protrusions of about 2000 pieces / cm 2 was used.
- the convex roller 51 used was rotated at a speed 30 times in the opposite direction to the conveyance direction of the nonwoven fabric.
- the holding angle was 60 degrees and the conveyance speed was 20 m / min. Thereafter, heat treatment was performed at a temperature of 120 ° C. for 1 minute.
- Example 2 A nonwoven fabric made of fibers that are not crimped fibers was used as the raw material nonwoven fabric. Actually, a spunbond-spunbond laminated nonwoven fabric made of polypropylene resin having a fiber diameter of 14.6 ⁇ m and having a basis weight of 17 g / m 2 was used. Next, this spunbonded nonwoven fabric was treated in two steps under the same conditions as in Example 1 to produce a nonwoven fabric of Comparative Example 2.
- the “raising fibers” measured by this measurement method are the raised fibers 20 (low raised fibers 21 (first low raised fibers 211 and second low raised fibers 212) and high raised fibers.
- the fiber 22 (the 1st high raising fiber 221 and the 2nd high raising fiber 222) and the loop-like fiber 23 standing up in a loop shape are meant.
- the raised fibers 20 having the free end (the low raised fibers 21 (the first low raised fibers 211 in which the free end 20b is thick and the second low raised fibers 212 in which the free end 20b is not thick) and the high Low raised fiber 21 (first low raised fiber 211 and first high raised fiber 221 in which free end portion 20b is thick and second high raised fiber 222 in which free end portion 20b is not thick)
- the ratio of the second low raised fibers 212) was calculated, and the free ends of the low raised fibers 21 (the first low raised fibers 211 that are thick and the second low raised fibers 212 that are not thick) are thickened.
- the ratio of the first low raised fiber 211 is calculated and shown in Table 1.
- the surface sheet was peeled off from a commercially available baby diaper (Mary's pants L size manufactured by Kao Corporation 2012), and the non-woven fabrics of Examples 1 to 3 and Comparative Examples 1 and 2 were used as the surface sheet to measure the absorption performance. .
- the waistline gathers and leg gathers were removed, and the diapers were fixed horizontally with the surface material facing up in the unfolded state.
- An acrylic plate with a cylindrical injection portion was placed on the top sheet, and a weight was further placed on the acrylic plate, and a load of 2 kPa was applied.
- the injection port provided in the acrylic plate has a cylindrical shape with an inner diameter of 36 mm (height 53 mm), and the acrylic plate has a central portion of the cylindrical injection portion at one third of the longitudinal direction and the central axis in the width direction. And a through hole having an inner diameter of 36 mm is formed to communicate between the inside of the cylindrical injection portion and the surface of the acrylic plate facing the surface sheet. It arrange
- Table 1 shows A when the absorption time is within 85 seconds, B when the absorption time is longer than 85 seconds to shorter than 100 seconds, and C when the absorption time is 100 seconds or more.
- compression characteristics at minute load With respect to the nonwoven fabrics obtained in Examples 1 to 3 and Comparative Examples 1 to 2, the values of the compression characteristics at the time of minute load in the nonwoven fabric were obtained by the above-described measurement method of the compression characteristics value at the time of minute load. value is a in the case of 18.0 (gf / cm 2) / mm or less, shown as B is greater than 18.0 (gf / cm 2) / mm in Table 1. Compression property value at small load is an index plump showing a sensitive, high plump feel The smaller the value, 10.0 (gf / cm 2) / mm to obtain a fuller feeling close to nice and soft air-through nonwoven fabric below Can do.
- the non-woven fabrics of Examples 1 to 3 and the non-woven fabric of Comparative Example 2 have higher fiber feel than the non-woven fabric of Comparative Example 1, because there are raised fibers. I understood. As is apparent from the results shown in Table 1, it was found that the nonwoven fabrics of Examples 1 to 3 had a higher ratio of low raised fibers than the nonwoven fabric of Comparative Example 2, and thus the touch was even higher. . As is apparent from the results shown in Table 1, since the nonwoven fabrics of Examples 1 to 3 are formed of crimped fibers as compared with the nonwoven fabric of Comparative Example 2, the absorption time is short and the absorbency is low. It turns out that it improves.
- the breaking strength is high, the whole feels more plump, hardly gets caught on the skin, and the touch is further improved.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Nonwoven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380043878.7A CN104884697B (zh) | 2012-12-19 | 2013-11-28 | 无纺布 |
| RU2015112311/12A RU2569775C1 (ru) | 2012-12-19 | 2013-11-28 | Нетканый материал |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012276678 | 2012-12-19 | ||
| JP2012-276678 | 2012-12-19 | ||
| JP2013-235916 | 2013-11-14 | ||
| JP2013235916A JP5622921B2 (ja) | 2012-12-19 | 2013-11-14 | 不織布 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014097838A1 true WO2014097838A1 (ja) | 2014-06-26 |
Family
ID=50978179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/081994 WO2014097838A1 (ja) | 2012-12-19 | 2013-11-28 | 不織布 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5622921B2 (ru) |
| CN (1) | CN104884697B (ru) |
| RU (1) | RU2569775C1 (ru) |
| WO (1) | WO2014097838A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2656084C1 (ru) * | 2014-10-17 | 2018-05-30 | Као Корпорейшн | Нетканый материал |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6332804B2 (ja) * | 2014-09-24 | 2018-05-30 | 花王株式会社 | 不織布および不織布の製造方法 |
| JP6355254B2 (ja) * | 2014-09-24 | 2018-07-11 | 花王株式会社 | 繊維積層体の製造方法及び繊維積層体 |
| JP6546435B2 (ja) * | 2015-04-14 | 2019-07-17 | 花王株式会社 | 不織布の製造方法 |
| TWI730105B (zh) * | 2016-05-31 | 2021-06-11 | 日商花王股份有限公司 | 長纖維不織布 |
| TWI693309B (zh) * | 2018-05-07 | 2020-05-11 | 財團法人紡織產業綜合研究所 | 熔噴芯鞘型纖維及使用其的熔噴不織布 |
| JP7188982B2 (ja) * | 2018-11-06 | 2022-12-13 | 花王株式会社 | 吸収性物品 |
| JP2021159670A (ja) * | 2020-04-03 | 2021-10-11 | 花王株式会社 | 吸収性物品用表面シート及びこれを備える吸収性物品 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1072757A (ja) * | 1996-08-21 | 1998-03-17 | Mitsui Petrochem Ind Ltd | 清拭材用不織布およびその製造方法 |
| JP2002302861A (ja) * | 2001-04-09 | 2002-10-18 | Chisso Corp | 起毛様不織布、その製造法及びそれを用いた繊維製品 |
| WO2012042972A1 (ja) * | 2010-09-30 | 2012-04-05 | 花王株式会社 | 不織布及び不織布の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090030391A1 (en) * | 2007-07-25 | 2009-01-29 | John Lee Hammons | Absorbent article |
| US8728049B2 (en) * | 2008-08-08 | 2014-05-20 | The Procter & Gamble Company | Absorbent article having a tufted topsheet |
-
2013
- 2013-11-14 JP JP2013235916A patent/JP5622921B2/ja active Active
- 2013-11-28 WO PCT/JP2013/081994 patent/WO2014097838A1/ja active Application Filing
- 2013-11-28 CN CN201380043878.7A patent/CN104884697B/zh active Active
- 2013-11-28 RU RU2015112311/12A patent/RU2569775C1/ru active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1072757A (ja) * | 1996-08-21 | 1998-03-17 | Mitsui Petrochem Ind Ltd | 清拭材用不織布およびその製造方法 |
| JP2002302861A (ja) * | 2001-04-09 | 2002-10-18 | Chisso Corp | 起毛様不織布、その製造法及びそれを用いた繊維製品 |
| WO2012042972A1 (ja) * | 2010-09-30 | 2012-04-05 | 花王株式会社 | 不織布及び不織布の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2656084C1 (ru) * | 2014-10-17 | 2018-05-30 | Као Корпорейшн | Нетканый материал |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014139357A (ja) | 2014-07-31 |
| RU2569775C1 (ru) | 2015-11-27 |
| CN104884697A (zh) | 2015-09-02 |
| CN104884697B (zh) | 2016-08-24 |
| JP5622921B2 (ja) | 2014-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5622921B2 (ja) | 不織布 | |
| JP6099030B2 (ja) | 吸収性物品 | |
| WO2012042972A1 (ja) | 不織布及び不織布の製造方法 | |
| JP4982615B2 (ja) | 不織布 | |
| JP6560015B2 (ja) | 使い捨ておむつ | |
| JP5898421B2 (ja) | 吸収体及びそれを用いた吸収性物品 | |
| JP5529524B2 (ja) | 起毛不織布及びその製造方法 | |
| JP5843396B2 (ja) | 不織布の製造方法 | |
| WO2019044219A1 (ja) | 不織布 | |
| JP5514948B1 (ja) | 不織布及びその製造方法 | |
| JP5530023B1 (ja) | 不織布 | |
| JP5779011B2 (ja) | 吸収性物品 | |
| JP6170822B2 (ja) | 不織布及びその製造方法 | |
| JP6538410B2 (ja) | 不織布及びその製造方法 | |
| JP6546435B2 (ja) | 不織布の製造方法 | |
| JP6317143B2 (ja) | 吸収性物品 | |
| JP6355254B2 (ja) | 繊維積層体の製造方法及び繊維積層体 | |
| RU2575448C1 (ru) | Нетканое полотно |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13864818 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201501175 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2015112311 Country of ref document: RU Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13864818 Country of ref document: EP Kind code of ref document: A1 |