WO2014050357A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2014050357A1 WO2014050357A1 PCT/JP2013/072093 JP2013072093W WO2014050357A1 WO 2014050357 A1 WO2014050357 A1 WO 2014050357A1 JP 2013072093 W JP2013072093 W JP 2013072093W WO 2014050357 A1 WO2014050357 A1 WO 2014050357A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat
- acid
- layer
- blood
- chain hydrocarbon
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51113—Topsheet, i.e. the permeable cover or layer facing the skin comprising an additive, e.g. lotion or odour control
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15804—Plant, e.g. involving several steps
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/472—Sanitary towels, incontinence pads or napkins specially adapted for female use
- A61F13/47263—Sanitary towels, incontinence pads or napkins specially adapted for female use with activating means, e.g. elastic, heat or chemical activatable means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/5116—Topsheet, i.e. the permeable cover or layer facing the skin being formed of multiple layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/84—Accessories, not otherwise provided for, for absorbent pads
- A61F13/8405—Additives, e.g. for odour, disinfectant or pH control
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/20—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing organic materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/50—Lubricants; Anti-adhesive agents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15422—Density
- A61F2013/15439—Density with a density gradient in the vertical plane
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F2013/51002—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers with special fibres
- A61F2013/51014—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers with special fibres characterized by the connection between the fibres
- A61F2013/51016—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers with special fibres characterized by the connection between the fibres followed by a distension heat treatment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F2013/51059—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers being sprayed with chemicals
- A61F2013/51066—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers being sprayed with chemicals for rendering the surface hydrophilic
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F2013/51059—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers being sprayed with chemicals
- A61F2013/51073—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers being sprayed with chemicals with lubricants
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/84—Accessories, not otherwise provided for, for absorbent pads
- A61F13/8405—Additives, e.g. for odour, disinfectant or pH control
- A61F2013/8455—Additives, e.g. for odour, disinfectant or pH control being lubricants
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2400/00—Materials characterised by their function or physical properties
- A61L2400/10—Materials for lubricating medical devices
Definitions
- the present invention relates to an absorbent article.
- liquid excreta such as menstrual blood permeates the liquid permeable layer such as the top sheet and is absorbed and retained by the absorbent body. Therefore, it tends to remain in the liquid permeable layer.
- menstrual blood remains in the liquid-permeable layer of the absorbent article, it gives the wearer a feeling of stickiness, visual discomfort, etc .. It is required to reduce menstrual blood remaining in the sex layer.
- Patent Documents 1 and 2 an absorbent article in which a lotion composition is coated on a top sheet is known.
- a lotion composition containing a polypropylene glycol material contains an inner surface of the top sheet (clothing side surface), an inner surface of the back sheet (body side surface), an inner surface of the top sheet, and an inner surface of the back sheet.
- Patent Document 2 a lotion composition containing a polypropylene glycol material is applied to the outer surface (the body-side surface) of the top sheet.
- top sheets having a concavo-convex structure on the surface are known (Patent Documents 3 to 5).
- the non-skin-shrinkable fiber layer is provided on the skin contact surface side, and the heat-shrinkable fiber layer partially joined to the non-heat-shrinkable fiber layer by the joint is provided on the non-skin-contact surface.
- the concavo-convex structure is formed on the surface of the top sheet by heat-treating the laminated sheet on the side and raising the non-heat-shrinkable fiber layer to the skin contact surface side by heat shrinkage of the heat-shrinkable fiber layer .
- Patent Documents 1 to 5 have not been designed to improve menstrual blood transfer from a liquid permeable layer such as a top sheet to an absorber and reduce menstrual blood remaining in the liquid permeable layer. Accordingly, an object of the present invention is to provide an absorbent article having improved menstrual blood transfer from a liquid permeable layer to an absorber and capable of reducing menstrual blood remaining in the liquid permeable layer. To do.
- the present invention provides an absorption device comprising a liquid-permeable layer, a liquid-impermeable layer, and an absorber provided between the liquid-permeable layer and the liquid-impermeable layer.
- the liquid permeable layer includes a first layer having a skin contact surface and a non-skin contact surface, and a second layer provided on the non-skin contact surface side of the first layer.
- the second layer is a heat-shrinkable fiber layer
- the first layer is a non-heat-shrinkable fiber layer partially bonded to the heat-shrinkable fiber layer by a bonding portion.
- the absorbent article of the present invention when menstrual blood excreted from the wearer reaches the excretory opening contact region, it slides down together with the blood slipperiness-imparting agent present in the convex portion, passes through the liquid permeable layer, and the absorbent body. Migrate to Therefore, the absorbent article of the present invention has improved menstrual blood transfer from the liquid permeable layer to the absorber, and can reduce menstrual blood remaining in the liquid permeable layer. For this reason, the sticky feeling of the skin contact surface of a liquid-permeable layer is prevented, and a smooth feeling is maintained. The effect of such a blood slipperiness-imparting agent is exerted irrespective of changes in menstrual blood discharge (that is, whether menstrual blood discharged at a time is large or small). .
- an absorbent article that has improved menstrual blood transfer from a liquid permeable layer to an absorber and can reduce menstrual blood remaining in the liquid permeable layer.
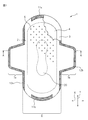
- FIG. 1 is a partially broken plan view of a sanitary napkin according to an embodiment of the absorbent article of the present invention.
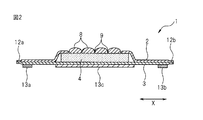
- 2 is a cross-sectional view taken along line AA in FIG.
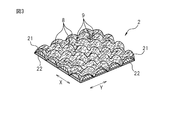
- FIG. 3 is a partial perspective view of a top sheet provided in the sanitary napkin shown in FIG. 1.
- FIG. 4 is a partially enlarged cross-sectional view illustrating a process in which a top sheet is manufactured by a heat shrink process.
- FIG. 5 is a diagram for explaining a method for producing a sanitary napkin.
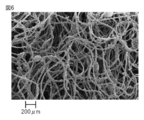
- FIG. 6 is an electron micrograph of the skin contact surface of the top sheet in a sanitary napkin where the top sheet contains tri-C2L oil fatty acid glycerides.
- FIG. 1 is a partially broken plan view of a sanitary napkin according to an embodiment of the absorbent article of the present invention.
- 2 is a cross-sectional view taken along line AA in FIG.
- FIG. 3 is a partial perspective view of a top sheet provided in the
- FIG. 7 is a photomicrograph of menstrual blood with or without a blood slipping agent.
- FIG. 8 is a diagram for explaining a method of measuring the surface tension.
- FIG. 9 is a partially enlarged plan view of the embossing roll used in Test Example 8.
- the absorbent article which concerns on aspect 1 is an absorbent article provided with the liquid permeable layer, the liquid impermeable layer, and the absorber provided between the said liquid permeable layer and the said liquid impermeable layer.
- the liquid permeable layer includes a first layer having a skin contact surface and a non-skin contact surface, and a second layer provided on the non-skin contact surface side of the first layer, The second layer is a heat-shrinkable fiber layer, and the first layer is a non-heat-shrinkable fiber layer partially bonded to the heat-shrinkable fiber layer by a bonding portion.
- the term “heat-shrinkable fiber” means that the actual fiber length is not shortened by the heat treatment in addition to the fiber whose actual fiber length is shortened by the heat treatment, but the apparent fiber length. Is used to encompass fibers that become shorter (eg, latently crimpable fibers whose apparent fiber length becomes shorter due to crimp development), and the term “non-heat-shrinkable fiber” is substantially heat-shrinkable In addition to the fiber having no heat shrinkage, the fiber has heat shrinkage, but the heat shrinkage start temperature is higher than the heat shrinkage start temperature of the heat shrinkable fiber contained in the heat shrinkable fiber layer (that is, heat shrinkability It is used to include fibers that do not substantially heat shrink at a temperature lower than the heat shrinkage start temperature of the heat shrinkable fibers contained in the fiber layer.
- the density of the second layer is greater than the density of the first layer. According to the aspect 2, the menstrual blood transfer property from the first layer to the second layer is improved.
- the density of a 2nd layer is 0.1 g / cm ⁇ 3 > or less. According to the aspect 3, the effect of the blood slipperiness imparting agent is effectively exhibited without being inhibited by the second layer.
- the density of the first layer is 0.05 g / cm 3 or less. According to the aspect 4, the effect of the blood slipperiness imparting agent is effectively exhibited without being inhibited by the first layer.
- the joining portion is a pressing portion that integrates the non-heat-shrinkable fiber layer and the heat-shrinkable fiber layer in the thickness direction.
- the IOB of the blood slipperiness imparting agent is an IOB of 0.00 to 0.60.
- the blood slipperiness imparting agent includes the following (i) to (iii): (I) hydrocarbons, (Ii) from (ii-1) a hydrocarbon moiety and (ii-2) a carbonyl group (—CO—) and an oxy group (—O—) inserted between the CC single bonds of the hydrocarbon moiety.
- the blood slipperiness imparting agent comprises the following (i ′) to (iii ′): (I ′) hydrocarbon, (Ii ′) (ii′-1) a hydrocarbon moiety and (ii′-2) a carbonyl bond (—CO—) or an ester bond (—COO— inserted between the C—C single bonds of the hydrocarbon moiety.
- the blood slipperiness-imparting agent includes the following (A) to (F): (A) (A1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety, (A2) a chain hydrocarbon moiety, and a chain carbon An ester with a compound having one carboxyl group replacing a hydrogen atom of the hydrogen moiety, (B) (B1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety, (B2) a chain hydrocarbon moiety, and a chain hydrocarbon An ether with a compound having one hydroxyl group replacing a hydrogen atom of the hydrogen moiety, (C) (C1) a carboxylic acid, a hydroxy acid, an alkoxy acid or an oxo acid containing a chain hydrocarbon moiety and 2 to 4 carboxyl
- the blood slipperiness-imparting agent is (a 1 ) an ester of a chain hydrocarbon tetraol and at least one fatty acid, (a 2 ) An ester of a chain hydrocarbon triol and at least one fatty acid, (a 3 ) an ester of a chain hydrocarbon diol and at least one fatty acid, (b 1 ) a chain hydrocarbon tetraol and at least one aliphatic 1 An ether of a monohydric alcohol, (b 2 ) an ether of a chain hydrocarbon triol and at least one aliphatic monohydric alcohol, (b 3 ) an ether of a chain hydrocarbon diol and at least one aliphatic monohydric alcohol, (c 1) chain hydrocarbon tetracarboxylic acids having 4 carboxyl groups, hydroxy acid, alkoxy acid or oxo acid, at least one aliphatic
- the blood slipperiness imparting agent has a vapor pressure of 0.00 to 0.01 Pa at 1 atm and 40 ° C.
- the kind and application of the absorbent article of the present invention are not particularly limited.
- the absorbent article include sanitary products and sanitary products such as sanitary napkins and panty liners, and these may be used for humans and non-human animals such as pets.
- the liquid to be absorbed by the absorbent article is not particularly limited, but is mainly liquid excrement such as menstrual blood.
- an embodiment of the absorbent article of the present invention will be described based on the drawings, taking a sanitary napkin as an example.
- a sanitary napkin 1 according to an embodiment of the absorbent article of the present invention includes a liquid-permeable top sheet 2, a liquid-impermeable back sheet 3, and a top sheet 2. And an absorbent body 4 provided between the back sheets 3.
- the X-axis direction corresponds to the width direction of the sanitary napkin 1
- the Y-axis direction corresponds to the longitudinal direction of the sanitary napkin 1
- the plane direction extending in the X-axis Y-axis direction corresponds to the plane direction of the sanitary napkin 1.
- the sanitary napkin 1 is worn for the purpose of absorbing liquid excretion such as menstrual blood.
- the top sheet 2 is worn on the skin side of the wearer, and the back sheet 3 is worn on the clothes (underwear) side of the wearer.
- Liquid excreta such as menstrual blood passes through the top sheet 2 to reach the absorber 4 and is absorbed and held by the absorber 4. Leakage of liquid excretion absorbed and held by the absorber 4 is prevented by the back sheet 3.
- the top sheet 2 and the back sheet 3 are joined at their longitudinal ends by seal portions 11 a and 11 b to form a main body portion 6, and end portions in the width direction are sealed portions 12 a. , 12b and substantially rectangular wings 7a, 7b extending in the width direction from the main body 6 are formed.
- the shape of the main body portion 6 can be adjusted as appropriate within a range suitable for the wearer's body, underwear, etc. Examples of the shape of the main body portion 6 include a substantially rectangular shape, a substantially oval shape, and a generally saddle shape. .
- the total length in the longitudinal direction of the main body 6 is usually 100 to 500 mm, preferably 150 to 350 mm.
- the total length in the width direction of the main body 6 is usually 30 to 200 mm, preferably 40 to 180 mm.
- Examples of the bonding mode by the seal portions 11a, 11b, 12a, and 12b include embossing, ultrasonic waves, hot-melt adhesives, and the like. In order to increase the bonding strength, two or more bonding modes may be combined (for example, embossing is performed after bonding with a hot-melt adhesive).
- embossing for example, a method of embossing by passing the top sheet 2 and the back sheet 3 together between an embossing roll having a patterned convex portion and a flat roll (a method called a so-called round seal), etc. Is mentioned.
- the emboss pattern include a lattice pattern, a staggered pattern, and a wavy pattern.
- the hot melt adhesive for example, styrene-ethylene-butadiene-styrene (SEBS), styrene-butadiene-styrene (SBS), styrene-isoprene-styrene (SIS), or the like, or linear Pressure-sensitive adhesives or heat-sensitive adhesives mainly composed of olefins such as low density polyethylene; water-soluble polymers (for example, polyvinyl alcohol, carboxymethyl cellulose, gelatin, etc.) or water-swellable polymers (for example, polyvinyl acetate, poly And water sensitive adhesives such as sodium acrylate).
- the method for applying the adhesive include spiral coating, coater coating, curtain coater coating, and summit gun coating.
- adhesive portions 13 a and 13 b are provided on the clothing side of the backsheet 3 that forms the wing portions 7 a and 7 b, and on the clothing side of the backsheet 3 that forms the main body portion 6, An adhesive portion 13c is provided.
- the sanitary napkin 1 is obtained by attaching the adhesive part 13c to the crotch part of the underwear, bending the wing parts 7a and 7b to the outer surface side of the underwear, and attaching the adhesive parts 13a and 13b to the crotch part of the underwear. Stablely fixed to underwear.
- Examples of the adhesive contained in the adhesive portions 13a, 13b, and 13c include styrene-ethylene-butylene-styrene block copolymers, styrene-butylene polymers, styrene-butylene-styrene block copolymers, and styrene-isobutylene- Styrene polymers such as styrene copolymers; tackifiers such as C5 petroleum resins, C9 petroleum resins, dicyclopentadiene petroleum resins, rosin petroleum resins, polyterpene resins, terpene phenol resins; trifresyl phosphate, phthalic acid Examples include monomer plasticizers such as dibutyl and dioctyl phthalate; polymer plasticizers such as vinyl polymer and polyester.
- the top sheet 2 is a sheet through which liquid excreta such as menstrual blood can permeate, and is an example of a liquid permeable layer. As shown in FIGS. 2 and 3, a large number of convex portions 8 and concave portions 9 are formed on the skin contact surface (the upper surface in FIGS. 2 and 3) of the top sheet 2. As shown in FIG. 3, the topsheet 2 has a first layer 21 and a second layer 22, but in FIG. 2, the topsheet 2 is shown in a simplified manner, and the first layer 21 and the second layer 22 are shown. The two layers 22 are omitted.
- the convex portion 8 is formed on substantially the entire absorbent body arrangement region including the excretory opening contact region 20 in the skin contact surface of the top sheet 2. What is necessary is just to be formed in the excretion opening
- the absorber arrangement region is a region where the absorber 4 overlaps the top sheet 2 when the absorber 4 is projected onto the top sheet 2.
- the excretion opening contact area 20 is an area where the wearer's excretion opening (for example, small labia, large labia, etc.) abuts when the sanitary napkin 1 is worn.
- the excretory opening contact region 20 is a region surrounded by a dotted line in FIG. 1, and is set at substantially the center of the absorber arrangement region. The position, area, and the like of the excretion opening contact region 20 can be adjusted as appropriate.
- the excretory opening contact area 20 may be set as an area substantially the same as the area where the excretion opening actually contacts, or may be set as a larger area, but liquid excrement such as menstrual blood From the viewpoint of preventing leakage to the outside, it is preferably set as a region larger than the region where the excretion port actually contacts.
- the excretion opening contact region 20 has a length of usually 50 to 200 mm, preferably 70 to 150 mm, and a width of usually 10 to 80 mm, preferably 20 to 50 mm.
- the excretory opening contact area 20 is set as a virtual area, but may be set as a visually recognizable area. Visual recognition is possible, for example, by coloring the excretory opening contact area 20, forming a recess (for example, a recess formed by heat embossing) at the periphery of the excretion opening contact area 20, or the like.
- substantially the entire excretory opening contact region 20 has a kinematic viscosity at 40 ° C. of 0.01 to 80 mm 2 / s, a water retention of 0.01 to 4.0% by mass, and a weight average molecular weight.
- the blood slipperiness imparting agent which is less than 1,000 is applied. Refer to the separate item for details of the blood slipperiness-imparting agent.
- the blood slipperiness imparting agent is applied to substantially the entire excretory opening contact area 20, but the blood slipperiness imparting agent is applied to at least the convex portion 8 in the excretion opening contact area 20. It only has to be done. As long as the blood slipperiness imparting agent is applied to at least the convex portion 8 in the excretory opening contact region 20, it is applied to a portion other than the convex portion 8 (for example, the concave portion 9). Alternatively, it may be applied to a region other than the excretion opening contact area 20 (for example, a peripheral area of the excretion opening contact area 20) on the skin contact surface. For example, the blood slipperiness-imparting agent can be applied to substantially the entire skin contact surface or substantially the entire absorber arrangement region.
- the blood slipperiness imparting agent When the blood slipperiness imparting agent is applied to at least the convex portion 8 in the excretory opening contact region 20, the following effects are exhibited.
- menstrual blood excreted from the wearer reaches the excretory opening contact region 20, it slides down into the concave portion 9 together with the blood slipperiness imparting agent present in the convex portion 8, passes through the top sheet 2, and shifts to the absorber 4. . Therefore, the sanitary napkin 1 has improved menstrual blood transfer from the top sheet 2 to the absorbent body 4, and can reduce menstrual blood remaining on the top sheet 2. For this reason, the sticky feeling of the skin contact surface of the top sheet 2 is prevented, and a smooth feeling is maintained. The effect of such a blood slipperiness-imparting agent is exerted irrespective of changes in menstrual blood discharge (that is, whether menstrual blood discharged at a time is large or small). .
- lubricity imparting agent exhibits effectively. Is done.
- the effect of the blood slipperiness imparting agent can be enhanced by applying the blood slipperiness imparting agent to the concave portion 9 in addition to the convex portion 8.
- lubricity imparting agent acts also as a lubrication agent and reduces the friction between fibers, the suppleness of the whole top sheet 2 can be improved.
- the sanitary napkin 1 is different from known absorbent articles including skin care compositions, lotion compositions, etc., and does not require components such as emollients and immobilizing agents. It can be applied to the sheet 2.
- the basis weight of the blood slipperiness imparting agent is usually about 1 to 30 g / m 2 , preferably about 2 to 20 g / m 2 , more preferably about 3 to 10 g / m 2 .
- the basis weight of the blood slipperiness-imparting agent is less than about 1 g / m 2 , menstrual blood tends to remain in the top sheet 2, while when the basis weight of the blood slipperiness-imparting agent exceeds about 30 g / m 2 , The sticky feeling during wearing tends to increase.
- the basis weight of the blood slipperiness-imparting agent can be measured, for example, as follows. (1) The range to be measured of the top sheet is cut out with a sharp blade, for example, a cutter blade, so as not to change its thickness as much as possible, and a sample is obtained. (2) The area of the sample: SA (m 2 ) and the mass: SM 0 (g) are measured. (3) The sample is stirred for at least 3 minutes in a solvent capable of dissolving the blood lubricity-imparting agent, such as ethanol, acetone, etc., and the blood lubricity-imparting agent is dissolved in the solvent.
- a solvent capable of dissolving the blood lubricity-imparting agent such as ethanol, acetone, etc.
- the sample is filtered on the filter paper whose mass has been measured, and the sample is thoroughly washed with a solvent on the filter paper.
- the sample on the filter paper is dried in an oven at 60 ° C.
- the mass of the filter paper and the sample is measured, and the mass of the filter paper is subtracted therefrom to calculate the mass of the sample after drying: SM 1 (g).
- BBS (g / m 2 ) [SM 0 (g) ⁇ SM 1 (g)] / SA (m 2 ) Calculated by In order to reduce the error, a plurality of samples are collected from a plurality of absorbent articles so that the total area of the samples exceeds 100 cm 2 , the experiment is repeated a plurality of times, and an average value thereof is adopted.
- the blood slipperiness-imparting agent is preferably applied so as not to block the gaps between the fibers of the topsheet 2.
- the blood slipperiness imparting agent adheres to the surface of the fiber of the top sheet 2 in the form of droplets or particles, or covers the surface of the fiber.
- the blood slipperiness-imparting agent is preferably coated so that its surface area becomes large. Thereby, the contact area of a blood slipperiness
- the surface area can be increased by reducing the particle size.
- Examples of the coating method of the blood slipperiness-imparting agent include a method using a coating apparatus (non-contact type coater such as spiral coater, curtain coater, spray coater, dip coater, contact type coater, etc.).
- a preferred coating apparatus is a non-contact type coater.
- the blood slipperiness imparting agent can be applied as a coating liquid containing a volatile solvent, for example, an alcohol solvent, an ester solvent, an aromatic solvent, or the like, if desired.
- a volatile solvent for example, an alcohol solvent, an ester solvent, an aromatic solvent, or the like.
- the blood slipperiness-imparting agent is, for example, a control seam HMA (Hot Melt Adhesive) as it is in the case of a liquid at room temperature or heated to lower the viscosity and heated to be liquefied in the case of a solid at room temperature. ) Can be applied by gun. By increasing the air pressure of the control seam HMA gun, it is possible to apply a particulate blood slipping agent. In addition, the application quantity of a blood slipperiness
- a control seam HMA Hot Melt Adhesive
- the blood slipperiness-imparting agent may be applied when the top sheet 2 is produced, or may be applied on the production line of the sanitary napkin 1. From the viewpoint of suppressing capital investment, it is preferable to apply a blood slipperiness-imparting agent in the production line of the sanitary napkin 1, and further suppress the blood slipperiness-imparting agent from dropping and contaminating the line. Therefore, it is preferable to apply the blood slipperiness imparting agent immediately downstream of the production line, specifically, immediately before the product is enclosed in the individual package.
- the top sheet 2 includes a first layer 21 having a skin contact surface and a non-skin contact surface, and a second layer provided on the non-skin contact surface side of the first layer 21.
- Layer 22 As shown in FIGS. 3 and 4, the top sheet 2 includes a first layer 21 having a skin contact surface and a non-skin contact surface, and a second layer provided on the non-skin contact surface side of the first layer 21. Layer 22.
- One surface (upper surface in FIGS. 3 and 4) of the first layer 21 is a skin contact surface, and the other surface (lower surface in FIGS. 3 and 4) is a non-skin contact surface.
- the second layer 22 is laminated on the non-skin contact surface of the first layer 21, and the top sheet 2 has a two-layer structure.
- the top sheet 2 may have one or two or more third layers in addition to the first layer 21 and the second layer 22.
- the position where the third layer is provided is not particularly limited.
- one or more third layers can be provided between the first layer 21 and the second layer 22.
- the third layer can be a non-heat-shrinkable fiber layer or a heat-shrinkable fiber layer.
- the third layer is other than the fiber layer. It may be a layer (for example, an adhesive layer).
- the top sheet 2 partially includes a non-heat-shrinkable fiber layer 21 ′, a heat-shrinkable fiber layer 22 ′, a non-heat-shrinkable fiber layer 21 ′, and a heat-shrinkable fiber layer 22 ′.
- the laminated sheet 2 ′ having a pressing part 5 ′ bonded to the heat treatment is manufactured by heat treatment, and the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′ after the heat treatment are respectively first. It corresponds to the layer 21 and the second layer 22.
- the laminated sheet 2 ′ is formed by laminating a non-heat-shrinkable fiber layer 21 ′ and a heat-shrinkable fiber layer 22 ′ manufactured by a predetermined method as an upper layer and a lower layer, respectively, and then an embossing device 220. It can be manufactured by passing between the upper roll 221 and the lower roll 222.
- the non-heat-shrinkable fiber layer 21 ' is a layer containing one type or two or more types of non-heat-shrinkable fibers.
- the non-heat-shrinkable fiber may be a fiber that does not substantially have heat-shrinkability, or has heat-shrinkability, but the heat-shrinkage start temperature is the heat contained in the heat-shrinkable fiber layer 22 ′.
- a fiber higher than the heat shrinkage start temperature of the shrinkable fiber that is, a fiber that does not substantially heat shrink at a temperature equal to or lower than the heat shrinkage start temperature of the heat shrinkable fiber contained in the heat shrinkable fiber layer 22 ′
- Non-heat-shrinkable fibers include, for example, regenerated fibers such as rayon; semi-synthetic fibers such as acetate; natural fibers such as cotton and wool; polyolefins (such as polyethylene and polypropylene), polyesters (such as polyethylene terephthalate), Examples thereof include thermoplastic resin fibers such as polyamide.
- the non-heat-shrinkable fiber may be a core-sheath type composite fiber, a side-by-side type composite fiber, or the like made of a combination of two or more types of thermoplastic resins.
- the texture can be softened.
- the fineness of the non-heat-shrinkable fiber can be adjusted to, for example, 0.5 to 20 dtex (particularly 1.0 to 10 dtex).
- the non-heat-shrinkable fiber layer 21 ′ may contain other fibers in addition to the non-heat-shrinkable fibers. Examples of other fibers include heat-fusible fibers. In some cases, the non-heat-shrinkable fibers contained in the non-heat-shrinkable fiber layer 21 'also have heat-fusibility.
- the non-heat-shrinkable fiber layer 21 ′ is a little unless it inhibits the deformation of the non-heat-shrinkable fiber layer 21 ′ accompanying the heat shrinkage of the heat-shrinkable fiber layer 22 ′ (particularly, the bulge toward the skin contact surface side).
- An amount of heat-shrinkable fibers may be contained, but preferably no heat-shrinkable fibers are contained.
- the content of the non-heat-shrinkable fibers should be adjusted as appropriate in consideration of the formability, bulkiness, compression deformation, etc. of the protrusions 8. However, it is usually 50% by weight or more, preferably 70 to 90% by weight of the non-heat-shrinkable fiber layer 21 ′.
- the non-heat-shrinkable fiber layer 21 ′ may contain an inorganic filler such as titanium oxide, barium sulfate, or calcium carbonate from the viewpoint of improving the concealment property of the top sheet 2.
- an inorganic filler such as titanium oxide, barium sulfate, or calcium carbonate from the viewpoint of improving the concealment property of the top sheet 2.
- the thickness, basis weight, and the like of the non-heat-shrinkable fiber layer 21 ′ can be appropriately adjusted in consideration of the formability, bulkiness, compressibility, and the like of the convex portion 8, but the thickness is usually 0.1 to
- the basis weight is usually 3 to 60 g / m 2 , preferably 5 to 30 g / m 2 .
- the heat-shrinkable fiber layer 22 ' is a layer containing one kind or two or more kinds of heat-shrinkable fibers.
- the heat-shrinkable fiber may be a fiber whose actual fiber length is shortened by heat treatment, or a fiber whose actual fiber length is not shortened by heat treatment, but whose apparent fiber length is shortened (for example, zigzag-like) , Latent crimpable fibers that develop an ⁇ -like or spiral-like crimp and shorten the apparent fiber length).
- Preferred heat shrinkable fibers are latent crimpable fibers.
- the second layer 22 contains the crimpable fibers after the expression of crimps. (Extensibility in the direction) is improved.
- latent crimpable fibers are known (for example, JP-A-9-296325, JP-A-2-191720, JP-A-2007-177335) and can be appropriately selected and used.
- the latent crimpable fiber include an eccentric core-sheath type composite fiber or a side-by-side type composite fiber containing two or more types of thermoplastic resins having different shrinkage rates.
- two types of thermoplastic resins having different shrinkage rates include a combination of an ethylene-propylene random copolymer (EP) and polypropylene (PP), a copolymer polyester mainly composed of polyethylene terephthalate, and polyethylene terephthalate (PET). And the like.
- the resin having a relatively high shrinkage rate includes, for example, a copolymer containing ethylene as a main component or low-density polyethylene.
- the copolymer mainly composed of ethylene include ethylene-propylene copolymer, ethylene-butene1-propylene terpolymer, ethylene-vinyl acetate copolymer, ethylene-methyl acrylate copolymer, ethylene -Ethyl acrylate copolymer and the like.
- the low density polyethylene include low density polyethylene by a high pressure polymerization method, linear low density polyethylene and the like.
- examples of resins having a relatively low shrinkage rate include polyolefin resins such as polypropylene and polyethylene, and polyesters such as polyethylene terephthalate and polybutylene terephthalate. Based resins and the like.
- the fineness of the latent crimpable fiber can be adjusted to, for example, 0.5 to 20 dtex (particularly 1 to 10 dtex).
- the heat-shrinkable fiber layer 22 ′ may contain other fibers in addition to the heat-shrinkable fibers. Examples of other fibers include heat-fusible fibers and non-heat-shrinkable fibers. In some cases, the heat-shrinkable fibers contained in the heat-shrinkable fiber layer 22 'also have heat-fusibility. When the heat-shrinkable fiber layer 22 ′ contains other fibers, the content of the heat-shrinkable fibers can be appropriately adjusted in consideration of the formability, bulkiness, compressibility, and the like of the protrusions 8. However, it is usually 50% by weight or more, preferably 70 to 90% by weight of the heat-shrinkable fiber layer 22 ′.
- the heat-shrinkable fiber layer 22 ′ may contain an inorganic filler such as titanium oxide, barium sulfate, or calcium carbonate from the viewpoint of enhancing the hiding property of the top sheet 2.
- the thickness, basis weight, and the like of the heat-shrinkable fiber layer 22 ′ can be appropriately adjusted in consideration of the formability, bulkiness, compression deformation, etc. of the protrusions 8, but the thickness is usually 0.1 to 10 mm.
- the basis weight is usually 8 to 100 g / m 2 , preferably 10 to 50 g / m 2 .
- heat-fusible fiber that can be contained in the non-heat-shrinkable fiber layer 21 ′ and / or the heat-shrinkable fiber layer 22 ′ include a heat-melting fiber composed of a thermoplastic resin such as polyolefin, polyester, or polyamide. Adhesive fibers may be mentioned.
- polystyrene resin examples include, for example, linear low density polyethylene (LLDPE), low density polyethylene (LDPE), medium density polyethylene (MDPE), high density polyethylene (HDPE), polypropylene, polybutylene, and copolymers based on these (for example, Ethylene-vinyl acetate copolymer (EVA), ethylene-ethyl acrylate copolymer (EEA), ethylene-acrylic acid copolymer (EAA), ethylene-propylene random copolymer (EP)), and the like.
- EVA Ethylene-vinyl acetate copolymer
- EAA ethylene-ethyl acrylate copolymer
- EAA ethylene-acrylic acid copolymer
- EP ethylene-propylene random copolymer
- Polyethylene, particularly HDPE is preferred because it has a relatively low softening point of around 100 ° C. and is excellent in heat workability, and has low rigidity and a supple feel.
- polyesters examples include linear or branched carbon atoms of up to 20 including polyethylene terephthalate (PET), polytrimethyl terephthalate (PTT), polybutylene terephthalate (PBT), polylactic acid, and polyglycolic acid. And polyesters such as polyhydroxyalkanoic acid, copolymers based on these, and copolymerized polyesters obtained by copolymerizing alkylene terephthalate as a main component with a small amount of other components. Since it has elastic resilience, it is possible to construct fibers and nonwoven fabrics having high cushioning properties, and PET is preferred from the economical point of being obtained industrially at a low cost.
- polyamides examples include 6-nylon and 6,6-nylon.
- the heat-fusible fiber may be composed of one type of thermoplastic resin, or a composite fiber containing two or more types of thermoplastic resin (for example, core-sheath type composite fiber, side-by-side type composite fiber) ).
- the heat-fusible fiber may be a short fiber staple fiber or a long fiber filament.
- the thickness of the heat-fusible fiber can be adjusted to 1 to 7 dtex, for example.
- a web formed by a card method As a form of the fiber assembly constituting the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′, a web formed by a card method; a heat fusion method, a hydroentanglement method, a needle punch method, a solvent adhesion Nonwoven fabric formed by a method, a spunbond method or a meltblown method; Note that the web formed by the card method is a fiber assembly before being made into a nonwoven fabric. Such a web is not subjected to post-processing applied to the card web in the nonwoven fabric manufacturing process (for example, heat-sealing treatment in the air-through method, calendar method, etc.), and the fibers are in a state of being entangled very loosely. .
- the non-heat-shrinkable fiber layer 21 ' is preferably a web formed by a card method. Thereby, the formability of the convex part 8, bulkiness, compression deformability, etc. improve.
- the non-heat-shrinkable fiber layer 21 ′ is a web formed by a card method, the constituent fibers of the non-heat-shrinkable fiber layer 21 ′ are bonded to each other at the time of forming or after forming the compressed portion 5 ′ (for example, , Heat fusion, adhesion with a solvent, etc.) or mechanical entanglement.
- the pressing part 5 ′ is a recess formed by heat embossing.
- the heat embossing process can be performed by an embossing apparatus 220 shown in FIG.
- the embossing apparatus 220 includes an upper roll 221 provided with a large number of convex portions (not shown) on the outer peripheral surface, and a lower roll 222 having a smooth outer peripheral surface.
- a large number of convex portions of the upper roll 221 are formed so as to correspond to the shape, arrangement pattern, and the like of the compressed portion 5 ′, and by these convex portions, a large number of the non-heat-shrinkable fiber layers 21 ′ are separated from each other.
- the part is compressed and heated in the thickness direction of the non-heat-shrinkable fiber layer 21 ′.
- the pressing part 5 ' which integrates the non-heat-shrinkable fiber layer 21' and the heat-shrinkable fiber layer 22 'in the thickness direction is formed as a recess.
- the compressed portion 5 ′ thus formed is consolidated, and has a smaller thickness and a higher density than other portions of the laminated sheet 2 ′.
- non-heat-shrinkable fiber layer 21 ′ and / or the heat-shrinkable fiber layer 22 ′ contains a heat-fusible fiber
- non-heat-shrinkage is caused by melting and solidifying the heat-fusible fiber generated when the compressed portion 5 ′ is formed.
- the heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′ can be heat-sealed.
- the heat-fusible fiber is a composite fiber
- the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 are obtained by melting and solidifying a resin having a low melting point (for example, the resin of the sheath component of the core-sheath type composite fiber). 'Can be heat-sealed.
- the upper roll 221 and / or the lower roll 222 are heated, and heating during compression is possible.
- the heating temperature is usually 60 to 180 ° C., preferably 80 to 160 ° C.
- the pressure is usually 10 to 3000 N / mm, preferably 0.005 to 2 N / mm.
- the time is usually 0.0001 to 5 seconds, preferably 0.005 to 2 seconds.
- the heating temperature in the embossing treatment may be equal to or higher than the heat shrinkage start temperature of the heat-shrinkable fiber contained in the heat-shrinkable fiber layer 22 ′, or may be lower than that.
- the heating temperature in the embossing treatment is equal to or higher than the heat shrinkage start temperature of the heat-shrinkable fiber contained in the heat-shrinkable fiber layer 22 ′, the non-heat-shrinkable fiber layer 21 ′ and / or the heat-shrinkable fiber layer 22 ′.
- a heat-fusible fiber having a melting point equal to or higher than the heat shrinkage start temperature of the heat-shrinkable fiber is contained, and the squeezed part 5 ′ is formed as a heat-fused part that integrates both layers in the thickness direction. it can. Since this heat-sealed portion is not melted by the heat treatment, it is possible to maintain the bonding between both layers during the heat treatment.
- the melting point of the heat-fusible fiber means the melting point of a resin having a low melting point.
- the heat shrinkage can be suppressed by, for example, heating the laminated sheet 2 ′ with a tension applied.
- the tension can be applied by, for example, a number of upward pins attached to the chain of the pin tenter. It can be realized by piercing and gripping from the lower side to the upper side of the laminated sheet 2 ′ (that is, from the heat-shrinkable fiber layer 22 ′ side to the non-heat-shrinkable fiber layer 21 ′ side). Details of such heat shrinkage regulation methods are described in, for example, Japanese Patent Application Laid-Open Nos. 2003-247155 and 2007-177340.
- the melting point of the heat-shrinkable fiber layer 21 ′ and / or the heat-shrinkable fiber layer 22 ′ has a melting point of the heat-shrinkable fiber.
- a heat-fusible fiber having a temperature lower than the start temperature is contained, and the squeezed part 5 ′ can be formed as a heat-fused part that integrates both layers in the thickness direction. In this case, it is not necessary to suppress heat shrinkage of the heat-shrinkable fiber, but the heat-sealed portion may be melted by the heat treatment.
- the compressed parts 5 ' are each substantially circular and are arranged in a staggered pattern as a whole.
- the pressing part 5 ′ may have a shape other than a circular shape, for example, an elliptical shape, a triangular shape, a rectangular shape, a polygonal shape, or the like.
- the arrangement pattern of the pressing parts 5 ′ can be changed as appropriate, and may be formed continuously in a linear shape such as a straight line or a curved line.
- the number, position, and the like of the pressing parts 5 ′ can be appropriately adjusted in consideration of the formability and bulkiness of the convex parts 8.
- one region surrounded by a plurality of compressed parts 5 ′ is skin contacted starting from these compressed parts 5 ′.
- the number of pressing parts 5 ′ surrounding one area where one convex part 8 is formed is usually 3 or more, preferably 4 or more.
- the upper limit is usually 12, preferably 8.
- the region where one convex portion 8 is formed may be surrounded by a compressed portion 5 ′ formed continuously in a linear shape such as a straight line or a curved line.
- a compressed portion 5 ′ formed continuously in a linear shape such as a straight line or a curved line.
- the squeezed portion 5 ' preferably surrounds 10 to 100%, more preferably 20 to 100%, of the entire periphery of the region where the single convex portion 8 is formed.
- the pressing part 5 ′ in this embodiment is an example of a joining part that joins the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′.
- the joining portion that joins the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′ may be formed by a joining method other than heat embossing, for example, a joining method such as ultrasonic embossing or adhesion using an adhesive. Good.
- the thermal contraction processing of the laminated sheet 2 ′ can be performed by the thermal contraction processing unit 170 illustrated in FIG. 5.
- a mesh conveyor belt, a pin tenter, a clip tenter, or the like can be used for conveying the laminated sheet 2 ′ to the heat shrinkage processing unit 170.
- hot air heated to a temperature equal to or higher than the heat shrink start temperature of the heat shrinkable fiber contained in the heat shrinkable fiber layer 22 ′ is laminated sheet 2 ′. (For example, an air-through method), and the heat-shrinkable fiber layer 22 ′ is heat-shrinked.
- the heat shrinkage rate of the heat-shrinkable fiber layer 22 ′ can be appropriately adjusted in consideration of the formability, bulkiness, compression deformation, etc. of the protrusions 8, but is usually 20 to 90%, preferably 40 to 40%. 80%.
- the heat shrink rate of the heat-shrinkable fiber layer 22 ′ is determined by controlling the amount and type of heat-shrinkable fibers contained in the heat-shrinkable fiber layer 22 ′, the conveying speed of the laminated sheet 2 ′, the temperature and speed of the hot air, and the tenter. By adjusting the width or the like, it can be adjusted appropriately.
- the pressing force to the mesh conveyor belt can be made zero or negative by blowing hot air from the back side of the mesh conveyor belt.
- a pin tenter or a clip tenter is used for conveying the laminated sheet 2 ', the laminated sheet 2' can be brought into a free state.
- Hot air blowing is an example of heat shrink treatment.
- the heat shrink treatment is not particularly limited as long as it can be heated to the heat shrink start temperature of the heat shrinkable fiber contained in the heat shrinkable fiber layer 22 '.
- the heat shrink treatment can be performed using a heat medium such as microwave, steam, infrared rays, etc. in addition to hot air.
- the heating temperature, heating time, etc. in the heat shrink treatment can be appropriately adjusted based on the heat shrink start temperature of the heat shrinkable fiber.
- the heating temperature can be set to 125 ° C. to 150 ° C., for example, and the heating time can be set to 1 to 20 seconds, for example. Details of such heat treatment are described in, for example, Japanese Patent Application Laid-Open Nos. 2003-247155 and 2007-177340.
- the non-heat shrinkable fiber layer 21 ′ is deformed by heat shrinkage of the heat shrinkable fiber layer 22 ′. That is, in accordance with the thermal contraction of the heat-shrinkable fiber layer 22 ′, one of the non-heat-shrinkable fiber layers 21 ′ surrounded by a plurality of compressed parts 5 ′ (four compressed parts 5 ′ in this embodiment). The region rises toward the skin contact surface side starting from these compressed portions 5 ′, and one convex portion 8 is formed.
- the non-heat-shrinkable fiber layer 21 ′ includes a large number of regions surrounded by a plurality of compressed portions 5 ′ (four compressed portions 5 ′ in the present embodiment), the deformation of the non-heat-shrinkable fiber layer 21 ′. Thus, a large number of convex portions 8 are formed. Thus, in the skin contact surface, at least the excretory opening contact region 20 is formed with a large number of convex portions 8 that are raised by the deformation of the non-heat-shrinkable fiber layer 21 ′ and protrude toward the skin contact surface.
- the non-heat-shrinkable fiber layer 21 ′ is a web formed by the card method
- the inside of the convex portion 8 formed by the heat-shrink process is filled with fibers constituting the web, and the fibers constituting the web are Oriented along the convex part.
- the non-heat-shrinkable fiber layer 21 ′ is in the form of a nonwoven fabric or a knitted fabric
- the inside of the convex portion 8 formed by the heat-shrink process is hollow.
- the non-heat-shrinkable fiber layer 21 ′ and the heat-shrinkable fiber layer 22 ′ after the heat shrink treatment correspond to the first layer 21 and the second layer 22, respectively.
- the first layer 21 is a layer in which the non-heat-shrinkable fiber layer 21 ′ partially joined to the heat-shrinkable fiber layer 22 ′ by the pressing part 5 ′ is deformed by the heat-shrink of the heat-shrinkable fiber layer 22 ′. Yes, it contains non-heat-shrinkable fibers that are not substantially heat-shrinked by heat treatment.
- the second layer 22 is a layer in which the heat-shrinkable fiber layer 22 ′ is heat-shrinked, and heat-shrinkable fibers, for example, fibers whose actual fiber length has been shortened by heat treatment (for example, the crystalline state of the resin)
- heat-shrinkable fibers for example, fibers whose actual fiber length has been shortened by heat treatment (for example, the crystalline state of the resin)
- the thickness and basis weight of the first layer 21 vary depending on the thickness and basis weight of the non-heat-shrinkable fiber layer 21 ′, the heat shrinkage rate of the heat-shrinkable fiber layer 22 ′, and the like. It is 2 to 10 mm, preferably 0.4 to 2.5 mm, and the basis weight is usually 5 to 100 g / m 2 , preferably 10 to 50 g / m 2 .
- the thickness and basis weight of the second layer 22 vary depending on the thickness, basis weight, heat shrinkage rate, etc. of the heat-shrinkable fiber layer 22 ′, but the thickness is usually 0.2 to 5 mm, preferably 0.5.
- the basis weight is usually 5 to 100 g / m 2 , preferably 10 to 50 g / m 2 .
- the density of the second layer 22 is preferably larger than the density of the first layer 21. Thereby, the menstrual transfer property from the first layer 21 to the second layer 22 can be improved.
- the density of the second layer 22 is preferably 0.1 g / cm 3 or less, more preferably 0.08 g / cm 3 or less. . In this case, the effect of the blood slipperiness imparting agent is effectively exhibited without being inhibited by the second layer 22.
- the lower limit of the density of the second layer 22 is preferably 0.04 g / cm 3 , more preferably 0.06 g / cm 3 .
- the lower limit of the density of the first layer 21 is preferably 0.005 g / cm 3, more preferably 0.01 g / cm 3.
- the densities of the first layer 21 and the second layer 22 are calculated by dividing the basis weight by the thickness.
- the following method can be used for measuring the basis weight.
- (2) The marked range is cut out with a sharp blade, for example, a replacement blade of a cutter, and the total mass: TM (g) is measured.
- the following method can be used. Five different locations (measurement surface ⁇ 44 mm) are pressurized with a measurement pressure of 3 g / cm 2 (constant pressure) for 10 seconds, and then measured using a thickness meter (Daiei Scientific Instruments Co., Ltd., FS-60DS).
- the third density is increased so that the density increases from the first layer 21 toward the second layer 22. It is preferable to adjust the density of the layer. Thereby, the menstrual transfer property from the first layer 21 to the second layer 22 can be improved.
- the first layer 21 and the second layer 22 are partly joined by the pressing part 5 corresponding to the pressing part 5 ′ after the heat shrink treatment, and the pressing part 5 becomes the recess 9. ing.
- the shape and arrangement pattern of the squeezing part 5 ′ are not significantly changed by the heat shrinking process, and the squeezing part 5 is substantially circular when the top sheet 2 is viewed in plan from the first layer 21 side, and as a whole Arranged in a staggered pattern.
- a slight change may occur in the shape, structure, and the like of the squeezed portion 5 ′ due to the heat shrink process. For example, shrinkage, melt solidification, and the like may occur in the fibers constituting the compressed portion 5 '.
- the ratio of the area of the pressing part 5 to the area of the first layer 21 (area ratio) is usually 2.5 to 50%, preferably 4 to 20%.
- the top sheet 2 may be provided with a plurality of apertures. This improves liquid permeability and reduces leakage and stuffiness.
- An opening part can be provided so that the top sheet 2 may be penetrated, for example.
- the diameter of the opening can be adjusted to 0.2 to 10 mm, for example.
- the interval between the apertures can be adjusted to 0.5 to 20 mm, for example.
- the top sheet 2 may be hydrophilized.
- the hydrophilic treatment include coating of the surface of the top sheet 2 with a hydrophilic agent, addition of a hydrophilic agent to the constituent components of the first layer 21 and / or the second layer 22, corona treatment, plasma treatment, and the like.
- the lipophilic region derived from the blood slipping agent and the hydrophilic region derived from the hydrophilic agent coexist sparsely in the top sheet 2, and menstrual blood is in the top sheet 2. It slips down from the convex part 8 of this, and it becomes easy to transfer to an absorber.
- the back sheet 3 is a sheet that cannot transmit liquid excretion such as menstrual blood, and is an example of a liquid impermeable layer.
- the back sheet 3 can prevent leakage of liquid excrement absorbed by the absorber 4.
- One surface of the back sheet is a surface that contacts the wearer's clothes (underwear).
- the backsheet 3 preferably has moisture permeability in addition to liquid impermeability in order to reduce stuffiness when worn.
- backsheet 3 examples include waterproof nonwoven fabric, synthetic resin (eg, polyethylene, polypropylene, polyethylene terephthalate, etc.) film, and composite sheet of nonwoven fabric and synthetic resin film (eg, nonwoven fabric such as spunbond and spunlace). And a composite film in which a breathable synthetic resin film is bonded), an SMS nonwoven fabric in which a melt-blown nonwoven fabric having high water resistance is sandwiched between strong spunbond nonwoven fabrics, and the like.
- synthetic resin eg, polyethylene, polypropylene, polyethylene terephthalate, etc.
- composite sheet of nonwoven fabric and synthetic resin film eg, nonwoven fabric such as spunbond and spunlace
- SMS nonwoven fabric in which a melt-blown nonwoven fabric having high water resistance is sandwiched between strong spunbond nonwoven fabrics, and the like.
- the absorber 4 contains an absorbent material that absorbs liquid excreta such as menstrual blood.
- the absorbent material contained in the absorber 4 is not particularly limited as long as it can absorb and retain liquid excretion such as menstrual blood.
- Examples of the absorbent material include a water-absorbing fiber and a highly water-absorbing material (for example, a highly water-absorbing resin and a highly water-absorbing fiber).
- the absorber 4 includes additives such as an antioxidant, a light stabilizer, an ultraviolet absorber, a neutralizer, a nucleating agent, an epoxy stabilizer, a lubricant, an antibacterial agent, a flame retardant, an antistatic agent, a pigment, and a plasticizer. You may contain as needed.
- water-absorbing fibers include wood pulp obtained from softwood or hardwood (for example, mechanical pulp such as groundwood pulp, refiner ground pulp, thermomechanical pulp, chemithermomechanical pulp; kraft pulp, sulfide pulp, alkaline pulp, etc. Chemical pulp; semi-chemical pulp, etc.]; mercerized pulp or crosslinked pulp obtained by chemically treating wood pulp; non-wood pulp such as bagasse, kenaf, bamboo, hemp, cotton (eg cotton linter); rayon, fibril Examples include regenerated cellulose such as rayon; semi-synthetic cellulose such as acetate and triacetate, but pulverized pulp is preferred because it is low in cost and easy to mold.
- wood pulp obtained from softwood or hardwood for example, mechanical pulp such as groundwood pulp, refiner ground pulp, thermomechanical pulp, chemithermomechanical pulp; kraft pulp, sulfide pulp, alkaline pulp, etc. Chemical pulp; semi-chemical pulp, etc.]; mercerized pulp or crosslinked pulp obtained by chemically treating wood pulp;
- the superabsorbent material examples include starch, cellulose, and synthetic polymer superabsorbent materials.
- starch-based or cellulose-based superabsorbent material examples include starch-acrylic acid (salt) graft copolymers, saponified starch-acrylonitrile copolymers, and crosslinked products of sodium carboxymethyl cellulose.
- Synthetic polymers examples include polyacrylates, polysulfonates, maleic anhydrides, polyacrylamides, polyvinyl alcohols, polyethylene oxides, polyaspartates, polyglutamates , Polyalginate-based, starch-based, and cellulose-based superabsorbent resins (Superabsorbent Polymer: SAP), and the like. Resins are preferred.
- shape of the superabsorbent material include particulates, fibers, and scales. In the case of particulates, the particle size is preferably 50 to 1000 ⁇ m, more preferably 100 to 600 ⁇ m. .
- the absorbent body 4 contains a highly water-absorbing material (for example, highly water-absorbing resin, highly water-absorbing fiber, etc.), the content of the highly water-absorbing material is usually 5 to 80% by mass, preferably 10%. It is ⁇ 60 mass%, more preferably 20 to 40 mass%.
- a highly water-absorbing material for example, highly water-absorbing resin, highly water-absorbing fiber, etc.
- the absorber 4 may contain silver, copper, zinc, silica, activated carbon, aluminosilicate compound, zeolite or the like. Thereby, functions, such as a deodorizing property, antibacterial property, and an endothermic effect, can be provided to an absorber.
- the thickness, basis weight, etc. of the absorbent body 4 can be appropriately adjusted according to the characteristics (for example, absorbency, strength, lightness, etc.) that the sanitary napkin 1 should have.
- the thickness of the absorber 4 is usually 0.1 to 15 mm, preferably 1 to 10 mm, more preferably 2 to 5 mm, and the basis weight is usually 20 to 1000 g / m 2 , preferably 50 to 800 g / m 2 , 100 to 500 g / m 2 is preferable.
- the thickness, basis weight, etc. of the absorber 4 may be constant throughout the absorber 4 or may be partially different.
- the absorbent body 4 may have a core containing an absorbent material and a core wrap that covers the core.
- the core wrap is not particularly limited as long as it has liquid permeability and absorber retention.
- Examples of the core wrap include a nonwoven fabric, a woven fabric, a synthetic resin film in which liquid permeation holes are formed, and a net-like sheet having a mesh.
- a wet method using pulverized pulp as a main material A tissue molded with is preferred.
- the sanitary napkin 1 may include a second sheet disposed between the top sheet 2 and the absorbent body 4 in addition to the top sheet 2 as a liquid permeable layer.
- the blood slipperiness imparting agent may be applied to the second sheet.
- the second sheet is not particularly limited as long as liquid excretion such as menstrual blood can permeate, and the thickness, basis weight, density and the like of the second sheet are appropriately adjusted within a range where liquid excretion such as menstrual blood can permeate. be able to.
- Examples of the second sheet include a nonwoven fabric, a woven fabric, a synthetic resin film in which liquid permeation holes are formed, and a net-like sheet having a mesh.
- Examples of the nonwoven fabric include air-through nonwoven fabric, spunbond nonwoven fabric, point bond nonwoven fabric, spunlace nonwoven fabric, needle punched nonwoven fabric, melt blown nonwoven fabric, and combinations thereof (for example, SMS).
- natural fibers wool, cotton, etc.
- regenerated fibers rayon, acetate, etc.
- inorganic fibers glass fibers, carbon fibers, etc.
- synthetic resin fibers polyethylene, polypropylene, polybutylene, ethylene-vinyl acetate copolymer, Polyolefins such as ethylene-ethyl acrylate copolymer, ethylene-acrylic acid copolymer, ionomer resin; polyesters such as polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, polylactic acid; De), and the like.
- Nonwoven fabrics include core / sheath fibers, side-by-side fibers, island / sea fibers, etc .; hollow fibers; flat fibers, Y-shaped fibers, C-shaped fibers, etc .; latent crimps or manifestations Crimped three-dimensional crimped fibers; split fibers that are split by a physical load such as water flow, heat, and embossing may be mixed.
- the manufacturing method according to the present embodiment includes a step of forming an absorber (step 1), a step of laminating a top sheet on the absorber (step 2), a step of laminating a back sheet (step 3), and a sanitary
- the manufacturing apparatus 100 shown in FIG. 5 is used, including a step of cutting out the napkin (step 4) and a step of applying a blood slipperiness imparting agent to the sanitary napkin (step 5).
- Step 1 On the peripheral surface of the suction drum 120 rotating in the conveying direction MD, recesses 124 are formed at a required pitch in the circumferential direction as a mold for filling the absorbent material 122.
- the suction unit 126 acts on the recess 124, and the absorbent material 122 supplied from the material supply unit 121 is vacuum sucked into the recess 124.
- the material supply unit 121 is formed so as to cover the suction drum 120, and the material supply unit 121 supplies the absorber material 122 to the recess 124 by air conveyance, and the absorber 4 is formed in the recess 124.
- the absorber 4 formed in the recess 124 is transferred onto the carrier sheet 110 that proceeds in the transport direction MD.
- the top sheet 2 is laminated on the absorber 4 to form a laminate 262. Then, a pressing groove is formed in the laminated body 262 as necessary.
- the pressing groove is formed by the embossing device 130.
- the embossing device 130 includes an upper roll 131 having convex portions (not shown) provided on the outer peripheral surface, and a lower roll 132 having a smooth outer peripheral surface.
- the convex part of the upper stage roll 131 is formed so as to correspond to the shape of the pressing groove, the arrangement pattern, and the like.
- the laminated body 262 passes between the upper roll 131 and the lower roll 132 of the embossing apparatus 130, the laminated body 262 is compressed in the thickness direction, and compressed grooves are formed in the laminated body 262.
- the compressed groove is formed, for example, in the periphery of the excretory opening contact area 20, the peripheral area of the peripheral area of the excretion opening contact area 20, or the like in the top sheet 2.
- the top sheet 2 is integrated with the absorbent body 4 by forming the compressed grooves.
- the pressing groove forming step by the embossing device 130 is omitted when it is not necessary.
- Step 3 The backsheet 3 supplied from the backsheet roll 140 is laminated on the lower surface (opposite side of the topsheet) of the laminated body 134 via an adhesive layer to form a sanitary napkin continuous body 144.
- the laminated body 134 and the laminated body 262 are the same.
- Step 4 Using the cutter 150, the sanitary napkin continuous body 144 is cut, and the sanitary napkin is cut out.
- a blood slipperiness imparting agent 161 is applied to the top sheet 2 of the sanitary napkin using the spray 160 to form a blood slipperiness imparting agent layer on the surface of the top sheet 2.
- the blood slipperiness-imparting agent layer is formed at least in the excretion opening contact region 20 in the skin contact surface of the top sheet 2.
- the blood slipperiness-imparting agent is applied after cutting out the sanitary napkin, but it may be applied at any stage before cutting out, or it may be applied in the top sheet manufacturing process. Good. In order to prevent the blood slipperiness-imparting agent applied during production from flowing down, it is preferable to apply the blood slipperiness-imparting agent immediately downstream of the manufacturing process, for example, immediately before packaging a sanitary napkin.
- the manufacturing method of the sanitary napkin 1 can include, in addition to steps 1 to 5, a step of forming the seal portion seal portions 7a, 7b, 8a, 8b, a step of forming the adhesive portions 9a, 9b, 9c, and the like.
- the blood slipperiness imparting agent has a kinematic viscosity at 40 ° C. of about 0.01 to about 80 mm 2 / s, a water retention of about 0.05 to about 4.0% by mass, and a weight average molecular weight of about 1 Less than 1,000.
- the kinematic viscosity at 40 ° C. of the blood slipperiness-imparting agent can be appropriately adjusted in the range of about 0 to about 80 mm 2 / s, preferably about 1 to about 70 mm 2 / s, more preferably about 3 to about 60 mm 2 / s, even more preferably from about 5 to about 50 mm 2 / s, and even more preferably from about 7 to about 45 mm 2 / s.
- the kinematic viscosity at 40 ° C. may be simply referred to as “kinematic viscosity”.
- the kinematic viscosity is as follows: a) as the molecular weight of the blood slipping agent increases, b) polar groups such as carbonyl bond (—CO—), ether bond (—O—), carboxyl group (—COOH), hydroxyl group ( There is a tendency that the higher the ratio of —OH) and the like, and c) the higher the IOB, the higher the ratio.
- the melting point of the blood slipperiness imparting agent is preferably 45 ° C. or less. This is because when the blood slipperiness-imparting agent contains crystals at 40 ° C., the kinematic viscosity tends to increase.
- kinematic viscosity in the blood slipperiness-imparting agent will be described later.
- the kinematic viscosity exceeds about 80 mm 2 / s, the blood slipperiness-imparting agent is too viscous to reach the skin contact surface of the top sheet. At the same time, it tends to be difficult to slide from the convex portion to the concave portion and then to move into the absorber.
- the kinematic viscosity can be measured at a test temperature of 40 ° C. using a Cannon Fenceke reverse flow viscometer according to “5. Kinematic viscosity test method” of JIS K 2283: 2000.
- the water retention rate of the blood slipperiness-imparting agent can be appropriately adjusted within the range of about 0.01 to about 4.0% by mass, preferably about 0.02 to about 3.5% by mass, more preferably About 0.03 to about 3.0% by weight, even more preferably about 0.04 to about 2.5% by weight, even more preferably about 0.05 to about 2.0% by weight.
- the “water retention” means the ratio (mass) of water that a substance can hold, and can be measured as follows. (1) Place a 20 mL test tube, a rubber stopper, a substance to be measured, and deionized water in a constant temperature room at 40 ° C. overnight. (2) In a constant temperature room, 5.0 g of a substance to be measured and 5.0 g of deionized water are put into a test tube. (3) Put a rubber stopper on the mouth of the test tube in a thermostatic chamber, rotate the test tube once, and let it stand for 5 minutes.
- the affinity between the blood slipperiness-imparting agent and menstrual blood decreases and reaches the skin contact surface of the top sheet.
- the affinity with menstrual blood becomes very high like a surfactant, and the absorbed blood remains on the skin contact surface of the top sheet, and the skin contact of the top sheet The surface tends to be red and easily colored.
- the water retention rate is as follows: a) the smaller the molecular weight of the blood slipperiness agent, and b) polar groups such as carbonyl bond (—CO—), ether bond (—O—), carboxyl group (—COOH), hydroxyl
- polar groups such as carbonyl bond (—CO—), ether bond (—O—), carboxyl group (—COOH), hydroxyl
- the ratio of the group (—OH) or the like is higher, the value tends to increase. This is because the blood slipperiness imparting agent is more hydrophilic.
- the water retention rate tends to increase as the IOB increases, that is, as the inorganic value increases and as the organic value decreases. This is because the blood slipperiness-imparting agent is more hydrophilic.
- menstrual blood excreted from the wearer When menstrual blood excreted from the wearer reaches the excretory opening contact region, it contacts the blood slipperiness imparting agent present in the convex part, slides into the concave part together with this, passes through the top sheet, and moves to the absorber. .
- a blood slipperiness-imparting agent having a kinematic viscosity of about 0.01 to about 80 mm 2 / s at 40 ° C. has a very low viscosity around the body temperature of the wearer and has a certain affinity with menstrual blood Therefore, it is considered that menstrual blood can slide from the convex part to the concave part together with menstrual blood, and can pass through the top sheet and quickly migrate to the absorbent body using the momentum at the time of the sliding.
- the blood slipperiness-imparting agent present on the convex part has a water retention of about 0.01 to about 4.0% by mass, and therefore has an affinity for mainly hydrophilic components (such as plasma) in menstrual blood. Therefore, it is considered that menstrual blood hardly remains on the top sheet.
- menstrual blood If there is a large amount of menstrual blood discharged from the wearer, even if the kinetic energy of menstrual blood itself is large and the kinematic viscosity value of the blood slipperiness-imparting agent is relatively high, it is difficult to slip with menstrual blood. Even if the water retention value is relatively high and the affinity with the hydrophilic component of menstrual blood is high, the weight molecular weight value is relatively high and difficult to slide with menstrual blood, and the top sheet Even when there is no uneven structure on the skin contact surface, it is considered that menstrual blood easily migrates to the absorber.
- the blood slipperiness-imparting agent slides down from the convex part to the concave part together with menstrual blood, and draws menstrual blood into the top sheet, and then draws it into the absorber, thereby rapidly transferring menstrual blood to the absorber.
- the blood lubricity-imparting agent has a weight average molecular weight of less than about 1,000, and preferably has a weight average molecular weight of less than about 900. This is because if the weight average molecular weight is about 1,000 or more, the blood slipperiness-imparting agent itself has tackiness and tends to give the wearer discomfort. In addition, since the viscosity of the blood slipperiness-imparting agent tends to increase as the weight average molecular weight increases, it becomes difficult to lower the viscosity of the blood slipperiness-imparting agent to a viscosity suitable for coating by heating, As a result, the blood slipping agent may have to be diluted with a solvent.
- the blood slipperiness-imparting agent preferably has a weight average molecular weight of about 100 or more, and more preferably has a weight average molecular weight of about 200 or more. This is because when the weight average molecular weight is small, the vapor pressure of the blood slipperiness imparting agent becomes high and vaporizes during storage, causing problems such as a decrease in the amount and odor when worn.
- weight average molecular weight refers to a polydispersed compound (for example, a compound produced by sequential polymerization, a plurality of fatty acids, and an ester produced from a plurality of aliphatic monohydric alcohols).
- a weight average molecular weight means the value of polystyrene conversion calculated
- GPC measurement conditions include the following. Model: Hitachi High-Technologies Corporation High-Performance Liquid Chromatogram Lachrom Elite Column: SHODEX KF-801, KF-803 and KF-804 manufactured by Showa Denko K.K. Eluent: THF Flow rate: 1.0 mL / min Driving amount: 100 ⁇ L Detection: RI (differential refractometer)
- the weight average molecular weight described in the Example of this specification is measured on the said conditions.
- the blood slipperiness agent can have an IOB of about 0.00 to about 0.60.
- IOB Inorganic Organic Balance
- IOB is an index indicating a balance between hydrophilicity and lipophilicity.
- Oda et al. IOB value calculated by inorganic value / organic value.
- the IOB is preferably about 0.00 to about 0.60, more preferably about 0.00 to about 0.50, and about 0.00 to about 0.40. And more preferably from about 0.00 to about 0.30. This is because when the IOB is in the above range, the water holding power and kinematic viscosity easily satisfy the above requirements.
- the blood slipperiness-imparting agent preferably has a melting point of 45 ° C. or lower, more preferably 40 ° C. or lower. This is because when the blood slipperiness-imparting agent has a melting point of 45 ° C. or less, the blood slipperiness-imparting agent tends to have a kinematic viscosity in the above range.
- melting point means a peak top temperature of an endothermic peak when changing from a solid state to a liquid state when measured with a differential scanning calorimeter at a heating rate of 10 ° C./min.
- the melting point can be measured using, for example, a DSC-60 type DSC measuring apparatus manufactured by Shimadzu Corporation.
- the blood lubricity-imparting agent may be liquid at room temperature (about 25 ° C.) or solid as long as it has a melting point of about 45 ° C. or lower, ie, a melting point of about 25 ° C. or higher, or It may be less than about 25 ° C. and may have a melting point of, for example, about ⁇ 5 ° C., about ⁇ 20 ° C.
- the blood slipping agent does not have a lower limit for its melting point, but preferably has a low vapor pressure.
- the vapor pressure of the blood slipperiness imparting agent is preferably about 0 to about 200 Pa at 25 ° C. (1 atm), more preferably about 0 to about 100 Pa, and further preferably about 0 to about 10 Pa. Preferably, it is about 0 to about 1 Pa, and even more preferably about 0.0 to about 0.1 Pa.
- the vapor pressure is preferably about 0 to about 700 Pa at 40 ° C. (1 atm), and is about 0 to about 100 Pa. Is more preferably about 0 to about 10 Pa, still more preferably about 0 to about 1 Pa, and still more preferably about 0.0 to about 0.1 Pa. This is because if the vapor pressure of the blood slipperiness imparting agent is high, it may vaporize during storage, and problems such as reduction in the amount and odor during wearing may occur.
- the melting point of the blood slipperiness-imparting agent can be selected according to the climate, the length of wearing time, and the like. For example, in an area where the average temperature is about 10 ° C. or less, by adopting a blood slipperiness imparting agent having a melting point of about 10 ° C. or less, menstrual blood is excreted and then cooled by the ambient temperature. However, it is considered that the blood slipperiness-imparting agent is easy to function.
- the melting point of the blood slipperiness imparting agent is preferably higher in the range of about 45 ° C. or less. This is because the blood slipperiness-imparting agent is not easily biased even when worn for a long time, and is not easily affected by sweat, friction at the time of wearing.
- the skin contact surface of the top sheet is coated with a surfactant for the purpose of changing the surface tension of menstrual blood and the like and quickly absorbing menstrual blood.
- the top sheet coated with a surfactant has a high affinity with hydrophilic components (such as plasma) in menstrual blood, and tends to attract them and rather cause menstrual blood to remain on the top sheet.
- the blood slipperiness imparting agent has a low affinity for menstrual blood, and can pass the menstrual blood to the absorbent body quickly without remaining on the top sheet.
- the blood slipperiness imparting agent is preferably the following (i) to (iii): (I) hydrocarbons, (Ii) consisting of a (ii-1) hydrocarbon moiety and (ii-2) a carbonyl group (—CO—) and an oxy group (—O—) inserted between the CC single bonds of the hydrocarbon moiety.
- One or more of the same or different groups selected from the group consisting of a carbonyl group (—CO—) and an oxy group (—O—), and (iii-3) a hydrogen atom of the hydrocarbon moiety A compound having one or a plurality of identical or different groups selected from the group consisting of a carboxyl group (—COOH) and a hydroxyl group (—OH) to be substituted; As well as any combination thereof.
- hydrocarbon means a compound composed of carbon and hydrogen, and a chain hydrocarbon, for example, a paraffinic hydrocarbon (also referred to as an alkane, which does not include a double bond and a triple bond).
- a paraffinic hydrocarbon also referred to as an alkane, which does not include a double bond and a triple bond.
- Olefinic hydrocarbons including one double bond, also referred to as alkene
- acetylenic hydrocarbons including one triple bond, also referred to as alkyne
- hydrocarbons containing two or more bonds selected from the above and cyclic hydrocarbons such as aromatic hydrocarbons and alicyclic hydrocarbons.
- the hydrocarbon is preferably a chain hydrocarbon and an alicyclic hydrocarbon, more preferably a chain hydrocarbon, paraffinic hydrocarbon, olefinic hydrocarbon, and two or more double bonds. More preferably, it is a hydrocarbon that does not contain a triple bond, and more preferably it is a paraffinic hydrocarbon.
- the chain hydrocarbon includes a straight chain hydrocarbon and a branched chain hydrocarbon.
- each oxy group (—O—) is not adjacent. Therefore, the compounds (ii) and (iii) do not include compounds having a continuous oxy group (so-called peroxides).
- At least one hydrogen atom in the hydrocarbon moiety is more hydroxyl group (—OH) than in the compound in which at least one hydrogen atom in the hydrocarbon moiety is substituted with a carboxyl group (—COOH).
- a carboxyl group —COOH
- IOB is preferred. This is because the carboxyl group binds to a metal or the like in menstrual blood, increases the water retention rate of the blood slipperiness imparting agent, and may exceed a predetermined range. This is the same from the viewpoint of IOB. As shown in Table 1, the carboxyl group binds to menstrual metals and the like, and the inorganic value increases significantly from 150 to 400 or more. Sometimes the value of IOB can be greater than about 0.60.
- the blood slipperiness imparting agent is more preferably the following (i ′) to (iii ′): (I ′) hydrocarbon, (Ii ′) (ii′-1) a hydrocarbon moiety and (ii′-2) a carbonyl bond (—CO—) or an ester bond (—COO— inserted between the C—C single bonds of the hydrocarbon moiety.
- the blood slipperiness imparting agent is more preferably about 1.8 or less carbonyl bonds (—CO—) and 2 or less ester bonds (—COO—) per 10 carbon atoms in the hydrocarbon moiety. About 1.5 or less bonds (—OCOO—), about 6 or less ether bonds (—O—), about 0.8 or less carboxyl groups (—COOH), and / or hydroxyl groups (—OH) About 1.2 or less.
- the blood slipperiness imparting agent is more preferably the following (A) to (F), (A) (A1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety, (A2) a chain hydrocarbon moiety, and a chain carbon An ester with a compound having one carboxyl group replacing a hydrogen atom of the hydrogen moiety, (B) (B1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety, (B2) a chain hydrocarbon moiety, and a chain hydrocarbon An ether with a compound having one hydroxyl group replacing a hydrogen atom of the hydrogen moiety, (C) (C1) a carboxylic acid, a hydroxy acid, an alkoxy acid or an oxo acid containing a chain hydrocarbon moiety and 2 to 4 carboxyl groups that replace the hydrogen atom of the chain hydrocarbon moiety, and (C2 ) An ester of a
- (A) (A1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups substituting for hydrogen atoms in the chain hydrocarbon moiety, (A2) a chain hydrocarbon moiety, Esters with compounds having one carboxyl group replacing a hydrogen atom in the hydrocarbon moiety]
- (A) (A1) a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety;
- Esters (hereinafter sometimes referred to as “compound (A)”) with a compound having one carboxyl group that substitutes a hydrogen atom of the hydrogen moiety have the above kinematic viscosity, water retention and weight average molecular weight. As long as it has, all the hydroxyl groups do not need to be esterified.
- (A1) As a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety (hereinafter sometimes referred to as “compound (A1)”), for example, chain hydrocarbon tetraols such as alkane tetraols such as pentaerythritol, chain hydrocarbon triols such as alkane triols such as glycerin, and chain hydrocarbon diols such as alkane diols such as glycol Is mentioned.
- chain hydrocarbon tetraols such as alkane tetraols such as pentaerythritol
- chain hydrocarbon triols such as alkane triols such as glycerin
- chain hydrocarbon diols such as alkane diols such as glycol Is mentioned.
- Examples of the compound having a chain hydrocarbon moiety and one carboxyl group that replaces a hydrogen atom in the chain hydrocarbon moiety include, for example, one hydrogen atom on a hydrocarbon having one carboxyl group ( -COOH) substituted compounds, for example fatty acids.
- Examples of the compound (A) include (a 1 ) an ester of a chain hydrocarbon tetraol and at least one fatty acid, (a 2 ) an ester of a chain hydrocarbon triol and at least one fatty acid, and (a 3 ) Esters of chain hydrocarbon diols with at least one fatty acid.
- ester of (a 1 ) chain hydrocarbon tetraol and at least one fatty acid examples include the following formula (1): Tetraesters of pentaerythritol and fatty acids of the following formula (2): Triesters of pentaerythritol and fatty acids of the following formula (3): Diester of pentaerythritol and fatty acid of the following formula (4): And monoesters of pentaerythritol and fatty acids. (Wherein R 1 to R 4 are each a chain hydrocarbon)
- esters of pentaerythritol and fatty acids As fatty acids (R 1 COOH, R 2 COOH, R 3 COOH, and R 4 COOH) constituting esters of pentaerythritol and fatty acids, esters of pentaerythritol and fatty acids have kinematic viscosity, water retention and weight average.
- a saturated fatty acid for example, a C 2 to C 30 saturated fatty acid, for example, acetic acid (C 2 ) (C 2 represents the number of carbon atoms, R 1 C, R 2 C, R 3 C or R 4 C, the same applies hereinafter), propanoic acid (C 3 ), butanoic acid (C 4 ) and isomers thereof such as 2-methylpropanoic acid ( C 4 ), pentanoic acid (C 5 ) and isomers thereof such as 2-methylbutanoic acid (C 5 ), 2,2-dimethylpropanoic acid (C 5 ), hexanoic acid (C 6 ), heptanoic acid (C 7 ), octanoic acid (C 8) Beauty isomers thereof, e.g., 2-ethylhexanoic acid (C 8), nonanoic acid (C 9), decanoic acid
- the fatty acid can also be an unsaturated fatty acid.
- unsaturated fatty acids include C 3 to C 20 unsaturated fatty acids such as monounsaturated fatty acids such as crotonic acid (C 4 ), myristoleic acid (C 14 ), palmitoleic acid (C 16 ), and olein.
- diunsaturated fatty acids such as linoleic acid (C 18
- Tetraunsaturated fatty acids such as stear Don acid (C 20), arachidonic acid (C 20), eicosatetraenoic acid (C 20), etc., penta unsaturated fatty acids, for example, bosseopentaenoic acid (C 18), such as eicosapentaenoic acid (C 20), as well as their Of the partial hydrogen adduct.
- the ester of pentaerythritol and a fatty acid is preferably an ester of pentaerythritol and a fatty acid derived from a saturated fatty acid, that is, an ester of pentaerythritol and a saturated fatty acid, considering the possibility of modification by oxidation or the like.
- the ester of pentaerythritol and fatty acid is preferably a diester, triester or tetraester, more preferably a triester or tetraester, and more preferably a tetraester from the viewpoint of reducing the water retention value. More preferably, it is an ester.
- the total number of carbon atoms of the fatty acid constituting the tetraester of pentaerythritol and fatty acid that is, the above formula In (1), the total number of carbon atoms of the R 1 C, R 2 C, R 3 C, and R 4 C moieties is preferably about 15 (when the total number of carbon atoms is 15, the IOB is 0.1. 60).
- Examples of tetraesters of pentaerythritol and fatty acids include pentaerythritol, hexanoic acid (C 6 ), heptanoic acid (C 7 ), octanoic acid (C 8 ), such as 2-ethylhexanoic acid (C 8 ), nonane
- Examples include tetraesters with acid (C 9 ), decanoic acid (C 10 ) and / or dodecanoic acid (C 12 ).
- the triester of pentaerythritol and fatty acid is the total number of carbon atoms of the fatty acid constituting the triester of pentaerythritol and fatty acid, that is, the above formula In (2), the total number of carbon atoms in the R 1 C, R 2 C and R 3 C moieties is preferably about 19 or more (when the total number of carbon atoms is 19, IOB is 0.58). ).
- the total number of carbon atoms of the fatty acid constituting the diester of pentaerythritol and fatty acid that is, the above formula (3 )
- the total number of carbon atoms in the R 1 C and R 2 C moieties is preferably about 22 or more (when the total number of carbon atoms is 22, IOB is 0.59).
- the carbon number of the fatty acid constituting the monoester of pentaerythritol and fatty acid that is, the above formula (4 )
- the number of carbon atoms in the R 1 C moiety is preferably about 25 or more (when the number of carbon atoms is 25, IOB is 0.60).
- the influence of double bond, triple bond, iso branch, and tert branch is not considered (the same applies hereinafter).
- esters of pentaerythritol and fatty acids examples include Unistar H-408BRS, H-2408BRS-22 (mixed product), etc. (above, manufactured by NOF Corporation).
- ester of (a 2 ) chain hydrocarbon triol and at least one fatty acid examples include the following formula (5): Triester of glycerin and fatty acid of the following formula (6): Diesters of glycerin and fatty acids and the following formula (7): (Wherein R 5 to R 7 are each a chain hydrocarbon) And monoesters of glycerin and fatty acids.
- esters of glycerin and fatty acids satisfy the requirements of kinematic viscosity, water retention and weight average molecular weight. If there is, there is no particular limitation, for example, fatty acids listed in “esters of (a 1 ) chain hydrocarbon tetraol and at least one fatty acid”, that is, saturated fatty acids and unsaturated fatty acids, oxidation, etc. In view of the possibility of modification by the above, it is preferably an ester of glycerin and a fatty acid derived from a saturated fatty acid, that is, an ester of glycerin and a saturated fatty acid.
- ester of glycerin and fatty acid is preferably a diester or triester, more preferably a triester, from the viewpoint of reducing the water retention value.
- Triesters of glycerin and fatty acids are also called triglycerides, for example, triesters of glycerin and octanoic acid (C 8 ), triesters of glycerin and decanoic acid (C 10 ), glycerin and dodecanoic acid (C 12 ). And triesters of glycerin with 2 or 3 fatty acids, and mixtures thereof.
- Examples of triesters of glycerin and two or more fatty acids include triesters of glycerin and octanoic acid (C 8 ) and decanoic acid (C 10 ), glycerin, octanoic acid (C 8 ), and decanoic acid.
- the triester of glycerin and a fatty acid is the total number of carbon atoms of the fatty acid constituting the triester of glycerin and a fatty acid, that is, in formula (5), R 5 C , R 6 C and R 7 C moieties preferably have a total carbon number of about 40 or less.
- the triester of glycerin and fatty acid is the total number of carbon atoms of the fatty acid constituting the triester of glycerin and fatty acid, that is, the formula (5)
- the total number of carbon atoms of the R 5 C, R 6 C and R 7 C moieties is preferably about 12 or more (when the total number of carbon atoms is 12, IOB is 0.60).
- a triester of glycerin and a fatty acid is a so-called fat and is a component that can constitute a human body, and thus is preferable from the viewpoint of safety.
- triesters of glycerin and fatty acid include tricoconut oil fatty acid glyceride, NA36, panacet 800, panacet 800B and panacet 810S, and tri-C2L oil fatty acid glyceride and tri-CL oil fatty acid glyceride (manufactured by NOF Corporation). Etc.
- Diesters of glycerin and fatty acids are also referred to as diglycerides.
- diesters of glycerin and decanoic acid C 10
- diesters of glycerin and dodecanoic acid C 12
- diesters of glycerin and hexadecanoic acid C 16
- diesters of glycerin and two fatty acids and mixtures thereof.
- the total number of carbon atoms of the fatty acid constituting the diester of glycerin and fatty acid that is, in the formula (6), the total number of carbon atoms in the R 5 C and R 6 C moieties is preferably about 16 or more (when the total number of carbon atoms is 16, IOB is 0.58).
- Monoesters of glycerin and fatty acids are also referred to as monoglycerides, and examples include glycerin octadecanoic acid (C 18 ) monoester, glycerin docosanoic acid (C 22 ) monoester, and the like.
- the number of carbon atoms of the fatty acid constituting the monoester of glycerin and fatty acid that is, in the formula (7), the number of carbon atoms in the R 5 C moiety is preferably about 19 or more (when the number of carbon atoms is 19, IOB is 0.59).
- esters of chain hydrocarbon diols with at least one fatty acid include C 2 to C 6 chain hydrocarbon diols such as C 2 to C 6 glycols such as ethylene glycol, propylene glycol, and butylene glycol. , Monoester or diester of pentylene glycol or hexylene glycol and a fatty acid.
- R 8 COOC k H 2k OCOR 9 (Wherein k is an integer from 2 to 6 and R 8 and R 9 are each a chain hydrocarbon)
- R 8 COOC k H 2k OH (9) (Wherein k is an integer from 2 to 6 and R 8 is a chain hydrocarbon)
- monoesters of C 2 -C 6 glycols and fatty acids for example, the following formula (8): R 8 COOC k H 2k OCOR 9 (8) (Wherein k is an integer from 2 to 6 and R 8 and R 9 are each a chain hydrocarbon)
- R 8 COOC k H 2k OH (Wherein k is an integer from 2 to 6 and R 8 is a chain hydrocarbon)
- monoesters of C 2 -C 6 glycols and fatty acids for example, the following formula (8): R 8 COOC k H 2k OCOR 9 (8) (Wherein k is an integer from 2 to 6 and R 8 and R 9 are each a chain hydrocarbon)
- the fatty acid to be esterified is C 2 -C 6 glycol and
- the ester with a fatty acid is not particularly limited as long as it satisfies the requirements of kinematic viscosity, water retention and weight average molecular weight.
- “(a 1 ) a chain hydrocarbon tetraol and at least one fatty acid
- the carbon number of the R 8 C and R 9 C moieties Is preferably about 6 or more (when the total number of carbon atoms is 6, IOB is 0.60).
- the carbon number of the R 8 C moiety is about It is preferably 12 or more (when the carbon number is 12, IOB is 0.57).
- esters of C 2 ⁇ C 6 glycols and fatty acid in view of the potential for degradation by oxidation and the like, derived from saturated fatty acids, esters of C 2 ⁇ C 6 glycols and fatty acid, Nachi Suwa, C 2 ⁇ An ester of C 6 glycol and a saturated fatty acid is preferred.
- an ester of C 2 -C 6 glycol and a fatty acid from the viewpoint of reducing the water retention value, an ester of glycol and a fatty acid derived from a glycol having a large number of carbon atoms, such as butylene glycol and pentylene.
- An ester of glycol and fatty acid derived from glycol or hexylene glycol is preferable.
- the ester of C 2 -C 6 glycol and a fatty acid is preferably a diester from the viewpoint of reducing the water retention value.
- Examples of commercially available esters of C 2 -C 6 glycol and fatty acid include Compol BL and Compol BS (manufactured by NOF Corporation).
- compound (B1) As a compound having a chain hydrocarbon moiety and 2 to 4 hydroxyl groups replacing hydrogen atoms in the chain hydrocarbon moiety (hereinafter sometimes referred to as “compound (B1)”), What is enumerated as a compound (A1) in "Compound (A)", for example, a pentaerythritol, glycerol, and glycol are mentioned.
- Examples of the compound (B2) having a chain hydrocarbon moiety and one hydroxyl group substituting a hydrogen atom of the chain hydrocarbon moiety include: A compound in which one hydrogen atom of a hydrocarbon is substituted with one hydroxyl group (—OH), for example, an aliphatic monohydric alcohol, for example, a saturated aliphatic monohydric alcohol and an unsaturated aliphatic monohydric alcohol Can be mentioned.
- —OH hydroxyl group
- saturated aliphatic monohydric alcohol examples include C 1 to C 20 saturated aliphatic monohydric alcohols such as methyl alcohol (C 1 ) (C 1 represents the number of carbon atoms, the same shall apply hereinafter), ethyl alcohol (C 2 ), propyl alcohol (C 3 ) and isomers thereof such as isopropyl alcohol (C 3 ), butyl alcohol (C 4 ) and isomers thereof such as sec-butyl alcohol (C 4 ) and tert-butyl alcohol ( C 4 ), pentyl alcohol (C 5 ), hexyl alcohol (C 6 ), heptyl alcohol (C 7 ), octyl alcohol (C 8 ) and isomers thereof such as 2-ethylhexyl alcohol (C 8 ), nonyl alcohol ( C 9), decyl alcohol (C 10), dodecyl alcohol (C 12), tetradecyl alcohol (C 14), hexyl Decyl alcohol (C 16),
- Examples of the unsaturated aliphatic monohydric alcohol include those obtained by substituting one of the C—C single bonds of the saturated aliphatic monohydric alcohol with a C ⁇ C double bond, such as oleyl alcohol. It is commercially available from Rika Co., Ltd. under the names of the Jamaica Coal series and the Angelo All series.
- Examples of the compound (B) include (b 1 ) ethers of chain hydrocarbon tetraol and at least one aliphatic monohydric alcohol, such as monoether, diether, triether and tetraether, preferably diether, triether.
- Ethers and tetraethers more preferably triethers and tetraethers, and even more preferably tetraethers, ethers of (b 2 ) chain hydrocarbon triols and at least one aliphatic monohydric alcohol, such as monoethers, diethers and Triethers, preferably diethers and triethers, and more preferably triethers, and (b 3 ) ethers of chain hydrocarbon diols with at least one aliphatic monohydric alcohol, such as monoethers and diethers, and preferably Diether It is below.
- ethers of chain hydrocarbon tetraols and at least one aliphatic monohydric alcohol include, for example, the following formulas (10) to (13): (In the formula, R 10 to R 13 are each a chain hydrocarbon.) And tetraethers, triethers, diethers and monoethers of pentaerythritol and aliphatic monohydric alcohols.
- ethers of chain hydrocarbon triols and at least one aliphatic monohydric alcohol include, for example, the following formulas (14) to (16): (Wherein R 14 to R 16 are each a chain hydrocarbon.) And triether, diether and monoether of glycerin and aliphatic monohydric alcohol.
- R 17 OC n H 2n OR 18 (Wherein n is an integer from 2 to 6 and R 17 and R 18 are each a chain hydrocarbon)
- R 17 OC n H 2n OH (18)
- n is an integer from 2 to 6 and R 17 is a chain hydrocarbon
- monoethers of C 2 -C 6 glycols and aliphatic monohydric alcohols
- the tetraether of pentaerythritol and aliphatic monohydric alcohol is aliphatic 1 constituting the tetraether of pentaerythritol and aliphatic monohydric alcohol.
- the total number of carbon atoms of the hydric alcohol that is, in the above formula (10), the total number of carbon atoms of the R 10 , R 11 , R 12 and R 13 moieties is preferably about 4 or more (the total number of carbon atoms is In the case of 4, the IOB is 0.44).
- the triether of pentaerythritol and aliphatic monohydric alcohol is aliphatic 1 constituting the triether of pentaerythritol and aliphatic monohydric alcohol.
- the total number of carbon atoms of the monohydric alcohol that is, in the above formula (11), the total number of carbon atoms of the R 10 , R 11 and R 12 portions is preferably about 9 or more (when the total number of carbon atoms is 9 IOB becomes 0.57).
- the diether of pentaerythritol and an aliphatic monohydric alcohol is an aliphatic monohydric alcohol constituting a diether of pentaerythritol and an aliphatic monohydric alcohol. That is, in the above formula (12), the total number of carbon atoms in the R 10 and R 11 moieties is preferably about 15 or more (when the total number of carbon atoms is 15, the IOB is 0). .60).
- the monoether of pentaerythritol and aliphatic monohydric alcohol is aliphatic 1 constituting the monoether of pentaerythritol and aliphatic monohydric alcohol.
- the number of carbon atoms of the polyhydric alcohol, i.e., in formula (13), the number of carbon atoms of R 10 moiety is preferably about 22 or more (when the number of carbon atoms is 22, IOB is 0.59).
- the triether of glycerin and aliphatic monohydric alcohol is aliphatic 1 constituting the triether of glycerin and aliphatic monohydric alcohol.
- the total number of carbon atoms of the R 14 , R 15 and R 16 moieties is preferably about 3 or more (when the total number of carbon atoms is 3). , IOB becomes 0.50).
- diether of glycerol and aliphatic monohydric alcohol is carbon of aliphatic monohydric alcohol constituting diether of glycerin and aliphatic monohydric alcohol.
- the total number of carbon atoms in the R 14 and R 15 moieties is preferably about 9 or more (when the total number of carbon atoms is 9, the IOB is 0.58). Clearly).
- the monoether of glycerin and an aliphatic monohydric alcohol is an aliphatic monohydric alcohol constituting a monoether of glycerin and an aliphatic monohydric alcohol.
- the carbon number of the R 14 moiety is preferably about 16 or more (when the carbon number is 16, IOB is 0.58).
- R 17 and R 18 moieties
- the total number of carbons is preferably about 2 or more (when the total number of carbons is 2, IOB is 0.33).
- the R 17 moieties The number of carbon atoms is preferably about 8 or more (when the number of carbon atoms is 8, IOB is 0.60).
- Compound (B) can be produced by dehydrating condensation of compound (B1) and compound (B2) in the presence of an acid catalyst.
- (C1) Carboxylic acid, hydroxy acid, alkoxy acid or oxo acid (hereinafter referred to as “compound (C1) containing a chain hydrocarbon moiety and 2 to 4 carboxyl groups that replace the hydrogen atom of the chain hydrocarbon moiety”
- a chain hydrocarbon carboxylic acid having 2 to 4 carboxyl groups such as a chain hydrocarbon dicarboxylic acid such as an alkanedicarboxylic acid such as ethanedioic acid, Propanedioic acid, butanedioic acid, pentanedioic acid, hexanedioic acid, heptanedioic acid, octanedioic acid, nonanedioic acid and decanedioic acid, chain hydrocarbon tricarboxylic acid such as alkanetricarboxylic acid such as propanetriacid , Butanetriacid, pentanetriacid, hexane
- the compound (C1) includes a chain hydrocarbon hydroxy acid having 2 to 4 carboxyl groups, for example, a chain chain having 2 to 4 carboxyl groups such as malic acid, tartaric acid, citric acid, isocitric acid and the like. Hydrocarbon alkoxy acids such as O-acetylcitric acid and chain hydrocarbon oxoacids having 2 to 4 carboxyl groups are included.
- C2 Examples of the compound having a chain hydrocarbon moiety and one hydroxyl group substituting a hydrogen atom of the chain hydrocarbon moiety include those listed in the section of “Compound (B)”, for example, fat Group monohydric alcohols.
- compound (D) includes (d 1 ) aliphatic 1 And ethers of monohydric alcohols and aliphatic monohydric alcohols, (d 2 ) dialkyl ketones, (d 3 ) esters of fatty acids and aliphatic monohydric alcohols, and (d 4 ) dialkyl carbonates.
- the ether As the aliphatic monohydric alcohol constituting the ether (corresponding to R 19 OH and R 20 OH in the formula (19)), the ether satisfies the above-mentioned requirements for kinematic viscosity, water retention and weight average molecular weight. If it is, it will not restrict
- dialkylketone As the dialkyl ketone, the following formula (20): R 21 COR 22 (20) (Wherein R 21 and R 22 are each an alkyl group) The compound which has is mentioned.
- the dialkyl ketone can be obtained by a known method, for example, by oxidizing a secondary alcohol with chromic acid or the like.
- ester of a fatty acid and an aliphatic monohydric alcohol examples include the following formula (21): R 23 COOR 24 (21) (Wherein R 23 and R 24 are each a chain hydrocarbon) The compound which has is mentioned.
- Examples of the fatty acid constituting the ester include, for example, the fatty acids listed in “(a 1 ) ester of chain hydrocarbon tetraol and fatty acid”, that is, Saturated fatty acids or unsaturated fatty acids are exemplified, and saturated fatty acids are preferred in consideration of the possibility of modification by oxidation or the like.
- Examples of the aliphatic monohydric alcohol constituting the ester include the aliphatic monohydric alcohols listed in the section “Compound (B)”.
- esters of fatty acids and aliphatic monohydric alcohols include, for example, dodecanoic acid (C 12 ), dodecyl alcohol (C 12 ) ester, tetradecanoic acid (C 14 ), dodecyl alcohol (C 12 ) and Examples of commercially available esters of fatty acids and aliphatic monohydric alcohols include Electol WE20 and Electol WE40 (manufactured by NOF Corporation).
- the dialkyl carbonate is commercially available, and can be synthesized by a reaction of phosgene with an alcohol, a reaction of a formic chloride ester with an alcohol or an alcoholate, and a reaction of silver carbonate with an alkyl iodide.
- (d 1 ) an ether of an aliphatic monohydric alcohol and an aliphatic monohydric alcohol, (d 2 ) a dialkyl ketone, (d 3 ) a fatty acid and an aliphatic monohydric alcohol And (d 4 ) dialkyl carbonates preferably have a weight average molecular weight of about 100 or more, and more preferably about 200 or more.
- dialkyl ketone when the total number of carbon atoms is about 8, for example, for 5-nonanone, the melting point is about ⁇ 50 ° C., and the vapor pressure is about 230 Pa at 20 ° C.
- (E) Polyoxy C 3 -C 6 alkylene glycol, or alkyl ester or alkyl ether thereof includes (e 1 ) polyoxy C 3 -C 6 alkylene glycol, (e 2 ) Esters of polyoxy C 3 -C 6 alkylene glycol and at least one fatty acid, (e 3 ) Ethers of polyoxy C 3 -C 6 alkylene glycol and at least one aliphatic monohydric alcohol. This will be described below.
- the polyoxy C 3 -C 6 alkylene glycol has the following formula (23): HO- (C m H 2m O) n -H (23) (Where m is an integer from 3 to 6) Is represented by
- Examples of commercially available poly C 3 -C 6 alkylene glycols include Uniol (trademark) PB-500 and PB-700 (manufactured by NOF Corporation).
- ester of polyoxy C 3 -C 6 alkylene glycol and at least one fatty acid examples include the OH terminal of the polyoxy C 3 -C 6 alkylene glycol described in the section “(e 1 ) Polyoxy C 3 -C 6 alkylene glycol”.
- One or both are esterified with fatty acids, ie monoesters and diesters.
- fatty acid to be esterified in the ester of polyoxy C 3 -C 6 alkylene glycol and at least one fatty acid are listed in “Ester of (a 1 ) chain hydrocarbon tetraol and at least one fatty acid”.
- Fatty acid that is, saturated fatty acid or unsaturated fatty acid, and saturated fatty acid is preferable in consideration of possibility of modification by oxidation or the like.
- Examples of the aliphatic monohydric alcohol to be etherified in the ether of polyoxy C 3 -C 6 alkylene glycol and at least one aliphatic monohydric alcohol include, for example, the aliphatic enumerated in the section of “Compound (B)”. A monohydric alcohol is mentioned.
- chain hydrocarbon examples include (f 1 ) chain alkanes such as straight chain alkanes and branched chain alkanes.
- the linear alkane has a carbon number of about 22 or less when the melting point is about 45 ° C. or less, and about 13 or less when the vapor pressure is about 0.01 Pa or less at 1 atm and 25 ° C. That's it.
- Branched-chain alkanes tend to have lower melting points at the same carbon number than straight-chain alkanes. Therefore, the branched chain alkane can include those having 22 or more carbon atoms even when the melting point is about 45 ° C. or lower.
- the blood slipperiness-imparting agent may be applied alone to at least the convex portion 8 in the excretory opening contact region 20, or the blood slipperiness-imparting agent and at least one other component are contained.
- a blood slipping agent-containing composition may be applied.
- the blood slipping agent-containing composition will be described.
- lubricity imparting agent about application of a blood slipperiness
- the composition for containing a blood slipperiness agent contains the above-described blood slipperiness imparting agent and at least one other component.
- the other components are not particularly limited as long as they do not inhibit the effect of the blood slipperiness-imparting agent, and those conventionally used in absorbent articles, particularly top sheets, can be used in the industry. .
- Examples of other components include silicone oil, silicone, silicone resin, and the like.
- antioxidants such as BHT (2,6-di-t-butyl-p-cresol), BHA (butylated hydroxyanisole), propyl gallate and the like.
- vitamins such as natural vitamins and synthetic vitamins.
- vitamins include water-soluble vitamins such as vitamin B groups, such as vitamin B 1 , vitamin B 2 , vitamin B 3 , vitamin B 5 , vitamin B 6 , vitamin B 7 , vitamin B 9 , vitamin B 12, etc.
- vitamin C examples include water-soluble vitamins such as vitamin B groups, such as vitamin B 1 , vitamin B 2 , vitamin B 3 , vitamin B 5 , vitamin B 6 , vitamin B 7 , vitamin B 9 , vitamin B 12, etc.
- vitamin C such as water-soluble vitamins such as vitamin B groups, such as vitamin B 1 , vitamin B 2 , vitamin B 3 , vitamin B 5 , vitamin B 6 , vitamin B 7 , vitamin B 9 , vitamin B 12, etc.
- vitamins examples include fat-soluble vitamins such as vitamin A group, vitamin D group, vitamin E group, and vitamin K group. Vitamins also include their derivatives.
- Examples of other components include amino acids such as alanine, arginine, lysine, histidine, proline, hydroxyproline, and peptides.
- zeolites such as natural zeolites such as zeolitic, chabazite, pyroxenite, natrolite, zeolitic and somosonite, and synthetic zeolite.
- Examples of other components include cholesterol, hyaluronic acid, lecithin, ceramide and the like.
- Other components include, for example, drugs such as skin astringents, anti-acne agents, anti-wrinkle agents, anti-cellulite agents, whitening agents, antibacterial agents, anti-fungal agents and the like.
- Examples of the skin astringent include oil-soluble skin astringents such as zinc oxide, aluminum sulfate, and tannic acid, such as oil-soluble polyphenols.
- oil-soluble polyphenols include natural oil-soluble polyphenols, such as buckwheat extract, hypericum extract, nettle extract, chamomile extract, burdock extract, salvia extract, linden extract, scallop extract, birch extract, cedar extract, sage extract, salvia extract, Examples include teuchigurumi extract, hibiscus extract, loquat leaf extract, bodaiju extract, hop extract, marronnier extract, and yokuinin extract.
- anti-acne agent examples include salicylic acid, benzoyl peroxide, resorcinol, sulfur, erythromycin, and zinc.
- anti-wrinkle agent examples include lactic acid, salicylic acid, salicylic acid derivatives, glycolic acid, phytic acid, lipoic acid, and lysophosphatide acid.
- anti-cellulite agent examples include xanthine compounds such as aminophylline, caffeine, theophylline, theobromine and the like.
- whitening agents include niacinamide, kojic acid, arbutin, glucosamine and derivatives, phytosterol derivatives, ascorbic acid and derivatives thereof, and mulberry extract and placenta extract.
- Examples of other components include anti-inflammatory components, pH adjusters, antibacterial agents, moisturizers, fragrances, pigments, dyes, pigments, plant extracts and the like.
- Anti-inflammatory components include, for example, naturally-occurring anti-inflammatory agents such as buttons, ogon, hypericum, chamomile, licorice, momonoha, mugwort, perilla extract, synthetic anti-inflammatory agents such as allantoin, dipotassium glycyrrhizinate, etc. .
- Examples of the pH adjuster include those for keeping the skin weakly acidic, such as malic acid, succinic acid, citric acid, tartaric acid, and lactic acid.
- Examples of the pigment include titanium oxide.
- the blood slipping agent-containing composition preferably contains about 50 to about 99% by weight and about 1 to about 50% by weight, more preferably about 60%, of the blood slipping agent and at least one other component, respectively. To about 99% and about 1 to about 40%, more preferably about 70 to about 99% and about 1 to about 30%, even more preferably about 80 to about 99% and about 1 to about 20%. % By weight, even more preferably from about 90 to 99% by weight and from about 1 to about 10% by weight, even more preferably from about 95 to 99% by weight and from about 1 to about 5% by weight. This is from the viewpoint of the effect of the blood slipperiness-imparting agent and other components.
- the blood slipping agent-containing composition preferably contains a surfactant in an amount equal to or less than the amount derived from the hydrophilic treatment of the top sheet or the second sheet. More specifically, the composition containing a blood slipperiness agent preferably contains a surfactant, preferably about 0.0 to about 1.0 g / m 2 , more preferably about 0.0 to about 0.8 g / m 2. 2 , more preferably from about 0.1 to about 0.5 g / m 2 , and even more preferably from about 0.1 to about 0.3 g / m 2 in the basis weight range.
- a surfactant preferably about 0.0 to about 1.0 g / m 2 , more preferably about 0.0 to about 0.8 g / m 2. 2 , more preferably from about 0.1 to about 0.5 g / m 2 , and even more preferably from about 0.1 to about 0.3 g / m 2 in the basis weight range.
- the blood slipping agent-containing composition preferably contains water in an amount of about 0.0 to about 1.0 g / m 2 , more preferably about 0.0 to about 0.8 g / m 2 , and even more preferably about 0.0. It is included in the basis weight range of 1 to about 0.5 g / m 2 , even more preferably about 0.1 to about 0.3 g / m 2 . Since water reduces the absorption performance of an absorbent article, it is preferable that water is small.
- the blood slipping agent-containing composition like the blood slipping agent, preferably has a kinematic viscosity at 40 ° C. of about 0 to about 80 mm 2 / s, and about 1 to about 70 mm 2. More preferably, it has a kinematic viscosity of about 3 to about 60 mm 2 / s, even more preferably about 5 to about 50 mm 2 / s, and even more preferably about Even more preferably, it has a kinematic viscosity of from 7 to about 45 mm 2 / s.
- the kinematic viscosity of the composition containing a blood slipperiness agent exceeds about 80 mm 2 / s, the viscosity is high, and the blood slipperiness imparting composition is an absorbent article together with menstrual blood that has reached the skin contact surface of the top sheet. This is because it tends to be difficult to slide down inside.
- the other component preferably has a weight average molecular weight of less than about 1,000. More preferably having a weight average molecular weight of less than about 900. This is because when the weight average molecular weight is about 1,000 or more, the blood slipperiness-imparting agent-containing composition itself is tacky and tends to give the wearer discomfort. Moreover, since the viscosity of the composition containing a blood slipperiness-imparting agent tends to increase as the weight average molecular weight increases, the viscosity of the blood slipperiness-enhancing agent composition is lowered to a viscosity suitable for application by heating. As a result, the blood slipping agent may have to be diluted with a solvent.
- the composition containing a blood slipperiness imparting agent has a water content of about 0.01 to about 4.0% by mass and a water content of about 0.02 to about 3.5% by mass as the composition. Preferably about 0.03 to about 3.0% by weight, more preferably about 0.04 to about 2.5% by weight, and more preferably about 0.03 to about 3.0% by weight. More preferably, it has a water retention of 0.05 to about 2.0% by weight.
- the affinity between the blood slipperiness-imparting agent composition and menstrual blood is reduced, and menstrual blood that has reached the skin contact surface of the top sheet is less likely to slide into the absorbent article.
- lubricity imparting agent containing composition contains a solid substance, it is preferable to remove them by filtration in the measurement of kinematic viscosity and a water retention.
- Tri-C2L oil fatty acid glyceride manufactured by NOF Corporation C 8 fatty acid: C 10 fatty acid: C 12 fatty acid containing approximately 37: 7: 56 weight ratio, glycerol and fatty acid triester, Weight average molecular weight: about 570
- fatty acids manufactured by NOF Corporation C 8 fatty to C 10 are contained in approximately 85:15 weight ratio of triesters of glycerol with fatty acids, the weight average molecular weight: about 480 ⁇ Panasate 800, manufactured by NOF Corporation All fatty acids are octanoic acid (C 8 ), triester of glycerin and fatty acid, weight average molecular weight: about 470
- Panaceate 800B manufactured by NOF Corporation All fatty acids are 2-ethylhexanoic acid (C 8 ), triester of glycerin and fatty acid, weight average molecular weight: about 470 ⁇ NA36, manufactured by NOF Corporation C 16 fatty acid: fatty acid C 18: (including both saturated and unsaturated fatty acids) fatty acids to C 20 is approximately 5: contained in a weight ratio of 3: 92 Triester of glycerin and fatty acid, weight average molecular weight: about 880
- C 8 fatty C 10: fatty acid
- C 12 fatty acid
- C 14 (including both saturated and unsaturated fatty acids)
- C 16 is approximately 4 : Triester of glycerin and fatty acid, contained in a weight ratio of 8: 60: 25: 3, weight average molecular weight: 670 -Caprylic acid diglyceride, manufactured by NOF Corporation
- Fatty acid is octanoic acid, diester of glycerin and fatty acid, weight average molecular weight: 340
- [Other materials] -NA50 manufactured by NOF Corporation Hydrogen added to NA36 to reduce the ratio of double bonds derived from the unsaturated fatty acid as a raw material Triester of glycerin and fatty acid, weight average molecular weight: about 880
- PEG 1500 manufactured by NOF Corporation, polyethylene glycol, weight average molecular weight: about 1,500 to about 1,600 -Wilbright cp9, manufactured by NOF Co., Ltd.
- Nonionic S-6 polyoxyethylene monostearate manufactured by NOF Corporation, about 7 repeating units, weight average molecular weight: about 880 ⁇ Unilube 5TP-300KB Polyoxyethylene polyoxypropylene pentaerythritol ether produced by adding 5 mol of ethylene oxide and 65 mol of propylene oxide to 1 mol of pentaerythritol, weight average molecular weight: 4,130
- Top sheet formed from air-through nonwoven fabric (composite fiber made of polyester and polyethylene terephthalate, basis weight: 35 g / m 2 ) treated with a hydrophilic agent, and air-through nonwoven fabric (composite fiber made of polyester and polyethylene terephthalate, basis weight: 30 g) / M 2 ), a pulp (basis weight: 150 to 450 g / m 2 , more in the center), an acrylic superabsorbent polymer (basis weight: 15 g / m 2 ), and a tissue as a core wrap.
- An absorbent body, a side sheet treated with a water repellent, and a back sheet made of a polyethylene film were prepared.
- the top sheet is a top sheet having a ridge groove structure manufactured according to the method described in Japanese Patent Application Laid-Open No. 2008-2034.
- the ridge portion has a thickness of about 1.5 mm and the groove portion has a thickness of about 0.00 mm.
- the pitch of the ridge groove structure was about 4 mm, and an opening portion having an opening ratio of about 15% was formed in the groove portion.
- Unistar H-408BRS (manufactured by NOF Corporation, tetraester of pentaerythritol and fatty acid) is selected as a blood slipperiness-imparting agent, and the skin contact surface ( ⁇ ⁇ ⁇ ) of the top sheet from a control seam HMA gun at room temperature.
- the groove surface was coated with a basis weight of 5.0 g / m 2 .
- H-408BRS was in the form of fine particles and adhered to the fiber surface.
- the back sheet, the absorbent body, the second sheet, and the top sheet were sequentially laminated with the groove surface facing up, whereby a sanitary napkin no. 1-1 was formed.
- the blood slipperiness-imparting agent was changed from Unistar H-408BRS to that shown in Table 2, and sanitary napkin no. 1-2 to No. 1-49 was produced.
- the blood slipperiness-imparting agent is a liquid at room temperature
- the blood slipperiness-imparting agent is a solid at room temperature
- it is heated to the melting point + 20 ° C., and then a control seam HMA gun is used.
- the blood slipperiness imparting agent was atomized and applied to the skin contact surface of the top sheet so that the basis weight was approximately 5 g / m 2 .
- lubricity imparting agent was applied to the substantially whole surface of the skin contact surface of a top sheet, and to both a collar part and a groove part.
- Mass of top sheet After measuring W 2 (g) (mass of top sheet before test), an acrylic plate having a hole in the center of the absorbent article in the longitudinal direction and width direction and on the top sheet ( Place 200mm x 100mm, 125g, 40mm x 10mm hole in the center, and from the hole, 37 ⁇ 1 ° C equine EDTA blood (ethylenediaminetetraacetic acid (hereinafter referred to as equine blood to prevent coagulation) 4.0 g) was added dropwise with a pipette.
- W 2 (g) mass of top sheet before test
- tackiness of the skin contact surface of the top sheet was measured at 35 ° C. according to the following criteria. ⁇ : No tackiness ⁇ : Some tackiness is present ⁇ : There is tackiness
- Table 2 below shows the surface residual ratio A, tackiness, and characteristics of each blood slipperiness imparting agent of each absorbent article. Moreover, in FIG. 6, the electron micrograph of the skin contact surface of a top sheet in the sanitary napkin in which a top sheet contains tri C2L oil fatty-acid glyceride is shown.
- Sanitary napkin No. which does not have a blood slipperiness imparting agent.
- the surface residual rate A was 7.5% by mass, but the kinematic viscosity and water retention rate were within the predetermined ranges. 1-1-No. In 1-21, the surface residual ratio A was 2.5 mass% or less.
- sanitary napkins no. 1-1-No. 1-21 suggests that when a large amount of menstrual blood reaches the top sheet at a time, menstrual blood can be rapidly transferred from the top sheet to the absorber.
- a top sheet having a grooving structure manufactured according to the method described in Japanese Patent Application Laid-Open No. 2008-2034 was used, but the blood slipperiness imparting agent has a grooving structure manufactured by another method.
- the blood slide action is similarly exhibited, and menstrual blood can be quickly transferred from the top sheet to the absorber. It is considered possible (see Test Example 8).
- the top sheet is a top sheet having a ridge groove structure manufactured according to the method described in Japanese Patent Application Laid-Open No. 2008-2034.
- the ridge portion has a thickness of about 1.5 mm and the groove portion has a thickness of about 0.00 mm.
- the pitch of the ridge groove structure was about 4 mm, and an opening portion having an opening ratio of about 15% was formed in the groove portion.
- Unistar H-408BRS (manufactured by NOF Corporation, tetraester of pentaerythritol and fatty acid) is selected as a blood slipperiness-imparting agent, and the skin contact surface ( ⁇ ⁇ ⁇ ) of the top sheet from a control seam HMA gun at room temperature.
- the groove surface was coated with a basis weight of 5.0 g / m 2 .
- H-408BRS was in the form of fine particles and adhered to the fiber surface.
- the back sheet, the absorbent body, the second sheet, and the top sheet were sequentially laminated with the groove surface facing up, whereby a sanitary napkin no. 2-1 (i) was formed.
- a top sheet made of a flat, air-through nonwoven fabric composite fiber made of polyester and polyethylene terephthalate, basis weight: 35 g / m 2
- flat hydrophilic agent
- the blood slipperiness-imparting agent was changed from Unistar H-408BRS to that shown in Table 3, and sanitary napkin no. 2-2 (i) -No. 2-11 (i) and No. 2-11. 2-2 (ii) -No. 2-11 (ii) was prepared.
- the blood slipperiness-imparting agent is a liquid at room temperature
- the blood slipperiness-imparting agent is a solid at room temperature
- it is heated to the melting point + 20 ° C., and then a control seam HMA gun is used.
- the blood slipperiness imparting agent was atomized and applied to the skin contact surface of the top sheet so that the basis weight was approximately 5 g / m 2 .
- lubricity imparting agent was apply
- Weight of top sheet W 4 (g) (mass of top sheet before test) was measured, and then the horse EDTA blood at 37 ⁇ 1 ° C. was placed on the center top sheet in the longitudinal direction and width direction of the absorbent article. About 0.25 g (2 drops) was dropped from the pipette. In the top sheet having the groin, equine EDTA blood was dropped on the top of the buttock.
- a top sheet having a grooving structure manufactured according to the method described in Japanese Patent Application Laid-Open No. 2008-2034 was used, but the blood slipperiness imparting agent has a grooving structure manufactured by another method.
- the blood slide action is similarly exhibited, and menstrual blood can be quickly transferred from the top sheet to the absorber. It is considered possible (see Test Example 8).
- the viscosity of equine defibrinated blood containing 2% by mass of panacet 810s was 5.9 mPa ⁇ s, while the viscosity of equine defibrinated blood not containing a blood slipperiness agent was 50.4 mPa ⁇ s. Therefore, it can be seen that equine defibrinated blood containing 2% by mass of panacet 810s decreases the viscosity by about 90% compared to the case where no blood slipperiness-imparting agent is contained.
- blood contains components such as blood cells and has thixotropic properties, but the blood slipperiness imparting agent of the present disclosure has an action of lowering the viscosity of blood such as menstrual blood in a low viscosity region. It is thought to have. By reducing the viscosity of blood, it is considered that absorbed menstrual blood is easily transferred from the top sheet to the absorber.
- red blood cells form aggregates such as remuneration, but in menstrual blood that includes panacet 810s, red blood cells are each stably dispersed. I understand that. Therefore, it is suggested that the blood slipperiness imparting agent also has a function of stabilizing red blood cells in blood.
- the density ⁇ is defined in 5. of “Density Test Method and Density / Mass / Capacity Conversion Table” of JIS K 2249-1995. Based on the vibration density test method, the temperature was measured as shown in Table 4 below. For measurement, DA-505 of Kyoto Electronics Industry Co., Ltd. was used. The results are shown in Table 4 below.
- the blood slipperiness-imparting agent also has an action of lowering the surface tension of blood.
- the absorbed blood can be quickly transferred to the absorbent body without being held between the fibers of the top sheet.
- sanitary napkins A to C Three types of commercially available sanitary napkins A to C were prepared.
- Sanitary napkin A (“Sophie Skin Omoi” manufactured by Unicharm Co., Ltd.) is composed of a top sheet (PET / HDPE core-sheath type composite fiber) having a concavo-convex structure on the skin contact surface as a liquid permeable layer.
- the uneven structure formed on the skin contact surface of the top sheet is a ridge groove structure formed according to the method described in Japanese Patent Application Laid-Open No. 2008-2034, and the thickness of the ridge portion is about 1.5 mm.
- the pitch of the ridge groove structure was about 4 mm
- the opening ratio of the opening portions formed in the groove portion was about 15%.
- the sanitary napkin 1 As a sanitary napkin B, “Laurier F” manufactured by Kao Corporation was used.
- the sanitary napkin 1 has a top sheet in which a concavo-convex structure is formed on the skin contact surface as a liquid permeable layer.
- sanitary napkin C As a sanitary napkin C, “Laurier Speed Plus” manufactured by Kao Corporation was used.
- the sanitary napkin C has a top sheet having a concavo-convex structure on the skin contact surface as a liquid-permeable layer.
- a blood slipperiness-imparting agent (triglyceride) was applied to the skin contact surfaces of the sanitary napkins A to C to obtain samples A1 to C1.
- sanitary napkins A to C not coated with a blood slipperiness agent were used as samples A2 to C2.
- the acrylic plate was removed, and a filter paper (Advantech Toyo Co., Ltd., qualitative filter paper No. 2, 50 mm ⁇ 35 mm) was placed where the blood was dropped, and the pressure was 30 g / cm 2 from above. The weight was placed so that One minute later, the filter paper was taken out, and the rewet amount (weight of filter paper after test ⁇ weight of filter paper before test) was calculated.
- a filter paper Advanced filter paper No. 2, 50 mm ⁇ 35 mm
- Absorber transfer speed is the time from the introduction of blood into the liquid permeable layer until the redness of blood is no longer seen on the surface and inside of the liquid permeable layer.
- the rewetting amount of sample A1 was 0.05 g and the absorber transfer speed was 8 seconds, and the rewetting amount of sample A2 was 1.06 g and the absorber transfer speed was 60 seconds or more.
- the rewetting amount of sample B1 was 0.92 g and the absorber transfer speed was 27 seconds, the rewetting amount of sample B2 was 1.47 g, and the absorber transfer speed was 60 seconds or more.
- the rewetting amount of sample C1 was 0.61 g and the absorber transfer speed was 28 seconds, the rewetting amount of sample C2 was 0.60 g, and the absorber transfer speed was 60 seconds or more.
- sample A1 the rewet amount was significantly reduced and the absorber transfer rate was significantly increased compared to sample A2. Therefore, in sample 1A, it is considered that the effect of the blood slipperiness imparting agent is effectively exhibited.
- sample B1 In contrast, in sample B1, the amount of rewet decreased and the absorber transfer rate increased compared to sample B2, but the increase in the absorber transfer rate was not as significant as in sample A1. Therefore, it is considered that the effect of the blood slipperiness imparting agent is not effectively exhibited in sample B1 compared to sample A1.
- sample C1 the absorber transfer rate increased compared to sample C2, but the increase in the absorber transfer rate was not as significant as in sample A1. Moreover, the rewetting amount did not change in the sample C1 compared to the sample C2. Therefore, it is considered that the effect of the blood slipperiness imparting agent is not effectively exhibited in the sample C1 compared to the sample A1.
- Sample A1 has a basis weight of 35 g / m 2 and a thickness of 0.8 mm in the upper layer (top sheet) of the liquid-permeable layer, and a basis weight of 38 g / m 2 and a thickness of the lower layer (second sheet) of 0.7 mm. Therefore, the density of the upper layer is 0.04 g / cm 3 and the density of the lower layer is 0.06 g / cm 3 .
- sample B1 has a basis weight of 30 g / m 2 and a thickness of 0.9 mm among the liquid-permeable layers, and a basis weight of the lower layer is 38 g / m 2 and a thickness of 0.3 mm.
- the upper layer has a density of 0.03 g / cm 3 and the lower layer has a density of 0.15 g / cm 3 .
- Sample C1 has a basis weight of 24.5 g / m 2 and a thickness of 0.5 mm in the liquid permeable layer, and a basis weight of the lower layer is 30 g / m 2 and a thickness of 0.3 mm.
- the upper layer of the density of 0.05 g / cm 3 the lower density is 0.12 g / cm 3.
- the density of the upper layer was not significantly different between samples A1 to C1, but the density of the lower layer was significantly higher in samples B1 and C1 than in sample A1. From this, it is thought that the effect of a blood slipperiness
- lubricity imparting agent is influenced by the density of an upper layer and a lower layer. Specifically, greater than the density of the underlying density upper layer is the lower layer of density 0.1 g / cm 3 or less, the upper layer of the density is 0.05 g / cm 3 or less, blood slipping agent It is considered that the operational effects of can be effectively exhibited.
- the non-heat-shrinkable fiber layer is a web having a PET / PE core-sheath type composite fiber (3.3 dtex ⁇ 51 mm, containing 4% titanium oxide in the core) of 100% by weight, and the heat-shrinkable fiber layer (
- the latent crimpable fiber layer has a coPP (PP copolymer) / PP side-by-side type composite fiber (2.2 dtex ⁇ 51 mm) content of 20% by weight, PET / PE core-sheath type composite fiber ( 2.2 dtex ⁇ 51 mm, containing 4% titanium oxide in the core). All the fibers are hydrophilized with a surfactant.
- the laminated sheet was heat embossed from the non-heat-shrinkable fiber layer side to form a heat-embossed portion that integrates the non-heat-shrinkable fiber layer and the heat-shrinkable fiber layer.
- an embossing roll having a large number of convex portions arranged in a staggered pattern was used.
- the size and arrangement interval of the convex portions of the embossing roll are as shown in FIG. 9 (partially enlarged plan view of the embossing roll), and the height is 1 mm.
- the processing temperature was 130 ° C.
- the processing time was 1 second
- the pressure was 15 kgf / mm 2 .
- the laminated sheet was heat-treated using a floating dryer to cause heat elongation of the heat-extensible fibers, heat shrinkage of the heat-shrinkable fibers, and heat fusion between the fibers.
- the treatment temperature in the heat treatment was 133 to 135 ° C.
- the wind speed was 5 m / sec
- the line speed was 5 m / min.
- the area shrinkage rate of the laminated sheet after the heat treatment was 50% in the MD direction and 30% in the CD direction.
- a top sheet having an uneven structure formed on the skin contact surface was prepared, and a sanitary napkin was prepared using this top sheet (absorber was pulp having a basis weight of 250 g / m 2 , top sheet and absorber) the interface between the bonding hot-melt adhesive having a basis weight of 5 g / m 2), was applied to the skin contact surface of the top sheet blood slipping agent (triglycerides) in basis weight 3 g / m 2.
- the sample coated with the blood slipperiness imparting agent was designated as sample D1
- the sample not coated with the blood slipperiness imparting agent was designated as sample D2.
- the dropping speed was 90 mL / min. After each dripping, the time until horse blood staying in the hole in the acrylic plate disappears is measured, and this is taken as the permeation time (seconds), and the time until horse blood disappears from the surface and inside of the top sheet (blood The time until no red color was seen was measured, and this was taken as the absorber transfer speed (brush speed) (seconds).
- Rewetting rate (%) 100 ⁇ (filter paper mass after test ⁇ initial filter paper mass) / 6
- sample D2 the permeation rate (first time) was 2.35 seconds, the permeation rate (second time) was 2.48 seconds, and the absorber transfer rate (first time) was 12.75 seconds.
- the speed (second time) was 60 seconds or more, and the rewetting rate was 4.3%.
- the blood slipperiness imparting agent can be used even when using a top sheet in which a concavo-convex structure is formed on the skin contact surface by utilizing the heat expansion of the heat stretchable fiber and / or the heat shrinkage of the heat shrinkable fiber.
- a top sheet in which a concavo-convex structure is formed on the skin contact surface by utilizing the heat expansion of the heat stretchable fiber and / or the heat shrinkage of the heat shrinkable fiber.
- Menstrual blood can be rapidly transferred from the top sheet to the absorber.
- the non-heat-shrinkable fiber layer is a web having a PET / PE core-sheath type composite fiber (3.3 dtex ⁇ 51 mm, containing 4% titanium oxide in the core) of 100% by weight, and the heat-shrinkable fiber layer (
- the latent crimpable fiber layer has a coPP (PP copolymer) / PP side-by-side type composite fiber (2.2 dtex ⁇ 51 mm) content of 20% by weight, PET / PE core-sheath type composite fiber ( 2.2 dtex ⁇ 44 mm, containing 4% titanium oxide in the core). All the fibers are hydrophilized with a surfactant.
- a sanitary napkin was prepared using this top sheet, and a blood slipperiness-imparting agent (triglyceride) was applied to the skin contact surface of the top sheet at a basis weight of 3 g / m 2 .
- the sample coated with the blood slipperiness agent was designated as sample E1
- the sample not coated with the blood slipperiness imparting agent was designated as sample E2.
- Samples F1 and F2 The mass mixing ratio in the heat-shrinkable fiber layer (latently crimpable fiber layer) was determined using coPP (PP copolymer) / PP side-by-side type composite fiber: PET / PE core. Samples F1 and F2 were produced in the same manner as Samples E1 and E2, except that the sheath type composite fiber was changed to 5: 5. The basis weight before heat treatment was 17.5 g / m 2 and the basis weight after heat treatment was 165 g / m 2 .
- the blood slipperiness-imparting agent exerts a blood slipping action even when using a topsheet in which a concavo-convex structure is formed on the skin contact surface by utilizing the heat shrinkage of heat-shrinkable fibers. It has become clear that blood can be rapidly transferred from the topsheet to the absorber.
- the amount of latent crimpable fiber increases, the amount of residual blood increases. This is considered to be because when the crimp of the latent crimpable fiber becomes obvious by the heat treatment, the fiber becomes coiled and blood retention is increased.
- the blood slipperiness-imparting agent exhibits a blood slipping action and can rapidly transfer menstrual blood from the top sheet to the absorbent body before the blood is held inside the coiled fiber. Conceivable.
- the web was made into a nonwoven fabric by air-through treatment with a hot air dryer (line speed 5 m / min, wind speed 1.5 m / sec, temperature 135 ° C.).
- a top sheet having an uneven structure formed on the skin contact surface was prepared, and a sanitary napkin was prepared using this top sheet (absorber was pulp having a basis weight of 250 g / m 2 , top sheet and absorber) the interface between the bonding hot-melt adhesive having a basis weight of 5 g / m 2), was applied to the skin contact surface of the top sheet blood slipping agent (triglycerides) in basis weight 3 g / m 2.
- the sample coated with the blood slipperiness imparting agent was designated as sample G1, and the sample not coated with the blood slipperiness imparting agent was designated as sample G2.
- a non-heat-extensible fiber layer was formed using a PET / PE core-sheath type composite fiber (3.3 dtex ⁇ 51 mm, containing 4% titanium oxide in the core).
- the heat-extensible fiber layer is a web having a basis weight of 44 g / m 2 and a thickness of 1.2 mm. Using this web, samples H1 and H2 were prepared in the same manner as samples G1 and G2.
- the permeation rate (first time) was 2 seconds
- the permeation rate (second time) was 2.84 seconds
- the absorber transfer rate (first time) was 60 seconds or more
- the absorber transfer rate (second time) was 60 seconds.
- the rewetting rate was 17.2%.
- the penetration rate (first time) was 2 seconds
- the penetration rate (second time) was 2.75 seconds
- the absorber transfer rate (first time) was 12.11 seconds
- the absorber transfer rate (second time) was 40.
- the rewet rate was 11.7%.
- the permeation rate (first time) was 2 seconds
- the permeation rate (second time) was 3.19 seconds
- the absorber transfer rate (first time) was 60 seconds or more
- the absorber transfer rate (second time) was 60 seconds.
- the rewetting rate was 20%.
- the blood slipperiness-imparting agent exhibits a blood slipping action, It has become clear that blood can be rapidly transferred from the topsheet to the absorber.
Abstract
液体透過性層から吸収体への向上した経血移行性を有し、液体透過性層に残存する経血を低減させることができる吸収性物品を提供することを課題とし、かかる課題を解決するために、トップシート(2)と、バックシート(3)と、トップシート(2)及びバックシート(3)の間に設けられた吸収体(4)とを備えた生理用ナプキン(1)において、トップシート(2)の排泄口当接領域に形成された凸部(8)に、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤を塗工する。
Description
本発明は、吸収性物品に関する。
生理用ナプキン、パンティーライナー等の吸収性物品において、経血等の液状排泄物は、トップシート等の液体透過性層を透過し、吸収体で吸収・保持されるが、経血は、高粘度であるため、液体透過性層に残存しやすい。吸収性物品の液体透過性層に経血が残存すると、着用者にべたつき感、視覚的な不快感等を与えるため、液体透過性層から吸収体への経血移行性を向上させ、液体透過性層に残存する経血を低減させることが求められる。
一方、従来、トップシートにローション組成物が塗工された吸収性物品が知られている(特許文献1,2)。特許文献1では、ポリプロピレングリコール材料を含むローション組成物が、トップシートの内表面(着衣側の面)、バックシートの内表面(身体側の面)、トップシートの内表面及びバックシートの内表面の間の基材等に塗工されており、特許文献2では、ポリプロピレングリコール材料を含むローション組成物が、トップシートの外表面(身体側の面)に塗工されている。
また、従来、表面に凹凸構造を付与したトップシートが知られている(特許文献3~5)。特許文献3~5では、非熱収縮性繊維層を肌当接面側に有するとともに、接合部によって非熱収縮性繊維層と部分的に接合された熱収縮性繊維層を非肌当接面側に有する積層シートを加熱処理し、熱収縮性繊維層の熱収縮によって、非熱収縮性繊維層を肌当接面側に隆起させることにより、トップシートの表面に凹凸構造を形成している。
しかしながら、特許文献1~5では、トップシート等の液体透過性層から吸収体への経血移行性を向上させ、液体透過性層に残存する経血を低減させる設計はなされていない。
そこで、本発明は、液体透過性層から吸収体への向上した経血移行性を有し、液体透過性層に残存する経血を低減させることができる吸収性物品を提供することを目的とする。
そこで、本発明は、液体透過性層から吸収体への向上した経血移行性を有し、液体透過性層に残存する経血を低減させることができる吸収性物品を提供することを目的とする。
上記課題を解決するために、本発明は、液体透過性層と、液体不透過性層と、前記液体透過性層及び前記液体不透過性層の間に設けられた吸収体とを備えた吸収性物品であって、前記液体透過性層は、肌当接面及び非肌当接面を有する第1層と、前記第1層の非肌当接面側に設けられた第2層とを有し、前記第2層は、熱収縮性繊維層が熱収縮した層であり、前記第1層は、接合部によって前記熱収縮性繊維層と部分的に接合された非熱収縮性繊維層が、前記熱収縮性繊維層の熱収縮によって変形した層であり、前記肌当接面のうち少なくとも排泄口当接領域には、前記非熱収縮性繊維層の変形によって生じた、肌当接面側に隆起する凸部が形成されており、前記排泄口当接領域のうち少なくとも前記凸部には、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤が塗工されている、前記吸収性物品を提供する。
本発明の吸収性物品において、着用者から排泄された経血が排泄口当接領域に到達すると、凸部に存在する血液滑性付与剤とともに滑落し、液体透過性層を通過して吸収体に移行する。したがって、本発明の吸収性物品は、液体透過性層から吸収体への向上した経血移行性を有し、液体透過性層に残存する経血を低減させることができる。このため、液体透過性層の肌当接面のべたつき感が防止され、サラサラ感が維持される。このような血液滑性付与剤の作用効果は、月経時の経血排出量の変化に関わらず(すなわち、一度に排出される経血が大量であっても少量であっても)発揮される。
本発明によれば、液体透過性層から吸収体への向上した経血移行性を有し、液体透過性層に残存する経血を低減させることができる吸収性物品が提供される。
以下、本発明の吸収性物品について説明する。
態様1に係る吸収性物品は、液体透過性層と、液体不透過性層と、前記液体透過性層及び前記液体不透過性層の間に設けられた吸収体とを備えた吸収性物品であって、前記液体透過性層は、肌当接面及び非肌当接面を有する第1層と、前記第1層の非肌当接面側に設けられた第2層とを有し、前記第2層は、熱収縮性繊維層が熱収縮した層であり、前記第1層は、接合部によって前記熱収縮性繊維層と部分的に接合された非熱収縮性繊維層が、前記熱収縮性繊維層の熱収縮によって変形した層であり、前記肌当接面のうち少なくとも排泄口当接領域には、前記非熱収縮性繊維層の変形によって生じた、肌当接面側に隆起する凸部が形成されており、前記排泄口当接領域のうち少なくとも前記凸部には、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤が塗工されている、前記吸収性物品である。
態様1に係る吸収性物品は、液体透過性層と、液体不透過性層と、前記液体透過性層及び前記液体不透過性層の間に設けられた吸収体とを備えた吸収性物品であって、前記液体透過性層は、肌当接面及び非肌当接面を有する第1層と、前記第1層の非肌当接面側に設けられた第2層とを有し、前記第2層は、熱収縮性繊維層が熱収縮した層であり、前記第1層は、接合部によって前記熱収縮性繊維層と部分的に接合された非熱収縮性繊維層が、前記熱収縮性繊維層の熱収縮によって変形した層であり、前記肌当接面のうち少なくとも排泄口当接領域には、前記非熱収縮性繊維層の変形によって生じた、肌当接面側に隆起する凸部が形成されており、前記排泄口当接領域のうち少なくとも前記凸部には、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤が塗工されている、前記吸収性物品である。
本発明の吸収性物品において、「熱収縮性繊維」という用語は、加熱処理により実際の繊維長が短くなる繊維に加えて、加熱処理により実際の繊維長は短くならないが、見かけ上の繊維長が短くなる繊維(例えば、捲縮発現によって見かけ上の繊維長が短くなる潜在捲縮性繊維)を包含する意味で使用され、「非熱収縮性繊維」という用語は、実質的に熱収縮性を有しない繊維に加えて、熱収縮性を有するが、その熱収縮開始温度が、熱収縮性繊維層に含有される熱収縮性繊維の熱収縮開始温度よりも高い繊維(すなわち、熱収縮性繊維層に含有される熱収縮性繊維の熱収縮開始温度以下の温度で実質的に熱収縮しない繊維)を包含する意味で使用される。
態様1に係る吸収性物品の好ましい態様(態様2)では、第2層の密度が第1層の密度よりも大きい。態様2によれば、第1層から第2層への経血移行性が向上する。
態様2に係る吸収性物品の好ましい態様(態様3)では、第2層の密度が0.1g/cm3以下である。態様3によれば、血液滑性付与剤の作用効果が、第2層によって阻害されずに効果的に発揮される。
態様2又は3に係る吸収性物品の好ましい態様(態様4)では、第1層の密度が0.05g/cm3以下である。態様4によれば、血液滑性付与剤の作用効果が、第1層によって阻害されずに効果的に発揮される。
態様1~4のいずれかに係る吸収性物品の好ましい態様(態様5)では、接合部が、非熱収縮性繊維層及び熱収縮性繊維層を厚さ方向に一体化する圧搾部である。態様5によれば、排泄口当接領域が凹凸構造となるので、血液滑性付与剤の作用効果が効果的に発揮される。
態様1~5のいずれかに係る吸収性物品の好ましい態様(態様6)では、血液滑性付与剤のIOBが、0.00~0.60のIOBである。
態様1~6のいずれかに係る吸収性物品の好ましい態様(態様7)では、血液滑性付与剤が、次の(i)~(iii):
(i)炭化水素、
(ii) (ii-1)炭化水素部分と、(ii-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、及び
(iii) (iii-1)炭化水素部分と、(iii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基と、(iii-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される(ここで、(ii)又は(iii)の化合物において、オキシ基が2つ以上挿入されている場合には、各オキシ基は隣接していない)。
(i)炭化水素、
(ii) (ii-1)炭化水素部分と、(ii-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、及び
(iii) (iii-1)炭化水素部分と、(iii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基と、(iii-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される(ここで、(ii)又は(iii)の化合物において、オキシ基が2つ以上挿入されている場合には、各オキシ基は隣接していない)。
態様1~7のいずれかに係る吸収性物品の好ましい態様(態様8)では、血液滑性付与剤が、次の(i’)~(iii’):
(i’)炭化水素、
(ii’) (ii’-1)炭化水素部分と、(ii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合とを有する化合物、及び
(iii’) (iii’-1)炭化水素部分と、(iii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合と、(iii’-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される(ここで、(ii’)又は(iii’)の化合物において、2以上の同一又は異なる結合が挿入されている場合には、各結合は隣接していない)。
(i’)炭化水素、
(ii’) (ii’-1)炭化水素部分と、(ii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合とを有する化合物、及び
(iii’) (iii’-1)炭化水素部分と、(iii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合と、(iii’-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される(ここで、(ii’)又は(iii’)の化合物において、2以上の同一又は異なる結合が挿入されている場合には、各結合は隣接していない)。
態様1~8のいずれかに係る吸収性物品の好ましい態様(態様9)では、血液滑性付与剤が、次の(A)~(F):
(A) (A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル、
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル、
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル、
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物、
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル、及び
(F)鎖状炭化水素、
並びにそれらの任意の組み合わせから成る群から選択される。
(A) (A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル、
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル、
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル、
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物、
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル、及び
(F)鎖状炭化水素、
並びにそれらの任意の組み合わせから成る群から選択される。
態様1~9のいずれかに係る吸収性物品の好ましい態様(態様10)では、血液滑性付与剤が、(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル、(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル、(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステル、(b1)鎖状炭化水素テトラオールと少なくとも1の脂肪族1価アルコールとのエーテル、(b2)鎖状炭化水素トリオールと少なくとも1の脂肪族1価アルコールとのエーテル、(b3)鎖状炭化水素ジオールと少なくとも1の脂肪族1価アルコールとのエーテル、(c1)4個のカルボキシル基を有する鎖状炭化水素テトラカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(c2)3個のカルボキシル基を有する鎖状炭化水素トリカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(c3)2個のカルボキシル基を有する鎖状炭化水素ジカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル、(d2)ジアルキルケトン、(d3)脂肪酸と脂肪族1価アルコールとのエステル、(d4)ジアルキルカーボネート、(e1)ポリオキシC3~C6アルキレングリコール、(e2)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステル、(e3)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテル、及び(f1)鎖状アルカン、並びにそれらの任意の組み合わせから成る群から選択される。
態様1~10のいずれかに係る吸収性物品の好ましい態様(態様11)では、前記血液滑性付与剤が、1気圧及び40℃において、0.00~0.01Paの蒸気圧を有する。
本発明の吸収性物品において、2以上の態様を組み合わせることができる。
本発明の吸収性物品の種類及び用途は特に限定されない。吸収性物品としては、例えば、生理用ナプキン、パンティーライナー等の衛生用品・生理用品が挙げられ、これらはヒトを対象としてもよいし、ペット等のヒト以外の動物を対象としてもよい。吸収性物品が吸収対象とする液体は特に限定されないが、主として、経血等の液状排泄物である。
以下、生理用ナプキンを例とし、図面に基づいて、本発明の吸収性物品の実施形態を説明する。
以下、生理用ナプキンを例とし、図面に基づいて、本発明の吸収性物品の実施形態を説明する。
本発明の吸収性物品の一実施形態に係る生理用ナプキン1は、図1及び図2に示すように、液体透過性のトップシート2と、液体不透過性のバックシート3と、トップシート2及びバックシート3の間に設けられた吸収体4とを備える。
図1において、X軸方向は生理用ナプキン1の幅方向に、Y軸方向は生理用ナプキン1の長手方向に、X軸Y軸方向に広がる平面の方向は生理用ナプキン1の平面方向に相当する。他の図においても同様である。
生理用ナプキン1は、経血等の液状排泄物を吸収する目的で着用される。この際、トップシート2が着用者の肌側に、バックシート3が着用者の着衣(下着)側に位置するように着用される。経血等の液状排泄物は、トップシート2を透過して吸収体4に至り、吸収体4で吸収・保持される。吸収体4で吸収・保持される液状排泄物の漏れは、バックシート3によって防止される。
図1に示すように、トップシート2及びバックシート3は、長手方向の端部同士がシール部11a,11bによって接合され、本体部6を形成するとともに、幅方向の端部同士がシール部12a,12bによって接合され、本体部6から幅方向に延出する略矩形状のウイング部7a,7bを形成している。
本体部6の形状は、着用者の身体、下着等に適合する範囲で適宜調整することができ、本体部6の形状としては、例えば、略長方形、略楕円形、略瓢箪形等が挙げられる。本体部6の長手方向の延べ寸法は、通常100~500mm、好ましくは150~350mmであり、本体部6の幅方向の延べ寸法は、通常30~200mm、好ましくは40~180mmである。
シール部11a,11b,12a,12bによる接合様式としては、例えば、エンボス加工、超音波、ホットメルト型接着剤等が挙げられる。接合強度を高めるために、2種以上の接合様式を組み合わせてもよい(例えば、ホットメルト型接着剤による接合後に、エンボス加工を施す等)。
エンボス加工としては、例えば、パターニングされた凸部を有するエンボスロールとフラットロールとの間に、トップシート2及びバックシート3を合わせて通過させてエンボス加工する方法(いわゆるラウンドシールと呼ばれる方法)等が挙げられる。この方法では、エンボスロール及び/又はフラットロールの加熱により、各シートが軟化するため、シール部が明瞭になりやすい。エンボスパターンとしては、例えば、格子状パターン、千鳥状パターン、波状パターン等が挙げられる。
ホットメルト接着剤としては、例えば、スチレン-エチレン-ブタジエン-スチレン(SEBS)、スチレン-ブタジエン-スチレン(SBS)、スチレン-イソプレン-スチレン(SIS)等のゴム系を主体とした、又は直鎖状低密度ポリエチレン等のオレフィン系を主体とした感圧型接着剤又は感熱型接着剤;水溶性高分子(例えば、ポリビニルアルコール、カルボキシルメチルセルロース、ゼラチン等)又は水膨潤性高分子(例えば、ポリビニルアセテート、ポリアクリル酸ナトリウム等)からなる感水性接着剤等が挙げられる。接着剤の塗工方法としては、例えば、スパイラル塗工、コーター塗工、カーテンコーター塗工、サミットガン塗工等が挙げられる。
図2に示すように、ウイング部7a,7bを形成するバックシート3の着衣側には、粘着部13a,13bが設けられており、本体部6を形成するバックシート3の着衣側には、粘着部13cが設けられている。粘着部13cが下着のクロッチ部に貼付されるとともに、ウイング部7a,7bが下着の外面側に折り曲げられ、粘着部13a,13bが下着のクロッチ部に貼付されることにより、生理用ナプキン1は下着に安定して固定される。
粘着部13a,13b,13cに含有される粘着剤としては、例えば、スチレン-エチレン-ブチレン-スチレンブロック共重合体、スチレン-ブチレン重合体、スチレン-ブチレン-スチレンブロック共重合体、スチレン-イソブチレン-スチレン共重合体等のスチレン系ポリマー;C5系石油樹脂、C9系石油樹脂、ジシクロペンタジエン系石油樹脂、ロジン系石油樹脂、ポリテルペン樹脂、テルペンフェノール樹脂等の粘着付与剤;リン酸トリフレシル、フタル酸ジブチル、フタル酸ジオクチル等のモノマー可塑剤;ビニル重合体、ポリエステル等のポリマー可塑剤等が挙げられる。
トップシート2は、経血等の液状排泄物が透過できるシートであり、液体透過性層の一例である。図2及び図3に示すように、トップシート2の肌当接面(図2及び図3において上面)には、多数の凸部8及び凹部9が形成されている。なお、図3に示されるように、トップシート2は第1層21及び第2層22を有するが、図2では、トップシート2が簡略化されて示されており、第1層21及び第2層22は省略されている。
本実施形態では、トップシート2の肌当接面のうち、排泄口当接領域20を含む吸収体配置領域の略全体に凸部8が形成されているが、凸部8は、トップシート2の肌当接面のうち少なくとも排泄口当接領域20に形成されていればよい。なお、吸収体配置領域は、吸収体4をトップシート2に投影したときに、吸収体4がトップシート2と重なる領域である。
排泄口当接領域20は、生理用ナプキン1の着用時に、着用者の排泄口(例えば、小陰唇、大陰唇等)が当接する領域である。排泄口当接領域20は、図1において点線で囲まれた領域であり、吸収体配置領域の略中央に設定されている。排泄口当接領域20の位置、面積等は、適宜調整することができる。排泄口当接領域20は、実際に排泄口が当接する領域と略同一の領域として設定されてもよいし、それよりも大きい領域として設定されてもよいが、経血等の液状排泄物の外部への漏れ出しを防止する点から、実際に排泄口が当接する領域よりも大きい領域として設定されることが好ましい。排泄口当接領域20の長さは通常50~200mm、好ましくは70~150mmであり、幅は通常10~80mm、好ましくは20~50mmである。
本実施形態において、排泄口当接領域20は、仮想領域として設定されているが、視覚的に認識可能な領域として設定されていてもよい。視覚的な認識は、例えば、排泄口当接領域20の着色、排泄口当接領域20の周縁における凹部(例えば、ヒートエンボス処理により形成される凹部)の形成等により可能である。
図示されていないが、排泄口当接領域20の略全体に、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤が塗工されている。なお、血液滑性付与剤の詳細については、別項目を参照のこと。
本実施形態では、排泄口当接領域20の略全体に血液滑性付与剤が塗工されているが、血液滑性付与剤は、排泄口当接領域20のうち少なくとも凸部8に塗工されていればよい。血液滑性付与剤は、排泄口当接領域20のうち少なくとも凸部8に塗工されている限り、排泄口当接領域20のうち凸部8以外の部分(例えば、凹部9)に塗工されていてもよいし、肌当接面のうち排泄口当接領域20以外の領域(例えば、排泄口当接領域20の周辺領域)に塗工されていてもよい。例えば、血液滑性付与剤は、肌当接面の略全体又は吸収体配置領域の略全体に塗工することができる。
血液滑性付与剤が、排泄口当接領域20のうち少なくとも凸部8に塗工されていることにより、次の作用効果が発揮される。着用者から排泄された経血が排泄口当接領域20に到達すると、凸部8に存在する血液滑性付与剤とともに凹部9に滑落し、トップシート2を通過して吸収体4に移行する。したがって、生理用ナプキン1は、トップシート2から吸収体4への向上した経血移行性を有し、トップシート2に残存する経血を低減させることができる。このため、トップシート2の肌当接面のべたつき感が防止され、サラサラ感が維持される。このような血液滑性付与剤の作用効果は、月経時の経血排出量の変化に関わらず(すなわち、一度に排出される経血が大量であっても少量であっても)発揮される。
本実施形態では、排泄口当接領域20に凸部8及び凹部9が存在し、排泄口当接領域20が凹凸構造となっているので、血液滑性付与剤の作用効果が効果的に発揮される。血液滑性付与剤の作用効果は、凸部8に加えて凹部9にも血液滑性付与剤を塗工することにより、増強させることができる。
なお、血液滑性付与剤は、潤滑剤としても作用し、繊維同士の摩擦を低減させるので、トップシート2全体のしなやかさを向上させることができる。
生理用ナプキン1は、スキンケア組成物、ローション組成物等を含む公知の吸収性物品とは異なり、エモリエント剤、固定化剤等の成分は不要であり、血液滑性付与剤は、単体で、トップシート2に適用することができる。
血液滑性付与剤の坪量は、通常約1~30g/m2、好ましくは約2~20g/m2、さらに好ましくは約3~10g/m2である。血液滑性付与剤の坪量が、約1g/m2を下回ると、経血がトップシート2に残存しやすくなる一方、血液滑性付与剤の坪量が約30g/m2を超えると、着用中のべたべた感が増加しやすい。
血液滑性付与剤の坪量は、例えば、以下のように測定することができる。
(1)トップシートの測定すべき範囲を、鋭利な刃物、例えば、カッターの替え刃を用いて、できるだけその厚さを変化させないように切り出して、サンプルを得る。
(2)サンプルの面積:SA(m2)及び質量:SM0(g)を測定する。
(3)サンプルを、血液滑性付与剤を溶解させることができる溶媒、例えば、エタノール、アセトン等の中で、少なくとも3分間攪拌し、血液滑性付与剤を溶媒中に溶解させる。
(4)サンプルを、質量を測定したろ紙の上でろ過し、ろ紙上で、サンプルを溶媒で十分に洗浄する。ろ紙上のサンプルを、60℃のオーブン内で乾燥させる。
(5)ろ紙及びサンプルの質量を測定し、そこからろ紙の質量を減ずることにより、乾燥後のサンプルの質量:SM1(g)を算出する。
(6)血液滑性付与剤の坪量BBS(g/m2)を、次の式:
BBS(g/m2)=[SM0(g)-SM1(g)]/SA(m2)
により算出する。
なお、誤差を少なくするために、サンプルの総面積が100cm2を超えるように、複数の吸収性物品から複数のサンプルを採取し、複数回実験を繰り返し、それらの平均値を採用する。
(1)トップシートの測定すべき範囲を、鋭利な刃物、例えば、カッターの替え刃を用いて、できるだけその厚さを変化させないように切り出して、サンプルを得る。
(2)サンプルの面積:SA(m2)及び質量:SM0(g)を測定する。
(3)サンプルを、血液滑性付与剤を溶解させることができる溶媒、例えば、エタノール、アセトン等の中で、少なくとも3分間攪拌し、血液滑性付与剤を溶媒中に溶解させる。
(4)サンプルを、質量を測定したろ紙の上でろ過し、ろ紙上で、サンプルを溶媒で十分に洗浄する。ろ紙上のサンプルを、60℃のオーブン内で乾燥させる。
(5)ろ紙及びサンプルの質量を測定し、そこからろ紙の質量を減ずることにより、乾燥後のサンプルの質量:SM1(g)を算出する。
(6)血液滑性付与剤の坪量BBS(g/m2)を、次の式:
BBS(g/m2)=[SM0(g)-SM1(g)]/SA(m2)
により算出する。
なお、誤差を少なくするために、サンプルの総面積が100cm2を超えるように、複数の吸収性物品から複数のサンプルを採取し、複数回実験を繰り返し、それらの平均値を採用する。
血液滑性付与剤は、トップシート2の繊維間の空隙を閉塞しないように塗工されていることが好ましい。例えば、血液滑性付与剤は、トップシート2の繊維の表面に液滴状又は粒子状で付着しているか、又は繊維の表面を覆っている。
血液滑性付与剤は、その表面積が大きくなるように塗工されていることが好ましい。これにより、血液滑性付与剤と経血との接触面積が大きくなり、血液滑性付与剤が経血とともに滑落しやすくなる。血液滑性付与剤が液滴状又は粒子状で存在する場合には、粒径を小さくすることにより、表面積を大きくすることができる。
血液滑性付与剤の塗工方法としては、例えば、塗布装置(スパイラルコーター、カーテンコーター、スプレーコーター、ディップコーター等の非接触式のコーター、接触式のコーター等)を用いる方法が挙げられる。好ましい塗工装置は、非接触式のコーターである。これにより、液滴状又は粒子状の血液滑性付与剤を全体に均一に分散させることができるとともに、トップシート2に与えるダメージを低減することができる。
血液滑性付与剤は、所望により、揮発性溶媒、例えば、アルコール系溶媒、エステル系溶媒、芳香族系溶媒等を含む塗布液として塗装することができる。塗布液が揮発性溶媒を含むことにより、血液滑性付与剤を含む塗布液の粘度が下がるために、塗布が容易になる、塗装時の加温が不要になる等の塗布工程の簡易化が図れる。
血液滑性付与剤は、例えば、室温で液体の場合にはそのまま、又は粘度を下げるために加熱して、室温で固体の場合には液化するように加熱して、コントロールシームHMA(Hot Melt Adhesive)ガンによって塗工することができる。コントロールシームHMAガンのエアー圧を高くすることにより、微粒子状の血液滑性付与剤を塗工することができる。なお、血液滑性付与剤の塗布量は、例えば、コントロールシームHMAガンからの塗出量を増減することにより調節することができる。
血液滑性付与剤は、トップシート2を製造する際に塗工してもよいし、生理用ナプキン1の製造ラインにおいて塗工してもよい。設備投資を抑制する観点からは、生理用ナプキン1の製造ラインにおいて、血液滑性付与剤を塗工することが好ましく、さらに、血液滑性付与剤が脱落し、ラインを汚染することを抑制するためには、製造ラインの川下工程、具体的には、製品を個包装に封入する直前に、血液滑性付与剤を塗工することが好ましい。
図3及び図4に示すように、トップシート2は、肌当接面及び非肌当接面を有する第1層21と、第1層21の非肌当接面側に設けられた第2層22とを有する。
第1層21の一方の面(図3及び図4において上面)は肌当接面であり、他方の面(図3及び図4において下面)は非肌当接面である。図3及び図4に示すように、第1層21の非肌当接面には、第2層22が積層されており、トップシート2は、2層構造となっている。トップシート2は、第1層21及び第2層22に加えて、1又は2以上の第3層を有していてもよい。第2層22が第1層21の非肌当接面側に設けられる限り、第3層が設けられる位置は特に限定されない。例えば、第1層21と第2層22との間に1又は2以上の第3層を設けることができる。また、第2層22の第1層21側と反対側の面に1又は2以上の第3層を設けることができる。第3層は、非熱収縮性繊維層であってもよいし、熱収縮性繊維層であってもよい。また、熱収縮性繊維層22’の熱収縮に伴う非熱収縮性繊維層21’の変形(特に、肌当接面側への隆起)を阻害しない限り、第3層は、繊維層以外の層(例えば、接着剤層)であってもよい。
図4に示すように、トップシート2は、非熱収縮性繊維層21’と、熱収縮性繊維層22’と、非熱収縮性繊維層21’及び熱収縮性繊維層22’を部分的に接合する圧搾部5’とを有する積層シート2’を加熱処理して製造されたものであり、加熱処理後の非熱収縮性繊維層21’及び熱収縮性繊維層22’がそれぞれ第1層21及び第2層22に相当する。
図5に示すように、積層シート2’は、所定の方法で製造された非熱収縮性繊維層21’及び熱収縮性繊維層22’をそれぞれ上層及び下層として積層した後、エンボス加工装置220の上段ロール221と下段ロール222との間を通過させることにより製造することができる。
非熱収縮性繊維層21’は、1種類又は2種類以上の非熱収縮性繊維を含有する層である。非熱収縮性繊維は、実質的に熱収縮性を有しない繊維であってもよいし、熱収縮性を有するが、その熱収縮開始温度が、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度よりも高い繊維(すなわち、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度以下の温度で実質的に熱収縮しない繊維)であってもよい。
非熱収縮性繊維としては、例えば、レーヨン等の再生繊維;アセテート等の半合成繊維;綿、ウール等の天然繊維;ポリオレフィン(例えば、ポリエチレン、ポリプロピレン等)、ポリエステル(例えば、ポリエチレンテレフタレート等)、ポリアミド等の熱可塑性樹脂繊維等が挙げられる。非熱収縮性繊維は、2種類以上の熱可塑性樹脂の組合せからなる芯鞘型複合繊維、サイド・バイ・サイド型複合繊維等であってもよい。例えば、ポリエチレン樹脂を含む繊維、特に高密度ポリエチレン樹脂(密度0.92~0.97g/cm3)を含む繊維を使用する場合、風合いを柔らかくすることができる。非熱収縮性繊維の繊度は、例えば、0.5~20dtex(特に1.0~10dtex)に調整することができる。
非熱収縮性繊維層21’は、非熱収縮性繊維に加えて、その他の繊維を含有してもよい。その他の繊維としては、例えば、熱融着性繊維等が挙げられる。なお、非熱収縮性繊維層21’に含有される非熱収縮性繊維が、熱融着性を兼ね備える場合もある。非熱収縮性繊維層21’は、熱収縮性繊維層22’の熱収縮に伴う非熱収縮性繊維層21’の変形(特に、肌当接面側への隆起)を阻害しない限り、若干量の熱収縮性繊維を含有してもよいが、熱収縮性繊維を含有しないことが好ましい。非熱収縮性繊維層21’が、その他の繊維を含有する場合、非熱収縮性繊維の含有量は、凸部8の形成性、嵩高性、圧縮変形性等を考慮して適宜調整することができるが、通常、非熱収縮性繊維層21’の50重量%以上、好ましくは70~90重量%である。
非熱収縮性繊維層21’は、トップシート2の隠ぺい性を高める観点から、酸化チタン、硫酸バリウム、炭酸カルシウム等の無機フィラーを含有してもよい。
非熱収縮性繊維層21’の厚み、坪量等は、凸部8の形成性、嵩高性、圧縮変形性等を考慮して適宜調整することができるが、厚みは、通常0.1~20mm、好ましくは0.2~10mmであり、坪量は、通常3~60g/m2、好ましくは5~30g/m2である。
熱収縮性繊維層22’は、1種類又は2種類以上の熱収縮性繊維を含有する層である。熱収縮性繊維は、加熱処理により実際の繊維長が短くなる繊維であってもよいし、加熱処理により実際の繊維長は短くならないが、見かけ上の繊維長が短くなる繊維(例えば、ジクザク状、Ω状、スパイラル状の捲縮を発現して見かけ上の繊維長が短くなる潜在捲縮性繊維)であってもよい。
好ましい熱収縮性繊維は潜在捲縮性繊維である。熱収縮性繊維層22’が潜在捲縮性繊維を含有する場合、第2層22が捲縮発現後の捲縮性繊維を含有することになるので、第2層22の伸長性(特に平面方向への伸長性)が向上する。
様々な潜在捲縮性繊維が公知であり(例えば、特開平9-296325号公報、特開平2-191720号公報、特開2007-177335号公報)、適宜選択して使用することができる。潜在捲縮性繊維としては、例えば、収縮率の異なる2種類以上の熱可塑性樹脂を含有する偏心芯鞘型複合繊維又はサイド・バイ・サイド型複合繊維が挙げられる。収縮率の異なる2種類の熱可塑性樹脂としては、例えば、エチレン-プロピレンランダム共重合体(EP)とポリプロピレン(PP)との組み合わせ、ポリエチレンテレフタレートを主成分する共重合ポリエステルとポリエチレンテレフタレート(PET)との組み合わせ等が挙げられる。収縮率の異なる2種類の熱可塑性樹脂のうち、収縮率が相対的に高い樹脂(高収縮率樹脂)としては、例えば、エチレンを主成分とする共重合体又は低密度ポリエチレン等が挙げられ、エチレンを主成分とする共重合体としては、例えば、エチレン-プロピレン共重合体、エチレン-ブテン1-プロピレン三元共重合体、エチレン-酢酸ビニル共重合体、エチレン-メチルアクリレート共重合体、エチレン-エチルアクリレート共重合体等が挙げられ、低密度ポリエチレンとしては、例えば、高圧重合法による低密度ポリエチレン、直鎖状低密度ポリエチレン等が挙げられる。収縮率の異なる2種類の熱可塑性樹脂のうち、収縮率が相対的に低い樹脂(低収縮率樹脂)としては、例えば、ポリプロピレン、ポリエチレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂等が挙げられる。潜在捲縮性繊維の繊度(捲縮発現前の繊度)は、例えば0.5~20dtex(特に1~10dtex)に調整することができる。
熱収縮性繊維層22’は、熱収縮性繊維に加えて、その他の繊維を含有してもよい。その他の繊維としては、例えば、熱融着性繊維、非熱収縮性繊維等が挙げられる。なお、熱収縮性繊維層22’に含有される熱収縮性繊維が、熱融着性を兼ね備える場合もある。熱収縮性繊維層22’が、その他の繊維を含有する場合、熱収縮性繊維の含有量は、凸部8の形成性、嵩高性、圧縮変形性等を考慮して適宜調整することができるが、通常、熱収縮性繊維層22’の50重量%以上、好ましくは70~90重量%である。
熱収縮性繊維層22’は、トップシート2の隠ぺい性を高める観点から、酸化チタン、硫酸バリウム、炭酸カルシウム等の無機フィラーを含有してもよい。
熱収縮性繊維層22’の厚み、坪量等は、凸部8の形成性、嵩高性、圧縮変形性等を考慮して適宜調整することができるが、厚みは、通常0.1~10mm、好ましくは0.2~20mmであり、坪量は、通常8~100g/m2、好ましくは10~50g/m2である。
非熱収縮性繊維層21’及び/又は熱収縮性繊維層22’に含有させることができる熱融着性繊維としては、例えば、ポリオレフィン、ポリエステル、ポリアミド等の熱可塑性樹脂で構成された熱融着性繊維が挙げられる。
ポリオレフィンとしては、例えば、直鎖低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、ポリプロピレン、ポリブチレン、これらを主体とした共重合体(例えば、エチレン-酢酸ビニル共重合体(EVA)、エチレン-アクリル酸エチル共重合体(EEA)、エチレン-アクリル酸共重合体(EAA)、エチレン-プロピレンランダム共重合体(EP))等が挙げられる。軟化点が100℃前後と比較的低いので熱加工性に優れる点、並びに、剛性が低く、しなやかな触感である点から、ポリエチレン、特にHDPEが好ましい。
ポリエステルとしては、例えば、ポリエチレンタレフタレート(PET)、ポリトリメチレテレフタレート(PTT)、ポリブチレンテレタレート(PBT)、ポリ乳酸、ポリグリコール酸をはじめとする直鎖状又は分岐状の炭素数20までのポリヒドロキシアルカン酸等のポリエステル、これらを主体とした共重合体、アルキレンテレフタレートを主成分として他の成分を少量共重合してなる共重合ポリエステル等が挙げられる。弾性反発性を有するのでクッション性が高い繊維及び不織布を構成することが可能である点、並びに工業的に安価に得られるという経済的な点から、PETが好ましい。
ポリアミドとしては、例えば、6-ナイロン、6,6-ナイロン等が挙げられる。
熱融着性繊維は、1種類の熱可塑性樹脂で構成されてもよいし、2種類以上の熱可塑性樹脂を含有する複合繊維(例えば、芯鞘型複合繊維、サイド・バイ・サイド型複合繊維)であってもよい。熱融着性繊維は、短繊維ステープルファイバであってもよいし、長繊維フィラメントであってもよい。熱融着性繊維の太さは、例えば1~7dtexに調整することができる。
非熱収縮性繊維層21’及び熱収縮性繊維層22’を構成する繊維集合体の形態としては、カード法によって形成されたウェブ;熱融着法、水流交絡法、ニードルパンチ法、溶剤接着法、スパンボンド法、メルドブローン法によって形成された不織布;編地等が挙げられる。なお、カード法によって形成されたウェブは、不織布化前の繊維集合体である。このようなウェブは、不織布製造過程においてカードウエブに加えられる後処理(例えば、エアスルー法、カレンダー法等における加熱融着処理)が施されておらず、繊維同士が極めて緩く絡んでいる状態にある。
非熱収縮性繊維層21’は、カード法によって形成されたウェブであることが好ましい。これにより、凸部8の形成性、嵩高性、圧縮変形性等が向上する。非熱収縮性繊維層21’が、カード法によって形成されたウェブである場合、圧搾部5’の形成時又は形成後に、非熱収縮性繊維層21’の構成繊維同士を接着させるか(例えば、熱融着、溶剤による接着等)又は機械的に交絡させることが好ましい。
圧搾部5’は、ヒートエンボス処理により形成された凹部である。ヒートエンボス処理は、図5に示すエンボス加工装置220によって実施することができる。エンボス加工装置220は、多数の凸部(不図示)が外周表面に設けられた上段ロール221と、外周表面が平滑である下段ロール222とを有する。上段ロール221の多数の凸部は、圧搾部5’の形状、配置パターン等に対応するように形成されており、これらの凸部によって、非熱収縮性繊維層21’の互いに離間する多数の部位が、非熱収縮性繊維層21’の厚さ方向へ圧縮されるとともに加熱される。これにより、非熱収縮性繊維層21’及び熱収縮性繊維層22’を厚さ方向に一体化する圧搾部5’が、凹部として形成される。こうして形成された圧搾部5’は、圧密化されており、積層シート2’の他の部分に比して厚みが小さく、密度が大きくなっている。
非熱収縮性繊維層21’及び/又は熱収縮性繊維層22’が熱融着性繊維を含有する場合、圧搾部5’の形成時に生じる熱融着性繊維の溶融固化により、非熱収縮性繊維層21’及び熱収縮性繊維層22’を熱融着させることができる。熱融着性繊維が複合繊維である場合、融点の低い樹脂(例えば、芯鞘型複合繊維の鞘成分の樹脂)の溶融固化によって、非熱収縮性繊維層21’及び熱収縮性繊維層22’を熱融着させることができる。
エンボス加工装置220では、上段ロール221及び/又は下段ロール222が加熱されており、圧縮時の加熱が可能となっている。エンボス加工装置220によるエンボス処理において、加熱温度は、通常60~180℃、好ましくは80~160℃であり、圧力は通常10~3000N/mm、好ましくは0.005~2N/mmであり、処理時間は通常0.0001~5秒、好ましくは0.005~2秒である。
エンボス処理における加熱温度は、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度以上であってもよいし、それ未満であってもよい。
エンボス処理における加熱温度が、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度以上である場合、非熱収縮性繊維層21’及び/又は熱収縮性繊維層22’に、融点が熱収縮性繊維の熱収縮開始温度以上である熱融着性繊維を含有させ、圧搾部5’を、両層を厚さ方向に一体化する熱融着部として形成することができる。この熱融着部は、加熱処理によって溶融しないので、加熱処理の間、両層の接合を維持することができる。なお、熱融着性繊維が複合繊維である場合、熱融着性繊維の融点は、融点の低い樹脂の融点を意味する。
エンボス処理における加熱温度が、熱収縮性繊維の熱収縮開始温度以上である場合、熱収縮性繊維の熱収縮を抑制することが好ましい。熱収縮の抑制は、例えば、積層シート2’にテンションを付与した状態で加熱することにより実施することができ、テンションの付与は、例えば、ピンテンターのチェーンに取り付けられている多数の上向きのピンを、積層シート2’の下側から上側に向けて(すなわち、熱収縮性繊維層22’側から非熱収縮性繊維層21’側へ向けて)突き刺して把持することにより実現することができる。このような熱収縮の規制方法の詳細は、例えば、特開2003-247155号公報、特開2007-177340号公報等に記載されている。
エンボス処理における加熱温度が、熱収縮性繊維の熱収縮開始温度未満である場合、非熱収縮性繊維層21’及び/又は熱収縮性繊維層22’に、融点が熱収縮性繊維の熱収縮開始温度未満である熱融着性繊維を含有させ、圧搾部5’を、両層を厚さ方向に一体化する熱融着部として形成することができる。この場合、熱収縮性繊維の熱収縮を抑制する必要はないが、熱融着部が加熱処理によって溶融する可能性がある。
圧搾部5’は、積層シート2’を非熱収縮性繊維層21’側から平面視したとき、それぞれ略円形状であり、全体として千鳥格子状に配置されている。圧搾部5’は、円形状以外の形状、例えば、楕円形状、三角形状、矩形状、多角形状等であってもよい。圧搾部5’の配置パターンは、適宜変更可能であり、例えば、直線、曲線等の線状に連続して形成してもよい。
圧搾部5’の数、位置等は、凸部8の形成性、嵩高性等を考慮して、適宜調整することができる。非熱収縮性繊維層21’のうち、複数の圧搾部5’(本実施形態では4つの圧搾部5’)によって囲まれた1つの領域が、これらの圧搾部5’を起点として肌当接面側に隆起することにより、1つの凸部8が形成される。したがって、1つの凸部8が形成される1つの領域を囲む圧搾部5’の数は、通常3以上、好ましくは4以上である。上限は、通常12、好ましくは8である。
1つの凸部8が形成される領域は、直線、曲線等の線状に連続して形成された圧搾部5’によって囲まれていてもよい。例えば、圧搾部5’が網目状に形成される場合、各網目の内側の領域が肌当接面側に隆起することにより、1つの凸部8が形成される。この場合、圧搾部5’は、1つの凸部8が形成される領域の周囲全体のうち10~100%を包囲することが好ましく、20~100%を包囲することがさらに好ましい。
本実施形態における圧搾部5’は、非熱収縮性繊維層21’及び熱収縮性繊維層22’を接合する接合部の一例である。非熱収縮性繊維層21’及び熱収縮性繊維層22’を接合する接合部は、ヒートエンボス処理以外の接合方法、例えば、超音波エンボス、接着剤による接着等の接合方法によって形成してもよい。
積層シート2’の熱収縮処理は、図5に示す熱収縮処理部170により実施することができる。積層シート2’の熱収縮処理部170への搬送には、例えば、メッシュコンベアベルト、ピンテンター、クリップテンター等を使用することができる。積層シート2’が熱収縮処理部170内に搬送されると、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度以上の温度に加熱された熱風が積層シート2’に対して吹き付けられ(例えば、エアスルー方式)、熱収縮性繊維層22’が熱収縮する。
熱収縮性繊維層22’の熱収縮率は、凸部8の形成性、嵩高性、圧縮変形性等を考慮して、適宜調整することができるが、通常20~90%、好ましくは40~80%である。
なお、熱収縮率は、下記式によって算出される。
熱収縮率=(S0-S1)/S0×100
[式中、S0は熱収縮処理前の基準領域の面積であり、S1は熱収縮処理後の基準領域の面積である。]
なお、熱収縮率は、下記式によって算出される。
熱収縮率=(S0-S1)/S0×100
[式中、S0は熱収縮処理前の基準領域の面積であり、S1は熱収縮処理後の基準領域の面積である。]
熱収縮性繊維層22’の熱収縮率は、熱収縮性繊維層22’に含有される熱収縮性繊維の量及び種類、積層シート2’の搬送速度、熱風の温度及び風速のコントロール、テンターの幅等を調整することにより、適宜調整することができる。
熱収縮処理の際、積層シート2’に加わる摩擦力を低減することが好ましい。積層シート2’の搬送にメッシュコンベアベルトを使用する場合、メッシュコンベアベルトの裏側から熱風を吹き付けることにより、メッシュコンベアベルトへの押圧力をゼロ又は負にすることができる。また、積層シート2’の搬送にピンテンター又はクリップテンターを使用する場合、積層シート2’をフリーな状態にすることができる。
熱風の吹き付けは、熱収縮処理の一例である。熱収縮処理は、熱収縮性繊維層22’に含有される熱収縮性繊維の熱収縮開始温度以上に加熱可能である限り特に限定されない。熱収縮処理は、熱風の他、マイクロウェーブ、蒸気、赤外線等の熱媒体を使用して実施することができる。
熱収縮処理における加熱温度、加熱時間等は、熱収縮性繊維の熱収縮開始温度等に基づいて適宜調整することができる。加熱温度は、例えば、125℃~150℃に設定することができ、加熱時間は、例えば、1~20秒に設定することができる。このような加熱処理の詳細は、例えば、特開2003-247155号公報、特開2007-177340号公報等に記載されている。
図4に示すように、積層シート2’を熱収縮処理すると、熱収縮性繊維層22’の熱収縮によって、非熱収縮性繊維層21’が変形する。すなわち、熱収縮性繊維層22’の熱収縮に伴って、非熱収縮性繊維層21’のうち複数の圧搾部5’(本実施形態では4つの圧搾部5’)によって囲まれた1つの領域が、これらの圧搾部5’を起点として肌当接面側に隆起し、1つの凸部8が形成される。非熱収縮性繊維層21’には、複数の圧搾部5’(本実施形態では4つの圧搾部5’)によって囲まれた領域が多数存在するので、非熱収縮性繊維層21’の変形によって、多数の凸部8が形成される。こうして、肌当接面のうち少なくとも排泄口当接領域20には、非熱収縮性繊維層21’の変形によって生じた、肌当接面側に隆起する多数の凸部8が形成される。
非熱収縮性繊維層21’が、カード法によって形成されたウェブである場合、熱収縮処理によって形成される凸部8の内部は、ウェブを構成する繊維で満たされ、ウェブを構成する繊維は凸部に沿うように配向する。一方、非熱収縮性繊維層21’が、不織布又は編地の形態である場合、熱収縮処理によって形成される凸部8の内部は、中空となる。
熱収縮処理後の非熱収縮性繊維層21’及び熱収縮性繊維層22’がそれぞれ第1層21及び第2層22に相当する。第1層21は、圧搾部5’によって熱収縮性繊維層22’と部分的に接合された非熱収縮性繊維層21’が、熱収縮性繊維層22’の熱収縮によって変形した層であり、加熱処理により実質的に熱収縮していない非熱収縮性繊維を含有する。第2層22は、熱収縮性繊維層22’が熱収縮した層であり、熱収縮した熱収縮性繊維、例えば、加熱処理により実際の繊維長が短くなった繊維(例えば、樹脂の結晶状態が変化して実際の繊維長が短くなった繊維)、加熱処理により実際の繊維長は短くなっていないが、見かけ上の繊維長が短くなった繊維(例えば、ジクザク状、Ω状、スパイラル状等の捲縮が発現して見かけ上の繊維長が短くなった捲縮発現後の捲縮性繊維)等を含有する。
第1層21の厚み及び坪量は、非熱収縮性繊維層21’の厚み及び坪量、熱収縮性繊維層22’の熱収縮率等を応じて変化するが、厚みは、通常0.2~10mm、好ましくは0.4~2.5mmであり、坪量は、通常5~100g/m2、好ましくは10~50g/m2である。
第2層22の厚み及び坪量は、熱収縮性繊維層22’の厚み、坪量、熱収縮率等を応じて変化するが、厚みは、通常0.2~5mm、好ましくは0.5~2.5mmであり、坪量は、通常5~100g/m2、好ましくは10~50g/m2である。
第2層22の密度は、第1層21の密度よりも大きいことが好ましい。これにより、第1層21から第2層22への経血移行性を向上させることができる。
第2層22の密度は、第1層21の密度よりも大きい場合において、第2層22の密度は、好ましくは0.1g/cm3以下、さらに好ましくは0.08g/cm3以下である。この場合、血液滑性付与剤の作用効果が、第2層22によって阻害されずに効果的に発揮される。第2層22の密度の下限は、好ましくは0.04g/cm3、さらに好ましくは0.06g/cm3である。
第2層22の密度は、第1層21の密度よりも大きい場合において、第1層21の密度は、好ましくは0.05g/cm3以下、さらに好ましくは0.04g/cm3以下である。この場合、血液滑性付与剤の作用効果が、第1層21によって阻害されずに効果的に発揮される。第1層21の密度の下限は、好ましくは0.005g/cm3、さらに好ましくは0.01g/cm3である。
第1層21及び第2層22の密度は、坪量を厚みで割ることにより算出される。
坪量の測定は、例えば、次の方法を使用することができる。
(1)測定すべき範囲にマークを付け、その面積:SAα(m2)を測定する。なお、誤差を少なくするために、サンプルの総面積が5cm2を超えるように、マーキングする。
(2)マーキングされた範囲を、鋭利な刃物、例えば、カッターの替え刃で切り出し、その総質量:TM(g)を測定する。
(3)測定すべき範囲の坪量BSα(g/m2)を、次の式:
BSα(g/m2)=TM(g)/SAα(m2)
により求める。
坪量の測定は、例えば、次の方法を使用することができる。
(1)測定すべき範囲にマークを付け、その面積:SAα(m2)を測定する。なお、誤差を少なくするために、サンプルの総面積が5cm2を超えるように、マーキングする。
(2)マーキングされた範囲を、鋭利な刃物、例えば、カッターの替え刃で切り出し、その総質量:TM(g)を測定する。
(3)測定すべき範囲の坪量BSα(g/m2)を、次の式:
BSα(g/m2)=TM(g)/SAα(m2)
により求める。
厚みの測定には、例えば、次の方法を使用することができる。
異なる5箇所(測定面φ44mm)を測定圧3g/cm2(定圧)で10秒間加圧した後、厚み計((株)大栄科学精器製作所,FS-60DS)を用いて測定する。
異なる5箇所(測定面φ44mm)を測定圧3g/cm2(定圧)で10秒間加圧した後、厚み計((株)大栄科学精器製作所,FS-60DS)を用いて測定する。
トップシート2が、第1層21及び第2層22の間に1又は2以上の第3層を有する場合、第1層21から第2層22に向かって密度が大きくなるように、第3層の密度を調整することが好ましい。これにより、第1層21から第2層22への経血移行性を向上させることができる。
図4に示すように、第1層21及び第2層22は、熱収縮処理後の圧搾部5’に相当する圧搾部5によって部分的に接合されており、圧搾部5は凹部9となっている。圧搾部5’の形状及び配置パターンは、熱収縮処理によって大幅に変化せず、圧搾部5は、トップシート2を第1層21側から平面視したとき、それぞれ略円形状であり、全体として千鳥格子状に配置されている。なお、熱収縮処理によって、圧搾部5’の形状、構造等に若干の変化が生じる場合がある。例えば、圧搾部5’を構成する繊維に、収縮、溶融固化等が生じる場合がある。
第1層21の面積に対する圧搾部5の面積の比率(面積率)は、通常2.5~50%、好ましくは4~20%である。
トップシート2には、複数の開孔部を設けてもよい。これにより、液体透過性が向上し、漏れや蒸れが低減される。開孔部は、例えば、トップシート2を貫通するように設けることができる。開孔部の径は、例えば、0.2~10mmに調整することができる。複数の開孔部を設ける場合、開孔部の間隔は、例えば、0.5~20mmに調整することができる。
トップシート2は、親水化処理してもよい。親水化処理としては、例えば、親水剤によるトップシート2の表面のコーティング、第1層21及び/又は第2層22の構成成分への親水剤の添加、コロナ処理、プラズマ処理等が挙げられる。トップシート2を親水化処理すると、血液滑性付与剤に由来する親油性領域と、親水剤に由来する親水性領域とがトップシート2にまばらに共存することになり、経血がトップシート2の凸部8から滑落し、吸収体に移行しやすくなる。
バックシート3は、経血等の液状排泄物が透過できないシートであり、液体不透過性層の一例である。バックシート3は、吸収体4に吸収された液状排泄物の漏れを防止することができる。バックシートの一方の面は、着用者の着衣(下着)と接触する面である。バックシート3は、着用時のムレを低減させるために、液体不透過性に加えて、透湿性を有することが好ましい。
バックシート3としては、例えば、防水処理を施した不織布、合成樹脂(例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート等)フィルム、不織布と合成樹脂フィルムとの複合シート(例えば、スパンボンド、スパンレース等の不織布に通気性の合成樹脂フィルムが接合された複合フィルム)、耐水性の高いメルトブローン不織布を強度の強いスパンボンド不織布で挟んだSMS不織布等が挙げられる。
吸収体4は、経血等の液状排泄物を吸収する吸収性材料を含有する。吸収体4に含有される吸収性材料は、経血等の液状排泄物を吸収・保持可能である限り特に限定されない。吸収性材料としては、例えば、吸水性繊維、高吸水性材料(例えば、高吸水性樹脂、高吸水性繊維等)が挙げられる。吸収体4は、酸化防止剤、光安定剤、紫外線吸収剤、中和剤、造核剤、エポキシ安定剤、滑剤、抗菌剤、難燃剤、帯電防止剤、顔料、可塑剤等の添加剤を必要に応じて含有してもよい。
吸水性繊維としては、例えば、針葉樹又は広葉樹を原料として得られる木材パルプ(例えば、砕木パルプ、リファイナーグランドパルプ、サーモメカニカルパルプ、ケミサーモメカニカルパルプ等の機械パルプ;クラフトパルプ、サルファイドパルプ、アルカリパルプ等の化学パルプ;半化学パルプ等);木材パルプに化学処理を施して得られるマーセル化パルプ又は架橋パルプ;バガス、ケナフ、竹、麻、綿(例えばコットンリンター)等の非木材パルプ;レーヨン、フィブリルレーヨン等の再生セルロース;アセテート、トリアセテート等の半合成セルロース等が挙げられるが、コストが低く、成形しやすいこと点から、粉砕パルプが好ましい。
高吸水性材料としては、例えば、デンプン系、セルロース系、合成ポリマー系の高吸水性材料が挙げられる。デンプン系又はセルロース系の高吸水性材料としては、例えば、デンプン-アクリル酸(塩)グラフト共重合体、デンプン-アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物等が挙げられ、合成ポリマー系の高吸水性材料としては、例えば、ポリアクリル酸塩系、ポリスルホン酸塩系、無水マレイン酸塩系、ポリアクリルアミド系、ポリビニルアルコール系、ポリエチレンオキシド系、ポリアスパラギン酸塩系、ポリグルタミン酸塩系、ポリアルギン酸塩系、デンプン系、セルロース系等の高吸水性樹脂(Superabsorbent Polymer:SAP)等が挙げられるが、これらのうちポリアクリル酸塩系(特に、ポリアクリル酸ナトリウム系)の高吸水性樹脂が好ましい。高吸水性材料の形状としては、例えば、粒子状、繊維状、鱗片状等が挙げられ、粒子状である場合、粒径は、好ましくは50~1000μmであり、さらに好ましくは100~600μmである。
吸収体4が高吸水性材料(例えば、高吸水性樹脂、高吸水性繊維等)を含有する場合、高吸水性材料の含有量は、吸収体4の通常5~80質量%、好ましくは10~60質量%、さらに好ましくは20~40質量%である。
吸収体4は、銀、銅、亜鉛、シリカ、活性炭、アルミノケイ酸塩化合物、ゼオライト等を含有してもよい。これにより、消臭性、抗菌性、吸熱効果等の機能を吸収体に付与することができる。
吸収体4の厚み、目付等は、生理用ナプキン1が備えるべき特性(例えば吸収性、強度、軽量性等)に応じて適宜調整することができる。吸収体4の厚みは、通常0.1~15mm、好ましくは1~10mm、さらに好ましくは2~5mmであり、目付は、通常20~1000g/m2、好ましくは50~800g/m2、さらに好ましくは100~500g/m2である。なお、吸収体4の厚み、目付等は、吸収体4全体にわたって一定であってもよいし、部分的に異なっていてもよい。
吸収体4は、吸収性材料を含有するコアと、コアを被覆するコアラップとを有していてもよい。コアラップは、液体透過性及び吸収体保持性を有する限り特に限定されない。コアラップとしては、例えば、不織布、織布、液体透過孔が形成された合成樹脂フィルム、網目を有するネット状シート等が挙げられるが、低コスト性等の点から、粉砕パルプを主材料として湿式法で成形されるティッシュが好ましい。
生理用ナプキン1は、液体透過性層として、トップシート2に加えて、トップシート2及び吸収体4の間に配置されたセカンドシートを備えていてもよい。この場合、血液滑性付与剤はセカンドシートに塗工されていてもよい。
セカンドシートは、経血等の液状排泄物が透過可能である限り特に限定されず、セカンドシートの厚み、目付、密度等は、経血等の液状排泄物が透過可能である範囲で適宜調整することができる。
セカンドシートとしては、例えば、不織布、織布、液体透過孔が形成された合成樹脂フィルム、網目を有するネット状シート等が挙げられる。不織布としては、例えば、エアスルー不織布、スパンボンド不織布、ポイントボンド不織布、スパンレース不織布、ニードルパンチ不織布、メルトブローン不織布、及びこれらの組み合わせ(例えば、SMS等)等が挙げられ、不織布を構成する繊維としては、例えば、天然繊維(羊毛,コットン等)、再生繊維(レーヨン,アセテート等)、無機繊維(ガラス繊維,炭素繊維等)、合成樹脂繊維(ポリエチレン、ポリプロピレン、ポリブチレン、エチレン-酢酸ビニル共重合体、エチレン-アクリル酸エチル共重合体、エチレン-アクリル酸共重合体、アイオノマー樹脂等のポリオレフィン;ポリエチレンテレフタレート、ポリブチレンテレフタラート、ポリトリメチレンテレフタラート、ポリ乳酸等のポリエステル;ナイロン等のポリアミド)等が挙げられる。不織布には、芯・鞘型繊維、サイド・バイ・サイド型繊維、島/海型繊維等の複合繊維;中空タイプの繊維;扁平、Y型、C型等の異型繊維;潜在捲縮又は顕在捲縮の立体捲縮繊維;水流、熱、エンボス加工等の物理的負荷により分割する分割繊維等が混合されていてもよい。
<吸収性物品の製造方法>
以下、生理用ナプキン1の製造方法を例として、本発明に係る吸収性物品の製造方法の一実施形態を説明する。
本実施形態に係る製造方法は、吸収体を形成する工程(工程1)と、吸収体にトップシートを積層する工程(工程2)と、バックシートを積層する工程(工程3)と、生理用ナプキンを切り出す工程(工程4)と、生理用ナプキンに血液滑性付与剤を塗工する工程(工程5)とを含み、図5に示す製造装置100が使用される。
以下、生理用ナプキン1の製造方法を例として、本発明に係る吸収性物品の製造方法の一実施形態を説明する。
本実施形態に係る製造方法は、吸収体を形成する工程(工程1)と、吸収体にトップシートを積層する工程(工程2)と、バックシートを積層する工程(工程3)と、生理用ナプキンを切り出す工程(工程4)と、生理用ナプキンに血液滑性付与剤を塗工する工程(工程5)とを含み、図5に示す製造装置100が使用される。
[工程1]
搬送方向MDへ回転するサクションドラム120の周面には、吸収体材料122を詰める型として凹部124が周方向に所要のピッチで形成されている。サクションドラム120が回転して凹部124が材料供給部121へ進入すると、サクション部126が凹部124に作用し、材料供給部121から供給された吸収体材料122は凹部124に真空吸引される。材料供給部121は、サクションドラム120を覆うように形成されており、材料供給部121は、吸収体材料122を空気搬送により凹部124に対して供給し、凹部124には吸収体4が形成される。凹部124に形成された吸収体4は、搬送方向MDに向かって進むキャリアシート110上に転写される。
搬送方向MDへ回転するサクションドラム120の周面には、吸収体材料122を詰める型として凹部124が周方向に所要のピッチで形成されている。サクションドラム120が回転して凹部124が材料供給部121へ進入すると、サクション部126が凹部124に作用し、材料供給部121から供給された吸収体材料122は凹部124に真空吸引される。材料供給部121は、サクションドラム120を覆うように形成されており、材料供給部121は、吸収体材料122を空気搬送により凹部124に対して供給し、凹部124には吸収体4が形成される。凹部124に形成された吸収体4は、搬送方向MDに向かって進むキャリアシート110上に転写される。
[工程2]
トップシート2が吸収体4に積層され、積層体262が形成される。
その後、積層体262には、必要に応じて圧搾溝が形成される。圧搾溝は、エンボス加工装置130により形成される。エンボス加工装置130は、凸部(不図示)が外周表面に設けられた上段ロール131と、外周の表面が平滑である下段ロール132とを有する。上段ロール131の凸部は、圧搾溝の形状、配置パターン等に対応するように形成されている。積層体262がエンボス加工装置130の上段ロール131と下段ロール132との間を通過すると、積層体262が厚さ方向に圧縮され、積層体262に圧搾溝が形成される。圧搾溝は、例えば、トップシート2のうち、排泄口当接領域20の周縁、排泄口当接領域20の周囲領域の周縁等に形成される。圧搾溝の形成により、トップシート2は吸収体4と一体化される。エンボス加工装置130による圧搾溝の形成工程は、必要がない場合には省略される。
トップシート2が吸収体4に積層され、積層体262が形成される。
その後、積層体262には、必要に応じて圧搾溝が形成される。圧搾溝は、エンボス加工装置130により形成される。エンボス加工装置130は、凸部(不図示)が外周表面に設けられた上段ロール131と、外周の表面が平滑である下段ロール132とを有する。上段ロール131の凸部は、圧搾溝の形状、配置パターン等に対応するように形成されている。積層体262がエンボス加工装置130の上段ロール131と下段ロール132との間を通過すると、積層体262が厚さ方向に圧縮され、積層体262に圧搾溝が形成される。圧搾溝は、例えば、トップシート2のうち、排泄口当接領域20の周縁、排泄口当接領域20の周囲領域の周縁等に形成される。圧搾溝の形成により、トップシート2は吸収体4と一体化される。エンボス加工装置130による圧搾溝の形成工程は、必要がない場合には省略される。
[工程3]
バックシートロール140から供給されたバックシート3を、積層体134の下側(トップシートと反対側)の面に、接着剤層を介して積層し、生理用ナプキンの連続体144を形成する。なお、エンボス加工装置130による圧搾溝の形成工程が省略される場合、積層体134及び積層体262は同一である。
バックシートロール140から供給されたバックシート3を、積層体134の下側(トップシートと反対側)の面に、接着剤層を介して積層し、生理用ナプキンの連続体144を形成する。なお、エンボス加工装置130による圧搾溝の形成工程が省略される場合、積層体134及び積層体262は同一である。
[工程4]
カッタ150を使用して生理用ナプキンの連続体144を切断し、生理用ナプキンを切り出す。
カッタ150を使用して生理用ナプキンの連続体144を切断し、生理用ナプキンを切り出す。
[工程5]
スプレー160を使用して生理用ナプキンのトップシート2に血液滑性付与剤161を塗工して、トップシート2の表面に血液滑性付与剤層を形成する。血液滑性付与剤層は、トップシート2の肌当接面のうち、少なくとも排泄口当接領域20に形成される。
スプレー160を使用して生理用ナプキンのトップシート2に血液滑性付与剤161を塗工して、トップシート2の表面に血液滑性付与剤層を形成する。血液滑性付与剤層は、トップシート2の肌当接面のうち、少なくとも排泄口当接領域20に形成される。
本実施形態では、生理用ナプキンを切り出した後に、血液滑性付与剤を塗工したが、切り出す前のいずれの段階で塗工してもよいし、トップシートの製造工程で塗工してもよい。製造途中で塗工した血液滑性付与剤が流れ落ちることを防止するために、製造工程の川下の段階、例えば、生理用ナプキンを包装する直前に血液滑性付与剤を塗工することが好ましい。
生理用ナプキン1の製造方法は、工程1~5の他、シール部シール部7a,7b,8a,8bを形成する工程、粘着部9a,9b,9cを形成する工程等を含むことができる。
<血液滑性付与剤>
血液滑性付与剤は、40℃における動粘度が約0.01~約80mm2/sであり、抱水率が約0.05~約4.0質量%であり、重量平均分子量が約1,000未満である。
血液滑性付与剤は、40℃における動粘度が約0.01~約80mm2/sであり、抱水率が約0.05~約4.0質量%であり、重量平均分子量が約1,000未満である。
血液滑性付与剤の40℃における動粘度は、約0~約80mm2/sの範囲において適宜調整することができるが、好ましくは約1~約70mm2/s、さらに好ましくは約3~約60mm2/s、さらに一層好ましくは約5~約50mm2/s、さらに一層好ましくは約7~約45mm2/sである。なお、本明細書では、40℃における動粘度を、単に「動粘度」と称する場合がある。
動粘度は、a)血液滑性付与剤の分子量が大きくなるほど、b)極性基、例えば、カルボニル結合(-CO-)、エーテル結合(-O-)、カルボキシル基(-COOH)、ヒドロキシル基(-OH)等の比率が高いほど、そしてc)IOBが大きくなるほど、高くなる傾向がある。
40℃において、約0~約80mm2/sの動粘度を有するためには、血液滑性付与剤の融点が45℃以下であることが好ましい。血液滑性付与剤が40℃で結晶を含むと、その動粘度が高くなる傾向があるからである。
血液滑性付与剤における動粘度の意義については後述するが、動粘度が約80mm2/sを超えると、血液滑性付与剤の粘性が高く、トップシートの肌当接面に到達した経血と共に、凸部から凹部に滑落し、次いで吸収体内部に移行することが難しくなる傾向がある。
動粘度は、JIS K 2283:2000の「5.動粘度試験方法」に従って、キャノンフェンスケ逆流形粘度計を用いて、40℃の試験温度で測定されることができる。
血液滑性付与剤の抱水率は、約0.01~約4.0質量%の範囲で適宜調整することができるが、好ましくは約0.02~約3.5質量%、さらに好ましくは約0.03~約3.0質量%、さらに一層好ましくは約0.04~約2.5質量%、さらに一層好ましくは約0.05~約2.0質量%である。
本明細書において、「抱水率」は、物質が、保持することができる水の比率(質量)を意味し、以下の通りに測定することができる。
(1)40℃の恒温室に、20mLの試験管、ゴム栓、測定すべき物質及び脱イオン水を一昼夜静置する。
(2)恒温室で、試験管に、測定すべき物質5.0gと、脱イオン水5.0gを投入する。
(3)恒温室で、試験管の口をゴム栓をし、試験管を1回転させ、5分間静置する。
(4)恒温室で、測定すべき物質の層(通常は、上層)3.0gを、直径90mmの、質量:W0(g)のガラス製シャーレに採取する。
(5)シャーレを、オーブン内で、105℃で3時間加熱し、水分を蒸発させ、シャーレごと、質量:W1(g)を測定する。
(6)抱水率を、以下の式に従って算出する。
抱水率(質量%)=100×[W0(g)-W1(g)]/3.0(g)
測定は3回実施し、平均値を採用する。
(1)40℃の恒温室に、20mLの試験管、ゴム栓、測定すべき物質及び脱イオン水を一昼夜静置する。
(2)恒温室で、試験管に、測定すべき物質5.0gと、脱イオン水5.0gを投入する。
(3)恒温室で、試験管の口をゴム栓をし、試験管を1回転させ、5分間静置する。
(4)恒温室で、測定すべき物質の層(通常は、上層)3.0gを、直径90mmの、質量:W0(g)のガラス製シャーレに採取する。
(5)シャーレを、オーブン内で、105℃で3時間加熱し、水分を蒸発させ、シャーレごと、質量:W1(g)を測定する。
(6)抱水率を、以下の式に従って算出する。
抱水率(質量%)=100×[W0(g)-W1(g)]/3.0(g)
測定は3回実施し、平均値を採用する。
血液滑性付与剤における抱水率の意義については後述するが、抱水率が低くなると、血液滑性付与剤と、経血との親和性が低下し、トップシートの肌当接面に到達した経血と共に吸収体に移行しにくくなる傾向がある。一方、抱水率が高くなると、界面活性剤のように、経血との親和性が非常に高くなり、トップシートの肌当接面に、吸収した血液が残存し、トップシートの肌当接面が赤く着色しやすくなる傾向がある。
抱水率は、a)血液滑性付与剤の分子量が小さくなるほど、そしてb)極性基、例えば、カルボニル結合(-CO-)、エーテル結合(-O-)、カルボキシル基(-COOH)、ヒドロキシル基(-OH)等の比率が高いほど、値が大きくなる傾向がある。血液滑性付与剤が、より親水性を有するからである。また、抱水率は、IOBが大きくなるほど、すなわち、無機性値が高いほど、そして有機性値が小さいほど、値が大きくなる傾向がある。血液滑性付与剤が、より親水性を有することになるからである。
血液滑性付与剤における動粘度と、抱水率との意義について説明する。
着用者から排泄された経血が排泄口当接領域に到達すると、凸部に存在する血液滑性付与剤と接触し、これとともに凹部に滑落し、トップシートを通過して吸収体に移行する。
より詳細には、40℃において約0.01~約80mm2/sの動粘度を有する血液滑性付与剤は、着用者の体温付近で非常に低粘度であり且つ経血と一定の親和性を有するため、経血とともに、凸部から凹部に滑落し、その滑落の際の勢いを利用して、経血が、トップシートを通過し、吸収体に迅速に移行することができると考えられる。また、凸部に存在する血液滑性付与剤は、約0.01~約4.0質量%の抱水率を有するため、経血中の、主に親水性成分(血漿等)と親和性を有しないため、経血をトップシート上に残存させにくいと考えられる。
着用者から排出された経血が大量である場合には、経血そのものの運動エネルギーが大きく、血液滑性付与剤の動粘度の値が比較的高く経血と共に滑落しにくい場合であっても、抱水率の値が比較的高く経血の親水性成分と親和性が高い場合であっても、重量分子量の値が比較的高く経血と共に滑落しにくい場合であっても、そしてトップシートの肌当接面に凹凸構造がない場合であっても、経血は吸収体に移行しやすいと考えられる。
一方、着用者から排出された経血が少量である場合には、経血の運動エネルギーが小さく、トップシートの肌当接面に到達した経血が、その場に留まりやすい傾向がある。従って、血液滑性付与剤が、経血とともに、凸部から凹部に滑落し、そして経血をトップシートの内部に引き込み、次いで吸収体に引き込むことにより、経血を迅速に吸収体に移行させることができる。
血液滑性付与剤は、約1,000未満の重量平均分子量を有し、そして好ましくは約900未満の重量平均分子量を有する。重量平均分子量が約1,000以上であると、血液滑性付与剤そのものにタック性が生じ、着用者に不快感を与える傾向があるからである。また、重量平均分子量が高くなると、血液滑性付与剤の粘度が高くなる傾向があるため、加温により、血液滑性付与剤の粘度を、塗工に適した粘度に下げることが難しくなり、その結果、血液滑性付与剤を、溶媒で希釈しなければならない場合も生じうる。
血液滑性付与剤は、約100以上の重量平均分子量を有することが好ましく、そして約200以上の重量平均分子量を有することがより好ましい。重量平均分子量が小さくなると、血液滑性付与剤の蒸気圧が高くなり、保存中に気化し、量の減少、着用時の臭気等の問題が発生する場合があるからである。
なお、本明細書において、「重量平均分子量」は、多分散系の化合物(例えば、逐次重合により製造された化合物、複数の脂肪酸と、複数の脂肪族1価アルコールとから生成されたエステル)と、単一化合物(例えば、1種の脂肪酸と、1種の脂肪族1価アルコールから生成されたエステル)とを含む概念であり、Ni個の分子量Miの分子(i=1、又はi=1,2・・・)からなる系において、次の式:
Mw=ΣNiMi 2/ΣNiMi
により求められるMwを意味する。
Mw=ΣNiMi 2/ΣNiMi
により求められるMwを意味する。
本明細書において、重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により求められる、ポリスチレン換算の値を意味する。
GPCの測定条件としては、例えば、以下が挙げられる。
機種:(株)日立ハイテクノロジーズ製 高速液体クロマトグラム Lachrom Elite
カラム:昭和電工(株)製 SHODEX KF-801、KF-803及びKF-804
溶離液:THF
流量 :1.0mL/分
打込み量:100μL
検出:RI(示差屈折計)
なお、本明細書の実施例に記載される重量平均分子量は、上記条件により測定したものである。
GPCの測定条件としては、例えば、以下が挙げられる。
機種:(株)日立ハイテクノロジーズ製 高速液体クロマトグラム Lachrom Elite
カラム:昭和電工(株)製 SHODEX KF-801、KF-803及びKF-804
溶離液:THF
流量 :1.0mL/分
打込み量:100μL
検出:RI(示差屈折計)
なお、本明細書の実施例に記載される重量平均分子量は、上記条件により測定したものである。
血液滑性付与剤は、約0.00~約0.60のIOBを有することができる。
IOB(Inorganic Organic Balance)は、親水性及び親油性のバランスを示す指標であり、本明細書では、小田らによる次式:
IOB=無機性値/有機性値
により算出される値を意味する。
IOB(Inorganic Organic Balance)は、親水性及び親油性のバランスを示す指標であり、本明細書では、小田らによる次式:
IOB=無機性値/有機性値
により算出される値を意味する。
無機性値及び有機性値は、藤田穆「有機化合物の予測と有機概念図」化学の領域Vol.11,No.10(1957)p.719-725)に記載される有機概念図に基づく。
藤田氏による、主要な基の有機性値及び無機性値を、下記表1にまとめる。
藤田氏による、主要な基の有機性値及び無機性値を、下記表1にまとめる。

例えば、炭素数14のテトラデカン酸と、炭素数12のドデシルアルコールとのエステルの場合には、有機性値が520(CH2,20×26個)、無機性値が60(-COOR,60×1個)となるため、IOB=0.12となる。
血液滑性付与剤において、IOBは、約0.00~約0.60であることが好ましく、約0.00~約0.50であることがより好ましく、約0.00~約0.40であることがさらに好ましく、そして約0.00~約0.30であることがさらに好ましい。IOBが上述の範囲にあると、抱水力及び動粘度が、上述の要件を満たしやすくなるからである。
血液滑性付与剤は、45℃以下の融点を有することが好ましく、40℃以下の融点を有することがさらに好ましい。血液滑性付与剤が45℃以下の融点を有することにより、血液滑性付与剤が、上述の範囲の動粘度を有しやすくなるからである。
本明細書において、「融点」は、示差走査熱量分析計において、昇温速度10℃/分で測定した場合の、固形状から液状に変化する際の吸熱ピークのピークトップ温度を意味する。融点は、例えば、島津製作所社製のDSC-60型DSC測定装置を用いて測定することができる。
血液滑性付与剤は、約45℃以下の融点を有すれば、室温(約25℃)で液体であっても、又は固体であってもよい、すなわち、融点が約25℃以上でも、又は約25℃未満でもよく、そして例えば、約-5℃、約-20℃等の融点を有することができる。
血液滑性付与剤は、その融点に下限は存在しないが、その蒸気圧が低いことが好ましい。血液滑性付与剤の蒸気圧は、25℃(1気圧)で約0~約200Paであることが好ましく、約0~約100Paであることがより好ましく、約0~約10Paであることがさらに好ましく、約0~約1Paであることがさらに一層好ましく、約0.0~約0.1Paであることがさらに一層好ましい。
本開示の吸収性物品が、人体に接して用いられることを考慮すると、上記蒸気圧は、40℃(1気圧)で約0~約700Paであることが好ましく、約0~約100Paであることがより好ましく、約0~約10Paであることがさらに好ましく、約0~約1Paであることがさらに一層好ましく、約0.0~約0.1Paであることがさらに一層好ましい。血液滑性付与剤の蒸気圧が高いと、保存中に気化し、その量の減少、着用時の臭気等の問題が発生する場合があるからである。
また、血液滑性付与剤の融点を、気候、着用時間の長さ等に応じて選択することができる。例えば、平均気温が約10℃以下の地域では、約10℃以下の融点を有する血液滑性付与剤を採用することにより、経血が排泄された後、周囲温度によって冷却された場合であっても、血液滑性付与剤が機能しやすいと考えられる。
また、吸収性物品が長時間にわたって使用される場合には、血液滑性付与剤の融点は、約45℃以下の範囲で高い方が好ましい。汗、着用時の摩擦等の影響を受けにくく、長時間着用した場合であっても、血液滑性付与剤が偏りにくいからである。
当技術分野では、経血の表面張力等を変化させ、経血を迅速に吸収することを目的として、トップシートの肌当接面を、界面活性剤でコーティングすることが行われている。しかし、界面活性剤がコーティングされたトップシートは、経血中の親水性成分(血漿等)と親和性が高く、それらを引き寄せ、むしろ経血をトップシートに残存させるようにはたらく傾向がある。血液滑性付与剤は、従来公知の界面活性剤と異なり、経血と親和性が低く、経血をトップシートに残存させず、迅速に吸収体に移行させることができる。
血液滑性付与剤は、好ましくは、次の(i)~(iii)、
(i)炭化水素、
(ii) (ii-1)炭化水素部分と、(ii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、及び
(iii) (iii-1)炭化水素部分と、(iii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基と、(iii-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される。
(i)炭化水素、
(ii) (ii-1)炭化水素部分と、(ii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、及び
(iii) (iii-1)炭化水素部分と、(iii-2)炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基と、(iii-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される。
本明細書において、「炭化水素」は、炭素と水素とから成る化合物を意味し、鎖状炭化水素、例えば、パラフィン系炭化水素(二重結合及び三重結合を含まない、アルカンとも称される)、オレフィン系炭化水素(二重結合を1つ含む、アルケンとも称される)、アセチレン系炭化水素(三重結合を1つ含む、アルキンとも称される)、及び二重結合及び三重結合から成る群から選択される結合を2つ以上含む炭化水素、並びに環状炭化水素、例えば、芳香族炭化水素、脂環式炭化水素が挙げられる。
炭化水素としては、鎖状炭化水素及び脂環式炭化水素であることが好ましく、鎖状炭化水素であることがより好ましく、パラフィン系炭化水素、オレフィン系炭化水素、及び二重結合を2つ以上含む炭化水素(三重結合を含まない)であることがさらに好ましく、そしてパラフィン系炭化水素であることがさらに好ましい。
鎖状炭化水素には、直鎖状炭化水素及び分岐鎖状炭化水素が含まれる。
鎖状炭化水素には、直鎖状炭化水素及び分岐鎖状炭化水素が含まれる。
上記(ii)及び(iii)の化合物において、オキシ基(-O-)が2つ以上挿入されている場合には、各オキシ基(-O-)は隣接していない。従って、上記(ii)及び(iii)の化合物には、オキシ基が連続する化合物(いわゆる、過酸化物)は含まれない。
また、上記(iii)の化合物では、炭化水素部分の少なくとも1つの水素原子がカルボキシル基(-COOH)で置換された化合物よりも、炭化水素部分の少なくとも1つの水素原子が、ヒドロキシル基(-OH)で置換された化合物の方が好ましい。カルボキシル基は、経血中の金属等と結合し、血液滑性付与剤の抱水率が高くなり、所定の範囲を超える場合があるからである。これは、IOBの観点からも同様である。表1に示すように、カルボキシル基は、経血中の金属等と結合し、無機性値が150から、400以上へと大幅に上昇するため、カルボキシル基を有する血液滑性付与剤は、使用時にIOBの値が約0.60を上回る場合がありうる。
血液滑性付与剤は、より好ましくは、次の(i’)~(iii’)、
(i’)炭化水素、
(ii’) (ii’-1)炭化水素部分と、(ii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合とを有する化合物、及び
(iii’) (iii’-1)炭化水素部分と、(iii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合と、(iii’-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される。
(i’)炭化水素、
(ii’) (ii’-1)炭化水素部分と、(ii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合とを有する化合物、及び
(iii’) (iii’-1)炭化水素部分と、(iii’-2)炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合と、(iii’-3)炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択される。
上記(ii’)及び(iii’)の化合物において、2以上の同一又は異なる結合が挿入されている場合、すなわち、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)及びエーテル結合(-O-)から選択される2以上の同一又は異なる結合が挿入されている場合には、各結合は隣接しておらず、各結合の間には、少なくとも、炭素原子が1つ介在する。
血液滑性付与剤は、さらに好ましくは、炭化水素部分に、炭素原子10個当たり、カルボニル結合(-CO-)を約1.8個以下、エステル結合(-COO-)を2個以下、カーボネート結合(-OCOO-)を約1.5個以下、エーテル結合(-O-)を約6個以下、カルボキシル基(-COOH)を約0.8個以下、そして/又はヒドロキシル基(-OH)を約1.2個以下有することができる。
血液滑性付与剤は、さらに好ましくは、次の(A)~(F)、
(A) (A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル、
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル、
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル、
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物、
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル、及び
(F)鎖状炭化水素、
並びにそれらの任意の組み合わせから成る群から選択される。
以下、(A)~(F)に従う血液滑性付与剤について詳細に説明する。
(A) (A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル、
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル、
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル、
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物、
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル、及び
(F)鎖状炭化水素、
並びにそれらの任意の組み合わせから成る群から選択される。
以下、(A)~(F)に従う血液滑性付与剤について詳細に説明する。
[(A) (A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル]
(A)(A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル(以下、「化合物(A)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのヒドロキシル基がエステル化されていなくともよい。
(A)(A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル(以下、「化合物(A)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのヒドロキシル基がエステル化されていなくともよい。
(A1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物(以下、「化合物(A1)」と称する場合がある)としては、例えば、鎖状炭化水素テトラオール、例えば、アルカンテトラオール、例えば、ペンタエリトリトール、鎖状炭化水素トリオール、例えば、アルカントリオール、例えば、グリセリン、及び鎖状炭化水素ジオール、例えば、アルカンジオール、例えば、グリコールが挙げられる。
(A2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物としては、例えば、炭化水素上の1つの水素原子が、1つのカルボキシル基(-COOH)で置換された化合物、例えば、脂肪酸が挙げられる。
化合物(A)としては、例えば、(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル、(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル、及び(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステルが挙げられる。
化合物(A)としては、例えば、(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル、(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル、及び(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステルが挙げられる。
[(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル]
鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステルとしては、例えば、次の式(1):

のペンタエリトリトールと脂肪酸とのテトラエステル、次の式(2):

のペンタエリトリトールと脂肪酸とのトリエステル、次の式(3):

のペンタエリトリトールと脂肪酸とのジエステル、次の式(4):

のペンタエリトリトールと脂肪酸とのモノエステルが挙げられる。
(式中、R1~R4は、それぞれ、鎖状炭化水素である)
鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステルとしては、例えば、次の式(1):
(式中、R1~R4は、それぞれ、鎖状炭化水素である)
ペンタエリトリトールと脂肪酸とのエステルを構成する脂肪酸(R1COOH、R2COOH,R3COOH,及びR4COOH)としては、ペンタエリトリトールと脂肪酸とのエステルが、動粘度、抱水率及び重量平均分子量の要件を満たすものであれば、特に制限されないが、例えば、飽和脂肪酸、例えば、C2~C30の飽和脂肪酸、例えば、酢酸(C2)(C2は、炭素数を示し、R1C、R2C,R3C又はR4Cの炭素数に相当する、以下同じ)、プロパン酸(C3)、ブタン酸(C4)及びその異性体、例えば、2-メチルプロパン酸(C4)、ペンタン酸(C5)及びその異性体、例えば、2-メチルブタン酸(C5)、2,2-ジメチルプロパン酸(C5)、ヘキサン酸(C6)、ヘプタン酸(C7)、オクタン酸(C8)及びその異性体、例えば、2-エチルヘキサン酸(C8)、ノナン酸(C9)、デカン酸(C10)、ドデカン酸(C12)、テトラデカン酸(C14)、ヘキサデカン酸(C16)、ヘプタデカン酸(C17)、オクタデカン酸(C18)、エイコサン酸(C20)、ドコサン酸(C22)、テトラコサン酸(C24)、ヘキサコサン酸(C26)、オクタコサン酸(C28)、トリアコンタン酸(C30)等、並びに列挙されていないこれらの異性体が挙げられる。
脂肪酸はまた、不飽和脂肪酸であることができる。不飽和脂肪酸としては、例えば、C3~C20の不飽和脂肪酸、例えば、モノ不飽和脂肪酸、例えば、クロトン酸(C4)、ミリストレイン酸(C14)、パルミトレイン酸(C16)、オレイン酸(C18)、エライジン酸(C18)、バクセン酸(C18)、ガドレイン酸(C20)、エイコセン酸(C20)等、ジ不飽和脂肪酸、例えば、リノール酸(C18)、エイコサジエン酸(C20)等、トリ不飽和脂肪酸、例えば、リノレン酸、例えば、α-リノレン酸(C18)及びγ-リノレン酸(C18)、ピノレン酸(C18)、エレオステアリン酸、例えば、α-エレオステアリン酸(C18)及びβ-エレオステアリン酸(C18)、ミード酸(C20)、ジホモ-γ-リノレン酸(C20)、エイコサトリエン酸(C20)等、テトラ不飽和脂肪酸、例えば、ステアリドン酸(C20)、アラキドン酸(C20)、エイコサテトラエン酸(C20)等、ペンタ不飽和脂肪酸、例えば、ボセオペンタエン酸(C18)、エイコサペンタエン酸(C20)等、並びにこれらの部分水素付加物が挙げられる。
ペンタエリトリトールと脂肪酸とのエステルとしては、酸化等により変性する可能性を考慮すると、飽和脂肪酸に由来する、ペンタエリトリトールと脂肪酸とのエステル、すなわち、ペンタエリトリトールと飽和脂肪酸とのエステルであることが好ましい。
また、ペンタエリトリトールと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、ジエステル、トリエステル又はテトラエステルであることが好ましく、トリエステル又はテトラエステルであることがより好ましく、そしてテトラエステルであることがさらに好ましい。
また、ペンタエリトリトールと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、ジエステル、トリエステル又はテトラエステルであることが好ましく、トリエステル又はテトラエステルであることがより好ましく、そしてテトラエステルであることがさらに好ましい。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪酸とのテトラエステルでは、ペンタエリトリトールと脂肪酸とのテトラエステルを構成する脂肪酸の炭素数の合計、すなわち、上記式(1)において、R1C、R2C、R3C及びR4C部分の炭素数の合計が、約15であることが好ましい(炭素数の合計が15の場合に、IOBが0.60となる)。
ペンタエリトリトールと脂肪酸とのテトラエステルでは、例えば、ペンタエリトリトールと、ヘキサン酸(C6)、ヘプタン酸(C7)、オクタン酸(C8)、例えば、2-エチルヘキサン酸(C8)、ノナン酸(C9)、デカン酸(C10)及び/又はドデカン酸(C12)とのテトラエステルが挙げられる。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪酸とのトリエステルでは、ペンタエリトリトールと脂肪酸とのトリエステルを構成する脂肪酸の炭素数の合計、すなわち、上記式(2)において、R1C、R2C及びR3C部分の炭素数の合計が、約19以上であることが好ましい(炭素数の合計が19の場合に、IOBが0.58となる)。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪酸とのジエステルでは、ペンタエリトリトールと脂肪酸とのジエステルを構成する脂肪酸の炭素数の合計、すなわち、上記式(3)において、R1C及びR2C部分の炭素数の合計が、約22以上であることが好ましい(炭素数の合計が22の場合に、IOBが0.59となる)。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪酸とのモノエステルでは、ペンタエリトリトールと脂肪酸とのモノエステルを構成する脂肪酸の炭素数、すなわち、上記式(4)において、R1C部分の炭素数が、約25以上であることが好ましい(炭素数が25の場合に、IOBが0.60となる)。
なお、IOBの計算に当たっては、二重結合、三重結合、iso分岐、及びtert分岐の影響は、考慮していない(以下、同様である)。
なお、IOBの計算に当たっては、二重結合、三重結合、iso分岐、及びtert分岐の影響は、考慮していない(以下、同様である)。
ペンタエリトリトールと脂肪酸とのエステルの市販品としては、ユニスター H-408BRS、H-2408BRS-22(混合品)等(以上、日油株式会社製)が挙げられる。
[(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル]
鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステルとしては、例えば、次の式(5):

のグリセリンと脂肪酸とのトリエステル、次の式(6):

のグリセリンと脂肪酸とのジエステル、及び次の式(7):

(式中、R5~R7は、それぞれ、鎖状炭化水素である)
のグリセリンと脂肪酸とのモノエステルが挙げられる。
鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステルとしては、例えば、次の式(5):
のグリセリンと脂肪酸とのモノエステルが挙げられる。
グリセリンと脂肪酸とのエステルを構成する脂肪酸(R5COOH、R6COOH及びR7COOH)としては、グリセリンと脂肪酸とのエステルが、動粘度、抱水率及び重量平均分子量の要件を満たすものであれば、特に制限されず、例えば、「(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル」において列挙される脂肪酸、すなわち、飽和脂肪酸及び不飽和脂肪酸が挙げられ、酸化等により変性する可能性を考慮すると、飽和脂肪酸に由来する、グリセリンと脂肪酸とのエステル、すなわち、グリセリンと飽和脂肪酸とのエステルであることが好ましい。
また、グリセリンと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、ジエステル又はトリエステルであることが好ましく、そしてトリエステルであることがより好ましい。
グリセリンと脂肪酸とのトリエステルは、トリグリセリドとも称され、例えば、グリセリンとオクタン酸(C8)とのトリエステル、グリセリンとデカン酸(C10)とのトリエステル、グリセリンとドデカン酸(C12)とのトリエステル、及びグリセリンと、2種又は3種の脂肪酸とのトリエステル、並びにこれらの混合物が挙げられる。
グリセリンと、2種以上の脂肪酸とのトリエステルとしては、例えば、グリセリンと、オクタン酸(C8)及びデカン酸(C10)とのトリエステル、グリセリンと、オクタン酸(C8)、デカン酸(C10)及びドデカン酸(C12)とのトリエステル、グリセリンと、オクタン酸(C8)、デカン酸(C10)、ドデカン酸(C12)、テトラデカン酸(C14)、ヘキサデカン酸(C16)及びオクタデカン酸(C18)とのトリエステル等が挙げられる。
融点を約45℃以下とする観点から考察すると、グリセリンと脂肪酸とのトリエステルは、グリセリンと脂肪酸とのトリエステルを構成する脂肪酸の炭素数の合計、すなわち、式(5)において、R5C、R6C及びR7C部分の炭素数の合計が、約40以下であることが好ましい。
IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪酸とのトリエステルでは、グリセリンと脂肪酸とのトリエステルを構成する脂肪酸の炭素数の合計、すなわち、式(5)において、R5C、R6C及びR7C部分の炭素数の合計が、約12以上であることが好ましい(炭素数の合計が12の場合に、IOBが0.60となる)。
グリセリンと脂肪酸とのトリエステルは、いわゆる、脂肪であり、人体を構成しうる成分であるため、安全性の観点から好ましい。
グリセリンと脂肪酸とのトリエステルは、いわゆる、脂肪であり、人体を構成しうる成分であるため、安全性の観点から好ましい。
グリセリンと脂肪酸とのトリエステルの市販品としては、トリヤシ油脂肪酸グリセリド、NA36、パナセート800、パナセート800B及びパナセート810S、並びにトリC2L油脂肪酸グリセリド及びトリCL油脂肪酸グリセリド(以上、日油株式会社製)等が挙げられる。
グリセリンと脂肪酸とのジエステルは、ジグリセリドとも称され、例えば、グリセリンとデカン酸(C10)とのジエステル、グリセリンとドデカン酸(C12)とのジエステル、グリセリンとヘキサデカン酸(C16)とのジエステル、及びグリセリンと、2種の脂肪酸とのジエステル、並びにこれらの混合物が挙げられる。
IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪酸とのジエステルでは、グリセリンと脂肪酸とのジエステルを構成する脂肪酸の炭素数の合計、すなわち、式(6)において、R5C及びR6C部分の炭素数の合計が、約16以上であることが好ましい(炭素数の合計が16の場合にIOBが0.58となる)。
グリセリンと脂肪酸とのモノエステルは、モノグリセリドとも称され、例えば、グリセリンのオクタデカン酸(C18)モノエステル、グリセリンのドコサン酸(C22)モノエステル等が挙げられる。
IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪酸とのモノエステルでは、グリセリンと脂肪酸とのモノエステルを構成する脂肪酸の炭素数、すなわち、式(7)において、R5C部分の炭素数が、約19以上であることが好ましい(炭素数が19の場合に、IOBが0.59となる)。
[(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステル]
鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステルとしては、例えば、C2~C6の鎖状炭化水素ジオール、例えば、C2~C6のグリコール、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンチレングリコール又はヘキシレングリコールと、脂肪酸とのモノエステル又はジエステルが挙げられる。
鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステルとしては、例えば、C2~C6の鎖状炭化水素ジオール、例えば、C2~C6のグリコール、例えば、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンチレングリコール又はヘキシレングリコールと、脂肪酸とのモノエステル又はジエステルが挙げられる。
具体的には、鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステルとしては、例えば、次の式(8):
R8COOCkH2kOCOR9 (8)
(式中、kは、2~6の整数であり、そしてR8及びR9は、それぞれ、鎖状炭化水素である)
のC2~C6グリコールと脂肪酸とのジエステル、及び次の式(9):
R8COOCkH2kOH (9)
(式中、kは、2~6の整数であり、そしてR8は、鎖状炭化水素である)
のC2~C6グリコールと脂肪酸とのモノエステルが挙げられる。
R8COOCkH2kOCOR9 (8)
(式中、kは、2~6の整数であり、そしてR8及びR9は、それぞれ、鎖状炭化水素である)
のC2~C6グリコールと脂肪酸とのジエステル、及び次の式(9):
R8COOCkH2kOH (9)
(式中、kは、2~6の整数であり、そしてR8は、鎖状炭化水素である)
のC2~C6グリコールと脂肪酸とのモノエステルが挙げられる。
C2~C6グリコールと脂肪酸とのエステルにおいて、エステル化すべき脂肪酸(式(8)及び式(9)において、R8COOH及びR9COOHに相当する)としては、C2~C6グリコールと脂肪酸とのエステルが、動粘度、抱水率及び重量平均分子量の要件を満たすものであれば、特に制限されず、例えば、「(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル」において列挙されている脂肪酸、すなわち、飽和脂肪酸及び不飽和脂肪酸が挙げられ、酸化等により変性する可能性を考慮すると、飽和脂肪酸が好ましい。
IOBを約0.00~約0.60とする観点から考察すると、式(8)に示されるブチレングリコール(k=4)と脂肪酸とのジエステルでは、R8C及びR9C部分の炭素数の合計が、約6以上であることが好ましい(炭素数の合計が6の場合に、IOBが0.60となる)。
IOBを約0.00~約0.60とする観点から考察すると、式(9)に示されるエチレングリコール(k=2)と脂肪酸とのモノエステルでは、R8C部分の炭素数が、約12以上であることが好ましい(炭素数が12の場合に、IOBが0.57となる)。
C2~C6グリコールと脂肪酸とのエステルとしては、酸化等により変性する可能性を考慮すると、飽和脂肪酸に由来する、C2~C6グリコールと脂肪酸とのエステル、すわなち、C2~C6グリコールと飽和脂肪酸とのエステルであることが好ましい。
また、C2~C6グリコールと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、炭素数の大きいグリコールに由来する、グリコールと脂肪酸とのエステル、例えば、ブチレングリコール、ペンチレングリコール又はヘキシレングリコールに由来するグリコールと脂肪酸とのエステルであることが好ましい。
さらに、C2~C6グリコールと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、ジエステルであることが好ましい。
C2~C6グリコールと脂肪酸とのエステルの市販品としては、例えば、コムポールBL、コムポールBS(以上、日油株式会社製)等が挙げられる。
さらに、C2~C6グリコールと脂肪酸とのエステルとしては、抱水率の値を小さくする観点から、ジエステルであることが好ましい。
C2~C6グリコールと脂肪酸とのエステルの市販品としては、例えば、コムポールBL、コムポールBS(以上、日油株式会社製)等が挙げられる。
[(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル]
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル(以下、「化合物(B)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのヒドロキシル基がエーテル化されていなくともよい。
(B) (B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル(以下、「化合物(B)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのヒドロキシル基がエーテル化されていなくともよい。
(B1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物(以下、「化合物(B1)」と称する場合がある)としては、「化合物(A)」において化合物(A1)として列挙されるもの、例えば、ペンタエリトリトール、グリセリン、及びグリコールが挙げられる。
(B2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物(以下、「化合物(B2)」と称する場合がある)としては、例えば、炭化水素の1個の水素原子が、1個のヒドロキシル基(-OH)で置換された化合物、例えば、脂肪族1価アルコール、例えば、飽和脂肪族1価アルコール及び不飽和脂肪族1価アルコールが挙げられる。
飽和脂肪族1価アルコールとしては、例えば、C1~C20の飽和脂肪族1価アルコール、例えば、メチルアルコール(C1)(C1は、炭素数を示す、以下同じ)、エチルアルコール(C2)、プロピルアルコール(C3)及びその異性体、例えば、イソプロピルアルコール(C3)、ブチルアルコール(C4)及びその異性体、例えば、sec-ブチルアルコール(C4)及びtert-ブチルアルコール(C4)、ペンチルアルコール(C5)、ヘキシルアルコール(C6)、ヘプチルアルコール(C7)、オクチルアルコール(C8)及びその異性体、例えば、2-エチルヘキシルアルコール(C8)、ノニルアルコール(C9)、デシルアルコール(C10)、ドデシルアルコール(C12)、テトラデシルアルコール(C14)、ヘキサデシルアルコール(C16)、へプラデシルアルコール(C17)、オクタデシルアルコール(C18)、及びエイコシルアルコール(C20)、並びに列挙されていないこれらの異性体が挙げられる。
不飽和脂肪族1価アルコールとしては、飽和脂肪族1価アルコールのC-C単結合の1つを、C=C二重結合で置換したもの、例えば、オレイルアルコールが挙げられ、例えば、新日本理化株式会社から、リカコールシリーズ及びアンジェコオールシリーズの名称で市販されている。
化合物(B)としては、例えば、(b1)鎖状炭化水素テトラオールと少なくとも1の脂肪族1価アルコールとのエーテル、例えば、モノエーテル、ジエーテル、トリエーテル及びテトラエーテル、好ましくはジエーテル、トリエーテル及びテトラエーテル、より好ましくはトリエーテル及びテトラエーテル、そしてさらに好ましくはテトラエーテル、(b2)鎖状炭化水素トリオールと少なくとも1の脂肪族1価アルコールとのエーテル、例えば、モノエーテル、ジエーテル及びトリエーテル、好ましくはジエーテル及びトリエーテル、そしてより好ましくはトリエーテル、並びに(b3)鎖状炭化水素ジオールと少なくとも1の脂肪族1価アルコールとのエーテル、例えば、モノエーテル及びジエーテル、そして好ましくはジエーテルが挙げられる。
鎖状炭化水素テトラオールと少なくとも1の脂肪族1価アルコールとのエーテルとしては、例えば、次の式(10)~(13):

(式中、R10~R13は、それぞれ、鎖状炭化水素である。)
の、ペンタエリトリトールと脂肪族1価アルコールとのテトラエーテル、トリエーテル、ジエーテル及びモノエーテルが挙げられる。
の、ペンタエリトリトールと脂肪族1価アルコールとのテトラエーテル、トリエーテル、ジエーテル及びモノエーテルが挙げられる。
鎖状炭化水素トリオールと少なくとも1の脂肪族1価アルコールとのエーテルとしては、例えば、次の式(14)~(16):

(式中、R14~R16は、それぞれ、鎖状炭化水素である。)
の、グリセリンと脂肪族1価アルコールとのトリエーテル、ジエーテル及びモノエーテルが挙げられる。
の、グリセリンと脂肪族1価アルコールとのトリエーテル、ジエーテル及びモノエーテルが挙げられる。
鎖状炭化水素ジオールと少なくとも1の脂肪族1価アルコールとのエーテルとしては、次の式(17):
R17OCnH2nOR18 (17)
(式中、nは、2~6の整数であり、そしてR17及びR18は、それぞれ、鎖状炭化水素である)
のC2~C6グリコールと脂肪族1価アルコールとのジエーテル、及び次の式(18):
R17OCnH2nOH (18)
(式中、nは、2~6の整数であり、そしてR17は、鎖状炭化水素である)
のC2~C6グリコールと脂肪族1価アルコールとのモノエーテルが挙げられる。
R17OCnH2nOR18 (17)
(式中、nは、2~6の整数であり、そしてR17及びR18は、それぞれ、鎖状炭化水素である)
のC2~C6グリコールと脂肪族1価アルコールとのジエーテル、及び次の式(18):
R17OCnH2nOH (18)
(式中、nは、2~6の整数であり、そしてR17は、鎖状炭化水素である)
のC2~C6グリコールと脂肪族1価アルコールとのモノエーテルが挙げられる。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪族1価アルコールとのテトラエーテルでは、ペンタエリトリトールと脂肪族1価アルコールとのテトラエーテルを構成する脂肪族1価アルコールの炭素数の合計、すなわち、上記式(10)において、R10、R11、R12及びR13部分の炭素数の合計が、約4以上であることが好ましい(炭素数の合計が4の場合に、IOBが0.44となる)。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪族1価アルコールとのトリエーテルでは、ペンタエリトリトールと脂肪族1価アルコールとのトリエーテルを構成する脂肪族1価アルコールの炭素数の合計、すなわち、上記式(11)において、R10、R11及びR12部分の炭素数の合計が、約9以上であることが好ましい(炭素数の合計が9の場合に、IOBが0.57となる)。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪族1価アルコールとのジエーテルでは、ペンタエリトリトールと脂肪族1価アルコールとのジエーテルを構成する脂肪族1価アルコールの炭素数の合計、すなわち、上記式(12)において、R10及びR11部分の炭素数の合計が、約15以上であることが好ましい(炭素数の合計が15の場合に、IOBが0.60となる)。
IOBを約0.00~約0.60とする観点から考察すると、ペンタエリトリトールと脂肪族1価アルコールとのモノエーテルでは、ペンタエリトリトールと脂肪族1価アルコールとのモノエーテルを構成する脂肪族1価アルコールの炭素数、すなわち、上記式(13)において、R10部分の炭素数が、約22以上であることが好ましい(炭素数が22の場合に、IOBが0.59となる)。
また、IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪族1価アルコールとのトリエーテルでは、グリセリンと脂肪族1価アルコールとのトリエーテルを構成する脂肪族1価アルコールの炭素数の合計、すなわち、式(14)において、R14、R15及びR16部分の炭素数の合計が、約3以上であることが好ましい(炭素数の合計が3の場合に、IOBが0.50となる)。
IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪族1価アルコールとのジエーテルでは、グリセリンと脂肪族1価アルコールとのジエーテルを構成する脂肪族1価アルコールの炭素数の合計、すなわち、式(15)において、R14及びR15部分の炭素数の合計が、約9以上であることが好ましい(炭素数の合計が9の場合に、IOBが0.58となる)。
IOBを約0.00~約0.60とする観点から考察すると、グリセリンと脂肪族1価アルコールとのモノエーテルでは、グリセリンと脂肪族1価アルコールとのモノエーテルを構成する脂肪族1価アルコールの炭素数、すなわち、式(16)において、R14部分の炭素数が、約16以上であることが好ましい(炭素数が16の場合に、IOBが0.58となる)。
IOBを約0.00~約0.60とする観点から考察すると、式(17)に示されるブチレングリコール(n=4)と脂肪族1価アルコールとのジエーテルでは、R17及びR18部分の炭素数の合計が、約2以上であることが好ましい(炭素数の合計が2の場合に、IOBが0.33となる)。
また、IOBを約0.00~約0.60とする観点から考察すると、式(18)に示されるエチレングリコール(n=2)と脂肪族1価アルコールとのモノエーテルでは、R17部分の炭素数が、約8以上であることが好ましい(炭素数が8の場合に、IOBが0.60となる)。
また、IOBを約0.00~約0.60とする観点から考察すると、式(18)に示されるエチレングリコール(n=2)と脂肪族1価アルコールとのモノエーテルでは、R17部分の炭素数が、約8以上であることが好ましい(炭素数が8の場合に、IOBが0.60となる)。
化合物(B)としては、化合物(B1)と、化合物(B2)とを、酸触媒の存在下で、脱水縮合することにより生成することができる。
[(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル]
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル(以下、「化合物(C)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのカルボキシル基がエステル化されていなくともよい。
(C) (C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル(以下、「化合物(C)」と称する場合がある)は、上述の動粘度、抱水率及び重量平均分子量を有する限り、全てのカルボキシル基がエステル化されていなくともよい。
(C1)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸(以下、「化合物(C1)」と称する場合がある)としては、例えば、2~4個のカルボキシル基を有する鎖状炭化水素カルボン酸、例えば、鎖状炭化水素ジカルボン酸、例えば、アルカンジカルボン酸、例えば、エタン二酸、プロパン二酸、ブタン二酸、ペンタン二酸、ヘキサン二酸、ヘプタン二酸、オクタン二酸、ノナン二酸及びデカン二酸、鎖状炭化水素トリカルボン酸、例えば、アルカントリカルボン酸、例えば、プロパン三酸、ブタン三酸、ペンタン三酸、ヘキサン三酸、ヘプタン三酸、オクタン三酸、ノナン三酸及びデカン三酸、並びに鎖状炭化水素テトラカルボン酸、例えば、アルカンテトラカルボン酸、例えば、ブタン四酸、ペンタン四酸、ヘキサン四酸、ヘプタン四酸、オクタン四酸、ノナン四酸及びデカン四酸が挙げられる。
また、化合物(C1)には、2~4個のカルボキシル基を有する鎖状炭化水素ヒドロキシ酸、例えば、リンゴ酸、酒石酸、クエン酸、イソクエン酸等、2~4個のカルボキシル基を有する鎖状炭化水素アルコキシ酸、例えば、O-アセチルクエン酸、及び2~4個のカルボキシル基を有する鎖状炭化水素オキソ酸が含まれる。
(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物としては、「化合物(B)」の項で列挙されるもの、例えば、脂肪族1価アルコールが挙げられる。
(C2)鎖状炭化水素部分と、鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物としては、「化合物(B)」の項で列挙されるもの、例えば、脂肪族1価アルコールが挙げられる。
化合物(C)としては、(c1)4個のカルボキシル基を有する鎖状炭化水素テトラカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、例えば、モノエステル、ジエステル、トリエステル及びテトラエステル、好ましくはジエステル、トリエステル及びテトラエステル、より好ましくはトリエステル及びテトラエステル、そしてさらに好ましくはテトラエステル、(c2)3個のカルボキシル基を有する鎖状炭化水素トリカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、例えば、モノエステル、ジエステル及びトリエステル、好ましくはジエステル及びトリエステル、そしてより好ましくはトリエステル、並びに(c3)2個のカルボキシル基を有する鎖状炭化水素ジカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、例えば、モノエステル及びジエステル、好ましくはジエステルが挙げられる。
化合物(C)の例としては、アジピン酸ジオクチル、O-アセチルクエン酸トリブチル等が挙げられ、そして市販されている。
化合物(C)の例としては、アジピン酸ジオクチル、O-アセチルクエン酸トリブチル等が挙げられ、そして市販されている。
[(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物]
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物(以下、「化合物(D)」と称する場合がある)としては、(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル、(d2)ジアルキルケトン、(d3)脂肪酸と脂肪族1価アルコールとのエステル、及び(d4)ジアルキルカーボネートが挙げられる。
(D)鎖状炭化水素部分と、鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物(以下、「化合物(D)」と称する場合がある)としては、(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル、(d2)ジアルキルケトン、(d3)脂肪酸と脂肪族1価アルコールとのエステル、及び(d4)ジアルキルカーボネートが挙げられる。
[(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル]
脂肪族1価アルコールと脂肪族1価アルコールとのエーテルとしては、次の式(19):
R19OR20 (19)
(式中、R19及びR20は、それぞれ、鎖状炭化水素である)
を有する化合物が挙げられる。
脂肪族1価アルコールと脂肪族1価アルコールとのエーテルとしては、次の式(19):
R19OR20 (19)
(式中、R19及びR20は、それぞれ、鎖状炭化水素である)
を有する化合物が挙げられる。
エーテルを構成する脂肪族1価アルコール(式(19)において、R19OH及びR20OHに相当する)としては、エーテルが、上述の動粘度、抱水率及び重量平均分子量の要件を満たすものであれば、特に制限されず、例えば、「化合物(B)」の項で列挙される脂肪族1価アルコールが挙げられる。
[(d2)ジアルキルケトン]
ジアルキルケトンとしては、次の式(20):
R21COR22 (20)
(式中、R21及びR22は、それぞれ、アルキル基である)
を有する化合物が挙げられる。
ジアルキルケトンは、市販されている他、公知の方法、例えば、第二級アルコールを、クロム酸等で酸化することにより得ることができる。
ジアルキルケトンとしては、次の式(20):
R21COR22 (20)
(式中、R21及びR22は、それぞれ、アルキル基である)
を有する化合物が挙げられる。
ジアルキルケトンは、市販されている他、公知の方法、例えば、第二級アルコールを、クロム酸等で酸化することにより得ることができる。
[(d3)脂肪酸と脂肪族1価アルコールとのエステル]
脂肪酸と脂肪族1価アルコールとのエステルとしては、例えば、次の式(21):
R23COOR24 (21)
(式中、R23及びR24は、それぞれ、鎖状炭化水素である)
を有する化合物が挙げられる。
脂肪酸と脂肪族1価アルコールとのエステルとしては、例えば、次の式(21):
R23COOR24 (21)
(式中、R23及びR24は、それぞれ、鎖状炭化水素である)
を有する化合物が挙げられる。
エステルを構成する脂肪酸(式(21)において、R23COOHに相当する)としては、例えば、「(a1)鎖状炭化水素テトラオールと脂肪酸とのエステル」において列挙されている脂肪酸、すなわち、飽和脂肪酸又は不飽和脂肪酸が挙げられ、酸化等により変性する可能性を考慮すると、飽和脂肪酸が好ましい。エステルを構成する脂肪族1価アルコール(式(21)において、R24OHに相当する)としては、例えば、「化合物(B)」の項で列挙される脂肪族1価アルコールが挙げられる。
脂肪酸と脂肪族1価アルコールとのエステルの例としては、例えば、ドデカン酸(C12)と、ドデシルアルコール(C12)とのエステル、テトラデカン酸(C14)と、ドデシルアルコール(C12)とのエステル等が挙げられ、脂肪酸と脂肪族1価アルコールとのエステルの市販品としては、例えば、エレクトールWE20、及びエレクトールWE40(以上、日油株式会社製)が挙げられる。
[(d4)ジアルキルカーボネート]
ジアルキルカーボネートとしては、次の式(22):
R25OC(=O)OR26 (22)
(式中、R25及びR26は、それぞれ、アルキル基である)
を有する化合物が挙げられる。
ジアルキルカーボネートは、市販されている他、ホスゲンとアルコールとの反応、塩化ギ酸エステルとアルコール又はアルコラートとの反応、及び炭酸銀とヨウ化アルキルとの反応により合成することができる。
ジアルキルカーボネートとしては、次の式(22):
R25OC(=O)OR26 (22)
(式中、R25及びR26は、それぞれ、アルキル基である)
を有する化合物が挙げられる。
ジアルキルカーボネートは、市販されている他、ホスゲンとアルコールとの反応、塩化ギ酸エステルとアルコール又はアルコラートとの反応、及び炭酸銀とヨウ化アルキルとの反応により合成することができる。
抱水率、蒸気圧等の観点から考察すると、(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル、(d2)ジアルキルケトン、(d3)脂肪酸と脂肪族1価アルコールとのエステル、及び(d4)ジアルキルカーボネートでは、重量平均分子量が約100以上であることが好ましく、そして約200以上であることがより好ましい。
なお、(d2)ジアルキルケトンにおいて、炭素数の合計が約8の場合、例えば、5-ノナノンでは、融点は約-50℃であり、蒸気圧は20℃で約230Paである。
なお、(d2)ジアルキルケトンにおいて、炭素数の合計が約8の場合、例えば、5-ノナノンでは、融点は約-50℃であり、蒸気圧は20℃で約230Paである。
[(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル]
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル(以下、化合物(E)と称する場合がある)としては、(e1)ポリオキシC3~C6アルキレングリコール、(e2)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステル、(e3)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルが挙げられる。以下、説明する。
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル(以下、化合物(E)と称する場合がある)としては、(e1)ポリオキシC3~C6アルキレングリコール、(e2)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステル、(e3)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルが挙げられる。以下、説明する。
[(e1)ポリオキシC3~C6アルキレングリコール]
ポリオキシC3~C6アルキレングリコールは、i)オキシC3~C6アルキレン骨格、すなわち、オキシプロピレン骨格、オキシブチレン骨格、オキシペンチレン骨格、及びオキシヘキシレン骨格から成る群から選択されるいずれか1種の骨格を有し且つ両末端にヒドロキシ基を有するホモポリマー、ii)上記群から選択される2種以上の骨格を有し且つ両末端にヒドロキシ基を有するブロックコポリマー、又はiii)上記群から選択される2種以上の骨格を有し且つ両末端にヒドロキシ基を有するランダムコポリマーを意味する。
ポリオキシC3~C6アルキレングリコールは、i)オキシC3~C6アルキレン骨格、すなわち、オキシプロピレン骨格、オキシブチレン骨格、オキシペンチレン骨格、及びオキシヘキシレン骨格から成る群から選択されるいずれか1種の骨格を有し且つ両末端にヒドロキシ基を有するホモポリマー、ii)上記群から選択される2種以上の骨格を有し且つ両末端にヒドロキシ基を有するブロックコポリマー、又はiii)上記群から選択される2種以上の骨格を有し且つ両末端にヒドロキシ基を有するランダムコポリマーを意味する。
ポリオキシC3~C6アルキレングリコールは、次の式(23):
HO-(CmH2mO)n-H (23)
(式中、mは3~6の整数である)
により表わされる。
HO-(CmH2mO)n-H (23)
(式中、mは3~6の整数である)
により表わされる。
本発明者が確認したところ、ポリプロピレングリコール(式(23)において、m=3のホモポリマーに相当する)では、重量平均分子量が約1,000未満の場合には、抱水率の要件を満たさないことが見いだされた。従って、血液滑性付与剤の範囲に、ポリプロピレングリコールのホモポリマーは含まれず、プロピレングリコールは、他のグリコールとのコポリマー又はランダムポリマーとして、(e1)ポリオキシC3~C6アルキレングリコールに含まれるべきである。
なお、本発明者が確認したところ、ポリエチレングリコール(式(23)において、m=2のホモポリマーに相当する)では、重量平均分子量が1,000未満では、動粘度及び抱水率の要件を満たし得ないことが示唆された。
IOBを約0.00~約0.60とする観点から考察すると、例えば、式(23)がポリブチレングリコール(m=4のホモポリマー)である場合には、n≧約7であることが好ましい(n=7の場合に、IOBが0.57となる)。
ポリC3~C6アルキレングリコールの市販品としては、例えば、ユニオール(商標)PB-500及びPB-700(以上、日油株式会社製)が挙げられる。
[(e2)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステル]
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステルとしては、「(e1)ポリオキシC3~C6アルキレングリコール」の項で説明したポリオキシC3~C6アルキレングリコールのOH末端の一方又は両方が、脂肪酸によりエステル化されているもの、すなわち、モノエステル及びジエステルが挙げられる。
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステルとしては、「(e1)ポリオキシC3~C6アルキレングリコール」の項で説明したポリオキシC3~C6アルキレングリコールのOH末端の一方又は両方が、脂肪酸によりエステル化されているもの、すなわち、モノエステル及びジエステルが挙げられる。
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステルにおいて、エステル化すべき脂肪酸としては、例えば、「(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル」において列挙されている脂肪酸、すなわち、飽和脂肪酸又は不飽和脂肪酸が挙げられ、酸化等により変性する可能性を考慮すると、飽和脂肪酸が好ましい。
[(e3)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテル]
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルとしては、「(e1)ポリオキシC3~C6アルキレングリコール」の項で説明したポリオキシC3~C6アルキレングリコールのOH末端の一方又は両方が、脂肪族1価アルコールによりエーテル化されているもの、すなわち、モノエーテル及びジエーテルが挙げられる。
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルにおいて、エーテル化すべき脂肪族1価アルコールとしては、例えば、「化合物(B)」の項で列挙されている脂肪族1価アルコールが挙げられる。
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルとしては、「(e1)ポリオキシC3~C6アルキレングリコール」の項で説明したポリオキシC3~C6アルキレングリコールのOH末端の一方又は両方が、脂肪族1価アルコールによりエーテル化されているもの、すなわち、モノエーテル及びジエーテルが挙げられる。
ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテルにおいて、エーテル化すべき脂肪族1価アルコールとしては、例えば、「化合物(B)」の項で列挙されている脂肪族1価アルコールが挙げられる。
[(F)鎖状炭化水素]
鎖状炭化水素としては、例えば、(f1)鎖状アルカン、例えば、直鎖アルカン及び分岐鎖アルカンが挙げられる。直鎖アルカンは、融点が約45℃以下の場合には、炭素数が約22以下となり、そして蒸気圧が1気圧及び25℃で約0.01Pa以下である場合には、炭素数が約13以上となる。分岐鎖アルカンは、直鎖アルカンよりも、同一炭素数において融点が低い傾向がある。従って、分岐鎖アルカンは、融点が約45℃以下の場合でも、炭素数が22以上のものも含むことができる。
炭化水素の市販品としては、例えば、パールリーム6(日油株式会社)が挙げられる。
排泄口当接領域20のうち少なくとも凸部8には、血液滑性付与剤が単独で塗工されていてもよいし、血液滑性付与剤と、少なくとも1種の他の成分とを含有する血液滑性付与剤含有組成物が塗工されていてもよい。
鎖状炭化水素としては、例えば、(f1)鎖状アルカン、例えば、直鎖アルカン及び分岐鎖アルカンが挙げられる。直鎖アルカンは、融点が約45℃以下の場合には、炭素数が約22以下となり、そして蒸気圧が1気圧及び25℃で約0.01Pa以下である場合には、炭素数が約13以上となる。分岐鎖アルカンは、直鎖アルカンよりも、同一炭素数において融点が低い傾向がある。従って、分岐鎖アルカンは、融点が約45℃以下の場合でも、炭素数が22以上のものも含むことができる。
炭化水素の市販品としては、例えば、パールリーム6(日油株式会社)が挙げられる。
排泄口当接領域20のうち少なくとも凸部8には、血液滑性付与剤が単独で塗工されていてもよいし、血液滑性付与剤と、少なくとも1種の他の成分とを含有する血液滑性付与剤含有組成物が塗工されていてもよい。
以下、血液滑性付与剤含有組成物について説明する。なお、血液滑性付与剤含有組成物の塗工に関しては、血液滑性付与剤の塗工と同様であるので、説明を省略する。
[血液滑性付与剤含有組成物]
血液滑性付与剤含有組成物は、上述の血液滑性付与剤と、少なくとも1種の他の成分とを含有する。他の成分としては、血液滑性付与剤の作用効果を阻害しないものであれば特に制限されず、当業界で吸収性物品、特にトップシートに慣用的に適用されるものを使用することができる。
血液滑性付与剤含有組成物は、上述の血液滑性付与剤と、少なくとも1種の他の成分とを含有する。他の成分としては、血液滑性付与剤の作用効果を阻害しないものであれば特に制限されず、当業界で吸収性物品、特にトップシートに慣用的に適用されるものを使用することができる。
他の成分としては、例えば、シリコーンオイル、シリコーン、シリコーン系レジン等が挙げられる。
他の成分としては、例えば、酸化防止剤、例えば、BHT(2,6-ジ-t-ブチル-p-クレゾール)、BHA(ブチル化ヒドロキシアニソール)、没食子酸プロピル等が挙げられる。
他の成分としては、例えば、ビタミン、例えば、天然ビタミン又は合成ビタミンが挙げられる。ビタミンとしては、例えば、水溶性ビタミン、例えば、ビタミンB群、例えば、ビタミンB1,ビタミンB2,ビタミンB3,ビタミンB5,ビタミンB6,ビタミンB7,ビタミンB9,ビタミンB12等、ビタミンCが挙げられる。
ビタミンとしては、例えば、脂溶性ビタミン、例えば、ビタミンA群、ビタミンD群、ビタミンE群、およびビタミンK群等が挙げられる。ビタミンにはまた、それらの誘導体も含まれる。
他の成分としては、例えば、アミノ酸、例えば、アラニン、アルギニン、リジン、ヒスチジン、プロリン、ヒドロキシプロリン等、並びにペプチドが挙げられる。
他の成分としては、例えば、ゼオライト、例えば、天然ゼオライト、例えば、方沸石、菱沸石、輝沸石、ナトロライト、束沸石、及びソモソナイト、並びに、合成ゼオライトが挙げられる。
他の成分としては、例えば、コレステロール、ヒアルロン酸、レシチン、セラミド等が挙げられる。
他の成分としては、例えば、薬剤、例えば、皮膚収斂剤、抗ニキビ剤、抗シワ剤、抗セルライト剤、美白剤、抗菌剤、抗カビ剤等が挙げられる。
皮膚収斂剤としては、例えば、酸化亜鉛、硫酸アルミニウム、タンニン酸等、油溶性皮膚収斂剤、例えば、油溶性ポリフェノールが挙げられる。油溶性ポリフェノールとしては、天然の油溶性ポリフェノール、例えば、オオバクエキス、オトギリソウエキス、オドリコソウエキス、カモミラエキス、ゴボウエキス、サルビアエキス、シナノキエキス、セイヨウボダイジュエキス、シラカバエキス、スギナエキス、セージエキス、サルビアエキス、テウチグルミエキス、ハイビスカスエキス、ビワ葉エキス、ボダイジュエキス、ホップエキス、マロニエエキス、ヨクイニンエキス等が挙げられる。
抗ニキビ剤としては、例えば、サリチル酸、過酸化ベンゾイル、レゾルシノール、イオウ、エリスロマイシン、亜鉛等が挙げられる。
抗シワ剤としては、例えば、乳酸、サリチル酸、サリチル酸誘導体、グリコール酸、フィチン酸、リポ酸、リソフォスファチド酸が挙げられる。
抗セルライト剤としては、例えば、キサンチン化合物、例えば、アミノフィリン、カフェイン、テオフィリン、テオブロミン等が挙げられる。
美白剤としては、例えば、ナイアシンアミド、コウジ酸、アルブチン、グルコサミン及び誘導体、フィトステロール誘導体、アスコルビン酸及びその誘導体、並びにクワ抽出物及び胎盤抽出物が挙げられる。
他の成分としては、例えば、抗炎症成分、pH調整剤、抗菌剤、保湿剤、香料、色素、染料、顔料、植物抽出エキス等が挙げられる。
抗炎症成分としては、例えば、天然由来の抗炎症剤、例えば、ボタン、オオゴン、オトギリソウ、カモミール、甘草、モモノハ、ヨモギ、シソエキス等、合成抗炎症剤、例えば、アラントイン、グリチルリチン酸ジカリウム等が挙げられる。
pH調整剤としては、皮膚を弱酸性に保つためのもの、例えば、リンゴ酸、コハク酸、クエン酸、酒石酸、乳酸等が挙げられる。
顔料としては、例えば、酸化チタンが挙げられる。
血液滑性付与剤含有組成物は、血液滑性付与剤及び少なくとも1種の他の成分を、それぞれ、好ましくは約50~約99質量%及び約1~約50質量%、より好ましくは約60~約99質量%及び約1~約40質量%、さらに好ましくは約70~約99質量%及び約1~約30質量%、さらに一層好ましくは約80~約99質量%及び約1~約20質量%、さらに一層好ましくは約90~99質量%及び約1~約10質量%、さらに一層好ましくは約95~99質量%及び約1~約5質量%含む。血液滑性付与剤及び他の成分の作用効果の観点からである。
血液滑性付与剤含有組成物は、界面活性剤を、トップシート又はセカンドシートの親水化処理に由来する量以下で含むことが好ましい。より具体的には、血液滑性付与剤含有組成物は、界面活性剤を、好ましくは約0.0~約1.0g/m2、より好ましくは約0.0~約0.8g/m2、さらに好ましくは約0.1~約0.5g/m2、さらに一層好ましくは約0.1~約0.3g/m2の坪量の範囲で含む。
界面活性剤の量が増えると、経血がトップシートに残存しやすい傾向があるからである。なお、界面活性剤は、抱水率の値を有しない。水と混和するため、測定すべき物質の層が存在しないからである。
血液滑性付与剤含有組成物は、水を、好ましくは約0.0~約1.0g/m2、より好ましくは約0.0~約0.8g/m2、さらに好ましくは約0.1~約0.5g/m2、さらに一層好ましくは約0.1~約0.3g/m2の坪量の範囲で含む。水は、吸収性物品の吸収性能を低下させるため、少ないことが好ましい。
血液滑性付与剤含有組成物は、血液滑性付与剤と同様に、組成物として、40℃において、約0~約80mm2/sの動粘度を有することが好ましく、約1~約70mm2/sの動粘度を有することがより好ましく、約3~約60mm2/sの動粘度を有することがさらに好ましく、約5~約50mm2/sの動粘度を有することがさらに一層好ましく、約7~約45mm2/sの動粘度を有することがさらに一層好ましい。
血液滑性付与剤含有組成物の動粘度が約80mm2/sを超えると、粘性が高く、トップシートの肌当接面に到達した経血と共に、血液滑性付与剤組成物が吸収性物品の内部に滑落することが難しくなる傾向があるからである。
血液滑性付与剤含有組成物が、少なくとも1種の他の成分として血液滑性付与剤と混和する成分を含む場合には、その他の成分は、好ましくは約1,000未満の重量平均分子量を有し、より好ましくは約900未満の重量平均分子量を有する。重量平均分子量が約1,000以上であると、血液滑性付与剤含有組成物そのものにタック性が生じ、着用者に不快感を与える傾向があるからである。また、重量平均分子量が高くなると、血液滑性付与剤含有組成物の粘度が高くなる傾向があるため、加温により、血液滑性付与剤組成物の粘度を、塗布に適した粘度に下げることが難しくなり、その結果、血液滑性付与剤を、溶媒で希釈しなければならない場合も生じうる。
血液滑性付与剤含有組成物は、組成物として、約0.01~約4.0質量%の抱水率を有し、約0.02~約3.5質量%の抱水率を有することが好ましく、約0.03~約3.0質量%の抱水率を有することがより好ましく、約0.04~約2.5質量%の抱水率を有することがさらに好ましく、そして約0.05~約2.0質量%の抱水率を有することがさらに好ましい。
抱水率が低くなると、血液滑性付与剤組成物と、経血との親和性が低下し、トップシートの肌当接面に到達した経血が吸収性物品の内部に滑落しにくくなる傾向がある。
なお、血液滑性付与剤含有組成物が固形物を含む場合には、動粘度及び抱水率の測定において、それらを濾過により取り除くことが好ましい。
なお、血液滑性付与剤含有組成物が固形物を含む場合には、動粘度及び抱水率の測定において、それらを濾過により取り除くことが好ましい。
<試験例1>
以下に、本試験例で用いられた血液滑性付与剤を列挙する。
[(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル]
・ユニスター H-408BRS,日油株式会社製
テトラ2-エチルヘキサン酸ペンタエリトリトール,重量平均分子量:約640
・ユニスター H-2408BRS-22,日油株式会社製
テトラ2-エチルヘキサン酸ペンタエリトリトールと、ジ2-エチルヘキサン酸ネオペンチルグリコールとの混合物(58:42、重量比),重量平均分子量:約520
以下に、本試験例で用いられた血液滑性付与剤を列挙する。
[(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル]
・ユニスター H-408BRS,日油株式会社製
テトラ2-エチルヘキサン酸ペンタエリトリトール,重量平均分子量:約640
・ユニスター H-2408BRS-22,日油株式会社製
テトラ2-エチルヘキサン酸ペンタエリトリトールと、ジ2-エチルヘキサン酸ネオペンチルグリコールとの混合物(58:42、重量比),重量平均分子量:約520
[(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル]
・Cetiol SB45DEO,コグニスジャパン株式会社製
脂肪酸が、オレイン酸又はステアリル酸である、グリセリンと脂肪酸とのトリエステル
・SOY42,日油株式会社製
C14の脂肪酸:C16の脂肪酸:C18の脂肪酸:C20の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ0.2:11:88:0.8の質量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:880
・Cetiol SB45DEO,コグニスジャパン株式会社製
脂肪酸が、オレイン酸又はステアリル酸である、グリセリンと脂肪酸とのトリエステル
・SOY42,日油株式会社製
C14の脂肪酸:C16の脂肪酸:C18の脂肪酸:C20の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ0.2:11:88:0.8の質量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:880
・トリC2L油脂肪酸グリセリド,日油株式会社製
C8の脂肪酸:C10の脂肪酸:C12の脂肪酸がおおよそ37:7:56の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約570
・トリCL油脂肪酸グリセリド,日油株式会社製
C8の脂肪酸:C12の脂肪酸がおおよそ44:56の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約570
C8の脂肪酸:C10の脂肪酸:C12の脂肪酸がおおよそ37:7:56の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約570
・トリCL油脂肪酸グリセリド,日油株式会社製
C8の脂肪酸:C12の脂肪酸がおおよそ44:56の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約570
・パナセート810s,日油株式会社製
C8の脂肪酸:C10の脂肪酸がおおよそ85:15の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約480
・パナセート800,日油株式会社製
脂肪酸が全てオクタン酸(C8)である、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約470
C8の脂肪酸:C10の脂肪酸がおおよそ85:15の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約480
・パナセート800,日油株式会社製
脂肪酸が全てオクタン酸(C8)である、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約470
・パナセート800B,日油株式会社製
脂肪酸が全て2-エチルヘキサン酸(C8)である、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約470
・NA36,日油株式会社製
C16の脂肪酸:C18の脂肪酸:C20の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ5:92:3の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約880
脂肪酸が全て2-エチルヘキサン酸(C8)である、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約470
・NA36,日油株式会社製
C16の脂肪酸:C18の脂肪酸:C20の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ5:92:3の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:約880
・トリヤシ油脂肪酸グリセリド,日油株式会社製
C8の脂肪酸:C10の脂肪酸:C12の脂肪酸:C14の脂肪酸:C16の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ4:8:60:25:3の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:670
・カプリル酸ジグリセリド,日油株式会社製
脂肪酸がオクタン酸である、グリセリンと脂肪酸とのジエステル,重量平均分子量:340
C8の脂肪酸:C10の脂肪酸:C12の脂肪酸:C14の脂肪酸:C16の脂肪酸(飽和脂肪酸及び不飽和脂肪酸の両方を含む)がおおよそ4:8:60:25:3の重量比で含まれている、グリセリンと脂肪酸とのトリエステル,重量平均分子量:670
・カプリル酸ジグリセリド,日油株式会社製
脂肪酸がオクタン酸である、グリセリンと脂肪酸とのジエステル,重量平均分子量:340
[(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステル]
・ユニスター H-208BRS,日油株式会社製
ジ2-エチルヘキサン酸ネオペンチルグリコール,重量平均分子量:約360
・コムポールBL,日油株式会社製
ブチレングリコールのドデカン酸(C12)モノエステル,重量平均分子量:約270
・コムポールBS,日油株式会社製
ブチレングリコールのオクタデカン酸(C18)モノエステル,重量平均分子量:約350
・ユニスター H-208BRS,日油株式会社製
ジ2-エチルヘキサン酸ネオペンチルグリコール,重量平均分子量:約360
・コムポールBL,日油株式会社製
ブチレングリコールのドデカン酸(C12)モノエステル,重量平均分子量:約270
・コムポールBS,日油株式会社製
ブチレングリコールのオクタデカン酸(C18)モノエステル,重量平均分子量:約350
[(c2)3個のカルボキシル基を有する鎖状炭化水素トリカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル]
・O-アセチルクエン酸トリブチル,東京化成工業株式会社製
重量平均分子量:約400
・クエン酸トリブチル,東京化成工業株式会社製
重量平均分子量:約360
・O-アセチルクエン酸トリブチル,東京化成工業株式会社製
重量平均分子量:約400
・クエン酸トリブチル,東京化成工業株式会社製
重量平均分子量:約360
[(c3)2個のカルボキシル基を有する鎖状炭化水素ジカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル]
・アジピン酸ジオクチル,和光純薬工業製
重量平均分子量:約380
・アジピン酸ジオクチル,和光純薬工業製
重量平均分子量:約380
[(d3)脂肪酸と脂肪族1価アルコールとのエステル]
・エレクトールWE20,日油株式会社製
ドデカン酸(C12)と、ドデシルアルコール(C12)とのエステル,重量平均分子量:約360
・エレクトールWE40,日油株式会社製
テトラデカン酸(C14)と、ドデシルアルコール(C12)とのエステル,重量平均分子量:約390
・エレクトールWE20,日油株式会社製
ドデカン酸(C12)と、ドデシルアルコール(C12)とのエステル,重量平均分子量:約360
・エレクトールWE40,日油株式会社製
テトラデカン酸(C14)と、ドデシルアルコール(C12)とのエステル,重量平均分子量:約390
[(e1)ポリオキシC3~C6アルキレングリコール]
・ユニオールPB500,日油株式会社製
ポリブチレングリコール,重量平均分子量:約500
・ユニオールPB700,日油株式会社製
ポリオキシブチレンポリオキシプロピレングリコール,重量平均分子量:約700
・ユニオールPB500,日油株式会社製
ポリブチレングリコール,重量平均分子量:約500
・ユニオールPB700,日油株式会社製
ポリオキシブチレンポリオキシプロピレングリコール,重量平均分子量:約700
[(f1)鎖状アルカン]
・パールリーム6,日油株式会社製
流動イソパラフィン、イソブテン及びn-ブテンを共重合し、次いで水素を付加することにより生成された分岐鎖炭化水素、重合度:約5~約10,重量平均分子量:約330
・パールリーム6,日油株式会社製
流動イソパラフィン、イソブテン及びn-ブテンを共重合し、次いで水素を付加することにより生成された分岐鎖炭化水素、重合度:約5~約10,重量平均分子量:約330
[その他の材料]
・NA50,日油株式会社製
NA36に水素を付加し、原料である不飽和脂肪酸に由来する二重結合の比率を下げたグリセリンと脂肪酸とのトリエステル,重量平均分子量:約880
・(カプリル酸/カプリン酸)モノグリセリド,日油株式会社製
オクタン酸(C8)及びデカン酸(C10)がおおよそ85:15の重量比で含まれている、グリセリンと脂肪酸とのモノエステル,重量平均分子量:約220
・Monomuls 90-L2ラウリン酸モノグリセリド,コグニスジャパン株式会社製
・NA50,日油株式会社製
NA36に水素を付加し、原料である不飽和脂肪酸に由来する二重結合の比率を下げたグリセリンと脂肪酸とのトリエステル,重量平均分子量:約880
・(カプリル酸/カプリン酸)モノグリセリド,日油株式会社製
オクタン酸(C8)及びデカン酸(C10)がおおよそ85:15の重量比で含まれている、グリセリンと脂肪酸とのモノエステル,重量平均分子量:約220
・Monomuls 90-L2ラウリン酸モノグリセリド,コグニスジャパン株式会社製
・クエン酸イソプロピル,東京化成工業株式会社製
重量平均分子量:約230
・リンゴ酸ジイソステアリル
重量平均分子量:約640
・ユニオールPB1000R,日油株式会社製
ポリブチレングリコール,重量平均分子量:約1,000
・ユニオールD-250,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約250
重量平均分子量:約230
・リンゴ酸ジイソステアリル
重量平均分子量:約640
・ユニオールPB1000R,日油株式会社製
ポリブチレングリコール,重量平均分子量:約1,000
・ユニオールD-250,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約250
・ユニオールD-400,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約400
・ユニオールD-700,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約700
・ユニオールD-1000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約1,000
・ユニオールD-1200,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約1,160
ポリプロピレングリコール,重量平均分子量:約400
・ユニオールD-700,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約700
・ユニオールD-1000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約1,000
・ユニオールD-1200,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約1,160
・ユニオールD-2000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約2,030
・ユニオールD-3000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約3,000
・ユニオールD-4000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約4,000
ポリプロピレングリコール,重量平均分子量:約2,030
・ユニオールD-3000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約3,000
・ユニオールD-4000,日油株式会社製
ポリプロピレングリコール,重量平均分子量:約4,000
・PEG1500,日油株式会社製
ポリエチレングリコール,重量平均分子量:約1,500~約1,600
・ウィルブライトcp9,日油株式会社製
ポリブチレングリコールの両末端のOH基が、ヘキサデカン酸(C16)によりエステル化された化合物,重量平均分子量:約1,150
・ユニルーブMS-70K,日油株式会社製
ポリプロピレングリコールのステアリルエーテル,約15の繰返し単位,重量平均分子量:約1,140
ポリエチレングリコール,重量平均分子量:約1,500~約1,600
・ウィルブライトcp9,日油株式会社製
ポリブチレングリコールの両末端のOH基が、ヘキサデカン酸(C16)によりエステル化された化合物,重量平均分子量:約1,150
・ユニルーブMS-70K,日油株式会社製
ポリプロピレングリコールのステアリルエーテル,約15の繰返し単位,重量平均分子量:約1,140
・ノニオンS-6,日油株式会社製
ポリオキシエチレンモノステアレート、約7の繰返し単位、重量平均分子量:約880
・ユニルーブ5TP-300KB
ペンタエリトリトール1モルに、エチレンオキシド5モルと、プロピレンオキシド65モルとを付加させることにより生成した、ポリオキシエチレンポリオキシプロピレンペンタエリスリトールエーテル,重量平均分子量:4,130
ポリオキシエチレンモノステアレート、約7の繰返し単位、重量平均分子量:約880
・ユニルーブ5TP-300KB
ペンタエリトリトール1モルに、エチレンオキシド5モルと、プロピレンオキシド65モルとを付加させることにより生成した、ポリオキシエチレンポリオキシプロピレンペンタエリスリトールエーテル,重量平均分子量:4,130
・ウィルブライトs753,日油株式会社製
ポリオキシエチレンポリオキシプロピレンポリオキシブチレングリセリン,重量平均分子量:約960
・ユニオール TG-330,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約6の繰返し単位,重量平均分子量:約330
ポリオキシエチレンポリオキシプロピレンポリオキシブチレングリセリン,重量平均分子量:約960
・ユニオール TG-330,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約6の繰返し単位,重量平均分子量:約330
・ユニオール TG-1000,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約1,000
・ユニオール TG-3000,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約3,000
・ユニオール TG-4000,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約4,000
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約1,000
・ユニオール TG-3000,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約3,000
・ユニオール TG-4000,日油株式会社製
ポリプロピレングリコールのグリセリルエーテル,約16の繰返し単位,重量平均分子量:約4,000
・ユニルーブ DGP-700,日油株式会社製
ポリプロピレングリコールのジグリセリルエーテル,約9の繰返し単位,重量平均分子量:約700
・ユニオックスHC60,日油株式会社製
ポリオキシエチレン硬化ヒマシ油,重量平均分子量:約3,570
・ワセリン,コグニスジャパン株式会社製
石油に由来する炭化水素、半固形
ポリプロピレングリコールのジグリセリルエーテル,約9の繰返し単位,重量平均分子量:約700
・ユニオックスHC60,日油株式会社製
ポリオキシエチレン硬化ヒマシ油,重量平均分子量:約3,570
・ワセリン,コグニスジャパン株式会社製
石油に由来する炭化水素、半固形
<試験例2>
[大量の血液を吸収した際の経血の表面残存率A]
生理用ナプキンが一度に大量の血液を吸収した場合の吸収性を評価する実験を行った。
親水剤で処理されたエアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:35g/m2)から形成されたトップシートと、エアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:30g/m2)から形成されたセカンドシートと、パルプ(坪量:150~450g/m2、中央部ほど多い)、アクリル系高吸収ポリマー(坪量:15g/m2)及びコアラップとしてのティッシュを含む吸収体と、撥水剤処理されたサイドシートと、ポリエチレンフィルムから成るバックシートとを準備した。
[大量の血液を吸収した際の経血の表面残存率A]
生理用ナプキンが一度に大量の血液を吸収した場合の吸収性を評価する実験を行った。
親水剤で処理されたエアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:35g/m2)から形成されたトップシートと、エアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:30g/m2)から形成されたセカンドシートと、パルプ(坪量:150~450g/m2、中央部ほど多い)、アクリル系高吸収ポリマー(坪量:15g/m2)及びコアラップとしてのティッシュを含む吸収体と、撥水剤処理されたサイドシートと、ポリエチレンフィルムから成るバックシートとを準備した。
上記トップシートは、特開2008-2034号公報に記載の方法に従って製造された、畝溝構造を有するトップシートであり、畝部の厚みが約1.5mmであり、溝部の厚みが約0.4mmであり、畝溝構造のピッチ(畝部の幅+溝部の幅)が約4mmであり、そして溝部には、開孔率約15%の開孔部が形成されていた。
血液滑性付与剤として、ユニスター H-408BRS(日油株式会社製、ペンタエリトリトールと脂肪酸とのテトラエステル)を選択し、室温において、コントロールシームHMAガンから、上記トップシートの肌当接面(畝溝面)に、5.0g/m2の坪量で塗工した。電子顕微鏡で確認したところ、H-408BRSは、微粒子状で、繊維の表面に付着していた。
次いで、バックシート、吸収体、セカンドシート、そして畝溝面を上にしてトップシートを順に重ね合わせることにより、生理用ナプキンNo.1-1を形成した。
次いで、バックシート、吸収体、セカンドシート、そして畝溝面を上にしてトップシートを順に重ね合わせることにより、生理用ナプキンNo.1-1を形成した。
血液滑性付与剤を、ユニスター H-408BRSから、表2に示されるものに変更して、生理用ナプキンNo.1-2~No.1-49を製造した。なお、血液滑性付与剤が室温で液体である場合には、そのまま、そして血液滑性付与剤が室温で固体である場合には、融点+20℃まで加熱し、次いで、コントロールシームHMAガンを用いて、血液滑性付与剤を微粒化し、トップシートの肌当接面に、坪量がおおよそ5g/m2となるように塗工した。
また、血液滑性付与剤は、トップシートの肌当接面のほぼ全面に、そして畝部及び溝部の両方に塗工された。
また、血液滑性付与剤は、トップシートの肌当接面のほぼ全面に、そして畝部及び溝部の両方に塗工された。
[試験方法]
トップシートの質量:W2(g)(試験前のトップシートの質量)を測定した後、吸収性物品の長手方向及び幅方向の中央部且つトップシートの上に、穴の開いたアクリル板(200mm×100mm,125g,中央に、40mm×10mmの穴が開いている)を置き、上記穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(以下、「EDTA」と称する)が添加されたもの)4.0gを、ピペットを用いて滴下した。
トップシートの質量:W2(g)(試験前のトップシートの質量)を測定した後、吸収性物品の長手方向及び幅方向の中央部且つトップシートの上に、穴の開いたアクリル板(200mm×100mm,125g,中央に、40mm×10mmの穴が開いている)を置き、上記穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(以下、「EDTA」と称する)が添加されたもの)4.0gを、ピペットを用いて滴下した。
ウマEDTA血の滴下後、直ちに上記アクリル板を外し、トップシートを取出し、その質量:W3(g)(試験後のトップシートの質量)を測定し、以下の式に従って、「表面残存率A(質量%)」を算出した。
表面残存率A(質量%)
=100×[W3(g)-W2(g)]/4.0(g)
表面残存率A(質量%)
=100×[W3(g)-W2(g)]/4.0(g)
また、トップシートの肌当接面のタック性を、以下の基準に従って35℃で測定した。
○:タック性なし
△:若干のタック性有り
×:タック性有り
○:タック性なし
△:若干のタック性有り
×:タック性有り
各吸収性物品の表面残存率A、及びタック性、並びに各血液滑性付与剤の特性を、以下の表2に示す。また、図6に、トップシートがトリC2L油脂肪酸グリセリドを含む生理用ナプキンにおける、トップシートの肌当接面の電子顕微鏡写真を示す。


血液滑性付与剤を有しない生理用ナプキンNo.1-49では、表面残存率Aが7.5質量%であったが、動粘度及び抱水率が所定の範囲内にある生理用ナプキンNo.1-1~No.1-21では、表面残存率Aが2.5質量%以下であった。
生理用ナプキンNo.1-1~No.1-21では、トップシートの畝部に滴下されたウマEDTA血が、畝部から溝部へと滑落し、溝部から吸収体内部に迅速に吸収される様子が観察された。一方、血液滑性付与剤を有しない生理用ナプキンNo.1-49では、滴下したウマEDTA血は、溝部に滑落するのではなく、溝部にゆっくりと垂れ落ち、その多くがトップシートの畝部に残存した。また、抱水率が高い吸収性物品、例えば、No.1-30では、トップシートの畝部に滴下されたウマEDTA血は、溝部に滑落するのではなく、トップシートに一部残存しながらゆっくりと垂れ落ち、そして一部が畝部に残存した。
以上より、生理用ナプキンNo.1-1~No.1-21は、一度に大量の経血がトップシートに到達した際に、経血をトップシートから吸収体に迅速に移行させることができることが示唆される。
次に、No.1-1~1-49の生理用ナプキンを、複数のボランティアの被験者に着用してもらったところ、No.1-1~1-21の血液滑性付与剤を含む生理用ナプキンでは、経血を吸収した後であってもトップシートにべたつき感がなく、トップシートがサラサラしているとの回答が多かった。
本試験例では、特開2008-2034号公報に記載の方法に従って製造された畝溝構造を有するトップシートを使用したが、血液滑性付与剤は、別の方法で製造された畝溝構造を有するトップシートを使用する場合や、畝溝構造以外の凹凸構造を有するトップシートを使用する場合にも同様に血液滑落作用を発揮し、経血をトップシートから吸収体に迅速に移行させることができると考えられる(試験例8参照)。
<試験例3>
[少量の血液を吸収した際の経血の表面残存率B]
生理用ナプキンが少量の血液を吸収した場合の吸収性を評価する実験を行った。
親水剤で処理されたエアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:35g/m2)から形成されたトップシート(以下、「畝溝を有するトップシート」と称する場合がある)と、エアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:30g/m2)から形成されたセカンドシートと、パルプ(坪量:150~450g/m2、中央部ほど多い)、アクリル系高吸収ポリマー(坪量:15g/m2)及びコアラップとしてのティッシュを含む吸収体と、撥水剤処理されたサイドシートと、ポリエチレンフィルムから成るバックシートとを準備した。
[少量の血液を吸収した際の経血の表面残存率B]
生理用ナプキンが少量の血液を吸収した場合の吸収性を評価する実験を行った。
親水剤で処理されたエアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:35g/m2)から形成されたトップシート(以下、「畝溝を有するトップシート」と称する場合がある)と、エアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:30g/m2)から形成されたセカンドシートと、パルプ(坪量:150~450g/m2、中央部ほど多い)、アクリル系高吸収ポリマー(坪量:15g/m2)及びコアラップとしてのティッシュを含む吸収体と、撥水剤処理されたサイドシートと、ポリエチレンフィルムから成るバックシートとを準備した。
上記トップシートは、特開2008-2034号公報に記載の方法に従って製造された、畝溝構造を有するトップシートであり、畝部の厚みが約1.5mmであり、溝部の厚みが約0.4mmであり、畝溝構造のピッチ(畝部の幅+溝部の幅)が約4mmであり、そして溝部には、開孔率約15%の開孔部が形成されていた。
血液滑性付与剤として、ユニスター H-408BRS(日油株式会社製、ペンタエリトリトールと脂肪酸とのテトラエステル)を選択し、室温において、コントロールシームHMAガンから、上記トップシートの肌当接面(畝溝面)に、5.0g/m2の坪量で塗工した。電子顕微鏡で確認したところ、H-408BRSは、微粒子状で、繊維の表面に付着していた。
次いで、バックシート、吸収体、セカンドシート、そして畝溝面を上にしてトップシートを順に重ね合わせることにより、生理用ナプキンNo.2-1(i)を形成した。
次いで、バックシート、吸収体、セカンドシート、そして畝溝面を上にしてトップシートを順に重ね合わせることにより、生理用ナプキンNo.2-1(i)を形成した。
トップシートを、畝溝構造を有しないフラットな、親水剤で処理されたエアスルー不織布(ポリエステル及びポリエチレンテレフタレートから成る複合繊維、坪量:35g/m2)から形成されたトップシート(以下、「フラットなトップシート」と称する場合がある)に変更した以外は、生理用ナプキンNo.2-1(i)と同様にして、生理用ナプキンNo.2-1(ii)を形成した。
血液滑性付与剤を、ユニスター H-408BRSから、表3に示されるものに変更して、生理用ナプキンNo.2-2(i)~No.2-11(i)及びNo.2-2(ii)~No.2-11(ii)を製造した。なお、血液滑性付与剤が室温で液体である場合には、そのまま、そして血液滑性付与剤が室温で固体である場合には、融点+20℃まで加熱し、次いで、コントロールシームHMAガンを用いて、血液滑性付与剤を微粒化し、トップシートの肌当接面に、坪量がおおよそ5g/m2となるように塗工した。
また、血液滑性付与剤は、トップシートの肌当接面のほぼ全面に、そして畝溝構造を有するトップシートでは、畝部及び溝部の両方に塗工された。
また、血液滑性付与剤は、トップシートの肌当接面のほぼ全面に、そして畝溝構造を有するトップシートでは、畝部及び溝部の両方に塗工された。
[試験方法]
トップシートの質量:W4(g)(試験前のトップシートの質量)を測定した後、吸収性物品の長手方向及び幅方向の中央のトップシートの上に、37±1℃のウマEDTA血約0.25g(2滴)をピペットから滴下した。なお、畝溝を有するトップシートでは、畝部の頂部にウマEDTA血を滴下した。
トップシートの質量:W4(g)(試験前のトップシートの質量)を測定した後、吸収性物品の長手方向及び幅方向の中央のトップシートの上に、37±1℃のウマEDTA血約0.25g(2滴)をピペットから滴下した。なお、畝溝を有するトップシートでは、畝部の頂部にウマEDTA血を滴下した。
滴下から30秒後、トップシートを取出し、その質量:W5(g)(試験後のトップシートの質量)を測定し、以下の式に従って、「表面残存率B(質量%)」を算出した。
表面残存率B(質量%)
=100×(W5(g)-W4(g))/W6(g)
なお、W6(g)は、滴下前後のピペットの質量から算出した、滴下されたウマEDTA血の質量である。
結果を、下記表3に示す。
表面残存率B(質量%)
=100×(W5(g)-W4(g))/W6(g)
なお、W6(g)は、滴下前後のピペットの質量から算出した、滴下されたウマEDTA血の質量である。
結果を、下記表3に示す。

表3から、血液滑性付与剤がH-408BRS、パナセート810S、カプリン酸ジグリセリド、コムポールBL、O-アセチルクエン酸トリブチル、アジピン酸ジオクチル、エレクトールWE40、ユニオールPB500、及びパールリーム6である場合には、畝溝を有するトップシートにおいて、表面残存率Bが低いことがわかる。これは、所定の特性を有する血液滑性付与剤が、少量の血液を畝部から、溝部、及び吸収体に迅速に移行させたことを示唆していると思われる。
本試験例では、特開2008-2034号公報に記載の方法に従って製造された畝溝構造を有するトップシートを使用したが、血液滑性付与剤は、別の方法で製造された畝溝構造を有するトップシートを使用する場合や、畝溝構造以外の凹凸構造を有するトップシートを使用する場合にも同様に血液滑落作用を発揮し、経血をトップシートから吸収体に迅速に移行させることができると考えられる(試験例8参照)。
<試験例4>
[血液滑性付与剤を含む血液の粘性]
血液滑性付与剤を含む血液の粘性を、Rheometric Expansion System ARES(Rheometric Scientific,Inc)を用いて測定した。ウマ脱繊維血に、パナセート810sを2質量%添加し、軽く撹拌して試料を形成し、直径50mmのパラレルプレートに試料を載せ、ギャップを100μmとし、37±0.5℃で粘度を測定した。パラレルプレートゆえ、試料に均一なせん断速度はかかっていないが、機器に表示された平均せん断速度は、10s-1であった。
[血液滑性付与剤を含む血液の粘性]
血液滑性付与剤を含む血液の粘性を、Rheometric Expansion System ARES(Rheometric Scientific,Inc)を用いて測定した。ウマ脱繊維血に、パナセート810sを2質量%添加し、軽く撹拌して試料を形成し、直径50mmのパラレルプレートに試料を載せ、ギャップを100μmとし、37±0.5℃で粘度を測定した。パラレルプレートゆえ、試料に均一なせん断速度はかかっていないが、機器に表示された平均せん断速度は、10s-1であった。
パナセート810sを2質量%含むウマ脱繊維血の粘度は、5.9mPa・sであり、一方、血液滑性付与剤を含まないウマ脱繊維血の粘度は、50.4mPa・sであった。従って、パナセート810sを2質量%含むウマ脱繊維血は、血液滑性付与剤を含まない場合と比較して、約90%粘度を下げることが分かる。
血液は、血球等の成分を含み、チキソトロピーの性質を有することが知られているが、本開示の血液滑性付与剤は、低粘度域で、経血等の血液の粘度を下げる作用をも有すると考えられる。血液の粘度を下げることにより、吸収した経血を、トップシートから吸収体に速やかに移行しやすくなると考えられる。
<試験例5>
[血液滑性付与剤を含む血液の顕微鏡写真]
健常ボランティアの経血を、食品保護用ラップフィルム上に採取し、その一部に、10倍の質量のリン酸緩衝生理食塩水中に分散されたパナセート810sを、パナセート810sの濃度が1質量%となるように添加した。経血を、スライドグラスに適下し、カバーグラスをかけ、光学顕微鏡にて、赤血球の状態を観察した。血液滑性付与剤を含まない経血の顕微鏡写真を図7(a)に、そしてパナセート810sを含む経血の顕微鏡写真を図7(b)に示す。
[血液滑性付与剤を含む血液の顕微鏡写真]
健常ボランティアの経血を、食品保護用ラップフィルム上に採取し、その一部に、10倍の質量のリン酸緩衝生理食塩水中に分散されたパナセート810sを、パナセート810sの濃度が1質量%となるように添加した。経血を、スライドグラスに適下し、カバーグラスをかけ、光学顕微鏡にて、赤血球の状態を観察した。血液滑性付与剤を含まない経血の顕微鏡写真を図7(a)に、そしてパナセート810sを含む経血の顕微鏡写真を図7(b)に示す。
図7から、血液滑性付与剤を含まない経血では、赤血球が連銭等の集合塊を形成しているが、パナセート810sを含む経血では、赤血球が、それぞれ、安定に分散していることが分かる。従って、血液滑性付与剤は、血液の中で、赤血球を安定化させる働きをも有することが示唆される。
<試験例6>
[血液滑性付与剤を含む血液の表面張力]
血液滑性付与剤を含む血液の表面張力を、協和界面科学社製接触角計 Drop Master500を用い、ペンダントドロップ法にて測定した。表面張力は、ヒツジ脱繊維血に、所定の量の血液滑性付与剤を添加し、十分振とうした後に測定した。
測定は、機器が自動で行うが、表面張力γは、以下の式により求められる(図8を参照)。
[血液滑性付与剤を含む血液の表面張力]
血液滑性付与剤を含む血液の表面張力を、協和界面科学社製接触角計 Drop Master500を用い、ペンダントドロップ法にて測定した。表面張力は、ヒツジ脱繊維血に、所定の量の血液滑性付与剤を添加し、十分振とうした後に測定した。
測定は、機器が自動で行うが、表面張力γは、以下の式により求められる(図8を参照)。
γ=g×ρ×(de)2×1/H
g:重力定数
1/H:ds/deから求められる補正項
ρ:密度
de:最大直径
ds:滴下端よりdeだけ上がった位置での径
g:重力定数
1/H:ds/deから求められる補正項
ρ:密度
de:最大直径
ds:滴下端よりdeだけ上がった位置での径
密度ρは、JIS K 2249-1995の「密度試験方法及び密度・質量・容量換算表」の5.振動式密度試験方法に準拠し、下記表4に示される温度で測定した。
測定には、京都電子工業株式会社のDA-505を用いた。
結果を、下記表4に示す。
測定には、京都電子工業株式会社のDA-505を用いた。
結果を、下記表4に示す。

表4から、血液滑性付与剤は、血液の表面張力を下げる作用をも有することが分かる。
血液の表面張力を下げることにより、吸収した血液をトップシートの繊維間に保持せず、速やかに吸収体に移行させることができると考えられる。
血液の表面張力を下げることにより、吸収した血液をトップシートの繊維間に保持せず、速やかに吸収体に移行させることができると考えられる。
<試験例7>
(1)サンプルA1~C1,A2~C2の調製
3種類の市販の生理用ナプキンA~Cを準備した。
生理用ナプキンA(ユニ・チャーム社製「ソフィ肌おもい」)は、液体透過性層として、肌当接面に凹凸構造が形成されたトップシート(PET/HDPE芯鞘型複合繊維で構成されるエアスルー不織布,目付:35g/m2)と、トップシート及び吸収体の間に配置されたセカンドシート(PET/HDPE芯鞘型複合繊維繊維で構成されるエアスルー不織布,目付:38g/m2)とを有する。トップシートの肌当接面に形成されている凹凸構造は、特開2008-2034号公報に記載の方法に従って形成された畝溝構造であり、畝部の厚みは約1.5mm、溝部の厚みが約0.4mm、畝溝構造のピッチ(畝部の幅+溝部の幅)は約4mm、溝部に形成された開孔部の開孔率は約15%であった。
(1)サンプルA1~C1,A2~C2の調製
3種類の市販の生理用ナプキンA~Cを準備した。
生理用ナプキンA(ユニ・チャーム社製「ソフィ肌おもい」)は、液体透過性層として、肌当接面に凹凸構造が形成されたトップシート(PET/HDPE芯鞘型複合繊維で構成されるエアスルー不織布,目付:35g/m2)と、トップシート及び吸収体の間に配置されたセカンドシート(PET/HDPE芯鞘型複合繊維繊維で構成されるエアスルー不織布,目付:38g/m2)とを有する。トップシートの肌当接面に形成されている凹凸構造は、特開2008-2034号公報に記載の方法に従って形成された畝溝構造であり、畝部の厚みは約1.5mm、溝部の厚みが約0.4mm、畝溝構造のピッチ(畝部の幅+溝部の幅)は約4mm、溝部に形成された開孔部の開孔率は約15%であった。
生理用ナプキンBとして、花王株式会社製「ロリエ エフ」を使用した。なお、生理用ナプキン1は、液体透過性層として、肌当接面に凹凸構造が形成されているトップシートを有する。
生理用ナプキンCとして、花王株式会社製「ロリエ スピードプラス」を使用した。なお、生理用ナプキンCは、液体透過性層として、肌当接面に凹凸構造が形成されているトップシートを有する。
生理用ナプキンA~Cの肌当接面に血液滑性付与剤(トリグリセリド)を塗工し、サンプルA1~C1とした。一方、血液滑性付与剤を塗工していない生理用ナプキンA~CをサンプルA2~C2とした。血液滑性付与剤の塗工目付は、サンプルA1では10g/m2、サンプルB1では16g/m2、サンプルC1では57.6g/m2とした。
(2)リウェット量及び吸収体移行速度の測定
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に、40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に、40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。
2回目の血液の滴下後、直ちにアクリル板を外し、血液を滴下した場所に、ろ紙(アドバンテック東洋株式会社 定性濾紙 No.2,50mm×35mm)を置き、その上から、圧力が30g/cm2となるように重りを置いた。1分後、ろ紙を取出し、リウェット量(試験後のろ紙の重量-試験前のろ紙の重量)を算出した。
また、リウェット量の評価とは別に、2回目の血液の滴下後、血液が液体透過性層から吸収体に移行する時間を測定し、これを吸収体移行速度(ハケ速度)とした。吸収体移行速度は、液体透過性層に血液を投入してから、液体透過性層の表面及び内部に、血液の赤さが見られなくなるまでの時間である。
[結果]
サンプルA1のリウェット量は0.05g、吸収体移行速度は8秒であり、サンプルA2のリウェット量は1.06g、吸収体移行速度は60秒以上であった。
サンプルA1のリウェット量は0.05g、吸収体移行速度は8秒であり、サンプルA2のリウェット量は1.06g、吸収体移行速度は60秒以上であった。
サンプルB1のリウェット量は0.92g、吸収体移行速度は27秒であり、サンプルB2のリウェット量は1.47g、吸収体移行速度は60秒以上であった。
サンプルC1のリウェット量は0.61g、吸収体移行速度は28秒であり、サンプルC2のリウェット量は0.60g、吸収体移行速度は60秒以上であった。
サンプルA1では、サンプルA2と比較して、リウェット量が顕著に減少し、吸収体移行速度が顕著に増加した。したがって、サンプル1Aでは、血液滑性付与剤の作用効果が効果的に発揮されていると考えられる。
これに対して、サンプルB1では、サンプルB2と比較して、リウェット量が減少し、吸収体移行速度が増加したが、吸収体移行速度の増加の程度はサンプルA1ほど顕著ではなかった。したがって、サンプルB1では、サンプルA1と比較して、血液滑性付与剤の作用効果が効果的に発揮されていないと考えられる。
また、サンプルC1では、サンプルC2と比較して、吸収体移行速度が増加したが、吸収体移行速度の増加の程度はサンプルA1ほど顕著ではなかった。また、サンプルC1では、サンプルC2と比較して、リウェット量は変化しなかった。したがって、サンプルC1では、サンプルA1と比較して、血液滑性付与剤の作用効果が効果的に発揮されていないと考えられる。
そこで、サンプルB1,C1において、血液滑性付与剤の作用効果が効果的に発揮されていない原因を検討した。
サンプルA1は、液体透過性層のうち、上層(トップシート)の目付は35g/m2、厚みは0.8mmであり、下層(セカンドシート)の目付は38g/m2、厚みは0.7mmであるので、上層の密度は0.04g/cm3、下層の密度は0.06g/cm3である。
これに対して、サンプルB1は、液体透過性層のうち、上層の目付は30g/m2、厚みは0.9mmであり、下層の目付は38g/m2、厚みは0.3mmであるので、上層の密度は0.03g/cm3、下層の密度は0.15g/cm3である。
また、サンプルC1は、液体透過性層のうち、上層の目付は24.5g/m2、厚みは0.5mmであり、下層の目付は30g/m2、厚みは0.3mmであるので、上層の密度は0.05g/cm3、下層の密度は0.12g/cm3である。
上層の密度は、サンプルA1~C1間で有意な差はないが、下層の密度は、サンプルA1よりもサンプルB1,C1の方が有意に大きかった。このことから、血液滑性付与剤の作用効果は、上層及び下層の密度に影響されると考えられる。具体的には、下層の密度が上層の密度よりも大きく、下層の密度が0.1g/cm3以下であり、上層の密度が0.05g/cm3以下であると、血液滑性付与剤の作用効果を効果的に発揮させることができると考えられる。
<試験例8>
(1)サンプルD1,D2の調製
非熱収縮性繊維層(坪量:15g/m2)及び熱収縮性繊維層(坪量:15g/m2)をそれぞれ上層及び下層に有する積層シートを調製した。非熱収縮性繊維層は、PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)の含有量が100重量%であるウェブであり、熱収縮性繊維層(潜在捲縮性繊維層)は、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維(2.2dtex×51mm)の含有量が20重量%、PET/PE芯鞘型複合繊維(2.2dtex×51mm,芯に酸化チタン4%含有)の含有量が80重量%であるウェブである。なお、いずれの繊維も界面活性剤で親水化処理されている。
(1)サンプルD1,D2の調製
非熱収縮性繊維層(坪量:15g/m2)及び熱収縮性繊維層(坪量:15g/m2)をそれぞれ上層及び下層に有する積層シートを調製した。非熱収縮性繊維層は、PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)の含有量が100重量%であるウェブであり、熱収縮性繊維層(潜在捲縮性繊維層)は、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維(2.2dtex×51mm)の含有量が20重量%、PET/PE芯鞘型複合繊維(2.2dtex×51mm,芯に酸化チタン4%含有)の含有量が80重量%であるウェブである。なお、いずれの繊維も界面活性剤で親水化処理されている。
積層シートを、非熱収縮性繊維層側からヒートエンボス処理し、非熱収縮性繊維層及び熱収縮性繊維層を一体化するヒートエンボス部を形成した。ヒートエンボス処理では、多数の凸部が千鳥格子状に配置されたエンボスロールを使用した。エンボスロールの凸部のサイズ及び配置間隔は、図9(エンボスロールの部分拡大平面図)に示すとおりであり、高さは1mmである。ヒートエンボス処理における処理温度は130℃、処理時間は1秒、圧力は15kgf/mm2とした。
ヒートエンボス処理の後、フローティングドライヤーを使用して積層シートを加熱処理し、熱伸長性繊維の熱伸長、熱収縮性繊維の熱収縮及び繊維間の熱融着を生じさせた。加熱処理における処理温度は133~135℃、風速は5m/秒、ライン速度は5m/分とした。加熱処理後の積層シートの面積収縮率は、MD方向に関しては50%、CD方向に関しては30%であった。
こうして、肌当接面に凹凸構造が形成されたトップシートを調製し、このトップシートを使用して生理用ナプキンを作製し(吸収体は坪量250g/m2のパルプ、トップシートと吸収体との界面は坪量5g/m2のホットメルト型接着剤で接合)、トップシートの肌当接面に血液滑性付与剤(トリグリセリド)を坪量3g/m2で塗工した。血液滑性付与剤を塗工したものをサンプルD1とし、血液滑性付与剤を塗工しないものをサンプルD2とした。
(2)浸透時間,吸収体移行時間(ハケ時間),リウェット率の測定
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。各滴下後、アクリル板の穴に滞留する馬血が無くなるまでの時間を測定し、これを浸透時間(秒)とするとともに、トップシートの表面及び内部から馬血が無くなるまでの時間(血液の赤さが見られなくなるまでの時間)を測定し、これを吸収体移行速度(ハケ速度)(秒)とした。
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。各滴下後、アクリル板の穴に滞留する馬血が無くなるまでの時間を測定し、これを浸透時間(秒)とするとともに、トップシートの表面及び内部から馬血が無くなるまでの時間(血液の赤さが見られなくなるまでの時間)を測定し、これを吸収体移行速度(ハケ速度)(秒)とした。
2回目の血液の滴下後、直ちにアクリル板を外し、血液を滴下した場所に、ろ紙(アドバンテック東洋株式会社 定性濾紙 No.2,50mm×35mm)10枚を置き、その上から、圧力が30g/cm2となるようにおもりを置いた。1分後、ろ紙を取出し、以下の式に従って、リウェット率を算出した。
リウェット率(%)=100×(試験後のろ紙質量-当初のろ紙質量)/6
リウェット率(%)=100×(試験後のろ紙質量-当初のろ紙質量)/6
[結果]
サンプルD1では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.67秒、吸収体移行速度(1回目)が12.42秒、吸収体移行速度(2回目)が27.78秒、リウェット率が1.2%であった。
サンプルD1では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.67秒、吸収体移行速度(1回目)が12.42秒、吸収体移行速度(2回目)が27.78秒、リウェット率が1.2%であった。
これに対して、サンプルD2では、浸透速度(1回目)が2.35秒、浸透速度(2回目)が2.48秒、吸収体移行速度(1回目)が12.75秒、吸収体移行速度(2回目)が60秒以上、リウェット率が4.3%であった。
本試験例により、熱伸長性繊維の熱伸長及び/又は熱収縮性繊維の熱収縮を利用して凹凸構造を肌当接面に形成したトップシートを使用する場合にも、血液滑性付与剤は、血液滑落作用を発揮し、経血をトップシートから吸収体に迅速に移行させることができるが明らかとなった。
<試験例9>
(1)サンプルE1,E2の調製
非熱収縮性繊維層(坪量:15g/m2)及び熱収縮性繊維層(坪量:15g/m2)をそれぞれ上層及び下層に有する積層シートを調製した。非熱収縮性繊維層は、PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)の含有量が100重量%であるウェブであり、熱収縮性繊維層(潜在捲縮性繊維層)は、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維(2.2dtex×51mm)の含有量が20重量%、PET/PE芯鞘型複合繊維(2.2dtex×44mm,芯に酸化チタン4%含有)の含有量が80重量%であるウェブである。なお、いずれの繊維も界面活性剤で親水化処理されている。
(1)サンプルE1,E2の調製
非熱収縮性繊維層(坪量:15g/m2)及び熱収縮性繊維層(坪量:15g/m2)をそれぞれ上層及び下層に有する積層シートを調製した。非熱収縮性繊維層は、PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)の含有量が100重量%であるウェブであり、熱収縮性繊維層(潜在捲縮性繊維層)は、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維(2.2dtex×51mm)の含有量が20重量%、PET/PE芯鞘型複合繊維(2.2dtex×44mm,芯に酸化チタン4%含有)の含有量が80重量%であるウェブである。なお、いずれの繊維も界面活性剤で親水化処理されている。
その後、試験例8と同様にして、エンボス処理し、加熱処理した。なお、熱処理前の坪量は35g/m2、熱処理後の坪量は170g/m2であった。こうして、肌当接面に凹凸構造が形成されたトップシートを調製し(吸収体は坪量250g/m2のパルプ、トップシートと吸収体との界面は坪量5g/m2のホットメルト型接着剤で接合)、このトップシートを使用して生理用ナプキンを作製し、トップシートの肌当接面に血液滑性付与剤(トリグリセリド)を坪量3g/m2で塗工した。血液滑性付与剤を塗工したものをサンプルE1とし、血液滑性付与剤を塗工しないものをサンプルE2とした。
(2)サンプルF1,F2の調製
熱収縮性繊維層(潜在捲縮性繊維層)における質量混合比を、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維:PET/PE芯鞘型複合繊維=5:5に変更した点を除き、サンプルE1,E2と同様にして、サンプルF1,F2を作製した。なお、熱処理前の坪量は17.5g/m2、熱処理後の坪量は165g/m2であった。
熱収縮性繊維層(潜在捲縮性繊維層)における質量混合比を、coPP(PP共重合体)/PPサイド・バイ・サイド型複合繊維:PET/PE芯鞘型複合繊維=5:5に変更した点を除き、サンプルE1,E2と同様にして、サンプルF1,F2を作製した。なお、熱処理前の坪量は17.5g/m2、熱処理後の坪量は165g/m2であった。
(3)血液残存率の測定
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。2回目の血液の滴下後、1分間放置し、以下の式に従って、血液残存率を算出した。
血液残存率(%)=100×(試験後のサンプル質量-当初のサンプル質量)/6
[試験方法]
各サンプルの肌当接面上に、穴の開いたアクリル板(200mm×100mm,125g,中央に40mm×10mmの穴が開いている)を置き、穴から、37±1℃のウマEDTA血(ウマの血液に、凝結防止のため、エチレンジアミン四酢酸(EDTA)が添加されたもの)3mLを、ピペットを用いて滴下(1回目)し、1分後、37±1℃のウマEDTA血3mLを、アクリル板の穴から、ピペットで再度滴下した(2回目)。滴下速度は90mL/分とした。2回目の血液の滴下後、1分間放置し、以下の式に従って、血液残存率を算出した。
血液残存率(%)=100×(試験後のサンプル質量-当初のサンプル質量)/6
[結果]
血液残存率は、サンプルE1では17.3%、サンプルE2では26.6%、サンプルF1では10.2%、サンプルF2では17.8%であった。
血液残存率は、サンプルE1では17.3%、サンプルE2では26.6%、サンプルF1では10.2%、サンプルF2では17.8%であった。
本試験例により、熱収縮性繊維の熱収縮を利用して凹凸構造を肌当接面に形成したトップシートを使用する場合にも、血液滑性付与剤は、血液滑落作用を発揮し、経血をトップシートから吸収体に迅速に移行させることができるが明らかとなった。
また、潜在捲縮性繊維の量が多いほど、血液残存量が増加することが明らかとなった。これは、加熱処理により潜在捲縮性繊維の捲縮が顕在化すると、繊維がコイル状となるため、血液保持性が増加するためであると考えられる。これに対して、血液滑性付与剤は、血液滑落作用を発揮し、コイル状繊維の内部に血液が保持される前に、経血をトップシートから吸収体に迅速に移行させることができると考えられる。
<試験例10>
(1)サンプルG1,G2の調製
PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)を使用して熱伸長性繊維層を形成した。熱伸長性繊維層は、坪量44g/m2,厚み1.6mmのウェブである。このウェブを、処理温度130℃、加圧時間1秒、圧力15kgf/mm2でエンボス加工した。この際、1辺が9mm、長い方の対角線が15mmの菱形状凸部が1mm間隔で配置されたエンボスパターンを使用した。なお、間隔1mmの部分によって幅1mmの凸部がウェブ表面に形成された。
(1)サンプルG1,G2の調製
PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)を使用して熱伸長性繊維層を形成した。熱伸長性繊維層は、坪量44g/m2,厚み1.6mmのウェブである。このウェブを、処理温度130℃、加圧時間1秒、圧力15kgf/mm2でエンボス加工した。この際、1辺が9mm、長い方の対角線が15mmの菱形状凸部が1mm間隔で配置されたエンボスパターンを使用した。なお、間隔1mmの部分によって幅1mmの凸部がウェブ表面に形成された。
その後、熱風乾燥機(ライン速度5m/分,風速1.5m/秒,温度135℃)にてエアスルー処理し、ウェブを不織布化した。こうして、肌当接面に凹凸構造が形成されたトップシートを調製し、このトップシートを使用して生理用ナプキンを作製し(吸収体は坪量250g/m2のパルプ、トップシートと吸収体との界面は坪量5g/m2のホットメルト型接着剤で接合)、トップシートの肌当接面に血液滑性付与剤(トリグリセリド)を坪量3g/m2で塗工した。血液滑性付与剤を塗工したものをサンプルG1とし、血液滑性付与剤を塗工しないものをサンプルG2とした。
(2)サンプルH1,H2の調製
PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)を使用して非熱伸長性繊維層を形成した。熱伸長性繊維層は、坪量44g/m2,厚み1.2mmのウェブである。このウェブを使用して、サンプルG1,G2と同様にして、サンプルH1,H2を調製した。
PET/PE芯鞘型複合繊維(3.3dtex×51mm,芯に酸化チタン4%含有)を使用して非熱伸長性繊維層を形成した。熱伸長性繊維層は、坪量44g/m2,厚み1.2mmのウェブである。このウェブを使用して、サンプルG1,G2と同様にして、サンプルH1,H2を調製した。
(3)浸透時間,吸収体移行時間(ハケ時間),リウェット率の測定
試験例8と同様にして、浸透時間,吸収体移行時間(ハケ時間),リウェット率を測定した。
サンプルG1では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.59秒、吸収体移行速度(1回目)が5.29秒、吸収体移行速度(2回目)が15.89秒、リウェット率が8.9%であった。
試験例8と同様にして、浸透時間,吸収体移行時間(ハケ時間),リウェット率を測定した。
サンプルG1では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.59秒、吸収体移行速度(1回目)が5.29秒、吸収体移行速度(2回目)が15.89秒、リウェット率が8.9%であった。
サンプルG2では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.84秒、吸収体移行速度(1回目)が60秒以上、吸収体移行速度(2回目)が60秒以上、リウェット率が17.2%であった。
サンプルH1では、浸透速度(1回目)が2秒、浸透速度(2回目)が2.75秒、吸収体移行速度(1回目)が12.11秒、吸収体移行速度(2回目)が40秒、リウェット率が11.7%であった。
サンプルH2では、浸透速度(1回目)が2秒、浸透速度(2回目)が3.19秒、吸収体移行速度(1回目)が60秒以上、吸収体移行速度(2回目)が60秒以上、リウェット率が20%であった。
本試験例により、熱伸長性繊維の熱伸長を利用して凹凸構造を肌当接面に形成したトップシートを使用する場合にも、血液滑性付与剤は、血液滑落作用を発揮し、経血をトップシートから吸収体に迅速に移行させることができるが明らかとなった。
また、熱伸長性繊維の熱伸長により嵩が増加して密度が低下したため、熱伸長性繊維を使用した系は、非熱伸長性繊維を使用した系よりも良好な結果が得られたと考えられる。これは、熱伸長性繊維の伸長の際、エンボス部に包囲された閉鎖領域が厚み方向に伸長しやすいためと考えられる。
1 生理用ナプキン(吸収性物品)
2 トップシート(液体透過性層)
3 バックシート(液体不透過性層)
4 吸収体
5 圧搾部(接合部)
8 凸部
9 凹部
2 トップシート(液体透過性層)
3 バックシート(液体不透過性層)
4 吸収体
5 圧搾部(接合部)
8 凸部
9 凹部
Claims (11)
- 液体透過性層と、液体不透過性層と、前記液体透過性層及び前記液体不透過性層の間に設けられた吸収体とを備えた吸収性物品であって、
前記液体透過性層は、肌当接面及び非肌当接面を有する第1層と、前記第1層の非肌当接面側に設けられた第2層とを有し、
前記第2層は、熱収縮性繊維層が熱収縮した層であり、
前記第1層は、接合部によって前記熱収縮性繊維層と部分的に接合された非熱収縮性繊維層が、前記熱収縮性繊維層の熱収縮によって変形した層であり、
前記肌当接面のうち少なくとも排泄口当接領域には、前記非熱収縮性繊維層の変形によって生じた、肌当接面側に隆起する凸部が形成されており、
前記排泄口当接領域のうち少なくとも前記凸部には、40℃における動粘度が0.01~80mm2/s、抱水率が0.01~4.0質量%、重量平均分子量が1,000未満である血液滑性付与剤が塗工されている、前記吸収性物品。 - 前記第2層の密度が前記第1層の密度よりも大きい、請求項1に記載の吸収性物品。
- 前記第2層の密度が0.1g/cm3以下である、請求項2に記載の吸収性物品。
- 前記第1層の密度が0.05g/cm3以下である、請求項2又は3に記載の吸収性物品。
- 前記接合部が、前記非熱収縮性繊維層及び前記熱収縮性繊維層を厚さ方向に一体化する圧搾部である、請求項1~4のいずれか1項に記載の吸収性物品。
- 前記血液滑性付与剤のIOBが、0.00~0.60のIOBである、請求項1~5のいずれか1項に記載の吸収性物品。
- 前記血液滑性付与剤が、次の(i)~(iii):
(i)炭化水素、
(ii) (ii-1)炭化水素部分と、(ii-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、及び
(iii) (iii-1)炭化水素部分と、(iii-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル基(-CO-)及びオキシ基(-O-)から成る群から選択される、一又は複数の、同一又は異なる基と、(iii-3)前記炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択され、
ここで、(ii)又は(iii)の化合物において、オキシ基が2つ以上挿入されている場合には、各オキシ基は隣接していない、
請求項1~6のいずれか1項に記載の吸収性物品。 - 前記血液滑性付与剤が、次の(i’)~(iii’):
(i’)炭化水素、
(ii’) (ii’-1)炭化水素部分と、(ii’-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合とを有する化合物、及び
(iii’) (iii’-1)炭化水素部分と、(iii’-2)前記炭化水素部分のC-C単結合間に挿入された、カルボニル結合(-CO-)、エステル結合(-COO-)、カーボネート結合(-OCOO-)、及びエーテル結合(-O-)から成る群から選択される、一又は複数の、同一又は異なる結合と、(iii’-3)前記炭化水素部分の水素原子を置換する、カルボキシル基(-COOH)及びヒドロキシル基(-OH)から成る群から選択される、一又は複数の、同一又は異なる基とを有する化合物、
並びにそれらの任意の組み合わせから成る群から選択され、
ここで、(ii’)又は(iii’)の化合物において、2以上の同一又は異なる結合が挿入されている場合には、各結合は隣接していない、
請求項1~7のいずれか1項に記載の吸収性物品。 - 前記血液滑性付与剤が、次の(A)~(F):
(A) (A1)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(A2)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する1個のカルボキシル基とを有する化合物とのエステル、
(B) (B1)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する2~4個のヒドロキシル基とを有する化合物と、(B2)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエーテル、
(C) (C1)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する、2~4個のカルボキシル基とを含むカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、(C2)鎖状炭化水素部分と、前記鎖状炭化水素部分の水素原子を置換する1個のヒドロキシル基とを有する化合物とのエステル、
(D)鎖状炭化水素部分と、前記鎖状炭化水素部分のC-C単結合間に挿入された、エーテル結合(-O-)、カルボニル結合(-CO-)、エステル結合(-COO-)、及びカーボネート結合(-OCOO-)から成る群から選択されるいずれか1つの結合とを有する化合物、
(E)ポリオキシC3~C6アルキレングリコール、又はそのアルキルエステル若しくはアルキルエーテル、及び
(F)鎖状炭化水素、
並びにそれらの任意の組み合わせから成る群から選択される、請求項1~8のいずれか1項に記載の吸収性物品。 - 前記血液滑性付与剤が、(a1)鎖状炭化水素テトラオールと少なくとも1の脂肪酸とのエステル、(a2)鎖状炭化水素トリオールと少なくとも1の脂肪酸とのエステル、(a3)鎖状炭化水素ジオールと少なくとも1の脂肪酸とのエステル、(b1)鎖状炭化水素テトラオールと少なくとも1の脂肪族1価アルコールとのエーテル、(b2)鎖状炭化水素トリオールと少なくとも1の脂肪族1価アルコールとのエーテル、(b3)鎖状炭化水素ジオールと少なくとも1の脂肪族1価アルコールとのエーテル、(c1)4個のカルボキシル基を有する鎖状炭化水素テトラカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(c2)3個のカルボキシル基を有する鎖状炭化水素トリカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(c3)2個のカルボキシル基を有する鎖状炭化水素ジカルボン酸、ヒドロキシ酸、アルコキシ酸又はオキソ酸と、少なくとも1の脂肪族1価アルコールとのエステル、(d1)脂肪族1価アルコールと脂肪族1価アルコールとのエーテル、(d2)ジアルキルケトン、(d3)脂肪酸と脂肪族1価アルコールとのエステル、(d4)ジアルキルカーボネート、(e1)ポリオキシC3~C6アルキレングリコール、(e2)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪酸とのエステル、(e3)ポリオキシC3~C6アルキレングリコールと少なくとも1の脂肪族1価アルコールとのエーテル、及び(f1)鎖状アルカン、並びにそれらの任意の組み合わせから成る群から選択される、請求項1~9のいずれか1項に記載の吸収性物品。
- 前記血液滑性付与剤が、1気圧及び40℃において、0.00~0.01Paの蒸気圧を有する、請求項1~10のいずれか1項に記載の吸収性物品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13840769.7A EP2901975B1 (en) | 2012-09-28 | 2013-08-19 | Absorbent article |
| US14/429,966 US9730842B2 (en) | 2012-09-28 | 2013-08-19 | Absorbent article |
| CN201380042837.6A CN104540486B (zh) | 2012-09-28 | 2013-08-19 | 吸收性物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-218863 | 2012-09-28 | ||
| JP2012218863A JP6021565B2 (ja) | 2012-09-28 | 2012-09-28 | 吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014050357A1 true WO2014050357A1 (ja) | 2014-04-03 |
Family
ID=50387768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/072093 WO2014050357A1 (ja) | 2012-09-28 | 2013-08-19 | 吸収性物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9730842B2 (ja) |
| EP (1) | EP2901975B1 (ja) |
| JP (1) | JP6021565B2 (ja) |
| CN (1) | CN104540486B (ja) |
| WO (1) | WO2014050357A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5745487B2 (ja) * | 2012-09-28 | 2015-07-08 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6021566B2 (ja) * | 2012-09-28 | 2016-11-09 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6104551B2 (ja) * | 2012-09-28 | 2017-03-29 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6062199B2 (ja) * | 2012-09-28 | 2017-01-18 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6397809B2 (ja) * | 2015-11-13 | 2018-09-26 | ユニ・チャーム株式会社 | 吸収性物品の製造方法 |
| CN106344281A (zh) * | 2016-11-16 | 2017-01-25 | 芜湖森爱驰生物科技有限公司 | 一种带有护脐贴的一体式纸尿裤 |
| JP6920059B2 (ja) * | 2016-12-27 | 2021-08-18 | 花王株式会社 | 吸収性物品 |
| JP7390970B2 (ja) * | 2020-05-14 | 2023-12-04 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2022147055A (ja) * | 2021-03-23 | 2022-10-06 | 大王製紙株式会社 | 使い捨て着用物品及びその製造方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02191720A (ja) | 1989-01-11 | 1990-07-27 | Daiwabo Co Ltd | 潜在捲縮性複合繊維及びその製造方法 |
| JPH09296325A (ja) | 1996-04-26 | 1997-11-18 | Toyobo Co Ltd | 複合繊維及びその製造法 |
| JP2002187228A (ja) | 2000-10-12 | 2002-07-02 | Kao Corp | 立体シート材料 |
| JP2003126147A (ja) * | 2001-08-10 | 2003-05-07 | Kao Corp | 吸収性物品用の表面シート |
| JP2003247155A (ja) | 2002-02-25 | 2003-09-05 | Kao Corp | 立体シート材料 |
| JP2007177335A (ja) | 2005-12-27 | 2007-07-12 | Kao Corp | 潜在捲縮性繊維 |
| JP2007177340A (ja) | 2005-12-27 | 2007-07-12 | Kao Corp | 不織布の製造方法 |
| JP2008002034A (ja) | 2006-06-23 | 2008-01-10 | Uni Charm Corp | 不織布、不織布製造方法及び不織布製造装置 |
| JP2010518918A (ja) | 2007-02-16 | 2010-06-03 | ザ プロクター アンド ギャンブル カンパニー | ポリプロピレングリコール材料を含むローションを備える吸収性物品 |
| JP2011510801A (ja) | 2008-02-15 | 2011-04-07 | ザ プロクター アンド ギャンブル カンパニー | ポリプロピレングリコール材料を含むローションを備える吸収性物品 |
| JP2011131044A (ja) * | 2009-11-24 | 2011-07-07 | Kao Corp | 吸収性物品 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0360421A (ja) | 1989-07-26 | 1991-03-15 | Nippon Muki Kk | 球状シリカガラスの製造方法 |
| DK24893D0 (da) | 1993-03-05 | 1993-03-05 | Danaklon As | Fibre og fremstilling heraf |
| US5643588A (en) | 1994-11-28 | 1997-07-01 | The Procter & Gamble Company | Diaper having a lotioned topsheet |
| US6120488A (en) * | 1994-11-28 | 2000-09-19 | The Procter & Gamble Company | Absorbent articles having cuffs and topsheet with skin care composition(s) disposed thereon |
| US5693037A (en) * | 1995-04-21 | 1997-12-02 | The Procter & Gamble Company | Absorbent articles having improved surfactant-treated hydrophilic topsheets |
| US5609587A (en) * | 1995-08-03 | 1997-03-11 | The Procter & Gamble Company | Diaper having a lotioned topsheet comprising a liquid polyol polyester emollient and an immobilizing agent |
| CA2357516A1 (en) * | 2000-09-28 | 2002-03-28 | Uni-Charm Corporation | Absorbent article and barrier agent for absorbent article |
| DE60225383T2 (de) | 2001-08-10 | 2008-06-12 | Kao Corp. | Obere Schicht für absorbierenden Artikel |
| JP4033774B2 (ja) | 2002-03-22 | 2008-01-16 | 花王株式会社 | 吸収性物品 |
| US20030181882A1 (en) | 2002-03-22 | 2003-09-25 | Yasuo Toyoshima | Absorbent article |
| US8283515B2 (en) * | 2002-05-03 | 2012-10-09 | Sca Hygiene Products Ab | Absorbent article containing a skin conditioning agent |
| US7060867B2 (en) * | 2002-11-27 | 2006-06-13 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a body facing liner having discretely placed lotion deposits |
| EP1444970B1 (en) * | 2003-02-05 | 2011-08-17 | Kao Corporation | Absorbent article |
| KR100887428B1 (ko) | 2004-06-21 | 2009-03-09 | 더 프록터 앤드 갬블 캄파니 | 로션 함유 톱시트를 구비한 흡수용품 |
| ES2371249T5 (es) * | 2004-12-17 | 2014-10-06 | The Procter & Gamble Company | Aplicación de loción de forma discontinua sobre la lámina superior de un artículo absorbente |
| JP4342434B2 (ja) | 2004-12-27 | 2009-10-14 | 花王株式会社 | 繊維シート |
| JP4514630B2 (ja) * | 2005-03-16 | 2010-07-28 | 花王株式会社 | 吸収性物品の表面シート |
| JP2006233405A (ja) | 2005-08-16 | 2006-09-07 | Asahi Kasei Chemicals Corp | 繊維処理剤 |
| JP5268416B2 (ja) | 2008-05-01 | 2013-08-21 | 大王製紙株式会社 | 吸収性物品の製造方法 |
| JP5277131B2 (ja) | 2009-09-29 | 2013-08-28 | 松本油脂製薬株式会社 | 透水性付与剤、透水性繊維および不織布の製造方法 |
| JP5717672B2 (ja) * | 2012-02-29 | 2015-05-13 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6116178B2 (ja) * | 2012-04-02 | 2017-04-19 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6112816B2 (ja) * | 2012-09-28 | 2017-04-12 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6104551B2 (ja) | 2012-09-28 | 2017-03-29 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6021566B2 (ja) * | 2012-09-28 | 2016-11-09 | ユニ・チャーム株式会社 | 吸収性物品 |
-
2012
- 2012-09-28 JP JP2012218863A patent/JP6021565B2/ja active Active
-
2013
- 2013-08-19 CN CN201380042837.6A patent/CN104540486B/zh not_active Expired - Fee Related
- 2013-08-19 US US14/429,966 patent/US9730842B2/en not_active Expired - Fee Related
- 2013-08-19 EP EP13840769.7A patent/EP2901975B1/en not_active Not-in-force
- 2013-08-19 WO PCT/JP2013/072093 patent/WO2014050357A1/ja active Application Filing
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02191720A (ja) | 1989-01-11 | 1990-07-27 | Daiwabo Co Ltd | 潜在捲縮性複合繊維及びその製造方法 |
| JPH09296325A (ja) | 1996-04-26 | 1997-11-18 | Toyobo Co Ltd | 複合繊維及びその製造法 |
| JP2002187228A (ja) | 2000-10-12 | 2002-07-02 | Kao Corp | 立体シート材料 |
| JP2003126147A (ja) * | 2001-08-10 | 2003-05-07 | Kao Corp | 吸収性物品用の表面シート |
| JP2003247155A (ja) | 2002-02-25 | 2003-09-05 | Kao Corp | 立体シート材料 |
| JP2007177335A (ja) | 2005-12-27 | 2007-07-12 | Kao Corp | 潜在捲縮性繊維 |
| JP2007177340A (ja) | 2005-12-27 | 2007-07-12 | Kao Corp | 不織布の製造方法 |
| JP2008002034A (ja) | 2006-06-23 | 2008-01-10 | Uni Charm Corp | 不織布、不織布製造方法及び不織布製造装置 |
| JP2010518918A (ja) | 2007-02-16 | 2010-06-03 | ザ プロクター アンド ギャンブル カンパニー | ポリプロピレングリコール材料を含むローションを備える吸収性物品 |
| JP2011510801A (ja) | 2008-02-15 | 2011-04-07 | ザ プロクター アンド ギャンブル カンパニー | ポリプロピレングリコール材料を含むローションを備える吸収性物品 |
| JP2011131044A (ja) * | 2009-11-24 | 2011-07-07 | Kao Corp | 吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| FUJITA A.; KAGAKU NO RYOIKI: "Organic compound predictions and organic paradigms", JOURNAL OF JAPANESE CHEMISTRY, vol. 11, no. 10, 1957, pages 719 - 725 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104540486A (zh) | 2015-04-22 |
| US9730842B2 (en) | 2017-08-15 |
| EP2901975B1 (en) | 2018-06-13 |
| EP2901975A4 (en) | 2016-04-06 |
| JP2014068942A (ja) | 2014-04-21 |
| US20150257947A1 (en) | 2015-09-17 |
| EP2901975A1 (en) | 2015-08-05 |
| CN104540486B (zh) | 2016-08-24 |
| JP6021565B2 (ja) | 2016-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6062199B2 (ja) | 吸収性物品 | |
| JP6112816B2 (ja) | 吸収性物品 | |
| JP6184721B2 (ja) | 吸収性物品 | |
| JP6021566B2 (ja) | 吸収性物品 | |
| JP6021565B2 (ja) | 吸収性物品 | |
| JP6004878B2 (ja) | 吸収性物品 | |
| JP6021567B2 (ja) | 吸収性物品 | |
| JP6195770B2 (ja) | 吸収性物品 | |
| JP6116177B2 (ja) | 吸収性物品 | |
| JP5685234B2 (ja) | 吸収性物品 | |
| JP5745487B2 (ja) | 吸収性物品 | |
| WO2013154072A1 (ja) | 吸収性物品 | |
| JP6202967B2 (ja) | 吸収性物品 | |
| JP5988810B2 (ja) | 吸収性物品 | |
| JP6073101B2 (ja) | 吸収性物品 | |
| JP5988811B2 (ja) | 吸収性物品 | |
| JP5885633B2 (ja) | 吸収性物品 | |
| JP3211431U (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13840769 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013840769 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14429966 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201502415 Country of ref document: ID |