WO2014013775A1 - 焼結鉱の製造方法 - Google Patents
焼結鉱の製造方法 Download PDFInfo
- Publication number
- WO2014013775A1 WO2014013775A1 PCT/JP2013/063353 JP2013063353W WO2014013775A1 WO 2014013775 A1 WO2014013775 A1 WO 2014013775A1 JP 2013063353 W JP2013063353 W JP 2013063353W WO 2014013775 A1 WO2014013775 A1 WO 2014013775A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gaseous fuel
- amount
- charging layer
- fuel supply
- layer
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
- C22B1/205—Sintering; Agglomerating in sintering machines with movable grates regulation of the sintering process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/22—Sintering; Agglomerating in other sintering apparatus
Definitions
- the present invention relates to a method for producing a high-quality sintered ore for a blast furnace raw material having a high strength and excellent reducibility using a downward suction type droidoid sintering machine.
- Sinter ore which is the main raw material for the blast furnace ironmaking method, is generally manufactured through a process as shown in FIG.
- the raw materials for sintered ore are iron ore powder, sintered ore sieving powder, recovered powder generated in steelworks, CaO-containing auxiliary materials such as limestone and dolomite, granulation aids such as quick lime, coke powder and anthracite Yes, these raw materials are cut out from each of the hoppers 1.
- the cut out raw material is added with an appropriate amount of water by the drum mixers 2 and 3 and the like, mixed and granulated to obtain a sintered raw material which is pseudo particles having an average diameter of 3 to 6 mm.
- This sintered material is then transferred from the surge hoppers 4 and 5 arranged on the sintering machine through the drum feeder 6 and the cutting chute 7 to 400 to 800 mm on the endless moving type sintering machine pallet 8.
- the charge layer 9 is charged with a thickness and is also referred to as a sintered bed.
- the carbon material on the surface of the charging layer is ignited by an ignition furnace 10 installed above the charging layer 9, and the air above the charging layer is passed through a wind box 11 disposed immediately below the pallet 8.
- the carbonaceous material in the charging layer is burned, and the sintered raw material is melted by the combustion heat generated at this time to obtain a sintered cake.
- the sintered cake thus obtained is then crushed and sized, and an agglomerate of about 5 mm or more is recovered as a product sintered ore and supplied to a blast furnace.
- the carbonaceous material in the charging layer ignited in the ignition furnace 10 is continuously burned by air sucked from the upper layer toward the lower layer in the charging layer, and has a width in the thickness direction.
- a combustion / melting zone (hereinafter also simply referred to as “combustion zone”) is formed.
- the melted portion of the combustion zone obstructs the flow of the air that is sucked in, so that the sintering time is extended and productivity is lowered.
- the combustion zone gradually moves from the upper layer to the lower layer of the charging layer as time passes, that is, as the pallet 8 moves downstream, and the sintering reaction is completed after the combustion zone passes.
- a sintered cake layer sintered layer
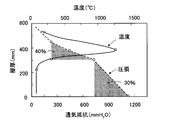
- the moisture contained in the sintering material is evaporated by the combustion heat of the carbon material and concentrated in the lower sintering material that has not yet risen in temperature. To form a wet zone. If this moisture concentration exceeds a certain level, the gaps between the sintered raw material particles that serve as the flow path for the suction gas are filled with moisture, which increases the airflow resistance as in the case of the melting zone.
- FIG. 2 shows that in the charging layer when the combustion zone moving in the 600 mm thick charging layer is at a position of about 400 mm on the pallet in the charging layer (200 mm below the charging layer surface). This shows the distribution of pressure loss and temperature, and the pressure loss distribution at this time shows that about 30% is in the wet zone and about 40% is in the combustion zone.
- the production amount (t / hr) of the sintering machine is generally determined by the production rate (t / hr ⁇ m 2 ) ⁇ sintering machine area (m 2 ). That is, the production amount of the sintering machine varies depending on the width and length of the sintering machine, the thickness of the raw material charging layer, the bulk density of the sintering raw material, the sintering (combustion) time, the yield, and the like. Therefore, to increase the production of sintered ore, the permeability (pressure loss) of the charge layer is improved to shorten the sintering time, or the yield is increased by increasing the cold strength of the sintered cake before crushing. It is considered effective to improve the above.
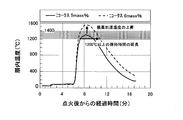
- Fig. 3 shows the change in temperature and time at a certain point in the charging layer when the sintered ore productivity is high and low, that is, when the pallet moving speed of the sintering machine is fast and slow. It is.
- the time at which the sintered raw material starts to melt and is maintained at a temperature of 1200 ° C. or higher is represented by T 1 when the productivity is low and T 2 when the productivity is high. Because at high productivity faster moving speed of the pallet, the high temperature zone holding time T 2, is shorter than the T 1 of the at low productivity. If the holding time at a high temperature of 1200 ° C. or more is shortened, firing is insufficient, the cold strength of the sintered ore is lowered, and the yield is lowered.
- FIG. 4 shows that the carbon material in the surface of the charging layer ignited in the ignition furnace is continuously burned by the sucked air to form a combustion zone, which sequentially moves from the upper layer to the lower layer of the charging layer. It is the figure which showed typically the process in which is formed.
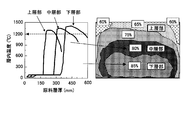
- FIG. 5 (a) shows the respective combustion zones when the combustion zone exists in each of the upper layer portion, middle layer portion and lower layer portion of the charging layer shown in the thick frame shown in FIG. The temperature distribution is schematically shown.
- the strength of the sintered ore is influenced by the product of the temperature and time maintained at a temperature of 1200 ° C. or higher, and the greater the value, the higher the strength of the sintered ore.
- the middle layer and lower layer in the charge layer are preheated by the heat of combustion of the charcoal material in the charge layer upper layer, and are kept at a high temperature for a long time.
- the upper part of the charge layer is not preheated, so that the combustion heat is insufficient, and the combustion melting reaction (sintering reaction) necessary for sintering tends to be insufficient.
- the yield distribution of the sintered ore in the cross section in the width direction of the charging layer becomes lower in the upper layer portion of the charging layer as shown in FIG.
- the pallet width ends cannot sufficiently secure the holding time in the high temperature range necessary for sintering due to excessive heat due to heat radiation from the pallet side walls and the large amount of air passing therethrough. Lower.
- the amount of carbonaceous material (powder coke) added to the sintering raw material has been increased.
- the temperature in the sintered layer can be increased and the time for maintaining the temperature at 1200 ° C. or more can be extended.
- the maximum reached temperature exceeds 1400 ° C., and for the reasons explained below, the reducibility of the sintered ore and the cold strength are reduced.
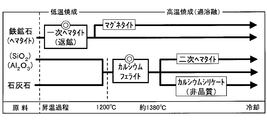
- Non-Patent Document 1 shows the tensile strength (cold strength) and reducibility of various minerals generated in the sintered ore during the sintering process, as shown in Table 1.
- a melt starts to be generated at 1200 ° C.
- calcium ferrite having the highest strength among the constituent minerals of the sintered ore and relatively high reducibility is generated. It is shown. This is the reason why a sintering temperature of 1200 ° C. or higher is required.
- amorphous silicate calcium silicate
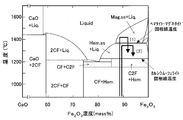
- secondary hematite which is the starting point for reducing powderization of sintered ore, is obtained from Mag.
- Mag As shown in the phase diagram of FIG. ss + Liq. Since it precipitates when it is heated up to the zone and cooled, it is possible to suppress the reduction powdering by producing sintered ore through the path (2) instead of the path (1) shown on the phase diagram. It is important to do.
- Non-Patent Document 1 in order to ensure the quality of sintered ore, control such as the maximum temperature reached during combustion and the high temperature region holding time is a very important management item. It is disclosed that the quality of the ore is almost determined. Therefore, in order to obtain a sintered ore having high strength, excellent reducibility, and excellent reducibility (RDI), calcium ferrite produced at a temperature of 1200 ° C. or higher is obtained by using calcium silicate and secondary hematite. It is important that the temperature in the charging layer is 1200 ° C. without exceeding the maximum temperature in the charging layer during sintering of over 1400 ° C., preferably over 1380 ° C. It is necessary to hold for a longer time than (solidus temperature of calcium ferrite).
- the time maintained in the temperature range of 1200 ° C. to 1400 ° C. will be referred to as “high temperature range retention time”.
- Patent Document 1 discloses a technique for injecting gaseous fuel onto a charging layer after the charging layer is ignited.
- Patent Document 2 discloses a technique in which air is sucked into the charging layer after the charging layer is ignited.
- Patent Document 3 a hood is disposed on the charging layer so that the inside of the charging layer of the sintering raw material is heated, and air or coke is discharged from the hood.
- Patent Document 4 propose a technique for simultaneously blowing a low-melting-point solvent and a carbonaceous material or a combustible gas at a position immediately after the ignition furnace.
- the time for holding in a high temperature range of 1200 ° C. or higher and 1400 ° C. or lower It is necessary to secure at least a predetermined time.
- the amount of air sucked into the raw material charging layer charged on the pallet is not necessarily constant in the machine length direction. For example, as the pallet moves, that is, as the sintering progresses, a combustion / melting zone or a wet zone is formed inside the charging layer. This is because the amount of air sucked into the charging layer in the length direction is expected to change.
- the present invention has been made in view of the above-described problems of the prior art, and an object of the present invention is to provide a supply ratio of gaseous fuel supplied from each gaseous fuel supply apparatus while keeping the total supply amount of gaseous fuel constant. Is to propose a method for producing a sintered ore that can produce a high-quality sintered ore having high strength and excellent reducibility at a high yield.
- the inventors have intensively studied to solve the above problems. As a result, in the region where the gaseous fuel is supplied, the supply amount of the gaseous fuel is not made constant in the machine length direction, but according to the amount of air (air volume, wind speed) sucked into the charging layer of the sintering raw material. The inventors have found that it is effective to change the supply amount of gaseous fuel, and have developed the present invention.
- the present invention charges a sintered raw material containing fine ore and carbonaceous material on a circulating pallet to form a charging layer, ignites the carbonaceous material on the charging layer surface, Air above the charging layer containing gaseous fuel supplied from a plurality of gaseous fuel supply devices installed in the machine direction downstream is sucked into the charging layer and introduced into the charging layer.
- the total supply amount of the gaseous fuel supplied from the gaseous fuel supply device is made constant and supplied from each gaseous fuel supply device
- the amount of gaseous fuel to be supplied is increased or decreased in accordance with the amount of air sucked into the charging layer in the area where each gaseous fuel supply device is installed. Is the method.
- the supply amount of the gaseous fuel supplied from the gaseous fuel supply device is proportional to the amount of air sucked into the charging layer in the gaseous fuel supply region of each gaseous fuel supply device. It is characterized by being more than the amount to be.
- the method for producing sintered ore according to the present invention is configured such that the supply amount of the gaseous fuel supplied from the gaseous fuel supply device is the amount of air sucked into the charging layer in the gaseous fuel supply region of each gaseous fuel supply device. It is characterized by being not less than an amount proportional to the square of.
- the method for producing a sintered ore according to the present invention is characterized in that the gaseous fuel contained in the air introduced into the charging layer is set to a lower combustion limit concentration or less.
- the total supply amount of the gaseous fuel is in a range of 18 to 41 MJ / ts in terms of combustion heat, and the total amount of the gaseous fuel in terms of combustion heat. It is characterized by reducing the amount of charcoal exceeding the supply amount.
- the gaseous fuel is mainly supplied to the upper layer portion of the sintering raw material charging layer where the amount of heat required for sintering is the least, and the supply effect of the gaseous fuel is maximized.
- High-quality sintered ore with high strength and excellent reducibility can be maintained for a long time in the high temperature range of 1200 ° C or higher and 1400 ° C or lower in almost all regions in the layer. It becomes possible to manufacture at a high yield.
- FIG. 11 is a graph showing the change in the intake air amount in each device installation region and the arrangement position of the gaseous fuel supply device on the top of FIG.
- 6 is a graph showing the effect of the present invention on the relationship between the production rate of the sintering machine A and the tumbler strength TI. 6 is a graph showing the effect of the present invention on the relationship between the production rate of the sintering machine B and the tumbler strength TI.
- the inventors have shown the change in the air length direction of the amount of air sucked and introduced into the charging layer from above the sintering raw material charging layer by the windbox disposed below the pallet. Measured in two actual sintering machines A and B having different equipment specifications. The above-mentioned actual machine sintering machines A and B have an effective machine length of 82m for A and 74m for B. In each case, there are 3 gas fuel supply devices each having a length of 7.5m after about 4m downstream of the ignition furnace. They are arranged in series so that the supply amount of gaseous fuel can be controlled separately.
- the measurement of the amount of air sucked and introduced into the charging layer is performed by stopping the supply of the gaseous fuel and jacking up the gaseous fuel supply device, and then on the exit side of the ignition furnace as shown in FIG.
- a plurality of anemometers (5 in FIG. 10) were installed in the width direction on the upper surface of the raw material charging layer, and the change in the wind speed accompanying the movement of the pallet was monitored.
- the increase in the wind speed in the second half of the sintering is that when the sintering of the raw material charging layer proceeds to a certain extent, the wet zone gradually disappears due to the heat generated by the exhaust gas, and the sintering is completed. The cake is thought to be due to the high porosity.
- FIG. 12 shows a region where three (# 1 to # 3) gaseous fuel supply devices are installed on top of FIG. From FIG. 12 (a), it can be seen that the above-described region where the wind speed is decreasing substantially overlaps with the region where the gaseous fuel supply device is installed in order to compensate for the lack of heat necessary for sintering.
- FIG. 12B shows the amount of air converted from the wind speed in each installation section of the three gaseous fuel supply devices installed in each sintering machine, and the air amount is 1.0 for the entire three units. The ratio of the amount of air in each installation section is shown.
- the air volume in the # 3 gaseous fuel supply unit installation section for both A and B sintering machines is about 20% less than that of # 1, but in the A sintering machine, the air volume Is gradually decreasing from # 1 to # 3, but in the B sintering machine, it is greatly reduced between # 1 and # 2 at first, and there is a difference in the way of reduction depending on the sintering machine I change.
- the gas fuel supplied from a plurality of gas fuel supply devices arranged in the machine length direction has three gas fuel supply devices as in the conventional case when the total amount of gas fuel supplied to the sintering machine is constant. If the fuel is supplied evenly, the gaseous fuel introduced into the raw material charging layer has a low concentration on the upstream side, and conversely a high concentration on the downstream side. The shortage of heat in the upper part of the charge layer is not resolved, while an excessive amount of heat is supplied to the lower part of the raw material charge layer where the heat necessary for sintering is sufficient, and the situation Indicates that it varies depending on the sintering machine.
- the inventors measured the amount of air in the installation section of each gaseous fuel supply device while keeping the total amount of gaseous fuel supplied to the sintering machine constant, and supplied gaseous fuel according to the measurement result. By increasing or decreasing the amount, the gas fuel supply effect was maximized.
- the reason why the total amount of the gaseous fuel supplied to the sintering machine is constant is that the supply amount of the gaseous fuel from the all-gas fuel supply device is increased in order to keep the concentration of the gaseous fuel on the upstream side to a predetermined concentration. This is because gaseous fuel is supplied more than necessary to the downstream side, which has an adverse effect and increases the fuel cost.
- the total amount of the gaseous fuel is preferably supplied in the range of 18 to 41 MJ / ts in terms of combustion heat. If it is less than 18 MJ / ts, the effect of improving the quality of sintered ore by supplying gaseous fuel cannot be obtained sufficiently. On the other hand, even if added over 41 MJ / ts, the above effect is saturated. Because. More preferably, it is in the range of 21 to 29 MJ / ts.
- the present invention has the effect of reducing carbon dioxide emission by reducing the amount of carbonaceous material used, in addition to the effect of obtaining the above-described high-quality sintered ore.
- the amount of gaseous fuel supplied from each gaseous fuel supply device is greater than or equal to the amount of air in the installation section of each device. Furthermore, in order to effectively compensate for the shortage of heat in the upper part of the charging layer, it is more preferable to set the amount to be equal to or larger than the square of the air amount in the installation section of each device. However, if the amount proportional to the fifth power is exceeded, the gaseous fuel is excessively supplied only to the upstream side where the combustion position of the gaseous fuel is close to the combustion position of the carbonaceous material (for example, only # 1 in FIG. 12).
- the upper limit is more preferably about the fifth power because there is a risk of insufficient oxygen being produced.
- the amount to be proportional does not have to be exact, and may be appropriately adjusted according to the characteristics of the sintering machine as long as it is within a range of about ⁇ 20%.
- the gaseous fuel contained in the air introduced into the charging layer is not more than the lower combustion limit concentration of the gaseous fuel.
- the method of supplying the diluted gaseous fuel includes either a method of supplying air in which the gaseous fuel has been previously diluted below the lower combustion limit concentration, or a method of injecting gaseous fuel into the air at high speed and instantly diluting it below the lower combustion limit concentration. But you can. If the concentration of the diluted gas fuel is higher than the lower combustion limit concentration, combustion may occur above the charging layer, and the effect of supplying the gaseous fuel may be lost, or a fire or explosion may occur.
- the concentration of the diluted gaseous fuel is 3/4 or less of the lower combustion limit concentration at normal temperature in the atmosphere, more preferably 1/5 or less of the lower combustion limit concentration, and further preferably 1/10 or less of the lower combustion limit concentration.
- the concentration of the diluted gas fuel is less than 1/100 of the lower combustion limit concentration, the calorific value due to combustion is insufficient and the effect of improving the strength and yield of the sintered ore cannot be obtained. 1%.
- the concentration of diluted gas fuel is preferably in the range of 0.05 to 3.6 vol%.
- the range of ⁇ 1.0 vol% is more preferred, and the range of 0.05 to 0.5 vol% is even more preferred.
- the present invention is applied when performing a sintering operation by supplying a gaseous fuel in addition to a carbonaceous material as a sintering heat source.
- the amount of gaseous fuel supplied from each gaseous fuel supply device installed in series is set to 1 according to the wind speed (air amount) in each gaseous fuel supply device installation section shown in FIG.
- the amount of gaseous fuel supplied was changed in proportion to the power to the sixth power.
- LNG was used as the gaseous fuel to be supplied, and the concentration of the diluted gaseous fuel was kept constant at 0.4 vol%.
- the effect of application of this invention was performed by measuring the tumbler strength TI (JIS M8712) of the sintered cake discharged
- FIGS. 13 and 14 show the relationship between the production rate of the sintering machine before applying the present invention (No. 1 and No.
- the sintering technique of the present invention is not only useful as a technique for producing sintered ore used as a raw material for iron making, particularly as a blast furnace, but can also be used as another ore agglomeration technique.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
Description

なお、装入層内に吸引・導入される空気量の測定は、気体燃料の供給を停止し、気体燃料供給装置をジャッキアップした後、図10に示したように点火炉の出側で、原料装入層の上面に風速計を幅方向に複数台(図10では5台)設置し、パレットの移動に伴う風速の変化をモニターすることで行った。


2、3:ドラムミキサー
4:床敷鉱ホッパー
5:サージホッパー
6:ドラムフィーダー
7:切り出しシュート
8:パレット
9:装入層
10:点火炉
11:ウインドボックス(風箱)
12:カットオフプレート
Claims (5)
- 循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成し、その装入層表面の炭材に点火するとともに、点火炉の下流に機長方向に複数設置された気体燃料供給装置から供給した気体燃料を含む装入層上方の空気をパレット下に配設されたウインドボックスで吸引して装入層内に導入し、装入層内において前記気体燃料と炭材を燃焼させて焼結鉱を製造する方法において、
前記気体燃料供給装置から供給される気体燃料の総供給量を一定とし、かつ、各気体燃料供給装置から供給する気体燃料の供給量を、各気体燃料供給装置の設置された領域において装入層内に吸引される空気量に応じて気体燃料の供給量を増減することを特徴とする焼結鉱の製造方法。 - 前記気体燃料供給装置から供給される気体燃料の量を、各気体燃料供給装置の気体燃料供給領域において装入層内に吸引される空気量に比例する量以上とすることを特徴とする請求項1に記載の焼結鉱の製造方法。
- 前記気体燃料供給装置から供給される気体燃料の供給量を、各気体燃料供給装置の気体燃料供給領域において装入層内に吸引される空気量の2乗に比例する量以上とすることを特徴とする請求項1または2に記載の焼結鉱の製造方法。
- 前記装入層内に導入される空気に含まれる気体燃料を燃焼下限濃度以下とすることを特徴とする請求項1~3のいずれか1項に記載の焼結鉱の製造方法。
- 前記気体燃料の総供給量を、燃焼熱換算で、18~41MJ/t-sの範囲とし、かつ、燃焼熱換算で、前記気体燃料の総供給量を超える量の炭材を削減することを特徴とする請求項1~4のいずれか1項に記載の焼結鉱の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13820531.5A EP2876175B1 (en) | 2012-07-18 | 2013-05-14 | Method for producing sinter |
| AU2013291375A AU2013291375B2 (en) | 2012-07-18 | 2013-05-14 | Method for producing sintered ore |
| US14/414,867 US9534272B2 (en) | 2012-07-18 | 2013-05-14 | Method for producing sintered ore |
| CN201380037867.8A CN104508157B (zh) | 2012-07-18 | 2013-05-14 | 烧结矿的制造方法 |
| KR1020157000420A KR101974429B1 (ko) | 2012-07-18 | 2013-05-14 | 소결광의 제조 방법 |
| JP2013552779A JP5561443B2 (ja) | 2012-07-18 | 2013-05-14 | 焼結鉱の製造方法 |
| PH12015500041A PH12015500041A1 (en) | 2012-07-18 | 2015-01-08 | Method for producing sintered ore |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-159836 | 2012-07-18 | ||
| JP2012159836 | 2012-07-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014013775A1 true WO2014013775A1 (ja) | 2014-01-23 |
Family
ID=49948612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/063353 WO2014013775A1 (ja) | 2012-07-18 | 2013-05-14 | 焼結鉱の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9534272B2 (ja) |
| EP (1) | EP2876175B1 (ja) |
| JP (1) | JP5561443B2 (ja) |
| KR (1) | KR101974429B1 (ja) |
| CN (1) | CN104508157B (ja) |
| AU (1) | AU2013291375B2 (ja) |
| PH (1) | PH12015500041A1 (ja) |
| TW (1) | TWI470086B (ja) |
| WO (1) | WO2014013775A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI688771B (zh) * | 2018-12-06 | 2020-03-21 | 中國鋼鐵股份有限公司 | 燒結床有效風速量測裝置及量測方法 |
| WO2022230858A1 (ja) * | 2021-04-28 | 2022-11-03 | Jfeスチール株式会社 | 焼結鉱の製造方法及び焼結鉱の製造装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018204773A1 (en) * | 2017-05-04 | 2018-11-08 | Nu-Iron Technology, Llc | Cokeless sinter blend compositions |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4627126B1 (ja) | 1967-05-17 | 1971-08-06 | ||
| JPS5518585A (en) | 1978-07-27 | 1980-02-08 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| JPH05311257A (ja) | 1992-05-11 | 1993-11-22 | Nippon Steel Corp | 焼結鉱の製造方法 |
| WO2007052776A1 (ja) | 2005-10-31 | 2007-05-10 | Jfe Steel Corporation | 焼結鉱の製造方法および焼結機 |
| JP2008291362A (ja) * | 2007-04-27 | 2008-12-04 | Jfe Steel Kk | 焼結機への希釈気体燃料吹込み操業時の操業解析プログラムおよび焼結機への希釈気体燃料吹込み時の操業解析・制御装置 |
| JP2008291354A (ja) | 2007-04-27 | 2008-12-04 | Jfe Steel Kk | 焼結鉱の製造方法および焼結機 |
| JP2010047801A (ja) | 2008-08-21 | 2010-03-04 | Jfe Steel Corp | 焼結鉱の製造方法および焼結機 |
| JP2010126802A (ja) * | 2008-12-01 | 2010-06-10 | Jfe Steel Corp | 焼結鉱の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4818102B1 (ja) | 1968-11-12 | 1973-06-04 | ||
| KR20080059664A (ko) * | 2005-11-25 | 2008-06-30 | 제이에프이 스틸 가부시키가이샤 | 소결광의 제조방법 |
| JP5319964B2 (ja) * | 2008-06-09 | 2013-10-16 | スチールプランテック株式会社 | 空気供給装置およびこの空気供給装置を備えた高温粉粒体冷却設備 |
| JP5682099B2 (ja) | 2008-10-31 | 2015-03-11 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| WO2010064731A1 (ja) * | 2008-12-03 | 2010-06-10 | Jfeスチール株式会社 | 焼結鉱の製造方法および焼結機 |
| JP2011169570A (ja) * | 2010-02-22 | 2011-09-01 | Jfe Steel Corp | 焼結機 |
| JP5585503B2 (ja) * | 2010-03-24 | 2014-09-10 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
-
2013
- 2013-05-14 CN CN201380037867.8A patent/CN104508157B/zh active Active
- 2013-05-14 KR KR1020157000420A patent/KR101974429B1/ko active IP Right Grant
- 2013-05-14 WO PCT/JP2013/063353 patent/WO2014013775A1/ja active Application Filing
- 2013-05-14 AU AU2013291375A patent/AU2013291375B2/en not_active Ceased
- 2013-05-14 US US14/414,867 patent/US9534272B2/en not_active Expired - Fee Related
- 2013-05-14 EP EP13820531.5A patent/EP2876175B1/en active Active
- 2013-05-14 JP JP2013552779A patent/JP5561443B2/ja active Active
- 2013-06-17 TW TW102121332A patent/TWI470086B/zh active
-
2015
- 2015-01-08 PH PH12015500041A patent/PH12015500041A1/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4627126B1 (ja) | 1967-05-17 | 1971-08-06 | ||
| JPS5518585A (en) | 1978-07-27 | 1980-02-08 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| JPH05311257A (ja) | 1992-05-11 | 1993-11-22 | Nippon Steel Corp | 焼結鉱の製造方法 |
| WO2007052776A1 (ja) | 2005-10-31 | 2007-05-10 | Jfe Steel Corporation | 焼結鉱の製造方法および焼結機 |
| JP2008291362A (ja) * | 2007-04-27 | 2008-12-04 | Jfe Steel Kk | 焼結機への希釈気体燃料吹込み操業時の操業解析プログラムおよび焼結機への希釈気体燃料吹込み時の操業解析・制御装置 |
| JP2008291354A (ja) | 2007-04-27 | 2008-12-04 | Jfe Steel Kk | 焼結鉱の製造方法および焼結機 |
| JP2010047801A (ja) | 2008-08-21 | 2010-03-04 | Jfe Steel Corp | 焼結鉱の製造方法および焼結機 |
| JP2010126802A (ja) * | 2008-12-01 | 2010-06-10 | Jfe Steel Corp | 焼結鉱の製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "Mineral Engineering", 1976, ASAKURA PUBLISHING CO., LTD, pages: 175 |
| See also references of EP2876175A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI688771B (zh) * | 2018-12-06 | 2020-03-21 | 中國鋼鐵股份有限公司 | 燒結床有效風速量測裝置及量測方法 |
| WO2022230858A1 (ja) * | 2021-04-28 | 2022-11-03 | Jfeスチール株式会社 | 焼結鉱の製造方法及び焼結鉱の製造装置 |
| JP2022169935A (ja) * | 2021-04-28 | 2022-11-10 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| JP7342911B2 (ja) | 2021-04-28 | 2023-09-12 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2013291375A1 (en) | 2015-02-05 |
| CN104508157B (zh) | 2016-08-24 |
| EP2876175A1 (en) | 2015-05-27 |
| AU2013291375B2 (en) | 2016-04-14 |
| JP5561443B2 (ja) | 2014-07-30 |
| EP2876175A4 (en) | 2015-08-05 |
| KR20150016635A (ko) | 2015-02-12 |
| JPWO2014013775A1 (ja) | 2016-06-30 |
| PH12015500041B1 (en) | 2015-04-06 |
| TWI470086B (zh) | 2015-01-21 |
| TW201404891A (zh) | 2014-02-01 |
| PH12015500041A1 (en) | 2015-04-06 |
| CN104508157A (zh) | 2015-04-08 |
| KR101974429B1 (ko) | 2019-05-02 |
| EP2876175B1 (en) | 2020-10-14 |
| US20150167114A1 (en) | 2015-06-18 |
| US9534272B2 (en) | 2017-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4911163B2 (ja) | 焼結鉱の製造方法 | |
| JP5585503B2 (ja) | 焼結鉱の製造方法 | |
| JP2008095170A (ja) | 焼結鉱の製造方法および焼結機 | |
| WO2014080450A1 (ja) | 焼結機の酸素-気体燃料供給装置 | |
| JP2015157980A (ja) | 焼結鉱の製造方法 | |
| JP5561443B2 (ja) | 焼結鉱の製造方法 | |
| JP5930213B2 (ja) | 焼結機の酸素−気体燃料供給装置 | |
| JP5888482B2 (ja) | 焼結鉱の製造方法 | |
| JP2014055328A (ja) | 焼結機の風量測定方法および焼結鉱の製造方法 | |
| JP6037145B2 (ja) | 焼結鉱の製造方法 | |
| JP6213734B2 (ja) | 焼結鉱の製造方法 | |
| JP5803454B2 (ja) | 焼結機の酸素−気体燃料供給装置 | |
| JP5831694B2 (ja) | 焼結機 | |
| JP5825478B2 (ja) | 焼結機 | |
| JP2010106341A (ja) | 焼結鉱の製造方法 | |
| JP2014055329A (ja) | 焼結機の風量測定方法および焼結鉱の製造方法 | |
| JP6102535B2 (ja) | 焼結鉱の製造方法 | |
| JP2013076105A (ja) | 焼結鉱の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013552779 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13820531 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157000420 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12015500041 Country of ref document: PH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013820531 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14414867 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2013291375 Country of ref document: AU Date of ref document: 20130514 Kind code of ref document: A |