WO2013191123A1 - シャフト用構造体、雄型部材、及び、雌型部材 - Google Patents
シャフト用構造体、雄型部材、及び、雌型部材 Download PDFInfo
- Publication number
- WO2013191123A1 WO2013191123A1 PCT/JP2013/066556 JP2013066556W WO2013191123A1 WO 2013191123 A1 WO2013191123 A1 WO 2013191123A1 JP 2013066556 W JP2013066556 W JP 2013066556W WO 2013191123 A1 WO2013191123 A1 WO 2013191123A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- male member
- male
- female
- fiber
- rubber
- Prior art date
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C3/00—Shafts; Axles; Cranks; Eccentrics
- F16C3/02—Shafts; Axles
- F16C3/03—Shafts; Axles telescopic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D1/00—Steering controls, i.e. means for initiating a change of direction of the vehicle
- B62D1/02—Steering controls, i.e. means for initiating a change of direction of the vehicle vehicle-mounted
- B62D1/16—Steering columns
- B62D1/18—Steering columns yieldable or adjustable, e.g. tiltable
- B62D1/185—Steering columns yieldable or adjustable, e.g. tiltable adjustable by axial displacement, e.g. telescopically
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C29/00—Bearings for parts moving only linearly
- F16C29/02—Sliding-contact bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D1/00—Couplings for rigidly connecting two coaxial shafts or other movable machine elements
- F16D1/02—Couplings for rigidly connecting two coaxial shafts or other movable machine elements for connecting two abutting shafts or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/02—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive adapted to specific functions
- F16D3/06—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive adapted to specific functions specially adapted to allow axial displacement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/50—Positive connections
- F16C2226/80—Positive connections with splines, serrations or similar profiles to prevent movement between joined parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2300/00—Special features for couplings or clutches
- F16D2300/10—Surface characteristics; Details related to material surfaces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/70—Interfitted members
- Y10T403/7026—Longitudinally splined or fluted rod
Definitions
- the present invention relates to a shaft structure assembled to a shaft used in various industrial machines such as vehicles, and a male member and a female member constituting the shaft structure.
- a telescopic shaft provided with a male spline shaft and a female spline shaft is known as a telescopic shaft for vehicle steering incorporated in a steering shaft of a vehicle (see FIG. 2 of Patent Document 1).
- a telescopic shaft for vehicle steering incorporated in a steering shaft of a vehicle (see FIG. 2 of Patent Document 1).
- splines are formed on the outer peripheral surface of the male spline shaft and the inner peripheral surface of the female spline shaft.
- a resin film made of a synthetic resin (nylon or the like) having a thickness of about 0.25 [mm] is formed on either the outer peripheral surface of the male spline shaft or the inner peripheral surface of the female spline shaft. Yes.
- the telescopic shaft is a spline formed on the outer peripheral surface of the male spline shaft or the inner peripheral surface of the female spline shaft, so that the dimensional accuracy can be obtained from between the male spline shaft and the female spline shaft.
- an unpleasant noise called a rattling sound was generated.
- a torque transmission joint in which a rubber material such as nitrile rubber, silicon rubber, or urethane rubber is provided in a part of a gap between the male spline shaft and the female spline shaft (see FIG. 2 of Patent Document 2). ).
- a rubber material such as nitrile rubber, silicon rubber, or urethane rubber
- the play between the male spline shaft and the female spline shaft is absorbed by the rubber material, and the rattling noise (tooth rattling sound) generated between the male spline shaft and the female spline shaft is suppressed.
- the present invention provides a shaft structure, a male member, and a female member that can reduce the sliding resistance in the axial direction while suppressing an unpleasant noise called a rattling noise. With the goal.
- the shaft structure of the present invention is a shaft structure that is assembled to a shaft capable of transmitting power and is configured by fitting a male member and a female member so as to be slidable in the axial direction.
- the male member includes an outer peripheral portion having a plurality of male teeth
- the female member includes a plurality of female teeth and an inner peripheral portion into which the outer peripheral portion of the male member can be inserted,
- a fiber impregnated with rubber or resin is interposed between the outer peripheral portion of the male member and the inner peripheral portion of the female member.
- the male member and the female member are provided by providing the fiber impregnated with rubber or resin between the outer peripheral portion of the male member and the inner peripheral portion of the female member.
- the sliding resistance in the axial direction between the male member and the female member can be reduced while suppressing rattling noise generated between the two.
- the male member of the present invention is a male member assembled to a shaft capable of transmitting power and fitted to the female member so as to be slidable in the axial direction. However, it has a plurality of male teeth and an outer peripheral part that can be inserted into the inner peripheral part of the female member, and the outer peripheral part of the male member is provided with fibers impregnated with rubber or resin. It is characterized by.
- a female member according to the present invention is a female member that is assembled to a shaft capable of transmitting power and is slidably fitted to the male member in the axial direction. However, it has a plurality of female teeth and an inner peripheral part into which the outer peripheral part of the male member can be inserted, and the inner peripheral part of the female member is provided with fibers impregnated with rubber or resin. It is characterized by being.
- the configuration of (3) above by providing a fiber impregnated with rubber or resin on the inner periphery of the female member, the rattling noise generated between the male member and the female member is suppressed. Meanwhile, the sliding resistance in the axial direction between the male member and the female member can be reduced. Further, by improving the slidability, it is not necessary to supply the lubricating oil between the outer peripheral portion of the male member and the inner peripheral portion of the female member, and it is possible to save labor such as replenishment of the lubricating oil.
- the male member can be fixed by press-fitting the male member in the axial direction from the other side and the first hole portion from the other side in the axial direction.
- a second hole A first movement restraining portion for restraining the movement of the male member in the insertion direction to a predetermined position when the male member is inserted, provided in the first hole portion. It may be what is being done.
- a third hole part into which the male member can be inserted in the axial direction from one side and another male member from the other side as a shaft A fourth hole that can be slidably fitted in the direction, and the insertion direction of the male member when the male member is inserted into the third hole.
- the female member can be used as a member for coupling (coupling) the male member and the rod-shaped member.
- the female member itself can be positioned between the male member and the rod-like member by the movement restraining portion.
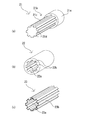
- FIG. 1 It is an example of the schematic diagram which shows schematic structure of the electric power steering apparatus to which the structure for shafts concerning one Embodiment of this invention is applied. It is an example of the perspective view of the structure for shafts concerning this embodiment. It is a disassembled perspective view of the principal part of the structure for shafts concerning this embodiment, (a) is an example of a male type member, (b) is an example of an exploded perspective view of a female type member, and (c) is a male type. It is an example of the fiber provided interposing between a member and a female type member.
- a shaft structure (spline) according to an embodiment of the present invention, a male member (male spline shaft) and a female member (female) constituting the shaft structure will be described below.
- (Spline shaft) will be described.
- an electric power steering device (EPS) 1 includes a steering shaft (shaft) 3 connected to a steering wheel 2 as a steering member, a pinion gear 4 provided at the tip of the steering shaft 3, and A rack shaft 5 serving as a steering shaft has a rack gear 5 that meshes with the pinion gear 4 and extends in the left-right direction of the vehicle.
- a tie rod 7 is coupled to each end of the rack shaft 6, and each tie rod 7 is connected to a corresponding wheel 8 via a corresponding knuckle arm (not shown).
- the steering shaft 3 is divided into an input shaft 9 connected to the steering wheel 2 and an output shaft 10 connected to the pinion gear 4. These input and output shafts 9, 10 are mutually connected on the same axis via a torsion bar 11. It is connected.
- a torque sensor 12 is provided for detecting a steering torque based on the relative rotational displacement between the input and output shafts 9 and 10 via the torsion bar 11, and the torque detection result of the torque sensor 12 is given to the control unit 13. .
- the control unit 13 controls the voltage applied to the steering assist electric motor 15 via the driver 14 based on the torque detection result, the vehicle speed detection result, and the like. Then, the rotation of the rotating shaft (not shown) of the electric motor 15 is decelerated via the speed reduction mechanism 17.
- the output rotation of the speed reduction mechanism 17 is converted into the axial movement of the rack shaft 6 via the conversion mechanism 18 to assist the steering.
- the electric power steering apparatus 1 is a so-called rack assist type.
- the shaft structure according to the present embodiment is applied to the steering shaft 3 described above, for example.
- the steering shaft 3 may be simply abbreviated as the shaft 3.
- the shaft structure 20 is assembled to a shaft 3 capable of transmitting power, and is configured by fitting a male member and a female member capable of transmitting the power so as to be slidable in the axial direction. As shown in FIG. 2, it has a metal male member 21, a metal female member 22, and fibers 23 impregnated with rubber or the like.
- the male member 21 has a substantially cylindrical base shaft portion 21a and a convex portion 21b extending in a convex shape from one end of the base shaft portion 21a.
- eight male teeth 21d are formed on the outer peripheral portion 21c of the convex portion 21b with a predetermined gap in the circumferential direction of the convex portion 21b.
- the female member 22 is formed in a substantially cylindrical shape as shown in FIG. 3B, and has an inner peripheral portion 22a into which the male member 21 can be inserted. That is, on the inner peripheral portion 22 a of the female mold member 22, the same number (eight in this embodiment) of female teeth 22 b as the male teeth formed on the convex portion 21 b of the male mold member 21 are provided. Are formed with a predetermined gap in the circumferential direction.
- the fiber 23 can be formed of aramid fiber, nylon, urethane, cotton, silk, hemp, acetate, rayon, fiber containing fluorine, polyester, and the like, and is impregnated with rubber or resin.
- the shape of the fiber may be, for example, a short fiber shape or a long fiber shape, or may be a sheet-like cloth.
- the rubber material or the resin material enters between the fibers, and the fibers are bonded together to function as a member (sheet body) like the fiber 23. . Further, by impregnating the fiber with rubber or the like, wear due to rubbing between the fibers is reduced, and furthermore, the fiber 23 generated between the fiber 23 and the male member 21 or between the fiber 23 and the female member 22. It is possible to improve the surface wear.
- gum should just be what can impregnate a fiber.
- the rubber include urethane rubber, nitrile rubber, silicon rubber, fluorine rubber, acrylic rubber, ethylene-propylene rubber, butyl rubber, isoprene rubber, chlorinated polyethylene rubber, epichlorohydrin rubber, hydrogenated nitrile rubber, chloroprene rubber, Polybutadiene rubber, styrene butadiene rubber, natural rubber, or the like can be used alone, or those obtained by variously modifying these rubbers. These rubbers can be used alone or in a blend of a plurality of types of rubbers.
- rubbers that have been conventionally used as rubber compounding agents such as vulcanization accelerators, anti-aging agents, softeners, plasticizers, fillers, and coloring agents, are used in appropriate amounts. Can be blended.
- a solid lubricant such as graphite, silicon oil, fluorine powder, or molybdenum disulfide may be included in the rubber.
- thermoplastic resins such as polyvinylidene chloride, polyvinyl acetate, nylon, alkyd resin, phenol resin, epoxy resin, polyphenylene sulfide resin, or thermosetting resin can be used.
- a method of dipping the predetermined fiber (short fiber, long fiber) after dissolving the rubber or resin with a solvent or the like to form a liquid is preferably used.
- a cloth in which fibers are formed in a sheet shape can be used.
- the method of impregnating the cloth with rubber or resin is also performed in the same manner as described above.
- Examples of the material constituting the cloth include a nonwoven fabric in which fibers are irregularly entangled, and a woven fabric and a knitted fabric (knitted) that are regularly formed. Since these cloths are in the form of a sheet compared to those composed only of fibers (short fibers and long fibers), they can be easily impregnated with rubber or the like (easy to handle), and a shaft structure described later. It has the feature that it is easy to adhere to the surface of the film. For the weaving method, plain weave, satin weave, twill weave, or the like is used.
- the cloth has a certain degree of elasticity.
- the cloth is molded into a shape along the shape of the female teeth 22b or the male teeth 21d, or when the cloth is adhered to the surface of the outer peripheral portion 21c of the male mold member 21 or the inner peripheral portion 22a of the female mold member 22 Since the surface has an uneven shape, the cloth has elasticity so that the surface of the cloth can easily conform to the uneven shape, and the surface of the finished fiber 23 is not easily wrinkled, and the surface is uniform. There is an advantage that it is finished. As a result, the fitting between the male member 21 and the female member 22 can be made smooth. Further, sliding resistance generated between the male member 21 or the female member 22 and the fiber 23 can be reduced. In particular, it is possible to further suppress the occurrence of wrinkles and the like by manufacturing the fibers 23 so that the direction of the stretchability of the cloth matches at least the circumferential direction of the cylindrical fibers 23.
- the impregnated fiber 23 is provided between an outer peripheral portion 21 c of the male member 21 and an inner peripheral portion 22 a (see FIG. 3 b) of the female member 22.
- the impregnated fiber 23 includes an inner peripheral surface 23 a having substantially the same shape as the outer peripheral portion 21 c of the male member 21 (see FIG. 3A), and the female member 22. It has the inner peripheral part 22a (refer FIG.3 (b)) and the outer peripheral surface 23b of substantially the same shape.
- the impregnated fiber 23 is bonded to the outer peripheral portion 21 c of the male member 21.
- Adhesives used here are acrylic resin adhesive, olefin adhesive, urethane resin adhesive, ethylene-vinyl acetate resin adhesive, epoxy resin adhesive, vinyl chloride resin adhesive, chloroprene rubber Adhesives, cyanoacrylate adhesives, silicon adhesives, styrene-butadiene rubber adhesives, nitrile rubber adhesives, hot melt adhesives, phenol resin adhesives, melamine resin adhesives, urea resin adhesives , And resorcinol-based adhesives, etc., a method of curing and adhering by applying and cooling after the adhesive is heated and melted, and curing and adhering by heating the adhesive There are methods.
- the impregnated fiber 23 is provided over the entire circumference of the outer peripheral portion 21c of the male member 21, and for example, as shown in FIG. 2, the male member 21 to which the fiber 23 is bonded is It has a tip portion protruding in the axial direction from the end of the female member 22.
- the distal end portion of the male member 21 is appropriately processed according to the usage state of the shaft structure 20.
- a male member 21 and a female member 22 each having a shape shown in FIGS. 3A and 3B from a metal material (not shown) are used.
- the manufacturing method by performing sequentially can be mentioned.
- the following manufacturing methods can be selected suitably.
- an inner mold and an outer mold capable of molding the inner peripheral surface 23a and the outer peripheral surface 23b are prepared.
- the outer peripheral surface of the inner mold and the inner peripheral surface of the outer mold are provided with uneven shapes along the inner peripheral surface 23a and the outer peripheral surface 23b, respectively.
- pressure and pressure are applied to the fibers filled from the inner mold and the outer mold. A temperature is applied, and then the fiber is removed from the mold, and the fiber 23 in which the inner peripheral surface 23a and the outer peripheral surface 23b are molded can be obtained.
- the cloth filled between the inner mold and the outer mold is finished into a cylindrical shape along the outer shape of the inner mold, and the inner cloth is in a state in which the cloth is aligned with the outer shape of the inner mold.
- Such a uniform-surface fiber 23 is interposed between the male member 21 and the female member 22 of the shaft structure 20 so that the sliding resistance in the axial direction can be further reduced.
- production of said wrinkles etc. can be suppressed further by finishing a cloth into a cylindrical shape so that the direction which shows the elasticity of a cloth may correspond with the circumferential direction of the cylindrical fiber 23 at least.
- the manufacturing method in the case where the impregnated fiber 23 is bonded to the outer peripheral portion 21c of the male mold member 21 is the same as the male mold member as it is. 21, and after applying an adhesive to the metal surface of the male mold member 21, fibers (short fibers, long fibers, or cloths) impregnated with rubber or resin between the male mold member 21 and the outer mold are used. (Sheet-like)) is applied, pressure and temperature are applied from the outer mold, and then the outer mold is removed to obtain the member in FIG. 4A in which the fibers 23 are bonded to the outer peripheral portion 21c of the male mold member 21. .
- the cloth is finished into a cylindrical shape that follows the outer shape of the male member 21, and the cloth is covered with the outer diameter of the male member 21, and pressure is applied.
- the cloth since the cloth has stretchability, it is difficult to generate wrinkles or the like on the surface of the fiber 23 bonded to the outer peripheral portion 21c of the male mold member 21, and the male mold member 21 having a uniform surface can be manufactured.
- the axial sliding resistance between the male member 21 and the female member 22 of the shaft structure 20 can be further reduced.
- the generation of the wrinkles and the like can be further suppressed by finishing the cloth in a cylindrical shape so that the direction in which the cloth exhibits elasticity matches at least the circumferential direction of the male member 21. is there.
- the present invention will be specifically described with reference to examples.
- the result of having examined the usefulness as a buffer member of the fiber 23 (refer FIG. 2) which concerns on this embodiment by the material test prescribed
- this invention is not limited to a present Example. More specifically, the inventor conducted a pico abrasion test by comparing a single rubber material made of nitrile rubber (hardness: 70 JIS K 6253 type A durometer) with a fiber material in which nylon 66 is impregnated with nitrile rubber ( JIS.K 6264-2) and Haydon-type friction coefficient measurement test (JIS.K 7125) were conducted.
- Tables 1 and 2 below show the test results.
- Table 1 shows the results of the pico abrasion test.
- Table 2 shows the results of the friction coefficient measurement test.
- rubber impregnation in Tables 1 and 2 is a material constituting the fiber 23 according to the present embodiment, and means a fiber material obtained by impregnating nylon 66 with nitrile rubber.
- Rubber alone is a comparison object of materials constituting the fiber 23 according to the present embodiment, and means a single rubber material made of nitrile rubber.
- Table 1 shows that the wear amount [mg] of a single rubber material made of nitrile rubber was 9.9 [mg], whereas the wear amount of a fiber material obtained by impregnating nylon 66 with nitrile rubber [ mg] was 2.2 [mg]. That is, it has been found that the amount of wear [mg] can be reduced to about 1/5 in the fiber in which nylon 66 is impregnated with nitrile rubber as compared with a single rubber material to be compared.
- the friction coefficient of a single rubber material made of nitrile rubber was 1.48, whereas the friction coefficient of a fiber obtained by impregnating nylon 66 with nitrile rubber was 0.54. . That is, it was found that the friction coefficient of the fiber obtained by impregnating nylon 66 with nitrile rubber can be reduced to about 1/3 compared with the rubber material alone as a comparison target.
- a fiber obtained by impregnating nylon 66 with nitrile rubber is excellent as a buffer member. More specifically, when a single rubber material is formed on the outer peripheral portion 21c of the male member 21, the sliding resistance is reduced even if the rattling noise generated between the male member 21 and the female member 22 can be suppressed. It turned out that it becomes large (a friction coefficient becomes large). Further, when the fiber 23 using the fiber material in which nylon 66 is impregnated with nitrile rubber is formed on the outer peripheral portion 21c of the male member 21, the sliding resistance can be lowered (the rubber material alone can be reduced to the outer periphery of the male member 21). It has been found that the friction coefficient is smaller than when formed on the portion 21c) and the durability is improved (the amount of wear can be reduced as compared with the case where the rubber material alone is formed on the outer peripheral portion 21c of the male member 21). .
- the outer peripheral portion 21 c of the male member 21 is provided by providing the fiber 23 impregnated with rubber or the like between the outer peripheral portion 21 c of the male member 21 and the inner peripheral portion 22 a of the female member 22.
- the inner peripheral portion 22a of the female mold member 22 are trade-offs such as suppression of unpleasant noise such as rattling noise and reduction of axial sliding resistance between the male mold member and the female mold member. Both related issues can be solved simultaneously. Further, by improving the axial slidability between the male member and the female member, lubricating oil is supplied between the outer peripheral portion 21c of the male member 21 and the inner peripheral portion 22a of the female member 22.
- the fiber 23 is impregnated with rubber or resin, so that the fiber generated between the fiber 23 and the outer peripheral portion 21 c of the male member 21 or between the fiber 23 and the inner peripheral portion 22 a of the female member 22.
- the wear resistance of the surface 23 can be improved.
- the fiber 23 impregnated with rubber is the male member 21.
- the outer peripheral portion 21c of the female member 22 is not limited to the one shown in FIG. 4A, and the fiber 23 impregnated with rubber is the inner peripheral portion 22a of the female member 22 as shown in FIG. It may be one that is made to adhere to. That is, as long as the fiber 23 impregnated with rubber and the metal are configured to slide, any of the above methods can provide the above-described effects.
- the back surface (male of the fiber 23 impregnated with rubber) A rubber layer integrated with the fiber 23 is provided on the outer peripheral portion 21c of the mold member 21 or the inner peripheral portion 22a of the female mold member 22), and this rubber layer and the metal surface (of the male mold member 21) are provided. You may make it adhere
- FIG. 5 (a) is a side view
- FIG. 5 (b) is an AA arrow view of (a)
- FIG. 5 (c) is an BB arrow view of (a) instead of the female member 22 in the above embodiment.
- the female member 32 shown in the figure may be used.
- the female member 32 will be specifically described.
- FIG. 5 (a) for convenience of explanation, only portions 32a1 and 32a2 are shown as a perspective view with a one-dot chain line.
- the female member 32 has a first hole portion 32a, a second hole portion 32b, and a movement restraining portion 32c (first movement restraining portion).
- the first hole 32a is formed as follows. That is, when a male member similar to the male member 21 in the above-described embodiment is inserted into the first hole portion 32a, the inner peripheral portion of the first hole portion 32a (for example, portions of reference numerals 32a1 and 32a2). The male member is slid and fitted along the first portion, and the movement stopping portion 32c is prevented from moving up to a predetermined position (here, the bottom portion of the first hole portion 32a).
- the hole 32a is formed.
- the fiber similar to the fiber 23 in the said embodiment is provided between this male type
- the second hole 32b is formed in a cylindrical shape so that a rod-like member (not shown) having a predetermined diameter can be press-fitted and fixed.
- the female member 32 can be used as a member for coupling (coupling) a male member and a rod-like member similar to the male member 21.
- the female member 32 itself can be positioned between the male member and the rod-like member by the movement restraining portion 32c.
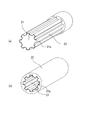
- ⁇ Modification 2> 6 (a) is a side view, (b) is a CC arrow view of (a), and (c) is a DD arrow view of (a) instead of the female member 22 in the above embodiment.
- the female member 42 shown in the figure may be used.
- the female member 42 will be specifically described.
- FIG. 6A for convenience of explanation, only the portions of reference numerals 42a1, 42a2, 42b1, and 42b2 are shown as a transmission diagram with a one-dot chain line.
- the female member 42 has a third hole 42a, a fourth hole 42b, a movement restraining portion 42c (second movement restraining portion), and a movement restraining portion 42d (third movement restraining portion). is doing.
- the third hole portion 42a is formed as follows. That is, when a male member similar to the male member 21 in the above-described embodiment is inserted into the third hole portion 42a, the inner peripheral portion of the third hole portion 42a (for example, portions of reference numerals 42a1 and 42a2). The third member is fitted so that the male member slides along, and the movement restraining portion 42c restrains movement to a predetermined position (here, the bottom portion of the third hole portion 42a).
- the hole 42a is formed.
- the fourth hole portion 42b is formed as follows. That is, when another male member (not shown) having the same shape as the male member 21 in the above-described embodiment is inserted into the fourth hole portion 42b, the inner peripheral portion (for example, the fourth hole portion 42b) The male member slides and fits along the portions 42b1, 42b2, etc.), and the movement is stopped up to a predetermined position (here, the bottom of the fourth hole 42b) by the movement stopping portion 42d. As described above, the fourth hole portion 42b is formed. In addition, the fiber similar to the fiber 23 in the said embodiment is provided between this male type member and the 4th hole 42b.
- the female member 42 can be used as a member for coupling (coupling) a male member similar to the male member 21 and another male member.
- the female member 42 itself can be positioned between the male member similar to the male member 21 and the other male member by the movement restraining portions 42c and 42d.
- any fiber may be used as long as it has a low sliding resistance with respect to the surface, or a cloth in which the fiber is formed into a sheet shape.
- Any fiber may be used as long as it has a low sliding resistance with respect to the surface, or a cloth in which the fiber is formed into a sheet shape.
- canvas, velvet, denim, woven fabric, and knitted fabric impregnated with rubber or the like can be used.
- each movement restraining portion is provided at the bottom of each hole.
- the present invention is not limited to this, and the restraining of the movement of the male member is determined at a predetermined position (optionally) in each hole.
- Each movement restraining portion may be provided in any of the holes as long as the female member can be positioned while being restrained up to (position).
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ocean & Marine Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Power Steering Mechanism (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
歯打ち音と呼ばれる不快な異音を抑制しつつ、軸方向の摺動抵抗を低減可能なシャフト用構造体、雄型部材、及び、雌型部材を提供する。動力を伝達可能なシャフトに組み付けられ、雄型部材21及び雌型部材22を軸方向に摺動可能に嵌合して構成されるシャフト用構造体20において、雄型部材21が、複数の雄歯を有する外周部21cを備え、雌型部材22が、複数の雌歯を有するとともに雄型部材21の外周部21cを挿入可能な内周部22aを備え、雄型部材21の外周部21cと、雌型部材22の内周部22aとの間には、ゴム又は樹脂を含浸させた繊維23が介在している。
Description
本発明は、車両など各種産業機械で用いられるシャフトに組み付けられるシャフト用構造体、該シャフト用構造体を構成する雄型部材及び雌型部材に関する。
従来、例えば車両のステアリングシャフトに組み込まれる車両ステアリング用伸縮軸として、雄スプライン軸と雌スプライン軸とを備えた伸縮軸が公知となっている(特許文献1の図2参照)。この伸縮軸では、雄スプライン軸の外周面、及び、雌スプライン軸の内周面にスプラインが形成されている。さらに、雄スプライン軸の外周面、及び、雌スプライン軸の内周面の何れか一方には、厚さが0.25[mm]程度の合成樹脂(ナイロン等)からなる樹脂被膜が形成されている。
ところが、上記伸縮軸は、雄スプライン軸の外周面、又は、雌スプライン軸の内周面に形成されたスプラインで寸法精度を出すものであるため、雄スプライン軸と雌スプライン軸との間からは、歯打ち音と呼ばれる不快な異音が発生するという問題があった。
一方、雄スプライン軸と雌スプライン軸との隙間の一部に、ニトリルゴム、シリコンゴム、ウレタンゴム等のゴム材を設けたトルク伝達用継手が公知となっている(特許文献2の図2参照)。この継手では、ゴム材によって雄スプライン軸と雌スプライン軸との間のガタが吸収され、雄スプライン軸と雌スプライン軸との間から発生するガタ音(歯打ち音)の抑制が図られている。
しかしながら、特許文献2に記載されたトルク伝達用継手では、上記のガタ音を抑制することができても、ゴム材を設けることによって、雄スプライン軸と雌スプライン軸とにおける軸方向の摺動抵抗が増加し、摺動性が悪化するという問題があった。
そこで、本発明は、歯打ち音と呼ばれる不快な異音を抑制しつつ、軸方向の摺動抵抗の低減を可能としたシャフト用構造体、雄型部材、及び、雌型部材を提供することを目的とする。
(1)本発明のシャフト用構造体は、動力を伝達可能なシャフトに組み付けられ、雄型部材及び雌型部材を軸方向に摺動可能に嵌合して構成されるシャフト用構造体であって、前記雄型部材が、複数の雄歯を有する外周部を備え、前記雌型部材が、複数の雌歯を有するとともに前記雄型部材の外周部を挿入可能な内周部を備え、前記雄型部材の前記外周部と、前記雌型部材の前記内周部との間には、ゴム又は樹脂を含浸させた繊維が介在していることを特徴とする。
上記(1)の構成によれば、雄型部材の外周部と雌型部材の内周部との間に、ゴム又は樹脂を含浸させた繊維を設けることで、雄型部材と雌型部材との間から生じる歯打ち音を抑制しつつ、雄型部材と雌型部材とにおける軸方向の摺動抵抗を低減することができる。また、摺動性の向上によって、雄型部材の外周部と雌型部材の内周部との間に潤滑油を供給する必要がなくなり、潤滑油補給等の手間を省くことができる。
(2)本発明の雄型部材は、動力を伝達可能なシャフトに組み付けられ、雌型部材と軸方向に摺動可能に嵌合して構成される雄型部材であって、前記雄型部材が、複数の雄歯を有するとともに前記雌型部材の内周部に挿入可能な外周部を備え、前記雄型部材の外周部には、ゴム又は樹脂を含浸させた繊維が設けられていることを特徴とする。
(2)本発明の雄型部材は、動力を伝達可能なシャフトに組み付けられ、雌型部材と軸方向に摺動可能に嵌合して構成される雄型部材であって、前記雄型部材が、複数の雄歯を有するとともに前記雌型部材の内周部に挿入可能な外周部を備え、前記雄型部材の外周部には、ゴム又は樹脂を含浸させた繊維が設けられていることを特徴とする。
上記(2)の構成によれば、雄型部材の外周部に、ゴム又は樹脂を含浸させた繊維を設けることで、雄型部材と雌型部材との間から生じる歯打ち音を抑制しつつ、雄型部材と雌型部材とにおける軸方向の摺動抵抗を低減することができる。また、摺動性の向上によって、雄型部材の外周部と雌型部材の内周部との間に潤滑油を供給する必要がなくなり、潤滑油補給等の手間を省くことができる。
(3)本発明の雌型部材は、動力を伝達可能なシャフトに組み付けられ、雄型部材と軸方向に摺動可能に嵌合して構成される雌型部材であって、前記雌型部材が、複数の雌歯を有するとともに前記雄型部材の外周部を挿入可能な内周部を備え、前記雌型部材の前記内周部には、ゴム又は樹脂を含浸させた繊維が設けられていることを特徴とする。
上記(3)の構成によれば、雌型部材の内周部に、ゴム又は樹脂を含浸させた繊維を設けることで、雄型部材と雌型部材との間から生じる歯打ち音を抑制しつつ、雄型部材と雌型部材とにおける軸方向の摺動抵抗を低減することができる。また、摺動性の向上によって、雄型部材の外周部と雌型部材の内周部との間に潤滑油を供給する必要がなくなり、潤滑油補給等の手間を省くことができる。
(4)上記(3)の雌型部材においては、前記雄型部材を一方側から軸方向に挿入可能な第1の穴部と、棒状の部材を他方側から軸方向に圧入して固定可能な第2の穴部と、
を有しており、前記第1の穴部内には、前記雄型部材が挿入された際に、前記雄型部材の挿入方向の移動を所定位置までで制止する第1の移動制止部が設けられているものでもよい。
を有しており、前記第1の穴部内には、前記雄型部材が挿入された際に、前記雄型部材の挿入方向の移動を所定位置までで制止する第1の移動制止部が設けられているものでもよい。
(5)別の観点として、上記(3)の雌型部材においては、一方側から前記雄型部材を軸方向に挿入可能な第3の穴部と、他方側から別の雄型部材を軸方向に摺動可能に嵌合可能な第4の穴部と、を有しており、前記第3の穴部内には、前記雄型部材が挿入された際に、前記雄型部材の挿入方向の移動を所定位置までで制止する第2の移動制止部が設けられ、前記第4の穴部内には、前記別の雄型部材が挿入された際に、前記別の雄型部材の挿入方向の移動を所定位置までで制止する第3の移動制止部が設けられているものでもよい。
上記(4)又は(5)の構成によれば、雌型部材は、雄型部材と棒状部材とを連結(カップリング)する部材として用いることができる。特に、移動制止部によって、雌型部材自体を、該雄型部材と該棒状部材との間において位置決めすることができる。
以下、図1~図4を参照しつつ、本発明の一実施形態に係るシャフト用構造体(スプライン)、このシャフト用構造体を構成する雄型部材(雄スプライン軸)及び雌型部材(雌スプライン軸)について説明する。
(電動パワーステアリング装置の全体構成)
ここでは、電動パワーステアリング装置の動作説明を兼ねて、各部の構成を説明する。図1に示すように、電動パワーステアリング装置(EPS)1は、操舵部材としてのステアリングホイール2に連結しているステアリングシャフト(シャフト)3と、ステアリングシャフト3の先端部に設けられたピニオンギヤ4及びこのピニオンギヤ4に噛み合うラックギヤ5を有して車両の左右方向に延びる操舵軸としてのラック軸6とを有している。
ここでは、電動パワーステアリング装置の動作説明を兼ねて、各部の構成を説明する。図1に示すように、電動パワーステアリング装置(EPS)1は、操舵部材としてのステアリングホイール2に連結しているステアリングシャフト(シャフト)3と、ステアリングシャフト3の先端部に設けられたピニオンギヤ4及びこのピニオンギヤ4に噛み合うラックギヤ5を有して車両の左右方向に延びる操舵軸としてのラック軸6とを有している。
ラック軸6の両端部にはそれぞれタイロッド7が結合されており、各タイロッド7は対応するナックルアーム(図示せず)を介して対応する車輪8に連結されている。ステアリングホイール2が操作されてステアリングシャフト3が回転されると、この回転がピニオンギヤ4およびラックギヤ5によって、車両の左右方向に沿ってのラック軸6の直線運動に変換される。これにより、車輪8の転舵が達成される。
ステアリングシャフト3は、ステアリングホイール2に連なる入力軸9と、ピニオンギヤ4に連なる出力軸10とに分割されており、これら入、出力軸9,10はトーションバー11を介して同一の軸線上で互いに連結されている。また、トーションバー11を介する入、出力軸9,10間の相対回転変位量により操舵トルクを検出するトルクセンサ12が設けられており、このトルクセンサ12のトルク検出結果は制御部13に与えられる。制御部13では、トルク検出結果及び車速検出結果等に基づいて、ドライバ14を介して操舵補助用の電動モータ15への印加電圧を制御する。そして、電動モータ15の回転軸(図示せず)の回転が、減速機構17を介して減速される。減速機構17の出力回転は変換機構18を介してラック軸6の軸方向移動に変換され、操舵が補助される。本電動パワーステアリング装置1はいわゆるラックアシストタイプである。
(シャフト用構造体の構成)
本実施形態に係るシャフト用構造体は、例えば、上記のステアリングシャフト3に適用されている。なお、以下において、ステアリングシャフト3を単にシャフト3と略記することがある。
本実施形態に係るシャフト用構造体は、例えば、上記のステアリングシャフト3に適用されている。なお、以下において、ステアリングシャフト3を単にシャフト3と略記することがある。
本発明に係るシャフト用構造体20は、動力を伝達可能なシャフト3に組み付けられ、該動力を伝達可能な雄型部材及び雌型部材を軸方向に摺動可能に嵌合して構成されるものであって、図2に示すように、金属製の雄型部材21、金属製の雌型部材22、及び、ゴム等で含浸処理された繊維23を有する。
雄型部材21は、図3(a)に示すように、略円柱状の基軸部21aと、該基軸部21aの一端部から凸状に延びる凸状部21bとを有する。この凸状部21bの外周部21cには、例えば8つの雄歯21dが、凸状部21bの周方向に所定の隙間を隔てて形成されている。
雌型部材22は、図3(b)に示すように、略円筒状に形成されており、雄型部材21を挿入可能な内周部22aを有する。すなわち、雌型部材22の内周部22aには、雄型部材21の凸状部21bに形成されている雄歯と同数(本実施形態では8つ)の雌歯22bが、雌型部材22の周方向に所定の隙間を隔てて形成されている。
繊維23は、アラミド繊維、ナイロン、ウレタン、木綿、絹、麻、アセテート、レーヨン、フッ素を含む繊維、及び、ポリエステル等によって形成可能であって、ゴム又は樹脂で含浸処理されている。繊維の形状は、例えば短繊維形状や長繊維形状であってもよく、またシート状の布であってもよい。
ゴム又は樹脂により繊維を含浸処理することで、繊維の間にゴム材又は樹脂材が入り込み、繊維同士を接着させてまとめあげ、繊維23のように部材(シート体)として機能させることが可能となる。また、繊維にゴム等が含浸することにより、繊維同士の擦れによる摩耗が低減されると共に、さらには繊維23と雄型部材21、又は繊維23と雌型部材22との間で発生する繊維23表面の摩耗性のアップを図ることが可能となる。
なお、ゴムは、繊維を含浸処理できるものであればよい。このゴムとしては、例えば、ウレタンゴム、ニトリルゴム、シリコンゴム、フッ素ゴム、アクリルゴム、エチレン-プロピレンゴム、ブチルゴム、イソプレンゴム、塩素化ポリエチレンゴム、エピクロヒドリンゴム、水素化ニトリルゴム、クロロプレンゴム、ポリブタジエンゴム、スチレンブタジエンゴム、天然ゴム等を単独で、又はこれらのゴムを各種変性処理したものを使用することができる。これらのゴムは、単独で使用することができるほか、複数種のゴムをブレンドして用いることもできる。また、ゴムには、加硫剤のほか、加硫促進剤、老化防止剤、軟化剤、可塑剤、充填剤、及び、着色剤等の従来からゴムの配合剤として使用していたものを適量配合することができる。これら以外に、繊維23の潤滑性を向上させるために、グラファイト、シリコンオイル、フッ素パウダー、又は二硫化モリブデン等の固体潤滑剤がゴムに含まれていてもよい。さらに、上記ゴムの代わりに、又は上記ゴムとともに、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、塩化ビニル樹脂、ポリプロピレン、ポリカーボネート、PET樹脂、フッ素樹脂、ポリエチレン、AS樹脂、ABS樹脂、ポリスチレン樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、ナイロン、アルキド樹脂、フェノール樹脂、エポキシ樹脂、ポリフェニレンサルファイド樹脂等の熱可塑性樹脂、又は熱硬化樹脂を用いることもできる。
上記のゴム又は樹脂による繊維への含浸処理は、ゴム又は樹脂を溶剤等で溶解し液状とした後、所定の繊維(短繊維、長繊維)をディッピング処理する方法が好適に使用される。実際の使用に際しては、繊維をシート状に形成した布を使用することができる。この布のゴム又は樹脂の含浸処理の方法も上記と同様な方法で行われる。
布を構成するものとしては、繊維を不規則にからめた不織布や、規則的に成形した織布や編布(ニット)等が挙げられる。これらの布は、繊維(短繊維や長繊維)のみから構成されたものと比べ、シート状であることから、ゴム等による含浸処理を行い易く(ハンドリングが容易)、さらに後述するシャフト用構造体の表面にも接着し易いといった特徴を有する。なお、上記織布の織り方については、平織、朱子織、及び綾織等が用いられる。
また、上記の布には、ある程度の伸縮性があるものがよい。布を雌歯22b、若しくは雄歯21dの形状に沿った形へ成型する場合、又は雄型部材21の外周部21c表面や雌型部材22の内周部22aの表面に接着する場合、いずれも表面が凹凸形状になっていることから、布に伸縮性があることで、布表面が凹凸形状に追従して馴染みやすく、出来上がった繊維23の表面にシワ等が発生しにくく、表面が均一に仕上がるといった利点がある。その結果、雄型部材21と雌型部材22との勘合を滑らかなものとすることができる。さらに、雄型部材21又は雌型部材22と繊維23との間で発生する摺動抵抗を低減することができる。特に、布の伸縮性を示す方向は、少なくとも円筒状の繊維23の周方向と一致するように繊維23を製造することで、上記のシワ等の発生をより一層抑えることが可能となる。
含浸処理された繊維23は、図2に示すように、雄型部材21の外周部21cと、雌型部材22の内周部22a(図3b参照)との間に介在して設けられている。含浸処理された繊維23は、図3(c)に示すように、雄型部材21の外周部21c(図3(a)参照)と略同形状の内周面23aと、雌型部材22の内周部22a(図3(b)参照)と略同形状の外周面23bとを有している。本実施形態では、図4(a)に示すように、雄型部材21の外周部21cに、含浸処理された繊維23が接着されている。ここで使用される接着剤は、アクリル樹脂系接着剤、オレフィン系接着剤、ウレタン樹脂系接着剤、エチレンー酢酸ビニル樹脂系接着剤、エポキシ樹脂系接着剤、塩化ビニル樹脂系接着剤、クロロプレンゴム系接着剤、シアノアクリレート系接着剤、シリコン系接着剤、スチレン-ブタジエンゴム系接着剤、ニトリルゴム系接着剤、ホットメルト接着剤、フェノール樹脂系接着剤、メラミン樹脂系接着剤、ユリア樹脂系接着剤、及びレゾルシノール系接着剤等があり、接着剤を加熱融解した状態にして流動性を付与した上で塗布し冷却することにより硬化・接着する方法や、接着剤を加熱することで硬化・接着させる方法等がある。
本実施形態において、含浸処理された繊維23は、雄型部材21の外周部21cの全周にわたって設けられており、例えば図2に示すように、繊維23が接着された雄型部材21は、雌型部材22の端部から軸方向に突き出た先端部分を有している。雄型部材21の先端部分には、シャフト用構造体20の使用状況に応じて適宜加工が施される。
ここで、シャフト用構造体20の製法の一例としては、金属材料(図示せず)から図3(a),(b)にそれぞれ示された形状を有する雄型部材21及び雌型部材22を切り出す工程、繊維23をゴム等で含浸処理する工程、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に含浸処理された繊維23を介在して設ける工程、を順次行うことによる製法を挙げることができる。
また、繊維23の製法としては、以下のような製法を適宜選択することができる。例えば、図3(c)の繊維23を成型する場合、まず内周面23a及び外周面23bをそれぞれ成型することができる内型及び外型を用意する。当然のことながら、内型の外周面及び外型の内周面には、それぞれ、内周面23a及び外周面23bに沿った凹凸形状を備えている。そして、この2つの型の間にゴム又は樹脂で含浸処理された繊維(短繊維や長繊維、又は布(シート状))を充填したのち、内型や外型から充填された繊維に圧力及び温度を与え、その後、型から繊維を取り外し、内周面23a及び外周面23bが成型された繊維23を得ることができる。
また、繊維23の製法としては、内型と外型との間に充填する布を、内型の外形に沿う様な円筒形に仕上げ、その布を内型の外形に沿わせた状態で内型に被せ、その後、上記と同様に圧力及び温度を与え、繊維23を成型する方法もある。この場合、布が伸縮性を保有することで、一層、内型及び外型の凹凸形状に沿って繊維23の成型が可能となる。その結果、繊維23の内周面23aや外周面23bにシワ等が発生することなく、表面均一な状態の成型品を製造することができる。このような表面均一な繊維23がシャフト用構造体20の雄型部材21と雌型部材22との間に介在することで、軸方向の摺動抵抗を一層低減することが可能となる。尚、布の伸縮性を示す方向が、少なくとも円筒状の繊維23の周方向と一致するように布を円筒形に仕上げることで、より一層上記のシワ等の発生を抑えることができる。
また、図4(a)に示すように、雄型部材21の外周部21cに、含浸処理された繊維23が接着されている場合の製造方法は、上記製造方法の内型をそのまま雄型部材21に置き換え、さらに雄型部材21の金属表面に接着剤を塗ったあと、この雄型部材21と外型との間にゴム又は樹脂で含浸処理された繊維(短繊維や長繊維、または布(シート状))を充填したのち、外型から圧力及び温度を与え、その後、外型を取り外し、雄型部材21の外周部21cに繊維23が接着された図4(a)の部材を得る。また、上記製造方法と同様に布を雄型部材21の外形に沿う様な円筒形に仕上げ、その布を雄型部材21の外径に沿わせた状態で被せてから、圧力を与え、図4(a)の部材を得てもよい。この場合、布が伸縮性を有することで、雄型部材21の外周部21cに接着された繊維23の表面にシワ等が発生しづらく、表面均一な状態の雄型部材21を製造することができることから、シャフト用構造体20の雄型部材21と雌型部材22との軸方向の摺動抵抗を一層低減することが可能となる。尚、布の伸縮性を示す方向が、少なくとも雄型部材21の周方向と一致するように布を円筒形に仕上げることで、より一層上記のシワ等の発生が抑えられることは上述した通りである。
次に、実施例により本発明を具体的に説明する。ここでは、JIS(日本工業規格)に規定されている材料試験によって本実施形態に係る繊維23(図2参照)の緩衝部材としての有用性を検討した結果について説明する。なお、本発明は、本実施例に限定されるものではない。より具体的に、本発明者は、ニトリルゴムからなるゴム材料単体(硬度:70 JIS K 6253 タイプA デュロメータ)と、ナイロン66をニトリルゴムで含浸処理した繊維材料との比較により、ピコ摩耗試験(JIS.K 6264-2)、及び、ヘイドン式の摩擦係数測定試験(JIS.K 7125)を行った。
下記の表1,2は、各試験結果を示している。表1は、上記ピコ摩耗試験の結果である。表2は、上記摩擦係数測定試験の結果である。ここで、表1,2中の「ゴム含浸」とは、本実施形態に係る繊維23を構成する材料であって、ナイロン66をニトリルゴムで含浸処理した繊維材料を意味している。「ゴム単独」とは、本実施形態に係る繊維23を構成する材料の比較対象であって、ニトリルゴムからなるゴム材料単体を意味している。


表1を見ると、ニトリルゴムからなるゴム材料単体の摩耗量[mg]は、9.9[mg]であったのに対して、ナイロン66をニトリルゴムで含浸処理した繊維材料の摩耗量[mg]は、2.2[mg]であった。すなわち、ナイロン66をニトリルゴムで含浸処理した繊維では、比較対象であるゴム材料単体と比べて、摩耗量[mg]を約1/5に低減できることが分かった。
表2を見ると、ニトリルゴムからなるゴム材料単体の摩擦係数は、1.48であったのに対して、ナイロン66をニトリルゴムで含浸処理した繊維の摩擦係数は、0.54であった。すなわち、ナイロン66をニトリルゴムで含浸処理した繊維では、比較対象であるゴム材料単体と比べて、摩擦係数を約1/3に低減できることが分かった。
上記の結果から、ナイロン66をニトリルゴムで含浸処理した繊維が緩衝部材として優れていることが分かった。より具体的には、ゴム材料単体を雄型部材21の外周部21cに形成すると、雄型部材21と雌型部材22との間から発生する歯打ち音を抑制できても、摺動抵抗が大きくなる(摩擦係数が大きくなる)ことが分かった。また、ナイロン66をニトリルゴムで含浸処理した繊維材料を用いた繊維23を雄型部材21の外周部21cに形成すると、摺動抵抗を下げることができる(ゴム材料単体を雄型部材21の外周部21cに形成した場合よりも摩擦係数が小さくなる)とともに、耐久性も向上する(ゴム材料単体を雄型部材21の外周部21cに形成した場合よりも摩耗量を少なくできる)ことが分かった。
(本実施形態に係るシャフト用構造体の特徴)
上記構成によれば、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に、ゴム等を含浸させた繊維23を設けることで、雄型部材21の外周部21cと雌型部材22の内周部22aとの間から発生する歯打ち音といった不快音の抑制、及び、雄型部材と雌型部材とにおける軸方向の摺動抵抗の低減といった、互いにトレードオフの関係にある両課題を同時に解決することができる。また、雄型部材と雌型部材とにおける軸方向の摺動性が向上することによって、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に潤滑油を供給する必要がなくなり、潤滑油補給等の手間を省くことができる。さらに、繊維23をゴム又は樹脂で含浸処理したことで、繊維23と雄型部材21の外周部21cとの間、または繊維23と雌型部材22の内周部22aとの間で発生する繊維23表面の摩耗性を向上させることができる。
上記構成によれば、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に、ゴム等を含浸させた繊維23を設けることで、雄型部材21の外周部21cと雌型部材22の内周部22aとの間から発生する歯打ち音といった不快音の抑制、及び、雄型部材と雌型部材とにおける軸方向の摺動抵抗の低減といった、互いにトレードオフの関係にある両課題を同時に解決することができる。また、雄型部材と雌型部材とにおける軸方向の摺動性が向上することによって、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に潤滑油を供給する必要がなくなり、潤滑油補給等の手間を省くことができる。さらに、繊維23をゴム又は樹脂で含浸処理したことで、繊維23と雄型部材21の外周部21cとの間、または繊維23と雌型部材22の内周部22aとの間で発生する繊維23表面の摩耗性を向上させることができる。
なお、雄型部材21の外周部21cと雌型部材22の内周部22aとの間に、ゴムを含浸させた繊維23を設ける手法としては、ゴムを含浸させた繊維23が雄型部材21の外周部21cに接着されるようにした図4(a)に示すものに限られず、図4(b)に示すように、ゴムを含浸させた繊維23が雌型部材22の内周部22aに接着されるようにしたものであってもよい。すなわち、ゴムを含浸させた繊維23と金属とが摺動するように構成されていれば、上記手法のうちいずれの手法であっても、上述した作用効果を奏することができる。ここで、ゴムを含浸させた繊維23を、雄型部材21の外周部21c又は雌型部材22の内周部22aに接着させる手法としては、例えば、ゴムを含浸させた繊維23の裏面(雄型部材21の外周部21c又は雌型部材22の内周部22aに接着される側の面)に繊維23と一体化されたゴム層を設け、このゴム層と金属面(雄型部材21の外周部21cの面又は雌型部材22の内周部22aの面)とを接着剤によって接着させるようにしてもよい。これにより、金属面と繊維23との接着強度を向上することができる。
以上、本発明の実施形態について図面に基づいて説明したが、具体的な構成は、これらの実施形態に限定されるものではない。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれる。例えば、下記変形例1、2が挙げられる。
<変形例1>
上記実施形態における雌型部材22の代わりに、図5((a)は側面図、(b)は(a)のA-A矢視図、(c)は(a)のB-B矢視図)に示した雌型部材32を用いてもよい。以下、雌型部材32について具体的に説明する。ここで、図5(a)においては、説明の便宜上、符号32a1、32a2の部分のみ一点鎖線で透過図として示す。
上記実施形態における雌型部材22の代わりに、図5((a)は側面図、(b)は(a)のA-A矢視図、(c)は(a)のB-B矢視図)に示した雌型部材32を用いてもよい。以下、雌型部材32について具体的に説明する。ここで、図5(a)においては、説明の便宜上、符号32a1、32a2の部分のみ一点鎖線で透過図として示す。
雌型部材32は、第1の穴部32aと、第2の穴部32bと、移動制止部32c(第1の移動制止部)とを有している。第1の穴部32aにおいては、以下のように形成されている。すなわち、第1の穴部32aに上記実施形態における雄型部材21と同様の雄型部材が挿入された場合、第1の穴部32aにおける内周部(例えば、符号32a1、32a2の部分など)に沿って該雄型部材が摺動しつつ嵌合するとともに、移動制止部32cによって移動が所定位置(ここでは、第1の穴部32aの底部)までで制止されるように、第1の穴部32aは形成されている。なお、該雄型部材と第1の穴部32aとの間に、上記実施形態における繊維23と同様の繊維を設ける。第2の穴部32bは、所定の径を有した棒状部材(図示せず)を圧入して固定することが可能となるように、円筒状に形成されている。
上記構成により、雌型部材32は、雄型部材21と同様の雄型部材と棒状部材とを連結(カップリング)する部材として用いることができる。特に、移動制止部32cによって、雌型部材32自体を、該雄型部材と該棒状部材との間において位置決めすることができる。
<変形例2>
上記実施形態における雌型部材22の代わりに、図6((a)は側面図、(b)は(a)のC-C矢視図、(c)は(a)のD-D矢視図)に示した雌型部材42を用いてもよい。以下、雌型部材42について具体的に説明する。ここで、図6(a)においては、説明の便宜上、符号42a1、42a2、42b1、42b2の部分のみ一点鎖線で透過図として示す。
上記実施形態における雌型部材22の代わりに、図6((a)は側面図、(b)は(a)のC-C矢視図、(c)は(a)のD-D矢視図)に示した雌型部材42を用いてもよい。以下、雌型部材42について具体的に説明する。ここで、図6(a)においては、説明の便宜上、符号42a1、42a2、42b1、42b2の部分のみ一点鎖線で透過図として示す。
雌型部材42は、第3の穴部42aと、第4の穴部42bと、移動制止部42c(第2の移動制止部)、移動制止部42d(第3の移動制止部)とを有している。第3の穴部42aにおいては、以下のように形成されている。すなわち、第3の穴部42aに上記実施形態における雄型部材21と同様の雄型部材が挿入された場合、第3の穴部42aにおける内周部(例えば、符号42a1、42a2の部分など)に沿って該雄型部材が摺動しつつ嵌合するとともに、移動制止部42cによって移動が所定位置(ここでは、第3の穴部42aの底部)までで制止されるように、第3の穴部42aは形成されている。なお、該雄型部材と第3の穴部42aとの間に、上記実施形態における繊維23と同様の繊維を設ける。第4の穴部42bにおいては、以下のように形成されている。すなわち、第4の穴部42bに上記実施形態における雄型部材21と同形状の別の雄型部材(図示せず)が挿入された場合、第4の穴部42bにおける内周部(例えば、符号42b1、42b2の部分など)に沿って該雄型部材が摺動しつつ嵌合するとともに、移動制止部42dによって移動が所定位置(ここでは、第4の穴部42bの底部)までで制止されるように、第4の穴部42bは形成されている。なお、該雄型部材と第4の穴部42bとの間に、上記実施形態における繊維23と同様の繊維を設ける。
上記構成により、雌型部材42は、雄型部材21と同様の雄型部材と、別の雄型部材とを連結(カップリング)する部材として用いることができる。特に、移動制止部42c、42dによって、雌型部材42自体を、雄型部材21と同様の雄型部材と上記別の雄型部材との間において位置決めすることができる。
また、他の変形例としては、例えば、上記実施形態及び上記変形例1,2では、本実施形態及び上記変形例1,2に係るシャフト用構造体を車両用のステアリングシャフトに適用する例について述べたが、本発明はこれに限定されず、各種産業機械で用いられるシャフトに適用できる。
また、上記実施形態及び上記変形例1,2では、繊維をゴム等で含浸処理して用いる例について述べたが、本発明はこれに限定されず、ゴム等で含浸処理することができるとともに金属面との間での摺動抵抗が低い繊維であれば良く、また繊維をシート状に形成した布でも良い。例えば、ゴム等で含浸処理された帆布、ベルベット、デニム、織布、編布を採用することができる。また、縦横一方に伸縮する、または縦横両方に伸縮する繊維を採用しても良い。
また、上記変形例1,2においては、各移動制止部を各穴部の底部に設けたが、これらに限られず、雄型部材の移動の制止を各穴部内の所定位置(任意で決めた位置)までで制止しつつ、雌型部材の位置決めを行うことができるものであれば、各移動制止部を各穴部内のいずれに設けてもよい。
1 電動パワーステアリング装置
2 ステアリングホイール
3 ステアリングシャフト(シャフト)
4 ピニオンギヤ
5 ラックギヤ
6 ラック軸
7 タイロッド
8 車輪
9 入力軸
10 出力軸
11 トーションバー
12 トルクセンサ
13 制御部
14 ドライバ
15 電動モータ
17 減速機構
18 変換機構
20 シャフト用構造体
21、121 雄型部材
21a 基軸部
21b 凸状部
21c、121c 外周部
21d 雄歯
22、32、42、222 雌型部材
22a、222a 内周部
22b 雌歯
32a 第1の穴部
32b 第2の穴部
42a 第3の穴部
42b 第4の穴部
32c 移動制止部(第1の移動制止部)
42c 移動制止部(第2の移動制止部)
42d 移動制止部(第3の移動制止部)
23、123、223 織布(繊維)
23a 内周面
23b 外周面
2 ステアリングホイール
3 ステアリングシャフト(シャフト)
4 ピニオンギヤ
5 ラックギヤ
6 ラック軸
7 タイロッド
8 車輪
9 入力軸
10 出力軸
11 トーションバー
12 トルクセンサ
13 制御部
14 ドライバ
15 電動モータ
17 減速機構
18 変換機構
20 シャフト用構造体
21、121 雄型部材
21a 基軸部
21b 凸状部
21c、121c 外周部
21d 雄歯
22、32、42、222 雌型部材
22a、222a 内周部
22b 雌歯
32a 第1の穴部
32b 第2の穴部
42a 第3の穴部
42b 第4の穴部
32c 移動制止部(第1の移動制止部)
42c 移動制止部(第2の移動制止部)
42d 移動制止部(第3の移動制止部)
23、123、223 織布(繊維)
23a 内周面
23b 外周面
Claims (5)
- 動力を伝達可能なシャフトに組み付けられ、雄型部材及び雌型部材を軸方向に摺動可能に嵌合して構成されるシャフト用構造体であって、
前記雄型部材が、複数の雄歯を有する外周部を備え、
前記雌型部材が、複数の雌歯を有するとともに前記雄型部材の外周部を挿入可能な内周部を備え、
前記雄型部材の前記外周部と、前記雌型部材の前記内周部との間には、ゴム又は樹脂を含浸させた繊維が介在している
ことを特徴とするシャフト用構造体。 - 動力を伝達可能なシャフトに組み付けられ、雌型部材と軸方向に摺動可能に嵌合して構成される雄型部材であって、
前記雄型部材が、複数の雄歯を有するとともに前記雌型部材の内周部に挿入可能な外周部を備え、
前記雄型部材の前記外周部には、ゴム又は樹脂を含浸させた繊維が設けられていることを特徴とする雄型部材。 - 動力を伝達可能なシャフトに組み付けられ、雄型部材と軸方向に摺動可能に嵌合して構成される雌型部材であって、
前記雌型部材が、複数の雌歯を有するとともに前記雄型部材の外周部を挿入可能な内周部を備え、
前記雌型部材の前記内周部には、ゴム又は樹脂を含浸させた繊維が設けられていることを特徴とする雌型部材。 - 前記雄型部材を一方側から軸方向に挿入可能な第1の穴部と、
棒状の部材を他方側から軸方向に圧入して固定可能な第2の穴部と、
を有しており、
前記第1の穴部内には、前記雄型部材が挿入された際に、前記雄型部材の挿入方向の移動を所定位置までで制止する第1の移動制止部が設けられていることを特徴とする請求項3に記載の雌型部材。 - 一方側から前記雄型部材を軸方向に挿入可能な第3の穴部と、
他方側から別の雄型部材を軸方向に摺動可能に嵌合可能な第4の穴部と、
を有しており、
前記第3の穴部内には、前記雄型部材が挿入された際に、前記雄型部材の挿入方向の移動を所定位置までで制止する第2の移動制止部が設けられ、
前記第4の穴部内には、前記別の雄型部材が挿入された際に、前記別の雄型部材の挿入方向の移動を所定位置までで制止する第3の移動制止部が設けられていることを特徴とする請求項3に記載の雌型部材。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13807294.7A EP2863084B1 (en) | 2012-06-19 | 2013-06-17 | Structural body for shaft, male member, and female member |
| CN201380032764.2A CN104379954B (zh) | 2012-06-19 | 2013-06-17 | 轴用构造体、凸型构件以及凹型构件 |
| KR1020157000663A KR20150031274A (ko) | 2012-06-19 | 2013-06-17 | 샤프트용 구조체, 수형 부재 및 암형 부재 |
| IN46MUN2015 IN2015MN00046A (ja) | 2012-06-19 | 2013-06-17 | |
| ES13807294.7T ES2687703T3 (es) | 2012-06-19 | 2013-06-17 | Cuerpo estructural para eje, elemento macho y elemento hembra |
| US14/575,901 US10344795B2 (en) | 2012-06-19 | 2014-12-18 | Structural body for shaft, male member, and female member |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-137828 | 2012-06-19 | ||
| JP2012137828 | 2012-06-19 | ||
| JP2012219686A JP6232182B2 (ja) | 2012-10-01 | 2012-10-01 | シャフト用構造体、雄型部材、及び、雌型部材 |
| JP2012-219686 | 2012-10-01 | ||
| JP2013-117482 | 2013-06-04 | ||
| JP2013117482A JP6196813B2 (ja) | 2012-06-19 | 2013-06-04 | シャフト用構造体、雄型部材、及び、雌型部材 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/575,901 Continuation US10344795B2 (en) | 2012-06-19 | 2014-12-18 | Structural body for shaft, male member, and female member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013191123A1 true WO2013191123A1 (ja) | 2013-12-27 |
Family
ID=50549932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/066556 WO2013191123A1 (ja) | 2012-06-19 | 2013-06-17 | シャフト用構造体、雄型部材、及び、雌型部材 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10344795B2 (ja) |
| EP (1) | EP2863084B1 (ja) |
| KR (1) | KR20150031274A (ja) |
| CN (1) | CN104379954B (ja) |
| ES (1) | ES2687703T3 (ja) |
| IN (1) | IN2015MN00046A (ja) |
| TW (1) | TWI577900B (ja) |
| WO (1) | WO2013191123A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106662158A (zh) * | 2014-07-31 | 2017-05-10 | 霓达株式会社 | 轴用构造体、雄型部件以及雌型部件 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6229885B2 (ja) * | 2014-01-21 | 2017-11-15 | 株式会社ジェイテクト | 伸縮軸の製造方法 |
| DE102016107997A1 (de) * | 2016-04-29 | 2017-11-02 | Weber Maschinenbau Gmbh Breidenbach | Fördereinheit |
| CN106009677B (zh) * | 2016-07-18 | 2018-06-26 | 深圳市尚智工程技术咨询有限公司 | 一种纳米导电橡胶传感单元及其制备方法 |
| DE102017103779B4 (de) * | 2017-02-23 | 2021-01-21 | Vibracoustic Gmbh | Elastisches Lager |
| US10414426B2 (en) * | 2017-08-14 | 2019-09-17 | Steering Solutions Ip Holding Corporation | Steering shaft assembly having a sleeve |
| DE102017221075B4 (de) * | 2017-11-24 | 2019-06-27 | Thyssenkrupp Ag | Lenkwelle für ein Kraftfahrzeug |
| US11084445B2 (en) * | 2019-02-06 | 2021-08-10 | Ford Global Technologies, Llc | Energy-absorbing knee bolster |
| DE102019205784B3 (de) * | 2019-04-23 | 2020-06-25 | Thyssenkrupp Ag | Längenverstellbare Lenkwelle für ein Kraftfahrzeug und Profilhülse für eine Lenkwelle |
| CN111644682A (zh) * | 2020-06-15 | 2020-09-11 | 苏州特鲁利电子材料有限公司 | 一种高精度自动平板切割机 |
| US20220029392A1 (en) * | 2020-07-24 | 2022-01-27 | Sherman + Reilly, Inc. | Line pulling systems and devices |
| CN113931939B (zh) * | 2021-08-31 | 2024-03-29 | 江苏泰克曼传动设备有限公司 | 一种带安全防护功能的联轴器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04225037A (ja) * | 1990-04-03 | 1992-08-14 | Hoechst Ag | 繊維強化材料並びにその製造方法及びその用途 |
| JP2005117816A (ja) * | 2003-10-09 | 2005-04-28 | Mitsubishi Electric Corp | 回転電機およびその製造方法 |
| JP2008120250A (ja) | 2006-11-13 | 2008-05-29 | Nsk Ltd | 車両ステアリング用伸縮軸 |
| JP2009108892A (ja) | 2007-10-29 | 2009-05-21 | Nsk Ltd | トルク伝達用継手及び電動パワ−ステアリング装置 |
| JP2009257423A (ja) * | 2008-04-15 | 2009-11-05 | Toyota Motor Corp | スプライン連結構造および動力伝達装置 |
| JP2011111112A (ja) * | 2009-11-30 | 2011-06-09 | Nsk Ltd | 車両ステアリング用伸縮軸 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1505694A (en) * | 1922-08-19 | 1924-08-19 | Frank T Lahey | Process of rubberizing fabric |
| US2199926A (en) * | 1937-07-19 | 1940-05-07 | Borg Warner | Resilient slip joint |
| US2394448A (en) * | 1942-11-30 | 1946-02-05 | Edgar M D Herold | Drive coupling |
| US5880043A (en) * | 1991-04-03 | 1999-03-09 | Hoechst Aktiengesellschaft | Fiber-reinforced material and production and use thereof |
| JP2956334B2 (ja) | 1991-12-04 | 1999-10-04 | トヨタ自動車株式会社 | スプラインの構造 |
| EP0971142A1 (en) * | 1998-06-17 | 2000-01-12 | The Gates Corporation | Flexible shaft coupling element, flexible couplings incorporating same and method for forming same |
| JP3853150B2 (ja) * | 1999-12-02 | 2006-12-06 | 株式会社ジェイテクト | 伸縮自在シャフト |
| US6283867B1 (en) * | 1999-12-07 | 2001-09-04 | Koyo Seiko Co., Ltd. | Elastic shaft joint |
| US6726228B2 (en) * | 2002-02-25 | 2004-04-27 | General Motors Corporation | Steering wheel alignment system |
| JP3797304B2 (ja) * | 2002-09-13 | 2006-07-19 | 日本精工株式会社 | 車両ステアリング用伸縮軸 |
| JP2007161165A (ja) | 2005-12-15 | 2007-06-28 | Nsk Ltd | 動力伝達機構とこれを組み込んだ電動式パワーステアリング装置 |
| US20070275172A1 (en) * | 2006-05-25 | 2007-11-29 | Cowles Rebecca S | Methods of applying high performance coatings |
| JP5119707B2 (ja) * | 2006-06-29 | 2013-01-16 | 日本精工株式会社 | 伸縮軸 |
| US7625290B2 (en) * | 2006-07-05 | 2009-12-01 | The Gates Corporation | Sleeve-type flexible shaft coupling |
| FR2909146B1 (fr) * | 2006-11-28 | 2009-06-05 | Snecma Sa | Dispositif de liaison de deux arbres rotatifs, en particulier dans une turbomachine. |
| US20090291003A1 (en) * | 2008-05-22 | 2009-11-26 | Baker Hughes Incorporated | Centering coupling for electrical submersible pump splined shafts |
| US8545125B2 (en) * | 2009-06-01 | 2013-10-01 | Baker Hughes Incorporated | Non-parallel splined hub and shaft connection |
| JP2011038560A (ja) * | 2009-08-07 | 2011-02-24 | Jtekt Corp | スプライン伸縮軸及びその製造方法並びに車両用操舵装置 |
| JP5453012B2 (ja) * | 2009-08-07 | 2014-03-26 | 株式会社ジェイテクト | スプライン伸縮軸の製造方法 |
| JP2011173463A (ja) | 2010-02-23 | 2011-09-08 | Jtekt Corp | スプライン伸縮軸の製造方法 |
| JP5549658B2 (ja) | 2010-11-18 | 2014-07-16 | 日本精工株式会社 | 伸縮軸の製造方法、及び、この製造方法によって製造した伸縮軸 |
| US8783995B2 (en) * | 2011-02-25 | 2014-07-22 | Deere & Company | Coupler for promoting lubrication of shaft splines |
| KR101271324B1 (ko) * | 2011-06-20 | 2013-06-05 | 주식회사 만도 | 전동식 동력 보조 조향장치의 감속기 |
-
2013
- 2013-06-17 EP EP13807294.7A patent/EP2863084B1/en not_active Not-in-force
- 2013-06-17 IN IN46MUN2015 patent/IN2015MN00046A/en unknown
- 2013-06-17 WO PCT/JP2013/066556 patent/WO2013191123A1/ja active Application Filing
- 2013-06-17 KR KR1020157000663A patent/KR20150031274A/ko active Search and Examination
- 2013-06-17 ES ES13807294.7T patent/ES2687703T3/es active Active
- 2013-06-17 CN CN201380032764.2A patent/CN104379954B/zh not_active Expired - Fee Related
- 2013-06-19 TW TW102121743A patent/TWI577900B/zh not_active IP Right Cessation
-
2014
- 2014-12-18 US US14/575,901 patent/US10344795B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04225037A (ja) * | 1990-04-03 | 1992-08-14 | Hoechst Ag | 繊維強化材料並びにその製造方法及びその用途 |
| JP2005117816A (ja) * | 2003-10-09 | 2005-04-28 | Mitsubishi Electric Corp | 回転電機およびその製造方法 |
| JP2008120250A (ja) | 2006-11-13 | 2008-05-29 | Nsk Ltd | 車両ステアリング用伸縮軸 |
| JP2009108892A (ja) | 2007-10-29 | 2009-05-21 | Nsk Ltd | トルク伝達用継手及び電動パワ−ステアリング装置 |
| JP2009257423A (ja) * | 2008-04-15 | 2009-11-05 | Toyota Motor Corp | スプライン連結構造および動力伝達装置 |
| JP2011111112A (ja) * | 2009-11-30 | 2011-06-09 | Nsk Ltd | 車両ステアリング用伸縮軸 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106662158A (zh) * | 2014-07-31 | 2017-05-10 | 霓达株式会社 | 轴用构造体、雄型部件以及雌型部件 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2863084B1 (en) | 2018-07-25 |
| KR20150031274A (ko) | 2015-03-23 |
| EP2863084A4 (en) | 2016-09-07 |
| EP2863084A1 (en) | 2015-04-22 |
| CN104379954A (zh) | 2015-02-25 |
| TWI577900B (zh) | 2017-04-11 |
| TW201405026A (zh) | 2014-02-01 |
| CN104379954B (zh) | 2018-01-02 |
| US10344795B2 (en) | 2019-07-09 |
| IN2015MN00046A (ja) | 2015-10-16 |
| ES2687703T3 (es) | 2018-10-26 |
| US20150110551A1 (en) | 2015-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013191123A1 (ja) | シャフト用構造体、雄型部材、及び、雌型部材 | |
| JP6230890B2 (ja) | シャフト用構造体、雄型部材、及び、雌型部材 | |
| CN105782402B (zh) | 汽车减速器 | |
| WO2013191157A1 (ja) | ボールねじ、シール材、及び、シール構造 | |
| WO2016017280A1 (ja) | シャフト用構造体、雄型部材、及び雌型部材 | |
| WO2014208305A1 (ja) | ラックおよびラックの製造方法 | |
| JP6196813B2 (ja) | シャフト用構造体、雄型部材、及び、雌型部材 | |
| JP6232182B2 (ja) | シャフト用構造体、雄型部材、及び、雌型部材 | |
| US20200332878A1 (en) | Steering Gear and Method for Producing the Steering Gear | |
| US11148712B2 (en) | Reducer of electric power steering apparatus | |
| JP2009274612A (ja) | ラックアンドピニオン式電動パワーステアリング装置 | |
| JP6045822B2 (ja) | ボールねじ、シール材、及び、シール構造 | |
| JP2015202626A (ja) | パイプ材の製造方法およびパイプ材 | |
| JP6165460B2 (ja) | ボールねじ、シール材、及び、シール構造 | |
| CN106232409A (zh) | 用于汽车的操作踏板件的踏板体 | |
| JP6374813B2 (ja) | 動力伝達軸 | |
| JP2015227698A (ja) | シャフト用構造体、雄型部材、及び、雌型部材 | |
| JP2012106713A (ja) | 電動パワーステアリング装置 | |
| JP2010127425A (ja) | トリポード系ジョイントのハウジング | |
| JP6295043B2 (ja) | 転がり案内装置 | |
| JP2014228073A (ja) | ラックアンドピニオン | |
| JP2015232371A (ja) | シール材およびシール機構 | |
| KR20100024054A (ko) | 차량용 인터미디어트 샤프트 어셈블리 | |
| JP2014190375A (ja) | ボールねじ、シール材、及び、シール構造 | |
| KR20130067608A (ko) | 자동차 조향장치의 랙바 지지장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13807294 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013807294 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20157000663 Country of ref document: KR Kind code of ref document: A |