WO2013105658A1 - 成形方法及び成形装置 - Google Patents
成形方法及び成形装置 Download PDFInfo
- Publication number
- WO2013105658A1 WO2013105658A1 PCT/JP2013/050464 JP2013050464W WO2013105658A1 WO 2013105658 A1 WO2013105658 A1 WO 2013105658A1 JP 2013050464 W JP2013050464 W JP 2013050464W WO 2013105658 A1 WO2013105658 A1 WO 2013105658A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- pressure
- molding
- chamber
- heating
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/04—Combined thermoforming and prestretching, e.g. biaxial stretching
- B29C51/06—Combined thermoforming and prestretching, e.g. biaxial stretching using pressure difference for prestretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/261—Handling means, e.g. transfer means, feeding means
- B29C51/262—Clamping means for the sheets, e.g. clamping frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/007—Using fluid under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/30—Moulds
- B29C51/303—Moulds with sealing means or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/42—Heating or cooling
- B29C51/421—Heating or cooling of preforms, specially adapted for thermoforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/42—Heating or cooling
- B29C51/421—Heating or cooling of preforms, specially adapted for thermoforming
- B29C51/425—Heating or cooling of preforms, specially adapted for thermoforming using movable heating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/46—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/256—Sheets, plates, blanks or films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/756—Microarticles, nanoarticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/772—Articles characterised by their shape and not otherwise provided for
- B29L2031/7739—Curved shaped
Definitions
- the present invention relates to a forming method and a forming apparatus for forming a curved surface on a film having a fine pattern.
- a nanoimprint technique as a method for forming a micro-order or nano-order fine pattern.
- a mold having a fine pattern is pressed on a molded object such as resin, and the pattern is transferred to the molded object using heat or light (for example, see Patent Document 1).
- an imprint apparatus that pressurizes a flexible mold or stage with fluid pressure is also considered (for example, see Patent Document 2).
- the inventors of the present application also considered a method of forming a curved surface by pressing a film-shaped resin mold on which a fine pattern is formed on a lens curved surface stage.
- a curved surface can be formed for a curved surface having a large curvature. There was a problem that there was no error in the fine pattern.
- an object of the present invention is to provide a molding method and a molding apparatus therefor that can form a curved surface on a film having a fine pattern easily and inexpensively.
- the molding method of the present invention forms a curved surface exceeding the thickness of the film in a predetermined molding region of the film having a pattern surface having a fine pattern and a back surface opposite to the pattern surface.
- a fixing step of fixing the outer edge portion of the molding region of the film, and the pressure of the fluid on the side of fixing the resin film in the fixing step is relatively small.
- the film depending on the material of the film, it is preferable to have a first heating step for heating the film.
- the first heating step it is preferable to heat the heated heat transfer stage in contact with the back surface of the film.
- either the pattern surface or the back surface of the film may be maintained at atmospheric pressure.
- the pattern surface may be pressurized or depressurized.
- the forming method includes an arrangement step of arranging the film on a pressure receiving stage having a pressure receiving surface that is a desired curved surface so that a back surface of the pre-curved surface formed in the pressure adjusting step overlaps the pressure receiving surface; And a pressurizing step of pressurizing the film from the pattern surface side to the pressure receiving stage with a fluid.
- the forming apparatus of the present invention is for forming a curved surface exceeding the thickness of the film in a predetermined forming region of the film having a pattern surface having a fine pattern and a back surface facing the pattern surface.
- a first housing constituting a first pressure chamber on the pattern surface side of the film, a second housing constituting a second pressure chamber on the back surface side of the film, and an outer edge of the molding area of the film
- Adjusting means for adjusting the pressure difference between the first pressure chamber and the second pressure chamber so that the pressure of the fluid on the side where the fixing means fixes the film is relatively small. And means.
- the heating means for heating the film.
- the heating means has a heat transfer stage that is formed so as to be able to come into contact with and separate from the back surface of the film and to uniformly heat a contact portion with the film.
- the pressure adjusting means may maintain the first pressure chamber or the second pressure chamber at atmospheric pressure.
- the pressure adjusting means may include a pressurizing means that pressurizes the first pressure chamber or the second pressurizing chamber, or a decompressing means that depressurizes the first pressure chamber or the second pressurizing chamber. .
- the fixing means is formed integrally with the first casing or the second casing.
- the molding apparatus and molding method of the present invention can form a curved surface easily and inexpensively on a film. Also, if a pre-curved surface is first formed on the film, and then a final curved surface is formed, a curved surface having a large curvature with a precise fine pattern can be formed on the film.
- the forming method of the present invention is for forming a curved surface exceeding the thickness of the film 20 in a predetermined forming region of the film 20 having a pattern surface having the fine pattern 20a and a back surface facing the pattern surface.
- a pressure adjusting process for generating a pressure difference see FIGS. 1 to 9). Thereby, a pre-curved surface is formed on the film 20.
- a first heating step for heating the film 20 may be further added.
- the fine pattern 20a refers to a geometric shape composed of unevenness having a depth smaller than the thickness of the film 20.
- a concavo-convex structure that functions as a moth eye is applicable.
- the fine pattern 20a is formed in various sizes such as the minimum width of the convex portion and the concave portion in the plane direction is 100 ⁇ m or less, 10 ⁇ m or less, 2 ⁇ m or less, 1 ⁇ m or less, 100 nm or less, 10 nm or less.
- dimensions in the depth direction are formed in various sizes such as 10 nm or more, 100 nm or more, 200 nm or more, 500 nm or more, 1 ⁇ m or more, 10 ⁇ m or more, 100 ⁇ m or more.
- the to-be-molded area means an area of the film 20 where a curved surface is formed during molding.
- the curved surface corresponds to, for example, a curved surface for lenses, and the pre-curved surface means a temporary curved surface for forming a final curved surface.
- the film 20 may be any film as long as it can deform the molding region into a curved surface at a predetermined temperature.
- a resin or a metal can be used.
- the resin cyclic olefin ring-opening polymerization / hydrogenated product (COP), cyclic olefin-based resin such as cyclic olefin copolymer (COC), acrylic resin, polycarbonate, vinyl ether resin, perfluoroalkoxyalkane (PFA) and polytetra
- a fluororesin such as fluoroethylene (PTFE), or a thermoplastic resin such as polystyrene, polyimide resin, or polyester resin
- the metal nickel, gold, silver, or the like can be used. When used as a mold for imprinting, a flexible one that can be deformed by fluid pressure is preferable.
- the outer edge portion of the molding region of the film 20 is fixed by the fixing means 94 so that only the molding region of the film 20 is deformed to the negative pressure side in the pressure adjusting step (see FIGS. 1, 4, and 7). .
- the film 20 is heated using the heating means 95.
- the heating temperature only needs to be a temperature at which the film 20 can be deformed into a curved surface during the pressure adjusting process.
- the heating temperature may be equal to or higher than the glass transition temperature of the resin. Any method may be selected as long as the film 20 can be heated.
- the heated heat transfer stage 951 is brought into contact with the entire back surface of the molding area and heated, the molding area is heated to a uniform temperature. It is preferable in that it can be performed.
- the heat transfer stage 951 is retracted to a place where it does not interfere with the molding before the pressure adjusting process (see FIGS. 2, 5, and 8).
- the film 20 is made of a plastically deformable material such as metal, the first heating step can be omitted.
- the pressure of the fluid on the side where the film 20 is fixed in the fixing process is adjusted to be relatively smaller than the other pressure, and a predetermined pressure difference is generated on both surfaces of the film 20.
- This pressure difference becomes the molding pressure.
- the fluid means gas or liquid.
- the film 20 is arranged so that the back surface side of the pre-curved surface overlaps the pressure receiving surface 321. That is, in order to prevent the fine pattern 20a from being damaged during molding, the surface on which the fine pattern 20a is not formed is set to the pressure receiving surface 321 side.
- the pressure receiving surface 321 is preferably formed to have a surface roughness that does not impair the fine pattern 20a, for example, a mirror shape.
- the film 20 is heated.
- the heating temperature may be a temperature at which the film 20 can be deformed into a curved surface during the pressurizing step.
- the heating temperature may be higher than the glass transition temperature of the resin.
- any method may be selected.
- heating the pressure receiving stage is preferable in that the film 20 can be heated to a uniform temperature. If the material of the film 20 is a metal, the second heating step can be omitted.
- the film 20 is pressurized to the pressure receiving stage 32 by fluid pressure from the pattern surface side.
- the pressurizing step may be performed before or after the second heating step, and can be appropriately determined according to the hardness of the film 20 or the like.
- a desired curved surface is formed on the film 20 through a cooling step in which the temperature of the film 20 is cooled to a predetermined temperature, for example, a glass transition temperature of the resin if the resin film is used.
- the film 20 and the pressure receiving stage 32 are It is better to have a decompression step for decompressing the atmosphere.
- a desired curved surface can be formed on the film 20 having the fine pattern 20a easily and inexpensively. Moreover, what was formed in this way can be used as an imprint mold for transferring a fine pattern such as a moth eye onto a lens curved surface or the like using an imprint technique.
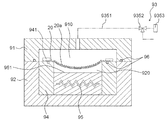
- the forming apparatus of the present invention is for forming a curved surface exceeding the thickness of the film 20 in a predetermined forming region of the film 20 having a pattern surface having the fine pattern 20a and a back surface facing the pattern surface.
- a first housing 91 constituting the first pressure chamber 910 on the pattern surface side of the film 20, a second housing 92 constituting the second pressure chamber 920 on the back surface side of the film 20, and a covering of the film 20.
- pressure adjusting means 93 for adjusting the pressure.
- a heating means 95 for heating the film 20 may be further provided.
- the heating means 95 may be anything as long as it can heat the film 20, but is preferably in contact with the back surface of the film 20 to transfer the heat of the electric heater 951. It is good to use.
- the heat transfer stage 951 has a moving means 952 and is formed to be movable in the contact / separation direction with respect to the film 20.
- the moving means 952 for example, an apparatus that moves the heat transfer stage 951 relatively close to or away from the film 20 by an electric motor and a ball screw may be used.
- any heat transfer stage 951 can be used as long as it can move relatively close to or away from the film 20, and can be moved by a hydraulic or pneumatic cylinder.
- the heat transfer stage 951 can be brought into contact with the back surface of the film 20 during heating to heat the film 20 uniformly at high speed, and can be retracted to a position that does not interfere with molding during molding.
- a heating means for heating the gas supplied to the first pressure chamber 910 or the second pressure chamber 920 may be used.
- the heating means 95 can be omitted.
- the first housing 91 may be anything as long as the first pressure chamber 910 can be formed on the pattern surface side of the film 20, for example, a bottomed bottom having an opening as shown in FIGS. What forms the 1st pressure chamber 910 by closing the opening part with the film 20 and forming in a cylindrical shape should just be used. As shown in FIGS. 1 to 6, if the first pressure chamber 910 and the second pressure chamber 920 can be isolated, the opening may be closed together with the fixing means and the second housing 92 as well as the film 20. .
- the second casing 92 may be anything as long as the second pressure chamber 920 can be configured on the back side of the film 20.
- what forms the 2nd pressure chamber 920 by forming in the bottomed cylinder shape which has an opening part, and closing an opening part with the film 20 should just be used.
- the opening may be closed together with the fixing means and the first housing 91 as well as the film 20 (see FIGS. 1 to 3). .
- the material of the first housing 91 and the second housing 92 may be any material as long as it has pressure resistance and heat resistance with respect to the molding conditions.
- a metal such as stainless steel can be used. .
- first casing 91 and the second casing 92 may include contact / separation means that can be contacted / separated to open the first pressure chamber 910 and the second pressure chamber 920.
- the contacting / separating means moves relatively so as to adjust the distance between the first casing 91 and the second casing 92.
- the first housing 91 may be relatively close to or separated from the second housing 92 by an electric motor and a ball screw.
- any one can be used as long as the first casing 91 can be relatively close to or separated from the second casing 92, and the first casing 91 can be moved by a hydraulic or pneumatic cylinder.
- the heat transfer stage 951 is provided inside the second housing 92.
- the heat transfer stage 951 is integrated with the second housing 92.
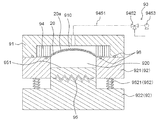
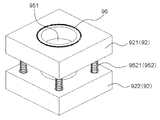
- the second housing 92 has a convex second shape in which a cylindrical second housing side wall 921 having holes at both ends and a heat transfer stage 951 that can be inserted into the holes are integrally formed.
- an elastic body such as a spring 9521 may be disposed between the second housing side wall 921 and the second housing bottom 922 as a part of the moving means 952.
- the heat transfer stage 951 is moved in the hole of the second housing side wall 921 so as to be in contact with or separated from the film 20. Can be made.
- the fixing means 94 fixes the outer edge portion of the film 20 molding area so that only the film 20 molding area is deformed during molding.
- a cylindrical frame having a hole having the same shape as the region to be molded can be used.
- the film 20 may be held on the frame by a holding means 941 such as a clip.
- the fixing means 94 may be formed integrally with the first casing 91 or the second casing 92 (see, for example, FIGS. 7 to 9).
- the frame is disposed in the pressure chamber on the side where the curved surface to be formed is convex.
- the frame when the first pressure chamber 910 side is more positive than the second pressure chamber 920 at the time of molding, the frame is disposed on the second pressure chamber 920 side, and the second pressure chamber 920 side is at the first pressure chamber at the time of molding.
- the frame When the pressure is more positive than 910, the frame is arranged on the first pressure chamber 910 side.
- first pressure chamber 910 and the second pressure chamber 920 may be securely sealed by disposing the sealing means 96 in the first casing 91, the second casing 92, or the frame (fixing means 94).
- the sealing means 96 may be prepared as the sealing means 96, and a concave groove shallower than the diameter of the cross section of the O-ring is formed in the first casing 91, the second casing 92 or the frame.
- an O-ring may be disposed in this groove.
- the pressure adjusting means 93 is for adjusting a pressure difference between the first pressure chamber 910 and the second pressure chamber 920 to apply a predetermined pressure to the molding region of the film 20 to form a curved surface. The pressure is adjusted so that the pressure of the fluid on the side where the fixing means 94 fixes the film 20 becomes relatively small.
- the pressure adjusting means 93 may be any device that can adjust the gas pressure in the first pressure chamber 910 and the second pressure chamber 920.
- the first pressure chamber 910 or the second pressure chamber may be used. It is possible to use one that keeps the pressure of either one of 920 constant and pressurizes or depressurizes the other pressure by a pressure required for molding.
- the second pressure chamber 920 is maintained at atmospheric pressure, and a pressure sensor (not shown) is used to increase the pressure in the first pressure chamber 910 to a positive pressure by a predetermined molding pressure.
- Pressure means can be used.
- the pressurizing means connects the first pressure chamber gas supply / discharge passage 9351 to the first casing 91, and passes through the first pressure chamber gas supply / discharge passage 9351 and the three-way valve 9352. Then, a gas such as air or an inert gas may be supplied to the first pressure chamber 910.
- a gas supply source 9353 such as a cylinder having a compressed gas or a compressor can be used.
- the second pressure chamber 920 may be formed with a communication path or a gap communicating with the outside so that it can be maintained at atmospheric pressure.
- the gas used for pressurization may be exhausted to the outside by opening and closing the three-way valve 9352.
- the second pressure chamber 920 is maintained at atmospheric pressure, and the pressure in the first pressure chamber 910 is negative by a predetermined molding pressure using a pressure sensor (not shown).
- a pressure reducing means for adjusting the pressure can be used.
- the decompression means connects a decompression pump 9453 to the first housing 91 via a decompression chamber gas supply / exhaust flow path 9451 and a three-way valve 9492, and from the first pressure chamber 910. A gas such as air may be exhausted.
- the second pressure chamber 920 may be formed with a communication path or a gap communicating with the outside so that it can be maintained at atmospheric pressure.
- an external gas may be supplied to the first pressure chamber 910 by opening and closing the three-way valve 9492.
- you may provide a safety valve etc. suitably.
- the pressure adjusting means 93 may include both a pressurizing means and a decompressing means.
- both the first pressure chamber 910 and the second pressure chamber 920 may be pressurized to atmospheric pressure or higher and adjusted so that a pressure difference is generated.
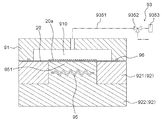
- the forming apparatus is a forming apparatus for precisely forming a predetermined curved surface on a pre-curved surface of a film 20 having a fine pattern 20a, and the film 20 is formed on the fine pattern 20a side.
- a pressurizing unit 30 having a pressurizing chamber 30 for pressurizing with a fluid and a pressurizing means 35 for adjusting the pressure of the fluid in the pressurizing chamber 30, and a pressure receiving surface 321 made of a predetermined curved surface.
- a pressure receiving stage 32 that supports the film 20.
- a temperature control unit (not shown) for adjusting the temperature of the film 20 may be further provided depending on the material of the film 20, a temperature control unit (not shown) for adjusting the temperature of the film 20 may be further provided.
- the pressurizing unit 3 includes a pressurizing chamber 30 for directly pressurizing the film 20 with a fluid, and a pressurizing means 35 for adjusting the pressure of the fluid in the pressurizing chamber 30.
- the pressurizing chamber 30 may be constituted by, for example, the film 20, the pressurizing chamber casing 33, and the sealing means 34 that seals between the film 20 and the pressurizing chamber casing 33.
- the pressurizing chamber casing 33 is formed in a bottomed cylindrical shape having an opening, and constitutes a pressurizing chamber 30 which is a sealed space by closing the opening with the film 20.
- This opening is formed larger than the curved surface formed on the film 20.
- Any material may be used as long as it has pressure resistance and heat resistance with respect to molding conditions.
- a metal such as stainless steel can be used.
- the film 20 closes the opening so that the fine pattern 20a faces the pressurizing chamber 30 side.
- the sealing means 34 closes the pressurizing chamber housing 33 and the film 20 in order to seal the pressurizing chamber 30.
- an O-ring is prepared as the sealing means 34, and a concave groove 33b shallower than the diameter of the cross section of the O-ring is formed at the end of the side wall 33a of the pressurizing chamber housing 33 on the pressure receiving stage 32 side.
- an O-ring may be disposed in the groove.
- an opening / closing means is used to open and close the pressurizing chamber 30.
- the opening / closing means moves relatively so as to adjust the distance between the pressurizing chamber casing 33 and the pressure receiving stage 32.
- the pressurizing chamber housing 33 may be relatively close to or separated from the pressure receiving stage 32 by an electric motor and a ball screw.
- any type can be used as long as the pressurizing chamber housing 33 can be relatively close to or separated from the pressure receiving stage 32, and can be moved by a hydraulic or pneumatic cylinder.
- the pressurizing means 35 may be anything as long as the pressure of the fluid in the pressurizing chamber 30 can be adjusted to a pressure at which the curved surface of the pressure receiving stage 32 can be transferred to the film 20.
- a pressurization chamber gas supply / exhaust flow path 351 is connected to the pressurization chamber casing 33, and air is supplied to the pressurization chamber 30 via the pressurization chamber gas supply / exhaust flow path 351.
- a gas such as an inert gas may be supplied or exhausted.
- a gas supply source 352 such as a cylinder or a compressor having a compressed gas can be used.
- the gas may be exhausted by opening and closing a deaeration valve. In addition, you may provide a safety valve etc. suitably.
- the pressure receiving stage 32 is for supporting the film 20 that has received the pressure of the pressurizing unit 3 and for shaping the pre-curved surface of the film 20 into a predetermined curved surface.
- the curved surface is formed on a pressure receiving surface 321 which is a surface on the side in contact with the film 20 of the pressure receiving stage.
- the curved surface corresponds to a curved surface of a convex lens or a concave lens, for example.
- the pressure receiving surface 321 is formed in a mirror surface shape having a surface roughness that does not impair the function of the fine pattern 20a and the curved surface, at least on the curved surface. Any material may be used as long as it has pressure resistance and heat resistance with respect to molding conditions.
- an iron material such as carbon steel or a metal such as SUS can be used.
- a film having high thermal conductivity such as metal.
- the film 20 from the pressurizing chamber 30 side it is possible to use a low thermal conductivity to prevent heat from escaping to the pressure receiving stage 32 side, but in order to prevent uneven heating,
- the stage surface is preferably composed of a material having high thermal conductivity.
- the temperature control unit adjusts the temperature of the film 20 by heating or cooling the film 20.
- the temperature control unit includes a heating unit that directly or indirectly heats the film 20 and a cooling unit that cools the film 20.
- the heating means is a temperature at which the film 20 can be deformed into a curved surface when the pressure receiving stage 32 is pressed, for example, a resin film, as long as it can be heated above the glass transition temperature or the melting temperature of the resin. Any thing is good.
- the film 20 may be heated from the pressure receiving stage 32 side or heated from the pressurizing chamber 30 side.
- a device that heats the film 20 from the pressure receiving stage 32 side by providing a heater in the pressure receiving stage 32 or a stage main body 320 on which the pressure receiving stage 32 is placed.
- a radiant heat source for heating by radiation by electromagnetic waves such as a ceramic heater or a halogen heater may be provided in the pressurizing chamber 30 to heat the film 20. It is also possible to heat the gas supplied to the pressurizing chamber 30 and heat it with the heated gas.
- the heating means can be omitted.
- the cooling means may be any cooling means as long as it can cool the film 20 to a predetermined temperature, for example, a resin film, below the glass transition temperature or below the melting temperature of the resin. Further, the film 20 may be cooled from the pressure receiving stage 32 side or may be cooled from the pressurizing chamber 30 side. Specifically, a cooling water channel provided in the pressure receiving stage 32 or in the stage main body 320 to cool the film 20 from the pressure receiving stage 32 side can be used. Alternatively, a cooling gas or liquid circulating in the pressurizing chamber 30 may be used for cooling.
- the temperature control unit may be a combination of a plurality of the above heating means and cooling means.
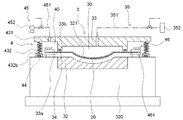
- the molding apparatus of the present invention may include the decompression unit 4 having a decompression chamber for decompressing the atmosphere between the film 20 and the pressure receiving stage 32. Thereby, the gas existing between the film 20 and the pressure receiving stage 32 can be removed, and the film 20 and the pressure receiving stage 32 can be uniformly pressed to be molded.
- the decompression unit 4 may be composed of a decompression chamber 40 containing the film 20 and decompression means 45 for discharging the gas in the decompression chamber 40.
- the decompression chamber 40 includes a decompression chamber casing, a decompression chamber sealing means 44, and a pressure receiving stage 32 or a stage body 320 on which the pressure receiving stage 32 is placed.
- the decompression chamber casing includes, for example, a pressurization chamber casing 33, a flange portion 431 extending horizontally from the upper portion of the pressurization chamber casing 33, and a flange portion so as to cover the pressurization chamber casing 33. And accordion 432 depending from 431.
- the pressurization chamber 30 is also a part of the decompression chamber 40.
- the decompression chamber sealing means 44 is for bringing the decompression chamber casing 33 and the pressure receiving stage 32 or the stage main body 320 into close contact with each other in order to seal the decompression chamber 40.
- an O-ring is prepared as the decompression chamber sealing means 44, and a concave groove 432b shallower than the diameter of the cross section of the O-ring is formed at the stage body side end of the bellows 432.
- An O-ring may be disposed at 432b.
- the decompression chamber casing and the decompression chamber sealing means 44 have strengths that can withstand external forces when decompressed.
- the decompression means 45 includes a decompression chamber gas supply / exhaust flow path 451 connected to the decompression chamber 40, and a decompression pump 452 that exhausts the gas in the decompression chamber 40 via the decompression chamber gas supply / exhaust flow path 451. What is necessary is just to comprise.
- the decompression pump 452 only needs to be capable of decompressing the decompression chamber 40 to the extent that no transfer failure occurs when the film 20 and the pressure receiving stage 32 are pressurized.
- a separating means 46 may be provided for separating the film 20 and the pressure receiving stage 32 during decompression so that the gas between the film 20 and the pressure receiving stage 32 can be easily removed. Thereby, it is possible to reliably remove the gas and prevent transfer failure.
- the separation means 46 may be anything as long as it forms a gap between the film 20 and the pressure receiving stage 32. For example, as shown in FIG. Further, it may be configured by an elevating means (not shown) that moves the clamping unit 461 in a direction in which the film 20 and the pressure receiving stage 32 are separated from each other.
- the holding part 46 for example, a clip or the like that holds and holds an elastic force such as a spring can be used.
- the elevating / lowering means one that is moved by a hydraulic or pneumatic cylinder, one that is moved by an electric motor and a ball screw, or the like can be used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
20a 微細パターン
32 受圧ステージ
91 第1筐体
92 第2筐体
93 調圧手段
94 固定手段
95 加熱手段
910 第1圧力室
920 第2圧力室
Claims (16)
- 微細パターンを有するパターン面と当該パターン面と対向する裏面とを有するフィルムの所定の被成形領域に、当該フィルムの厚みを超える曲面を成形するための成形方法であって、
前記フィルムの前記被成形領域の外縁部を固定する固定工程と、
前記固定工程で前記樹脂フィルムを固定する側の流体の圧力が相対的に小さくなるように、前記樹脂フィルムの両面に所定の圧力差を生じさせる調圧工程と、
を具備することを特徴とする成形方法。 - 前記フィルムを加熱する第1加熱工程を有することを特徴とする請求項1記載の成形方法。
- 前記第1加熱工程は、加熱された伝熱ステージを前記フィルムの裏面に接触させて加熱することを特徴とする請求項2記載の成形方法。
- 前記調圧工程は、前記フィルムのパターン面又は裏面のいずれか一方を大気圧に維持することを特徴とする請求項1ないし3のいずれかに記載の成形方法。
- 前記調圧工程は、前記パターン面側を加圧することを特徴とする請求項1ないし3のいずれかに記載の成形方法。
- 前記調圧工程は、前記パターン面側を減圧することを特徴とする請求項1ないし3のいずれかに記載の成形方法。
- 所望の曲面である受圧面を有する受圧ステージ上に、前記調圧工程で形成されたプレ曲面の裏面が受圧面上に重なるように前記フィルムを配置する配置工程と、
前記フィルムを前記パターン面側から流体によって前記受圧ステージに加圧する加圧工程と、
を有することを特徴とする請求項1ないし6のいずれかに記載の成形方法。 - 前記フィルムを加熱する第2加熱工程を有することを特徴とする請求項7記載の成形方法。
- 前記加圧工程の前に、前記フィルムと前記受圧ステージとの間の雰囲気を減圧する減圧工程を有することを特徴とする請求項7又は8記載の成形方法。
- 微細パターンを有するパターン面と当該パターン面と対向する裏面とを有するフィルムの所定の被成形領域に、当該フィルムの厚みを超える曲面を成形するための成形装置であって、
前記フィルムのパターン面側に第1圧力室を構成する第1筐体と、
前記フィルムの裏面側に第2圧力室を構成する第2筐体と、
前記フィルムの前記被成形領域の外縁部を固定する固定手段と、
前記固定手段が前記フィルムを固定する側の圧力が小さくなるように、前記第1圧力室と前記第2圧力室の圧力差を調節する調圧手段と、
を具備することを特徴とする成形装置。 - 前記フィルムを加熱するための加熱手段を具備することを特徴とする請求項10記載の成形装置。
- 前記加熱手段は、前記フィルムの裏面に接離可能に形成され、前記フィルムとの接触部分を均一に加熱するための伝熱ステージを有することを特徴とする請求項11記載の成形装置。
- 前記調圧手段は、前記第1圧力室又は前記第2圧力室を大気圧に維持することを特徴とする請求項10ないし12のいずれかに記載の成形装置。
- 前記調圧手段は、前記第1圧力室又は第2加圧室を加圧する加圧手段を有することを特徴とする請求項10ないし12のいずれかに記載の成形装置。
- 前記調圧手段は、前記第1圧力室又は第2加圧室を減圧する減圧手段を有することを特徴とする請求項10ないし12のいずれかに記載の成形装置。
- 前記固定手段は、前記第1筐体又は前記第2筐体と一体に形成されることを特徴とする請求項10ないし15のいずれかに記載の成形装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013553330A JP6142120B2 (ja) | 2012-01-11 | 2013-01-11 | 成形方法及び成形装置 |
| CN201380004994.8A CN104023942A (zh) | 2012-01-11 | 2013-01-11 | 成型方法和成型装置 |
| EP13736053.3A EP2803470B1 (en) | 2012-01-11 | 2013-01-11 | Molding method |
| US14/371,849 US9751252B2 (en) | 2012-01-11 | 2013-01-11 | Molding method and molding device |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-003616 | 2012-01-11 | ||
| JP2012003616 | 2012-01-11 | ||
| JP2012-131838 | 2012-06-11 | ||
| JP2012131838 | 2012-06-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013105658A1 true WO2013105658A1 (ja) | 2013-07-18 |
Family
ID=48782755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/050464 WO2013105658A1 (ja) | 2012-01-11 | 2013-01-11 | 成形方法及び成形装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9751252B2 (ja) |
| EP (1) | EP2803470B1 (ja) |
| JP (1) | JP6142120B2 (ja) |
| CN (1) | CN104023942A (ja) |
| WO (1) | WO2013105658A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMO20130293A1 (it) * | 2013-10-16 | 2015-04-17 | Cms Spa | Apparato di formatura |
| CN105058761A (zh) * | 2015-08-07 | 2015-11-18 | 苏州华冲精密机械有限公司 | 一种高精度吸塑模具 |
| KR102188550B1 (ko) * | 2016-02-24 | 2020-12-08 | 미쯔이가가꾸가부시끼가이샤 | 부형 필름의 제조 방법 |
| FR3053272B1 (fr) * | 2016-07-04 | 2019-08-09 | Aplix | Piece thermoformee comportant un element rapporte et procede pour la fabrication d'une telle piece |
| CN110450392A (zh) * | 2018-05-07 | 2019-11-15 | 嘉兴优逸客智能家居有限公司 | 热成型装置 |
| JP6709925B1 (ja) * | 2019-03-13 | 2020-06-17 | 株式会社ミューチュアル | ブリスター包装機のフィルム加熱成形装置 |
| CN112929810B (zh) * | 2021-01-27 | 2022-06-14 | 东莞市达润电子有限公司 | 一种pi音膜的高温高压成型机及其成型操作方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55107415A (en) * | 1979-02-13 | 1980-08-18 | Mitsubishi Electric Corp | Forming of plate |
| JPS58185231A (ja) * | 1982-04-23 | 1983-10-28 | Nippon Tokkyo Kanri Kk | 表面に発泡層を形成したプラスチツク成形品の製法 |
| JPH06114877A (ja) * | 1992-09-30 | 1994-04-26 | Sekisui Chem Co Ltd | 成形品の製造方法 |
| JPH06114933A (ja) * | 1992-09-30 | 1994-04-26 | Toppan Printing Co Ltd | 化粧材の製造方法 |
| JPH08127060A (ja) * | 1994-11-01 | 1996-05-21 | Sekisui Chem Co Ltd | 積層シートの真空成形方法 |
| JP2001191401A (ja) * | 2000-01-05 | 2001-07-17 | Calsonic Kansei Corp | 車両用内装パネルの表皮賦形方法および装置 |
| WO2004062886A1 (ja) | 2003-01-15 | 2004-07-29 | Scivax Corporation | パターン形成装置、パターン形成方法、パターン形成システム |
| JP2006334848A (ja) * | 2005-05-31 | 2006-12-14 | Calsonic Kansei Corp | 真空成形品の製造方法 |
| JP2009154393A (ja) | 2007-12-26 | 2009-07-16 | Scivax Kk | インプリント装置およびインプリント方法 |
| JP2011527249A (ja) * | 2009-09-10 | 2011-10-27 | エルジー・ハウシス・リミテッド | 水圧又は蒸気圧を用いた成型方法及び成型装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6416629A (en) * | 1987-07-10 | 1989-01-20 | Idemitsu Petrochemical Co | Method and device for molding containers |
| US20020079617A1 (en) * | 1998-07-16 | 2002-06-27 | Genzaburo Kageyama | Plastic container thermoforming system |
| FR2796039A1 (fr) * | 1999-07-09 | 2001-01-12 | Mobile | Procede de thermoformage de pots et dispositif pour sa mise en oeuvre |
| JP4422839B2 (ja) | 2000-01-13 | 2010-02-24 | 東レ・デュポン株式会社 | 開放型ポリイミド成形品の製造方法 |
| US6749794B2 (en) * | 2001-08-13 | 2004-06-15 | R + S Technik Gmbh | Method and apparatus for molding components with molded-in surface texture |
| DE102005020852A1 (de) * | 2005-05-02 | 2006-11-09 | Robert Bürkle GmbH | Verfahren zur Beschichtung von Werkstücken |
| CN100595045C (zh) * | 2007-04-03 | 2010-03-24 | 华南理工大学 | 模内镶件注塑膜片的拉胀复合成型方法及其装置 |
| TWI424277B (zh) * | 2009-01-19 | 2014-01-21 | Nippon Steel & Sumitomo Metal Corp | Vacuum press forming exposure apparatus and exposure method |
| JP4491049B1 (ja) * | 2009-12-28 | 2010-06-30 | 株式会社浅野研究所 | 熱板加熱による熱成形装置および熱成形方法 |
| CN102712132B (zh) * | 2010-03-18 | 2014-11-12 | 丰田自动车株式会社 | 树脂薄膜的被覆方法和被覆装置 |
| JP2011251422A (ja) * | 2010-05-31 | 2011-12-15 | Nissha Printing Co Ltd | 加飾装置 |
| CN102009469A (zh) * | 2010-09-28 | 2011-04-13 | 郑威 | 化妆品包装容器的制作工艺 |
-
2013
- 2013-01-11 US US14/371,849 patent/US9751252B2/en not_active Expired - Fee Related
- 2013-01-11 JP JP2013553330A patent/JP6142120B2/ja not_active Expired - Fee Related
- 2013-01-11 CN CN201380004994.8A patent/CN104023942A/zh active Pending
- 2013-01-11 WO PCT/JP2013/050464 patent/WO2013105658A1/ja active Application Filing
- 2013-01-11 EP EP13736053.3A patent/EP2803470B1/en not_active Not-in-force
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55107415A (en) * | 1979-02-13 | 1980-08-18 | Mitsubishi Electric Corp | Forming of plate |
| JPS58185231A (ja) * | 1982-04-23 | 1983-10-28 | Nippon Tokkyo Kanri Kk | 表面に発泡層を形成したプラスチツク成形品の製法 |
| JPH06114877A (ja) * | 1992-09-30 | 1994-04-26 | Sekisui Chem Co Ltd | 成形品の製造方法 |
| JPH06114933A (ja) * | 1992-09-30 | 1994-04-26 | Toppan Printing Co Ltd | 化粧材の製造方法 |
| JPH08127060A (ja) * | 1994-11-01 | 1996-05-21 | Sekisui Chem Co Ltd | 積層シートの真空成形方法 |
| JP2001191401A (ja) * | 2000-01-05 | 2001-07-17 | Calsonic Kansei Corp | 車両用内装パネルの表皮賦形方法および装置 |
| WO2004062886A1 (ja) | 2003-01-15 | 2004-07-29 | Scivax Corporation | パターン形成装置、パターン形成方法、パターン形成システム |
| JP2006334848A (ja) * | 2005-05-31 | 2006-12-14 | Calsonic Kansei Corp | 真空成形品の製造方法 |
| JP2009154393A (ja) | 2007-12-26 | 2009-07-16 | Scivax Kk | インプリント装置およびインプリント方法 |
| JP2011527249A (ja) * | 2009-09-10 | 2011-10-27 | エルジー・ハウシス・リミテッド | 水圧又は蒸気圧を用いた成型方法及び成型装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2803470A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US9751252B2 (en) | 2017-09-05 |
| EP2803470A1 (en) | 2014-11-19 |
| EP2803470A4 (en) | 2015-09-30 |
| EP2803470B1 (en) | 2017-03-08 |
| JP6142120B2 (ja) | 2017-06-07 |
| CN104023942A (zh) | 2014-09-03 |
| JPWO2013105658A1 (ja) | 2015-05-11 |
| US20150091220A1 (en) | 2015-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6142120B2 (ja) | 成形方法及び成形装置 | |
| JP6330157B2 (ja) | インプリント用型を用いたインプリント方法 | |
| WO2009081586A1 (ja) | インプリント装置およびインプリント方法 | |
| JP5644014B2 (ja) | ローラ式加圧装置、インプリント装置、ローラ式加圧方法 | |
| WO2015186736A1 (ja) | ローラ式加圧装置、インプリント装置およびローラ式加圧方法 | |
| JP6291687B2 (ja) | インプリント装置およびインプリント方法 | |
| JP6364684B2 (ja) | ローラ式加圧装置、インプリント装置、ローラ式加圧方法 | |
| JP5970646B2 (ja) | インプリント装置およびインプリント方法 | |
| WO2012147958A1 (ja) | 流体圧インプリント装置および加圧装置 | |
| JP5488766B2 (ja) | 流体圧インプリント装置およびインプリント方法 | |
| JP5499306B2 (ja) | 加圧部用固定具を備えた流体圧インプリント装置 | |
| WO2021132142A1 (ja) | インプリント装置およびインプリント方法 | |
| JP6031655B2 (ja) | 剛体ステージを備えた流体圧インプリント装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13736053 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013553330 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013736053 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013736053 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14371849 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |