WO2021132142A1 - インプリント装置およびインプリント方法 - Google Patents
インプリント装置およびインプリント方法 Download PDFInfo
- Publication number
- WO2021132142A1 WO2021132142A1 PCT/JP2020/047648 JP2020047648W WO2021132142A1 WO 2021132142 A1 WO2021132142 A1 WO 2021132142A1 JP 2020047648 W JP2020047648 W JP 2020047648W WO 2021132142 A1 WO2021132142 A1 WO 2021132142A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- substrate
- molded
- molding pattern
- pressurizing
- Prior art date
Links
Images





Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/027—Making masks on semiconductor bodies for further photolithographic processing not provided for in group H01L21/18 or H01L21/34
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67144—Apparatus for mounting on conductive members, e.g. leadframes or conductors on insulating substrates
Definitions
- the present invention relates to an imprinting apparatus and an imprinting method.
- the imprint method is a method in which a mold having a fine pattern is pressed on an object to be molded such as resin, and the pattern is transferred to the object to be molded by using light or heat (see, for example, Patent Document 2).
- an object of the present invention is to provide an imprinting apparatus and an imprinting method capable of reducing the distortion of the transferred molding pattern.
- the first imprinting apparatus of the present invention is for pressurizing an object to be molded with a mold and a substrate to transfer the molding pattern of the mold to the object to be molded.
- a stage for placing either the mold or the substrate, a position where the mold and the substrate sandwich the object to be molded, and freely movable in a direction in which the mold and the substrate are close to each other.
- a depressurizing means for depressurizing the pressure a pressurizing means for pressurizing the pressure adjusting chamber within a range in which the mold and the substrate can freely move in a direction close to each other, and for fixing the object to be molded to the molding pattern. It is characterized by having a fixing means.
- the arranging means is movably formed at a position that prevents the mold and the substrate from sliding.
- the arranging means may have a position detecting means for detecting the relative position of the mold with respect to the substrate.
- control means for controlling at least one of the arrangement means and the pressure adjusting means may be provided based on the detection information of the position detection means.
- the arrangement means arranges the mold and the substrate so as to be parallel to each other.
- the height of the wall portion with respect to the surface having the molding pattern is preferably formed to be 1 ⁇ m or more. Further, the difference between the maximum value and the minimum value of the height of the wall portion with respect to the surface having the molding pattern is preferably 1 ⁇ m or less.
- a light irradiation means for irradiating the object to be molded with light to solidify it, or a temperature control means for adjusting the temperature of the object to be molded can be used.
- the first imprint method of the present invention is a method for pressurizing an object to be molded with a mold and a substrate to transfer the molding pattern of the mold to the object to be molded, and the mold and the object to be molded.
- the depressurization step of removing the gas between the objects and in the depressurization the mold and the mold are placed at a position where the mold and the substrate can be freely moved in a direction in which the object to be molded is sandwiched between the objects.
- the pressurizing step is performed while preventing the mold and the substrate from sliding.
- the arrangement step it is preferable to arrange the mold and the substrate so as to be parallel to each other.
- the fixing step is a step of irradiating the object to be molded with light to solidify the molded object and fixing the molding pattern to the object to be molded, or a step of adjusting the temperature of the object to be molded to solidify the object to be molded.
- a step of fixing the molding pattern to an object can be used.
- the mold has a wall portion surrounding the periphery of the molding pattern. It is preferable that the height of the wall portion with respect to the surface having the molding pattern is 1 ⁇ m or more. Further, it is preferable to use one in which the difference between the maximum value and the minimum value of the height of the wall portion with respect to the surface having the molding pattern is 1 ⁇ m or less.
- the imprinting apparatus and imprinting method of the present invention can transfer a distortion-free molding pattern to an object to be molded by uniformly pressing the mold.
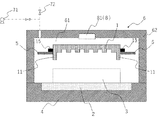
- the imprinting apparatus of the present invention pressurizes the object 3 to be molded by the mold 1 and the substrate 2, and transfers the molding pattern of the mold 1 to the object 3 to be molded. It is mainly composed of a stage 4, an arrangement means 5, a pressure adjusting unit 6, a depressurizing means 71, a pressurizing means 72, and a fixing means 8.
- the mold 1 used in the imprinting apparatus and the imprinting method of the present invention is preferably made of a rigid body so that the molding pattern is not distorted.
- a resin such as PET or COP or an inorganic material such as glass may be used.
- a transparent material is selected when the light source is placed on the mold 1 side.
- a material having heat resistance to the operating temperature is selected.
- the molding pattern includes not only a geometric shape composed of irregularities but also a pattern for transferring a predetermined surface state such as a transfer of a mirror surface state having a predetermined surface roughness. Further, the molding pattern is formed into various sizes such that the width of the convex portion and the minimum width of the concave portion are 100 ⁇ m or less, 10 ⁇ m or less, 2 ⁇ m or less, 1 ⁇ m or less, 100 nm or less, and 10 nm or less. Further, the dimensions in the depth direction are also formed into various sizes such as 10 nm or more, 100 nm or more, 200 nm or more, 500 nm or more, 1 ⁇ m or more, 10 ⁇ m or more, 100 ⁇ m or more.
- the mold 1 may have a wall portion 11 that surrounds the periphery of the molding pattern. As a result, it is possible to prevent the object 3 to be molded from leaking toward the side surface of the mold 1 when the object 3 to be molded is pressed by the mold 1, and the object 3 to be molded can be sufficiently filled in the molding pattern.
- the height of the wall portion 11 with respect to the surface having the molding pattern may be, for example, 1 ⁇ m or more.
- the height of the wall portion varies, the parallelism between the mold and the substrate is disturbed by the pressurization because the degree of flow of the object to be molded in the vicinity of the wall portion differs in the pressurizing step of the imprint method described later. .. Therefore, it is preferable that the height variation of the wall portion is small. For example, it is preferable that the difference between the maximum value and the minimum value of the height of the wall portion with respect to the surface having the molding pattern is 1 ⁇ m or less.
- the substrate 2 may be any material as long as it can support the object 3 to be molded, and for example, a resin, an inorganic compound, a metal, or the like can be used.
- the object 3 to be molded is one to which the molding pattern of the mold 1 is transferred, and may be held by at least one of the mold 1 and the substrate 2.
- the resin used for the object 3 include a photocurable resin, a thermosetting resin, and a thermoplastic resin.
- the photocurable resin used for the object 3 to be molded is a fluid resin that is cured by light of a specific wavelength, and any photocurable resin used in the optical imprint technology can be used.
- silicone rubber such as polydimethylsiloxane (PDMS), epoxide-containing compounds, (meth) acrylic acid ester compounds, vinyl ether compounds, and bisallyl nadiimide compounds are unsaturated such as vinyl group and allyl group.
- Hydrocarbon group-containing compounds and the like can be used.
- a photoreactive initiator may be added to allow the polymerization reaction to proceed by light irradiation to form a molding pattern.
- an acetophenone derivative, a benzophenone derivative, a benzoin ether derivative, a xanthone derivative and the like can be preferably used.
- the reactive monomer may be used without a solvent, or may be used by dissolving it in a solvent and removing the solvent after coating.
- thermosetting resin used for the object 3 to be molded is a fluid resin that cures when heated, and any thermosetting resin used in the thermal imprinting technique can be used.
- silicone rubber such as polydimethylsiloxane (PDMS), epoxide-containing compounds, (meth) acrylic acid ester compounds, vinyl ether compounds, and bisallyl nadiimide compounds are unsaturated such as vinyl group and allyl group.
- Hydrocarbon group-containing compounds and the like can be used.
- Organic peroxides and azo compounds can be preferably used as the heat-reactive radical initiator, and acetophenone derivatives, benzophenone derivatives, benzoin ether derivatives, xantone derivatives and the like can be preferably used as the photoreactive radical initiators.
- the reactive monomer may be used without a solvent, or may be used by dissolving it in a solvent and removing the solvent after coating.
- the thermoplastic resin used for the object 3 to be molded is a resin that has fluidity when it reaches the glass transition temperature or melting point and solidifies when cooled, and is any kind as long as it is used for thermal imprinting technology. Can also be used.
- cyclic olefin resins such as cyclic olefin ring-opening polymerization / hydrogenated products (COP) and cyclic olefin copolymers (COC), acrylic resins, polycarbonates, vinyl ether resins, perfluoroalkoxy alkanes (PFA) and polytetrafluoroethylene.
- Fluororesin such as (PTFE), polystyrene, polyimide resin, polyester resin and the like can be used.
- the stage 4 is for mounting either the mold 1 or the substrate 2. It is preferable that the mold 1 and the substrate 2 can be placed so as to be parallel to each other, and preferably, the surface having the molding pattern of the mold 1 and the surface on the opposite side of the substrate 2 can be placed so as to be horizontal. ..
- the material of the stage 4 may be any material as long as it meets the molding conditions. For example, it is preferable to use a material having pressure resistance, heat resistance, etc. with respect to the molding conditions, and a metal such as stainless steel. Can be used. Further, in the optical imprint process, when the light source is arranged on the stage 4 side, a transparent material such as glass may be used.
- the arranging means 5 is located on the stage 4 of the mold 1 and the substrate 2 at a position where the mold 1 and the substrate 2 sandwich the object 3 to be molded and at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other.
- the one that is not placed is placed.
- the mold 1 and the substrate 2 sandwich the object 3 to be molded means a state in which the object 3 to be molded is in contact with both the mold 1 and the substrate 2.
- the mold 1 and the substrate 2 can be freely moved in a direction close to each other means that the mold 1 or the substrate 2 is substantially placed on the fluid object 3 to be molded. It is floating and means a state in which the entire mold 1 or substrate 2 can receive uniform pressure.
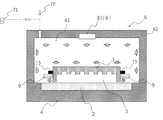
- the mold 1 when the substrate 2 is placed on the stage 4, the mold 1 is arranged at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. That is, the mold 1 is placed on the object 3 to be molded on the substrate 2 and is in a substantially floating state.
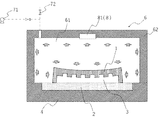
- the substrate 2 when the mold 1 is placed on the stage 4, the substrate 2 is arranged at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. That is, the substrate 2 is placed on the object 3 to be molded on the mold 1 and is in a substantially floating state.
- the arrangement means 5 is preferably one that can be arranged so that the mold 1 and the substrate 2 are parallel to each other.
- the arranging means 5 arranges either the mold 1 or the substrate 2 at a position where the mold 1 and the substrate 2 sandwich the object 3 to be molded and at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. Anything can be used as long as it can be used, but for example, a holding portion for horizontally holding the mold 1 or the substrate 2, an elevating means for raising and lowering the holding portion, and a holding portion are laterally separated from the mold 1. It may be composed of a separating means.
- a protruding portion 15 that protrudes horizontally may be provided on the side surface of the mold 1 so that the protruding portion 15 can be mounted.
- the holding portion may be moved by the elevating means or the separating means by using a well-known one such as one that is moved by a hydraulic or pneumatic cylinder or one that is moved by an electric motor and a ball screw.
- the arranging means 5 may have a position detecting means for detecting the relative position of the mold 1 with respect to the substrate 2.
- a position detecting means for detecting the relative position of the mold 1 with respect to the substrate 2.
- the position detecting means a well-known one may be used.
- a laser length measuring machine provided on the stage 4 may be used to measure the position of the mold 1.
- the position of the mold 1 may be measured by calculating from the displacement amount by using the encoder provided in the electric motor.
- the pressure adjusting unit 6 constitutes a pressure adjusting chamber 61 capable of containing the mold 1 and the substrate 2. Thereby, by adjusting the air pressure in the pressure adjusting chamber 61, it is possible to suppress the gas from remaining in the molding pattern of the mold 1 and to pressurize the object 3 to be molded by the mold 1 and the substrate 2.
- the pressure adjusting chamber 61 may have any size and shape as long as it can include the mold 1 and the substrate 2, and may be designed in consideration of the air pressure in the pressure adjusting chamber 61, the adjustment time, and the like.
- a bottomed tubular housing 62 that constitutes the pressure regulating chamber 61 together with the stage 4 can be used.
- a means for raising and lowering the housing 62 with respect to the stage 4 is provided so as to open the space between the housing 62 and the stage 4.
- the housing 62 may be provided with an opening / closing portion for transporting the mold 1 and the substrate 2 into the pressure regulating chamber 61.
- the pressure adjusting unit 6 may be configured to have a pressure adjusting chamber 61 including the stage 4.
- the depressurizing means 71 is for removing the gas between the mold 1 and the object to be molded 3 and depressurizing the inside of the pressure regulating chamber 61 to a pressure at which there is no problem in forming the pattern.
- the pressure at which there is no problem in forming the pattern means a pressure that can prevent gas from remaining as bubbles in the molding pattern and causing transfer defects, and is, for example, 1000 Pa or less, preferably 100 Pa or less.
- a well-known decompression pump connected to the pressure adjusting chamber 61 and capable of removing the gas in the pressure adjusting chamber 61 may be used.
- the pressurizing means 72 is for pressurizing the inside of the pressure adjusting chamber 61 in order to fill the molding pattern of the mold 1 with the object 3 to be molded.
- the pressure at which the object to be molded 3 can be filled into the molding pattern of the mold 1 is appropriately set depending on the viscosity of the object to be molded 3 and the like.
- the pressurizing means 72 pressurizes the inside of the pressure adjusting chamber 61 within a range in which the mold 1 and the substrate 2 can freely move in a direction close to each other. As a result, uniform pressure can be applied to the mold 1, the substrate 2, and the object 3 to be molded, so that it is possible to prevent the object 3 to be distorted.
- the pressurizing means 72 for example, a cylinder connected to the pressure regulating chamber 61 and supplying a gas such as air or an inert gas that can pressurize the inside of the pressure regulating chamber 61, or a pressurizing pump can be used. Further, when the pressure to be pressurized is sufficient at atmospheric pressure, as shown in FIG. 4, an open valve connecting the inside of the pressure adjusting chamber 61 and the outside of the pressure adjusting chamber 61 may be used.
- the mold 1 or the substrate 2 is arranged at a position where the mold 1 and the substrate 2 sandwich the object 2 to be molded by the arranging means 5, and at a position where the mold 1 and the substrate 2 can freely move in a direction in which the mold 1 and the substrate 2 are close to each other.
- the pressurizing means 72 can pressurize the mold 1 and the object to be molded 3 within a range in which the mold 1 and the substrate 2 can freely move in a direction close to each other.
- the control means may be any means as long as it can control the arrangement means 5 and the pressure adjusting means 7, and a well-known computer can be used.
- the fixing means 8 is for fixing the object to be molded 3 to the molding pattern.
- the fixing means 8 is used for optical imprinting
- the light irradiation means 81 may be used.
- a temperature control means may be used.
- the light irradiation means 81 is for irradiating a molded object 3 made of a photocurable resin with light to solidify it.
- the light irradiation means 81 may be any one as long as it can irradiate the object 3 to be molded with an electromagnetic wave having a predetermined wavelength and cure it.
- an ultraviolet irradiation device for irradiating the object 3 with ultraviolet rays is used. Good.
- the light irradiation means 8 may be singular or plural as long as it can irradiate the object 3 to be molded. When a plurality of them are arranged, it is preferable to arrange them so that the illuminance distribution is as uniform as possible in the object 3 to be molded.
- the temperature control means is for adjusting the temperature of the object to be molded 3 made of a thermosetting resin or a thermoplastic resin to make the object to be molded 3 fluid or solidify.
- a heating means for directly or indirectly heating the object 3 to be molded can be used.
- a cooling means for directly or indirectly cooling the object 3 to be molded can also be used.
- the heating means heats either or both of the mold 1 and the object 3 to a predetermined temperature, for example, the glass transition temperature or the melting point of the thermoplastic resin constituting the object 3, or the curing temperature of the thermosetting resin or more. Anything that can be heated to is used.
- the object 3 to be molded may be heated from the stage 4 side or from the mold 1 side.
- a heater provided in the stage 4 to heat the mold 1 and the object to be molded 3 can be used. It is also possible to heat using a heated liquid or gas.
- the cooling means cools either or both of the mold 1 and the object to be molded at a predetermined temperature, for example, below the glass transition temperature or melting point of the thermoplastic resin constituting the object to be molded 3, or below the curing temperature of the thermosetting resin. Anything that can be cooled to is used.
- the object 3 to be molded may be cooled from the stage 4 side or from the mold 1 side.
- a cooling fan or a cooling water channel formed in the stage 4 to cool the mold 1 and the object 3 to be molded by flowing a liquid can be used.
- the temperature controlling means includes a temperature detecting means for detecting the temperature of the mold 1, the substrate 2, the object 3 to be molded, the stage 4, etc., and even if the temperature of the object 3 to be molded is adjusted based on the detected temperature information. Good.
- one of the mold 1 and the substrate 2 is floating on the object 3 to be molded at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. Therefore, there is a problem that the mold 1 and the substrate 2 are easily slid and moved when the mold 1 and the substrate 2 are pressurized. Therefore, a slide preventing means 9 for preventing the slide movement of the mold 1 and the substrate 2 may be provided.
- the slide preventing means 9 may be any device as long as it can prevent the slide movement in the direction orthogonal to the proximity direction without hindering the movement of the mold 1 or the substrate 2 floating on the object 3 in the proximity direction. For example, as shown in FIG.
- a guide-shaped slide preventing means 9 may be provided on the side surface of the mold 1 floating on the object 3 to be molded with a predetermined gap.
- a guide-shaped slide preventing means which is not shown, may be provided on the side surface of the substrate 2 with a predetermined gap.
- the arrangement means 5 may be used as the slide prevention means.
- the arranging means 5 may be formed so as to be movable at a position where the mold 1 and the substrate 2 are prevented from sliding when the mold 1 and the object 3 to be molded are pressurized.
- the size of the gap between the slide preventing means 9 and the side surface of the mold 1 or the substrate 2 is not particularly limited as long as the slide movement of the mold 1 and the substrate 2 can be tolerated, but the size is, for example, 0.5 mm or less. Just do it.
- the imprint method of the present invention is a method for pressurizing the object 3 to be molded by the mold 1 and the substrate 2 to transfer the molding pattern of the mold 1 to the object 3 to be molded, and includes a decompression step and an arrangement step. It is mainly composed of a pressurizing process and a fixing process.
- the decompression process is for removing the gas between the mold and the object to be molded.
- the pressure inside the pressure adjusting chamber 61 may be reduced by leaving a space between the mold 1 and the object to be molded 3, and the gas in the pressure adjusting chamber 61 may be removed. This makes it possible to prevent the gas from remaining as bubbles in the molding pattern and causing transfer defects.
- the pressure in the pressure reducing step is not particularly limited as long as the pressure inside the pressure regulating chamber 61 can be reduced to a pressure at which there is no problem in forming the pattern, but for example, 1000 Pa or less, preferably 100 Pa or less is preferable.
- the object to be molded 3 is sandwiched between the mold 1 and the substrate 2 so that the mold 1 and the substrate 2 can be freely moved in the adjacent direction.
- the mold 1 and the substrate 3 are arranged. Specifically, as shown in FIG. 2, when the substrate 2 is placed on the stage 4, the mold 1 is arranged at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. That is, the mold 1 is placed on the object 3 to be molded on the substrate 2 and is in a substantially floating state. Further, as shown in FIG.
- the substrate 2 when the mold 1 is placed on the stage 4, the substrate 2 is arranged at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. That is, the substrate 2 is placed on the object 3 to be molded on the mold 1 and is in a substantially floating state. In the arrangement step, it is preferable to arrange the mold 1 and the substrate 2 so as to be parallel to each other.
- the pressurizing step is to pressurize the mold 1 and the object to be molded 3 with a gas within a range in which the mold 1 and the substrate 2 can freely move in a direction close to each other. As a result, uniform pressure can be applied to the mold 1, the substrate 2, and the object 3 to be molded, so that it is possible to prevent the object 3 to be distorted.
- one of the mold 1 and the substrate 2 is floating on the object 3 to be molded at a position where the mold 1 and the substrate 2 can freely move in a direction close to each other. Therefore, the mold 1 and the substrate 2 can easily slide and move when the mold 1 and the substrate 2 are pressurized. Therefore, it is preferable that the pressurizing step is performed while preventing the slide movement of the mold 1 and the substrate 2 (see FIG. 4 or FIG. 5).
- the fixing step is to fix the object 3 to be molded on the molding pattern.
- a fixing step in the case of optical imprinting, as shown in FIG. 6, the object to be molded 3 made of a photocurable resin may be irradiated with light to be solidified, and the molding pattern may be fixed to the object to be molded 3. .
- the light to be irradiated may be any light as long as it can cure the photocurable resin used for the object to be molded 3, and for example, ultraviolet rays can be used.
- the temperature of the object to be molded 3 may be adjusted to solidify and the molding pattern may be fixed to the object to be molded 3.
- the object to be molded 3 when the object to be molded 3 is made of a thermosetting resin, the object to be molded 3 may be heated to a temperature higher than the temperature at which the resin is cured to solidify. When the object to be molded 3 is made of a thermoplastic resin, the object to be molded 3 may be cooled and solidified below the glass transition temperature or the melting point of the resin.
- a temperature control step of adjusting the temperature so that the object 3 to be molded has fluidity may be required before the pressurization step.
- the object to be molded 3 is made of a thermoplastic resin
- the object to be molded 3 is heated to a temperature equal to or higher than the glass transition temperature or melting point of the resin.
- the temperature of the object 3 is maintained below the temperature at which the resin does not cure.
- the temperature control step may be performed before or after the depressurization step.
- the object 3 to be molded can be formed by transferring the molding pattern of the mold 1 without distortion.
Abstract
転写された成型パターンの歪みを小さくすることができるインプリント装置およびインプリント方法を提供することを目的とする。 被成形物3をモールド1と基板2で加圧して、モールド1の成型パターンを被成形物3に転写するためのインプリント装置であって、モールド1又は基板2のいずれか一方を載置するためのステージ4と、被成形物3をモールド1と基板2が挟む位置であると共に、モールド1と基板2が近接する方向に自由に移動可能な位置に、モールド1と基板2のうちステージ4に載置されていない方を配置する配置手段5と、モールド1と基板2を内包可能な調圧室61を有する調圧部6と、調圧室61内を減圧する減圧手段71と、モールド1と基板2が近接する方向に自由に移動可能な範囲で、調圧室61内を加圧する加圧手段72と、被成形物3を成型パターンに定着させるための定着手段8と、で構成する。
Description
本発明は、インプリント装置およびインプリント方法に関する。
従来からMEMS(Micro Electro Mechanical Systems)の分野では、機能又は付加価値を高めるために、同一又は異種の機能を有する微小部品を1つの基板上に集積する高集積化又は複合化が行われている。
当該高集積化を行う方法には様々なものがあるが、例えば、弾性材料からなり複数の突起を有するスタンプを用いて微小部品を転送する方法がある(例えば、特許文献1)。この場合、微小部品をピックアップする際のスタンプの突起と微少部品の間の圧力や速度によって、微少部品との付着力を制御することができる。
一方、当該スタンプをインプリント法によって形成することが検討されている。インプリント法とは、樹脂等の被成形物に微細パターンを有するモールドを加圧し、光や熱を利用して当該パターンを被成形物に転写するものである(例えば、特許文献2参照)。
しかしながら、従来のインプリント法では、モールドを加圧すると、図8に示すように、モールドの中央部が沿ってしまうという問題があった。この場合、成形されたスタンプの突起の先端の位置が異なることになる。すると、微小部品をピックアップする際のスタンプの突起と微少部品の間の圧力が不均一になるため、微少部品との付着力を制御することができないという問題がある。
そこで本発明では、転写された成型パターンの歪みを小さくすることができるインプリント装置およびインプリント方法を提供することを目的とする。
上記目的を達成するために、本発明の第1のインプリント装置は、被成形物をモールドと基板で加圧して、前記モールドの成型パターンを前記被成形物に転写するためのものであって、前記モールド又は前記基板のいずれか一方を載置するためのステージと、前記被成形物を前記モールドと前記基板が挟む位置であると共に、前記モールドと前記基板が近接する方向に自由に移動可能な位置に、前記モールドと前記基板のうち前記ステージに載置されていない方を配置する配置手段と、前記モールドと前記基板を内包可能な調圧室を有する調圧部と、前記調圧室内を減圧する減圧手段と、前記モールドと前記基板が近接する方向に自由に移動可能な範囲で、前記調圧室内を加圧する加圧手段と、前記被成形物を前記成型パターンに定着させるための定着手段と、を具備することを特徴とする。
この場合、前記モールドと前記基板のスライド移動を防止するスライド防止手段を具備する方が好ましい。また、前記配置手段をスライド防止手段として用いてもよい。この場合には、前記配置手段は、前記モールドと前記基板のスライド移動を防止する位置に移動可能に形成される。
また、前記配置手段は、前記基板に対する前記モールドの相対的な位置を検出する位置検出手段を有していてもよい。
また、位置検出手段の検出情報に基づいて、前記配置手段又は前記調圧手段の少なくともいずれか一方を制御する制御手段を具備してもよい。
また、前記配置手段は、前記モールドと前記基板が平行となるように配置するものである方が好ましい。
また、前記成型パターンの周囲を囲む壁部を有するモールドを具備する方が好ましい。この場合、前記成型パターンを有する面に対する前記壁部の高さは、1μm以上に形成する方が好ましい。また、前記成型パターンを有する面に対する前記壁部の高さの最大値と最小値の差は、1μm以下である方が好ましい。
また、前記定着手段は、前記被成形物に光を照射して固化させるための光照射手段、又は前記被成形物の温度を調節する温調手段を用いることができる。
また、本発明の第1のインプリント方法は、被成形物をモールドと基板で加圧して、前記モールドの成型パターンを前記被成形物に転写するための方法であって、前記モールドと被成形物の間の気体を除去する減圧工程と、減圧化において、前記被成形物を間に挟んだ状態であって前記モールドと前記基板が近接する方向に自由に移動可能な位置に、前記モールドと前記基板を配置する配置工程と、前記モールドと前記基板が近接する方向に自由に移動可能な範囲で、前記モールドと前記被成形物を気体で加圧する加圧工程と、前記被成形物を前記成型パターンに定着させる定着工程と、を有することを特徴とする。
前記加圧工程は、前記モールドと前記基板のスライド移動を防止しながら行う方が好ましい。
また、前記配置工程は、前記モールドと前記基板が平行となるように配置する方が好ましい。
また、前記定着工程は、前記被成形物に光を照射して固化させ、当該被成形物に前記成型パターンを定着させる工程、又は前記被成形物の温度を調節して固化させ、当該被成形物に前記成型パターンを定着させる工程を用いることができる。
この場合、前記モールドは、前記成型パターンの周囲を囲む壁部を有する方が好ましい。前記成型パターンを有する面に対する前記壁部の高さは、1μm以上のものを用いる方が好ましい。また、前記成型パターンを有する面に対する前記壁部の高さの最大値と最小値の差は、1μm以下であるものを用いる方が好ましい。
本発明のインプリント装置及びインプリント方法は、モールドを均一に加圧することにより、被成形物に歪みのない成形パターンを転写することができる。
本発明のインプリント装置を図1~7を用いて説明する。本発明のインプリント装置は、図1に示すように、被成形物3をモールド1と基板2で加圧して、モールド1の成型パターンを被成形物3に転写するためのものであって、ステージ4と、配置手段5と、調圧部6と、減圧手段71と、加圧手段72と、定着手段8と、で主に構成される。
また、本発明のインプリント装置やインプリント方法に用いるモールド1は、成型パターンに歪みが生じないように、剛体からなるものが好ましい。例えば、PETやCOP等の樹脂や、ガラス等の無機材料を用いればよい。光インプリントプロセスにおいて、光源をモールド1側に配置する場合には、透明な材料が選択される。また、熱インプリントに用いる場合には、使用温度に対して耐熱性のある材料が選択される。
成型パターンは、凹凸からなる幾何学的な形状のみならず、例えば所定の表面粗さを有する鏡面状態の転写のように所定の表面状態を転写するためのものも含む。また、成型パターンは、凸部の幅や凹部の幅の最小寸法が100μm以下、10μm以下、2μm以下、1μm以下、100nm以下、10nm以下等種々の大きさに形成される。また、深さ方向の寸法も、10nm以上、100nm以上、200nm以上、500nm以上、1μm以上、10μm以上、100μm以上等種々の大きさに形成される。
また、アスペクトの高い成形パターンを転写する場合や、成型パターンを支持する基部の厚みが大きい場合、被成形物3がモールド1の側面方向へ漏れ出し、成型パターンに被成形物3を充填するための成型圧が不足するという課題がある。そこで、モールド1は、成型パターンの周囲を囲む壁部11を有していてもよい。これにより、モールド1による被成形物3の加圧時に被成形物3がモールド1の側面方向へ漏れるのを抑制し、成型パターンに被成形物3を十分に充填することができる。成型パターンを有する面に対する壁部11の高さは、例えば、1μm以上とすればよい。また、壁部の高さがばらついていると、後述するインプリント方法の加圧工程において、壁部近傍の被成型物の流動の度合いが異なるために、加圧によってモールドと基板の平行が乱れる。したがって、壁部の高さのばらつきは少ない方が好ましい。例えば、成型パターンを有する面に対する壁部の高さの最大値と最小値の差を1μm以下にする方が好ましい。
基板2は、被成形物3を支持できるものであればどのようなものでもよく、例えば、樹脂、無機化合物又は金属等を用いることができる。
被成形物3は、モールド1の成型パターンが転写されるもので、少なくともモールド1と基板2のいずれか一方に保持されていればよい。被成形物3に用いる樹脂としては、例えば、光硬化性樹脂、熱硬化性樹脂、あるいは熱可塑性樹脂がある。
被成形物3に用いる光硬化性樹脂は、特定の波長の光によって硬化する流動性のある樹脂であり、光インプリント技術に用いられるものであればどのようなものでも用いることができる。例えば、ポリジメチルシロキサン(PDMS)等のシリコンゴムや、エポキシド含有化合物類、(メタ)アクリル酸エステル化合物類、ビニルエーテル化合物類、ビスアリルナジイミド化合物類のようにビニル基・アリル基等の不飽和炭化水素基含有化合物類等を用いることができる。この場合、光反応性の開始剤を添加して光照射により重合反応を進行させて成型パターンを形成できるものでもよい。光反応性のラジカル開始剤としてはアセトフェノン誘導体、ベンゾフェノン誘導体、ベンゾインエーテル誘導体、キサントン誘導体等が好適に使用できる。また、反応性モノマーは無溶剤で使用しても良いし、溶媒に溶解して塗布後に脱溶媒して使用しても良い。
被成形物3に用いる熱硬化性樹脂は、加熱すると硬化する流動性のある樹脂であり、熱インプリント技術に用いられるものであればどのようなものでも用いることができる。例えば、ポリジメチルシロキサン(PDMS)等のシリコンゴムや、エポキシド含有化合物類、(メタ)アクリル酸エステル化合物類、ビニルエーテル化合物類、ビスアリルナジイミド化合物類のようにビニル基・アリル基等の不飽和炭化水素基含有化合物類等を用いることができる。この場合、熱的に重合するために重合反応性基含有化合物類を単独で使用することも可能であるし、熱硬化性を向上させるために熱反応性の開始剤を添加して使用することも可能である。熱反応性のラジカル開始剤としては有機過酸化物、アゾ化合物が好適に使用でき、光反応性のラジカル開始剤としてはアセトフェノン誘導体、ベンゾフェノン誘導体、ベンゾインエーテル誘導体、キサントン誘導体等が好適に使用できる。また、反応性モノマーは無溶剤で使用しても良いし、溶媒に溶解して塗布後に脱溶媒して使用しても良い。
また、被成形物3に用いる熱可塑性樹脂は、ガラス転移温度または融点に達すると流動性を有し、冷却すると固化する樹脂であり、熱インプリント技術に用いられるものであればどのようなものでも用いることができる。例えば、環状オレフィン開環重合/水素添加体(COP)や環状オレフィン共重合体(COC)等の環状オレフィン系樹脂、アクリル樹脂、ポリカーボネート、ビニルエーテル樹脂、パーフルオロアルコキシアルカン(PFA)やポリテトラフルオロエチレン(PTFE)等のフッ素樹脂、ポリスチレン、ポリイミド系樹脂、ポリエステル系樹脂等を用いることができる。
ステージ4は、図2又は図3に示すように、モールド1又は基板2のいずれか一方を載置するためのものである。モールド1と基板2が平行になるように載置できるものがよく、好ましくは、モールド1の成型パターンがある面と基板2の対向する側の面が水平となるように載置できるものがよい。ステージ4の材質は、成形条件に適合するものであればどのようなものでも良いが、例えば、成形条件に対し、耐圧性、耐熱性等を有するものを用いるのが好ましく、ステンレス鋼などの金属を用いることができる。また、光インプリントプロセスにおいて、光源をステージ4側に配置する場合には、ガラス等の透明な材料を用いれば良い。
配置手段5は、被成形物3をモールド1と基板2が挟む位置であると共に、モールド1と基板2が近接する方向に自由に移動可能な位置に、モールド1と基板2のうちステージ4に載置されていない方を配置するものである。なお、本明細書中で、「被成形物3をモールド1と基板2が挟む」とは、被成形物3がモールド1と基板2の間で両方に接触している状態を意味する。また、本明細書中で、「モールド1と基板2が近接する方向に自由に移動可能」とは、モールド1又は基板2が流動性のある被成形物3上に載置されて実質的に浮いており、当該モールド1又は基板2の全体が均一な圧力を受けられる状態を意味する。具体的には、図2に示すように、ステージ4に基板2が載置されている場合には、モールド1と基板2が近接する方向に自由に移動可能な位置にモールド1を配置する。すなわち、基板2上の被成形物3にモールド1が載置されて実質的に浮いた状態とする。また、図3に示すように、ステージ4にモールド1が載置されている場合には、モールド1と基板2が近接する方向に自由に移動可能な位置に基板2を配置する。すなわち、モールド1上の被成形物3に基板2が載置されて実質的に浮いた状態とする。
また、配置手段5は、モールド1と基板2が平行となるように配置できるものが好ましい。配置手段5は、被成形物3をモールド1と基板2が挟む位置であると共に、モールド1と基板2が近接する方向に自由に移動可能な位置にモールド1と基板2のいずれか一方を配置することができればどのようなものでもよいが、例えば、モールド1又は基板2を水平に保持する保持部と、保持部を昇降するための昇降手段と、保持部をモールド1から横方向に離間させる離間手段と、で構成すればよい。保持部としては、例えば、モールド1の側面に水平に突出する突出部15を設け、当該突出部15を載置可能に形成すればよい。昇降手段や離間手段による保持部の移動は、図示しないが、油圧式又は空圧式のシリンダによって移動するものや、電気モータとボールねじによって移動するもの等、周知のものを用いれば良い。
また、配置手段5は、基板2に対するモールド1の相対的な位置を検出する位置検出手段を有していてもよい。これにより、モールド1と被成形物3又は基板2と被成形物3が接触する位置や、モールド1と基板2が近接する方向に自由に移動可能な位置を把握することができる。また、加圧時にも、モールド1と基板2が近接する方向に自由に移動可能な範囲で、モールド1と基板2を加圧することができる。位置検出手段としては、周知のものを用いればよく、例えば、ステージ4に設けられたレーザ測長機を用いて、モールド1の位置を測定するものを用いればよい。また、配置手段5に電気モータを用いる場合には、電気モータに設けられたエンコーダを用いて、変位量から計算してモールド1の位置を測定するものでもよい。
調圧部6はモールド1と基板2を内包可能な調圧室61を構成するものである。これにより、調圧室61の気圧を調節することで、モールド1の成型パターン内に気体が残るのを抑制したり、モールド1と基板2で被成形物3に加圧したりすることができる。調圧室61は、モールド1と基板2を内包可能であればどのような大きさ、形状でもよく、調圧室61内の気圧や調節時間等を考慮して、設計すればよい。例えば、図4に示すように、ステージ4と共に調圧室61を構成する有底筒状の筐体62を用いることができる。この場合、モールド1や基板2を調圧室61内に搬送するために、筐体62をステージ4に対して昇降可能な昇降手段を設けて、筐体62とステージ4の間を開放するようにしてもよいし、モールド1や基板2を調圧室61内に搬送するための開閉部を筐体62に設けてもよい。また、調圧部6としては、ステージ4も内包する調圧室61を有するように構成してもよい。
減圧手段71は、モールド1と被成形物3の間の気体を除去し、パターンの形成に問題がない圧力まで調圧室61内を減圧するためのものである。パターンの形成に問題がない圧力とは、成型パターン内に気体が気泡として残存し転写不良が生じることを防止できる圧力を意味し、例えば、1000Pa以下、好ましくは、100Pa以下がよい。減圧手段71としては、例えば調圧室61に接続され、当該調圧室61内の気体を除去可能な周知の減圧ポンプを用いればよい。
また、加圧手段72は、被成形物3をモールド1の成型パターンに充填するために、調圧室61内を加圧するためのものである。被成形物3をモールド1の成型パターンに充填可能な圧力は、被成形物3の粘度等によって適宜設定される。また、加圧手段72は、モールド1と基板2が近接する方向に自由に移動可能な範囲で、調圧室61内を加圧する。これにより、モールド1、基板2および被成形物3に均一な圧力を加えることができるため、被成形物3に歪みが生じるのを防止することができる。加圧手段72としては、例えば調圧室61に接続され、当該調圧室61内を加圧可能な空気や不活性ガス等の気体を供給するボンベや、加圧ポンプを用いることができる。また、加圧する圧力が大気圧で十分である場合には、図4に示すように、調圧室61内と調圧室61外を接続する開放弁を用いてもよい。
また、位置検出手段の検出情報に基づいて、配置手段5や調圧手段7を制御する制御手段を有していてもよい。これにより、配置手段5によって、被成形物2をモールド1と基板2が挟む位置であると共に、モールド1と基板2が近接する方向に自由に移動可能な位置にモールド1又は基板2を配置したり、加圧手段72によって、モールド1と基板2が近接する方向に自由に移動可能な範囲でモールド1と被成形物3を加圧したりすることができる。制御手段としては、配置手段5や調圧手段7を制御することができればどのようなものでもよく、周知のコンピュータを用いることができる。
定着手段8は、被成形物3を成型パターンに定着させるためのものである。定着手段8としては、光インプリントに用いる場合には、光照射手段81を用いればよい。また、熱インプリントに用いる場合には、温調手段を用いればよい。
光照射手段81は、光硬化性樹脂からなる被成形物3に光を照射して固化させるためのものである。光照射手段81としては、被成形物3に所定波長の電磁波を照射して硬化することができればどのようなものでもよいが、例えば、被成形物3に紫外線を照射する紫外線照射装置を用いればよい。ここで、光照射手段8は被成形物3に照射できれば単数でも複数でもよい。複数配置する場合には、照度分布が被成形物3においてできる限り均一になるように配置するのが好ましい。
温調手段は、熱硬化性樹脂又は熱可塑性樹脂からなる被成形物3の温度を調節し、当該被成形物3に流動性をもたせたり、固化させたりするためのものである。温調手段としては、被成形物3を直接的又は間接的に加熱する加熱手段を用いることができる。また、被成形物3を直接的又は間接的に冷却する冷却手段を用いることもできる。
加熱手段は、モールド1と被成形物3のいずれか一方又は両方を、所定温度、例えば被成形物3を構成する熱可塑性樹脂のガラス転移温度や融点以上、又は熱硬化性樹脂の硬化温度以上に加熱することができるものであればどのようなものでも良い。また、被成形物3をステージ4側から加熱するものでも、モールド1側から加熱するものでも良い。例えば、ステージ4内にヒータを設けてモールド1や被成形物3を加熱するものを用いることができる。また、加熱した液体や気体を用いて加熱することも可能である。
冷却手段は、モールド1と被成形物3のいずれか一方又は両方を、所定温度、例えば被成形物3を構成する熱可塑性樹脂のガラス転移温度や融点未満、又は熱硬化性樹脂の硬化温度未満に冷却することができるものであればどのようなものでも良い。また、被成形物3をステージ4側から冷却するものでも、モールド1側から冷却するものでも良い。例えば、冷却用ファンや、ステージ4内に形成され液体を流すことによりモールド1や被成形物3を冷却する冷却用の水路を用いることができる。
また、温調手段は、モールド1、基板2、被成形物3、ステージ4等の温度を検出する温度検出手段を備え、検出した温度情報に基づいて被成形物3の温度を調節してもよい。
また、本発明のインプリント装置では、モールド1と基板2が近接する方向に自由に移動可能な位置で、モールド1と基板2のいずれか一方が被成形物3上に浮いている状態であるため、モールド1と基板2の加圧時にモールド1と基板2がスライド移動し易いという問題がある。そこで、モールド1と基板2のスライド移動を防止するスライド防止手段9を設けてもよい。スライド防止手段9は、被成形物3上に浮いているモールド1又は基板2の近接方向の移動を妨げないで、近接方向と直交する方向のスライド移動を防止できればどのようなものでもよい。例えば、図4に示すように、被成形物3上に浮いているモールド1の側面に所定の隙間を空けて配置されたガイド状のスライド防止手段9を設ければよい。また、被成形物3上に浮いているのが基板2の場合には、図示しないが基板2の側面に所定の隙間を空けて配置されたガイド状のスライド防止手段を設ければよい。また、図5に示すように、配置手段5をスライド防止手段として利用してもよい。この場合、配置手段5は、モールド1と被成形物3の加圧時に、モールド1と基板2のスライド移動を防止する位置に移動可能に形成すればよい。なお、スライド防止手段9とモールド1又は基板2の側面の隙間の大きさは、モールド1と基板2のスライド移動を許容できる大きさであれば特に限定されないが、例えば0.5mm以内の大きさとすればよい。
次に、本発明のインプリント方法について説明する。本発明のインプリント方法は、被成形物3をモールド1と基板2で加圧して、モールド1の成型パターンを被成形物3に転写するための方法であって、減圧工程と、配置工程と、加圧工程と、定着工程と、で主に構成される。
減圧工程は、モールドと被成形物の間の気体を除去するためのものである。図1に示すように、モールド1と被成形物3の間を空けて調圧室61内を減圧し、調圧室61内の気体を除去すればよい。これにより、成型パターン内に気体が気泡として残存し転写不良が生じることを防止することができる。減圧工程における圧力は、パターンの形成に問題がない圧力まで調圧室61内を減圧できれば特に制限されないが、例えば、1000Pa以下、好ましくは、100Pa以下がよい。
配置工程は、図2又は図3に示すように、減圧化において、被成形物3を間に挟んだ状態であって、モールド1と基板2が近接する方向に自由に移動可能な位置に、モールド1と基板3を配置するものである。具体的には、図2に示すように、ステージ4に基板2が載置されている場合には、モールド1と基板2が近接する方向に自由に移動可能な位置にモールド1を配置する。すなわち、基板2上の被成形物3にモールド1が載置されて実質的に浮いた状態とする。また、図3に示すように、ステージ4にモールド1が載置されている場合には、モールド1と基板2が近接する方向に自由に移動可能な位置に基板2を配置する。すなわち、モールド1上の被成形物3に基板2が載置されて実質的に浮いた状態とする。なお、配置工程では、モールド1と基板2は平行となるように配置する方が好ましい。
加圧工程は、図4に示すように、モールド1と基板2が近接する方向に自由に移動可能な範囲で、モールド1と被成形物3を気体で加圧するものである。これにより、モールド1、基板2および被成形物3に均一な圧力を加えることができるため、被成形物3に歪みが生じるのを防止することができる。
なお、加圧工程では、上述したようにモールド1と基板2が近接する方向に自由に移動可能な位置で、モールド1と基板2のいずれか一方が被成形物3上に浮いている状態であるため、モールド1と基板2の加圧時にモールド1と基板2がスライド移動し易い。したがって、加圧工程は、モールド1と基板2のスライド移動を防止しながら行う方が好ましい(図4又は図5参照)。
定着工程は、被成形物3を成型パターンに定着させるものである。定着工程としては、光インプリントの場合、図6に示すように、光硬化性樹脂からなる被成形物3に光を照射して固化させ、成型パターンを被成形物3に定着させればよい。照射する光は、被成形物3に用いた光硬化性樹脂を硬化させることができるものであればどのようなものでもよく、例えば、紫外線を用いることができる。また、熱インプリントの場合、被成形物3の温度を調節して固化させ、成型パターンを被成形物3に定着させればよい。例えば、被成形物3が熱硬化性樹脂からなる場合には、当該樹脂が硬化する温度以上に被成形物3を加熱して固化させればよい。また、被成形物3が熱可塑性樹脂からなる場合には、当該樹脂のガラス転移温度未満又は融点未満に被成形物3を冷却して固化させればよい。
なお、熱インプリントの場合には、加圧工程の前に、被成形物3が流動性を有するように温度を調節する温度調節工程が必要な場合もある。例えば、被成形物3が熱可塑性樹脂からなる場合には、当該樹脂のガラス転移温度又は融点以上に被成形物3を加熱する。また、被成形物3が熱硬化性樹脂からなる場合には、当該樹脂が硬化しない温度以下に被成形物3の温度を維持する。なお、温度調節工程は、減圧工程の前後のいずれに行ってもよい。
最後に、図7に示すように、モールド1を被成形物3から離型すれば、モールド1の成型パターンを歪みなく転写した被成形物3を形成することができる。
1 モールド
2 基板
3 被成形物
4 ステージ
5 配置手段
6 調圧部
7 調圧手段
8 定着手段
9 スライド防止手段
11 壁部
15 突出部
61 調圧室
62 筐体
71 減圧手段
72 加圧手段
81 光照射手段
2 基板
3 被成形物
4 ステージ
5 配置手段
6 調圧部
7 調圧手段
8 定着手段
9 スライド防止手段
11 壁部
15 突出部
61 調圧室
62 筐体
71 減圧手段
72 加圧手段
81 光照射手段
Claims (17)
- 被成形物をモールドと基板で加圧して、前記モールドの成型パターンを前記被成形物に転写するためのインプリント装置であって、
前記モールド又は前記基板のいずれか一方を載置するためのステージと、
前記被成形物を前記モールドと前記基板が挟む位置であると共に、前記モールドと前記基板が近接する方向に自由に移動可能な位置に、前記モールドと前記基板のうち前記ステージに載置されていない方を配置する配置手段と、
前記モールドと前記基板を内包可能な調圧室を有する調圧部と、
前記調圧室内を減圧する減圧手段と、
前記モールドと前記基板が近接する方向に自由に移動可能な範囲で、前記調圧室内を加圧する加圧手段と、
前記被成形物を前記成型パターンに定着させるための定着手段と、
を具備することを特徴とするインプリント装置。 - 前記モールドと前記基板のスライド移動を防止するスライド防止手段を具備することを特徴とする請求項1記載のインプリント装置。
- 前記配置手段は、前記モールドと前記基板のスライド移動を防止する位置に移動可能であることを特徴とする請求項1記載のインプリント装置。
- 前記配置手段は、前記基板に対する前記モールドの相対的な位置を検出する位置検出手段を有することを特徴とする請求項1ないし3のいずれかに記載のインプリント装置。
- 前記位置検出手段の検出情報に基づいて、前記配置手段又は前記調圧手段の少なくともいずれか一方を制御する制御手段を具備することを特徴とする請求項4記載のインプリント装置。
- 前記配置手段は、前記モールドと前記基板が平行となるように配置するものであることを特徴とする請求項1ないし5のいずれかに記載のインプリント装置。
- 前記成型パターンの周囲を囲む壁部を有するモールドを具備することを特徴とする請求項1ないし6のいずれかに記載のインプリント装置。
- 前記成型パターンを有する面に対する前記壁部の高さは、1μm以上であることを特徴とする請求項7記載のインプリント装置。
- 前記成型パターンを有する面に対する前記壁部の高さの最大値と最小値の差は、1μm以下であることを特徴とする請求項7又は8記載のインプリント装置。
- 前記定着手段は、前記被成形物に光を照射して固化させるための光照射手段、又は前記被成形物の温度を調節する温調手段であることを特徴とする請求項1ないし9のいずれかに記載のインプリント装置。
- 被成形物をモールドと基板で加圧して、前記モールドの成型パターンを前記被成形物に転写するためのインプリント方法であって、
前記モールドと被成形物の間の気体を除去する減圧工程と、
減圧化において、前記被成形物を間に挟んだ状態であって前記モールドと前記基板が近接する方向に自由に移動可能な位置に、前記モールドと前記基板を配置する配置工程と、
前記モールドと前記基板が近接する方向に自由に移動可能な範囲で、前記モールドと前記被成形物を気体で加圧する加圧工程と、
前記被成形物を前記成型パターンに定着させる定着工程と、
を有することを特徴とするインプリント方法。 - 前記加圧工程は、前記モールドと前記基板のスライド移動を防止しながら行うことを特徴とする請求項11記載のインプリント方法。
- 前記配置工程は、前記モールドと前記基板が平行となるように配置することを特徴とする請求項11又は12記載のインプリント装置。
- 前記定着工程は、前記被成形物に光を照射して固化させ、当該被成形物に前記成型パターンを定着させる工程、又は前記被成形物の温度を調節して固化させ、当該被成形物に前記成型パターンを定着させる工程であることを特徴とする請求項11ないし13のいずれかに記載のインプリント方法。
- 前記モールドは、前記成型パターンの周囲を囲む壁部を有することを特徴とする請求項11ないし14のいずれかに記載のインプリント方法。
- 前記成型パターンを有する面に対する前記壁部の高さは、1μm以上であることを特徴とする請求項15記載のインプリント方法。
- 前記成型パターンを有する面に対する前記壁部の高さの最大値と最小値の差は、1μm以下であることを特徴とする請求項15又は16記載のインプリント方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IL293816A IL293816A (en) | 2019-12-25 | 2020-12-21 | Device for stamping and method for stamping |
| EP20906694.3A EP4084044A1 (en) | 2019-12-25 | 2020-12-21 | Imprinting device and imprinting method |
| JP2021567434A JP7335978B2 (ja) | 2019-12-25 | 2020-12-21 | インプリント装置およびインプリント方法 |
| KR1020227021564A KR20220120579A (ko) | 2019-12-25 | 2020-12-21 | 임프린트 장치 및 임프린트 방법 |
| CN202080089804.7A CN114868228A (zh) | 2019-12-25 | 2020-12-21 | 压印装置及压印方法 |
| US17/849,575 US20220317568A1 (en) | 2019-12-25 | 2022-06-24 | Imprint Device and Imprint Method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-234816 | 2019-12-25 | ||
| JP2019234816 | 2019-12-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/849,575 Continuation-In-Part US20220317568A1 (en) | 2019-12-25 | 2022-06-24 | Imprint Device and Imprint Method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132142A1 true WO2021132142A1 (ja) | 2021-07-01 |
Family
ID=76574700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/047648 WO2021132142A1 (ja) | 2019-12-25 | 2020-12-21 | インプリント装置およびインプリント方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220317568A1 (ja) |
| EP (1) | EP4084044A1 (ja) |
| JP (3) | JP7335978B2 (ja) |
| KR (1) | KR20220120579A (ja) |
| CN (1) | CN114868228A (ja) |
| IL (1) | IL293816A (ja) |
| WO (1) | WO2021132142A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114683463A (zh) * | 2022-03-28 | 2022-07-01 | 业成科技(成都)有限公司 | 光波导治具及光波导的制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5947027A (en) * | 1998-09-08 | 1999-09-07 | Motorola, Inc. | Printing apparatus with inflatable means for advancing a substrate towards the stamping surface |
| US6190929B1 (en) * | 1999-07-23 | 2001-02-20 | Micron Technology, Inc. | Methods of forming semiconductor devices and methods of forming field emission displays |
| JP2004504718A (ja) * | 2000-07-18 | 2004-02-12 | ナノネックス コーポレーション | 流体圧力インプリント・リソグラフィ |
| WO2004062886A1 (ja) | 2003-01-15 | 2004-07-29 | Scivax Corporation | パターン形成装置、パターン形成方法、パターン形成システム |
| WO2007105474A1 (ja) * | 2006-03-10 | 2007-09-20 | Pioneer Corporation | インプリント方法及びインプリント装置 |
| WO2008088068A1 (ja) | 2007-01-19 | 2008-07-24 | The University Of Tokyo | 微小構造体の製造方法,微小構造体およびマイクロデバイス |
| JP2008221706A (ja) * | 2007-03-14 | 2008-09-25 | Toshiba Mach Co Ltd | 転写装置および転写方法 |
| JP2008246944A (ja) * | 2007-03-30 | 2008-10-16 | Hitachi Industrial Equipment Systems Co Ltd | 微細パターン転写用金型およびそれを用いた樹脂製転写物の製造方法 |
| WO2015186736A1 (ja) * | 2014-06-03 | 2015-12-10 | Scivax株式会社 | ローラ式加圧装置、インプリント装置およびローラ式加圧方法 |
-
2020
- 2020-12-21 JP JP2021567434A patent/JP7335978B2/ja active Active
- 2020-12-21 IL IL293816A patent/IL293816A/en unknown
- 2020-12-21 KR KR1020227021564A patent/KR20220120579A/ko active Search and Examination
- 2020-12-21 CN CN202080089804.7A patent/CN114868228A/zh active Pending
- 2020-12-21 WO PCT/JP2020/047648 patent/WO2021132142A1/ja unknown
- 2020-12-21 EP EP20906694.3A patent/EP4084044A1/en active Pending
-
2022
- 2022-06-24 US US17/849,575 patent/US20220317568A1/en active Pending
-
2023
- 2023-06-02 JP JP2023091977A patent/JP2023107839A/ja active Pending
- 2023-06-02 JP JP2023091978A patent/JP2023107840A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5947027A (en) * | 1998-09-08 | 1999-09-07 | Motorola, Inc. | Printing apparatus with inflatable means for advancing a substrate towards the stamping surface |
| US6190929B1 (en) * | 1999-07-23 | 2001-02-20 | Micron Technology, Inc. | Methods of forming semiconductor devices and methods of forming field emission displays |
| JP2004504718A (ja) * | 2000-07-18 | 2004-02-12 | ナノネックス コーポレーション | 流体圧力インプリント・リソグラフィ |
| WO2004062886A1 (ja) | 2003-01-15 | 2004-07-29 | Scivax Corporation | パターン形成装置、パターン形成方法、パターン形成システム |
| WO2007105474A1 (ja) * | 2006-03-10 | 2007-09-20 | Pioneer Corporation | インプリント方法及びインプリント装置 |
| WO2008088068A1 (ja) | 2007-01-19 | 2008-07-24 | The University Of Tokyo | 微小構造体の製造方法,微小構造体およびマイクロデバイス |
| JP2008221706A (ja) * | 2007-03-14 | 2008-09-25 | Toshiba Mach Co Ltd | 転写装置および転写方法 |
| JP2008246944A (ja) * | 2007-03-30 | 2008-10-16 | Hitachi Industrial Equipment Systems Co Ltd | 微細パターン転写用金型およびそれを用いた樹脂製転写物の製造方法 |
| WO2015186736A1 (ja) * | 2014-06-03 | 2015-12-10 | Scivax株式会社 | ローラ式加圧装置、インプリント装置およびローラ式加圧方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114683463A (zh) * | 2022-03-28 | 2022-07-01 | 业成科技(成都)有限公司 | 光波导治具及光波导的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114868228A (zh) | 2022-08-05 |
| EP4084044A1 (en) | 2022-11-02 |
| KR20220120579A (ko) | 2022-08-30 |
| JPWO2021132142A1 (ja) | 2021-07-01 |
| JP2023107839A (ja) | 2023-08-03 |
| US20220317568A1 (en) | 2022-10-06 |
| IL293816A (en) | 2022-08-01 |
| JP2023107840A (ja) | 2023-08-03 |
| JP7335978B2 (ja) | 2023-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6330157B2 (ja) | インプリント用型を用いたインプリント方法 | |
| JP5644014B2 (ja) | ローラ式加圧装置、インプリント装置、ローラ式加圧方法 | |
| JP2006303292A (ja) | インプリント方式の転写印刷方法、転写印刷版、転写印刷装置、および転写印刷製品 | |
| JP6592659B2 (ja) | ローラ式加圧装置、インプリント装置およびローラ式加圧方法 | |
| JP6142120B2 (ja) | 成形方法及び成形装置 | |
| JP5970646B2 (ja) | インプリント装置およびインプリント方法 | |
| JP2023107840A (ja) | スタンプの製造方法 | |
| JP6364684B2 (ja) | ローラ式加圧装置、インプリント装置、ローラ式加圧方法 | |
| EP2889895B1 (en) | Imprint device and imprint method | |
| WO2012147958A1 (ja) | 流体圧インプリント装置および加圧装置 | |
| JP5488766B2 (ja) | 流体圧インプリント装置およびインプリント方法 | |
| JP5499306B2 (ja) | 加圧部用固定具を備えた流体圧インプリント装置 | |
| JP6031655B2 (ja) | 剛体ステージを備えた流体圧インプリント装置 | |
| WO2021182532A1 (ja) | インプリント装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20906694 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021567434 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020906694 Country of ref document: EP Effective date: 20220725 |