WO2013103100A1 - タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン - Google Patents
タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン Download PDFInfo
- Publication number
- WO2013103100A1 WO2013103100A1 PCT/JP2012/083257 JP2012083257W WO2013103100A1 WO 2013103100 A1 WO2013103100 A1 WO 2013103100A1 JP 2012083257 W JP2012083257 W JP 2012083257W WO 2013103100 A1 WO2013103100 A1 WO 2013103100A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tungsten alloy
- hfo
- component
- tungsten
- particles
- Prior art date
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/04—Alloys based on tungsten or molybdenum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0005—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with at least one oxide and at least one of carbides, nitrides, borides or silicides as the main non-metallic constituents
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/001—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with only oxides
- C22C32/0015—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with only oxides with only single oxides as main non-metallic constituents
- C22C32/0031—Matrix based on refractory metals, W, Mo, Nb, Hf, Ta, Zr, Ti, V or alloys thereof
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0052—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only carbides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J1/00—Details of electrodes, of magnetic control means, of screens, or of the mounting or spacing thereof, common to two or more basic types of discharge tubes or lamps
- H01J1/02—Main electrodes
- H01J1/13—Solid thermionic cathodes
- H01J1/14—Solid thermionic cathodes characterised by the material
- H01J1/146—Solid thermionic cathodes characterised by the material with metals or alloys as an emissive material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J23/00—Details of transit-time tubes of the types covered by group H01J25/00
- H01J23/02—Electrodes; Magnetic control means; Screens
- H01J23/04—Cathodes
- H01J23/05—Cathodes having a cylindrical emissive surface, e.g. cathodes for magnetrons
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/04—Electrodes; Screens; Shields
- H01J61/06—Main electrodes
- H01J61/073—Main electrodes for high-pressure discharge lamps
- H01J61/0735—Main electrodes for high-pressure discharge lamps characterised by the material of the electrode
Definitions
- Embodiments of the present invention relate to a tungsten alloy, a tungsten alloy part using the same, an electrode part for a discharge lamp, a discharge lamp, a transmission tube, and a magnetron.
- Tungsten alloy parts are used in various fields using the high-temperature strength of tungsten. Examples thereof include a discharge lamp, a transmission tube, and a magnetron. In a discharge lamp (HID lamp), tungsten alloy parts are used for cathode electrodes, electrode support rods, coil parts, and the like. In the transmission tube, tungsten alloy parts are used for filaments and mesh grit. In the magnetron, tungsten alloy parts are used for coil parts. These tungsten alloy parts have a shape of a coil part in which a sintered body having a predetermined shape, a wire, and a wire are coiled.
- Patent Document 1 tungsten alloys containing thorium (or a thorium compound) are used for these tungsten alloy parts as described in JP-A-2002-226935 (Patent Document 1).
- the tungsten alloy of Patent Document 1 improves deformation resistance by finely dispersing the average particle diameter of thorium particles and thorium compound particles to 0.3 ⁇ m or less.
- Thorium-containing tungsten alloys are used in the aforementioned fields because of their excellent emitter characteristics and mechanical strength at high temperatures.
- Patent Document 2 Japanese Patent Laid-Open No. 2011-103240 (Patent Document 2), a tungsten alloy part containing lanthanum boride (LaB 6 ) has been developed as a tungsten alloy part that does not use thorium.
- LaB 6 lanthanum boride
- Patent Document 3 describes a short arc type high pressure discharge lamp using a tungsten alloy containing lanthanum oxide (La 2 O 3 ) and HfO 2 or ZrO 2 .
- a tungsten alloy containing lanthanum oxide (La 2 O 3 ) and HfO 2 or ZrO 2 According to the tungsten alloy described in Patent Document 3, sufficient emission characteristics cannot be obtained. This is because the melting point of lanthanum oxide is as low as about 2300 ° C., so when the applied voltage or current density is raised, the lanthanum oxide evaporates early when the temperature of the component becomes high, and the emission characteristics deteriorate. .
- discharge lamps which are a kind of application of tungsten alloy parts, can be broadly divided into two types: low pressure discharge lamps and high pressure discharge lamps.
- the low-pressure discharge lamp include various arc discharge type discharge lamps such as general lighting, special lighting used for roads and tunnels, paint curing devices, UV curing devices, sterilization devices, and semiconductor photo-cleaning devices.
- high-pressure discharge lamps include water and sewage treatment equipment, general lighting, outdoor lighting for stadiums, UV curing equipment, exposure equipment for semiconductors and printed circuit boards, wafer inspection equipment, high-pressure mercury lamps for projectors, metal halide lamps, Examples include ultra-high pressure mercury lamps, xenon lamps and sodium lamps.
- a voltage of 10 V or more is applied to the discharge lamp according to its application.
- a life equal to that of the thorium-containing tungsten alloy was obtained when the voltage was less than 100V.
- the emission characteristics were lowered, and as a result, the life was greatly reduced.
- the transmitter tube and magnetron have a problem that sufficient characteristics cannot be obtained as the applied voltage increases.
- the present invention is for addressing such problems, and does not use thorium, which is a radioactive substance, but is equivalent to or better than thorium-containing tungsten alloys, tungsten alloy parts using tungsten alloys, discharge lamps, and transmissions.
- the purpose is to provide a tube and a magnetron.
- a tungsten alloy containing a W component and at least two or more selected from the group consisting of Hf, HfO 2 , HfC, and C is provided.
- the Hf component is in the range of 0.1 wt% or more and 3 wt% or less in terms of HfO 2 .
- a tungsten alloy containing a W component and a Hf component including HfO 2 particles is provided.
- the Hf component is in the range of 0.1 wt% or more and 5 wt% or less in terms of HfO 2 .
- the average primary particle size of HfO 2 particles is 15 ⁇ m or less.
- the tungsten alloy part according to the embodiment is a tungsten alloy part containing 0.1 to 3 wt% of Hf in terms of HfO2, and contains at least two of Hf, HfO 2 , HfC, and C.
- x ⁇ 2 when converted to HfOx from the contents of Hf and O it is preferable that x ⁇ 2 when converted to HfOx from the contents of Hf and O. Moreover, it is preferable that 0 ⁇ x ⁇ 2 when converted to HfOx from the contents of Hf and O.
- the carbon content of the surface portion of the tungsten alloy part is C1 (wt%) and the carbon content of the central portion is C2 (wt%), it is preferable that C1 ⁇ C2. Moreover, it is preferable to contain 0.01 wt% or less of at least one of K, Si, and Al. Further, when the Hf content is 100 parts by mass, the Zr content is preferably 10 parts by mass or less.
- the average crystal grain size of tungsten is preferably 1 to 100 ⁇ m.
- a discharge lamp component preferably used for at least one of a discharge lamp component, a transmitter tube component, and a magnetron component.
- the discharge lamp of the embodiment includes the tungsten alloy component of the embodiment.
- the transmission tube of the embodiment includes the tungsten alloy component of the embodiment.
- the magnetron of the embodiment includes the tungsten alloy component of the embodiment.
- the discharge lamp electrode part made of tungsten alloy
- the tungsten alloy contains 0.1 ⁇ 5 wt% of Hf components in HfO 2 terms, HfO 2 particles in the Hf component
- the average particle size is 15 ⁇ m or less.
- the HfO 2 particles preferably have an average particle size of 5 ⁇ m or less and a maximum diameter of 15 ⁇ m or less. Moreover, it is preferable that two types of Hf components, HfO 2 and metal Hf, exist.
- the Hf component preferably has metal Hf on the surface of the HfO 2 particles. Alternatively, it is preferable that a part or all of the metal Hf in the Hf component is dissolved in tungsten. Further, when the total content of the Hf component is 100 parts by mass, the proportion of Hf that is HfO 2 particles is preferably 30 to 98 parts by mass.
- the tungsten alloy preferably contains 0.01 wt% or less of a doping material composed of at least one of K, Si, and Al.
- the tungsten alloy preferably contains 2 wt% or less of at least one of Ti, Zr, V, Nb, Ta, Mo, and rare earth elements.
- the wire diameter is preferably 0.1 to 30 mm.
- the tungsten alloy preferably has a Vickers hardness in the range of Hv 330 to 700.
- the electrode component for discharge lamps has a front-end
- the crystal structure of the cross section in the circumferential direction of the body part it is preferable that 1 to 80 ⁇ m of the tungsten crystal per unit area of 300 ⁇ m ⁇ 300 ⁇ m has an area ratio of 90% or more. Further, when the crystal structure of the cross section in the lateral direction of the body part is observed, it is preferable that 2 to 120 ⁇ m of the tungsten crystal per unit area of 300 ⁇ m ⁇ 300 ⁇ m has an area ratio of 90% or more.
- the discharge lamp of the embodiment is characterized by using the electrode component for the discharge lamp of the embodiment. Moreover, it is preferable that the applied voltage of a discharge lamp is 100V or more.
- the tungsten alloy of the embodiment does not contain thorium (including thorium oxide) which is a radioactive substance, there is no adverse effect on the environment. In addition, it has the same or better characteristics as the thorium-containing tungsten alloy. Therefore, tungsten alloy parts, electrode parts for discharge lamps, discharge lamps, transmitter tubes, and magnetrons using them can be made environmentally friendly products.
- FIG. 3 is a graph showing the relationship between emission current density and applied voltage in Example 1 and Comparative Example 1.
- a tungsten alloy containing a W component and at least two or more selected from the group consisting of Hf, HfO 2 , HfC, and C is provided.
- the Hf component is in the range of 0.1 wt% or more and 3 wt% or less in terms of HfO 2 .
- Examples of the Hf component include Hf, HfO 2 , and HfC.
- the Hf component preferably contains Hf and HfO 2 .
- the tungsten alloy component according to the embodiment is a tungsten alloy component containing 0.1 to 3 wt% of Hf in terms of HfO 2 , wherein the tungsten alloy component contains at least two of Hf, HfO 2 , HfC, and C It is.
- Hf hafnium
- HfO 2 hafnium oxide
- characteristics such as emission characteristics and strength can be improved. That is, if the Hf content is less than 0.1 wt% in terms of HfO 2 , the effect of addition is insufficient, and if it exceeds 3 wt%, the characteristics are deteriorated.
- the Hf component content is preferably 0.5 to 2.5 wt% in terms of HfO 2 .
- the HfO 2 component contained in the tungsten alloy must contain at least two of Hf, HfO 2 , HfC, and C. That is, as the HfO 2 component, a combination of Hf and HfO 2, a combination of HfO 2 and HfC (hafnium carbide), a combination of HfO 2 and C (carbon), a combination of Hf, HfO 2 and HfC, HfO 2 , HfC and C The combination of Hf, HfO 2 and C, or the combination of Hf, HfO 2 , HfC and C (carbon) contains the HfO 2 component.
- the metal Hf is 2222 ° C.
- the HfO 2 is 2758 ° C.
- the HfC is 3920 ° C.
- the tungsten is 3400 ° C. (refer to Iwanami Shoten “Science and Chemical Dictionary”).
- the melting point of metal thorium is 1750 ° C.
- the melting point of thorium oxide (ThO 2 ) is 3220 ⁇ 50 ° C. Since hafnium has a higher melting point than thorium, its high-temperature strength can be equal to or higher than that of thorium-containing tungsten alloy.
- x ⁇ 2 when converted from Hf and O contents to HfOx.
- x ⁇ 2 means that not all the HfO 2 components contained in the tungsten alloy are present as HfO 2 , but some of them are metal Hf or HfC.
- the work function of the metal Hf is 3.9 and is larger than the work function of the metal Th, it is considered that the emission characteristics are lowered.
- Metal hafnium is an effective element for improving strength because it forms a solid solution with tungsten.
- x ⁇ 2 is as described above.
- 0 ⁇ x means that either HfC or C exists as the HfO 2 component contained in the tungsten alloy.
- HfC or C has a deoxidizing effect for removing impurity oxygen contained in the tungsten alloy.
- the electrical resistance value of the tungsten component can be lowered, so that the characteristics as an electrode are improved.
- the metal Hf, HfO 2 , HfC, or C exists in a well-balanced manner, and characteristics such as emission characteristics, strength, electrical resistance, and life are improved.
- an ICP analysis method and an inert gas melting-infrared absorption method are used as a method for measuring the contents of Hf, HfO 2 , HfC, and O in the tungsten alloy part.
- the ICP analysis method it is possible to measure the Hf amount obtained by adding the Hf amount of Hf and the Hf amounts of HfO 2 and HfC.
- the amount of oxygen obtained by summing the amount of O (oxygen) in HfOx and the amount of oxygen present alone or as another oxide can be measured by an inert gas melting-infrared absorption method.
- the Hf amount and the O amount are measured by an ICP analysis method and an inert gas melting-infrared absorption method, and converted to HfOx.
- K potassium
- Si silicon
- Al aluminum
- the lower limit of the content of the dope material is not particularly limited, but is preferably 0.001 wt% or more. If it is less than 0.001 wt%, the effect of addition is small, and if it exceeds 0.01 wt%, the sinterability and workability may be deteriorated and the mass productivity may be reduced.
- the Zr content is preferably 10 parts by mass or less.
- This Hf content indicates the total Hf amount of Hf, HfO 2 , and HfC.
- Zr (zirconium) has a high melting point of 1855 ° C., there is little adverse effect even if it is contained in tungsten parts.
- commercially available Hf powder and the like may contain several percent of Zr depending on the powder grade. Use of high-purity Hf powder or high-purity HfO 2 powder from which impurities are removed is effective for improving characteristics. On the other hand, increasing the purity of the raw material increases the cost.
- Hf is 100 parts by weight, if the Zr (zirconium) content is 10 parts by mass or less, it is not necessary to deteriorate the characteristics more than necessary.
- the carbon content of the surface portion of the tungsten alloy part is C1 (wt%) and the carbon content of the central portion is C2 (wt%), it is preferable that C1 ⁇ C2.
- the surface portion indicates a portion from the surface of the tungsten alloy to 20 ⁇ m.
- the central part is the central part in the cross section of the tungsten alloy part.
- This carbon amount is a total value of both carbon of carbides such as HfC and carbon present alone, and is analyzed by a combustion-infrared absorption method.
- the fact that the amount of carbon in the surface portion C1 ⁇ the amount of carbon in the central portion C2 indicates that the carbon in the surface portion became CO2 by deoxidation and went out of the system.
- a reduction in the amount of carbon in the surface portion means a state in which the amount of Hf in the surface portion relatively increases. For this reason, it is particularly effective when Hf is used as the emitter material.
- the average crystal grain size of tungsten is preferably 1 to 100 ⁇ m.
- the tungsten alloy part is preferably a sintered body. If it is a sintered body, it is possible to produce parts having various shapes by using a molding process. Further, by performing a forging process, a rolling process, a drawing process, and the like on the sintered body, it is easy to process the wire (including filaments), coil parts, and the like.
- the crystal having an aspect ratio of less than 3 has an isotropic crystal structure of 90% or more. Further, when the drawing process is performed, a crystal having an aspect ratio of 3 or more becomes a flat crystal structure of 90% or more.
- the crystal structure is taken with an enlarged photograph of a metal microscope or the like. The maximum ferret diameter is measured with one tungsten crystal in the image to obtain the particle diameter. This operation is performed for any 100 grains, and the average value is defined as the average crystal grain diameter.
- the average of the maximum ferret diameter of the tungsten crystal is as small as less than 1 ⁇ m, it becomes difficult to make the dispersion state of the dispersed components such as Hf, HfO 2 , HfC or C uniform.
- the dispersed component is present at the grain boundary between the tungsten crystals. For this reason, if the average of the maximum ferret diameter of the tungsten crystal is as small as less than 1 ⁇ m, the grain boundary becomes small, and it becomes difficult to uniformly disperse the dispersed components.
- the average of the maximum ferret diameter of the tungsten crystal exceeds 100 ⁇ m, the strength as a sintered body is lowered. Therefore, the average of the maximum ferret diameter of the tungsten crystal is preferably 1 to 100 ⁇ m, more preferably 10 to 60 ⁇ m.
- the average value of the maximum ferret diameter of the dispersion component such as Hf, HfO 2 , HfC or C is preferably smaller than the average value of the maximum ferret diameter of tungsten.
- the average value of the maximum ferret diameter of the tungsten crystal is A ( ⁇ m) and the average value of the maximum ferret diameter of the dispersion component is B ( ⁇ m)
- B / A ⁇ 0.5 it is preferable that B / A ⁇ 0.5.
- a dispersion component such as Hf, HfO 2 , HfC, or C exists at the grain boundary between tungsten crystals and functions as an emitter material or a grain boundary reinforcing material.
- the tungsten alloy parts as described above are preferably used for at least one of discharge lamp parts, transmitter tube parts, and magnetron parts.
- Examples of discharge lamp parts include cathode electrodes, electrode support rods, and coil parts used in discharge lamps.
- An example of a discharge lamp cathode electrode is shown in FIGS.
- 1 is a cathode electrode
- 2 is an electrode body
- 3 is an electrode tip.
- the cathode electrode 1 is formed of a tungsten alloy sintered body.
- the tip 3 of the electrode may have a trapezoidal shape (conical truncated cone shape) as shown in FIG. 1, or a triangular shape (conical shape) as shown in FIG. If necessary, the tip is polished.
- the electrode body 2 is preferably a cylinder having a diameter of 2 to 35 mm, and the length of the electrode body 2 is preferably 10 to 600 mm.
- Fig. 3 shows an example of a discharge lamp.
- 1 is a cathode electrode
- 4 is a discharge lamp
- 5 is an electrode support rod
- 6 is a glass tube.
- the pair of cathode electrodes 1 are arranged so that the electrode tip portions face each other.
- the cathode electrode 1 is joined to the electrode support bar 5.
- a phosphor layer (not shown) is provided inside the glass tube 6.
- mercury, halogen, argon gas (or neon gas) or the like is sealed as necessary.
- the entire electrode support rod may be the tungsten alloy of the embodiment, or the tungsten alloy of the embodiment is used for the portion to be joined to the cathode electrode, and the rest This part may be shaped to be joined to another lead material.
- the discharge lamp of the embodiment uses the tungsten alloy or the tungsten alloy part of the embodiment.
- the type of the discharge lamp is not particularly limited, and can be applied to both a low pressure discharge lamp and a high pressure discharge lamp.
- the low-pressure discharge lamp include various arc discharge type discharge lamps such as general lighting, special lighting used for roads and tunnels, paint curing devices, UV curing devices, sterilization devices, and light cleaning devices such as semiconductors.
- high-pressure discharge lamps include water and sewage treatment equipment, general lighting, outdoor lighting for stadiums, UV curing equipment, exposure equipment for semiconductors and printed circuit boards, wafer inspection equipment, high-pressure mercury lamps for projectors, metal halide lamps, Examples include ultra-high pressure mercury lamps, xenon lamps and sodium lamps.
- the tungsten alloy part of the embodiment is also suitable for a transmission pipe part.
- the transmission tube component include a filament or a mesh grid.
- the mesh grid may be one obtained by knitting a wire rod in a mesh shape, or one obtained by forming a plurality of holes in a sintered body plate. Since the transmission tube of the embodiment uses the tungsten alloy component of the embodiment as a transmission tube component, the emission characteristics and the like are good.
- FIG. 4 shows a cathode structure for a magnetron as an example of a magnetron component.
- 7 is a coil component
- 8 is an upper support member
- 9 is a lower support member
- 10 is a support rod
- 11 is a magnetron cathode assembly.
- the upper support member 8 and the lower support member 9 are integrated via a support bar 10.
- a coil component 7 is disposed around the support rod 10 and is integrated with the upper support member 8 and the lower support member 9.
- Such a magnetron component is suitable for a microwave oven.
- the coil component preferably has a wire diameter of 0.1 to 1 mm of the tungsten wire used.
- the diameter of the coil component is preferably 2 to 6 mm.
- the tungsten alloy component of the embodiment exhibits excellent emission characteristics and high temperature strength when used in a magnetron component. Therefore, the reliability of the magnetron using it can be improved.
- a manufacturing method of the tungsten alloy and the tungsten alloy component of the embodiment is not particularly limited as long as the tungsten alloy and the tungsten alloy part have the above-described configuration, but examples of the efficient manufacturing method include the following methods.
- a tungsten powder as a raw material is prepared.
- the tungsten powder preferably has an average particle size of 1 to 10 ⁇ m. If the average particle size is less than 1 ⁇ m, the tungsten powder is likely to aggregate and it is difficult to uniformly disperse the HfO 2 component. On the other hand, if it exceeds 10 ⁇ m, the average crystal grain size as a sintered body may exceed 100 ⁇ m. Further, the purity is preferably 99.0 wt% or more, more preferably 99.9 wt% or more, although it may be used for the intended purpose.
- HfO 2 components providing a HfO 2 powder.
- HfC powder is prepared as an HfC component.
- a mixture of Hf powder and carbon powder may be used.
- HfC powder mixed with one or two kinds of Hf powder or carbon powder may be used.
- the HfC powder is preferable because part of carbon decomposes and reacts with impurity oxygen in the tungsten powder in the sintering process, and is released out of the system as carbon dioxide, contributing to the homogenization of the tungsten alloy.
- both the Hf powder and carbon powder must be uniformly mixed, increasing the load on the manufacturing process.
- metal Hf since metal Hf is easily oxidized, it is preferable to use HfC powder.
- the HfO 2 component powder preferably has an average particle size of 0.5 to 5 ⁇ m. If the average particle size is less than 0.5 ⁇ m, the HfO 2 powder is highly agglomerated and difficult to uniformly disperse. On the other hand, when the thickness exceeds 5 ⁇ m, it is difficult to uniformly disperse at the grain boundaries of the tungsten crystal.
- the HfC component powder preferably has an average particle size of 0.5 to 5 ⁇ m. If the average particle size is less than 0.5 ⁇ m, the HfC powder is highly agglomerated and difficult to uniformly disperse. On the other hand, when the thickness exceeds 5 ⁇ m, it is difficult to uniformly disperse at the grain boundaries of the tungsten crystal. From the viewpoint of uniform dispersion, it is preferable that the average particle diameter of the HfO 2 powder or the HfC powder ⁇ the average particle diameter of the tungsten powder.
- the HfO 2 powder, HfC powder or Hf powder preferably has a Zr of 10 parts by mass or less when the Hf content is 100 parts by mass.
- the HfO 2 powder, HfC powder, or Hf powder may contain a Zr component as an impurity. If the amount of Zr is 10 parts by mass or less with respect to the amount of Hf, the goodness of the characteristics of the Hf component can be prevented. Further, the smaller the amount of Zr, the better. However, increasing the purity of the raw material causes an increase in cost. Therefore, the Zr content is more preferably 0.1 to 3 parts by mass.
- At least one dope material selected from K, Si, and Al is added as necessary.
- the amount added is preferably 0.01 wt% or less.
- each raw material powder is uniformly mixed.
- the mixing step is preferably performed using a mixer such as a ball mill.
- the mixing step is preferably performed for 8 hours or longer, more preferably 20 hours or longer. Moreover, it is good also as a slurry by mixing with an organic binder and an organic solvent as needed. Moreover, you may perform a granulation process as needed.
- a sintering process is performed.
- the sintering step is preferably performed in an inert atmosphere such as hydrogen or nitrogen or in a vacuum.
- the sintering is preferably performed at a temperature of 1400 to 3000 ° C. for 1 to 20 hours. If the sintering temperature is less than 1400 ° C. or the sintering time is less than 1 hour, the sintering is insufficient and the strength of the sintered body is lowered. Further, if the sintering temperature exceeds 3000 ° C. or the sintering time exceeds 20 hours, the tungsten crystal may grow too much.
- the sintering process is not particularly limited, such as electric current sintering, atmospheric pressure sintering, and pressure sintering.
- a process for processing the sintered body (tungsten alloy) into parts is performed.
- the process for processing the part include a forging process, a rolling process, a drawing process, a cutting process, and a polishing process.
- a coiling process is mentioned when using it as a coil component.
- a step of assembling filaments into a mesh can be mentioned.
- strain relief heat treatment is preferably performed in the range of 1300 to 2500 ° C. in an inert atmosphere or vacuum.
- a tungsten alloy containing a W component and an Hf component containing HfO 2 particles is provided.
- the Hf component is in the range of 0.1 wt% or more and 5 wt% or less in terms of HfO 2 .
- the average primary particle diameter of the HfO 2 particles is 15 ⁇ m or less.
- the discharge lamp electrode part made of tungsten alloy, tungsten alloy as well as contains 0.1 ⁇ 5 wt% of Hf components in HfO 2 in terms of HfO 2 particles in the Hf component
- the primary particles have an average particle size of 15 ⁇ m or less.
- FIG. 5 and FIG. 6 show an example of the electrode component for the discharge lamp of the embodiment.
- 21 is a discharge lamp electrode part
- 22 is a discharge lamp electrode part having a tapered tip part
- 23 is a tip part
- 24 is a body part.
- the discharge lamp electrode part 21 has a cylindrical shape, and a tip part 23 thereof is processed into a tapered shape to form a discharge lamp electrode part 22.
- the discharge lamp electrode component 21 before processing into a tapered shape is usually a cylindrical shape, but may be a quadrangular prism shape.
- the tungsten alloy contains an Hf component in an amount of 0.1 to 5 wt% in terms of HfO 2 .
- the Hf component include two types of HfO 2 and Hf.
- the atomic ratio of O / Hf is not limited to 2, but includes those having an atomic ratio of O / Hf in the range of 1.6 to 2.
- the Hf component is a component that functions as an emitter material in the electrode component for a discharge lamp.
- the Hf component is preferably 0.3 to 3.0 wt%, more preferably 0.5 to 2.5 wt% in terms of HfO 2 .
- the Hf component exists as HfO 2 or Hf as described above.
- the primary particles of HfO 2 need to be particles having an average particle size of 15 ⁇ m or less. That is, it is important that HfO 2 is HfO 2 particles.
- HfO 2 particles exist at the grain boundaries between tungsten crystal particles. Therefore, if the HfO 2 particles are too large, the gap between the tungsten crystal particles is enlarged, which causes a decrease in density and strength.
- the HfO 2 particles function not only as an emission material but also as a dispersion strengthening material due to the presence at the grain boundaries between tungsten crystal particles, the strength of electrode parts can be improved.
- the primary particles of HfO 2 particles preferably have an average particle diameter of 5 ⁇ m or less and a maximum diameter of 15 ⁇ m or less.
- the HfO 2 particles preferably have an average particle size of 0.1 to 3 ⁇ m.
- the maximum diameter is preferably 1 to 10 ⁇ m or less.
- Small HfO 2 particles having an average particle diameter of less than 0.1 ⁇ m or a maximum diameter of less than 1 ⁇ m may disappear quickly due to exhaustion due to emission.
- the HfO 2 particles preferably have an average particle diameter of 0.1 ⁇ m or more or a maximum diameter of 1 ⁇ m or more.
- the dispersion state of HfO 2 particles is preferably in the range of 2 to 30 on an arbitrary straight line of 200 ⁇ m. If the number of HfO 2 particles is less than 2 (0 to 1) per 200 ⁇ m in a straight line, the HfO 2 particles are partially reduced and the emission variation is increased. On the other hand, if the number of HfO 2 particles exceeds 30 per line (200 ⁇ m) (31 or more), HfO 2 particles are excessively increased in part, which may cause adverse effects such as strength reduction.
- the method of measuring the dispersion state of the HfO 2 grains enlarges shoot any cross-section of a tungsten alloy. The magnified photo should be 1000 times or more. An arbitrary straight line 200 ⁇ m (line thickness 0.5 mm) is drawn on the enlarged photograph, and the number of HfO 2 particles existing on the line is counted.
- the secondary particles of HfO 2 particles preferably have a maximum diameter of 100 ⁇ m or less.
- the secondary particles of HfO 2 particles are aggregates of primary particles. If the secondary particles are larger than 100 ⁇ m, the strength of the tungsten alloy part is lowered. Therefore, the maximum diameter of the secondary particles of HfO 2 particles is preferably as small as 100 ⁇ m or less, 50 ⁇ m or less, and further 20 ⁇ m or less.
- Hf metal Hf
- the first dispersed state exists as metal Hf particles.
- the metal Hf particles are present at the grain boundaries between the tungsten crystal particles in the same manner as the HfO 2 particles. By being present at the grain boundaries between the tungsten crystal particles, the metal Hf particles also function as an emission material and a dispersion strengthening material. Therefore, the primary particle size of the metal Hf particles is preferably an average particle size of 15 ⁇ m or less, more preferably 10 ⁇ m or less, and 0.1 to 3 ⁇ m. The maximum diameter is preferably 15 ⁇ m or less, and more preferably 10 ⁇ m or less.
- the metal Hf particles may be prepared by mixing HfO 2 particles and metal Hf particles in advance when producing a tungsten alloy, or by deoxidizing the HfO 2 particles during the manufacturing process. Note that it is preferable to use a deoxidizing method because an effect of releasing oxygen in tungsten out of the system can be obtained. If deoxidation can be performed, the electrical resistance of the tungsten alloy can be lowered, so that the conductivity of the electrode is improved.
- metal Hf is present on the surface of the HfO 2 particles.
- oxygen is deoxidized from the surface of the HfO 2 particles, and a metal Hf film is formed on the surface.
- Even HfO 2 particles with metal Hf coating show excellent emission characteristics.
- the primary particle size of the HfO 2 particles with metal Hf coating is preferably an average particle size of 15 ⁇ m or less, more preferably 10 ⁇ m or less, and 0.1 to 3 ⁇ m.
- the maximum diameter is preferably 15 ⁇ m or less, and more preferably 10 ⁇ m or less.
- part or all of the metal Hf is solid-dissolved in tungsten.
- Metal Hf is a combination that forms a solid solution with tungsten.
- the strength of the tungsten alloy can be improved.
- the measuring method of the presence or absence of solid solution is possible by XRD analysis. First, the contents of Hf component and oxygen are measured. Further, HfO 2 is converted from the amount of Hf and the amount of oxygen in the Hf component, and it is confirmed that HfOx, x ⁇ 2. Next, XRD analysis is performed to confirm that no metal Hf peak is detected. The fact that the peak of the metal Hf is not detected despite the presence of HfOx, x ⁇ 2 and hafnium that is not hafnium oxide means that the metal Hf is dissolved in tungsten.
- the dispersion state of the metal Hf may be any one of the first dispersion state, the second dispersion state, and the third dispersion state, or a combination of two or more.
- Hf content when the total content of Hf components (Hf content) is 100 parts by mass, the proportion of Hf that is HfO 2 particles is preferably 30 to 98 parts by mass. Of course, all of the Hf components may be HfO 2 particles. With HfO 2 particles, emission characteristics can be obtained. On the other hand, the conductivity and strength of the tungsten alloy can be improved by dispersing the metal Hf. However, if all of the Hf component is metal Hf, the emission characteristics and the high temperature strength are reduced. Metal Hf has a melting point of 2230 ° C., a melting point of HfO 2 of 2758 ° C., and a melting point of metal tungsten of 3400 ° C.
- HfO 2 has a higher melting point, the high temperature strength is improved when a predetermined amount of HfO 2 is contained. Moreover, since HfO 2 has a surface current density substantially equal to that of ThO 2 , a current similar to that of a thorium oxide-containing tungsten alloy can be passed. For this reason, the discharge lamp can be handled with the same current density as that of the thorium oxide-containing tungsten alloy electrode, so that it is not necessary to change the design of the control circuit or the like. Therefore, when the total content of the Hf component is 100 parts by mass, the proportion of HfO 2 particles is preferably 30 to 98 parts by mass. More preferably, it is 60 to 95 parts by mass.
- the total Hf content in the tungsten alloy is measured by ICP analysis.
- the total amount of oxygen in the tungsten alloy is measured by an inert gas melting-infrared absorption method.
- the measurement of the size of the HfO 2 particles takes a magnified photograph in any cross-section of a tungsten alloy sintered body, measures the longest diagonal of HfO 2 particles caught on there as the particle size of the HfO 2 particles. In this operation, 50 HfO 2 particles are measured, and the average value is defined as the average particle diameter of the HfO 2 particles. Moreover, the largest value among the particle diameters of the HfO 2 particles (longest diagonal line) is defined as the maximum diameter of the HfO 2 particles.
- the tungsten alloy may contain 0.01 wt% or less of a doping material composed of at least one of K, Si, and Al.
- K (potassium), Si (silicon), and Al (aluminum) are so-called dope materials, and recrystallization characteristics can be improved by adding these dope materials.
- the lower limit of the content of the dope material is not particularly limited, but is preferably 0.001 wt% or more. If it is less than 0.001 wt%, the effect of addition is small, and if it exceeds 0.01 wt%, the sinterability and workability deteriorate and mass productivity deteriorates.
- the tungsten alloy may contain 2 wt% or less of at least one selected from the group consisting of Ti, Zr, V, Nb, Ta, Mo, and rare earth elements.
- Ti, Zr, V, Nb, Ta, Mo, and the rare earth element can each take any one of a metal simple substance, an oxide, and a carbide.
- you may contain 2 or more types.
- the sum total is preferably 2 wt% or less.
- These contained components mainly function as a dispersion reinforcing material. Since HfO 2 particles function as an emission material, they are consumed when the discharge lamp is used for a long time.
- Ti, Zr, V, Nb, Ta, Mo, and rare earth elements have weak emission characteristics, the consumption due to emission is small, so that the function as a dispersion strengthening material can be maintained over a long period of time.
- the minimum of content is not specifically limited, It is preferable that it is 0.01 wt% or more.
- Zr and rare earth elements are preferable. Since these components are atoms having a large atomic radius of 0.16 nm or more, they are components having a large surface current density. In other words, it can be said that the metal simple substance or the compound containing the element whose atomic radius is 0.16 nm or more is preferable.
- the discharge lamp electrode part preferably has a tip portion having a tapered tip and a cylindrical body portion.
- the taper shape that is, the shape having a sharp tip, improves the characteristics as an electrode component for a discharge lamp.
- the ratio of the length of the front end portion 23 and the body portion 24 is not particularly limited, and is determined according to the application.
- the wire diameter ⁇ of the discharge lamp electrode part is preferably 0.1 to 30 mm. If the thickness is less than 0.1 mm, the strength as an electrode part cannot be maintained, and there is a possibility that the electrode part may be broken when assembled into a discharge lamp, or may be broken when the tip is tapered. On the other hand, if it exceeds 30 mm, it becomes difficult to control the uniformity of the tungsten crystal structure as described later.
- FIG. 7 shows an example of a circumferential cross section of the body portion.
- 24 is a body part
- 25 is a circumferential section.
- the tungsten crystal in the cross section in the circumferential direction of the body portion has a crystal grain size of 1 to 80 ⁇ m per unit area, and the area ratio is 90% or more. This means that the crystal grain size is smaller than 1 ⁇ m and larger than 80 ⁇ m. It shows that there are few tungsten crystals. If there are too many tungsten crystals of less than 1 ⁇ m, the grain boundaries between tungsten crystal particles become too small. If the ratio of HfO 2 particles in the grain boundary increases, when the HfO 2 particles are consumed by the emission, a large defect is formed and the strength of the tungsten alloy is lowered.
- 1 to 80 ⁇ m is an area ratio of 96% or more, and further an area ratio of 100%.
- the average particle diameter of the tungsten crystal particles in the circumferential cross section is preferably 50 ⁇ m or less, more preferably 20 ⁇ m or less.
- the average aspect ratio of the tungsten crystal particles is preferably less than 3.
- 50 grains of this work are performed, and the average value is defined as the average aspect ratio.
- FIG. 8 shows an example of a cross section in the lateral direction.
- 24 is a body part
- 26 is a cross section in the side direction.
- the fact that the tungsten crystal in the cross section in the lateral direction of the body part has a crystal grain size of 2 to 120 ⁇ m per unit area has an area ratio of 90% or more means that the tungsten crystal having a crystal grain size of less than 2 ⁇ m and a large tungsten exceeding 120 ⁇ m Indicates that there are few crystals. When there are too many tungsten crystals less than 2 micrometers, the grain boundary between tungsten crystal particles will become too small. If the ratio of HfO 2 particles in the grain boundary increases, when the HfO 2 particles are consumed by the emission, a large defect is formed and the strength of the tungsten alloy is lowered.
- the area ratio is 2 to 120 ⁇ m and the area ratio is 96% or more, and further the area ratio is 100%.
- the average particle size of the tungsten crystal particles in the cross section in the lateral direction is preferably 70 ⁇ m or less, more preferably 40 ⁇ m or less.
- the average aspect ratio of the tungsten crystal particles is preferably 3 or more.
- the measuring method of an average particle diameter and an average aspect ratio is the same as the circumferential cross section.
- the characteristics of the discharge lamp electrode component are also improved.
- the tungsten alloy preferably has a relative density of 95.0% or more, more preferably 98.0% or more. If the relative density is less than 95.0%, bubbles may increase and adverse effects such as strength reduction and partial discharge may occur.
- the tungsten alloy has a Vickers hardness of Hv330 or more. Further, it is preferably in the range of Hv 330 to 700. If the Vickers hardness is less than Hv330, the tungsten alloy is too soft and the strength is lowered. On the other hand, if it exceeds Hv700, the tungsten alloy is too hard and it is difficult to process the tip into a tapered shape. On the other hand, if it is too hard, in the case of an electrode part having a long body part, there is a possibility that it is not flexible and easily breaks. In addition, the three-point bending strength of the tungsten alloy can be increased to 400 MPa or more.
- the surface roughness Ra of the electrode component for a discharge lamp is 5 ⁇ m or less.
- the surface roughness Ra of the tip is preferably as small as 5 ⁇ m or less, more preferably 3 ⁇ m or less. If the surface irregularities are large, the emission characteristics will deteriorate.
- the discharge lamp electrode parts as described above can be applied to various discharge lamps. Therefore, a long life can be achieved even when a large voltage of 100 V or higher is applied. Further, the low pressure discharge lamp and the high pressure discharge lamp as described above are not particularly restricted in use. Also, the wire diameter of the body part is 0.1-30mm, the thin wire diameter is 0.1mm or more and 3mm or less, the medium size is over 3mm, the medium size is 10mm or less, the thick one is over 10mm and 30mm or less Applicable. Further, the length of the electrode body is preferably 10 to 600 mm.
- Fig. 9 shows an example of a discharge lamp.
- reference numeral 22 denotes an electrode component (tip portion has been tapered)
- 27 denotes a discharge lamp
- 28 denotes an electrode support rod
- 29 denotes a glass tube.
- the discharge lamp 27 arranges a pair of electrode components 22 so that the electrode tip portions face each other.
- the electrode component 22 is joined to the electrode support rod 28.
- a phosphor layer (not shown) is provided on the inner surface of the glass tube 29.
- mercury, halogen, argon gas (or neon gas) or the like is sealed as necessary.
- the discharge lamp of the embodiment uses the tungsten alloy or electrode part of the embodiment.
- the type of the discharge lamp is not particularly limited, and can be applied to both a low pressure discharge lamp and a high pressure discharge lamp.
- the low-pressure discharge lamp include various arc discharge type discharge lamps such as general lighting, special lighting used for roads and tunnels, paint curing devices, UV curing devices, sterilization devices, and light cleaning devices such as semiconductors.
- high-pressure discharge lamps include water and sewage treatment equipment, general lighting, outdoor lighting for stadiums, UV curing equipment, exposure equipment for semiconductors and printed circuit boards, wafer inspection equipment, high-pressure mercury lamps for projectors, metal halide lamps, Examples include ultra-high pressure mercury lamps, xenon lamps and sodium lamps.
- the strength of the tungsten alloy is improved, it can be applied to a field involving movement (vibration) such as an automobile discharge lamp.
- the manufacturing method of the tungsten alloy and the electrode component for a discharge lamp of the embodiment is not particularly limited as long as the tungsten alloy and the discharge lamp electrode component have the above-described configuration.
- a tungsten alloy powder containing an Hf component is prepared.
- HfO 2 powder is prepared as the Hf component.
- the primary particle size of the HfO 2 particles is preferably an average particle size of 15 ⁇ m or less, and more preferably an average particle size of 5 ⁇ m or less.
- the maximum diameter is desired to be 10 ⁇ m or less
- large HfO 2 particles are removed using a sieve having a target mesh diameter.
- the particles are removed using a sieve having a target mesh diameter.
- the metal tungsten powder preferably has an average particle size of 0.5 to 10 ⁇ m.
- a tungsten powder having a tungsten purity of 98.0 wt% or more, an oxygen content of 1 wt% or less, and an impurity metal component of 1 wt% or less is preferable.
- the particles are pulverized in advance by a ball mill or the like and small particles and large particles are removed by a sieving step.
- Metal tungsten powder is added so that the target Hf component amount (0.1 to 5 wt% in terms of HfO 2 ) is obtained when converted to HfO 2 .
- a mixed powder of HfO 2 particles and metal tungsten powder is put in a mixing container, and the mixing container is rotated to mix uniformly.
- the mixing container can be made into a cylindrical shape and can be smoothly mixed by rotating in the circumferential direction.
- tungsten powder containing HfO 2 particles can be prepared.
- a small amount of carbon powder may be added in consideration of deoxidation during the sintering process described later.
- a compact is prepared using the obtained tungsten powder containing HfO 2 particles.
- a binder is used as necessary.
- the molded body has a cylindrical shape, it is preferably a cylindrical shape having a diameter of 0.1 to 40 mm.
- the size of the molded body is arbitrary.
- the length (thickness) of a molded object is arbitrary.
- a step of pre-sintering the molded body is performed. Presintering is preferably performed at 1250 to 1500 ° C. By this step, a presintered body can be obtained.
- a step of subjecting the pre-sintered body to current sintering is performed. In the electric current sintering, electric current is preferably supplied so that the sintered body has a temperature of 2100 to 2500 ° C. If the temperature is less than 2100 ° C., sufficient densification cannot be achieved and the strength is lowered. On the other hand, if the temperature exceeds 2500 ° C., the HfO 2 particles and tungsten particles grow too much and the desired crystal structure cannot be obtained.
- the compact is performed at a temperature of 1400 to 3000 ° C. for 1 to 20 hours. If the sintering temperature is less than 1400 ° C. or the sintering time is less than 1 hour, the sintering is insufficient and the strength of the sintered body is lowered. Further, if the sintering temperature exceeds 3000 ° C. or the sintering time exceeds 20 hours, the tungsten crystal may grow too much.
- the sintering atmosphere examples include an inert atmosphere such as nitrogen and argon, a reducing atmosphere such as hydrogen, and a vacuum.
- the carbon of the HfO 2 particles is decarburized during the sintering process. Since impurity oxygen in the tungsten powder is removed together at the time of decarburization, the oxygen content in the tungsten alloy can be reduced to 1 wt% or less, and further to 0.5 wt% or less. When the oxygen content in the tungsten alloy is reduced, the conductivity is improved.
- This sintering step makes it possible to obtain an Hf component-containing tungsten sintered body.
- the pre-sintered body is cylindrical
- the sintered body is also a cylindrical sintered body (ingot).
- a step of cutting out to a predetermined size is performed. By this cutting process, a cylindrical sintered body (ingot) is obtained.
- the cylindrical sintered body (ingot) is subjected to a process of adjusting the wire diameter by forging, rolling, drawing, or the like.
- the processing rate is preferably in the range of 30 to 90%.
- the wire diameter is preferably adjusted by a plurality of processes. By performing the processing a plurality of times, it is possible to obtain a high-density electrode part by crushing the pores of the cylindrical sintered body before processing.
- the processing rate is as low as less than 30%, the crystal structure is not sufficiently extended in the processing direction, and the tungsten crystal and thorium component particles are less likely to have the desired size. Further, if the processing rate is as small as less than 30%, the pores inside the cylindrical sintered body before processing may not be sufficiently crushed and may remain as they are. If the internal pores remain, it may cause a decrease in the durability of the cathode component. On the other hand, if the processing rate is larger than 90%, there is a possibility that the yield is lowered due to disconnection due to excessive processing. Therefore, the processing rate is 30 to 90%, preferably 35 to 70%.
- the relative density of the sintered tungsten alloy is 95% or more, it is not always necessary to process at a predetermined processing rate.
- the wire diameter After processing the wire diameter to 0.1 to 30 mm, it is cut to the required length to become an electrode part. Further, if necessary, the tip is processed into a tapered shape. Further, polishing processing, heat treatment (such as recrystallization heat treatment), and shape processing are performed as necessary.
- the recrystallization heat treatment is preferably performed in a reducing atmosphere, an inert atmosphere or a vacuum in the range of 1300 to 2500 ° C.
- the tungsten alloy and the electrode component for the discharge lamp of the embodiment can be efficiently manufactured.
- the tungsten alloy of the first embodiment By specifying the physical properties mentioned in the second embodiment in the tungsten alloy of the first embodiment or by specifying the physical properties mentioned in the first embodiment in the tungsten alloy of the second embodiment. Further improvement of characteristics can be expected.
- the tungsten alloy of the first embodiment the primary particle diameter and secondary particle diameter of HfO 2 particles, the dispersion state of the HfO 2 particles, the dispersion state of metal Hf, the ratio of Hf which is a HfO 2, dispersion strengthening
- the emission characteristics can be improved.
- the emission characteristics can be improved by specifying the crystal structure of the cross section and the surface roughness Ra as in the second embodiment.
- Example 1 As a raw material powder, HfO 2 powder (purity 99.0%) having an average particle diameter of 2 ⁇ m was added to tungsten powder (purity 99.99 wt%) having an average particle diameter of 2 ⁇ m so as to be 1.5 wt%.
- the HfO 2 powder had an impurity Zr content of 1.0 part by mass when the Hf content was 100 parts by mass.
- the raw material powder was mixed with a ball mill for 10 hours to prepare a mixed raw material powder.
- the mixed raw material powder was put into a mold to produce a molded body.
- the obtained compact was subjected to furnace sintering in hydrogen at 1800 ° C. for 10 hours. By this step, a sintered body of 16 mm length ⁇ 16 mm width ⁇ 420 mm length was obtained.
- a rod having a square cross section or a round shape was prepared by forging or the like, and then a cylindrical sample having a diameter of 2.4 mm and a length of 150 mm was cut out. The sample was subjected to centerless polishing so that the surface roughness Ra was 5 ⁇ m or less. Next, heat treatment at 1600 ° C. was performed in hydrogen as strain relief heat treatment.
- an emission characteristic measurement electrode was prepared as a tungsten alloy part according to Example 1, and emission current measurement was performed.
- the content of HfO 2 component HfO 2 equivalent
- the x value when the contents of Hf and O are converted to HfOx the carbon content of the surface portion and the central portion
- the tungsten crystal The average particle size was examined.
- the content of the HfO 2 component was analyzed by ICP analysis and inert gas melting-infrared absorption method to analyze the amount of Hf and the amount of oxygen, and converted to HfOx.
- a sample for measurement was cut from a range of 10 ⁇ m from the surface and a cylindrical cross section, and the carbon content was measured by the combustion-infrared absorption method.
- the average crystal grain size of tungsten was measured at 100 grains in an arbitrary cross-sectional structure, and the average value was defined as the average crystal grain size. The results are shown in Table 1.
- Example 1 the emission characteristics of the discharge lamp cathode parts according to Example 1 and Comparative Example 1 were examined.
- the emission characteristics were measured by changing the applied voltage (V) to 100 V, 200 V, 300 V, and 400 V and measuring the emission current density (mA / mm 2).
- the measurement was performed at an applied current load of 18 ⁇ 0.5 A / W to the cathode component and an application time of 20 ms. The result is shown in FIG.
- Example 1 was found to have better emission characteristics than Comparative Example 1. As a result, it can be seen that the cathode component for the discharge lamp of Example 1 exhibits excellent emission characteristics without using thorium oxide which is a radioactive substance. At the time of measurement, the cathode component was 2100 to 2200 ° C. For this reason, it turns out that the cathode component which concerns on Example 1 is excellent also in high temperature strength, a lifetime, etc.
- Example 2 raw material mixed powders were prepared in which the addition amount of HfO 2, the addition amount of HfC, and the addition amount of K as a doping material were changed as shown in Table 2.
- Each raw material mixed powder was molded and sintered in hydrogen at 1500-1900 ° C. for 7-16 hours to obtain a sintered body.
- the cut-out process was performed in the same manner as in Example 1 in the size of the sintered body.
- the compact size was adjusted to directly obtain a sintered body having a diameter of 2.4 mm and a length of 150 mm.
- Example 6 0.5 wt% of HfC powder (purity 99.0%) having an average particle diameter of 2 ⁇ m was added.
- the HfO 2 powder had an impurity Zr content of 1.0 part by mass when the Hf content was 100 parts by mass. Further, when the HfO 2 powder and the HfC powder of Example 6 were used, when the Hf amount was 100 parts by mass, the impurity Zr amount was 1.0 part by mass.
- Example 3 Each sample was subjected to centerless polishing to have a surface roughness Ra of 5 ⁇ m or less. Next, the tip was processed into a triangular shape having a cross section of 45 °. Next, heat treatment at 1400 to 1700 ° C. was performed in hydrogen as a strain relief heat treatment. As a result, cathode components for discharge lamps according to Examples 2 to 5 were produced, and the same measurements as in Example 1 were performed. The results are shown in Table 3.
- the cathode parts for the discharge lamp according to this example exhibited excellent characteristics.
- the cathode component was 2100 to 2200 ° C. Therefore, it can be seen that the cathode parts according to Examples 2 to 6 are excellent in high temperature strength and life.
- Examples 1 to 5 contained two types of Hf and HfO 2 .
- Example 6 contained three kinds of Hf, HfO 2 and HfC.
- Tungsten powder (purity 99.0 wt% or more) and HfO 2 powder shown in Table 5 were prepared as raw material powders. Each powder was sufficiently loosened by a ball mill, and subjected to a sieving step as necessary so that the maximum diameter was a value shown in Table 5, respectively.
- the tungsten powder and the HfO 2 powder were mixed so that the Hf component in the tungsten alloy had a ratio shown in Table 6 in terms of HfO 2 , and mixed again by a ball mill. Next, it shape
- a cylindrical sintered body (ingot) was cut out from the obtained tungsten alloy sintered body, and the wire diameter was adjusted by appropriately combining forging, rolling, and drawing.
- the processing rate is as shown in Table 7.
- recrystallization heat treatment at 1600 ° C. was performed in a hydrogen atmosphere. Thereby, the electrode part for discharge lamps was completed.
- the x value when the Hf and O contents were converted to HfOx and the ratio of HfO 2 in the Hf component were measured. Further, the oxygen content, relative density (%), Vickers hardness (Hv), and three-point bending strength were determined.
- the ratio of HfO 2 in the Hf component is determined by measuring the amount of Hf in the tungsten alloy by ICP analysis and the amount of carbon in the tungsten alloy by the combustion-infrared absorption method. It can be considered that the carbon in the tungsten alloy is HfO 2 . Therefore, the total amount of Hf detected is 100 parts by weight, the amount of Hf that becomes HfO 2 is converted, and the mass ratio is obtained.
- the oxygen content in the tungsten alloy was analyzed by an inert gas combustion-infrared absorption method. The relative density was obtained by dividing the measured density analyzed by the Archimedes method by the theoretical density. The theoretical density was determined by the above calculation.
- the Vickers hardness (Hv) was determined according to JIS-Z-2244.
- the three-point bending strength was determined according to JIS-R1601. The results are shown in Table 9.
- the electrode part for a discharge lamp according to the present example had a high density and an excellent Vickers hardness (Hv). This is because a part of HfO 2 was deoxidized. Further, the Hf component that is not HfO 2 is any of metal Hf particles, a part of the surface of HfO 2 particles is metal Hf, or a solid solution of tungsten and hafnium. It was in a state. That is, two types of Hf and HfO 2 are contained as the Hf component.
- Example 21 to 25 Next, the same tungsten powder and HfO 2 powder as in Example 12 were used, and the second component having the composition shown in Table 10 was prepared.
- An ingot was obtained by sintering the furnace at 2000 ° C. in a hydrogen atmosphere. The ingot was processed at a processing rate of 50% to obtain an electrode part having a wire diameter of 10 mm. Further, a recrystallization heat treatment at 1600 ° C. was performed in a hydrogen atmosphere. The same measurement was performed for each example. The results are shown in Tables 10-12.
- the dispersion strengthening function was strengthened and the grain growth of the tungsten crystal was suppressed, so that the strength was improved.
- Example 11A to 25A, Comparative Examples 11-1A to 11-2A and Comparative Example 12A The emission characteristics of the electrode parts for discharge lamps of Examples 11A to 25A, Comparative Example 11-1A, and Comparative Example 11-2A were examined. The emission characteristics were measured by changing the applied voltage (V) to 100 V, 200 V, 300 V, and 400 V and measuring the emission current density (mA / mm 2 ). The measurement was performed at an applied current load of 18 ⁇ 0.5 A / W and an application time of 20 ms to the electrode parts for the discharge lamp.
- V applied voltage
- mA / mm 2 the emission current density
- Comparative Example 12A an electrode component for a discharge lamp having a wire diameter of 8 mm made of a tungsten alloy containing 2 wt% ThO 2 was produced. The results are shown in Table 13.
- the discharge lamp electrode component according to each example exhibited emission characteristics equal to or higher than those of Comparative Example 12 using thorium oxide, although thorium oxide was not used. At the time of measurement, the electrode parts were at 2100 to 2200 ° C. For this reason, the electrode components for discharge lamps according to the respective examples have excellent high temperature strength.
- Example 26 (Examples 26 to 28) Next, the electrode parts for discharge lamps of Example 11, Example 13, and Example 18 were manufactured by the same manufacturing method except that the recrystallization heat treatment condition was changed to 1800 ° C.
- Example 26 (Example) 11 was changed to 1800 ° C.
- Example 27 was changed to 1800 ° C. (Example 13)
- Example 28 was changed to 1800. Prepared at a temperature changed to °C). Similar measurements were made. The results are shown in Tables 14-15.
- the electrode part for a discharge lamp according to this example had a high density, and also exhibited excellent values of Vickers hardness (Hv) and three-point bending strength. This is because a part of HfO 2 was deoxidized. Moreover, as a result of analyzing the Hf component which is not HfO 2 , all of them became a solid solution of tungsten and hafnium. That is, there are two types of Hf components, Hf and HfO 2 . For this reason, it has been found that when the recrystallization heat treatment temperature is set to 1700 ° C. or higher, the metal Hf is easily dissolved in tungsten. The emission characteristics were measured by the same method as in Table 13.
- SYMBOLS 1 Cathode electrode, 2 ... Electrode body part, 3 ... Electrode tip part, 4 ... Discharge lamp, 5 ... Electrode support rod, 6 ... Glass tube, 7 ... Coil component, 8 ... Upper support member, 9 ... Lower support member, DESCRIPTION OF SYMBOLS 10 ... Support rod, 11 ... Cathode structure for magnetrons, 21 ... Electrode components for discharge lamps, 22 ... Electrode components for discharge lamps which have a taper-shaped front-end
Abstract
放射性物質であるトリウムを使用せずに、トリウム含有タングステン合金と同等以上のエミッション特性を有するタングステン合金を得ること、及び、該タングステン合金を用いる放電ランプ、送信管及びマグネトロンを提供することを目的とする。 本発明は、タングステン合金において、Hf成分をHfO2 換算で0.1wt%以上3wt%以下の範囲で含有させる。
Description
本発明の実施形態は、タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ用電極部品、放電ランプ、送信管並びにマグネトロンに関する。
タングステン合金部品は、タングステンの高温強度を利用して様々な分野に使われている。その一例として、放電ランプ、送信管、マグネトロンが挙げられる。放電ランプ(HIDランプ)では、カソード電極、電極支持棒、コイル部品などにタングステン合金部品が使われている。また、送信管では、フィラメントやメッシュグリットなどにタングステン合金部品が使われている。また、マグネトロンでは、コイル部品などにタングステン合金部品が使われている。これらタングステン合金部品は、所定の形状を有する焼結体、線材、線材をコイル状にしたコイル部品の形状を取っている。
従来、これらタングステン合金部品には、特開2002-226935号公報(特許文献1)に記載されたようにトリウム(またはトリウム化合物)を含有したタングステン合金が用いられている。特許文献1のタングステン合金は、トリウム粒子およびトリウム化合物粒子の平均粒径を0.3μm以下と微細分散させることにより、耐変形性を向上させるものである。トリウム含有タングステン合金は、エミッタ特性や高温での機械的強度に優れていることから、前述の分野に使われている。
しかしながら、トリウムまたはトリウム化合物は放射性物質であることから、環境への影響を考慮してトリウムを使わないタングステン合金部品が望まれている。特開2011-103240号公報(特許文献2)では、トリウムを使わないタングステン合金部品として、ホウ化ランタン(LaB6)を含有するタングステン合金部品が開発されている。
一方、特許文献3には、酸化ランタン(La2O3)と、HfO2またはZrO2とを含むタングステン合金を用いたショートアーク型高圧放電ランプが記載されている。特許文献3に記載のタングステン合金によると、十分なエミッション特性が得られない。これは、酸化ランタンの融点が2300℃程度と低いため、印加電圧または電流密度を上げることにより部品が高温になったときに酸化ランタンが早期に蒸発してしまい、エミッション特性が低下するためである。
例えば、タングステン合金部品の用途の一種である放電ランプは、大きく分けて低圧放電ランプと高圧放電ランプの2種類に分けられる。低圧放電ランプは、一般照明、道路やトンネルなどに使われる特殊照明、塗料硬化装置、UV硬化装置、殺菌装置、半導体などの光洗浄装置など様々なアーク放電型の放電ランプが挙げられる。また、高圧放電ランプは、上下水の処理装置、一般照明、競技場などの屋外照明、UV硬化装置、半導体やプリント基板などの露光装置、ウエハ検査装置、プロジェクタなどの高圧水銀ランプ、メタルハライドランプ、超高圧水銀ランプ、キセノンランプ、ナトリウムランプなどが挙げられる。
放電ランプは、その用途に応じて、10V以上の電圧が印加される。特許文献2に記載されたホウ化ランタンを含有したタングステン合金では、電圧が100V未満ではトリウム含有タングステン合金と同等の寿命が得られていた。しかしながら、電圧が100V以上と大きくなるにつれエミッション特性が低下し、その結果、寿命も大きく低下した。
送信管やマグネトロンに関しても、同様に印加電圧が上がるにつれて十分な特性が得られないと言った問題があった。
本発明は、このような問題に対応するためのものであり、放射性物質であるトリウムを使用せず、トリウム含有タングステン合金と同等以上のタングステン合金、タングステン合金を用いるタングステン合金部品、放電ランプ、送信管及びマグネトロンを提供することを目的とするものである。
実施形態によれば、W成分と、Hf、HfO2、HfCおよびCよりなる群から選択される少なくとも2種以上とを含有するタングステン合金が提供される。Hf成分が、HfO2換算で0.1wt%以上3wt%以下の範囲である。また、実施形態によれば、W成分と、HfO2粒子を含むHf成分とを含有するタングステン合金が提供される。Hf成分は、HfO2換算で0.1wt%以上5wt%以下の範囲である。また、HfO2粒子の平均一次粒子径は15μm以下である。
実施形態のタングステン合金部品は、HfをHfO2換算で0.1~3wt%含有するタングステン合金部品において、Hf、HfO2、HfC、Cの少なくとも2種以上を含有するものである。
また、HfおよびOの含有量からHfOx換算したとき、x<2であることが好ましい。また、HfおよびOの含有量からHfOx換算したとき、0<x<2であることが好ましい。
また、タングステン合金部品の表面部の炭素量をC1(wt%)、中心部の炭素量をC2(wt%)としたとき、C1<C2であることが好ましい。また、K、Si、およびAlの少なくとも1種を0.01wt%以下含有することが好ましい。また、Hf含有量を100質量部としたときZr含有量が10質量部以下であることが好ましい。また、タングステンの平均結晶粒径は1~100μmであることが好ましい。
また、放電ランプ用部品、送信管用部品、マグネトロン用部品の少なくとも1種に用いられるのが好ましい。
また、実施形態の放電ランプは、実施形態のタングステン合金部品を具備するものである。また、実施形態の送信管は、実施形態のタングステン合金部品を具備するものである。また、実施形態のマグネトロンは、実施形態のタングステン合金部品を具備するものである。
実施形態の放電ランプ用電極部品は、タングステン合金からなる放電ランプ用電極部品において、タングステン合金はHf成分をHfO2換算で0.1~5wt%含有すると共に、Hf成分の中でHfO2粒子は平均粒径15μm以下であることを特徴とするものである。
また、HfO2粒子は平均粒径5μm以下、かつ最大径15μm以下であることが好ましい。また、Hf成分は、HfO2および金属Hfの2種類存在することが好ましい。また、Hf成分は、HfO2粒子の表面に金属Hfが存在することが好ましい。または、Hf成分のうち、金属Hfの一部または全部はタングステンに固溶していることが好ましい。また、Hf成分の全含有量を100質量部としたとき、HfO2粒子になっているHfの割合は30~98質量であることが好ましい。また、タングステン合金は、K、Si、Alの少なくとも1種からなるドープ材を0.01wt%以下含有したことが好ましい。また、タングステン合金は、Ti、Zr、V、Nb、Ta、Mo、希土類元素の少なくとも1種を2wt%以下含有することが好ましい。また、線径が0.1~30mmであることが好ましい。また、タングステン合金は、ビッカース硬度がHv330~700の範囲内であることが好ましい。また、放電ランプ用電極部品は先端をテーパ形状とした先端部と円柱状の胴体部を有することが好ましい。
また、胴体部の円周方向断面の結晶組織を観察したとき、単位面積300μm×300μmあたりタングステン結晶は1~80μmが面積率90%以上であることが好ましい。また、胴体部の側面方向断面の結晶組織を観察したとき、単位面積300μm×300μmあたりタングステン結晶は2~120μmが面積率90%以上であることが好ましい。
また、実施形態の放電ランプは、実施形態の放電ランプ用電極部品を用いたことを特徴とするものである。また、放電ランプの印加電圧が100V以上であることが好ましい。
実施形態のタングステン合金は、放射性物質であるトリウム(酸化トリウム含む)を含有していないことから環境への悪影響がない。その上で、トリウム含有タングステン合金と同等以上の特性を有している。そのため、それを使ったタングステン合金部品、放電ランプ用電極部品、放電ランプ、送信管、マグネトロンは環境にやさしい製品とすることができる。
(第1の実施形態)
第1の実施形態によれば、W成分と、Hf、HfO2、HfCおよびCよりなる群から選択される少なくとも2種以上とを含有するタングステン合金が提供される。Hf成分が、HfO2換算で0.1wt%以上3wt%以下の範囲である。Hf成分の例には、Hf、HfO2、HfCが含まれる。Hf成分は、Hf及びHfO2を含むものが好ましい。
第1の実施形態によれば、W成分と、Hf、HfO2、HfCおよびCよりなる群から選択される少なくとも2種以上とを含有するタングステン合金が提供される。Hf成分が、HfO2換算で0.1wt%以上3wt%以下の範囲である。Hf成分の例には、Hf、HfO2、HfCが含まれる。Hf成分は、Hf及びHfO2を含むものが好ましい。
実施形態のタングステン合金部品は、HfをHfO2換算で0.1~3wt%含有するタングステン合金部品において、Hf、HfO2,HfC、およびCの少なくとも2種以上を含有することを特徴とするものである。
Hf(ハフニウム)をHfO2(酸化ハフニウム)換算で0.1~3wt%含有することにより、エミッション特性や強度などの特性を向上させることができる。つまり、Hf含有量がHfO2換算で0.1wt%未満であると添加の効果が不十分であり、3wt%を超えると特性が低下する。また、Hf成分含有量はHfO2換算で0.5~2.5wt%であることが好ましい。
また、タングステン合金に含有されているHfO2成分は、Hf、HfO2、HfC、Cの少なくとも2種以上含有していることが必要である。つまり、HfO2成分として、HfとHfO2の組合せ、HfO2とHfC(炭化ハフニウム)の組合せ、HfO2とC(炭素)の組合せ、HfとHfO2とHfCの組合せ、HfO2とHfCとCの組合せ、HfとHfO2とCの組合せ、HfとHfO2とHfCとC(炭素)の組合せのいずれかでHfO2成分を含有しているのである。それぞれ融点を比較すると、金属Hfは2222℃、HfO2は2758℃、HfCは3920℃、タングステンは3400℃である(岩波書店「理化学事典」参照)。また、金属トリウムの融点は1750℃、酸化トリウム(ThO2)の融点は3220±50℃である。ハフニウムはトリウムと比べて高融点であることから、トリウム含有タングステン合金と比較して、高温強度を同等以上にすることができる。
また、HfおよびOの含有量からHfOx換算したとき、x<2であることが好ましい。x<2であるということは、タングステン合金中に含有するHfO2成分がすべてHfO2で存在するわけではなく、その一部が金属Hfや、HfCになっていることを意味する。金属Hfの仕事関数は3.9であり、金属Thの仕事関数3.4と比べて大きいことからエミッション特性は低下すると考えられるが、放電ランプ用などの用途においては特に問題となるものではない。また、金属ハフニウムはタングステンと固溶体を形成するので強度向上に有効な元素である。
また、HfおよびOの含有量からHfOx換算したとき、0<x<2であることが好ましい。x<2は前述の通りである。また、0<xであるということは、タングステン合金中に含有するHfO2成分としてHfCまたはCのいずれかが存在することを意味している。HfCまたはCは、タングステン合金に含まれる不純物酸素を取り除く脱酸効果がある。不純物酸素を低減することにより、タングステン部品の電気抵抗値を下げることができるので電極としての特性が向上する。この範囲であると、金属Hf、HfO2、HfCまたはCがバランスよく存在し、エミッション特性、強度、電気抵抗、寿命などの特性が向上する。
また、タングステン合金部品中のHf、HfO2、HfC、Oの含有量の測定方法はICP分析法および不活性ガス融解-赤外線吸収法を用いるものとする。ICP分析法であれば、HfのHf量とHfO2とHfCのHf量を合計したHf量を測定することができる。また、不活性ガス融解-赤外線吸収法によりHfOxのO(酸素)量と単独で存在する酸素量もしくは他の酸化物として存在する酸素量を合計した酸素量を測定することができる。実施形態ではICP分析法および不活性ガス融解-赤外線吸収法によりHf量、O量を測定し、HfOxに換算するものとする。
また、K、Si、Alの少なくとも1種を0.01wt%以下含有してもよい。K(カリウム)、Si(珪素)、Al(アルミニウム)はいわゆるドープ材であり、これらドープ材を添加することにより再結晶特性を向上させることができる。再結晶特性を向上させることにより、再結晶熱処理を行った際に均一な再結晶組織を得易くなる。また、ドープ材の含有量の下限は特に限定されるものではないが、0.001wt%以上であることが好ましい。0.001wt%未満では添加の効果が小さく、また、0.01wt%を超えると焼結性や加工性が悪くなり量産性が低下する恐れがある。
また、Hf含有量を100質量部としたときZr含有量が10質量部以下であることが好ましい。このHf含有量はHfおよびHfO2、およびHfCの合計のHf量を示すものである。Zr(ジルコニウム)は、融点が1855℃と高いことからタングステン部品に含有されていたとしても悪影響は少ない。また、市販のHf粉などには、粉のグレードによってはZrが数%含まれていることもある。不純物を除去した高純度Hf粉または高純度HfO2粉を使うことは特性向上のためには有効である。一方で原料の高純度化はコストアップの要因となる。Hfを100重量部としたとき、Zr(ジルコニウム)含有量は10質量部以下であれば、特性を必要以上に低下させずに済む。
また、タングステン合金部品の表面部の炭素量をC1(wt%)、中心部の炭素量をC2(wt%)としたとき、C1<C2であることが好ましい。表面部とはタングステン合金の表面から20μmまでの部分を示す。また、中心部とはタングステン合金部品の断面における中心部分である。また、この炭素量は、HfCなどの炭化物の炭素と単独で存在する炭素の両方を合計した値であり、燃焼-赤外線吸収法で分析するものとする。表面部の炭素量C1<中心部の炭素量C2、であるということは表面部の炭素が脱酸によりCO2となって系外に出て行ったことを示す。また、表面部の炭素量が減るということは表面部のHf量が相対的に増える状態となる。このため、Hfをエミッタ材として使用する場合に特に有効である。
また、タングステンの平均結晶粒径は1~100μmであることが好ましい。タングステン合金部品は焼結体であることが好ましい。焼結体であると、成型工程を利用することにより様々な形状の部品を作製することができる。また、焼結体を鍛造工程、圧延工程、線引き工程などを行うことにより、線材(フィラメント含む)、コイル部品などへの加工を行い易い。
また、タングステン結晶は、焼結体のときはアスペクト比3未満の結晶が90%以上の等方結晶組織となる。また、線引き加工を行うとアスペクト比3以上の結晶が90%以上の扁平結晶組織となる。また、タングステン結晶の粒径の求め方は、金属顕微鏡などの拡大写真により結晶組織を撮る。そこに写るタングステン結晶一つにて最大フェレー径を測定し、粒径とする。この作業を任意の100粒について行い、その平均値を平均結晶粒径とする。
また、タングステンの結晶の最大フェレー径の平均が1μm未満と小さいと、Hf、HfO2、HfCまたはCといった分散成分の分散状態を均一にするのが困難となる。分散成分は、タングステン結晶同士の粒界に存在する。そのため、タングステンの結晶の最大フェレー径の平均が1μm未満と小さいと粒界が小さくなるため、分散成分を均一分散させるのが困難となる。一方、タングステンの結晶の最大フェレー径の平均が100μmを超えて大きいと、焼結体としての強度が低下する。そのため、タングステンの結晶の最大フェレー径の平均が1~100μm、さらには10~60μmであることが好ましい。
また、均一分散の観点からHf、HfO2、HfCまたはCといった分散成分の最大フェレー径の平均値は、タングステンの最大フェレー径の平均値よりも小さいことが好ましい。また、タングステンの結晶の最大フェレー径の平均値をA(μm)、分散成分の最大フェレー径の平均値をB(μm)としたとき、B/A≦0.5であることが好ましい。Hf、HfO2、HfCまたはCといった分散成分は、タングステン結晶同士の粒界に存在し、エミッタ材や粒界強化材として機能する。分散成分の平均粒径をタングステンの平均結晶粒径の1/2以下に小さくすることにより、分散成分がタングステン結晶粒界に均一分散し易くすることができ、特性バラツキを低減することができる。
以上のようなタングステン合金部品は、放電ランプ用部品、送信管用部品、マグネトロン用部品の少なくとも1種に用いることが好ましい。
放電ランプ用部品とは、放電ランプに用いるカソード電極、電極支持棒、コイル部品が挙げられる。図1および図2に放電ランプ用カソード電極の一例を示した。図中、1はカソード電極、2は電極胴体部、3は電極先端部、である。カソード電極1はタングステン合金の焼結体で形成されている。また、電極先端部3は図1のように先端が台形状(円錐台形状)であってもよいし、図2のように先端が三角状(円錐形状)であってもよい。必要に応じ、先端部は研磨加工を行うものとする。また、電極胴体部2は直径2~35mmの円柱状、また、電極胴体部2の長さは10~600mmであることが好ましい。
図3に放電ランプの一例を示した。図中、1はカソード電極、4は放電ランプ、5は電極支持棒、6はガラス管、である。放電ランプ4は、一対のカソード電極1を電極先端部を向い合せになるように配置する。カソード電極1は電極支持棒5に接合されている。また、ガラス管6の内部には、図示しない蛍光体層が設けられている。また、ガラス管の内部には、必要に応じ、水銀、ハロゲン、アルゴンガス(またはネオンガス)などが封入されている。また、実施形態のタングステン合金部品を電極支持棒5として使う場合、電極支持棒全体が実施形態のタングステン合金であってもよいし、カソード電極と接合する部分について実施形態のタングステン合金を使い、残りの部分を他のリード材と接合する形状であってもよい。
また、放電ランプは、その種類によっては、電極支持棒にコイル部品を取り付けて電極とするものもある。このコイル部品に実施形態のタングステン合金を適用することも可能である。
また、実施形態の放電ランプは、実施形態のタングステン合金またはタングステン合金部品を用いたものである。放電ランプの種類は特に限定されるものではなく、低圧放電ランプと高圧放電ランプのどちらにも適用できる。また、低圧放電ランプは、一般照明、道路やトンネルなどに使われる特殊照明、塗料硬化装置、UV硬化装置、殺菌装置、半導体などの光洗浄装置など様々なアーク放電型の放電ランプが挙げられる。また、高圧放電ランプは、上下水の処理装置、一般照明、競技場などの屋外照明、UV硬化装置、半導体やプリント基板などの露光装置、ウエハ検査装置、プロジェクタなどの高圧水銀ランプ、メタルハライドランプ、超高圧水銀ランプ、キセノンランプ、ナトリウムランプなどが挙げられる。
また、実施形態のタングステン合金部品は、送信管用部品にも好適である。送信管用部品としては、フィラメントまたはメッシュグリッドが挙げられる。また、メッシュグリッドは線材をメッシュ状に編んだものや、焼結体板に複数の穴を形成したものであってもよい。実施形態の送信管は、送信管用部品として実施形態のタングステン合金部品を使用しているのでエミッション特性などがよい。
また、実施形態のタングステン合金部品は、マグネトロン用部品にも好適である。マグネトロン用部品としては、コイル部品が挙げられる。図4にマグネトロン用部品の一例として、マグネトロン用陰極構体を示した。図中、7はコイル部品、8は上部支持部材、9は下部支持部材、10は支持棒、11はマグネトロン用陰極構体、である。上部支持部材8と下部支持部材9は支持棒10を介して一体化されている。また、支持棒10の周囲にはコイル部品7が配置され、上部支持部材8と下部支持部材9に一体化されている。このようなマグネトロン用部品は、電子レンジに好適である。また、コイル部品は、用いるタングステン線材の線径0.1~1mmが好ましい。また、コイル部品としての直径は2~6mmが好ましい。実施形態のタングステン合金部品は、マグネトロン用部品に用いたとき、優れたエミッション特性と高温強度を示す。そのため、それを用いたマグネトロンの信頼性を向上させることができる。
次に実施形態のタングステン合金及びタングステン合金部品の製造方法について説明する。実施形態のタングステン合金及びタングステン合金部品は前述の構成を有すればその製造方法は特に限定されるものではないが、効率のよい製造方法として以下の方法が挙げられる。
まず、原料となるタングステン粉末を用意する。タングステン粉末は平均粒径1~10μmが好ましい。平均粒径が1μm未満では、タングステン粉末が凝集し易く、HfO2成分を均一分散させ難い。また、10μmを超えると焼結体としての平均結晶粒径が100μmを超えてしまう恐れがある。また、純度は、目的とする用途にもあるが99.0wt%以上、さらには99.9wt%以上の高純度タングステン粉末であることが好ましい。
次に、HfO2成分として、HfO2粉末を用意する。また、HfC成分としてHfC粉末を用意する。HfC粉末の代わりに、Hf粉末および炭素粉末の混合物を用いてもよい。また、HfC粉末単独ではなく、HfC粉末に、Hf粉末または炭素粉末の1~2種を混合したものであってもよい。この中では、HfO2粉末、またはHfC粉末を用いることが好ましい。HfC粉末は、焼結工程において、一部の炭素が分解してタングステン粉末中の不純物酸素と反応し、二酸化炭素となって系外に放出され、タングステン合金の均一化に貢献するので好ましい。Hf粉末と炭素粉末の混合粉末で対応した場合、Hf粉末と炭素粉末の両方を均一混合しないといけないので製造工程の負荷が増える。また、金属Hfは酸化し易いのでHfC粉末を用いることが好ましい。
また、HfO2成分粉末は、平均粒径0.5~5μmであることがこのましい。平均粒径が0.5μm未満ではHfO2粉末の凝集が大きく均一分散させ難い。また、5μmを超えるとタングステン結晶の粒界に均一分散させ難くなる。また、HfC成分粉末は、平均粒径0.5~5μmであることがこのましい。平均粒径が0.5μm未満ではHfC粉末の凝集が大きく均一分散させ難い。また、5μmを超えるとタングステン結晶の粒界に均一分散させ難くなる。また、均一分散という観点からすると、HfO2粉末、またはHfC粉末の平均粒径≦タングステン粉末の平均粒径、であることが好ましい。
また、HfO2粉末、HfC粉末またはHf粉末は、そのHf量を100質量部としたとき、Zrが10質量部以下であることが好ましい。HfO2粉末、HfC粉末またはHf粉末にはZr成分が不純物として含まれる場合がある。Hf量に対し、Zr量が10質量部以下であればHf成分の特性に良さを阻害しないで済む。また、Zr量は少ないほど好ましいが、原料の高純度化はコストアップの要因となる。そのため、Zr量は0.1~3質量部がさらに好ましい範囲である。
また、必要に応じ、K、Si、Alから選ばれる少なくとも1種以上のドープ材を添加するものとする。添加量は0.01wt%以下が好ましい。
次に、各原料粉末を均一混合する。混合工程は、ボールミルなどの混合機を用いて行うことが好ましい。混合工程は8時間以上、さらには20時間以上行うことが好ましい。また、必要に応じ、有機バインダーや有機溶媒と混合してスラリーとしてもよい。また、必要に応じ、造粒工程を行ってもよい。
次に、金型でプレスし、成形体を作製する。必要に応じ、成形体に脱脂工程を行う。次に、焼結工程を行う。焼結工程は、水素、窒素などの不活性雰囲気または真空中で行うことが好ましい。また、焼結条件は温度1400~3000℃で1~20時間で行うことが好ましい。焼結温度が1400℃未満または焼結時間が1時間未満では焼結が不十分であり、焼結体の強度が低下する。また、焼結温度が3000℃を超えるまたは焼結時間が20時間を超えるとタングステン結晶が粒成長し過ぎる恐れがある。また、水素、不活性雰囲気または真空中で焼結を行うことにより、焼結体表面部の炭素を系外に放出し易くできる。また、焼結工程は、通電焼結、常圧焼結、加圧焼結など特に限定されるものではない。
次に、焼結体(タングステン合金)を部品に加工するための工程を行う。部品に加工するための工程は、鍛造工程、圧延工程、線引き工程、切断工程、研磨工程などが挙げられる。また、コイル部品にする場合はコイリング工程が挙げられる。また、送信管用部品としてメッシュグリッドを作製する場合は、フィラメントをメッシュ状に組み上げる工程が挙げられる。
次に、部品に加工した後、必要に応じ、歪取り熱処理を行うものとする。歪取り熱処理は、不活性雰囲気または真空中で、1300~2500℃の範囲で行うことが好ましい。歪取り熱処理を行うことにより、部品への加工工程で発生した内部応力を緩和し、部品の強度を向上させることができる。
(第2の実施形態)
第2の実施形態によれば、W成分と、HfO2粒子を含むHf成分とを含有するタングステン合金が提供される。Hf成分は、HfO2換算で0.1wt%以上5wt%以下の範囲である。HfO2粒子の平均一次粒子径は15μm以下である。
第2の実施形態によれば、W成分と、HfO2粒子を含むHf成分とを含有するタングステン合金が提供される。Hf成分は、HfO2換算で0.1wt%以上5wt%以下の範囲である。HfO2粒子の平均一次粒子径は15μm以下である。
実施形態の放電ランプ用電極部品は、タングステン合金からなる放電ランプ用電極部品において、タングステン合金はHf成分をHfO2換算で0.1~5wt%含有すると共に、Hf成分の中でHfO2粒子の一次粒子は平均粒径15μm以下であることを特徴とするものである。
図5および図6に、実施形態の放電ランプ用電極部品の一例を示した。図中、21は放電ランプ用電極部品、22はテーパ形状の先端部を有する放電ランプ用電極部品、23は先端部、24は胴体部、である。放電ランプ用電極部品21は円柱状であり、その先端部23をテーパ形状に加工して放電ランプ用電極部品22にする。なお、テーパ形状に加工する前の放電ランプ用電極部品21は、通常、円柱形状であるが、四角柱形状であってもよい。
まず、タングステン合金は、Hf成分をHfO2換算で0.1~5wt%含有するものである。Hf成分は、HfO2、Hfの2種が挙げられる。HfO2(酸化ハフニウム)の場合、O/Hfの原子比が2に限るものではなく、O/Hfの原子比が1.6~2の範囲のものを含むものとする。また、Hf成分は、HfO2(O/Hf原子比=2)換算で0.1~5wt%含有するものである。Hf成分は放電ランプ用電極部品においてエミッタ材として機能する成分である。Hf成分の含有量がHfO2換算で0.1wt%未満ではエミッション特性が不十分である。一方、5wt%を超えると強度低下などを招く恐れがある。そのため、Hf成分はHfO2換算で0.3~3.0wt%、さらには0.5~2.5wt%が好ましい。
また、Hf成分は前述のようにHfO2またはHfとして存在する。このうち、HfO2の一次粒子は平均粒径15μm以下の粒子であることが必要である。つまり、HfO2はHfO2粒子であることが重要である。HfO2粒子はタングステン結晶粒子同士の粒界に存在する。そのため、HfO2粒子があまり大きいとタングステン結晶粒子同士の隙間を大きくしてしまい、密度低下や強度低下の原因となる。また、タングステン結晶粒子同士の粒界に存在することにより、HfO2粒子がエミッション材としてだけでなく、分散強化材としても機能するため電極部品の強度向上も得られる。
また、HfO2粒子の一次粒子は平均粒径5μm以下、かつ最大径15μm以下であることが好ましい。また、HfO2粒子は平均粒径0.1~3μmであることが好ましい。また、最大径は1~10μm以下であることが好ましい。平均粒径が0.1μm未満または最大径が1μm未満と小さなHfO2粒子ではエミッションによる消耗により早く消滅してしまう恐れがある。電極としての長寿命化を図るためには、HfO2粒子は、平均粒径0.1μm以上または最大径1μm以上であることが好ましい。
また、HfO2粒子の分散状態は、任意の直線200μm上に2~30個の範囲であることが好ましい。HfO2粒子の個数が直線200μmあたり2個未満(0~1個)であると部分的にHfO2粒子が少なくなりエミッションのばらつきが大きくなる。一方、HfO2粒子の個数が直線200μmあたり30個を超えて多い(31個以上)と、部分的にHfO2粒子が多くなりすぎ、強度低下などの悪影響がでる恐れがある。なお、HfO2粒子の分散状態の測定方法は、タングステン合金の任意の断面を拡大撮影する。拡大写真は、1000倍以上とする。拡大写真上に、任意の直線200μm(線の太さ0.5mm)を引き、その線上に存在するHfO2粒子の個数をカウントするものとする。
また、HfO2粒子の二次粒子は最大径100μm以下であることが好ましい。HfO2粒子の二次粒子とは、一次粒子の凝集体のことである。二次粒子が100μmを超えて大きいとタングステン合金部品の強度が低下する。そのため、HfO2粒子の二次粒子の最大径は100μm以下、50μm以下、さらには20μm以下と小さいことが好ましい。
また、Hf成分のうち、Hf(金属Hf)に関しては、様々な分散状態がある。
第一の分散状態は、金属Hf粒子として存在するものである。金属Hf粒子はHfO2粒子と同様にタングステン結晶粒子同士の粒界に存在する。タングステン結晶粒子同士の粒界に存在することにより、金属Hf粒子もエミッション材および分散強化材として機能する。そのため、金属Hf粒子の一次粒子径は、平均粒径15μm以下、さらには10μm以下、0.1~3μmが好ましい。また、最大径は15μm以下、さらには10μm以下が好ましい。また、金属Hf粒子は、タングステン合金を作製する場合に、予めHfO2粒子と金属Hf粒子を混合してもよいし、HfO2粒子を製造工程中に脱酸する方法でもよい。なお、脱酸する方法を使えば、タングステン中の酸素も系外に放出させる効果も得られることから好ましい。脱酸ができれば、タングステン合金の電気抵抗を下げることができるので電極として導電性が向上する。
また、第二の分散状態は、HfO2粒子の表面に金属Hfが存在するものである。第一の分散状態と同様にタングステン合金の焼結体を作製する場合にHfO2粒子表面から酸素が脱酸されて、表面に金属Hf被膜が形成された状態となる。金属Hf被膜付きHfO2粒子であっても、すぐれたエミッション特性を示す。また、金属Hf被膜付きHfO2粒子の一次粒子径は、平均粒径15μm以下、さらには10μm以下、0.1~3μmが好ましい。また、最大径は15μm以下、さらには10μm以下が好ましい。
また、第三の分散状態は、金属Hfの一部または全部はタングステンに固溶しているものである。金属Hfはタングステンと固溶体を形成する組合せである。固溶体を形成することでタングステン合金の強度を向上させることができる。また、固溶の有無の測定方法は、XRD分析によって可能である。まず、Hf成分および酸素の含有量を測定する。また、Hf成分中のHf量と酸素量からHfO2換算し、HfOx,x<2であることを確認する。次にXRD分析を行い金属Hfのピークが検出されないことを確認する。HfOx、x<2と酸化ハフニウムになっていないハフニウムが存在するにも関わらず、金属Hfのピークが検出されないということは金属Hfがタングステンに固溶していることを意味する。
一方、HfOx、x<2と酸化ハフニウムになっていないハフニウムが存在し、その上で金属Hfのピークが検出されるということは金属Hfが固溶せずタングステン結晶同士の粒界に存在する第一の分散状態であることを意味するものである。また、EPMA(電子線マイクロアナライザ)やTEM(透過型電子顕微鏡)を使うことにより第二の分散状態であることは分析できる。
金属Hfの分散状態は、第一の分散状態、第二の分散状態、第三の分散状態のいずれか1種または2種以上の組合せであってもよい。
また、Hf成分の全含有量(Hf含有量)を100質量部としたとき、HfO2粒子になっているHfの割合は30~98質量部であることが好ましい。Hf成分は、当然ながら、そのすべてがHfO2粒子であってもよい。HfO2粒子であれば、エミッション特性は得られる。一方、金属Hfを分散させることにより、タングステン合金の導電性や強度を向上させることができる。しかしながら、Hf成分すべてが金属Hfであるとエミッション特性や高温強度が低下する。金属Hfは融点2230℃、HfO2の融点2758℃、金属タングステンの融点3400℃である。HfO2の方が融点が高いことから、HfO2を所定量含有した方が高温強度が向上する。また、HfO2は表面電流密度がThO2とほぼ同等なので酸化トリウム含有タングステン合金と同様の電流を流すことができる。そのため、放電ランプとしても、酸化トリウム含有タングステン合金電極と同様の電流密度で対応できるため、制御回路等の設計変更が不要である。そのため、Hf成分の全含有量を100質量部としたとき、HfO2粒子の割合は30~98質量部であることが好ましい。さらに好ましくは60~95質量部である。
なお、HfO2と金属Hfの含有量を分析する方法は、ICP分析法によりタングステン合金中の全Hf量を測定する。次に、不活性ガス融解-赤外線吸収法によりタングステン合金中の全酸素量を測定する。タングステン合金がHf成分との2元系である場合、測定された全酸素量は実質的にすべてがHfO2になっていると考えて良い。そのため、測定された全Hf量と全酸素量の比較でHf成分中のHfO2量を測定することができる。なお、この方法の場合は、O/Hf=2にてHfO2量を計算するものとする。
また、HfO2粒子のサイズの測定は、タングステン合金焼結体の任意の断面において拡大写真を撮り、そこに写るHfO2粒子のもっとも長い対角線をHfO2粒子の粒径として測定する。この作業をHfO2粒子50個分を測定し、その平均値をHfO2粒子の平均粒径とする。また、HfO2粒子の粒径(もっとも長い対角線)の中で一番大きな値をHfO2粒子の最大径とする。
また、タングステン合金は、K、Si、Alの少なくとも1種からなるドープ材を0.01wt%以下含有してもよい。K(カリウム)、Si(珪素)、Al(アルミニウム)はいわゆるドープ材であり、これらドープ材を添加することにより再結晶特性を向上させることができる。再結晶特性を向上させることにより、再結晶熱処理を行った際に均一な再結晶組織を得易くなる。また、ドープ材の含有量の下限は特に限定されるものではないが、0.001wt%以上であることが好ましい。0.001wt%未満では添加の効果が小さく、また、0.01wt%を超えると焼結性および加工性が悪くなり量産性が悪くなる。
また、タングステン合金は、Ti、Zr、V、Nb、Ta、Mo及び希土類元素よりなる群から選択される少なくとも1種を2wt%以下含有してもよい。Ti、Zr、V、Nb、Ta、Mo、希土類元素は、それぞれ、金属単体、酸化物、炭化物のいずれか1種の形態をとることができる。また、2種以上を含有してもよい。なお、2種以上を含有する場合であっても、その合計は2wt%以下が好ましい。これらの含有成分は、主に分散強化材として機能するものである。HfO2粒子はエミッション材として機能するものであるから、放電ランプを長時間使用していると消耗してくる。Ti、Zr、V、Nb、Ta、Mo、希土類元素はエミッション特性が弱いため、エミッションによる消耗が少ないため長期に渡り分散強化材としての機能を維持することができる。含有量の下限は特に限定されるものではないが、0.01wt%以上であることが好ましい。また、これらの成分の中では、Zr、希土類元素が好ましい。これら成分は原子半径が0.16nm以上と大きな原子であるため、表面電流密度が大きい成分である。言い換えれば、原子半径が0.16nm以上の元素を含む金属単体またはその化合物が好ましいと言える。
また、放電ランプ用電極部品は先端をテーパ形状とした先端部と円柱状の胴体部を有することが好ましい。テーパ形状、つまりは先端部を尖らせた形状とすることにより放電ランプ用電極部品としての特性が向上する。図6に示したように、先端部23と胴体部24の長さの割合は特に限定されるものではなく、用途に応じて決めるものとする。
また、放電ランプ用電極部品の線径φは0.1~30mmであることが好ましい。0.1mm未満では電極部品としての強度が保てず、放電ランプに組み込む際に折れたり、先端部をテーパ加工する際に折れたりする恐れがある。また、30mmを超えて大きいと後述するようなタングステン結晶組織の均一性を制御し難くなる。
また、胴体部の円周方向断面(横断面)の結晶組織を観察したとき、単位面積300μm×300μmあたりタングステン結晶は結晶粒径が1~80μmのものが面積率90%以上であることが好ましい。図7に胴体部の円周方向断面の一例を示した。図中、24は胴体部、25は円周方向断面、である。円周方向断面の結晶組織を測定する際は、胴体部の長さの中心の断面を拡大写真にて撮影するものとする。また、線径が細く、一視野で単位面積300μm×300μmが測定できないときは、任意の円周方向断面を複数回撮影するものとする。拡大写真において、そこに写るタングステン結晶粒子の最も長い対角線を最大径とし、その最大径が1~80μmの範囲内に入っているものの面積%を測定するものとする。
胴体部の円周方向断面のタングステン結晶が単位面積あたり結晶粒径が1~80μmのものが面積率90%以上であるということは、結晶粒径が1μm未満の小さなタングステン結晶および80μmを超える大きなタングステン結晶が少ないことを示す。1μm未満のタングステン結晶が多すぎるとタングステン結晶粒子同士の粒界が小さくなり過ぎてしまう。粒界中にHfO2粒子の割合が増えてしまうと、エミッションによりHfO2粒子が消耗した場合に大きな欠陥となりタングステン合金の強度が低下する。一方、80μmを超えて大きなタングステン結晶粒子が多いと、粒界が大きくなり過ぎてタングステン合金の強度が低下する。より好ましくは1~80μmが面積率96%以上、さらには面積率100%である。
また、円周方向断面のタングステン結晶粒子の平均粒径は50μm以下、さらには20μm以下が好ましい。また、タングステン結晶粒子の平均アスペクト比は3未満であることが好ましい。なお、アスペクト比を測定する際は、単位面積300μm×300μmの拡大写真を撮影し、そこに写るタングステン結晶粒子の最大径(フェレー径)を長径L、長径Lの中心から垂直に伸ばした粒径を短径Sとし、長径L/短径S=アスペクト比とする。この作業を50粒行い、その平均値を平均アスペクト比とする。また、平均粒径を求める際は、(長径L+短径S)/2=粒径とし、50粒の平均値を平均粒径とする。
また、胴体部の側面方向断面(縦断面)の結晶組織を観察したとき、単位面積300μm×300μmあたりタングステン結晶は結晶粒径が2~120μmのものが面積率90%以上であることが好ましい。図8に側面方向断面の一例を示した。図中、24は胴体部、26は側面方向断面、である。側面方向断面の結晶組織を測定する際は、胴体部の線径の中心を通る断面を測定するものとする。また、一視野で単位面積300μm×300μmが測定できないときは、任意の側面方向断面を複数回撮影するものとする。拡大写真において、そこに写るタングステン結晶粒子の最も長い対角線を最大径とし、その最大径が2~120μmの範囲内に入っているものの面積%を測定するものとする。
胴体部の側面方向断面のタングステン結晶が単位面積あたり結晶粒径が2~120μmのものが面積率90%以上であるということは、結晶粒径が2μm未満の小さなタングステン結晶および120μmを超える大きなタングステン結晶が少ないことを示す。2μm未満のタングステン結晶が多すぎるとタングステン結晶粒子同士の粒界が小さくなり過ぎてしまう。粒界中にHfO2粒子の割合が増えてしまうと、エミッションによりHfO2粒子が消耗した場合に大きな欠陥となりタングステン合金の強度が低下する。一方、120μmを超えて大きなタングステン結晶粒子が多いと、粒界が大きくなり過ぎてタングステン合金の強度が低下する。より好ましくは2~120μmが面積率96%以上、さらには面積率100%である。
また、側面方向断面のタングステン結晶粒子の平均粒径は70μm以下、さらには40μm以下が好ましい。また、タングステン結晶粒子の平均アスペクト比は3以上であることが好ましい。なお、平均粒径や平均アスペクト比の測定方法は円周方向断面と同じである。
以上のように、タングステン結晶粒子のサイズ、Hf成分のサイズや割合を制御することにより、放電特性に優れ、かつ強度、特に高温強度のタングステン合金を提供することが可能となる。そのため、放電ランプ用電極部品の特性も向上する。
また、タングステン合金は、相対密度は95.0%以上、さらには98.0%以上であることが好ましい。相対密度が95.0%未満であると気泡が増えて強度低下や部分放電などの悪影響がでる恐れがある。なお、相対密度の求め方は、アルキメデス法による実測密度を理論密度で割った値である。(実測密度/理論密度)×100(%)=相対密度、となる。また、理論密度は、タングステンの理論密度19.3g/cm3、ハフニウムの理論密度13.31g/cm3、酸化ハフニウムの理論密度9.68g/cm3、としてそれぞれ質量比に応じて計算により求めるものとする。例えば、HfO2を1wt%、Hfを0.2wt%、残部タングステンからなるタングステン合金の場合、9.68×0.01+13.31×0.002+19.3×0.988=19.19182g/cm3が理論密度になる。また、理論密度を計算する場合は、不純物の存在は考慮しなくてよい。
また、タングステン合金は、ビッカース硬度がHv330以上であることが好ましい。さらにはHv330~700の範囲内であることが好ましい。ビッカース硬度がHv330未満ではタングステン合金が柔らか過ぎて強度が低下する。一方、Hv700を超えるとタングステン合金が硬過ぎて先端部をテーパ形状に加工し難くなる。また、硬過ぎると胴体部の長い電極部品の場合に柔軟性がなく折れやすくなる恐れがある。また、タングステン合金の3点曲げ強度を400MPa以上と高くすることができる。
また、放電ランプ用電極部品の表面粗さRaが5μm以下であることが好ましい。特に、先端部に関しては表面粗さRaは5μm以下、さらには3μm以下と小さいことが好ましい。表面凹凸が大きいとエミッション特性が低下する。
以上のような放電ランプ用電極部品であれば、様々な放電ランプに適用することができる。そのため、印加電圧が100V以上と大きな電圧をかけても長寿命を成し得ることができる。また、前述のような低圧放電ランプや高圧放電ランプなど、特に使用制限を受けるものではなく。また、胴体部の線径が0.1~30mmと、線径が0.1mm以上3mm以下の細いサイズ、3mmを超えて10mm以下の中くらいのサイズ、10mmを超えて30mm以下の太いものまで適用可能である。また、電極胴体部の長さは10~600mmであることが好ましい。
図9に放電ランプの一例を示した。図中、22は電極部品(先端部をテーパ加工済み)、27は放電ランプ、28は電極支持棒、29はガラス管、である。放電ランプ27は、一対の電極部品22を電極先端部を向い合せになるように配置する。電極部品22は電極支持棒28に接合されている。また、ガラス管29の内面には、図示しない蛍光体層が設けられている。また、ガラス管の内部には、必要に応じ、水銀、ハロゲン、アルゴンガス(またはネオンガス)などが封入されている。
また、実施形態の放電ランプは、実施形態のタングステン合金または電極部品を用いたものである。放電ランプの種類は特に限定されるものではなく、低圧放電ランプと高圧放電ランプのどちらにも適用できる。また、低圧放電ランプは、一般照明、道路やトンネルなどに使われる特殊照明、塗料硬化装置、UV硬化装置、殺菌装置、半導体などの光洗浄装置など様々なアーク放電型の放電ランプが挙げられる。また、高圧放電ランプは、上下水の処理装置、一般照明、競技場などの屋外照明、UV硬化装置、半導体やプリント基板などの露光装置、ウエハ検査装置、プロジェクタなどの高圧水銀ランプ、メタルハライドランプ、超高圧水銀ランプ、キセノンランプ、ナトリウムランプなどが挙げられる。また、タングステン合金の強度を向上させているので、自動車用放電ランプのように移動(振動)を伴う分野にも適用できる。
次に、製造方法について説明する。実施形態のタングステン合金及び放電ランプ用電極部品は、前述の構成を有すれば製造方法は特に限定されるものではないが、効率よく得るための製造方法として次のものが挙げられる。
まず、タングステン合金の製造方法として、Hf成分を含有したタングステン合金粉末の調製を行う。
まず、Hf成分として、HfO2粉末を用意する。HfO2粒子の一次粒子径は平均粒径15μm以下、さらには平均粒径5μm以下が好ましい。また、篩を使用して最大径15μmを超えるものを予め除去することが好ましい。また、最大径を10μm以下にしたいときは目的のメッシュ径を有する篩を使って大きなHfO2粒子を除去する。また、小さな粒径のHfO2粒子を除去したい場合も目的のメッシュ径を有する篩を使って除去するものとする。また、篩通しを行う前に、HfO2粒子をボールミル等により粉砕工程を行うことが好ましい。粉砕工程を行うことにより、凝集体を破壊できるので篩通しによる粒径制御を行い易くなる。
次に、金属タングステン粉末を混合する工程を行う。また、金属タングステン粉末は平均粒径0.5~10μmのものが好ましい。また、タングステン純度98.0wt%以上、酸素含有量1wt%以下、不純物金属成分1wt%以下のタングステン粉末がよい。また、HfO2粒子と同様に、予めボールミル等により粉砕し、篩通し工程により、小さな粒子および大きな粒子を除去しておくことが好ましい。
HfO2換算したときに目的とするHf成分量(HfO2換算0.1~5wt%)になるように金属タングステン粉末を添加するものとする。HfO2粒子と金属タングステン粉末の混合粉末を混合容器に入れ、混合容器を回転させ均一に混合させる。このとき、混合容器を円筒形状とし、円周方向に回転させることにより、スムーズに混合させることができる。この工程により、HfO2粒子を含有するタングステン粉末を調製することができる。また、後述の焼結工程時に脱酸することを考慮して炭素粉末を微量添加してもよい。
次に、得られたHfO2粒子を含有するタングステン粉末を使って成形体を調製する。成形体を形成する際は、必要に応じ、バインダーを使うものとする。また、成形体は円柱形状であるときは直径0.1~40mmの円柱形状であることが好ましい。また、後述するように板状の焼結体から切り出す場合は、成形体のサイズは任意である。また、成形体の長さ(厚さ)は任意である。
次に、成形体を予備焼結する工程を行う。予備焼結は1250~1500℃で行うことが好ましい。この工程により、予備焼結体を得ることができる。次に、予備焼結体を通電焼結する工程を行う。通電焼結は、焼結体が2100~2500℃の温度になるように通電することが好ましい。温度が2100℃未満では十分な緻密化ができず強度が低下する。また、2500℃を超えると、HfO2粒子およびタングステン粒子が粒成長し過ぎて目的とする結晶組織が得られない。
また、別の方法では、成形体を温度1400~3000℃で1~20時間で行う方法がある。焼結温度が1400℃未満または焼結時間が1時間未満では焼結が不十分であり、焼結体の強度が低下する。また、焼結温度が3000℃を超えるまたは焼結時間が20時間を超えるとタングステン結晶が粒成長し過ぎる恐れがある。
また、焼結雰囲気は、窒素やアルゴンなどの不活性雰囲気中、水素などの還元雰囲気中、真空中が挙げられる。これらの雰囲気であれば焼結工程時に、HfO2粒子の炭素が脱炭する。脱炭の際にタングステン粉末中の不純物酸素を一緒に除去するので、タングステン合金中の酸素含有量を1wt%以下、さらには0.5wt%以下と小さくすることができる。タングステン合金中の酸素含有量が減ると導電性が向上する。
この焼結工程により、Hf成分含有タングステン焼結体を得ることができる。また、予備焼結体が円柱形状であれば焼結体も円柱状焼結体(インゴット)になる。また、板状焼結体の場合は、所定のサイズに切り出す工程を行う。この切り出し工程により円柱状焼結体(インゴット)になる。
次に、円柱状焼結体(インゴット)を、鍛造加工、圧延加工、線引加工などにより、線径を調製していく工程を行うものとする。その際の加工率は30~90%の範囲であることが好ましい。この加工率とは、加工前の円柱状焼結体の断面積をA、加工後の円柱状焼結体の断面積をBとしたとき、加工率=[(A-B)/A]×100%、により求めるものである。また、線径の調製は複数回の加工により行うことが好ましい。複数回の加工を行うことにより、加工前の円柱状焼結体のポアをつぶし密度の高い電極部品を得ることができる。
例えば、直径25mmの円柱状焼結体を直径20mmの円柱状焼結体に加工した場合を使って説明する。直径25mmの円の断面積Aは460.6mm2、直径20mmの円の断面積Bは314mm2であるから加工率は32%=[(460.6-314)/460.6]×100%となる。このとき直径25mmから直径20mmへの加工を複数回の線引加工などにより加工することが好ましい。
また、加工率が30%未満と低いと、結晶組織が加工方向に十分延ばされず、タングステン結晶およびトリウム成分粒子が目的とするサイズになり難くなる。また、加工率が30%未満と小さいと加工前の円柱状焼結体内部のポアが十分につぶれず、そのまま残存する恐れがある。内部ポアが残存するとカソード部品の耐久性などが低下する原因となる。一方、加工率が90%を超えて大きいと、加工し過ぎにより断線して歩留まりが低下する恐れがある。このため、加工率は30~90%、好ましくは35~70%である。
なお、焼結上がりのタングステン合金の相対密度が95%以上の場合は、必ずしも所定の加工率で加工しなくてもよい。
また、線径を0.1~30mmに加工した後、必要な長さに切断することにより、電極部品となる。また、必要に応じ、先端部をテーパ形状に加工する。また、必要に応じ、研磨加工、熱処理(再結晶熱処理など)、形状加工を行うものとする。
また、再結晶熱処理は還元雰囲気、不活性雰囲気または真空中で、1300~2500℃の範囲で行うことが好ましい。再結晶熱処理を行うことにより、電極部品への加工工程で発生した内部応力を緩和する歪取り熱処理の効果が得られ、部品の強度を向上させることができる。
以上のような製造方法によれば、実施形態のタングステン合金及び放電ランプ用電極部品を効率的に製造することができる。
第1の実施形態のタングステン合金において、第2の実施形態で挙げた物性を特定するか、第2の実施形態のタングステン合金において、第1の実施形態で挙げた物性を特定することにより、エミッション特性のさらなる向上を期待できる。例えば、第1の実施形態のタングステン合金において、HfO2粒子の一次粒子径及び二次粒子径、HfO2粒子の分散状態、金属Hfの分散状態、HfO2になっているHfの割合、分散強化材、相対密度、ビッカース硬度のうちいずれかを第2の実施形態のように特定することで、エミッション特性を向上することができる。また、第1の実施形態のタングステン合金部品において、断面の結晶組織、表面粗さRaを第2の実施形態のように特定することで、エミッション特性を向上することができる。
(実施例1)
原料粉末として、平均粒径2μmのタングステン粉末(純度99.99wt%)に、平均粒径2μmのHfO2粉末(純度99.0%)を1.5wt%となるように添加した。なお、HfO2粉末にはHf量を100質量部としたとき不純物Zr量は1.0質量部であった。
原料粉末として、平均粒径2μmのタングステン粉末(純度99.99wt%)に、平均粒径2μmのHfO2粉末(純度99.0%)を1.5wt%となるように添加した。なお、HfO2粉末にはHf量を100質量部としたとき不純物Zr量は1.0質量部であった。
原料粉末をボールミルにより10時間混合して混合原料粉末を調製した。次に、混合原料粉末を金型に入れて、成形体を作製した。得られた成形体を水素中で1800℃で10時間の炉焼結を行った。この工程により、縦16mm×横16mm×長さ420mmの焼結体を得た。
鍛造加工などにより径が断面四角形状あるいは丸形状の棒を作成し、次に、直径2.4mm×長さ150mmの円柱体の試料を切り出した。試料に対し、センタレス研磨加工を施し、表面粗さRaを5μm以下にした。次に、歪取り熱処理として、水素中にて1600℃の熱処理を施した。
これにより、実施例1に係るタングステン合金部品としてエミッション特性測定用電極を作成し、エミッション電流測定を行った。
(比較例1)
ThO2を2wt%含有するタングステン合金からなる同サイズの放電ランプ用カソード部品を作製した。
ThO2を2wt%含有するタングステン合金からなる同サイズの放電ランプ用カソード部品を作製した。
実施例1に係るタングステン合金部品に関して、HfO2成分の含有量(HfO2換算量)、HfおよびOの含有量をHfOx換算したときのx値、表面部と中心部の炭素量、タングステン結晶の平均粒径を調べた。HfO2成分の含有量の分析は、ICP分析、不活性ガス融解-赤外線吸収法により、Hf量、酸素量を分析し、HfOx換算した。また、表面部と中心部の炭素量の分析は、表面から10μmの範囲および円柱断面から測定用試料を切り取り、燃焼-赤外線吸収法によりそれぞれ炭素量を測定した。また、タングステンの平均結晶粒径は、任意の断面組織において100粒測定し、その平均値を平均結晶粒径とした。その結果を表1に示す。
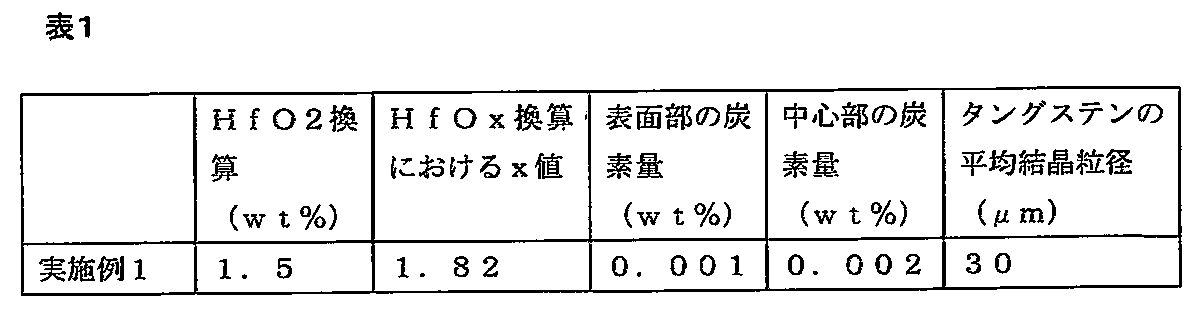
次に、実施例1および比較例1に係る放電ランプ用カソード部品のエミッション特性を調べた。エミッション特性の測定は、印加電圧(V)を100V、200V、300V、400Vと変化させ、エミッション電流密度(mA/mm2)を測定した。カソード部品への印加電流負荷18±0.5A/W、印加時間20msで測定した。その結果を図10に示す。
図10から分かる通り、実施例1は比較例1と比べて、エミッション特性が優れていることが分かった。この結果、実施例1の放電ランプ用カソード部品は放射性物質である酸化トリウムを使わずに、優れたエミッション特性を示すことが分かる。なお、測定時は、カソード部品は2100~2200℃になっていた。このため、実施例1に係るカソード部品は高温強度や寿命なども優れていることが分かる。
(実施例2~6)
次に、HfO2の添加量、HfCの添加量、ドープ材としてK添加量を表2のように変えた原料混合粉末を調製した。各原料混合粉末を金型成形し、水素中にて1500~1900℃で7~16時間焼結して焼結体を得た。なお、実施例2~3は焼結体サイズを実施例1と同様にして、切り出し工程を行った。また、実施例4~5は、成形体サイズを調製して直径2.4mm×長さ150mmの焼結体を直接得たものである。実施例6は、平均粒径2μmのHfC粉末(純度99.0%)を0.5wt%添加した。なお、HfO2粉末にはHf量を100質量部としたとき不純物Zr量は1.0質量部であった。また、実施例6のHfO2粉末とHfC粉末を使用した場合、Hf量を100質量部としたとき、不純物Zr量は1.0質量部であった。
次に、HfO2の添加量、HfCの添加量、ドープ材としてK添加量を表2のように変えた原料混合粉末を調製した。各原料混合粉末を金型成形し、水素中にて1500~1900℃で7~16時間焼結して焼結体を得た。なお、実施例2~3は焼結体サイズを実施例1と同様にして、切り出し工程を行った。また、実施例4~5は、成形体サイズを調製して直径2.4mm×長さ150mmの焼結体を直接得たものである。実施例6は、平均粒径2μmのHfC粉末(純度99.0%)を0.5wt%添加した。なお、HfO2粉末にはHf量を100質量部としたとき不純物Zr量は1.0質量部であった。また、実施例6のHfO2粉末とHfC粉末を使用した場合、Hf量を100質量部としたとき、不純物Zr量は1.0質量部であった。
各試料に対し、センタレス研磨加工を施し、表面粗さRaを5μm以下にした。次に先端部を断面が45°の三角形状に加工した。次に、歪取り熱処理として、水素中にて1400~1700℃の熱処理を施した。これにより、実施例2~5に係る放電ランプ用カソード部品を作製し、実施例1と同様の測定を行った。その結果を表3に示す。
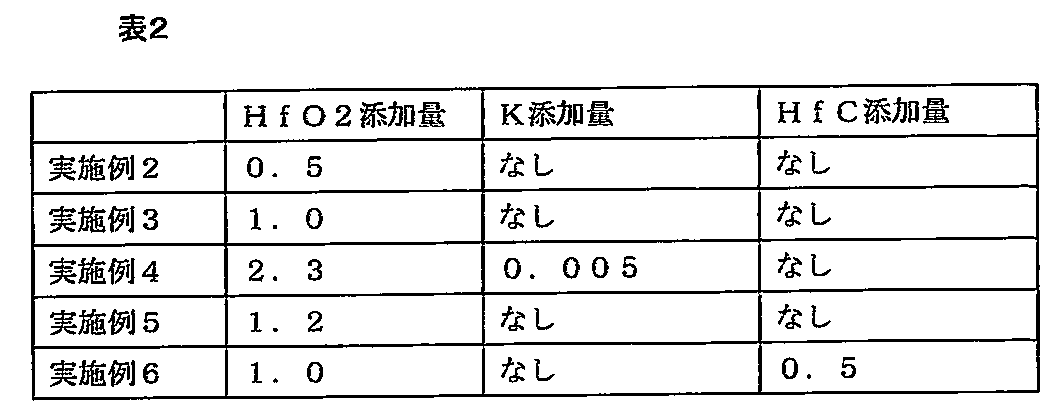
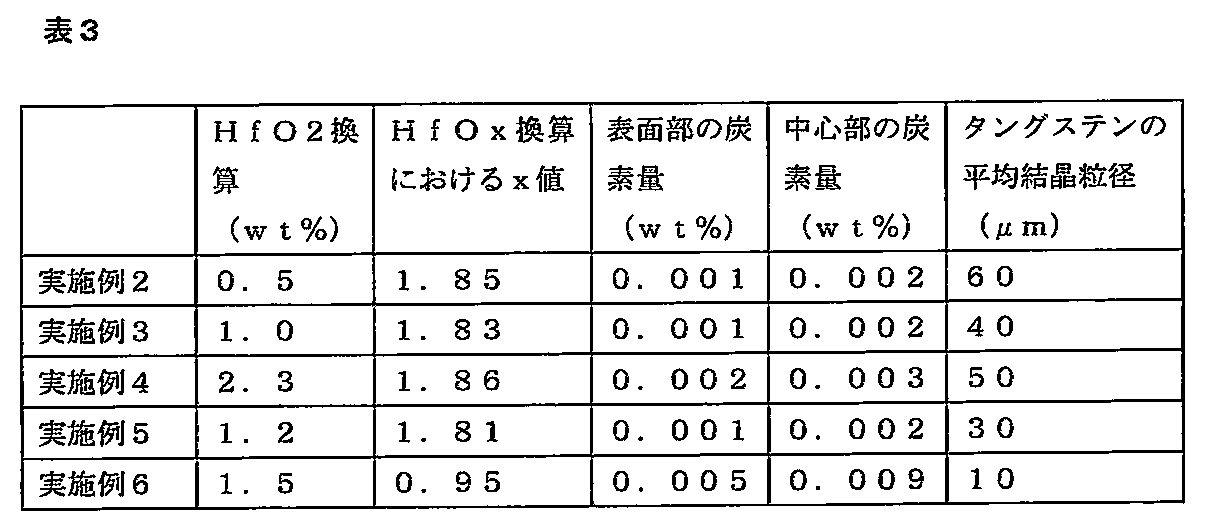
次に、実施例1と同様の条件にて、エミッション特性を評価した。その結果を表4に示す。

表から分かる通り、本実施例に係る放電ランプ用カソード部品は、いずれも優れた特性を示した。なお、測定時は、カソード部品は2100~2200℃になっていた。このため、実施例2~6に係るカソード部品は高温強度や寿命なども優れていることが分かる。なお、実施例1~5はHfとHfO2の2種を含有するものであった。また、実施例6はHf、HfO2およびHfCの3種を含有するものであった。
(実施例11~20、比較例11)
原料粉末として表5に示したタングステン粉末(純度99.0wt%以上)、HfO2粉末を用意した。いずれの粉末もボールミルにより十分ほぐし、必要に応じ、それぞれ最大径が表5に示した値になるように篩通し工程を行ったものである。

原料粉末として表5に示したタングステン粉末(純度99.0wt%以上)、HfO2粉末を用意した。いずれの粉末もボールミルにより十分ほぐし、必要に応じ、それぞれ最大径が表5に示した値になるように篩通し工程を行ったものである。
次にタングステン粉末とHfO2粉末をタングステン合金中のHf成分がHfO2換算で表6に示す割合となるように混合して、ボールミルにより再度混合した。次に成形して成形体を調製した。次に表6に示した条件により焼結工程を行った。縦16mm×横16mm×長さ420mmの焼結体を得た。

次に、得られたタングステン合金焼結体から、円柱状焼結体(インゴット)を切り出し、鍛造加工、圧延加工、線引加工を適宜組合せて線径を調整した。加工率は表7に示す通りである。また、線径を調整後、所定の長さに切断し、先端部をテーパ形状に加工した。その後、表面研磨して表面粗さRaをRa5μm以下に研磨した。次に、水素雰囲気中にて1600℃の再結晶熱処理を施した。これにより、放電ランプ用電極部品を完成させた。

次に、各放電ランプ用電極部品の胴体部の円周方向断面と側面方向断面の拡大写真を撮り、HfO2成分の一次粒子の平均粒径、一次粒子及び二次粒子の最大径、タングステン結晶粒子の割合、平均粒径、アスペクト比を測定した。拡大写真に関しては、それぞれ胴体部の中心を通る円周断面および側面方向断面を切り出し、任意の単位面積300μm×300μmについて調べた。その結果を表8に示す。
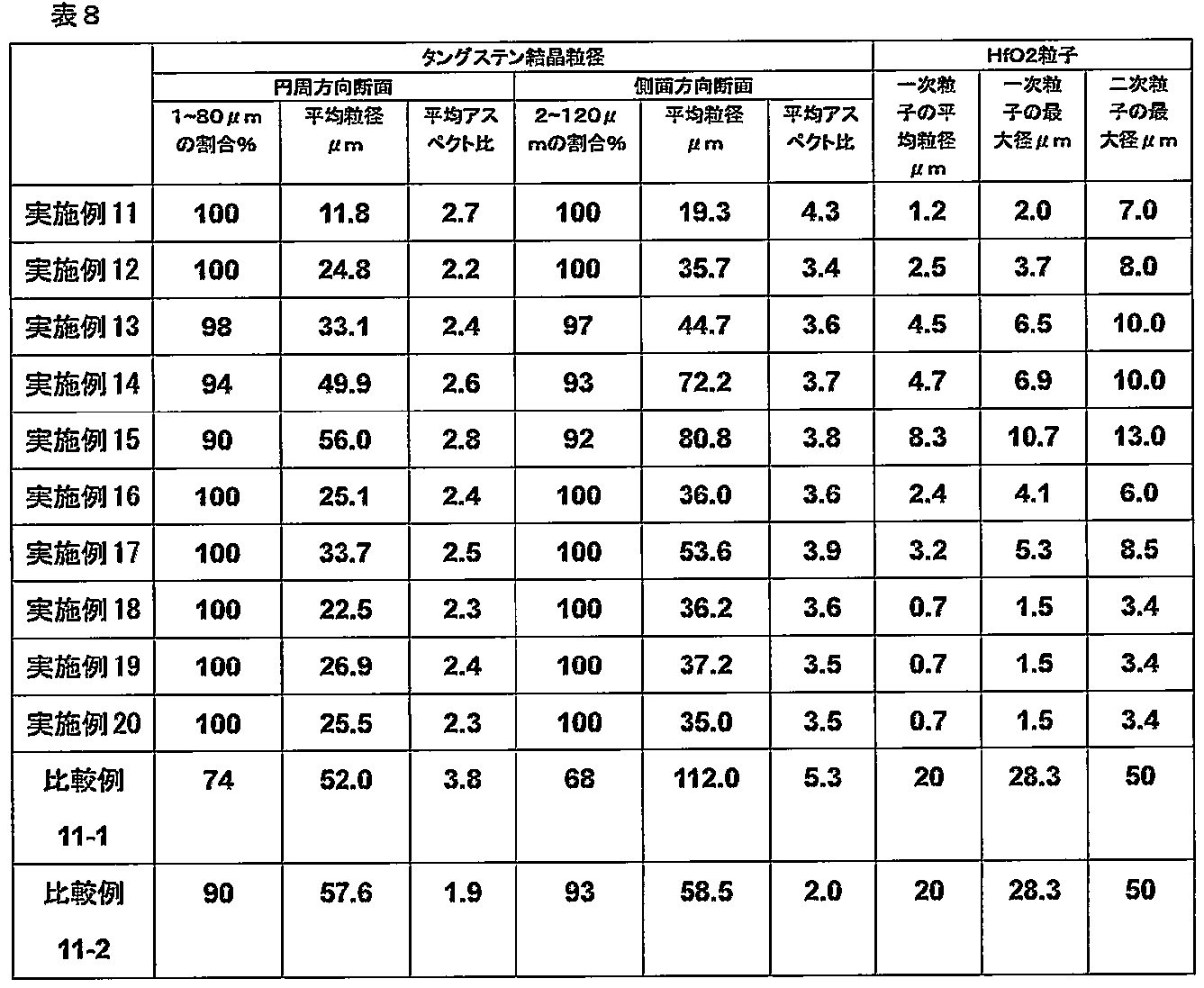
次に各放電ランプ用電極部品に対して、HfおよびOの含有量をHfOx換算したときのx値、Hf成分中のHfO2の割合を測定した。また、酸素含有量、相対密度(%)、ビッカース硬度(Hv)、3点曲げ強度を求めた。
Hf成分中のHfO2の割合は、ICP分析法によりタングステン合金中のHf量、燃焼-赤外線吸収法によりタングステン合金中の炭素量を測定する。タングステン合金中の炭素はHfO2になっていると考えて良い。そのため、検出された全Hf量を100重量部とし、HfO2になるHf量を換算し、その質量比を求めるものとする。また、タングステン合金中の酸素含有量は不活性ガス燃焼-赤外線吸収法により分析した。また、相対密度は、アルキメデス法により分析した実測密度を理論密度で割って求めた。なお、理論密度は前述の計算により求めた。また、ビッカース硬度(Hv)は、JIS-Z-2244に準じて求めた。また、3点曲げ強度は、JIS-R-1601に準じて求めた。その結果を表9に示す。

本実施例に係る放電ランプ用電極部品は密度が高く、ビッカース硬度(Hv)も優れた値を示した。これは、HfO2の一部が脱酸したためである。また、HfO2になっていないHf成分は、金属Hf粒子になったもの、HfO2粒子の表面の一部が金属Hfになったもの、タングステンとハフニウムの固溶体になったもの、のいずれかの状態であった。つまり、Hf成分としてHfとHfO2の2種を含有するものである。
(実施例21~25)
次に、タングステン粉末およびHfO2粉末として実施例12と同様のものを用い、第二の成分として表10に示した組成に変えたものを用意した。焼結条件を水素雰囲気中、2000℃で炉焼結としてインゴットを得た。インゴットを加工率50%で加工して、線径10mmの電極部品を得た。また、水素雰囲気中にて1600℃の再結晶熱処理を施した。各実施例に対して、同様の測定を行った。その結果を、表10~12に示した。
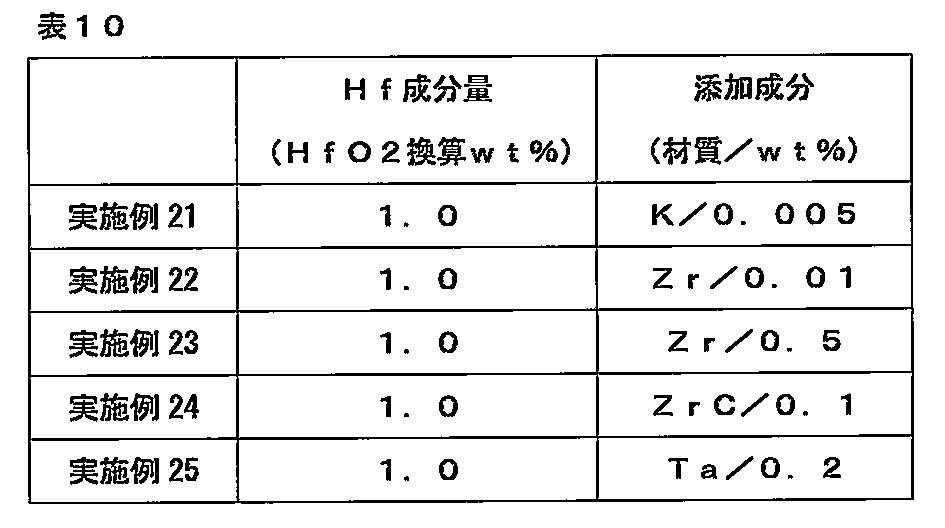
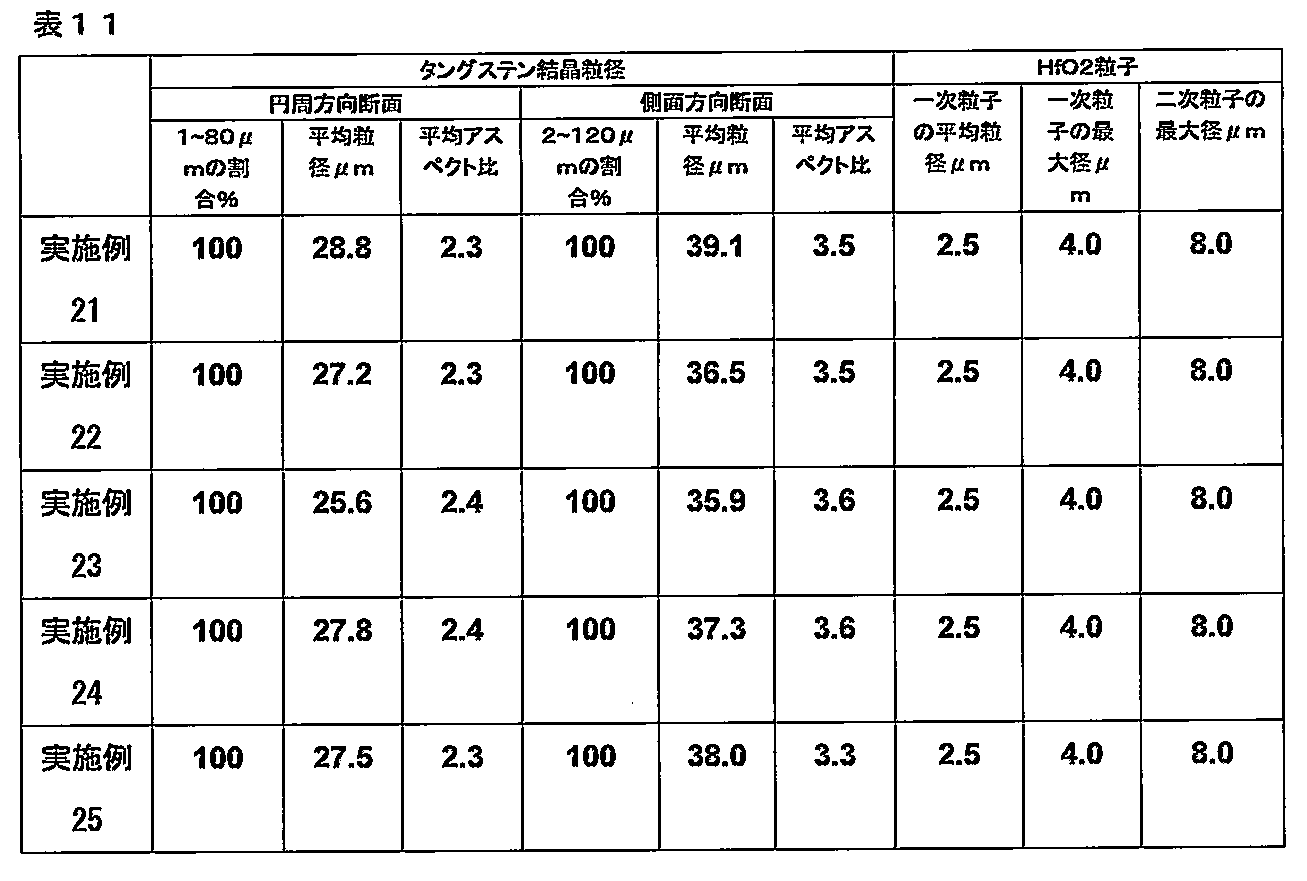

次に、タングステン粉末およびHfO2粉末として実施例12と同様のものを用い、第二の成分として表10に示した組成に変えたものを用意した。焼結条件を水素雰囲気中、2000℃で炉焼結としてインゴットを得た。インゴットを加工率50%で加工して、線径10mmの電極部品を得た。また、水素雰囲気中にて1600℃の再結晶熱処理を施した。各実施例に対して、同様の測定を行った。その結果を、表10~12に示した。
表から分かる通り、添加元素を用いることにより、分散強化機能が強化し、タングステン結晶の粒成長が抑制されるため強度の向上が見られた。
(実施例11A~25A、比較例11-1A~11-2Aおよび比較例12A)
実施例11A~25A、比較例11-1Aおよび比較例11-2Aの放電ランプ用電極部品のエミッション特性を調べた。エミッション特性の測定は、印加電圧(V)を100V、200V、300V、400Vと変化させ、エミッション電流密度(mA/mm2)を測定した。放電ランプ用電極部品への印加電流負荷18±0.5A/W、印加時間20msで測定した。
実施例11A~25A、比較例11-1Aおよび比較例11-2Aの放電ランプ用電極部品のエミッション特性を調べた。エミッション特性の測定は、印加電圧(V)を100V、200V、300V、400Vと変化させ、エミッション電流密度(mA/mm2)を測定した。放電ランプ用電極部品への印加電流負荷18±0.5A/W、印加時間20msで測定した。
また、比較例12Aとして、ThO2を2wt%含有するタングステン合金からなる線径8mmの放電ランプ用電極部品を作製した。その結果を表13に示す。
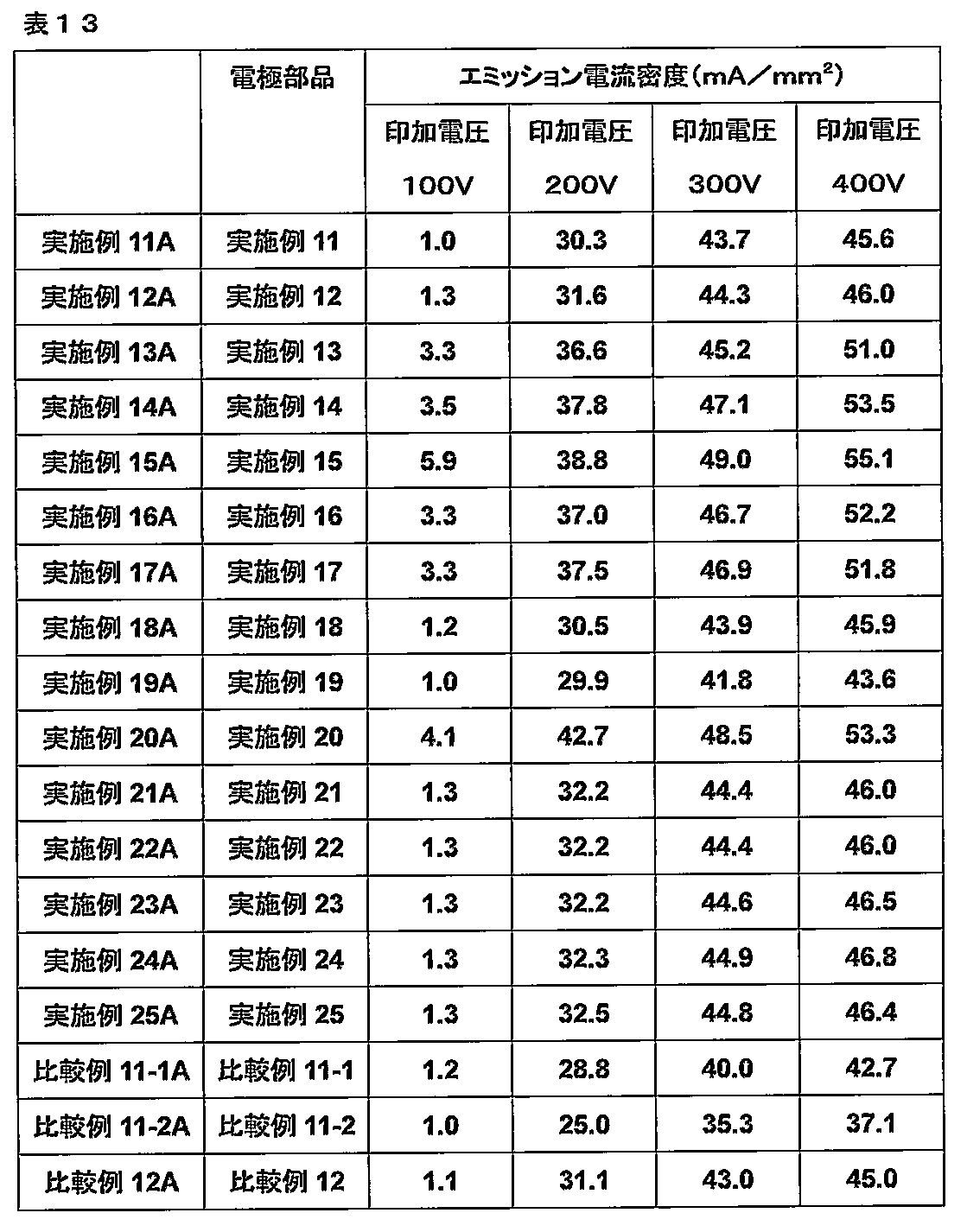
各実施例に係る放電ランプ用電極部品は、酸化トリウムを使用しないにも関わらず、酸化トリウムを使用した比較例12と同等以上のエミッション特性を示した。また、測定時は、電極部品は2100~2200℃になっていた。このため、各実施例に係る放電ランプ用電極部品は高温強度も優れるものである。
(実施例26~28)
次に、実施例11、実施例13、実施例18の放電ランプ用電極部品に対し、再結晶熱処理条件を1800℃に変えた以外は同じ製造方法にて製造したものを実施例26(実施例11の再結晶熱処理条件を1800℃に変えたもの)、実施例27(実施例13の再結晶熱処理条件を1800℃に変えたもの)、実施例28(実施例18の再結晶熱処理条件を1800℃に変えたもの)として用意した。同様の測定を行った。その結果を表14~15に示した。


次に、実施例11、実施例13、実施例18の放電ランプ用電極部品に対し、再結晶熱処理条件を1800℃に変えた以外は同じ製造方法にて製造したものを実施例26(実施例11の再結晶熱処理条件を1800℃に変えたもの)、実施例27(実施例13の再結晶熱処理条件を1800℃に変えたもの)、実施例28(実施例18の再結晶熱処理条件を1800℃に変えたもの)として用意した。同様の測定を行った。その結果を表14~15に示した。
本実施例に係る放電ランプ用電極部品は密度が高く、ビッカース硬度(Hv)および3点曲げ強度も優れた値を示した。これはHfO2の一部が脱酸したためである。また、HfO2になっていないHf成分を分析した結果、いずれもタングステンとハフニウムの固溶体になったものであった。つまり、Hf成分としてHfとHfO2の2種が存在するものであった。このため、再結晶熱処理温度を1700℃以上にすると金属Hfをタングステンに固溶させ易いことが分かった。また、エミッション特性を表13の場合と同様の方法により測定した。

上記のように金属Hfをすべてタングステンに固溶させることによりエミッション特性が向上することが分かった。これは固溶により金属Hfがタングステン合金の表面に存在し易くなったためであると考えられる。
また、上記のようにエミッション特性に優れることから放電ランプ用電極部品に限らず、エミッション特性を要求されるマグネトロン用部品(コイル部品)、送信管用部品(メッシュグリット)などの分野にも使用できる。
1…カソード電極、2…電極胴体部、3…電極先端部、4…放電ランプ、5…電極支持棒、6…ガラス管、7…コイル部品、8…上部支持部材、9…下部支持部材、10…支持棒、11…マグネトロン用陰極構体、21…放電ランプ用電極部品、22…テーパ形状の先端部を有する放電ランプ用電極部品、23…先端部、24…胴体部、25…円周方向断面、26…側面方向断面、27…放電ランプ、28…電極支持棒、29…ガラス管。
Claims (21)
- W成分と、Hf、HfO2、HfCおよびCよりなる群から選択される少なくとも2種以上とを含有するタングステン合金であって、
Hf成分が、HfO2換算で0.1wt%以上3wt%以下の範囲であることを特徴とするタングステン合金。 - W成分と、HfO2粒子を含むHf成分とを含有するタングステン合金であって、
前記Hf成分は、HfO2換算で0.1wt%以上5wt%以下の範囲であり、前記HfO2粒子の平均一次粒子径は15μm以下であること特徴とするタングステン合金。 - 前記HfO2粒子の一次粒子径は平均粒径5μm以下、かつ最大径15μm以下であることを特徴とする請求項2記載のタングステン合金。
- 前記HfO2粒子の二次粒子径の最大値は100μm以下であることを特徴とする請求項2ないし請求項3のいずれか1項に記載のタングステン合金。
- HfおよびOの含有量をHfOx換算したとき、x<2であることを特徴とする請求項1~4のいずれか1項に記載のタングステン合金。
- HfおよびOの含有量をHfOx換算したとき、0<x<2であることを特徴とする請求項1~4のいずれか1項に記載のタングステン合金。
- K、SiおよびAlよりなる群から選択される少なくとも1種を0.01wt%以下含有したことを特徴とする請求項1~6のいずれか1項に記載のタングステン合金。
- Hf含有量を100質量部としたときZr含有量が10質量部以下であることを特徴とする請求項1~7のいずれか1項に記載のタングステン合金。
- 前記Hf成分は、Wに固溶している金属Hfを含有することを特徴とする請求項1~8のいずれか1項に記載のタングステン合金。
- 前記Hf成分は金属Hfを含有し、前記金属Hfが表面に存在することを特徴とする請求項1~9いずれか1項に記載のタングステン合金。
- Hf含有量を100質量部としたとき、HfO2粒子になっているHfの割合は30質量部以上98質量部以下であることを特徴とする請求項1~10のいずれか1項に記載のタングステン合金。
- ビッカース硬度がHv330以上であることを特徴とする請求項1~11のいずれか1項に記載のタングステン合金。
- 前記W成分は、平均結晶粒径が1μm以上100μm以下のタングステン粒子を含むことを特徴とする請求項1~12のいずれか1項に記載のタングステン合金。
- 請求項1~13のいずれか1項に記載のタングステン合金を含むことを特徴とするタングステン合金部品。
- 請求項1~13のいずれか1項に記載のタングステン合金を含み、線径が0.1mm以上30mm以下の線材であることを特徴とするタングステン合金部品。
- 前記線材の横断面の結晶組織は、単位面積300μm×300μmあたり結晶粒径が1μm以上80μm以下のタングステン結晶の占める面積率が90%以上であることを特徴とする請求項15記載のタングステン合金部品。
- 前記線材の縦断面の結晶組織は、単位面積300μm×300μmあたり結晶粒径が2μm以上120μm以下のタングステン結晶の占める面積率が90%以上であることを特徴とする請求項15記載のタングステン合金部品。
- 放電ランプ用部品、送信管用部品及びマグネトロン用部品よりなる群から選択される少なくとも1種の部品に用いられることを特徴とする請求項14~17のいずれか1項に記載のタングステン合金部品。
- 請求項14~18のいずれか1項に記載のタングステン合金部品を備えることを特徴とする放電ランプ。
- 請求項14~18のいずれか1項に記載のタングステン合金部品を備えることを特徴とする送信管。
- 請求項14~18のいずれか1項に記載のタングステン合金部品を備えることを特徴とするマグネトロン。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013552408A JP5881742B2 (ja) | 2012-01-07 | 2012-12-21 | タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン |
| EP20190116.2A EP3763839A1 (en) | 2012-01-07 | 2012-12-21 | Tungsten alloy, tungsten alloy part using the same, discharge lamp, transmitting tube, and magnetron |
| CN201280060241.4A CN103987864B (zh) | 2012-01-07 | 2012-12-21 | 钨合金、以及使用该钨合金的钨合金部件、放电灯、发射管和磁控管 |
| EP12864044.8A EP2801629B1 (en) | 2012-01-07 | 2012-12-21 | Tungsten alloy, tungsten alloy sintered body using same, discharge lamp, transmitting tube, and magnetron |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-001707 | 2012-01-07 | ||
| JP2012001707 | 2012-01-07 | ||
| JP2012-150021 | 2012-07-03 | ||
| JP2012150021 | 2012-07-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013103100A1 true WO2013103100A1 (ja) | 2013-07-11 |
Family
ID=48745162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/083257 WO2013103100A1 (ja) | 2012-01-07 | 2012-12-21 | タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP3763839A1 (ja) |
| JP (1) | JP5881742B2 (ja) |
| CN (1) | CN103987864B (ja) |
| WO (1) | WO2013103100A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014021154A1 (ja) * | 2012-07-31 | 2014-02-06 | 東芝マテリアル株式会社 | 放電ランプ用陰極およびその製造方法 |
| JP2016180179A (ja) * | 2015-03-23 | 2016-10-13 | 三菱マテリアル株式会社 | 多結晶タングステン及びタングステン合金焼結体並びにその製造方法 |
| JPWO2021070459A1 (ja) * | 2019-10-09 | 2021-04-15 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT16409U1 (de) | 2017-05-23 | 2019-08-15 | Plansee Se | Kathodenwerkstoff |
| CN109378266A (zh) * | 2018-09-21 | 2019-02-22 | 厦门虹鹭钨钼工业有限公司 | 一种环保型阴极材料及其制备方法 |
| CN110656273A (zh) * | 2019-09-29 | 2020-01-07 | 中色(宁夏)东方集团有限公司 | 一种碳还原制备钨铁合金的方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002226935A (ja) | 2001-02-02 | 2002-08-14 | Toshiba Corp | トリウムタングステン合金、トリウムタングステン線、その製造方法、トリウムタングステン線コイル、ならびに電子管用陰極構体 |
| JP2005519435A (ja) * | 2002-03-05 | 2005-06-30 | パテント−トロイハント−ゲゼルシヤフト フユール エレクトリツシエ グリユーラムペン ミツト ベシユレンクテル ハフツング | ショートアーク型高圧放電ランプ |
| JP2005285676A (ja) * | 2004-03-30 | 2005-10-13 | Nippon Tungsten Co Ltd | 放電灯用電極 |
| JP2006102775A (ja) * | 2004-10-05 | 2006-04-20 | Nippon Tungsten Co Ltd | スポット溶接用電極 |
| JP2007113104A (ja) * | 2005-10-24 | 2007-05-10 | Toshiba Corp | タングステン電極材料 |
| JP2008539332A (ja) * | 2005-04-27 | 2008-11-13 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 3質量%より少ないレニウムを含むタングステン合金から製造された電極を有する放電ランプ |
| JP2010159484A (ja) * | 2008-12-08 | 2010-07-22 | Allied Material Corp | タングステン電極材料およびタングステン電極材料の製造方法 |
| JP2011103240A (ja) | 2009-11-11 | 2011-05-26 | Toshiba Materials Co Ltd | タングステン電極およびそれを用いた放電ランプ |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3337337A (en) * | 1965-12-16 | 1967-08-22 | John W Weeton | Method for producing fiber reinforced metallic composites |
| JP2680370B2 (ja) * | 1988-09-09 | 1997-11-19 | 株式会社東芝 | 耐食性材料 |
| US6559582B2 (en) * | 2000-08-31 | 2003-05-06 | New Japan Radio Co., Ltd. | Cathode and process for producing the same |
| WO2005049882A1 (ja) * | 2003-11-19 | 2005-06-02 | Nikko Materials Co., Ltd. | 高純度ハフニウム、同高純度ハフニウムからなるターゲット及び薄膜並びに高純度ハフニウムの製造方法 |
| JP4916264B2 (ja) * | 2006-09-20 | 2012-04-11 | 日本タングステン株式会社 | ヒュージング溶接用電極 |
| JP2008115063A (ja) * | 2006-11-06 | 2008-05-22 | Mitsuhide Kawasaki | 高純度ハフニウム材料および溶媒抽出法を用いた該材料の製造方法。 |
| JP4917055B2 (ja) * | 2008-02-08 | 2012-04-18 | Jx日鉱日石金属株式会社 | 高純度ジルコニウム又はハフニウムの製造方法 |
| WO2010067781A1 (ja) * | 2008-12-08 | 2010-06-17 | 株式会社アライドマテリアル | タングステン電極材料および熱電子放出電流測定装置 |
| JP5716012B2 (ja) * | 2009-04-10 | 2015-05-13 | インターモレキュラー,インコーポレーテッド | スイッチング特性を改善した抵抗スイッチングメモリ素子 |
-
2012
- 2012-12-21 CN CN201280060241.4A patent/CN103987864B/zh active Active
- 2012-12-21 EP EP20190116.2A patent/EP3763839A1/en active Pending
- 2012-12-21 JP JP2013552408A patent/JP5881742B2/ja active Active
- 2012-12-21 WO PCT/JP2012/083257 patent/WO2013103100A1/ja active Application Filing
- 2012-12-21 EP EP12864044.8A patent/EP2801629B1/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002226935A (ja) | 2001-02-02 | 2002-08-14 | Toshiba Corp | トリウムタングステン合金、トリウムタングステン線、その製造方法、トリウムタングステン線コイル、ならびに電子管用陰極構体 |
| JP2005519435A (ja) * | 2002-03-05 | 2005-06-30 | パテント−トロイハント−ゲゼルシヤフト フユール エレクトリツシエ グリユーラムペン ミツト ベシユレンクテル ハフツング | ショートアーク型高圧放電ランプ |
| JP4741190B2 (ja) | 2002-03-05 | 2011-08-03 | パテント−トロイハント−ゲゼルシヤフト フユール エレクトリツシエ グリユーラムペン ミツト ベシユレンクテル ハフツング | ショートアーク型高圧放電ランプ |
| JP2005285676A (ja) * | 2004-03-30 | 2005-10-13 | Nippon Tungsten Co Ltd | 放電灯用電極 |
| JP2006102775A (ja) * | 2004-10-05 | 2006-04-20 | Nippon Tungsten Co Ltd | スポット溶接用電極 |
| JP2008539332A (ja) * | 2005-04-27 | 2008-11-13 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 3質量%より少ないレニウムを含むタングステン合金から製造された電極を有する放電ランプ |
| JP2007113104A (ja) * | 2005-10-24 | 2007-05-10 | Toshiba Corp | タングステン電極材料 |
| JP2010159484A (ja) * | 2008-12-08 | 2010-07-22 | Allied Material Corp | タングステン電極材料およびタングステン電極材料の製造方法 |
| JP2011103240A (ja) | 2009-11-11 | 2011-05-26 | Toshiba Materials Co Ltd | タングステン電極およびそれを用いた放電ランプ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014021154A1 (ja) * | 2012-07-31 | 2014-02-06 | 東芝マテリアル株式会社 | 放電ランプ用陰極およびその製造方法 |
| JP2016180179A (ja) * | 2015-03-23 | 2016-10-13 | 三菱マテリアル株式会社 | 多結晶タングステン及びタングステン合金焼結体並びにその製造方法 |
| JPWO2021070459A1 (ja) * | 2019-10-09 | 2021-04-15 | ||
| WO2021070459A1 (ja) * | 2019-10-09 | 2021-04-15 | ウシオ電機株式会社 | ショートアーク型放電ランプ |
| JP7294436B2 (ja) | 2019-10-09 | 2023-06-20 | ウシオ電機株式会社 | ショートアーク型放電ランプ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5881742B2 (ja) | 2016-03-09 |
| EP3763839A1 (en) | 2021-01-13 |
| CN103987864B (zh) | 2017-03-08 |
| JPWO2013103100A1 (ja) | 2015-05-11 |
| EP2801629A4 (en) | 2015-12-02 |
| EP2801629A1 (en) | 2014-11-12 |
| EP2801629B1 (en) | 2020-12-02 |
| CN103987864A (zh) | 2014-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5911576B2 (ja) | タングステン合金部品、ならびにそれを用いた放電ランプ、送信管およびマグネトロン | |
| US10998157B2 (en) | Tungsten alloy part, and discharge lamp, transmitting tube, and magnetron using the same | |
| JP5881742B2 (ja) | タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン | |
| US10167536B2 (en) | Tungsten alloy, tungsten alloy part, discharge lamp, transmitting tube, and magnetron | |
| JP5800922B2 (ja) | 放電ランプ用カソード部品 | |
| JP2013133492A (ja) | タングステン合金部品およびそれを用いた放電ランプ、送信管、マグネトロン | |
| JP5881740B2 (ja) | タングステン合金、およびそれを用いたタングステン合金部品、放電ランプ、送信管並びにマグネトロン | |
| JP2013133493A (ja) | タングステン合金部品およびそれを用いた放電ランプ、送信管、マグネトロン | |
| JP2013229179A (ja) | 放電ランプ用電極支持棒およびそれを用いた放電ランプ | |
| JP2013182739A (ja) | 放電ランプ用カソード部品支持棒 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12864044 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013552408 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012864044 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |