WO2012160816A1 - グロープラグ及びそのグロープラグの製造方法 - Google Patents
グロープラグ及びそのグロープラグの製造方法 Download PDFInfo
- Publication number
- WO2012160816A1 WO2012160816A1 PCT/JP2012/003350 JP2012003350W WO2012160816A1 WO 2012160816 A1 WO2012160816 A1 WO 2012160816A1 JP 2012003350 W JP2012003350 W JP 2012003350W WO 2012160816 A1 WO2012160816 A1 WO 2012160816A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheath tube
- glow plug
- seal
- heating element
- diameter
- Prior art date
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
- H05B3/48—Heating elements having the shape of rods or tubes non-flexible heating conductor embedded in insulating material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/027—Heaters specially adapted for glow plug igniters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49082—Resistor making
- Y10T29/49083—Heater type
Definitions
- the present invention relates to a glow plug for preheating a diesel engine and a method for manufacturing the glow plug.
- a conventional glow plug of a diesel engine will be described with reference to FIG.
- the glow plug 101 is used for preheating of a diesel engine, and the outer side in the radial direction of the sheath heater 102 is surrounded by a cylindrical metal shell 103.
- the sheath heater 102 includes a metal sheath tube 104, a heating element 105 disposed in the sheath tube 104, an insulating powder 106 filled in the sheath tube 104 and around the heating element 105, and the sheath tube 104.
- the sheathed tube 104 is positioned inside the shaft-shaped lead 107 inserted into the interior from the rear end side and connected to the rear end portion 105r of the heating element 105 at the front end, and the seal portion 104a at the rear end portion of the sheath tube 104.
- a seal member 108 such as silicon rubber that hermetically seals between the lead 107 and the lead 107.
- the heating element 105 and the lead 107 are arranged in the sheath tube 104 and filled with the insulating powder 106, and then the seal member 108 is loaded in the seal portion 104a, and then the diameter is reduced to a predetermined diameter by swaging. (See Patent Document 1).
- the seal portion 104a of the conventional sheath tube 104 has a limit in sealing performance because the portion fitted to the seal portion 104a of the seal member 108 is in a substantially straight cylindrical state.
- the sealing performance may be lowered due to the seal member 108 moving in the direction of removal.
- moisture and oil easily enter the sheath tube 104. If such moisture and oil enter, the sheath tube 104 swells or an oil short occurs when energized. Etc. may occur.
- the present invention has been made in view of the above, and an object of the present invention is to provide a glow plug that is excellent in sealing performance of the sealing member and that is difficult to remove, and a method for manufacturing the glow plug.
- the present invention provides a metal sheath tube having a cylindrical shape extending in the axial direction and having a closed tip, A heating element housed inside the sheath tube; Insulating powder filled inside the sheath tube and around the heating element; A metal lead connected to the heating element and inserted into the sheath tube from the rear end side of the sheath tube to form an axis; and A glow plug including a seal member positioned in a seal portion at a rear end portion of the sheath tube and hermetically sealing between the sheath tube and the lead,
- the sheath tube includes a formation range of the seal portion in the axial direction, and has an outer diameter that is substantially constant beyond the range, and a locking projection that is deformed to project radially inward in the seal portion.
- the seal member is configured such that the outer diameter ⁇ A and the front end side portion of the rear end side portion of the sheath tube are more than the outer diameter ⁇ B of the formation portion of the locking projection of the sheath tube.
- the glow plug according to claim 2 wherein the difference between the outer diameter ⁇ C of the tip side portion and the outer diameter ⁇ B of the portion where the locking projection is formed is 0.1 mm or more. provide.
- a metal sheath tube that extends in the axial direction and has a cylindrical shape with a closed tip, A heating element housed inside the sheath tube; Insulating powder filled inside the sheath tube and around the heating element; A metal lead connected to the heating element and inserted into the sheath tube from the rear end side of the sheath tube to form an axis; and
- a glow plug manufacturing method comprising: a seal member positioned in a seal portion at a rear end portion of the sheath tube and hermetically sealing between the sheath tube and the lead, The sheath tube is provided with a thick part thicker than a thickness of the whole seal part in a part of the seal part, After setting the heating element, the lead, and the insulating powder in the sheath tube, the seal member is disposed on the seal portion, and the seal portion is further deformed by a force from the outer peripheral direction, whereby the thick portion
- a method for manufacturing a glow plug is provided in which a locking projection that protrudes and deform
- the method of manufacturing a glow plug according to claim 4 wherein the thick portion protrudes from an outer periphery of the seal portion.
- the sheath tube includes at least: A precursor forming step of forming a cylindrical main portion and a tube precursor having a shape having a diameter-expanding portion that is larger than the outer diameter of the rear end portion of the main portion and extends in the radial direction behind the main portion; , The main part of the tube precursor is inserted into the shear hole of the die having an inner diameter greater than or equal to the outer diameter of the main part to support the enlarged diameter part at the rear end of the shear hole, and A shearing step of separating and removing the enlarged diameter portion by a shearing force generated by a punch arranged radially inward of the enlarged diameter portion moving coaxially with the shear hole toward the die; Formed by The method for manufacturing a glow plug according to any one of claims 4 to 6, wherein the thick portion of the sheath tube is a remaining portion in which a part of the enlarged diameter portion remains in the shearing step.
- the separation and removal of the enlarged diameter portion by the shearing process is performed in a portion of the enlarged diameter portion that gradually increases in diameter from the main portion toward the rear.
- the main part and the enlarged diameter part are formed from a plate-like metal material by deep drawing. A method of manufacturing the described glow plug is provided.
- the sheath tube has a through hole formed at a tip of the tube precursor before the heating element is welded, and the through hole welds the heating element. Is closed,
- the method for manufacturing a glow plug according to any one of claims 7 to 10, further comprising a punching step of forming the through hole by punching in the middle of the precursor forming step or after the precursor forming step. provide.
- the sealing portion of the sheath tube since the sealing portion of the sheath tube has the locking convex portion protruding and deformed inward in the radial direction, the sealing member is tightened by the locking convex portion, so that the sealing performance is improved. For this reason, since the penetration
- the outer diameter of the seal portion is formed substantially constant.
- the seal portion is reduced by swaging when manufacturing a glow plug.
- the seal portion may be formed in an outer peripheral surface having a slight inclination, that is, a slight taper shape, and such a diameter difference is included in “substantially constant” in the present invention.
- the outer diameter difference can be 10/100 mm or less.
- the formation position of the locking convex portion may be any as long as it exists in the seal portion where the seal member is disposed.
- the seal member is pressed and deformed by the locking projection, and the pressed and deformed portion of the seal member has a minimum outer diameter.
- the seal member is either one of the outer diameter ⁇ C of the distal end side portion or the outer diameter ⁇ A of the rear end side portion, rather than the outer diameter ⁇ B at the formation portion of the locking projection of the sheath tube. Stipulates that the condition is large. More preferably, the outer diameter ⁇ C of the front end side portion and the outer diameter ⁇ A of the rear end side portion are both large, that is, a state in which they are constricted by the locking projections. This is because high sealing performance is exhibited and the effect of preventing the seal member from moving in the removal direction is high.
- the difference ( ⁇ C ⁇ B) between the outer diameter ⁇ C at the distal end portion and the outer diameter ⁇ B at the portion where the locking projection is formed is 0.1 mm or more ( ⁇ C ⁇ B ⁇ 0.1 mm).
- the difference between ⁇ C and ⁇ B ( ⁇ C ⁇ B (unit: mm)) is the tip side.
- the difference between the outer diameter ⁇ C of the part and the outer diameter ⁇ D at the position where the lead seal member is arranged is smaller than the value obtained by subtracting 1 mm (( ⁇ C ⁇ D) ⁇ 1 (unit: mm)) ( ⁇ C ⁇ B ⁇ ( ⁇ C ⁇ ⁇ D) -1 (unit: mm)) is desirable.
- the locking projection can be formed easily and reliably.
- the inner peripheral surface may have the same inner diameter over the entire axial direction of the seal portion. That is, it is only necessary to form it on the outer peripheral surface without forming the engaging convex portion on the inner peripheral surface in advance, and also when the seal member is disposed in the sheath tube, the sealing member is placed on the engaging convex portion at the time of insertion. It is also possible to expect the effect of avoiding the situation where the insertion property is impaired due to being caught.
- the sealing member pressed by the locking projection has a constricted shape.
- the thick wall portion is formed at the rear end so that the locking convex portion is formed at the rear end of the sheath tube (seal portion).
- Various processing methods can be used for forming the thick portion. However, when forming the thick portion at the rear end of the sheath tube, the rear end is subjected to plastic working or heated and melted to increase the thickness. It is good also as forming a meat fusion part. In any case, since the object to be processed is an end, it can be easily processed.
- the generation of chips is extremely reduced compared to the step of removing unnecessary portions by cutting with a cutting tool or grinding with a grindstone.
- the die supports the enlarged diameter portion from the outside and the shear punch disposed inside the enlarged diameter portion slides coaxially with the shear hole of the die to shear the enlarged diameter portion, the sheath The risk of chips entering the inside of the tube is also reduced. Therefore, there is no need to worry about remaining chips that may cause a short circuit, so that a process and inspection for removing chips can be eliminated, and a highly reliable glow plug can be provided. Become.
- the shear surface of the cylindrical portion from which the enlarged diameter portion has been separated and removed can be formed with a mark along the axial direction uniformly in the circumferential direction. For this reason, it has the additional effect that there is little possibility of causing variation in the circumferential direction when the part is processed in a subsequent process.
- the diameter-expanded portion is not limited to a shape that expands in a radial shape perpendicular to the axial direction, and may have a shape that expands toward the front end or the rear end, or a combination thereof. .
- the separation and removal of the enlarged diameter portion is limited to shearing at a portion where the diameter is gradually enlarged from the cylindrical portion toward the rear.
- plastic working can be employed for forming the enlarged diameter portion (claim 9), and specifically, deep drawing may be used (claim 10).
- at least a portion following the enlarged diameter portion of the cylindrical portion may be processed in the same process together with the enlarged diameter portion. Accordingly, it is easy to form the cylindrical portion simultaneously with the formation of the enlarged diameter portion.
- (A)-(c) is sectional drawing which shows the shaping
- (A) is the longitudinal cross-sectional view of the sheath heater which shows the state before swaging
- (b) is the longitudinal cross-sectional view of the sheath heater which shows the state after swaging
- (c) is an enlarged view which shows another embodiment. It shows the other form of a thick part, and is principal part sectional drawing of the sheath heater before swaging. It shows the other form of a thick part, and is principal part sectional drawing of the sheath heater before swaging. It is a longitudinal cross-sectional view of the glow plug which shows a prior art example.
- (A)-(c) is an expanded sectional view of the principal part regarding the modification of the enlarged diameter part of this invention.
- (A)-(c) is a principal part expanded sectional view which shows the related reference example.
- a glow plug 1 shown in FIG. 1 is for preheating a diesel engine, and is formed by surrounding a sheath heater 2 in the radial direction with a cylindrical metal shell 3.
- the glow plug 1 is attached by screwing a male screw portion 3a formed on the metal shell 3 into a mounting hole (not shown) of the diesel engine, and a screw shaft 7a protruding from the rear end of the metal shell 3.
- a power cable (not shown) is connected to.
- the sheath heater 2 is made of a metal (for example, stainless alloy, nickel alloy, Inconel, etc.) sheath tube 4, a heating element 5 disposed in the sheath tube 4, and the inside of the sheath tube 4 around the heating element 5.
- the heating element 5 is a resistance coil, and has a distal end portion 5 f welded to the distal end of the sheath tube 4 and a rear end portion 5 r connected to the distal end of the lead 7.
- the sheath tube 4 has a cylindrical shape that extends in the axial direction and has a rear end opened and a through hole 4 b at the front end before the heating element 5 is welded. In the later state, as shown in FIGS. 6A and 6B, the through hole 4b is closed and the tip is closed. Moreover, the sheath tube 4 has the latching convex part 16 which protruded and deformed to radial direction inward in the seal part 4a, as shown in FIG.1, FIG.6 (b).
- the sheath tube 4 uses, for example, a disk-shaped metal material punched from an Inconel steel plate as a starting material, and a deep drawing process as shown in FIGS. 2 (a) to 2 (c) is performed as a precursor formation process. carry out.
- the plate material as the starting material is narrowed down to a small bowl shape having a bottomed cylindrical shape having a diameter larger than the depth as shown in FIG. 2A, and the depth as shown in FIG.
- the glass is squeezed into a cup shape having a bottomed cylindrical shape larger than the diameter, and further deeply squeezed into the shape of the sheath tube as shown in FIG.
- the enlarged diameter portion 11 is integrally formed at the rear end of the cup shape.
- the enlarged diameter portion 11 is formed in a tapered shape that gradually increases in diameter toward the rear.
- the through-hole 4b is provided in the front-end
- This through hole 4b forming step is performed simultaneously with the precursor forming step at the stage of FIG. 2C as in the embodiment, or separately after the precursor forming step of FIG. 2C. May be added.
- FIGS. 2 (a) to 2 (c) show an example of a part of the precursor formation process, and a plurality of processes are provided in the middle of each stage, and the process is gradually deepened. It is done. Further, in the precursor molding step, the diameter-enlarged portion 11 shown in FIG. 10 can be appropriately employed by appropriately increasing / decreasing the number of deep drawing processing steps or adding another plastic processing.
- the counterbore portion which is thinner than the main portion 4c occupying the longest region along the axial direction by expanding the inner diameter of the seal portion 4a at the rear end portion. Also referred to as “thin wall portion.”) 4d is formed, but the counterbore portion 4d can be formed by further adding a drawing process using a die and a punch after FIG. 2 (c).
- the precursor forming step may be completed in FIG.
- the work-in-process formed by the end of this precursor formation step corresponds to the “tube precursor” in the present invention.
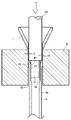
- the enlarged diameter portion 11 is separated and removed from the sheath tube 4 (tube precursor) with the enlarged diameter portion 11 formed in the precursor forming step in the shearing process of FIGS.
- the die 9 used in this shearing process has a shear hole 12 having an inner diameter of about 1.01d to 1.02d, which is slightly larger than the outer diameter d of the sheath tube 4, for example.
- the punch 10 has a tip convex shaft portion 13 entering the rear end of the sheath tube 4 and a shear shaft portion 14 following the tip convex shaft portion 13, and the outer diameter of the shear shaft portion 14 is the sheath. It is larger than the outer diameter d of the tube 4 and smaller than the shear hole 12, and an appropriate gap ⁇ (see FIG.
- the die 9 is the outer periphery of the sheath tube 4 and is disposed outside the radially expanded portion 11 in the radial direction.
- the punch 10 is disposed inside (inward) via the enlarged diameter portion 11 in order to shear the enlarged diameter portion 11 with the die 9.
- this outer diameter d refers to the outer diameter of the main part 4c in the sheath tube 4 with the enlarged diameter part 11 in a shearing process.
- the thickness of the entire seal portion 4a is increased.
- a thicker portion 4t can be formed.
- the rear end edge of the sheath tube 4 is drawn in a simple acute shape in order to express the shear in an easy-to-understand manner.
- the portion corresponding to the remaining portion 15 becomes a thick portion 4t that is thicker than the entire thickness of the seal portion 4a.
- the outer diameter of the shear hole 12 of the die 9, which is a processing jig to be used, the punch 10, and the adjustment of the gap ⁇ it is possible to manufacture so that the remaining portion 15 hardly remains. It is.
- the shape of the remaining portion 15 is slightly protruded in the radial direction accordingly. Yes.
- the sheath tube 4 of the present invention has the remaining part 15 of the enlarged diameter part 11 on the outer periphery of the counterbore part 4d as described above, and the part is a thick part 4t thicker than the entire counterbore part 4d,
- the thick portion 4t protrudes into the seal portion 4a as shown in FIG.
- the outer diameter of the portion (rear end side portion) of the seal member 8 that is exposed to the outside of the sheath tube 4 is ⁇ A (refer to the enlarged view of FIG.
- the diameter is ⁇ B and the outer diameter of the portion (tip side portion) fitted in the seal portion 4 a is ⁇ C, the relationship is ⁇ A> ⁇ B, ⁇ B ⁇ C. It is in a tight and tight state. Therefore, the sealing performance by the sealing member 8 is improved and there is almost no movement in the removal direction.
- the outer diameter of ⁇ B can be set to 45% to 95% when the larger one of ⁇ A and ⁇ C is 100%.
- the state of exceeding 95% means that the protruding amount of the locking projection 16 is very small, and the effect of suppressing the removal of the seal member 8 may not be obtained satisfactorily.
- it is less than 45% the sealing member 8 may be damaged, and sufficient airtightness may not be obtained.
- the outer diameter ⁇ A of the seal member 8 is the actual outer diameter of the seal member 8
- the ⁇ A, ⁇ B, and ⁇ C preferably satisfy ⁇ B ⁇ C ⁇ A.
- the seal member 8 fitted in the seal portion 4a elastically contracts and repels, and the repulsive force closely contacts the inner periphery of the seal portion 4a. Highly airtight.
- a portion (rear end side portion: outer diameter ⁇ A) of the seal member 8 that protrudes outside the sheath tube 4 does not exist. Also good.
- the difference ( ⁇ B ⁇ C) between the outer diameter ⁇ B and the outer diameter ⁇ C of the tip side portion at the position where the locking convex portion 16 is formed is 0.1 mm or more.
- a test was conducted to confirm the relationship between the difference ( ⁇ B ⁇ C) between the outer diameter ⁇ B at the formation position of the locking convex portion 16 and the outer diameter ⁇ C of the tip side portion and the airtightness.
- Seven types of sheath heaters (No. 1 to No. 7) having the same configuration as the sheath heater 2 shown in FIG. 6B and having a difference between ⁇ B and ⁇ C ( ⁇ B ⁇ C) were prepared. With these seven types of sheathed heaters placed in a thermostatic bath, after holding in an atmosphere at a temperature of 80 ° C. and a relative humidity of 90% for 30 minutes, holding in an atmosphere at a temperature of ⁇ 40 ° C. for 30 minutes within 120 minutes A cooling test was conducted with one cycle.
- the sheath heater was taken out of the thermostatic chamber every predetermined cycle of the cooling test, and an energization test was conducted in which the sheath heater was energized for 2 minutes at a voltage at which the sheath heater temperature was saturated between 900 ° C. and 1100 ° C. Then, the dimensions of each part of the sheath heater were measured using a micrometer before and after the energization test, and it was determined that the bulge occurred in the sheath heater when the bulge of 0.1 mm or more occurred.
- a sheath heater having a difference between ⁇ C and ⁇ B ( ⁇ C ⁇ B) of 0.1 mm or more ( ⁇ C ⁇ B ⁇ 0.1 mm) has an airtightness determination result of “A”, which is excellent It was confirmed that airtightness can be exhibited.
- the difference between ⁇ C and ⁇ B Is smaller than the value obtained by subtracting 1 mm from the difference between ⁇ C and ⁇ D (( ⁇ C ⁇ D) ⁇ 1 (unit: mm)) ( ⁇ C ⁇ B ⁇ ( ⁇ C ⁇ D) ⁇ 1 (unit: mm)).
- the swaging rate when swaging the sheath tube 4 (the cross-sectional area in the direction orthogonal to the axial direction of the sheath tube 4 after swaging relative to the cross-sectional area in the direction orthogonal to the axial direction of the sheath tube 4 before swaging) Is preferably set to 30% to 80%. By setting the swaging rate in this way, the excellent sealing performance of the seal member 8 can be exhibited in combination with the formation of the locking projections 16 on the sheath tube 4.
- the outer diameter of the seal portion 4a is formed to be substantially constant, the effect of improving the sealing property, the effect of improving the press-fit property, the effect of improving the ease of reducing the diameter, and the like are exhibited. .
- the sealing performance as a sheath heater is improved.
- the glow plug 1 is manufactured by press-fitting the sheath heater 2 manufactured as described above into the metal shell 3 and projecting the distal end side of the sheath tube 4 to the outside of the metal shell 3.
- the thick portion 4t is formed by leaving the remaining portion 15 in a projecting annular shape on the outer periphery of the rearmost end of the sheath tube 4, but the thick portion 4t is formed in the upper end of the seal portion 4a as shown in FIG. It may be formed radially inward on the circumference, or may be formed annularly on the intermediate outer circumference of the seal portion 4a as shown in FIG. Further, it may be formed in a shape that is discontinuous in the circumferential direction without being formed in an annular shape.
- the shape of the thick portion 4t can be variously modified without departing from the gist of the present invention, and the formation method is not limited to the deep drawing of the above embodiment, and the sheath tube 4 can be formed by upsetting. It may be formed by projecting the rear end portion outward or by cutting.
- the diameter reduction process of the seal part 4a is performed by a swaging machine.
- the caulking process having a caulking blade shorter than the axial length of the seal member 8 additionally or independently, and to form the locking convex portion 16 projecting radially inward.
- FIGS. 11A to 11C it is possible to obtain an effect of suppressing the movement of the seal member 8 in the removal direction (FIGS. 11A to 11C).
- a machining mark of the caulking blade remains on the outer peripheral surface of the seal portion 4a, so that it is not formed with a constant outer diameter.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
Abstract
Description
グロープラグ101は、周知のようにディーゼルエンジンの予備加熱等に用いられるものであり、シースヒータ102の径方向外側を筒状の主体金具103で包囲してなる。
前記シースチューブの内部に収容される発熱体と、
前記シースチューブの内部であり前記発熱体の周囲に充填される絶縁粉末と、
前記発熱体に接続され、前記シースチューブの後端側から当該シースチューブの内部へ挿通され軸状をなす金属製のリードと、
前記シースチューブの後端部のシール部内に位置し、当該シースチューブと前記リードとの間を気密に封止するシール部材と、を備えるグロープラグであって、
前記シースチューブは前記軸方向において前記シール部の形成範囲を含み当該範囲を越えて外径が略一定に形成されるとともに当該シール部に、径方向内向きに突出変形した係止凸部を有するグロープラグを提供する。
前記シースチューブの内部に収容される発熱体と、
前記シースチューブの内部であり前記発熱体の周囲に充填される絶縁粉末と、
前記発熱体に接続され、前記シースチューブの後端側から当該シースチューブの内部へ挿通され軸状をなす金属製のリードと、
前記シースチューブの後端部のシール部内に位置し、当該シースチューブと前記リードとの間を気密に封止するシール部材と、を備えるグロープラグの製造方法であって、
前記シースチューブは、前記シール部の一部に該シール部全体の肉厚より厚肉の厚肉部が設けられており、
そのシースチューブに前記発熱体と前記リードと前記絶縁粉末をセットした後、前記シール部に前記シール部材を配置し、さらに該シール部を外周方向からの力で変形させることにより、前記厚肉部で径方向内向きに突出変形する係止凸部が形成されるようにしたグロープラグの製造方法を提供する。
円筒状の主部と、当該主部の後方に当該主部の後端部の外径よりも大径で径方向に広がる拡径部を有する形状のチューブ前駆体を形成する前駆体形成工程と、
少なくとも前記主部の外径以上の内径の剪断孔を有するダイの当該剪断孔へ前記チューブ前駆体の主部を挿入して当該剪断孔の後端にて前記拡径部を支持すると共に、前記拡径部の径方向内方へ配置したパンチが前記ダイへ向かって前記剪断孔と同軸上に移動することにより生じる剪断力で前記拡径部を分離除去する剪断工程と、
により形成され、
前記シースチューブの前記厚肉部は、前記剪断工程にて前記拡径部の一部が残存した残部である請求項4ないし6のいずれか1項に記載のグロープラグの製造方法を提供する。
前記前駆体形成工程の途中か又は該前駆体形成工程の後に、打ち抜き加工で前記貫通孔を形成する孔空け工程を有する請求項7ないし10のいずれか1項に記載のグロープラグの製造方法を提供する。
図1に示したグロープラグ1は、ディーゼルエンジンを予備加熱するためのものであり、シースヒータ2の径方向外側を筒状の主体金具3で包囲してなる。なお、グロープラグ1は、主体金具3に形成した雄ネジ部3aをディーゼルエンジンの取付穴(図示せず)に螺合させて取り付けられ、また、主体金具3の後端から突出するネジ軸7aに電源ケーブル(図示せず)が接続される。
シースヒータ2は、金属製(例えば、ステンレス合金、ニッケル合金、インコネル等)のシースチューブ4と、シースチューブ4内に配置される発熱体5と、シースチューブ4の内部であり発熱体5の周囲に充填される絶縁粉末(例えば、MgO粉末)6と、シースチューブ4の後端側から内部へ挿通され、先端に発熱体5の後端部5rが接続される軸状のリード7と、シースチューブ4の後端部の内側のシール部4aに位置し、当該シール部4aと前記リード7との間を気密に封止する例えばシリコンゴム製のシール部材8と、を備えている。前記発熱体5は抵抗線コイルであって、シースチューブ4の先端に溶接される先端部5fと、リード7の先端に接続される後端部5rとを有する。
シースチューブ4は、発熱体5を溶接する前の状態では図5に示したように、軸方向に延び後端が開口し先端に貫通孔4bを有する筒状を呈し、発熱体5を溶接した後の状態では図6(a),(b)に示したように、前記貫通孔4bが塞がって先端が閉じた筒状を呈する。
また、シースチューブ4は、図1,図6(b)に示したように、シール部4aに、径方向内向きに突出変形した係止凸部16を有する。
シースチューブ4は、例えばインコネルの鋼板から打ち抜いた円板状の金属材料を出発素材として、図2(a)~(c)に示したように加工がなされる深絞り加工を前駆体形成工程として実施する。
なお、図2(a)~(c)は、前駆体形成工程の一部を例示的に示したものであり、各段階の途中にはさらに複数の工程が設けられていて、徐々に深く絞られる。また、この前駆体成形工程に際し、深絞り加工の加工段数を適宜増減したり別の塑性加工を加えることにより、図10に示す、各形状の拡径部11を適宜採用することができる。
この剪断工程で使用するダイ9は、シースチューブ4の外径dより若干大きい例えば1.01d~1.02d程度の内径の剪断孔12を有している。一方、パンチ10は、シースチューブ4の後端に入る先端凸軸部13と、その先端凸軸部13に続く剪断軸部14とを有し、該剪断軸部14の外径が、前記シースチューブ4の外径dより大きく且つ剪断孔12より小さくなっていて、ダイ9の剪断孔12に入ったとき適度な隙間λ(図4参照)が形成されるようになっている。このように、ダイ9はシースチューブ4の外周であり、拡径部11の径方向外側である外方に配置される。一方、パンチ10は、当該ダイ9との間で拡径部11を剪断すべく、拡径部11を介して内側(内方)へ配置される。なお、この外径dとは、剪断工程における拡径部11付きのシースチューブ4における、主部4cの外径を指す。
次に、上記のシースチューブ4を用いたシースヒータ2及びグロープラグ1の製造方法について説明する。
まず、先端に発熱体5が溶接されたリード7を発熱体5とともにシースチューブ4へ後端側から挿入し、発熱体5の先端部5fをシースチューブ4の貫通孔4bに入れて溶接する。この溶接によりシースチューブ4の先端が閉じるから、そのシースチューブ4内に絶縁粉末6を充填する。その後、図6(a)のようにシースチューブ4の後端からシール部4aにシール部材8を装着する。その後、スウェージングによって図6(b)のように所定の径に縮径する。このスウェージングの際にシール部材8を装着した部位に対してもスウェージングを行うことにより、シール部材8によりシースチューブ4が気密に封止される。

通常、シール部4aの縮径加工はスウェージング加工機によって行う。ここへ、シール部材8の軸方向長さよりも短いカシメ刃を持つ加締め加工を付加的に或いは単独で行い、係止凸部16を径方向内側に突出形成することも可能である。これにより、シール部材8の抜け方向への移動を抑制する効果を得ることは可能である(図11(a)~(c))。しかしながら、このように形成すると、シール部4aの外周面にはカシメ刃の加工痕が残るため一定外径には形成されない。
4 …シースチューブ
4a …シール部
4t …厚肉部
5 …発熱体
6 …絶縁粉末
7 …リード
8 …シール部材
9 …ダイ
10 …パンチ
11 …拡径部
16 …係止凸部
φA …シール部材の後端側部位の外径
φB …シール部材の係止凸部の形成部位における外径
φC …シール部材の先端側部位の外径
Claims (11)
- 軸方向に延び先端が閉じた筒状を呈する金属製のシースチューブと、
前記シースチューブの内部に収容される発熱体と、
前記シースチューブの内部であり前記発熱体の周囲に充填される絶縁粉末と、
前記発熱体に接続され、前記シースチューブの後端側から当該シースチューブの内部へ挿通され軸状をなす金属製のリードと、
前記シースチューブの後端部のシール部内に位置し、当該シースチューブと前記リードとの間を気密に封止するシール部材と、を備えるグロープラグであって、
前記シースチューブは前記軸方向において前記シール部の形成範囲を含み当該範囲を越えて外径が略一定に形成されるとともに当該シール部に、径方向内向きに突出変形した係止凸部を有することを特徴とするグロープラグ。 - 前記シール部材は、前記シースチューブの前記係止凸部の形成部位における外径φBよりも、当該部位の後端側部位の外径φA及び先端側部位の外径φCのうち少なくともいずれか一方が大きいことを特徴とする請求項1記載のグロープラグ。
- 前記先端側部位の外径φCと前記係止凸部の形成部位における外径φBとの差が0.1mm以上であることを特徴とする請求項2記載のグロープラグ。
- 軸方向に延び先端が閉じた筒状を呈する金属製のシースチューブと、
前記シースチューブの内部に収容される発熱体と、
前記シースチューブの内部であり前記発熱体の周囲に充填される絶縁粉末と、
前記発熱体に接続され、前記シースチューブの後端側から当該シースチューブの内部へ挿通され軸状をなす金属製のリードと、
前記シースチューブの後端部のシール部内に位置し、当該シースチューブと前記リードとの間を気密に封止するシール部材と、を備えるグロープラグの製造方法であって、
前記シースチューブは、前記シール部の一部に該シール部全体の肉厚より厚肉の厚肉部が設けられており、
そのシースチューブに前記発熱体と前記リードと前記絶縁粉末をセットした後、前記シール部に前記シール部材を配置し、さらに該シール部を外周方向からの力で変形させることにより、前記厚肉部で径方向内向きに突出変形する係止凸部が形成されるようにしたことを特徴とするグロープラグの製造方法。 - 前記厚肉部は、前記シール部の外周に突出するものであることを特徴とする請求項4記載のグロープラグの製造方法。
- 前記厚肉部は、前記シール部の前記軸方向の後端に形成するものであることを特徴とする請求項4または5に記載のグロープラグの製造方法。
- 前記シースチューブは、少なくとも、
円筒状の主部と、当該主部の後方に当該主部の後端部の外径よりも大径で径方向に広がる拡径部を有する形状のチューブ前駆体を形成する前駆体形成工程と、
少なくとも前記主部の外径以上の内径の剪断孔を有するダイの当該剪断孔へ前記チューブ前駆体の主部を挿入して当該剪断孔の後端にて前記拡径部を支持すると共に、前記拡径部の径方向内方へ配置したパンチが前記ダイへ向かって前記剪断孔と同軸上に移動することにより生じる剪断力で前記拡径部を分離除去する剪断工程と、
により形成され、
前記シースチューブの前記厚肉部は、前記剪断工程にて前記拡径部の一部が残存した残部であることを特徴とする請求項4ないし6のいずれか1項に記載のグロープラグの製造方法。 - 前記剪断工程による前記拡径部の分離除去は、当該拡径部のうち前記主部から後方に向けて漸次拡径する部位で行われることを特徴とする請求項7に記載のグロープラグの製造方法。
- 前記拡径部は、塑性加工によって形成されることを特徴とする請求項7または8に記載のグロープラグの製造方法。
- 前記チューブ前駆体は、深絞り加工によって板状の金属材料から前記主部と前記拡径部が形成されることを特徴とする請求項7ないし9のいずれか1項に記載のグロープラグの製造方法。
- 前記シースチューブは、前記発熱体を溶接する前の状態で前記チューブ前駆体の先端に貫通孔が形成されていて、該貫通孔が前記発熱体を溶接して閉じられるものであり、
前記前駆体形成工程の途中か又は該前駆体形成工程の後に、打ち抜き加工で前記貫通孔を形成する孔空け工程を有することを特徴とする請求項7ないし10のいずれか1項に記載のグロープラグの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/119,603 US9664388B2 (en) | 2011-05-25 | 2012-05-22 | Glow plug and method for manufacturing glow plug |
| EP12790308.6A EP2716975B1 (en) | 2011-05-25 | 2012-05-22 | Glow plug and method for manufacturing glow plug |
| JP2012538113A JP5503015B2 (ja) | 2011-05-25 | 2012-05-22 | グロープラグ及びそのグロープラグの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011116832 | 2011-05-25 | ||
| JP2011-116831 | 2011-05-25 | ||
| JP2011116831 | 2011-05-25 | ||
| JP2011-116832 | 2011-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012160816A1 true WO2012160816A1 (ja) | 2012-11-29 |
Family
ID=47216907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/003350 WO2012160816A1 (ja) | 2011-05-25 | 2012-05-22 | グロープラグ及びそのグロープラグの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9664388B2 (ja) |
| EP (1) | EP2716975B1 (ja) |
| JP (1) | JP5503015B2 (ja) |
| WO (1) | WO2012160816A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014169800A (ja) * | 2013-03-01 | 2014-09-18 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2014169799A (ja) * | 2013-03-01 | 2014-09-18 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2015141858A (ja) * | 2014-01-30 | 2015-08-03 | 京セラ株式会社 | ヒータ |
| JP2019184086A (ja) * | 2018-04-02 | 2019-10-24 | 日本特殊陶業株式会社 | ヒータの製造方法及びヒータ |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013104992A1 (de) * | 2013-05-15 | 2014-12-04 | Borgwarner Beru Systems Gmbh | Glühkerze |
| USD906383S1 (en) * | 2018-08-17 | 2020-12-29 | Hotset Gmbh | Electrical heater for injection-molding machine |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3252122A (en) * | 1962-09-28 | 1966-05-17 | Gen Electric | Sheathed electric heating unit |
| US3476916A (en) * | 1967-12-11 | 1969-11-04 | American Standard Inc | Electrical heater |
| JPS5465227A (en) * | 1977-10-15 | 1979-05-25 | Bosch Gmbh Robert | Cylindrical glow plug of internal combustion engine |
| JPH059698B2 (ja) * | 1983-04-08 | 1993-02-05 | Ueruman Saamaru Shisutemusu Corp | |
| JP2003133035A (ja) | 2001-10-26 | 2003-05-09 | Ngk Spark Plug Co Ltd | シーズ封入型電子機器の製造方法及びシーズ封入型電子機器の製造装置 |
| JP2009092291A (ja) * | 2007-10-05 | 2009-04-30 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2010159936A (ja) * | 2009-01-09 | 2010-07-22 | Ngk Spark Plug Co Ltd | シースヒータ用シースチューブの製造方法 |
| JP2010249354A (ja) * | 2009-04-13 | 2010-11-04 | Bosch Corp | ディーゼルエンジン用のメタルグロープラグのシース製造方法及びメタルグロープラグの製造方法、並びに、ディーゼルエンジン用のメタルグロープラグのシース及びディーゼルエンジン用のメタルグロープラグ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3234633A (en) | 1962-09-28 | 1966-02-15 | Gen Electric | Method of making a sheathed electric heating unit |
| US4592134A (en) | 1983-04-08 | 1986-06-03 | Wellman Thermal Systems Corporation | Glow plug |
| US6064039A (en) * | 1998-04-15 | 2000-05-16 | Ngk Spark Plug Co., Ltd. | Glow plug with small-diameter sheath tube enclosing heating and control coils |
| JP5009698B2 (ja) | 2007-06-22 | 2012-08-22 | 花王株式会社 | 塗工紙の製造方法 |
| JP5170894B2 (ja) | 2009-01-15 | 2013-03-27 | 日本特殊陶業株式会社 | グロープラグ用のヒータチューブの製造方法及びグロープラグ |
-
2012
- 2012-05-22 US US14/119,603 patent/US9664388B2/en not_active Expired - Fee Related
- 2012-05-22 EP EP12790308.6A patent/EP2716975B1/en active Active
- 2012-05-22 JP JP2012538113A patent/JP5503015B2/ja active Active
- 2012-05-22 WO PCT/JP2012/003350 patent/WO2012160816A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3252122A (en) * | 1962-09-28 | 1966-05-17 | Gen Electric | Sheathed electric heating unit |
| US3476916A (en) * | 1967-12-11 | 1969-11-04 | American Standard Inc | Electrical heater |
| JPS5465227A (en) * | 1977-10-15 | 1979-05-25 | Bosch Gmbh Robert | Cylindrical glow plug of internal combustion engine |
| JPH059698B2 (ja) * | 1983-04-08 | 1993-02-05 | Ueruman Saamaru Shisutemusu Corp | |
| JP2003133035A (ja) | 2001-10-26 | 2003-05-09 | Ngk Spark Plug Co Ltd | シーズ封入型電子機器の製造方法及びシーズ封入型電子機器の製造装置 |
| JP2009092291A (ja) * | 2007-10-05 | 2009-04-30 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2010159936A (ja) * | 2009-01-09 | 2010-07-22 | Ngk Spark Plug Co Ltd | シースヒータ用シースチューブの製造方法 |
| JP2010249354A (ja) * | 2009-04-13 | 2010-11-04 | Bosch Corp | ディーゼルエンジン用のメタルグロープラグのシース製造方法及びメタルグロープラグの製造方法、並びに、ディーゼルエンジン用のメタルグロープラグのシース及びディーゼルエンジン用のメタルグロープラグ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014169800A (ja) * | 2013-03-01 | 2014-09-18 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2014169799A (ja) * | 2013-03-01 | 2014-09-18 | Ngk Spark Plug Co Ltd | グロープラグおよびその製造方法 |
| JP2015141858A (ja) * | 2014-01-30 | 2015-08-03 | 京セラ株式会社 | ヒータ |
| JP2019184086A (ja) * | 2018-04-02 | 2019-10-24 | 日本特殊陶業株式会社 | ヒータの製造方法及びヒータ |
| JP7004456B2 (ja) | 2018-04-02 | 2022-01-21 | 日本特殊陶業株式会社 | ヒータの製造方法及びヒータ |
Also Published As
| Publication number | Publication date |
|---|---|
| US9664388B2 (en) | 2017-05-30 |
| EP2716975A1 (en) | 2014-04-09 |
| JP5503015B2 (ja) | 2014-05-28 |
| EP2716975A4 (en) | 2014-11-05 |
| EP2716975B1 (en) | 2017-11-08 |
| US20140090618A1 (en) | 2014-04-03 |
| JPWO2012160816A1 (ja) | 2014-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5503015B2 (ja) | グロープラグ及びそのグロープラグの製造方法 | |
| JP4897467B2 (ja) | グロープラグおよびその製造方法 | |
| EP2662623B1 (en) | Glow plug and manufacturing method thereof | |
| JP5485843B2 (ja) | グロープラグ及びその製造方法 | |
| JP2007051861A (ja) | グロープラグ | |
| JP2007032877A (ja) | グロープラグおよびその製造方法 | |
| JP2002367760A (ja) | ヒータ及びグロープラグ | |
| JP2004146235A (ja) | スパークプラグ用中心電極の製造方法 | |
| JP5965179B2 (ja) | グロープラグ及びその製造方法 | |
| JP2010216738A (ja) | シースヒータ及びグロープラグ並びにシースヒータの製造方法 | |
| JP5351236B2 (ja) | グロープラグ | |
| JP5965182B2 (ja) | グロープラグ及びその製造方法 | |
| JP5965181B2 (ja) | グロープラグ及びその製造方法 | |
| JP5965180B2 (ja) | グロープラグ及びその製造方法 | |
| JP4960183B2 (ja) | グロープラグの製造方法 | |
| EP3704731B1 (fr) | Fusible et procédé de fabrication et de montage de ce fusible | |
| JP6511315B2 (ja) | 複合部材の製造方法、およびグロープラグの製造方法 | |
| JP5639227B2 (ja) | グロープラグ | |
| JP6101145B2 (ja) | ヒータモジュールの製造方法、および、グロープラグの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2012538113 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12790308 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012790308 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14119603 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |