WO2012093676A1 - セーフエンド用配管の溶接方法、固定治具および溶接装置 - Google Patents
セーフエンド用配管の溶接方法、固定治具および溶接装置 Download PDFInfo
- Publication number
- WO2012093676A1 WO2012093676A1 PCT/JP2012/050033 JP2012050033W WO2012093676A1 WO 2012093676 A1 WO2012093676 A1 WO 2012093676A1 JP 2012050033 W JP2012050033 W JP 2012050033W WO 2012093676 A1 WO2012093676 A1 WO 2012093676A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- welding
- nozzle
- safe
- protruding
- groove portion
- Prior art date
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/028—Seam welding; Backing means; Inserts for curved planar seams
- B23K9/0282—Seam welding; Backing means; Inserts for curved planar seams for welding tube sections
- B23K9/0284—Seam welding; Backing means; Inserts for curved planar seams for welding tube sections with an electrode working inside the tube
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K33/00—Specially-profiled edge portions of workpieces for making soldering or welding connections; Filling the seams formed thereby
- B23K33/004—Filling of continuous seams
- B23K33/006—Filling of continuous seams for cylindrical workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0211—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track
- B23K37/0217—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track the guide member being fixed to the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0276—Carriages for supporting the welding or cutting element for working on or in tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/0213—Narrow gap welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/028—Seam welding; Backing means; Inserts for curved planar seams
- B23K9/0282—Seam welding; Backing means; Inserts for curved planar seams for welding tube sections
- B23K9/0286—Seam welding; Backing means; Inserts for curved planar seams for welding tube sections with an electrode moving around the fixed tube during the welding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/035—Seam welding; Backing means; Inserts with backing means disposed under the seam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
- B23K9/044—Built-up welding on three-dimensional surfaces
- B23K9/046—Built-up welding on three-dimensional surfaces on surfaces of revolution
- B23K9/048—Built-up welding on three-dimensional surfaces on surfaces of revolution on cylindrical surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/235—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
Definitions
- the present invention relates to a welding method for a safe end pipe for welding a nozzle and a safe end pipe, and a fixing jig and a welding apparatus used in the welding method for the safe end pipe.
- a safe end replacement method for replacing a safe end welded to a nozzle (pipe) provided in a reactor pressure vessel is known (for example, see Patent Document 1).
- this replacement method welding is performed in a state where the axial directions of the nozzle and the safe end are horizontal.
- the weld part is formed by welding the groove part formed between the nozzle and the safe end using the same filler material as the nozzle, A molten portion is formed in which the material on the side and the material on the safe end side melt and melt.
- the range of the molten portion is small.
- the axial direction of the nozzle and the safe end is horizontal, and the molten nozzle side material and the safe end side material move in the gravitational direction and melt. become. For this reason, in the conventional welding method, it is difficult to suppress the range of the melted portion.
- the present invention provides a safe end pipe welding method and a fixed jig that can improve the quality around a welded portion in which a groove formed between a nozzle and a safe end pipe is welded. It is an object to provide a tool and a welding apparatus.
- a welding method for a safe-end pipe is a method for welding a safe-end pipe that welds a nozzle and a safe-end pipe connecting the nozzle and the pipe, between the nozzle and the safe-end pipe.
- the groove portion to be formed is formed by axially butting a nozzle-side protruding portion protruding from the end surface of the nozzle and a safe-end protruding portion protruding from the end surface of the safe-end piping.
- the length in the protruding direction of the side protruding portion is longer than the length in the protruding direction of the safe end protruding portion, while the nozzle is located on the upper side in the vertical direction, while the safe end piping is A welding process for welding the groove portion in a state of being positioned on the lower side in the vertical direction, and in the welding process, the filler material used for welding the groove portion is a material constituting the nozzle side protruding portion. It is characterized by being the same material as .
- welding can be performed in a state where the nozzle is located on the upper side in the vertical direction and the safe-end piping is located on the lower side in the vertical direction. For this reason, when a groove part is welded using the filler material used as the same material as a nozzle side protrusion part, a part of safe end side protrusion part will fuse
- the length in the protrusion direction of the nozzle side protrusion part can be made longer than the length in the protrusion direction of the safe end side protrusion part. For this reason, the range which a safe end side protrusion part fuse
- the filler material can be suitably melted toward the groove portion.
- the nozzle-side protruding portion is formed by processing a build-up welded portion that is build-up welded to the end surface of the nozzle, using a material different from the material constituting the nozzle as a filler material. Is preferred.
- the fixing jig of the present invention is a fixing jig that is used in the above-described safe end piping welding method and fixes the nozzle to a predetermined position, and the nozzle is provided so as to protrude from the outer surface of the container.
- a container mounting portion on which the container can be mounted; a container support portion that supports the container mounting portion; and a container support portion and the container mounting portion, and the protruding direction of the nozzle is vertical.
- a rotating part that rotates the container mounting part relative to the container support part so as to face the lower side of the direction, a position restricting part that restricts rotation by the rotating part and fixes the container mounting part, It is provided with.
- the container is placed on the container placement portion, and the container placement portion is rotated with respect to the container support portion via the rotation portion, so that the protruding direction of the nozzle is the lower side in the vertical direction. It can be moved easily so that it faces.
- the container is provided with a protruding portion that protrudes from the outer surface, and the container mounting portion has a receiving portion that receives and positions the protruding portion.
- the container can be easily positioned on the container mounting portion.
- a welding apparatus of the present invention is a welding apparatus that is used in the above-described method for welding a safe end pipe and welds a groove portion formed between a nozzle and a safe end pipe.
- a rail provided in the circumferential direction of the pipe for the end, a self-propelled moving part that self-propels on the rail, and a welding head that is provided in the self-propelled moving part and welds to the groove part.
- the welding head can be easily welded to the groove portion while moving along the rail by the self-propelled moving portion.
- the safe end piping welding method, fixing jig, and welding apparatus of the present invention it is possible to reduce the range of the melted portion in which the filler material and the safe end side protruding portion are melted.
- the quality around the welded portion formed by welding can be made suitable.
- FIG. 1 is a cross-sectional view of a water chamber mirror provided with a nozzle to be welded by a welding method according to a first embodiment.
- FIG. 2 is a side view of the fixing jig fixed with the water chamber mirror tilted.
- FIG. 3 is a side view of a fixing jig that fixes the water chamber mirror in a horizontal state.
- FIG. 4 is a plan view of a fixing jig fixed with the water chamber mirror in a horizontal state.
- FIG. 5 is a configuration diagram of a welding apparatus for welding the nozzles.
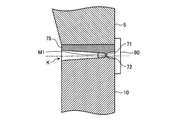
- 6 is an explanatory diagram of a groove portion before welding in the welding method of Embodiment 1.
- FIG. FIG. 7 is an explanatory diagram of a groove portion after temporary fixing in the welding method of the first embodiment.
- FIG. 8 is an explanatory diagram of a groove portion after temporary outer surface welding in the welding method of the first embodiment.
- FIG. 9 is an explanatory view of a groove portion after hanging in the welding method of the first embodiment.
- FIG. 10 is an explanatory diagram relating to a groove portion after inner surface welding.
- FIG. 11 is an explanatory diagram regarding a groove portion after outer surface welding.
- FIG. 12 is a configuration diagram of a welding apparatus that welds a nozzle to be welded in the welding method according to the second embodiment.
- FIG. 13 is an explanatory diagram of a groove portion before welding in the welding method of the second embodiment.
- FIG. 14 is an explanatory diagram of a groove portion during welding in the welding method of the second embodiment.
- FIG. 15 is an explanatory diagram of a groove portion after welding in the welding method of the second embodiment.
- FIG. 16 is an explanatory diagram of a groove portion after post-processing in the welding method of the second embodiment.
- FIG. 17 is an explanatory diagram of a groove portion before welding in the welding method of the third embodiment.
- FIG. 18 is an explanatory diagram of a groove portion during welding in the welding method of the third embodiment.
- FIG. 19 is an explanatory diagram of a groove portion after welding in the welding method of the third embodiment.
- FIG. 20 is an explanatory diagram of a groove portion after post-processing in the welding method of the third embodiment.
- the welding method for the safe-end piping is a method in which a nozzle provided on the outer surface of the container and a safe-end piping (hereinafter referred to as a safe end) are connected by welding.
- the nozzle and the safe end are welded by the welding apparatus in a state where the container is fixed at a predetermined position by the fixing jig.
- the vessel to be welded is, for example, a pressure vessel of a steam generator used in a pressurized water reactor, and in particular, a water chamber mirror on the lower side in the vertical direction of the pressure vessel.
- the container is described as being applied to a water chamber mirror, but any container having a nozzle can be used.
- the water chamber mirror used as welding object is demonstrated.
- FIG. 1 is a cross-sectional view of a water chamber mirror provided with a nozzle to be welded by the welding method according to the present embodiment.
- the water chamber mirror 1 constitutes a part of a pressure vessel (not shown) and is formed in a hemispherical shape having a hollow interior.
- the upper side in the vertical direction is the opening side
- the lower side in the vertical direction is the bottom side.
- a state where the opening surface is horizontal is a horizontal state
- a state where the opening surface is inclined is an inclined state.
- the water chamber mirror 1 is made of, for example, low alloy steel, and a bottom 5 of the water chamber mirror 1 has a nozzle 5 protruding outward from the outer surface 1a, and a manhole 6 communicating with the inside and the outside. Is provided.
- the nozzle 5 is formed in a cylindrical shape in which the protruding direction protruding from the outer surface 1a of the water chamber mirror 1 is the axial direction, and a communication port 5a that connects the inside and the outside of the water chamber mirror 1 in the axial direction is formed.
- a safe end 10 is welded to the end face of the nozzle 5.
- the safe end 10 is a short pipe that is made of stainless steel and connects between the nozzle 5 and a pipe (not shown). Since the pipe connected to the nozzle 5 via the safe end 10 is made of stainless steel, the safe end 10 made of stainless steel is welded to the nozzle 5 in advance.
- the piping can be made of the same material. As a result, the pipe can be easily welded to the nozzle 5 via the safe end 10.
- the manhole 6 serves as a work entrance to the interior of the water chamber mirror 1.
- FIG. 2 is a side view of a fixing jig fixed with the water chamber mirror tilted
- FIG. 3 is a side view of the fixing jig fixed with the water chamber mirror horizontal.
- the fixing jig 20 supports the water chamber mirror 1 so that the water chamber mirror 1 can rotate, and by rotating the water chamber mirror 1, the protruding direction of the nozzle 5 is vertical. It is moved and fixed so as to be on the lower side.
- the fixing jig 20 includes a water chamber mirror mounting portion (container mounting portion) 25 for mounting the water chamber mirror 1, a support portion (container support portion) 26 for supporting the water chamber mirror mounting portion 25, and water.
- a rotation mechanism (rotation unit) 27 provided between the room mirror mounting unit 25 and the support unit 26 and a position regulation unit 28 that regulates the rotation of the rotation mechanism 27 are provided.
- the water chamber mirror mounting portion 25 includes an annular mounting frame 31 having a diameter larger than the diameter on the opening side of the water chamber mirror 1, and the mounting frame 31 toward the radial center. And a plurality of receiving portions 32 provided so as to protrude.
- the mounting frame 31 can accommodate the water chamber mirror 1 inside thereof.
- a pair of rotating shafts T of the rotating mechanism 27 is provided at positions (left and right sides in the drawing) opposed to each other by 180 °.
- the mounting frame 31 has a pair of rotating shafts. It is configured to be rotatable about an axis L connecting T.
- the outer peripheral surface of the mounting frame 31 is provided with an upper bar attaching portion 33 to which one end of a positioning bar 45 described later is attached at one position (upper side in the figure) on a line orthogonal to the axis L.
- An upper connection attachment portion 34 to which one end of a connection wire 46 described later is attached is provided at the other position (the lower side in the drawing) on the orthogonal line.
- a plurality of protrusions 7 are provided on the outer surface 1a of the water chamber mirror 1 as shown in FIGS.
- four protrusions 7 are provided, and the four protrusions 7 are provided at equal intervals with a phase shift of 90 ° with respect to the outer surface 1 a of the water chamber mirror 1.
- four receiving portions 32 are provided according to the protruding portion 7, and the four receiving portions 32 are shifted in phase by 90 ° with respect to the mounting frame 31 at equal intervals. Is provided. Accordingly, the four receiving portions 32 can receive and position the four protruding portions 7.
- the four receiving portions 32 may be configured such that the protruding length in the radial direction can be changed according to the size of the water chamber mirror 1.
- the water chamber mirror mounting portion 25 receives the plurality of protrusions 7 of the water chamber mirror 1 by the plurality of receiving portions 32.
- the water chamber mirror 1 is positioned on the water chamber mirror mounting portion 25.
- the support portion 26 includes a support base 37 disposed on the ground and a pair of support legs 38 erected on the support base 37.
- the support base 37 is provided with a lower bar mounting portion 39 to which the other end of a positioning rod 45 described later is mounted at a position below the upper bar mounting portion 33, and at a position below the upper connection mounting portion 34.
- a lower connection attaching portion 40 to which the other end of the connecting wire 46 is attached is provided.
- the pair of support legs 38 is provided on both sides of the axis L with the water chamber mirror mounting portion 25 interposed therebetween, and supports the water chamber mirror mounting portion 25 via the rotation mechanism 27.
- Each support leg 38 has a bifurcated shape from the upper side to the lower side in the vertical direction.
- bearing portions 41 of the rotation mechanism 27 are provided on the upper side in the vertical direction of the pair of support legs 38.
- the rotation mechanism 27 has a pair of rotation shafts T provided on the mounting frame 31 and a pair of bearing portions 41 provided on the pair of support legs 38. Therefore, the mounting frame 31 rotates with respect to the pair of support legs 38 by rotating the pair of rotation shafts T with respect to the pair of bearing portions 41.
- the position restricting portion 28 includes a positioning rod 45 that connects the upper bar mounting portion 33 and the lower bar mounting portion 39, and a connection wire 46 that connects the upper connection mounting portion 34 and the lower connection mounting portion 40. And have.
- the positioning rod 45 includes a long positioning rod 45a and a short positioning rod 45b. When the water chamber mirror 1 is set in the horizontal state, the short positioning rod 45b is used to connect the upper rod mounting portion 33 and the lower positioning rod 45b.
- the side bar attachment portion 39 is connected.
- the upper rod attaching portion 33 and the lower rod attaching portion 39 are connected using a long positioning rod 45a.
- connection wire 46 connects the upper connection attachment portion 34 and the lower connection attachment portion 40 when the water chamber mirror 1 is in an inclined state.
- the position restricting unit 28 can more firmly fix the inclined water chamber mirror 1 that is more unstable than the horizontal state by using the connecting wire 46.
- the short positioning rod 45b is attached, and the mounting frame 31 is fixed in the horizontal state. Position and fix to the room mirror mounting portion 25 (see FIG. 3). Thereafter, the short positioning rod 45b is removed, and the water chamber mirror mounting portion 25 is rotated with respect to the support portion 26 via the rotation mechanism 27, so that the protruding direction of the nozzle 5 is set to the lower side in the vertical direction. Move to become. And the elongate positioning rod 45a is attached and the mounting frame 31 (water chamber mirror 1) is fixed to an inclined state (refer FIG. 2).
- the nozzle 5 is located on the upper side in the vertical direction with respect to the safe end 10, and the safe end 10 is located on the lower side in the vertical direction with respect to the nozzle 5.
- the nozzle 5 and the safe end 10 are welded using the welding apparatus 50 described below.
- FIG. 5 is a configuration diagram of a welding apparatus for welding the nozzles.
- This welding apparatus 50 welds the groove part K formed in the perimeter by abutting the nozzle 5 and the safe end 10 in the axial direction.
- the welding device 50 includes a rail 55 provided on the safe end 10, a self-running moving part 56 that can run on the rail 55, and a welding head 57 attached to the self-running moving part 56.
- the welding head 57 includes a welding electrode 60, an AVC shaft 61, and a wire nozzle (not shown).
- the welding head 57 is configured to perform, for example, TIG welding as arc welding, and the welding electrode 60 is configured using tungsten or the like.
- the welding electrode 60 is disposed so that it can be welded from a horizontal direction orthogonal to a groove portion K formed by abutting in the vertical direction.
- An AVC (Arc Voltage Control) shaft 61 adjusts the distance between the welding electrode 60 and the welding surface, and is controlled by a control device (not shown).
- the AVC shaft 61 controls the distance of the welding electrode 60 to the welding surface so that the voltage between the welding electrode 60 and the welding surface is constant, thereby making the distance of the welding electrode 60 to the welding surface constant.
- the wire nozzle supplies the supplied welding wire (melting material) to the predetermined supply position with respect to the welding electrode 60.
- the welding wire used when welding the groove portion K is made of nickel-based alloy steel such as Inconel (registered trademark).
- the rail 55 has an inner peripheral rail 55 a provided on the inner peripheral surface of the safe end 10 and an outer peripheral rail 55 b provided on the outer peripheral surface of the safe end 10.
- the inner peripheral rail 55 a and the outer peripheral rail 55 b are extended in the circumferential direction along the peripheral surface of the safe end 10.
- the self-propelled moving unit 56 moves on the rail 55 at a predetermined speed.
- the wire reel 58 that supplies the welding wire toward the wire nozzle is attached to the self-propelled moving portion 56.
- the welding apparatus 50 when welding the groove part K by the welding head 57, the welding apparatus 50 generates arc discharge from the welding electrode 60 and melts the welding wire supplied from the wire nozzle, thereby the groove part K. Weld to. At this time, the welding head 57 performs welding over the entire circumference of the groove portion K while moving on the rail 55 by the self-running moving portion 56.
- the groove portion K is welded from the outer peripheral side, two welding devices 50 are used, and the two welding devices 50 are arranged on the outer peripheral rail 55b so that the phases are shifted by 180 °.
- the two welding apparatuses 50 are rotated in the same direction to perform welding, and if the two welding apparatuses 50 make a half turn, welding is performed over the entire circumference of the groove portion K. It can be carried out.
- one welding device 50 is used, and welding is performed by rotating one welding device 50 on the inner peripheral rail 55a.
- FIGS. 6 is an explanatory diagram regarding the groove portion before welding
- FIG. 7 is an explanatory diagram regarding the groove portion after temporary fixing
- FIG. 8 is an explanatory diagram regarding the groove portion after temporary outer surface welding.
- FIG. 9 is explanatory drawing regarding the groove part after a backhang
- FIG. 10 is explanatory drawing regarding the groove part after inner surface welding
- FIG. 11 is explanatory drawing regarding the groove part after outer surface welding. It is.
- a groove aligning step, a temporary fixing step, a first outer surface welding step, a back surface hanging step, an inner surface welding step, and a second outer surface welding step are sequentially performed.
- the groove alignment step and the temporary fixing step are performed before the water chamber mirror 1 is fixed to the fixing jig 20.
- the groove portion K formed between the nozzle 5 and the safe end 10 includes a nozzle-side protruding portion 71 protruding from the end surface of the nozzle 5 and a safe-end protruding portion 72 protruding from the end surface of the safe end 10. Are formed in the axial direction.
- the nozzle-side protruding portion 71 is formed by processing a build-up weld 75 that is welded to the end surface of the nozzle 5 using nickel-based alloy steel such as Inconel (registered trademark).
- the safe end side protrusion 72 is formed by processing the end surface of the safe end 10. At this time, the length L1 in the protruding direction of the nozzle-side protruding portion 71 is formed longer than the length L2 in the protruding direction of the safe end-side protruding portion 72.
- connection piece 80 is formed in a rectangular block shape, and a plurality of connection pieces 80 are provided in the circumferential direction along the inner peripheral surfaces of the nozzle 5 and the safe end 10.
- One end of the connecting piece 80 in the longitudinal direction is attached to the inner peripheral surface of the nozzle 5, and the other end in the longitudinal direction is attached to the inner peripheral surface of the safe end 10.
- the welding wire used in the welding apparatus 50 is made of nickel-based alloy steel, which is the same material as the nozzle-side protruding portion 71.
- welding is performed so that the welded portion M1 is positioned inside the thickness of the groove portion K in the horizontal direction.
- the connecting piece 80 that connects the nozzle 5 and the safe end 10 is removed in the back-lifting process after the first outer surface welding process. Thereafter, in the suspension process, the nozzle-side protruding portion 71 and the safe-end-side protruding portion 72 are removed from the inner peripheral side of the groove portion K while leaving the welded portion M1 welded in the first outer surface welding step. Sharpen like so.
- a welded part M2 is formed by performing welding in the horizontal direction from the inner peripheral side of the groove part K using one welding device 50. To do. Also at this time, the welding wire used in the welding apparatus 50 is made of nickel-based alloy steel, which is the same material as the nozzle side protrusion 71. In the inner surface welding process, welding is performed so that the welded part M2 exceeds the inner peripheral surfaces of the nozzle 5 and the safe end 10.
- the welding wire used in the welding apparatus 50 is made of nickel-based alloy steel, which is the same material as the nozzle side protrusion 71.
- welding is performed so that the welded part M3 exceeds the outer peripheral surfaces of the nozzle 5 and the safe end 10.
- the nozzle 5 and the safe end 10 can be connected by welding. Thereafter, in the post-processing step, the welded portion M2 on the inner peripheral surface side is shaved with a grinder or the like so as to be flush with the inner peripheral surface of the nozzle 5 and the safe end 10, and similarly, on the outer peripheral surface side.
- the welded part M3 is ground with a grinder or the like so as to be flush with the outer peripheral surfaces of the nozzle 5 and the safe end 10.
- welding can be performed in a state where the nozzle 5 is located on the upper side in the vertical direction and the safe end 10 is located on the lower side in the vertical direction.
- the groove part K is welded using the welding wire which becomes the same material as the nozzle side protrusion part 71, a part of safe end side protrusion part 72 will melt
- the welding wire to be melted that is, the welded portions M1, M2, and M3 are on the upper side in the vertical direction of the safe end side protruding portion 72, and the safe end side protruding portion 72 to be melted is in the vertical direction due to gravity.
- the melted safe end side protrusion 72 is less likely to be melted into the welds M1, M2, and M3.
- dissolve can be made small, the quality around welding part M1, M2, M3 is suitable. Can be.
- the length L1 in the protruding direction of the nozzle-side protruding portion 71 can be made longer than the length L2 in the protruding direction of the safe end-side protruding portion 72. For this reason, the range which the safe end side protrusion part 72 fuse
- melts can be made small. Therefore, since the range of the melted part where the welded parts M1, M2, M3 and the melted safe end side protruding part 72 melt can be further reduced, the quality around the welded parts M1, M2, M3 is suitable. Can be.
- the welding apparatus 50 can weld the groove portion K from the horizontal direction, the welding wire can be suitably melted toward the groove portion K.
- the fixing jig 20 can easily direct the protruding direction of the nozzle 5 to the lower side in the vertical direction.
- the fixing jig 20 by providing the water chamber mirror mounting section 25 with a plurality of receiving portions 32, the fixing jig 20 can easily position and mount the nozzle 5.
- the welding head 57 can be easily welded to the groove portion K over the entire circumference while moving along the rail 55 by the self-propelled moving portion 56.
- the welding method for the safe end pipe according to the second embodiment, the fixing jig and the welding apparatus used in this welding method will be described.
- the groove portion K is welded from the inner peripheral side and the outer peripheral side.
- the opening is opened.
- the tip K is welded only from the outer peripheral side.
- the welding apparatus 150 will be described with reference to FIG. Note that the fixing jig 20 is the same as that of the first embodiment, and thus the description thereof is omitted.
- FIG. 12 is a configuration diagram of a welding apparatus for welding a nozzle to be welded by the welding method according to the second embodiment.
- two welding apparatuses 150 are provided on the outer peripheral side of the safe end 100, and are arranged with a 180 ° phase shift so as to face each other with the safe end 100 interposed therebetween.
- the two welding apparatuses 150 are traveling on a common rail, the rail 155 provided in the safe end 100, the two self-propelled moving units 156 capable of self-propelling on the rail 155, and the two self-propelling units.
- Two welding heads 157 attached to the moving part 156 are provided.
- Each welding head 157 includes a welding electrode 160, an AVC shaft 161, and a wire nozzle (not shown).
- the welding electrode 160 is made of tungsten or the like, and is disposed so as to be welded from a horizontal direction orthogonal to a groove portion K formed by abutting in the vertical direction.
- the extending direction of the welding electrode 160 of one welding head 157 and the welding electrode 160 of the other welding head 157 out of the two welding heads 157 is slightly inclined with respect to the horizontal direction. Yes. That is, the welding electrode 160 of one welding head 157 is inclined slightly downward with respect to the horizontal direction because the distal end side thereof is located on the lower side in the vertical direction with respect to the proximal end side.
- each welding head 157 can be welded to the groove portion K from the horizontal direction with the welding electrode 160 inclined.
- Each AVC (Arc Voltage Control) shaft 161 adjusts the distance between each welding electrode 160 and the welding surface, and is controlled by a control device (not shown).
- the AVC shaft 161 keeps the distance of the welding electrode 60 to the welding surface by controlling the distance of the welding electrode 60 to the welding surface so that the voltage between the welding electrode 160 and the welding surface becomes constant.
- Each wire nozzle supplies the supplied welding wire (melting material) to each welding electrode 60 to a predetermined supply position.
- the welding wire used when welding the groove portion K is made of nickel-based alloy steel such as Inconel (registered trademark).
- the rail 155 is configured only by the outer peripheral rail 155b provided on the outer peripheral surface of the safe end 100.
- the outer peripheral rail 155 b extends in the circumferential direction along the peripheral surface of the safe end 100.
- the self-propelled moving unit 156 moves on the rail 155 at a predetermined speed.
- a wire reel 158 that supplies a welding wire toward the wire nozzle is attached to the self-propelled moving portion 156.
- each welding device 150 generates arc discharge from the welding electrode 60 and melts the welding wire supplied from the wire nozzle when welding the groove portion K by the welding head 157, thereby the groove portion. Weld to K. At this time, each welding head 157 performs welding over the entire circumference of the groove portion K while moving on the rail 155 by the self-running moving portion 156.
- welding is performed by rotating the two welding apparatuses 150 in the same direction on the outer peripheral rail 155b. At this time, one welding apparatus 150 performs welding on the lower side of the groove portion K because the welding electrode 160 is inclined downward with respect to the horizontal direction.
- the other welding device 150 performs welding on the upper side of the groove portion K because the welding electrode 160 is inclined upward with respect to the horizontal direction. For this reason, when the two welding apparatuses 150 perform welding over the entire circumference of the groove portion K, welding is alternately performed on the lower side and the upper side of the groove portion K.
- FIG. 13 is an explanatory diagram of a groove portion before welding in the welding method of the second embodiment
- FIG. 14 is an explanatory diagram of the groove portion during welding in the welding method of the second embodiment
- FIG. 15 is an explanatory view of the groove portion after welding in the welding method of the second embodiment
- FIG. 16 is an explanatory view of the groove portion after post-processing in the welding method of the second embodiment.
- a groove alignment process and an outer surface welding process are performed in order.
- the groove 5 is fitted over the entire circumference by abutting the nozzle 5 of the water chamber mirror 1 fixed to the fixing jig 20 and the safe end 100 in the axial direction.
- Part K is formed.
- the groove portion K formed between the nozzle 5 and the safe end 100 includes a nozzle-side protruding portion 171 protruding from the end surface of the nozzle 5 and a safe-end protruding portion 172 protruding from the end surface of the safe end 100. Are formed in the axial direction.
- the inner peripheral surface of the nozzle base 5 has different inner diameters on the base end side (the upper side in the drawing) and the end surface side (the lower side in the drawing).
- the diameter is larger than the inner diameter on the base end side. That is, on the end surface side of the inner peripheral surface of the nozzle 5, an inner peripheral convex portion 180 that protrudes as compared with the proximal end side of the inner peripheral surface of the nozzle 5 is formed.
- the thickness of the end face side of the nozzle 5 on which the inner peripheral convex portion 180 is formed is thicker than the thickness on the proximal end side of the nozzle 5 on which the inner peripheral convex portion 180 is not formed.
- this inner peripheral side convex part 180 is scraped off in a post-processing step after welding so that the thickness of the end face side of the nozzle 5 is the same as the thickness of the base end side.
- the nozzle-side projecting portion 171 is formed by processing a build-up weld 175 that is build-up welded to the end face of the nozzle 5 using a nickel-based alloy steel such as Inconel (registered trademark).
- the build-up weld 175 is formed to have the same thickness as the end face side of the nozzle 5 on which the inner peripheral convex portion 180 is formed.
- the nozzle side protrusion part 171 is located in the radial inside rather than the inner peripheral surface of the base end side of the nozzle 5 so that it may be located in the edge part inside radial direction, ie, the inner peripheral side convex part 180. And are formed so as to overlap in the axial direction.
- the safe end side protrusion 172 is formed by processing the end surface of the safe end 100 made of stainless steel, as in the first embodiment.
- the safe end 100 is formed such that at least the thickness of the end abutted on the nozzle 5 side is the same as the thickness on the end surface side of the nozzle 5 on which the inner peripheral convex portion 180 is formed.
- the safe end side protrusion part 172 is located in the radial inside rather than the internal peripheral surface of the base end side of the nozzle 5 so that it may be located in the edge part inside radial direction, and the inner peripheral side convex part 180. And are formed so as to overlap in the axial direction.
- the length L1 in the protruding direction of the nozzle-side protruding portion 171 is formed longer than the length L2 in the protruding direction of the safe end-side protruding portion 172.
- the welding wire used in the welding apparatus 150 is made of nickel-based alloy steel, which is the same material as the nozzle side protruding portion 171.
- welding is performed on the lower side of the groove portion K by one welding device 150, and welding is performed on the upper side of the groove portion K by the other welding device 150.
- the nozzle 5 and the safe end 100 can be connected by welding. Thereafter, in the post-processing step, the nozzle 5 is formed so as to have the same thickness as the base end side of the nozzle 5, that is, so that the inner peripheral surfaces of the nozzle 5 and the safe end 100 are flush with each other.
- the inner peripheral convex portion 180, the inner peripheral surface of the overlay welded portion 175, the groove portion K after welding, a part of the welded portion M4, and the inner peripheral surface of the safe end 100 are scraped by machining using a grinder or the like. It is.
- the weld portion M4 on the outer peripheral surface side is scraped off by machining using a grinder or the like so as to be flush with the outer peripheral surfaces of the nozzle 5 and the safe end 100.
- the groove portion K can be welded only from the outer peripheral side, so that the welding from the inner peripheral side is omitted compared to the welding method of the first embodiment.
- the time required for the welding operation can be shortened.
- the number of welding apparatuses 150 used in the welding method of the second embodiment is reduced as compared with the welding apparatus 150 used in the welding method of the first embodiment because the welding apparatus 150 on the inner peripheral surface side can be omitted. be able to. For this reason, the time required for the installation work of the welding apparatus 150 can also be shortened.
- Example 3 parts different from Example 2 will be described in order to avoid redundant description.
- welding is performed on the groove portion K only from the outer peripheral side, and the nozzle side protruding portion 171 (the overlay weld portion 175) is made of nickel-based alloy steel.
- the safe end side protrusion part 172 (safe end 100) was comprised using stainless steel.
- the groove portion K is welded only from the outer peripheral side, and the nozzle side protruding portion 271 is made of stainless steel, and the safe end protruding portion. 272 is made of stainless steel. That is, in Example 3, the nozzle side protrusion part 271 and the safe end side protrusion part 272 are comprised with the same material.
- a welding method of the safe end 100 using the fixing jig 20 and the two welding apparatuses 150 will be described with reference to FIGS. Note that the fixing jig 20 and the two welding apparatuses 150 are the same as those in the second embodiment, and thus the description thereof is omitted.
- FIG. 17 is an explanatory diagram of a groove portion before welding in the welding method of Example 3
- FIG. 18 is an explanatory diagram of the groove portion during welding in the welding method of Example 3.
- FIG. 19 is an explanatory diagram of a groove portion after welding in the welding method of Example 3
- FIG. 20 is an explanatory diagram of the groove portion after post-processing in the welding method of Example 3.
- the groove alignment step and the outer surface welding step are performed in order.
- the nozzle-side protruding portion 271 is formed by processing a build-up weld portion 275 that is build-up welded to the end surface of the nozzle 5 using stainless steel.
- the nozzle-side protruding portion 271 is positioned at the radially inner end, that is, positioned radially inward of the inner peripheral surface on the proximal end side of the nozzle 5 and the inner peripheral convex portion 280 and the shaft. It is formed to overlap in the direction.
- the safe end-side protruding portion 272 is formed by processing the end surface of the safe end 200 made of stainless steel, as in the second embodiment.
- the safe-end-side projecting portion 272 is positioned at the radially inner end, that is, located radially inward of the inner peripheral surface on the proximal end side of the nozzle 5 and the inner peripheral-side convex portion 280 and the shaft It is formed to overlap in the direction.
- the length L1 in the protruding direction of the nozzle-side protruding portion 271 is formed to be the same length as the length L2 in the protruding direction of the safe end-side protruding portion 272.
- the weld M ⁇ b> 4 is formed by performing welding in the horizontal direction from the outer periphery side of the groove K using two welding apparatuses 150.
- the welding wire used in the welding apparatus 150 is made of stainless steel, which is the same material as the nozzle side protruding portion 271 and the safe end side protruding portion 272.
- welding is performed on the center of the groove portion K in the vertical direction using one of the two welding apparatuses 150.
- the nozzle 5 and the safe end 200 can be connected by welding. Thereafter, in the post-processing step, the nozzle 5 is adjusted to have the same thickness as that of the proximal end of the nozzle 5, that is, the inner peripheral surfaces of the nozzle 5 and the safe end 200 are flush with each other.
- the inner peripheral convex portion 280, the inner peripheral surface of the overlay welded portion 275, the groove portion K after welding, a part of the welded portion M4, and the inner peripheral surface of the safe end 200 are scraped by machining using a grinder or the like. It is.
- the weld portion M4 on the outer peripheral surface side is scraped off by machining using a grinder or the like so as to be flush with the outer peripheral surfaces of the nozzle 5 and the safe end 200.
- the welding method of Example 3 since welding can be performed only on the groove portion K from the outer peripheral side, welding from the inner peripheral side is omitted compared to the welding method of Example 1. As a result, the time required for the welding operation can be shortened. Further, the number of welding apparatuses 150 used in the welding method of the third embodiment is reduced as compared with the welding apparatus 150 used in the welding method of the first embodiment because the welding apparatus 150 on the inner peripheral surface side can be omitted. be able to. For this reason, the time required for the installation work of the welding apparatus 150 can also be shortened.
- the groove portion K was welded by alternately performing the upper side welding and the lower side welding on the groove portion K.
- welding may be performed,
- the welding electrode 160 is inclined so as to be upward and downward.
- the welding electrode 60 of the two welding apparatuses 50 on the outer peripheral side may be inclined. . That is, the welding electrode 60 may be inclined as long as the groove portion K can be welded from the horizontal direction.
- Example 2 the nozzle side protrusion part 171 and the safe end side protrusion part 172 are made of different materials, and in Example 3, the nozzle side protrusion part 271 and the safe end side protrusion part 272 are made of the same material. However, also in Example 1, it is good also considering the nozzle side protrusion part 71 and the safe end side protrusion part 72 as the same material.
- the safe end pipe welding method, the fixing jig, and the welding apparatus according to the present invention are useful when welding a nozzle and a safe end pipe made of different materials, Suitable for welding safe-end piping to the nozzle provided in the water chamber mirror.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Optics & Photonics (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
管台5とセーフエンド10とを溶接するセーフエンドの溶接方法において、管台5とセーフエンド10との間に形成される開先部Kは、管台5の端面から突出する管台側突出部71と、セーフエンド10の端面から突出するセーフエンド側突出部72とを突き合わせることで形成され、管台側突出部71の突出方向の長さL1は、セーフエンド側突出部72の突出方向の長さL2に比して長くなっており、管台5が鉛直方向の上方側に位置し、セーフエンド用配管10が鉛直方向の下方側に位置した状態で、開先部Kに溶接を行う溶接工程を備え、溶接工程では、開先部Kの溶接に用いられる溶接ワイヤが、管台側突出部71を構成する材料と同じ材料である。
Description
本発明は、管台とセーフエンド用配管とを溶接するセーフエンド用配管の溶接方法、セーフエンド用配管の溶接方法に用いられる固定治具および溶接装置に関するものである。
従来、原子炉圧力容器に設けられたノズル(管台)に溶接されたセーフエンドを取り替えるセーフエンドの取替え方法が知られている(例えば、特許文献1参照)。この取替え方法では、ノズルおよびセーフエンドの軸方向が水平方向となった状態で溶接が行われている。
ところで、管台とセーフエンドとの間に形成される開先部を、管台と同じ材料の溶加材を用いて溶接することで、溶接部を形成した場合、溶接部には、管台側の材料とセーフエンド側の材料とが溶融して溶け込む溶融部分が形成される。溶接部周りの品質を良好なものとするためには、溶融部分の範囲は小さい方が好ましい。しかしながら、従来の溶接方法では、管台およびセーフエンドの軸方向が水平方向となっており、溶融した管台側の材料とセーフエンド側の材料とが、互いに重力方向に移動して溶け込むこととなる。このため、従来の溶接方法では、溶融部分の範囲を抑制することは困難である。
そこで、本発明は、管台とセーフエンド用配管との間に形成される開先部を溶接した溶接部周りの品質を好適なものとすることができるセーフエンド用配管の溶接方法、固定治具および溶接装置を提供することを課題とする。
本発明のセーフエンド用配管の溶接方法は、管台と、管台および配管をつなぐセーフエンド用配管とを溶接するセーフエンド用配管の溶接方法において、管台とセーフエンド用配管との間に形成される開先部は、管台の端面から突出する管台側突出部と、セーフエンド用配管の端面から突出するセーフエンド側突出部とを軸方向に突き合わせることで形成され、管台側突出部の突出方向における長さは、セーフエンド側突出部の突出方向における長さに比して長くなっており、管台が鉛直方向の上方側に位置する一方で、セーフエンド用配管が鉛直方向の下方側に位置した状態で、開先部に対し溶接を行う溶接工程を備え、溶接工程では、開先部の溶接に用いられる溶加材が、管台側突出部を構成する材料と同じ材料であることを特徴とする。
この構成によれば、管台が鉛直方向の上方側に位置し、セーフエンド用配管が鉛直方向の下方側に位置した状態で溶接することができる。このため、管台側突出部と同じ材料となる溶加材を用いて開先部を溶接すると、溶融する溶加材により、セーフエンド側突出部の一部が溶融する。このとき、溶融するセーフエンド側突出部は、重力により鉛直方向の下方側へ向けて移動し易くなることから、溶融するセーフエンド側突出部は、溶融する溶加材に溶け込み難くなる。また、管台側突出部の突出方向における長さは、セーフエンド側突出部の突出方向における長さに比して長くすることができる。このため、セーフエンド側突出部が溶融する範囲を小さいものとすることができる。これにより、溶融する溶加材と、溶融するセーフエンド側突出部とが溶け込む溶融部分の範囲を小さいものとすることができるため、開先部を溶接して得られる溶接部周りの品質を好適なものとすることができる。
この場合、溶接工程では、開先部に対し、水平方向から溶接を行うことが好ましい。
この構成によれば、開先部に対して水平方向から溶接することができるため、開先部へ向けて溶加材を好適に溶融させることができる。
この場合、管台側突出部は、管台を構成する材料と異なる材料を溶加材として用いて、管台の端面に肉盛溶接される肉盛溶接部を加工して形成されていることが好ましい。
この構成によれば、肉盛溶接部として、例えば、インコネル(登録商標)等のニッケル基の合金鋼を用いることにより、管台とセーフエンド用配管との間を、耐熱性や耐蝕性の優れたものとすることができる。
本発明の固定治具は、上記のセーフエンド用配管の溶接方法に用いられ、管台を所定の位置に固定する固定治具であって、管台は、容器の外面から突出するように設けられており、容器を載置可能な容器載置部と、容器載置部を支持する容器支持部と、容器支持部と容器載置部との間に設けられ、管台の突出方向が鉛直方向の下方側を向くように、容器支持部に対し容器載置部を回動させる回動部と、回動部による回動を規制して、容器載置部を固定する位置規制部と、を備えたことを特徴とする。
この構成によれば、容器を容器載置部に載置し、回動部を介して容器支持部に対し容器載置部を回動させることで、管台の突出方向が鉛直方向の下方側を向くように、簡単に移動させることができる。
この場合、容器には、外面から突出する突出部が設けられており、容器載置部は、突出部を受けて位置決めする受け部を有していることが好ましい。
この構成によれば、容器載置部に容器を簡単に位置決めすることができる。
本発明の溶接装置は、上記のセーフエンド用配管の溶接方法に用いられ、管台とセーフエンド用配管との間に形成される開先部に対し、溶接を行う溶接装置であって、セーフエンド用配管の周方向に設けられたレールと、レール上を自走する自走移動部と、自走移動部に設けられ、開先部に対し溶接を行う溶接ヘッドと、を備えたことを特徴とする。
この構成によれば、溶接ヘッドは、自走移動部によりレールに沿って移動しながら、開先部に対し簡単に溶接することができる。
本発明のセーフエンド用配管の溶接方法、固定治具および溶接装置によれば、溶加材とセーフエンド側突出部とが溶け込む溶融部分の範囲を小さいものとすることができるため、開先部を溶接することで形成される溶接部周りの品質を好適なものとすることができる。
以下、添付した図面を参照して、本発明に係るセーフエンド用配管の溶接方法、この溶接方法に用いられる固定治具および溶接装置について説明する。なお、以下の実施例によりこの発明が限定されるものではない。また、下記実施例における構成要素には、当業者が置換可能かつ容易なもの、或いは実質的に同一のものが含まれる。
本実施例に係るセーフエンド用配管の溶接方法は、容器の外面に設けられた管台と、セーフエンド用配管(以下、セーフエンドという)とを溶接により接続する方法である。この溶接方法では、固定治具により容器を所定の位置に固定した状態で、溶接装置により管台とセーフエンドとを溶接している。ここで、溶接対象となる容器は、例えば、加圧水型原子炉に用いられる蒸気発生器の圧力容器であり、特に、圧力容器の鉛直方向の下方側にある水室鏡である。なお、本実施例では、容器として水室鏡に適用して説明するが、管台を有する容器であれば、いずれであってもよい。以下、図1を参照して、溶接対象となる水室鏡について説明する。
図1は、本実施例に係る溶接方法の溶接対象となる管台が設けられた水室鏡の断面図である。図1に示すように、水室鏡1は、図示しない圧力容器の一部を構成しており、内部が中空となる半球形状に形成されている。水室鏡1は、鉛直方向の上方側が開口側となっており、鉛直方向の下方側が底部側となっている。水室鏡1は、開口面が水平となる状態が水平状態となり、開口面が傾斜となる状態が傾斜状態となる。水室鏡1は、例えば、低合金鋼で構成されており、水室鏡1の底部には、その外面1aから外側へ向けて突出する管台5と、内部と外部と連通するマンホール6とが設けられている。
管台5は、水室鏡1の外面1aから突出する突出方向が軸方向となる円筒形状に形成されており、軸方向において水室鏡1の内部と外部とを連通する連通口5aが形成されている。この管台5の端面には、セーフエンド10が溶接される。セーフエンド10は、ステンレス鋼で構成され、管台5と配管(図示省略)との間をつなぐ短管である。セーフエンド10を介して管台5に接続される配管は、ステンレス鋼で構成されていることから、予め管台5にステンレス鋼で構成されたセーフエンド10を溶接することで、セーフエンド10と配管とを同じ材料とすることができる。これにより、セーフエンド10を介して管台5に配管を簡単に溶接することが可能となる。また、マンホール6は、水室鏡1の内部への作業通用口となっている。
次に、図2ないし図4を参照して、水室鏡1を固定する固定治具20について説明する。図2は、水室鏡を傾斜させた状態で固定した固定治具の側面図であり、図3は、水室鏡を水平にした状態で固定した固定治具の側面図であり、図4は、水室鏡を水平にした状態で固定した固定治具の平面図である。図2ないし図4に示すように、固定治具20は、水室鏡1を回動可能に支持しており、水室鏡1を回動させることで、管台5の突出方向を鉛直方向の下方側となるように移動させて固定している。
固定治具20は、水室鏡1を載置する水室鏡載置部(容器載置部)25と、水室鏡載置部25を支持する支持部(容器支持部)26と、水室鏡載置部25と支持部26との間に設けられた回動機構(回動部)27と、回動機構27による回動を規制する位置規制部28とを備えている。
図4に示すように、水室鏡載置部25は、水室鏡1の開口側における直径よりも大径となる円環状の載置枠31と、載置枠31から径方向中心側へ向けて突出するように設けられた複数の受け部32とを有している。載置枠31は、その内側に水室鏡1を収容可能となっている。この載置枠31の外周面には、180°対向する位置(図示左右側)に、回動機構27の回動軸Tが一対設けられており、載置枠31は、一対の回動軸Tを結ぶ軸線Lを中心に回動可能に構成されている。また、載置枠31の外周面には、軸線Lに直交する線上の一方の位置(図示上側)に、後述する位置決め棒45の一端が取り付けられる上側棒取付部33が設けられ、軸線Lに直交する線上の他方の位置(図示下側)に、後述する連結ワイヤ46の一端が取り付けられる上側連結取付部34が設けられている。
なお、図1では、図示は省略したが、図2ないし図4に示すように、水室鏡1の外面1aには、複数の突出部7が設けられている。本実施例では、複数の突出部7は4つ設けられ、4つの突出部7は、水室鏡1の外面1aに対し、90°ずつ位相をずらして、等間隔に設けられている。そして、本実施例では、複数の受け部32は、突出部7に応じて4つ設けられ、4つの受け部32は、載置枠31に対し、90°ずつ位相をずらして、等間隔に設けられている。これにより、4つの受け部32は、4つの突出部7を受けて位置決めすることができる。なお、4つの受け部32は、水室鏡1の大きさに応じて、径方向への突出長さを変更可能に構成してもよい。
よって、水室鏡載置部25は、載置枠31の内側に水室鏡1が収容されると、水室鏡1の複数の突出部7が複数の受け部32によって受けられ、これにより、水室鏡1は、水室鏡載置部25に位置決めされる。
支持部26は、地面上に配設された支持台37と、支持台37上に立設した一対の支持脚38とを有している。支持台37には、上側棒取付部33の下方の位置に、後述する位置決め棒45の他端が取り付けられる下側棒取付部39が設けられ、上側連結取付部34の下方の位置に、後述する連結ワイヤ46の他端が取り付けられる下側連結取付部40が設けられている。
一対の支持脚38は、水室鏡載置部25を挟んで軸線Lの両側に設けられており、回動機構27を介して水室鏡載置部25を支持している。各支持脚38は、鉛直方向の上方側から下方側へ向けて二股に分かれた形状となっている。一対の支持脚38の鉛直方向の上方側には、回動機構27の軸受部41がそれぞれ設けられている。
回動機構27は、上記の載置枠31に設けられた一対の回動軸Tと、上記の一対の支持脚38に設けられた一対の軸受部41とを有している。よって、一対の軸受部41に対し、一対の回動軸Tが回動することで、一対の支持脚38に対し、載置枠31が回動する。
位置規制部28は、上側棒取付部33と下側棒取付部39との間を連結する位置決め棒45と、上側連結取付部34と下側連結取付部40との間を連結する連結ワイヤ46とを有している。位置決め棒45は、長尺の位置決め棒45aと、短尺の位置決め棒45bとがあり、水室鏡1を水平状態とする場合は、短尺の位置決め棒45bを用いて、上側棒取付部33と下側棒取付部39との間を連結する。一方で、水室鏡1を傾斜状態とする場合は、長尺の位置決め棒45aを用いて、上側棒取付部33と下側棒取付部39との間を連結する。連結ワイヤ46は、水室鏡1が傾斜状態のときに、上側連結取付部34と下側連結取付部40との間を連結する。これにより、位置規制部28は、連結ワイヤ46を用いることで、水平状態よりも不安定となる傾斜状態の水室鏡1をより強固に固定することが可能となる。
従って、固定治具20を用いて水室鏡1を固定する場合、先ず、短尺の位置決め棒45bを取り付けて、載置枠31を水平状態に固定し、この状態で、水室鏡1を水室鏡載置部25に位置決めして固定する(図3参照)。この後、短尺の位置決め棒45bを取り外し、回動機構27を介して支持部26に対し水室鏡載置部25を回動させることで、管台5の突出方向が鉛直方向の下方側となるように移動させる。そして、長尺の位置決め棒45aを取り付けて、載置枠31(水室鏡1)を傾斜状態に固定する(図2参照)。これにより、管台5は、セーフエンド10に対し鉛直方向の上方側に位置することとなり、また、セーフエンド10は、管台5に対し鉛直方向の下方側に位置することとなる。この状態で、下記する溶接装置50を用いて、管台5とセーフエンド10とを溶接する。
続いて、図5を参照し、溶接装置50について説明する。図5は、管台を溶接する溶接装置の構成図である。この溶接装置50は、管台5とセーフエンド10とを軸方向に突き合わせることにより全周に形成された開先部Kに対して溶接を行うものである。溶接装置50は、セーフエンド10に設けられたレール55と、レール55上を自走可能な自走移動部56と、自走移動部56に取り付けられた溶接ヘッド57とを備えている。
溶接ヘッド57は、溶接電極60と、AVC軸61と、図示しないワイヤノズルとを備えている。溶接ヘッド57は、アーク溶接として、例えば、TIG溶接を実行可能に構成されており、溶接電極60は、タングステン等を用いて構成されている。溶接電極60は、鉛直方向に突き合わせて形成された開先部Kに対して、直交する水平方向から溶接可能なように配設されている。AVC(Arc Voltage Control)軸61は、溶接電極60と溶接面との間の距離を調整するものであり、図示しない制御装置によって制御されている。AVC軸61は、溶接電極60と溶接面との間における電圧が一定となるように、溶接面に対する溶接電極60の距離を制御することで、溶接面に対する溶接電極60の距離を一定としている。ワイヤノズルは、供給される溶接ワイヤ(溶加材)を、溶接電極60に対し、所定の供給位置へ供給している。ここで、開先部Kを溶接する際に用いられる溶接ワイヤは、インコネル(登録商標)等のニッケル基の合金鋼で構成されている。
レール55は、セーフエンド10の内周面に設けられた内周レール55aと、セーフエンド10の外周面に設けられた外周レール55bとを有している。内周レール55aおよび外周レール55bは、セーフエンド10の周面に沿って周方向に延設されている。
自走移動部56は、レール55上を所定の速度で移動するものである。なお、ワイヤノズルへ向けて溶接ワイヤを供給するワイヤリール58は、自走移動部56に取り付けられている。
従って、溶接装置50は、溶接ヘッド57により開先部Kに溶接を行う場合、溶接電極60からアーク放電を発生させて、ワイヤノズルから供給される溶接ワイヤを溶融することで、開先部Kに溶接を行う。このとき、溶接ヘッド57は、自走移動部56によりレール55上を移動しながら、開先部Kの全周に亘って溶接を行う。ここで、開先部Kを外周側から溶接する場合、溶接装置50を2台用い、外周レール55b上において、2台の溶接装置50が対向するように、180°位相をずらして配置する。そして、外周レール55b上において、2台の溶接装置50を同方向に周回させて溶接を行うことで、2台の溶接装置50が半周すれば、開先部Kの全周に亘って溶接を行うことができる。一方で、開先部Kを内周側から溶接する場合、溶接装置50を1台用い、内周レール55a上において、1台の溶接装置50を周回させて溶接を行う。
次に、図6ないし図11を参照して、固定治具20および溶接装置50を用いたセーフエンド10の溶接方法について説明する。図6は、溶接前の開先部に関する説明図であり、図7は、仮止め後の開先部に関する説明図であり、図8は、仮外面溶接後の開先部に関する説明図である。また、図9は、裏はつり後の開先部に関する説明図であり、図10は、内面溶接後の開先部に関する説明図であり、図11は、外面溶接後の開先部に関する説明図である。この溶接方法では、開先合わせ工程と、仮止め工程と、第1外面溶接工程と、裏はつり工程と、内面溶接工程と、第2外面溶接工程とを順に行っている。なお、開先合わせ工程および仮止め工程は、固定治具20に水室鏡1を固定する前に行われている。
図6に示すように、開先合わせ工程では、管台5とセーフエンド10とを軸方向に突き合わせることで、全周に亘って開先部Kを形成している。ここで、開先部K周りの構成について具体的に説明する。管台5とセーフエンド10との間に形成される開先部Kは、管台5の端面から突出する管台側突出部71と、セーフエンド10の端面から突出するセーフエンド側突出部72とを軸方向に突き合わせることで形成されている。管台側突出部71は、インコネル(登録商標)等のニッケル基の合金鋼を用いて、管台5の端面に肉盛溶接された肉盛溶接部75を加工して形成されている。セーフエンド側突出部72は、セーフエンド10の端面を加工して形成されている。このとき、管台側突出部71の突出方向における長さL1は、セーフエンド側突出部72の突出方向における長さL2に比して長く形成されている。
図7に示すように、開先合わせ工程後の仮止め工程では、管台5とセーフエンド10とを連結ピース80により連結する。連結ピース80は、長方体のブロック形状に形成され、管台5およびセーフエンド10の内周面に沿って周方向に複数設けられている。連結ピース80は、その長手方向の一端が管台5の内周面に取り付けられ、その長手方向の他端がセーフエンド10の内周面に取り付けられている。
図8に示すように、仮止め工程後の第1外面溶接工程では、2台の溶接装置50を用いて、開先部Kの外周側から水平方向に溶接を行うことで、溶接部M1を形成する。このとき、溶接装置50で用いられる溶接ワイヤは、管台側突出部71と同じ材料であるニッケル基の合金鋼が用いられる。第1外面溶接工程では、溶接部M1が、開先部Kの水平方向における厚さの内部に位置するように、溶接が行われる。
図9に示すように、第1外面溶接工程後の裏はつり工程では、管台5とセーフエンド10とを連結する連結ピース80を取り外す。この後、裏はつり工程では、第1外面溶接工程で溶接された溶接部M1を残しつつ、開先部Kの内周側から、管台側突出部71およびセーフエンド側突出部72を除去するように削る。
図10に示すように、裏はつり工程後の内面溶接工程では、1台の溶接装置50を用いて、開先部Kの内周側から水平方向に溶接を行うことで、溶接部M2を形成する。このときも、溶接装置50で用いられる溶接ワイヤは、管台側突出部71と同じ材料であるニッケル基の合金鋼が用いられる。内面溶接工程では、溶接部M2が、管台5およびセーフエンド10の内周面を超えるように、溶接が行われる。
図11に示すように、内面溶接工程後の第2外面溶接工程では、2台の溶接装置50を用いて、開先部Kの外周側から水平方向に溶接を行うことで、溶接部M3を形成する。このときも、溶接装置50で用いられる溶接ワイヤは、管台側突出部71と同じ材料であるニッケル基の合金鋼が用いられる。第2外面溶接工程では、溶接部M3が、管台5およびセーフエンド10の外周面を超えるように、溶接が行われる。
上記のように各工程を順に行うことで、管台5とセーフエンド10とを溶接により接続することができる。この後、後処理工程において、内周面側の溶接部M2が、管台5およびセーフエンド10の内周面と面一となるように、グラインダ等で削られ、同様に、外周面側の溶接部M3が、管台5およびセーフエンド10の外周面と面一となるように、グラインダ等で削られる。
以上のように、実施例1の溶接方法によれば、管台5が鉛直方向の上方側に位置し、セーフエンド10が鉛直方向の下方側に位置した状態で溶接することができる。このため、管台側突出部71と同じ材料となる溶接ワイヤを用いて開先部Kを溶接すると、溶融する溶接ワイヤにより、セーフエンド側突出部72の一部が溶融する。このとき、溶融する溶接ワイヤ、すなわち、溶接部M1,M2,M3は、セーフエンド側突出部72の鉛直方向の上方側となっており、溶融するセーフエンド側突出部72は、重力により鉛直方向の下方側へ向けて移動し易くなる。この場合、溶融するセーフエンド側突出部72は、溶接部M1,M2,M3に溶け込み難くなる。これにより、溶接部M1,M2,M3と、溶融するセーフエンド側突出部72とが溶け込む溶融部分の範囲を小さいものとすることができるため、溶接部M1,M2,M3周りの品質を好適なものとすることができる。
また、管台側突出部71の突出方向における長さL1は、セーフエンド側突出部72の突出方向における長さL2に比して長くすることができる。このため、セーフエンド側突出部72が溶融する範囲を小さいものとすることができる。よって、溶接部M1,M2,M3と、溶融するセーフエンド側突出部72とが溶け込む溶融部分の範囲を、さらに小さいものとすることができるため、溶接部M1,M2,M3周りの品質を好適なものとすることができる。
また、溶接装置50は、開先部Kに対して水平方向から溶接することができるため、開先部Kへ向けて溶接ワイヤを好適に溶融させることができる。
また、管台5の端面に、インコネル(登録商標)等のニッケル基の合金鋼を用いて、肉盛溶接部75を形成することで、管台5とセーフエンド10との間を、耐熱性や耐蝕性の優れたものとすることができる。
また、固定治具20を用いることにより、水室鏡1を水室鏡載置部25に載置し、回動機構27を介して支持部26に対し水室鏡載置部25を回動させることで、固定治具20は、管台5の突出方向を、鉛直方向の下方側へ簡単に向けることができる。
また、固定治具20において、水室鏡載置部25に複数の受け部32を設けることで、固定治具20は、管台5を簡単に位置決めして載置することができる。
また、溶接装置50を用いることにより、溶接ヘッド57は、自走移動部56によりレール55上に沿って移動しながら、開先部Kに対し全周に亘って簡単に溶接することができる。
続いて、実施例2に係るセーフエンド用配管の溶接方法、この溶接方法に用いられる固定治具および溶接装置について説明する。なお、実施例2では、重複した記載を避けるべく、実施例1と異なる部分についてのみ説明する。実施例1のセーフエンド用配管10の溶接方法では、開先部Kに対し、内周側および外周側から溶接を行っていたが、実施例2のセーフエンド用配管100の溶接方法では、開先部Kに対し、外周側からのみ溶接を行っている。ここで、図12を参照して、溶接装置150について説明する。なお、固定治具20は、実施例1と同様であるため、説明を省略する。
図12は、実施例2に係る溶接方法の溶接対象となる管台を溶接する溶接装置の構成図である。図12に示すように、溶接装置150は、セーフエンド100の外周側に2台設けられており、セーフエンド100を挟んで対向するように、180°位相をずらして配置されている。2台の溶接装置150は、共用のレール上を走行しており、セーフエンド100に設けられたレール155と、レール155上を自走可能な2つの自走移動部156と、2つの自走移動部156にそれぞれ取り付けられた2つの溶接ヘッド157とを備えている。
各溶接ヘッド157は、溶接電極160と、AVC軸161と、図示しないワイヤノズルとを備えている。溶接電極160は、タングステン等を用いて構成され、鉛直方向に突き合わせて形成された開先部Kに対して、直交する水平方向から溶接可能なように配設されている。このとき、2つの溶接ヘッド157のうち、一方の溶接ヘッド157の溶接電極160と、他方の溶接ヘッド157の溶接電極160とは、その延在方向が、水平方向に対して僅かに傾斜している。つまり、一方の溶接ヘッド157の溶接電極160は、その先端側が、基端側に対して鉛直方向の下方側に位置していることから、水平方向に対して僅かに下向きに傾斜している。また、他方の溶接ヘッド157の溶接電極160は、その先端側が、基端側に対して鉛直方向の上方側に位置していることから、水平方向に対して僅かに上向きに傾斜している。つまり、各溶接ヘッド157は、その溶接電極160が傾斜した状態で、開先部Kに対し、水平方向から溶接可能となっている。
各AVC(Arc Voltage Control)軸161は、各溶接電極160と溶接面との間の距離を調整するものであり、図示しない制御装置によって制御されている。AVC軸161は、溶接電極160と溶接面との間における電圧が一定となるように、溶接面に対する溶接電極60の距離を制御することで、溶接面に対する溶接電極60の距離を一定としている。各ワイヤノズルは、供給される溶接ワイヤ(溶加材)を、各溶接電極60に対し、所定の供給位置へ供給している。ここで、開先部Kを溶接する際に用いられる溶接ワイヤは、インコネル(登録商標)等のニッケル基の合金鋼で構成されている。
レール155は、セーフエンド100の外周面に設けられた外周レール155bのみで構成されている。外周レール155bは、セーフエンド100の周面に沿って周方向に延設されている。
自走移動部156は、レール155上を所定の速度で移動するものである。なお、ワイヤノズルへ向けて溶接ワイヤを供給するワイヤリール158は、自走移動部156に取り付けられている。
従って、各溶接装置150は、溶接ヘッド157により開先部Kに溶接を行う場合、溶接電極60からアーク放電を発生させて、ワイヤノズルから供給される溶接ワイヤを溶融することで、開先部Kに溶接を行う。このとき、各溶接ヘッド157は、自走移動部156によりレール155上を移動しながら、開先部Kの全周に亘って溶接を行う。ここで、2台の溶接装置150を用いて、開先部Kを外周側から溶接する場合、外周レール155b上において、2台の溶接装置150を同方向に周回させて溶接を行う。このとき、一方の溶接装置150は、その溶接電極160が水平方向に対して下向きに傾斜していることから、開先部Kの下方側に溶接を行う。また、他方の溶接装置150は、その溶接電極160が水平方向に対して上向きに傾斜していることから、開先部Kの上方側に溶接を行う。このため、2台の溶接装置150は、開先部Kの全周に亘って溶接を行うと、開先部Kの下方側および上方側に溶接が交互に行われる。
次に、図13から図16を参照して、固定治具20および2台の溶接装置150を用いたセーフエンド100の溶接方法について説明する。図13は、実施例2の溶接方法における溶接前の開先部の説明図であり、図14は、実施例2の溶接方法における溶接中の開先部の説明図である。また、図15は、実施例2の溶接方法における溶接後の開先部の説明図であり、図16は、実施例2の溶接方法における後処理後の開先部の説明図である。この溶接方法では、開先合わせ工程と、外面溶接工程と、を順に行っている。
図13に示すように、開先合わせ工程では、固定治具20に固定された水室鏡1の管台5とセーフエンド100とを軸方向に突き合わせることで、全周に亘って開先部Kを形成している。ここで、開先部K周りの構成について具体的に説明する。管台5とセーフエンド100との間に形成される開先部Kは、管台5の端面から突出する管台側突出部171と、セーフエンド100の端面から突出するセーフエンド側突出部172とを軸方向に突き合わせることで形成されている。ここで、管台5の内周面は、基端側(図示上側)と端面側(図示下側)とで、内径が異なっており、管台5の端面側の内径は、管台5の基端側の内径に比して大径となっている。つまり、管台5の内周面の端面側には、管台5の内周面の基端側に比して突出する内周側凸部180が形成されている。内周側凸部180が形成された管台5の端面側の厚さは、内周側凸部180が形成されていない管台5の基端側の厚さに比して厚くなっている。なお、この内周側凸部180は、管台5の端面側の厚さが、基端側の厚さと同じ厚みとなるように、溶接後の後処理工程において削り取られる。
管台側突出部171は、インコネル(登録商標)等のニッケル基の合金鋼を用いて、管台5の端面に肉盛溶接された肉盛溶接部175を加工して形成される。この肉盛溶接部175は、内周側凸部180が形成された管台5の端面側の厚さと同じ厚さとなるように形成される。そして、管台側突出部171は、径方向内側の端部に位置するように、つまり、管台5の基端側の内周面よりも径方向内側に位置して内周側凸部180と軸方向に重なるように形成されている。
セーフエンド側突出部172は、実施例1と同様に、ステンレス鋼で構成されたセーフエンド100の端面を加工して形成されている。セーフエンド100は、少なくとも管台5側に突き合わせる端部の厚さが、内周側凸部180が形成された管台5の端面側の厚さと同じ厚さとなるように形成される。そして、セーフエンド側突出部172は、径方向内側の端部に位置するように、つまり、管台5の基端側の内周面よりも径方向内側に位置して内周側凸部180と軸方向に重なるように形成されている。
また、管台側突出部171の突出方向における長さL1は、セーフエンド側突出部172の突出方向における長さL2に比して長く形成されている。
図14に示すように、開先合わせ工程後の外周溶接工程では、2台の溶接装置150を用いて、開先部Kの外周側から水平方向に溶接を行うことで、溶接部M4を形成する。このとき、溶接装置150で用いられる溶接ワイヤは、管台側突出部171と同じ材料であるニッケル基の合金鋼が用いられる。外周溶接工程では、溶接部M4を形成する際、一方の溶接装置150により開先部Kの下方側に溶接を行い、他方の溶接装置150により開先部Kの上方側に溶接を行う。そして、2台の溶接装置150が開先部Kの外周を同じ周方向に移動することで、開先部Kに対する上方側の溶接と下方側の溶接とが交互に行われる。これにより、開先部Kを突き合わせることにより、肉盛溶接部175の端面とセーフエンド100の端面とによって形成される空間が広い場合であっても、好適に溶接を行うことができる。そして、図15に示すように、外周溶接工程では、溶接部M4が管台5およびセーフエンド100の外周面を超えるように、溶接が行われる。
上記のように各工程を順に行うことで、管台5とセーフエンド100とを溶接により接続することができる。この後、後処理工程では、管台5の基端側の厚さと同じ厚さとなるように、すなわち、管台5およびセーフエンド100の内周面が面一となるように、管台5の内周側凸部180、肉盛溶接部175の内周面、溶接後の開先部K、溶接部M4の一部およびセーフエンド100の内周面が、グラインダ等を用いた機械加工により削り取られる。同様に、後処理工程では、外周面側の溶接部M4が、管台5およびセーフエンド100の外周面と面一となるように、グラインダ等を用いた機械加工により削り取られる。
以上のように、実施例2の溶接方法によれば、開先部Kに対し、外周側からのみ溶接を行うことができるため、実施例1の溶接方法と比べ内周側からの溶接を省くことができ、これにより、溶接作業に要する時間を短縮することができる。また、実施例2の溶接方法に用いる溶接装置150の台数は、実施例1の溶接方法に用いる溶接装置150に比して、内周面側の溶接装置150を省くことができる分、少なくすることができる。このため、溶接装置150の設置作業に要する時間も短縮することができる。
続いて、実施例3に係るセーフエンド用配管の溶接方法、この溶接方法に用いられる固定治具および溶接装置について説明する。なお、実施例3でも、重複した記載を避けるべく、実施例2と異なる部分について説明する。実施例2のセーフエンド用配管100の溶接方法では、開先部Kに対し、外周側からのみ溶接を行うと共に、管台側突出部171(肉盛溶接部175)をニッケル基の合金鋼を用いて構成し、セーフエンド側突出部172(セーフエンド100)をステンレス鋼を用いて構成した。実施例3のセーフエンド用配管200の溶接方法では、開先部Kに対し、外周側からのみ溶接を行うと共に、管台側突出部271をステンレス鋼を用いて構成し、セーフエンド側突出部272をステンレス鋼を用いて構成している。つまり、実施例3では、管台側突出部271とセーフエンド側突出部272とが同じ材料で構成されている。ここで、図17から図20を参照して、固定治具20および2台の溶接装置150を用いたセーフエンド100の溶接方法について説明する。なお、固定治具20および2台の溶接装置150については、実施例2と同様であるため、説明を省略する。
図17は、実施例3の溶接方法における溶接前の開先部の説明図であり、図18は、実施例3の溶接方法における溶接中の開先部の説明図である。図19は、実施例3の溶接方法における溶接後の開先部の説明図であり、図20は、実施例3の溶接方法における後処理後の開先部の説明図である。この溶接方法では、実施例2と同様に、開先合わせ工程と、外面溶接工程と、を順に行っている。なお、実施例3の溶接方法でも、実施例2と異なる部分について説明する。
図17に示すように、管台側突出部271は、ステンレス鋼を用いて、管台5の端面に肉盛溶接された肉盛溶接部275を加工して形成される。管台側突出部271は、径方向内側の端部に位置するように、つまり、管台5の基端側の内周面よりも径方向内側に位置して内周側凸部280と軸方向に重なるように形成されている。
セーフエンド側突出部272は、実施例2と同様に、ステンレス鋼で構成されたセーフエンド200の端面を加工して形成されている。セーフエンド側突出部272は、径方向内側の端部に位置するように、つまり、管台5の基端側の内周面よりも径方向内側に位置して内周側凸部280と軸方向に重なるように形成されている。
また、管台側突出部271の突出方向における長さL1は、セーフエンド側突出部272の突出方向における長さL2と同じ長さに形成されている。
図18に示すように、開先合わせ工程後の外周溶接工程では、2台の溶接装置150を用いて、開先部Kの外周側から水平方向に溶接を行うことで、溶接部M4を形成する。このとき、溶接装置150で用いられる溶接ワイヤは、管台側突出部271およびセーフエンド側突出部272と同じ材料であるステンレス鋼が用いられる。外周溶接工程では、溶接部M4を形成する際、先ず、2台の溶接装置150のいずれか一方を用いて、開先部Kの鉛直方向の中央に溶接を行う。この後、外周溶接工程では、一方の溶接装置150により開先部Kの下方側に溶接を行い、他方の溶接装置150により開先部Kの上方側に溶接を行う。そして、2台の溶接装置150が開先部Kの外周を同じ周方向に移動することで、開先部Kに対する上方側の溶接と下方側の溶接とが交互に行われる。そして、図19に示すように、外周溶接工程では、溶接部M4が管台5およびセーフエンド200の外周面を超えるように、溶接が行われる。
上記のように各工程を順に行うことで、管台5とセーフエンド200とを溶接により接続することができる。この後、後処理工程では、管台5の基端側の厚さと同じ厚さとなるように、すなわち、管台5およびセーフエンド200の内周面が面一となるように、管台5の内周側凸部280、肉盛溶接部275の内周面、溶接後の開先部K、溶接部M4の一部およびセーフエンド200の内周面が、グラインダ等を用いた機械加工により削り取られる。同様に、後処理工程では、外周面側の溶接部M4が、管台5およびセーフエンド200の外周面と面一となるように、グラインダ等を用いた機械加工により削り取られる。
以上のように、実施例3の溶接方法によれば、開先部Kに対し、外周側からのみ溶接を行うことができるため、実施例1の溶接方法と比べ内周側からの溶接を省くことができ、これにより、溶接作業に要する時間を短縮することができる。また、実施例3の溶接方法に用いる溶接装置150の台数は、実施例1の溶接方法に用いる溶接装置150に比して、内周面側の溶接装置150を省くことができる分、少なくすることができる。このため、溶接装置150の設置作業に要する時間も短縮することができる。
なお、実施例2および3では、外周側からのみ溶接を行ったが、内周側からのみ溶接を行ってもよい。この場合、開先部K周りの構成は、外周側と内周側とで反対の構成とすることが好ましく、2台の溶接装置150は、内周側に設けられ、開先部Kの内周側から溶接を行うことが好ましい。
また、実施例2および3では、開先部Kに対する上方側の溶接と下方側の溶接とを交互に行うことで、開先部Kに溶接を行った。しかしながら、開先部Kを突き合わせることにより、肉盛溶接部175,275の端面とセーフエンド100,200の端面とによって形成される空間が狭い場合、開先部Kの鉛直方向の中央にのみ溶接を行ってもよい、
また、実施例2および3では、溶接電極160を上向きおよび下向きとなるように傾斜させたが、実施例1においても、外周側の2台の溶接装置50の溶接電極60を傾斜させてもよい。つまり、開先部Kに対し、水平方向から溶接可能であれば、溶接電極60が傾斜していてもよい。
また、実施例2では、管台側突出部171とセーフエンド側突出部172とを異なる材料とし、実施例3では、管台側突出部271とセーフエンド側突出部272とを同じ材料としたが、実施例1でも、管台側突出部71とセーフエンド側突出部72とを同じ材料としてもよい。
以上のように、本発明に係るセーフエンド用配管の溶接方法、固定治具および溶接装置は、異なる材料で構成された管台とセーフエンド用配管とを溶接する場合において有用であり、特に、水室鏡に設けられた管台にセーフエンド用配管を溶接する場合に適している。
1 水室鏡
5 管台
6 マンホール
7 突出部
10 セーフエンド
20 固定治具
25 水室鏡載置部
26 支持部
27 回動機構
28 位置規制部
31 載置枠
32 受け部
37 支持台
38 支持脚
41 軸受部
45 位置決め棒
46 連結ワイヤ
50 溶接装置
55 レール
56 自走移動部
57 溶接ヘッド
58 ワイヤリール
71 管台側突出部
72 セーフエンド側突出部
75 肉盛溶接部
80 連結ピース
100 セーフエンド用配管(実施例2)
150 溶接装置(実施例2)
155 レール(実施例2)
156 自走移動部(実施例2)
157 溶接ヘッド(実施例2)
158 ワイヤリール(実施例2)
171 管台側突出部(実施例2)
172 セーフエンド側突出部(実施例2)
175 肉盛溶接部(実施例2)
180 内周側凸部(実施例2)
200 セーフエンド用配管(実施例3)
271 管台側突出部(実施例3)
272 セーフエンド側突出部(実施例3)
275 肉盛溶接部(実施例3)
280 内周側凸部(実施例3)
T 回動軸
L 軸線
K 開先部
L1 管台側突出部の長さ
L2 セーフエンド側突出部の長さ
M1 第1外面溶接工程で形成された溶接部
M2 内面溶接工程で形成された溶接部
M3 第2外面溶接工程で形成された溶接部
M4 外面溶接工程で形成された溶接部
5 管台
6 マンホール
7 突出部
10 セーフエンド
20 固定治具
25 水室鏡載置部
26 支持部
27 回動機構
28 位置規制部
31 載置枠
32 受け部
37 支持台
38 支持脚
41 軸受部
45 位置決め棒
46 連結ワイヤ
50 溶接装置
55 レール
56 自走移動部
57 溶接ヘッド
58 ワイヤリール
71 管台側突出部
72 セーフエンド側突出部
75 肉盛溶接部
80 連結ピース
100 セーフエンド用配管(実施例2)
150 溶接装置(実施例2)
155 レール(実施例2)
156 自走移動部(実施例2)
157 溶接ヘッド(実施例2)
158 ワイヤリール(実施例2)
171 管台側突出部(実施例2)
172 セーフエンド側突出部(実施例2)
175 肉盛溶接部(実施例2)
180 内周側凸部(実施例2)
200 セーフエンド用配管(実施例3)
271 管台側突出部(実施例3)
272 セーフエンド側突出部(実施例3)
275 肉盛溶接部(実施例3)
280 内周側凸部(実施例3)
T 回動軸
L 軸線
K 開先部
L1 管台側突出部の長さ
L2 セーフエンド側突出部の長さ
M1 第1外面溶接工程で形成された溶接部
M2 内面溶接工程で形成された溶接部
M3 第2外面溶接工程で形成された溶接部
M4 外面溶接工程で形成された溶接部
Claims (10)
- 管台と、前記管台および配管をつなぐセーフエンド用配管とを溶接するセーフエンド用配管の溶接方法において、
前記管台と前記セーフエンド用配管との間に形成される開先部は、前記管台の端面から突出する管台側突出部と、前記セーフエンド用配管の端面から突出するセーフエンド側突出部とを軸方向に突き合わせることで形成され、
前記管台側突出部の突出方向における長さは、前記セーフエンド側突出部の突出方向における長さに比して長くなっており、
前記管台が鉛直方向の上方側に位置する一方で、前記セーフエンド用配管が鉛直方向の下方側に位置した状態で、前記開先部に対し溶接を行う溶接工程を備え、
前記溶接工程では、前記開先部の溶接に用いられる溶加材が、前記管台側突出部を構成する材料と同じ材料であることを特徴とするセーフエンド用配管の溶接方法。 - 前記溶接工程では、前記開先部に対し、水平方向から溶接を行うことを特徴とする請求項1に記載のセーフエンド用配管の溶接方法。
- 前記管台側突出部は、前記管台を構成する材料と異なる材料を溶加材として用いて、前記管台の端面に肉盛溶接される肉盛溶接部を加工して形成されていることを特徴とする請求項1または2に記載のセーフエンド用配管の溶接方法。
- 管台と、前記管台および配管をつなぐセーフエンド用配管とを溶接するセーフエンド用配管の溶接方法において、
前記管台と前記セーフエンド用配管との間に形成される開先部は、前記管台の端面から突出する管台側突出部と、前記セーフエンド用配管の端面から突出するセーフエンド側突出部とを軸方向に突き合わせることで形成され、
前記管台が鉛直方向の上方側に位置する一方で、前記セーフエンド用配管が鉛直方向の下方側に位置した状態で、前記開先部に対し溶接を行う溶接工程を備え、
前記溶接工程では、前記開先部の溶接に用いられる溶加材が、前記管台側突出部を構成する材料と同じ材料であり、前記開先部に対し、水平方向から溶接を行うことを特徴とするセーフエンド用配管の溶接方法。 - 前記溶接工程では、前記開先部に対し、前記管台および前記セーフエンド用配管の内周側または外周側のいずれか一方の片側から溶接を行うことを特徴とする請求項1ないし4のいずれか1項に記載のセーフエンド用配管の溶接方法。
- 溶接後の前記開先部は、溶接が行われた内周側または外周側のいずれか一方の片側に対して反対側となる他方の片側から、機械加工により削り取られることを特徴とするセーフエンド用配管の溶接方法。
- 請求項1ないし6のいずれか1項に記載のセーフエンド用配管の溶接方法に用いられ、前記管台を所定の位置に固定する固定治具であって、
前記管台は、容器の外面から突出するように設けられており、
前記容器を載置可能な容器載置部と、
前記容器載置部を支持する容器支持部と、
前記容器支持部と前記容器載置部との間に設けられ、前記管台の突出方向が鉛直方向の下方側を向くように、前記容器支持部に対し前記容器載置部を回動させる回動部と、
前記回動部による回動を規制して、前記容器載置部を固定する位置規制部と、を備えたことを特徴とする固定治具。 - 前記容器には、外面から突出する突出部が設けられており、
前記容器載置部は、前記突出部を受けて位置決めする受け部を有していることを特徴とする請求項7に記載の固定治具。 - 請求項1ないし6のいずれか1項に記載のセーフエンド用配管の溶接方法に用いられ、前記管台と前記セーフエンド用配管との間に形成される前記開先部に対し、溶接を行う溶接装置であって、
前記セーフエンド用配管の周方向に設けられたレールと、
前記レール上を自走する自走移動部と、
前記自走移動部に設けられ、前記開先部に対し溶接を行う溶接ヘッドと、を備えたことを特徴とする溶接装置。 - 前記レールは、前記セーフエンド用配管の内周側または外周側のいずれか一方の片側に設けられ、
前記溶接ヘッドは、前記レールが設けられた内周側または外周側のいずれか一方の片側から、溶接を行うことを特徴とする請求項9に記載の溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012551866A JP5622868B2 (ja) | 2011-01-07 | 2012-01-04 | セーフエンド用配管の溶接方法、固定治具および溶接装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-002483 | 2011-01-07 | ||
| JP2011002483 | 2011-01-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012093676A1 true WO2012093676A1 (ja) | 2012-07-12 |
Family
ID=46457527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/050033 WO2012093676A1 (ja) | 2011-01-07 | 2012-01-04 | セーフエンド用配管の溶接方法、固定治具および溶接装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5622868B2 (ja) |
| WO (1) | WO2012093676A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104084678A (zh) * | 2014-07-25 | 2014-10-08 | 哈电集团(秦皇岛)重型装备有限公司 | 接管与安全端环缝全位置钨极惰性气体保护焊焊接方法 |
| CN105499899A (zh) * | 2015-12-25 | 2016-04-20 | 广东迪生电力钢构器材有限公司 | 一种管塔焊接定位装置 |
| JP2017121656A (ja) * | 2016-01-08 | 2017-07-13 | 日立Geニュークリア・エナジー株式会社 | 溶接方法および溶接部材構造物 |
| CN112775612A (zh) * | 2021-01-14 | 2021-05-11 | 珠海格力智能装备有限公司 | 焊接定位工装及焊接系统 |
| CN117001228A (zh) * | 2023-09-26 | 2023-11-07 | 常州昭辉机械有限公司 | 一种具有快速定位功能的结构件焊接设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110977232B (zh) * | 2020-01-03 | 2021-09-17 | 东方电气(广州)重型机器有限公司 | 一种筒体与安全端的焊接方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6313679A (ja) * | 1986-07-02 | 1988-01-20 | Mitsubishi Heavy Ind Ltd | 熱伝導度の高い材質同志の溶接時の開先形状 |
| JPH0557450A (ja) * | 1991-08-30 | 1993-03-09 | Babcock Hitachi Kk | 異材の溶接方法 |
| JPH07246494A (ja) * | 1994-03-10 | 1995-09-26 | Toshiba Corp | 溶接ポジショナー |
| JP2000102870A (ja) * | 1998-09-29 | 2000-04-11 | Toshiba Corp | 自動溶接方法及びその装置並びに溶接構造物 |
| JP2001259831A (ja) * | 2000-03-10 | 2001-09-25 | Ishikawajima Harima Heavy Ind Co Ltd | Rpvノズル取合部材の取替え工法 |
| JP2005095915A (ja) * | 2003-09-24 | 2005-04-14 | Hitachi Ltd | 円周多層盛溶接方法及び自動溶接装置 |
| JP2007181909A (ja) * | 2006-01-10 | 2007-07-19 | Mitsubishi Heavy Ind Ltd | 先端工具案内装置及び先端工具案内装置の搬入方法 |
-
2012
- 2012-01-04 WO PCT/JP2012/050033 patent/WO2012093676A1/ja active Application Filing
- 2012-01-04 JP JP2012551866A patent/JP5622868B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6313679A (ja) * | 1986-07-02 | 1988-01-20 | Mitsubishi Heavy Ind Ltd | 熱伝導度の高い材質同志の溶接時の開先形状 |
| JPH0557450A (ja) * | 1991-08-30 | 1993-03-09 | Babcock Hitachi Kk | 異材の溶接方法 |
| JPH07246494A (ja) * | 1994-03-10 | 1995-09-26 | Toshiba Corp | 溶接ポジショナー |
| JP2000102870A (ja) * | 1998-09-29 | 2000-04-11 | Toshiba Corp | 自動溶接方法及びその装置並びに溶接構造物 |
| JP2001259831A (ja) * | 2000-03-10 | 2001-09-25 | Ishikawajima Harima Heavy Ind Co Ltd | Rpvノズル取合部材の取替え工法 |
| JP2005095915A (ja) * | 2003-09-24 | 2005-04-14 | Hitachi Ltd | 円周多層盛溶接方法及び自動溶接装置 |
| JP2007181909A (ja) * | 2006-01-10 | 2007-07-19 | Mitsubishi Heavy Ind Ltd | 先端工具案内装置及び先端工具案内装置の搬入方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104084678A (zh) * | 2014-07-25 | 2014-10-08 | 哈电集团(秦皇岛)重型装备有限公司 | 接管与安全端环缝全位置钨极惰性气体保护焊焊接方法 |
| CN105499899A (zh) * | 2015-12-25 | 2016-04-20 | 广东迪生电力钢构器材有限公司 | 一种管塔焊接定位装置 |
| JP2017121656A (ja) * | 2016-01-08 | 2017-07-13 | 日立Geニュークリア・エナジー株式会社 | 溶接方法および溶接部材構造物 |
| CN112775612A (zh) * | 2021-01-14 | 2021-05-11 | 珠海格力智能装备有限公司 | 焊接定位工装及焊接系统 |
| CN117001228A (zh) * | 2023-09-26 | 2023-11-07 | 常州昭辉机械有限公司 | 一种具有快速定位功能的结构件焊接设备 |
| CN117001228B (zh) * | 2023-09-26 | 2023-12-01 | 常州昭辉机械有限公司 | 一种具有快速定位功能的结构件焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5622868B2 (ja) | 2014-11-12 |
| JPWO2012093676A1 (ja) | 2014-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5622868B2 (ja) | セーフエンド用配管の溶接方法、固定治具および溶接装置 | |
| US10646967B2 (en) | Welding assembly for permanent joining of a first tubular component with a second component | |
| CN205393915U (zh) | 大直径薄壁筒体防变形支撑工装 | |
| US20200198087A1 (en) | Automatic grinding device for weld beading on inner wall of pipeline with large length to diameter ratio | |
| JP6315672B2 (ja) | 肉盛溶接システム | |
| JP2013018047A (ja) | 溶接用位置決め装置、溶接装置及び溶接方法 | |
| KR20150055065A (ko) | 트랙터의 경사각을 결정하기 위한 센서를 구비하는 셀프 레벨링 용접 트랙터 | |
| CN113039032B (zh) | 内部卡紧和焊接装置 | |
| CN113510345B (zh) | 一种应用于隧道内大型输水管的焊接装置及工艺 | |
| KR20060041775A (ko) | 구형 벽을 관통하는 보어에 튜브를 고정시키는 방법 및환형면에 용접 재료를 침착하는 장치 | |
| JP2006136938A (ja) | 非消耗電極溶接トーチと該トーチを備えた溶接ヘッド | |
| CN105189011A (zh) | 厚钢板的多电极气电焊方法和钢管的多电极气电环缝焊方法 | |
| WO2005051584A1 (en) | Method and apparatus for manufacturing a thin-walled vessel by welding the parts | |
| JP2006205171A (ja) | 溶接装置及びそれを用いた溶接方法 | |
| KR101270580B1 (ko) | 두 개의 핫 와이어를 사용하는 연속회전 클래딩 장치 | |
| KR102307068B1 (ko) | 각도 조절이 용이한 휴대용 자동 용접 장치 | |
| US6727465B1 (en) | Apparatus for overlay welding of a tube exterior | |
| JP2005219125A (ja) | 球形壁に機械加工された環状仕上げ面に溶接材料を被着させる方法及び装置 | |
| KR102661692B1 (ko) | 관형 구조물을 수리하기 위한 방법 및 장치 | |
| CN116372330A (zh) | 一种钢岔管制造装置及制造方法 | |
| US3243094A (en) | Welding fixture | |
| CN104010761A (zh) | 自动焊接装置 | |
| RU2457089C1 (ru) | Головка для сварки плавящимся электродом | |
| CN107000093A (zh) | 堆焊装置 | |
| KR20130001446U (ko) | 포지셔너를 구비한 자동 용접 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12732121 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012551866 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12732121 Country of ref document: EP Kind code of ref document: A1 |