WO2012066176A1 - Cepa de pichia kluyveri y sus aplicaciones - Google Patents
Cepa de pichia kluyveri y sus aplicaciones Download PDFInfo
- Publication number
- WO2012066176A1 WO2012066176A1 PCT/ES2011/070793 ES2011070793W WO2012066176A1 WO 2012066176 A1 WO2012066176 A1 WO 2012066176A1 ES 2011070793 W ES2011070793 W ES 2011070793W WO 2012066176 A1 WO2012066176 A1 WO 2012066176A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fermentation
- orange juice
- microorganism
- culture medium
- culture
- Prior art date
Links
- 241001489192 Pichia kluyveri Species 0.000 title claims abstract description 43
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims abstract description 155
- 238000000855 fermentation Methods 0.000 claims abstract description 123
- 230000004151 fermentation Effects 0.000 claims abstract description 121
- 235000015205 orange juice Nutrition 0.000 claims abstract description 112
- 244000005700 microbiome Species 0.000 claims abstract description 89
- 235000000346 sugar Nutrition 0.000 claims abstract description 85
- 150000008163 sugars Chemical class 0.000 claims abstract description 74
- 238000000034 method Methods 0.000 claims abstract description 73
- 239000001963 growth medium Substances 0.000 claims description 78
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 claims description 40
- 239000008103 glucose Substances 0.000 claims description 40
- 230000012010 growth Effects 0.000 claims description 32
- 229930006000 Sucrose Natural products 0.000 claims description 31
- 239000005720 sucrose Substances 0.000 claims description 31
- 229930091371 Fructose Natural products 0.000 claims description 25
- RFSUNEUAIZKAJO-ARQDHWQXSA-N Fructose Chemical compound OC[C@H]1O[C@](O)(CO)[C@@H](O)[C@@H]1O RFSUNEUAIZKAJO-ARQDHWQXSA-N 0.000 claims description 25
- 239000005715 Fructose Substances 0.000 claims description 25
- 230000001476 alcoholic effect Effects 0.000 claims description 24
- 239000007787 solid Substances 0.000 claims description 23
- 229910052799 carbon Inorganic materials 0.000 claims description 18
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 16
- 150000001875 compounds Chemical class 0.000 claims description 16
- 238000009928 pasteurization Methods 0.000 claims description 16
- 238000003756 stirring Methods 0.000 claims description 15
- 239000003963 antioxidant agent Substances 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 10
- 238000011081 inoculation Methods 0.000 claims description 8
- 239000003381 stabilizer Substances 0.000 claims description 5
- 239000003086 colorant Substances 0.000 claims description 2
- 239000003995 emulsifying agent Substances 0.000 claims description 2
- 238000010348 incorporation Methods 0.000 claims description 2
- 239000003755 preservative agent Substances 0.000 claims description 2
- 239000002562 thickening agent Substances 0.000 claims description 2
- 125000002791 glucosyl group Chemical group C1([C@H](O)[C@@H](O)[C@H](O)[C@H](O1)CO)* 0.000 claims 1
- 125000000185 sucrose group Chemical group 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 17
- 240000004808 Saccharomyces cerevisiae Species 0.000 description 78
- 235000014680 Saccharomyces cerevisiae Nutrition 0.000 description 77
- 239000000047 product Substances 0.000 description 56
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 38
- 239000002609 medium Substances 0.000 description 32
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 30
- 239000012467 final product Substances 0.000 description 28
- 238000011282 treatment Methods 0.000 description 23
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 20
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 20
- 235000013399 edible fruits Nutrition 0.000 description 19
- 241000521553 Pichia fermentans Species 0.000 description 16
- 230000008569 process Effects 0.000 description 15
- 241000235648 Pichia Species 0.000 description 14
- 238000013019 agitation Methods 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 14
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 12
- 235000020971 citrus fruits Nutrition 0.000 description 12
- 239000012071 phase Substances 0.000 description 11
- 241000207199 Citrus Species 0.000 description 10
- 241000235070 Saccharomyces Species 0.000 description 10
- 235000006708 antioxidants Nutrition 0.000 description 10
- 239000007789 gas Substances 0.000 description 10
- 235000014101 wine Nutrition 0.000 description 10
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 9
- 238000005119 centrifugation Methods 0.000 description 9
- 239000000654 additive Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 239000001814 pectin Substances 0.000 description 8
- 235000010987 pectin Nutrition 0.000 description 8
- 239000002028 Biomass Substances 0.000 description 7
- 238000001816 cooling Methods 0.000 description 7
- -1 for example Chemical compound 0.000 description 7
- 238000000265 homogenisation Methods 0.000 description 7
- 230000000670 limiting effect Effects 0.000 description 7
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 6
- 238000002835 absorbance Methods 0.000 description 6
- 230000003078 antioxidant effect Effects 0.000 description 6
- 238000010908 decantation Methods 0.000 description 6
- 238000001914 filtration Methods 0.000 description 6
- 229920001277 pectin Polymers 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 238000004062 sedimentation Methods 0.000 description 6
- OWEGMIWEEQEYGQ-UHFFFAOYSA-N 100676-05-9 Natural products OC1C(O)C(O)C(CO)OC1OCC1C(O)C(O)C(O)C(OC2C(OC(O)C(O)C2O)CO)O1 OWEGMIWEEQEYGQ-UHFFFAOYSA-N 0.000 description 5
- LWFUFLREGJMOIZ-UHFFFAOYSA-N 3,5-dinitrosalicylic acid Chemical compound OC(=O)C1=CC([N+]([O-])=O)=CC([N+]([O-])=O)=C1O LWFUFLREGJMOIZ-UHFFFAOYSA-N 0.000 description 5
- GUBGYTABKSRVRQ-PICCSMPSSA-N Maltose Natural products O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-PICCSMPSSA-N 0.000 description 5
- 230000000996 additive effect Effects 0.000 description 5
- WQZGKKKJIJFFOK-PHYPRBDBSA-N alpha-D-galactose Chemical compound OC[C@H]1O[C@H](O)[C@H](O)[C@@H](O)[C@H]1O WQZGKKKJIJFFOK-PHYPRBDBSA-N 0.000 description 5
- GUBGYTABKSRVRQ-QUYVBRFLSA-N beta-maltose Chemical compound OC[C@H]1O[C@H](O[C@H]2[C@H](O)[C@@H](O)[C@H](O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@@H]1O GUBGYTABKSRVRQ-QUYVBRFLSA-N 0.000 description 5
- 235000013305 food Nutrition 0.000 description 5
- 229930182830 galactose Natural products 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 230000004060 metabolic process Effects 0.000 description 5
- 230000002906 microbiologic effect Effects 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- IKHGUXGNUITLKF-UHFFFAOYSA-N Acetaldehyde Chemical compound CC=O IKHGUXGNUITLKF-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- GUBGYTABKSRVRQ-QKKXKWKRSA-N Lactose Natural products OC[C@H]1O[C@@H](O[C@H]2[C@H](O)[C@@H](O)C(O)O[C@@H]2CO)[C@H](O)[C@@H](O)[C@H]1O GUBGYTABKSRVRQ-QKKXKWKRSA-N 0.000 description 4
- 239000001888 Peptone Substances 0.000 description 4
- 108010080698 Peptones Proteins 0.000 description 4
- MUPFEKGTMRGPLJ-RMMQSMQOSA-N Raffinose Natural products O(C[C@H]1[C@@H](O)[C@H](O)[C@@H](O)[C@@H](O[C@@]2(CO)[C@H](O)[C@@H](O)[C@@H](CO)O2)O1)[C@@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 MUPFEKGTMRGPLJ-RMMQSMQOSA-N 0.000 description 4
- 241001123227 Saccharomyces pastorianus Species 0.000 description 4
- MUPFEKGTMRGPLJ-UHFFFAOYSA-N UNPD196149 Natural products OC1C(O)C(CO)OC1(CO)OC1C(O)C(O)C(O)C(COC2C(C(O)C(O)C(CO)O2)O)O1 MUPFEKGTMRGPLJ-UHFFFAOYSA-N 0.000 description 4
- 235000019568 aromas Nutrition 0.000 description 4
- 235000010323 ascorbic acid Nutrition 0.000 description 4
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 229940041514 candida albicans extract Drugs 0.000 description 4
- 150000001720 carbohydrates Chemical class 0.000 description 4
- 235000014633 carbohydrates Nutrition 0.000 description 4
- 229960004424 carbon dioxide Drugs 0.000 description 4
- 239000003638 chemical reducing agent Substances 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 235000003599 food sweetener Nutrition 0.000 description 4
- 235000010492 gellan gum Nutrition 0.000 description 4
- 239000000216 gellan gum Substances 0.000 description 4
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- 235000015097 nutrients Nutrition 0.000 description 4
- 235000020105 orange wine Nutrition 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 230000036961 partial effect Effects 0.000 description 4
- 235000019319 peptone Nutrition 0.000 description 4
- MUPFEKGTMRGPLJ-ZQSKZDJDSA-N raffinose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO[C@@H]2[C@@H]([C@@H](O)[C@@H](O)[C@@H](CO)O2)O)O1 MUPFEKGTMRGPLJ-ZQSKZDJDSA-N 0.000 description 4
- 241000894007 species Species 0.000 description 4
- 230000002269 spontaneous effect Effects 0.000 description 4
- 239000003765 sweetening agent Substances 0.000 description 4
- 239000012138 yeast extract Substances 0.000 description 4
- ZKHQWZAMYRWXGA-KQYNXXCUSA-J ATP(4-) Chemical compound C1=NC=2C(N)=NC=NC=2N1[C@@H]1O[C@H](COP([O-])(=O)OP([O-])(=O)OP([O-])([O-])=O)[C@@H](O)[C@H]1O ZKHQWZAMYRWXGA-KQYNXXCUSA-J 0.000 description 3
- ZKHQWZAMYRWXGA-UHFFFAOYSA-N Adenosine triphosphate Natural products C1=NC=2C(N)=NC=NC=2N1C1OC(COP(O)(=O)OP(O)(=O)OP(O)(O)=O)C(O)C1O ZKHQWZAMYRWXGA-UHFFFAOYSA-N 0.000 description 3
- 102000007698 Alcohol dehydrogenase Human genes 0.000 description 3
- 108010021809 Alcohol dehydrogenase Proteins 0.000 description 3
- 244000153158 Ammi visnaga Species 0.000 description 3
- 235000010585 Ammi visnaga Nutrition 0.000 description 3
- 240000000560 Citrus x paradisi Species 0.000 description 3
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 3
- 241000219094 Vitaceae Species 0.000 description 3
- 229960004543 anhydrous citric acid Drugs 0.000 description 3
- 239000011668 ascorbic acid Substances 0.000 description 3
- 229960005070 ascorbic acid Drugs 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 3
- 235000011089 carbon dioxide Nutrition 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000008030 elimination Effects 0.000 description 3
- 238000003379 elimination reaction Methods 0.000 description 3
- 239000000796 flavoring agent Substances 0.000 description 3
- 235000019634 flavors Nutrition 0.000 description 3
- 238000002309 gasification Methods 0.000 description 3
- 235000021021 grapes Nutrition 0.000 description 3
- 229940093915 gynecological organic acid Drugs 0.000 description 3
- 238000002955 isolation Methods 0.000 description 3
- 230000035800 maturation Effects 0.000 description 3
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Natural products C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 229930027945 nicotinamide-adenine dinucleotide Natural products 0.000 description 3
- BOPGDPNILDQYTO-NNYOXOHSSA-N nicotinamide-adenine dinucleotide Chemical compound C1=CCC(C(=O)N)=CN1[C@H]1[C@H](O)[C@H](O)[C@@H](COP(O)(=O)OP(O)(=O)OC[C@@H]2[C@H]([C@@H](O)[C@@H](O2)N2C3=NC=NC(N)=C3N=C2)O)O1 BOPGDPNILDQYTO-NNYOXOHSSA-N 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 150000007524 organic acids Chemical class 0.000 description 3
- 235000005985 organic acids Nutrition 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 235000019698 starch Nutrition 0.000 description 3
- 239000008107 starch Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- GUBGYTABKSRVRQ-XLOQQCSPSA-N Alpha-Lactose Chemical compound O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)O[C@H](O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-XLOQQCSPSA-N 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 2
- 244000183685 Citrus aurantium Species 0.000 description 2
- 235000007716 Citrus aurantium Nutrition 0.000 description 2
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 2
- 108090000790 Enzymes Proteins 0.000 description 2
- 102000004190 Enzymes Human genes 0.000 description 2
- 239000004386 Erythritol Substances 0.000 description 2
- UNXHWFMMPAWVPI-UHFFFAOYSA-N Erythritol Natural products OCC(O)C(O)CO UNXHWFMMPAWVPI-UHFFFAOYSA-N 0.000 description 2
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 2
- 229920002148 Gellan gum Polymers 0.000 description 2
- SQUHHTBVTRBESD-UHFFFAOYSA-N Hexa-Ac-myo-Inositol Natural products CC(=O)OC1C(OC(C)=O)C(OC(C)=O)C(OC(C)=O)C(OC(C)=O)C1OC(C)=O SQUHHTBVTRBESD-UHFFFAOYSA-N 0.000 description 2
- KDXKERNSBIXSRK-YFKPBYRVSA-N L-lysine Chemical compound NCCCC[C@H](N)C(O)=O KDXKERNSBIXSRK-YFKPBYRVSA-N 0.000 description 2
- 244000141359 Malus pumila Species 0.000 description 2
- OVRNDRQMDRJTHS-UHFFFAOYSA-N N-acelyl-D-glucosamine Natural products CC(=O)NC1C(O)OC(CO)C(O)C1O OVRNDRQMDRJTHS-UHFFFAOYSA-N 0.000 description 2
- OVRNDRQMDRJTHS-FMDGEEDCSA-N N-acetyl-beta-D-glucosamine Chemical compound CC(=O)N[C@H]1[C@H](O)O[C@H](CO)[C@@H](O)[C@@H]1O OVRNDRQMDRJTHS-FMDGEEDCSA-N 0.000 description 2
- JVWLUVNSQYXYBE-UHFFFAOYSA-N Ribitol Natural products OCC(C)C(O)C(O)CO JVWLUVNSQYXYBE-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 235000013334 alcoholic beverage Nutrition 0.000 description 2
- 235000010443 alginic acid Nutrition 0.000 description 2
- 229920000615 alginic acid Polymers 0.000 description 2
- 239000000440 bentonite Substances 0.000 description 2
- 229910000278 bentonite Inorganic materials 0.000 description 2
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- SRBFZHDQGSBBOR-UHFFFAOYSA-N beta-D-Pyranose-Lyxose Natural products OC1COC(O)C(O)C1O SRBFZHDQGSBBOR-UHFFFAOYSA-N 0.000 description 2
- MSWZFWKMSRAUBD-UHFFFAOYSA-N beta-D-galactosamine Natural products NC1C(O)OC(CO)C(O)C1O MSWZFWKMSRAUBD-UHFFFAOYSA-N 0.000 description 2
- MSWZFWKMSRAUBD-QZABAPFNSA-N beta-D-glucosamine Chemical compound N[C@H]1[C@H](O)O[C@H](CO)[C@@H](O)[C@@H]1O MSWZFWKMSRAUBD-QZABAPFNSA-N 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- RYYVLZVUVIJVGH-UHFFFAOYSA-N caffeine Chemical compound CN1C(=O)N(C)C(=O)C2=C1N=CN2C RYYVLZVUVIJVGH-UHFFFAOYSA-N 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 230000019522 cellular metabolic process Effects 0.000 description 2
- 238000012512 characterization method Methods 0.000 description 2
- 239000013043 chemical agent Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004587 chromatography analysis Methods 0.000 description 2
- 229960004106 citric acid Drugs 0.000 description 2
- 238000005352 clarification Methods 0.000 description 2
- CVSVTCORWBXHQV-UHFFFAOYSA-N creatine Chemical compound NC(=[NH2+])N(C)CC([O-])=O CVSVTCORWBXHQV-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000000593 degrading effect Effects 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 235000019414 erythritol Nutrition 0.000 description 2
- 229940009714 erythritol Drugs 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 235000015203 fruit juice Nutrition 0.000 description 2
- 235000019674 grape juice Nutrition 0.000 description 2
- BJRNKVDFDLYUGJ-RMPHRYRLSA-N hydroquinone O-beta-D-glucopyranoside Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1OC1=CC=C(O)C=C1 BJRNKVDFDLYUGJ-RMPHRYRLSA-N 0.000 description 2
- 229960000367 inositol Drugs 0.000 description 2
- NOESYZHRGYRDHS-UHFFFAOYSA-N insulin Chemical compound N1C(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(NC(=O)CN)C(C)CC)CSSCC(C(NC(CO)C(=O)NC(CC(C)C)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CCC(N)=O)C(=O)NC(CC(C)C)C(=O)NC(CCC(O)=O)C(=O)NC(CC(N)=O)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CSSCC(NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2C=CC(O)=CC=2)NC(=O)C(CC(C)C)NC(=O)C(C)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2NC=NC=2)NC(=O)C(CO)NC(=O)CNC2=O)C(=O)NCC(=O)NC(CCC(O)=O)C(=O)NC(CCCNC(N)=N)C(=O)NCC(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC(O)=CC=3)C(=O)NC(C(C)O)C(=O)N3C(CCC3)C(=O)NC(CCCCN)C(=O)NC(C)C(O)=O)C(=O)NC(CC(N)=O)C(O)=O)=O)NC(=O)C(C(C)CC)NC(=O)C(CO)NC(=O)C(C(C)O)NC(=O)C1CSSCC2NC(=O)C(CC(C)C)NC(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(NC(=O)C(N)CC=1C=CC=CC=1)C(C)C)CC1=CN=CN1 NOESYZHRGYRDHS-UHFFFAOYSA-N 0.000 description 2
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 2
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 2
- 239000004310 lactic acid Substances 0.000 description 2
- 235000014655 lactic acid Nutrition 0.000 description 2
- 239000008101 lactose Substances 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 230000000813 microbial effect Effects 0.000 description 2
- 229950006780 n-acetylglucosamine Drugs 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 244000052769 pathogen Species 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 239000007320 rich medium Substances 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 238000012216 screening Methods 0.000 description 2
- CDAISMWEOUEBRE-UHFFFAOYSA-N scyllo-inosotol Natural products OC1C(O)C(O)C(O)C(O)C1O CDAISMWEOUEBRE-UHFFFAOYSA-N 0.000 description 2
- 238000002798 spectrophotometry method Methods 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 235000002906 tartaric acid Nutrition 0.000 description 2
- 239000011975 tartaric acid Substances 0.000 description 2
- 235000019640 taste Nutrition 0.000 description 2
- XOAAWQZATWQOTB-UHFFFAOYSA-N taurine Chemical compound NCCS(O)(=O)=O XOAAWQZATWQOTB-UHFFFAOYSA-N 0.000 description 2
- ZFXYFBGIUFBOJW-UHFFFAOYSA-N theophylline Chemical compound O=C1N(C)C(=O)N(C)C2=C1NC=N2 ZFXYFBGIUFBOJW-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229940088594 vitamin Drugs 0.000 description 2
- 235000013343 vitamin Nutrition 0.000 description 2
- 239000011782 vitamin Substances 0.000 description 2
- 229930003231 vitamin Natural products 0.000 description 2
- 150000003722 vitamin derivatives Chemical class 0.000 description 2
- HDTRYLNUVZCQOY-UHFFFAOYSA-N α-D-glucopyranosyl-α-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OC1C(O)C(O)C(O)C(CO)O1 HDTRYLNUVZCQOY-UHFFFAOYSA-N 0.000 description 1
- 150000000180 1,2-diols Chemical class 0.000 description 1
- NAOLWIGVYRIGTP-UHFFFAOYSA-N 1,3,5-trihydroxyanthracene-9,10-dione Chemical compound C1=CC(O)=C2C(=O)C3=CC(O)=CC(O)=C3C(=O)C2=C1 NAOLWIGVYRIGTP-UHFFFAOYSA-N 0.000 description 1
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical compound CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 description 1
- 229940044613 1-propanol Drugs 0.000 description 1
- IYXGAVFNZJFSBQ-UHFFFAOYSA-N 2,3-dihydroxybutanedioic acid;phosphoric acid Chemical compound OP(O)(O)=O.OC(=O)C(O)C(O)C(O)=O IYXGAVFNZJFSBQ-UHFFFAOYSA-N 0.000 description 1
- CHHHXKFHOYLYRE-UHFFFAOYSA-M 2,4-Hexadienoic acid, potassium salt (1:1), (2E,4E)- Chemical compound [K+].CC=CC=CC([O-])=O CHHHXKFHOYLYRE-UHFFFAOYSA-M 0.000 description 1
- VBUYCZFBVCCYFD-JJYYJPOSSA-M 2-dehydro-D-gluconate Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)C(=O)C([O-])=O VBUYCZFBVCCYFD-JJYYJPOSSA-M 0.000 description 1
- CAPUDYMOZZAUCM-BXPSMDCUSA-N 2-hydroxypropane-1,2,3-tricarboxylic acid (2R,3S,4S)-2,3,4,5-tetrahydroxypentanal Chemical compound OC[C@H](O)[C@H](O)[C@@H](O)C=O.OC(=O)CC(O)(C(O)=O)CC(O)=O CAPUDYMOZZAUCM-BXPSMDCUSA-N 0.000 description 1
- ZXVONLUNISGICL-UHFFFAOYSA-N 4,6-dinitro-o-cresol Chemical group CC1=CC([N+]([O-])=O)=CC([N+]([O-])=O)=C1O ZXVONLUNISGICL-UHFFFAOYSA-N 0.000 description 1
- IZSRJDGCGRAUAR-MROZADKFSA-M 5-dehydro-D-gluconate Chemical compound OCC(=O)[C@@H](O)[C@H](O)[C@@H](O)C([O-])=O IZSRJDGCGRAUAR-MROZADKFSA-M 0.000 description 1
- FHVDTGUDJYJELY-UHFFFAOYSA-N 6-{[2-carboxy-4,5-dihydroxy-6-(phosphanyloxy)oxan-3-yl]oxy}-4,5-dihydroxy-3-phosphanyloxane-2-carboxylic acid Chemical compound O1C(C(O)=O)C(P)C(O)C(O)C1OC1C(C(O)=O)OC(OP)C(O)C1O FHVDTGUDJYJELY-UHFFFAOYSA-N 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 244000099147 Ananas comosus Species 0.000 description 1
- 235000007119 Ananas comosus Nutrition 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 241000222120 Candida <Saccharomycetales> Species 0.000 description 1
- 241000222173 Candida parapsilosis Species 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- KRKNYBCHXYNGOX-UHFFFAOYSA-K Citrate Chemical compound [O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O KRKNYBCHXYNGOX-UHFFFAOYSA-K 0.000 description 1
- 240000002319 Citrus sinensis Species 0.000 description 1
- 235000005976 Citrus sinensis Nutrition 0.000 description 1
- GUBGYTABKSRVRQ-CUHNMECISA-N D-Cellobiose Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O GUBGYTABKSRVRQ-CUHNMECISA-N 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- RGHNJXZEOKUKBD-SQOUGZDYSA-N D-gluconic acid Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O RGHNJXZEOKUKBD-SQOUGZDYSA-N 0.000 description 1
- MNQZXJOMYWMBOU-VKHMYHEASA-N D-glyceraldehyde Chemical compound OC[C@@H](O)C=O MNQZXJOMYWMBOU-VKHMYHEASA-N 0.000 description 1
- SRBFZHDQGSBBOR-IOVATXLUSA-N D-xylopyranose Chemical compound O[C@@H]1COC(O)[C@H](O)[C@H]1O SRBFZHDQGSBBOR-IOVATXLUSA-N 0.000 description 1
- 241000950647 Eremophila <Aves> Species 0.000 description 1
- 239000012029 Fehling's reagent Substances 0.000 description 1
- 241000233866 Fungi Species 0.000 description 1
- 230000005526 G1 to G0 transition Effects 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 241000566363 Hanseniaspora occidentalis Species 0.000 description 1
- 241001149671 Hanseniaspora uvarum Species 0.000 description 1
- 240000005979 Hordeum vulgare Species 0.000 description 1
- 235000007340 Hordeum vulgare Nutrition 0.000 description 1
- 102000004877 Insulin Human genes 0.000 description 1
- 108090001061 Insulin Proteins 0.000 description 1
- 229920001202 Inulin Polymers 0.000 description 1
- LPHGQDQBBGAPDZ-UHFFFAOYSA-N Isocaffeine Natural products CN1C(=O)N(C)C(=O)C2=C1N(C)C=N2 LPHGQDQBBGAPDZ-UHFFFAOYSA-N 0.000 description 1
- 235000019766 L-Lysine Nutrition 0.000 description 1
- HEBKCHPVOIAQTA-IMJSIDKUSA-N L-arabinitol Chemical compound OC[C@H](O)C(O)[C@@H](O)CO HEBKCHPVOIAQTA-IMJSIDKUSA-N 0.000 description 1
- 150000000994 L-ascorbates Chemical class 0.000 description 1
- SRBFZHDQGSBBOR-OWMBCFKOSA-N L-ribopyranose Chemical compound O[C@H]1COC(O)[C@@H](O)[C@H]1O SRBFZHDQGSBBOR-OWMBCFKOSA-N 0.000 description 1
- 241000186660 Lactobacillus Species 0.000 description 1
- 235000007688 Lycopersicon esculentum Nutrition 0.000 description 1
- 239000004472 Lysine Substances 0.000 description 1
- 241000736262 Microbiota Species 0.000 description 1
- 240000008790 Musa x paradisiaca Species 0.000 description 1
- 235000018290 Musa x paradisiaca Nutrition 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- IOVCWXUNBOPUCH-UHFFFAOYSA-M Nitrite anion Chemical compound [O-]N=O IOVCWXUNBOPUCH-UHFFFAOYSA-M 0.000 description 1
- PXMQJPDWGONKAV-YDVPRNJYSA-N OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO.O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO.O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@H]1O[C@@H]1[C@@H](CO)OC(O)[C@H](O)[C@H]1O PXMQJPDWGONKAV-YDVPRNJYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229920000388 Polyphosphate Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N Propene Chemical compound CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- HDSBZMRLPLPFLQ-UHFFFAOYSA-N Propylene glycol alginate Chemical compound OC1C(O)C(OC)OC(C(O)=O)C1OC1C(O)C(O)C(C)C(C(=O)OCC(C)O)O1 HDSBZMRLPLPFLQ-UHFFFAOYSA-N 0.000 description 1
- 241000220324 Pyrus Species 0.000 description 1
- 235000003534 Saccharomyces carlsbergensis Nutrition 0.000 description 1
- 241000235344 Saccharomycetaceae Species 0.000 description 1
- NGFMICBWJRZIBI-JZRPKSSGSA-N Salicin Natural products O([C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@H](CO)O1)c1c(CO)cccc1 NGFMICBWJRZIBI-JZRPKSSGSA-N 0.000 description 1
- 239000005708 Sodium hypochlorite Substances 0.000 description 1
- 239000004283 Sodium sorbate Substances 0.000 description 1
- 240000003768 Solanum lycopersicum Species 0.000 description 1
- HDTRYLNUVZCQOY-WSWWMNSNSA-N Trehalose Natural products O[C@@H]1[C@@H](O)[C@@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 HDTRYLNUVZCQOY-WSWWMNSNSA-N 0.000 description 1
- TVXBFESIOXBWNM-UHFFFAOYSA-N Xylitol Natural products OCCC(O)C(O)C(O)CCO TVXBFESIOXBWNM-UHFFFAOYSA-N 0.000 description 1
- XTUNVEMVWFXFGV-UHFFFAOYSA-N [C].CCO Chemical compound [C].CCO XTUNVEMVWFXFGV-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000005903 acid hydrolysis reaction Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 235000016127 added sugars Nutrition 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- PYMYPHUHKUWMLA-LMVFSUKVSA-N aldehydo-D-ribose Chemical compound OC[C@@H](O)[C@@H](O)[C@@H](O)C=O PYMYPHUHKUWMLA-LMVFSUKVSA-N 0.000 description 1
- PYMYPHUHKUWMLA-VAYJURFESA-N aldehydo-L-arabinose Chemical compound OC[C@H](O)[C@H](O)[C@@H](O)C=O PYMYPHUHKUWMLA-VAYJURFESA-N 0.000 description 1
- PNNNRSAQSRJVSB-BXKVDMCESA-N aldehydo-L-rhamnose Chemical compound C[C@H](O)[C@H](O)[C@@H](O)[C@@H](O)C=O PNNNRSAQSRJVSB-BXKVDMCESA-N 0.000 description 1
- 229940072056 alginate Drugs 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 229960001126 alginic acid Drugs 0.000 description 1
- 150000004781 alginic acids Chemical class 0.000 description 1
- HDTRYLNUVZCQOY-LIZSDCNHSA-N alpha,alpha-trehalose Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@@H]1O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 HDTRYLNUVZCQOY-LIZSDCNHSA-N 0.000 description 1
- NGFMICBWJRZIBI-UHFFFAOYSA-N alpha-salicin Natural products OC1C(O)C(O)C(CO)OC1OC1=CC=CC=C1CO NGFMICBWJRZIBI-UHFFFAOYSA-N 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 235000021016 apples Nutrition 0.000 description 1
- PYMYPHUHKUWMLA-WDCZJNDASA-N arabinose Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)C=O PYMYPHUHKUWMLA-WDCZJNDASA-N 0.000 description 1
- PYMYPHUHKUWMLA-UHFFFAOYSA-N arabinose Natural products OCC(O)C(O)C(O)C=O PYMYPHUHKUWMLA-UHFFFAOYSA-N 0.000 description 1
- 229960000271 arbutin Drugs 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 150000001558 benzoic acid derivatives Chemical class 0.000 description 1
- 230000031018 biological processes and functions Effects 0.000 description 1
- 238000011138 biotechnological process Methods 0.000 description 1
- 235000019658 bitter taste Nutrition 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- 244000309464 bull Species 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 229960001948 caffeine Drugs 0.000 description 1
- VJEONQKOZGKCAK-UHFFFAOYSA-N caffeine Natural products CN1C(=O)N(C)C(=O)C2=C1C=CN2C VJEONQKOZGKCAK-UHFFFAOYSA-N 0.000 description 1
- 235000010410 calcium alginate Nutrition 0.000 description 1
- 239000000648 calcium alginate Substances 0.000 description 1
- 229960002681 calcium alginate Drugs 0.000 description 1
- FNAQSUUGMSOBHW-UHFFFAOYSA-H calcium citrate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O.[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O FNAQSUUGMSOBHW-UHFFFAOYSA-H 0.000 description 1
- 239000001354 calcium citrate Substances 0.000 description 1
- MCFVRESNTICQSJ-RJNTXXOISA-L calcium sorbate Chemical compound [Ca+2].C\C=C\C=C\C([O-])=O.C\C=C\C=C\C([O-])=O MCFVRESNTICQSJ-RJNTXXOISA-L 0.000 description 1
- 235000010244 calcium sorbate Nutrition 0.000 description 1
- 239000004303 calcium sorbate Substances 0.000 description 1
- OKHHGHGGPDJQHR-YMOPUZKJSA-L calcium;(2s,3s,4s,5s,6r)-6-[(2r,3s,4r,5s,6r)-2-carboxy-6-[(2r,3s,4r,5s,6r)-2-carboxylato-4,5,6-trihydroxyoxan-3-yl]oxy-4,5-dihydroxyoxan-3-yl]oxy-3,4,5-trihydroxyoxane-2-carboxylate Chemical compound [Ca+2].O[C@@H]1[C@H](O)[C@H](O)O[C@@H](C([O-])=O)[C@H]1O[C@H]1[C@@H](O)[C@@H](O)[C@H](O[C@H]2[C@H]([C@@H](O)[C@H](O)[C@H](O2)C([O-])=O)O)[C@H](C(O)=O)O1 OKHHGHGGPDJQHR-YMOPUZKJSA-L 0.000 description 1
- 229940055022 candida parapsilosis Drugs 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 229920001525 carrageenan Polymers 0.000 description 1
- 235000010418 carrageenan Nutrition 0.000 description 1
- 230000034303 cell budding Effects 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 235000010980 cellulose Nutrition 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001860 citric acid derivatives Chemical class 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229960003624 creatine Drugs 0.000 description 1
- 239000006046 creatine Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002255 enzymatic effect Effects 0.000 description 1
- UNXHWFMMPAWVPI-ZXZARUISSA-N erythritol Chemical compound OC[C@H](O)[C@H](O)CO UNXHWFMMPAWVPI-ZXZARUISSA-N 0.000 description 1
- NGVRKJWKCJCFPC-SRIMBOTKSA-N ethanol (3S,4R,5S)-1,3,4,5,6-pentahydroxyhexan-2-one Chemical compound CCO.OC[C@H](O)[C@@H](O)[C@H](O)C(=O)CO NGVRKJWKCJCFPC-SRIMBOTKSA-N 0.000 description 1
- BEFDCLMNVWHSGT-UHFFFAOYSA-N ethenylcyclopentane Chemical compound C=CC1CCCC1 BEFDCLMNVWHSGT-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 235000019261 food antioxidant Nutrition 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 238000004817 gas chromatography Methods 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 238000012239 gene modification Methods 0.000 description 1
- 230000005017 genetic modification Effects 0.000 description 1
- 235000013617 genetically modified food Nutrition 0.000 description 1
- 230000036252 glycation Effects 0.000 description 1
- 238000006206 glycosylation reaction Methods 0.000 description 1
- 239000008241 heterogeneous mixture Substances 0.000 description 1
- DCAYPVUWAIABOU-UHFFFAOYSA-N hexadecane Chemical compound CCCCCCCCCCCCCCCC DCAYPVUWAIABOU-UHFFFAOYSA-N 0.000 description 1
- 230000036571 hydration Effects 0.000 description 1
- 238000006703 hydration reaction Methods 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- CDAISMWEOUEBRE-GPIVLXJGSA-N inositol Chemical compound O[C@H]1[C@H](O)[C@@H](O)[C@H](O)[C@H](O)[C@@H]1O CDAISMWEOUEBRE-GPIVLXJGSA-N 0.000 description 1
- 229940125396 insulin Drugs 0.000 description 1
- JYJIGFIDKWBXDU-MNNPPOADSA-N inulin Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)OC[C@]1(OC[C@]2(OC[C@]3(OC[C@]4(OC[C@]5(OC[C@]6(OC[C@]7(OC[C@]8(OC[C@]9(OC[C@]%10(OC[C@]%11(OC[C@]%12(OC[C@]%13(OC[C@]%14(OC[C@]%15(OC[C@]%16(OC[C@]%17(OC[C@]%18(OC[C@]%19(OC[C@]%20(OC[C@]%21(OC[C@]%22(OC[C@]%23(OC[C@]%24(OC[C@]%25(OC[C@]%26(OC[C@]%27(OC[C@]%28(OC[C@]%29(OC[C@]%30(OC[C@]%31(OC[C@]%32(OC[C@]%33(OC[C@]%34(OC[C@]%35(OC[C@]%36(O[C@@H]%37[C@@H]([C@@H](O)[C@H](O)[C@@H](CO)O%37)O)[C@H]([C@H](O)[C@@H](CO)O%36)O)[C@H]([C@H](O)[C@@H](CO)O%35)O)[C@H]([C@H](O)[C@@H](CO)O%34)O)[C@H]([C@H](O)[C@@H](CO)O%33)O)[C@H]([C@H](O)[C@@H](CO)O%32)O)[C@H]([C@H](O)[C@@H](CO)O%31)O)[C@H]([C@H](O)[C@@H](CO)O%30)O)[C@H]([C@H](O)[C@@H](CO)O%29)O)[C@H]([C@H](O)[C@@H](CO)O%28)O)[C@H]([C@H](O)[C@@H](CO)O%27)O)[C@H]([C@H](O)[C@@H](CO)O%26)O)[C@H]([C@H](O)[C@@H](CO)O%25)O)[C@H]([C@H](O)[C@@H](CO)O%24)O)[C@H]([C@H](O)[C@@H](CO)O%23)O)[C@H]([C@H](O)[C@@H](CO)O%22)O)[C@H]([C@H](O)[C@@H](CO)O%21)O)[C@H]([C@H](O)[C@@H](CO)O%20)O)[C@H]([C@H](O)[C@@H](CO)O%19)O)[C@H]([C@H](O)[C@@H](CO)O%18)O)[C@H]([C@H](O)[C@@H](CO)O%17)O)[C@H]([C@H](O)[C@@H](CO)O%16)O)[C@H]([C@H](O)[C@@H](CO)O%15)O)[C@H]([C@H](O)[C@@H](CO)O%14)O)[C@H]([C@H](O)[C@@H](CO)O%13)O)[C@H]([C@H](O)[C@@H](CO)O%12)O)[C@H]([C@H](O)[C@@H](CO)O%11)O)[C@H]([C@H](O)[C@@H](CO)O%10)O)[C@H]([C@H](O)[C@@H](CO)O9)O)[C@H]([C@H](O)[C@@H](CO)O8)O)[C@H]([C@H](O)[C@@H](CO)O7)O)[C@H]([C@H](O)[C@@H](CO)O6)O)[C@H]([C@H](O)[C@@H](CO)O5)O)[C@H]([C@H](O)[C@@H](CO)O4)O)[C@H]([C@H](O)[C@@H](CO)O3)O)[C@H]([C@H](O)[C@@H](CO)O2)O)[C@@H](O)[C@H](O)[C@@H](CO)O1 JYJIGFIDKWBXDU-MNNPPOADSA-N 0.000 description 1
- 229940029339 inulin Drugs 0.000 description 1
- 229940117955 isoamyl acetate Drugs 0.000 description 1
- BJHIKXHVCXFQLS-OTWZMJIISA-N keto-L-sorbose Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)C(=O)CO BJHIKXHVCXFQLS-OTWZMJIISA-N 0.000 description 1
- 150000003893 lactate salts Chemical class 0.000 description 1
- 229940039696 lactobacillus Drugs 0.000 description 1
- 231100000225 lethality Toxicity 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000004066 metabolic change Effects 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 150000002772 monosaccharides Chemical class 0.000 description 1
- 230000035772 mutation Effects 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 238000011369 optimal treatment Methods 0.000 description 1
- 150000002894 organic compounds Chemical group 0.000 description 1
- BJRNKVDFDLYUGJ-UHFFFAOYSA-N p-hydroxyphenyl beta-D-alloside Natural products OC1C(O)C(O)C(CO)OC1OC1=CC=C(O)C=C1 BJRNKVDFDLYUGJ-UHFFFAOYSA-N 0.000 description 1
- 235000021017 pears Nutrition 0.000 description 1
- 229960000292 pectin Drugs 0.000 description 1
- 238000005191 phase separation Methods 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 239000001205 polyphosphate Substances 0.000 description 1
- 235000011176 polyphosphates Nutrition 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 150000004804 polysaccharides Chemical class 0.000 description 1
- 235000010408 potassium alginate Nutrition 0.000 description 1
- 239000000737 potassium alginate Substances 0.000 description 1
- MZYRDLHIWXQJCQ-YZOKENDUSA-L potassium alginate Chemical compound [K+].[K+].O1[C@@H](C([O-])=O)[C@@H](OC)[C@H](O)[C@H](O)[C@@H]1O[C@@H]1[C@@H](C([O-])=O)O[C@@H](O)[C@@H](O)[C@H]1O MZYRDLHIWXQJCQ-YZOKENDUSA-L 0.000 description 1
- RWPGFSMJFRPDDP-UHFFFAOYSA-L potassium metabisulfite Chemical compound [K+].[K+].[O-]S(=O)S([O-])(=O)=O RWPGFSMJFRPDDP-UHFFFAOYSA-L 0.000 description 1
- 229940043349 potassium metabisulfite Drugs 0.000 description 1
- 235000010263 potassium metabisulphite Nutrition 0.000 description 1
- 235000010241 potassium sorbate Nutrition 0.000 description 1
- 239000004302 potassium sorbate Substances 0.000 description 1
- 229940069338 potassium sorbate Drugs 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000035755 proliferation Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 235000010409 propane-1,2-diol alginate Nutrition 0.000 description 1
- 239000000770 propane-1,2-diol alginate Substances 0.000 description 1
- 235000018102 proteins Nutrition 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 238000011002 quantification Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000000241 respiratory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- HEBKCHPVOIAQTA-ZXFHETKHSA-N ribitol Chemical compound OC[C@H](O)[C@H](O)[C@H](O)CO HEBKCHPVOIAQTA-ZXFHETKHSA-N 0.000 description 1
- 230000005070 ripening Effects 0.000 description 1
- NGFMICBWJRZIBI-UJPOAAIJSA-N salicin Chemical compound O[C@@H]1[C@@H](O)[C@H](O)[C@@H](CO)O[C@H]1OC1=CC=CC=C1CO NGFMICBWJRZIBI-UJPOAAIJSA-N 0.000 description 1
- 229940120668 salicin Drugs 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 235000010413 sodium alginate Nutrition 0.000 description 1
- 239000000661 sodium alginate Substances 0.000 description 1
- 229940005550 sodium alginate Drugs 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000001509 sodium citrate Substances 0.000 description 1
- NLJMYIDDQXHKNR-UHFFFAOYSA-K sodium citrate Chemical compound O.O.[Na+].[Na+].[Na+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O NLJMYIDDQXHKNR-UHFFFAOYSA-K 0.000 description 1
- SUKJFIGYRHOWBL-UHFFFAOYSA-N sodium hypochlorite Chemical compound [Na+].Cl[O-] SUKJFIGYRHOWBL-UHFFFAOYSA-N 0.000 description 1
- LROWVYNUWKVTCU-STWYSWDKSA-M sodium sorbate Chemical compound [Na+].C\C=C\C=C\C([O-])=O LROWVYNUWKVTCU-STWYSWDKSA-M 0.000 description 1
- 235000019250 sodium sorbate Nutrition 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 235000010199 sorbic acid Nutrition 0.000 description 1
- 239000004334 sorbic acid Substances 0.000 description 1
- 229940075582 sorbic acid Drugs 0.000 description 1
- 235000010356 sorbitol Nutrition 0.000 description 1
- 229960002920 sorbitol Drugs 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000012414 sterilization procedure Methods 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-L succinate(2-) Chemical compound [O-]C(=O)CCC([O-])=O KDYFGRWQOYBRFD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229960003080 taurine Drugs 0.000 description 1
- 229960000278 theophylline Drugs 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- 229930003799 tocopherol Natural products 0.000 description 1
- 239000011732 tocopherol Substances 0.000 description 1
- 125000002640 tocopherol group Chemical class 0.000 description 1
- 235000019149 tocopherols Nutrition 0.000 description 1
- 235000013337 tricalcium citrate Nutrition 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000009369 viticulture Methods 0.000 description 1
- 239000000341 volatile oil Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000000811 xylitol Substances 0.000 description 1
- 235000010447 xylitol Nutrition 0.000 description 1
- HEBKCHPVOIAQTA-SCDXWVJYSA-N xylitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)CO HEBKCHPVOIAQTA-SCDXWVJYSA-N 0.000 description 1
- 229960002675 xylitol Drugs 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12N—MICROORGANISMS OR ENZYMES; COMPOSITIONS THEREOF; PROPAGATING, PRESERVING, OR MAINTAINING MICROORGANISMS; MUTATION OR GENETIC ENGINEERING; CULTURE MEDIA
- C12N1/00—Microorganisms, e.g. protozoa; Compositions thereof; Processes of propagating, maintaining or preserving microorganisms or compositions thereof; Processes of preparing or isolating a composition containing a microorganism; Culture media therefor
- C12N1/14—Fungi; Culture media therefor
- C12N1/16—Yeasts; Culture media therefor
- C12N1/165—Yeast isolates
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12G—WINE; PREPARATION THEREOF; ALCOHOLIC BEVERAGES; PREPARATION OF ALCOHOLIC BEVERAGES NOT PROVIDED FOR IN SUBCLASSES C12C OR C12H
- C12G3/00—Preparation of other alcoholic beverages
- C12G3/02—Preparation of other alcoholic beverages by fermentation
- C12G3/025—Low-alcohol beverages
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12G—WINE; PREPARATION THEREOF; ALCOHOLIC BEVERAGES; PREPARATION OF ALCOHOLIC BEVERAGES NOT PROVIDED FOR IN SUBCLASSES C12C OR C12H
- C12G3/00—Preparation of other alcoholic beverages
- C12G3/02—Preparation of other alcoholic beverages by fermentation
- C12G3/024—Preparation of other alcoholic beverages by fermentation of fruits other than botanical genus Vitis
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12N—MICROORGANISMS OR ENZYMES; COMPOSITIONS THEREOF; PROPAGATING, PRESERVING, OR MAINTAINING MICROORGANISMS; MUTATION OR GENETIC ENGINEERING; CULTURE MEDIA
- C12N1/00—Microorganisms, e.g. protozoa; Compositions thereof; Processes of propagating, maintaining or preserving microorganisms or compositions thereof; Processes of preparing or isolating a composition containing a microorganism; Culture media therefor
- C12N1/14—Fungi; Culture media therefor
- C12N1/16—Yeasts; Culture media therefor
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12P—FERMENTATION OR ENZYME-USING PROCESSES TO SYNTHESISE A DESIRED CHEMICAL COMPOUND OR COMPOSITION OR TO SEPARATE OPTICAL ISOMERS FROM A RACEMIC MIXTURE
- C12P7/00—Preparation of oxygen-containing organic compounds
- C12P7/02—Preparation of oxygen-containing organic compounds containing a hydroxy group
- C12P7/04—Preparation of oxygen-containing organic compounds containing a hydroxy group acyclic
- C12P7/06—Ethanol, i.e. non-beverage
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12R—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES C12C - C12Q, RELATING TO MICROORGANISMS
- C12R2001/00—Microorganisms ; Processes using microorganisms
- C12R2001/645—Fungi ; Processes using fungi
- C12R2001/84—Pichia
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
Definitions
- the invention relates to a strain of Pichia kluyveri, with the ability to naturally ferment orange juice, and its use in the production of a low alcoholic beverage.
- Alcoholic fermentation is perhaps the first biotechnological process carried out by man. Although it was initially used as a method of fruit preservation, over the years it was consolidated as a method to obtain alcoholic beverages such as wines. In general, when it comes to drinks produced by fermentation of fruit juices, reference is made to wine obtained from grape juice.
- wine Most of the wine is made from grapes and, unless another source is specified, the word wine refers to the product that results from the fermentation of grape juice (Brown et al, 1989. lst ed. Blackwell Scientific Publications , Oxford, England).
- the manufacture of wines from fruits other than grapes is very popular in many northern European countries, where climatic conditions impede the development of viticulture, especially in Tru, Russia and Germany. In Britain, only a small quantity of wines from other fruits is produced on a commercial scale, but homemade homemade production is very common.
- yeast species present in orange juice are, in this order, the following Hanseniaspora uvarum (27%), Hanseniaspora occidentalis (15%), Pichia kluyveri (9%), Candida intermediate (7%) and Candida parapsilosis (6%>) (Arias et al. Applied and Environmental Microbio lo gy, 2002, 68: 1955-1961).
- Pichia is a genus of the Saccharomycetaceae family with spherical, elliptical or oblong cells.
- Members of the genus Pichia are not able to ferment or assimilate lactose. As for the fermentation of other carbohydrates, it is variable according to the species.
- Pichia kluyveri is capable of fermenting glucose, but not galactose, sucrose, maltose, raffinose and trehalose.
- Species of the genus Pichia, such as P. kluyveri and P. fermentans cause the deterioration of some fruits, such as pears, tomatoes, oranges, etc.
- yeasts used belong to the Hanseniospora and Saccharomyces genera.
- a method of fermentation of natural orange juice has also been described in which two strains of yeasts are used, which are added sequentially to the orange juice.
- said yeasts are Pichia fermentans CECT 11773 and Saccharomyces cerevisiae.
- the inventors have identified a yeast strain of the species Pichia kluyveri that has the ability to carry out the fermentation of orange juice, giving rise to a drink derived from orange juice, with very good organoleptic properties for consumption, as well as a low alcohol content, between 0.1% and 3.4% (v / v), typically around 2.5%.
- a culture of said P. kluyveri isolate was deposited on May 12, 2010 in the Spanish Type Culture Collection (CECT) with the accession number CECT 13055.
- the invention relates to a microorganism of the Pichia kluyveri species, deposited in the Spanish Type Culture Collection (CECT) with access number 13055, capable of fermenting glucose and / or fructose or a mutant of said microorganism that maintains said capacity.
- CECT Spanish Type Culture Collection
- the invention relates to the use of said microorganism or of said culture to carry out an alcoholic fermentation.
- the invention in another aspect, relates to a method of growth of said microorganism which comprises inoculating said microorganism in a medium comprising orange juice.
- the invention in another aspect, relates to a method for obtaining a product derived from orange juice comprising the inoculation of said microorganism or a culture thereof in a culture medium comprising orange juice, under conditions that allow the fermentation of the orange juice reducing sugars.
- the invention relates to a product derived from orange juice containing an ethanol concentration comprised between 0.1% and 3.4% (v / v), obtainable by a method comprising inoculating said microorganism in a culture medium comprising orange juice, under conditions that allow the fermentation of the reducing sugars present in the orange juice.
- Figure 1 shows the evolution of the growth of yeast strain 4N187 (CECT 13055) in different media, representing the growth time in hours versus the optical density measured at 660 nm.
- YPD medium rich with glucose
- YPE medium rich with ethanol
- YPG medium rich with glycerol
- 25% juice medium comprising 25% orange juice in water
- juice 100% orange juice
- Figure 2 represents the evolution of the concentration of total sugars consumed (g / 1) during fermentation for yeast strain 4N187 (CECT 13055).
- Figure 3 represents the evolution of the concentration of the reducing sugars (g / 1) available in the culture medium during fermentation for yeast strain 4N187 (CECT 13055).
- Figure 4 represents the evolution of the concentration of ethanol (% v / v) over the fermentation time for yeast strain 4N187 (CECT 13055).
- Figure 5 represents the evolution of Brix degrees (° Bx) over the fermentation time for yeast strain 4N187 (CECT 13055).
- Figure 6 represents the evolution of the concentration of the reducing sugars (g / 1) available in the culture medium during the first five days of fermentation for the different yeast strains: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P. fermentans, S. cerevisiae, S. carlbengensis and S. cerevisiae var. bayanus
- Figure 7 represents the evolution of the concentration of non-reducing sugars (g / 1), specifically sucrose, available in the culture medium during fermentation for different yeasts of the genus Pichia: P. kluyveri 4N187 (CECT 13055), P Kluyveri 4N179 and P. fermentans.
- Figure 8 represents the evolution of the concentration of non-reducing sugars (g / 1), specifically sucrose, available in the culture medium during fermentation for different yeasts of the Saccharomyces genus: S. cerevisiae, S. carlbengensis and S. cerevisiae var. bayanus
- Figure 9 represents the evolution of the concentration of non-reducing sugars (g / 1) available in the culture medium during fermentation for the different yeast strains: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P Fermentans, S. cerevisiae, S. carlbengensis and S. cerevisiae var. bayanus
- Figure 10 represents the evolution of the concentration of ethanol (% v / v) generated during fermentation for the different strains of yeasts: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P. fermentans, S. cerevisiae, S. carlbengensis and S. cerevisiae var. bayanus
- Figure 11 represents the evolution of the concentration of ethanol (% v / v) generated during the fermentation under agitation for the different strains of the genus Pichia: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179 and P. fermentans.
- Figure 12 represents the evolution of the concentration of ethanol (% v / v) generated during fermentation for the different strains of the Saccharomyces genus: S. cerevisiae, S. carlbengensis and S. cerevisiae var. bayanus
- Figure 13 represents the evolution of the concentration of ethanol (% v / v) generated during fermentation without agitation for the different strains of the genus Pichia: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179 and P. fermentans.
- the invention relates, in general, to a microorganism capable of fermenting reducing sugars, specifically, glucose and / or fructose, as shown in Example 3, where it can be seen that, after fermentation, the Concentration of reducing sugars is practically zero.
- the invention relates to a microorganism, hereafter
- microorganism of the invention of the species Pichia kluyveri deposited in the Spanish Type Culture Collection (CECT) with access number 13055, with the ability to ferment glucose and / or fructose or a mutant of said microorganism that maintains said capacity.
- CECT Spanish Type Culture Collection
- the expression "ability to ferment glucose and / or fructose” means that the microorganism of the invention is capable of carrying out a fermentation process of said reducing sugars.
- fermentation is meant a catabolic process of incomplete, totally anaerobic oxidation, in which the final product is an organic compound.
- the microorganism of the invention has the ability to ferment reducing sugars, such as glucose and / or fructose, through the alcoholic fermentation process, in which the microorganism of the invention processes said carbohydrates to obtain ethanol as final products.
- carbon dioxide (C0 2 ) in the form of gas and adenosine triphosphate (ATP) molecules consumed by the microorganism itself in its anaerobic energy cellular metabolism.
- reducing sugars or carbohydrates
- reducing sugars refers to those sugars that possess their carbonyl group (functional group) intact, and that, through it, can react with other molecules. Said reducing sugars cause the alteration of the proteins by means of a non-enzymatic glycosylation reaction also called “Maillard reaction” or glycation.
- reducing sugars include both monosaccharides and polysaccharides, such as glucose, fructose, glyceraldehyde, galactose, lactose and maltose.
- the microorganism of the invention is capable of fermenting glucose and / or fructose.
- the microorganism of the invention in addition to being able to ferment reducing sugars, does not have (lacks) the ability to ferment non-reducing sugars.
- strain 4N187 of P. kluyveri (CECT 13055) is unable to ferment non-reducing sugars, for example, sucrose, obtaining a final product to which it is not necessary to add sweeteners, due to the concentration of sucrose present.
- the microorganism of the invention is a mutant of said strain Pichia kluyveri (CECT 13055), which maintains the ability to ferment glucose and / or fructose.
- the term "mutant” includes any individual or organism resulting from a mutation or genetic modification in the genome of said organism. Said organism retains the ability to ferment reducing sugars, in particular to ferment glucose and / or fructose.
- the ability of a microorganism or a mutant of said microorganism to ferment reducing sugars, in particular glucose and / or fructose can be determined by conventional methods, for example, by growing said microorganism in a medium comprising said reducing sugars (glucose and / or fructose) and checking at the end of the fermentation if said reducing sugars have disappeared from the medium or if the initial amount thereof has decreased.
- Suitable methods for the determination of reducing sugars include the calorimetric method of 3,5-dinitrosalicylic acid (DNS) (Miller, GL 1959. Anal. Chem, 31; 426-428), the use of Fehling reagent, chromatographic methods, etc. .
- the determination of reducing sugars is performed by the calorimetric method of 3,5-dinitrosalicylic acid (DNS).
- the microorganism of the invention can be grown in any medium suitable for yeasts.
- said means of culture comprises the nutrients necessary to allow, under appropriate conditions (eg, temperature, etc.), the growth of said microorganism of the invention;
- the culture medium can be in a solid, semi-solid and liquid state.
- said culture medium is a medium rich with glucose (YPD), a medium rich with ethanol (YPE), a medium rich with glycerol (YPG), or any other suitable culture medium known to those skilled in the art. matter.
- the microorganism of the invention can be cultured in any culture medium suitable for the growth of said microorganism under appropriate conditions, for example, at a temperature preferably between 15 ° C and 35 ° C, advantageously, under stirring, for example , between 10 and 300 revolutions per minute (rpm).
- said microorganism can be grown in a culture medium suitable for yeasts, for example, a medium rich with glucose (YPD) [20 g of peptone, 10 g of yeast extract and 20 g of glucose].
- YPD glucose
- the invention relates to a biologically pure culture of the microorganism of the invention, hereinafter "culture of the invention".
- Said biologically pure culture of said microorganism of the invention can be obtained by conventional methods as previously mentioned.
- the invention relates to a culture medium of the microorganism of the invention comprising orange juice, hereinafter "culture medium comprising orange juice”.
- Orange juice or juice
- Orange juice is a fruit juice in the form of a liquid obtained by squeezing the inside of oranges (Citrus sinensis).
- the natural orange juice is obtained by breaking the mesocarpic bags of the fruit and extracting the juice in an industrially developed process by gently breaking the peel so that the essential oils do not mix with the juice;
- This product has between 0.1% and 20% by volume (v / v) of pulp, depending on the machinery used for its extraction.
- the pH of the orange juice is between 3 and 4, typically around 3.5, this parameter being very dependent on the ecological zone of origin of the fruit and its ripening state.
- composition of the culture medium comprising orange juice may vary within a wide range; however, in a particular embodiment, the Approximate composition of said culture medium comprising orange juice (starting) preferably comprises:
- orange juice will vary, among other factors, depending on the geographical location of the orange crop, the time of the year and the variety of orange, etc., since all are dependent on the Fruit ripeness.
- the citrus variety that can be used to produce the orange juice used as a culture medium includes the nave lina, navelate, salustiana, grapefruit, bitter orange, etc.
- the orange juice to be used in the culture medium comprising orange juice for the cultivation of a microorganism of the invention can have a varied origin.
- said orange juice to be used in the culture medium comprising orange juice may come from fresh orange juice, pasteurized orange juice, frozen orange juice, concentrated orange juice, etc.
- the orange juice comes from a concentrated orange juice, it can be diluted by adding water until reaching the desired values of the different parameters considered, and, if necessary, it can be rectified to frame it in the desired parameters for fermentation indicated in the previous table, mainly the concentration of reducing sugars.
- the orange juice is microbiologically stable; for this, said culture medium comprising orange juice can be subjected to a thermal process to reduce the pathogens that it could contain, for example, to a pasteurization process.
- the culture medium comprising orange juice is rectified, adding sugars and / or modifying the pH.
- said culture medium comprising orange juice is composed entirely or substantially of orange juice.
- said culture medium comprising orange juice comprises orange juice in combination with water.
- the proportion water: orange juice, by volume can vary within a wide range; by way of illustration, not limitation, said water: orange juice ratio is 1: 1, 1: 2, 1: 3, 1: 4, 1: 5, 1: 6, 1: 7, 1: 8, 1: 9, 1: 10 (v: v) and even greater.
- it may happen that the water is in a greater proportion than the orange juice, for example, in a water: orange juice ratio of 2: 1, 3: 1, 4: 1, 5: 1, 6: 1, 7: 1, 8: 1, 9: 1, 10: 1 (v: v) and even greater.
- the addition of reducing sugars such as glucose and / or fructose, may be necessary so that the carbon source is not limiting
- the amount of reducing sugars to be added may vary within a wide range; in general, one or more of said reducing sugars can be added until a final concentration of between 0.2% and 5% (w / v) is reached; In a particular embodiment, glucose and / or fructose is added until a final concentration of approximately 1% (w / v) is reached.
- the invention relates to the use of the microorganism of the invention, or of the culture of the invention, for carrying out an alcoholic fermentation.
- alcoholic fermentation also called ethanol fermentation or even ethyl fermentation
- the term "alcoholic fermentation” refers, in general, to a biological process of fermentation in the absence of air, caused by the activity of some microorganisms (in particular , in this case, microorganisms of the invention) that process carbohydrates (eg, glucose and / or fructose) to obtain as final products ethanol, C0 2 and ATP that, in general, consume the microorganisms themselves in their anaerobic energy cellular metabolism .
- the microorganism of the invention, or a culture of the invention is used to process, in the absence of air, one or more reducing sugars, for example, glucose and / or fructose.
- microorganism of the invention is capable of growing in a culture medium comprising orange juice, in a manner similar to that in a rich medium, such as YPD, as shown in Example 2 and in Figure 1.
- the invention relates to a method of growth of a microorganism of the invention, or of a culture of the invention, hereinafter "first method of the invention", which comprises inoculating said microorganism or culture in a culture medium comprising orange juice.
- the first method of the invention also includes its cultivation so that the growth of the microorganism of the invention takes place.
- the conditions necessary for the cultivation of the microorganism of the invention are widely known and / or can easily be determined by one skilled in the art.
- the microorganism of the invention is grown at a temperature between 15 ° C and 35 ° C, preferably at about 30 ° C.
- the microorganism of the invention is cultured under agitation; Although stirring may vary over a wide range, in a particular embodiment, said microorganism of the invention is cultured with agitation between 10 and 300 rpm, preferably between 100 and 250 rpm, typically about 220 rpm.
- the first method of the invention comprises a previous step of inoculating the microorganism of the invention, first, to an appropriate culture medium, on a small scale and in a small volume (pre-circle), and, once reached sufficient biomass, transfer said microorganism of the invention to a culture medium comprising orange juice on a larger scale.
- a pure pre-circle of the microorganism of the invention that is grown in the appropriate conditions, for example, at a temperature between 15 ° C and 35 ° C, preferably at approximately 30 ° C, with stirring, with agitation between 10 and 300 rpm, preferably between 100 and 250 rpm, advantageously around 220 rpm
- said culture medium used for the pre-circle is YPD (2% peptone, 2% glucose and 1% yeast extract) or YPG (2% peptone, 2% glycerol and 1% yeast extract).
- said pre-circle can be inoculated and cultured directly in a culture medium comprising orange juice, so as to reduce the adaptation phase to the final culture medium.
- said pre-circle can be inoculated and grown in a culture medium comprising orange juice diluted 25% in water.
- the pre-circle is grown in a culture medium comprising about 25% (v / v) of orange juice, about 75% (v / v) of water, and about 1% (w / v ) from a carbon source (glucose and / or fructose).
- the pre-circle can be added directly to the culture medium comprising definitive orange juice or, alternatively, on occasion, it may be necessary to previously subject said pre-circle to a centrifugation, as it happens, for example when the pre-circle has been grown in a medium of crop other than the culture medium comprising orange juice, such as YPD, YPE or YPG; in this case, it is convenient to subject the product to centrifugation and to different washes, in order to eliminate most of said culture medium (YPD, YPE or YPG).
- the culture inoculation load is comprised between 0.05 and 0.2 absorbance units per milliliter (AU / ml) measured by spectrophotometry at a wavelength of 660 nm.
- said absorbance value is 0.1 AU / ml, which corresponds to approximately 5 cells / ml. This relationship becomes effective if the pre-circle is in exponential phase of growth.
- the specific culture conditions of a microorganism of the invention (P. kluyver ⁇ ) in a culture medium comprising orange juice are known or can be easily determined by one skilled in the art.
- the microorganism of the invention is cultured at a temperature between 15 ° C and 35 ° C, preferably at approximately 30 ° C, with stirring, with agitation between 10 and 300 rpm, preferably between 100 and 250 rpm, advantageously around 220 rpm.
- Methods for determining whether the microorganism of the invention is growing properly in the culture medium comprising orange juice include those methods in which cell biomass is determined before growth and after an adequate time of growth and said cell biomass is compared. before and after. To determine the biomass, and, therefore, to know if the growth method has worked, the person skilled in the art knows different methods belonging to the state of the art, such as the determination of the optical density at 660 nm of the culture in which The microorganism of the invention is growing.
- the invention in another aspect relates to a method for obtaining a product derived from orange juice, hereinafter "second method of the invention", which comprises inoculating a microorganism of the invention, or a culture of the invention , in a culture medium comprising orange juice, under conditions that allow the fermentation of the reducing sugars present in the orange juice.
- second method of the invention comprises performing several steps, which will be described below.
- the second method of the invention comprises inoculating a microorganism of the invention, or a culture of the invention, in a culture medium comprising orange juice.
- Said step (i) is common to the first method of the invention, whereby its characteristics related to the microorganism (or culture), culture medium comprising orange juice and inoculation are incorporated herein by reference in everything that is applicable to the second method of the invention.
- a pre-circle of a microorganism of the invention is first grown in a culture medium appropriate, at a temperature between 15 ° C and 35 ° C, preferably at approximately 30 ° C, optionally under stirring, in a small volume to obtain sufficient biomass, and subsequently transferred to a larger volume of culture medium.
- said culture medium is a culture medium comprising orange juice.
- said pre-circle is grown in a culture medium comprising approximately 25% (v / v) of orange juice, approximately 75% (v / v) of water and 1% (p / v) of a source of carbon (glucose and / or fructose).
- the pre-circle culture is transferred to a culture medium comprising orange juice, in a suitable container for alcoholic fermentation to take place [step (ii) ].
- the pre-circle can be added directly to the culture medium comprising definitive orange juice or, sometimes, it may be necessary to subject it to a previous treatment, for example, centrifugation.
- a culture medium comprising orange juice such as YPD, YPE or YPG
- the culture inoculation load is between 0.05 and 0.2 AU / ml, determined by spectrophotometry at a wavelength of 660 nm.
- said absorbance value is 0.1 AU / ml, which corresponds to approximately 10 x 5 cells / ml. This relationship becomes effective if the pre-circle is in exponential phase of growth.
- the container comprising the culture medium comprising orange juice to which the pre-circle culture has been transferred is a suitable container for alcoholic fermentation to take place.
- said container in which the alcoholic fermentation is carried out is a tank, a bottle or a flask, and the culture is maintained in anaerobic conditions, or, alternatively, with air, preferably sterile, in the neck of head.
- said container is configured so that the output of the gas produced is allowed, but not the entry of air, while, in another particular embodiment, said container is configured so that the entry of sterile air is allowed.
- the culture is agitated in a timely manner either continuously or the recirculation of the lower part to the upper part of the fermentation broth (culture) is allowed, or a sterile air stream is incorporated, in order to homogenize the crop, which makes it possible, among other things, to increase the bioavailability of nutrients.
- the homogenization of the fermentation broth (culture) by conventional methods such as methods that limit sedimentation by, for example, techniques that provide movement to the fermentation broth or culture (eg, agitation, recirculation, incorporation of a stream of sterile air, etc.), allows the microorganism of the invention to ferment in the regions of the container (eg, fermenter) in which the greatest amount of pulp is found, being in the fermentation of juices with greater amount of pulp where it is increased the bitter character, that is, in general, the higher the percentage of pulp, the greater the bitterness that is reached after fermentation.
- the container eg, fermenter
- said movement can be carried out by agitation, for example, continuous agitation (eg, by using blades inside the fermenter, orbital agitation, etc.), or by recirculation of the lower fraction of the fermenter for deposition at the top, or by incorporating sterile air, etc.
- the stirring, during the alcoholic fermentation process is carried out constantly, within a range that can vary widely, for example, by way of illustration, not limitation, between 60 and 150 rpm, preferably 100 rpm, to achieve a correct homogenization of the content. Stirring along the alcoholic fermentation provides, among other advantages, the homogenization of the physical-chemical and microbiological content in the fermenter.
- the microorganism of the invention can be combined together with other yeasts that also participate or assist in fermentation; said yeasts can be inoculated sequentially or at the same time as the microorganism of the invention.
- Said yeasts may be yeasts known in the state of the art capable of fermenting any sugar, both reducing and non-reducing sugars, and capable of generating a final product of low alcohol content and good organoleptic properties.
- the duration of the alcoholic fermentation can be determined by one skilled in the art and is directly proportional to the concentration of fermentable sugars by the microorganism of the invention present in the medium and inversely proportional to the temperature.
- the temperature suitable for carrying out the alcoholic fermentation by a microorganism of the invention is between 15 ° C and 35 ° C, preferably between 20 ° C and 30 ° C.
- alcoholic fermentation can be maintained for a period of time that can vary within a wide range, generally of the order of hours to days; by way of illustration, not limitation, under the conditions indicated, alcoholic fermentation can be maintained for a period of time between 1 hour and 20 days, typically between 12 hours and 10 days, usually between 1 day and 5 days, for example, for 1, 2, 3, 4 or 5 days.
- the concentration of ethanol present in the fermented final product can vary within a wide range, depending on, among other factors, the concentration of reducing sugars present in the starting orange juice present in the culture medium; however, in a particular embodiment, the concentration of ethanol present in the fermented final product is between 0.1% and 3.4% (v / v). Because partial fermentation of sugars is usually experienced, in general, it is not necessary to add sucrose or other sweeteners to the final product.
- the product resulting from step (ii) [fermented product] can optionally be subjected to a treatment to remove or eliminate, totally or partially, the suspended solids possibly present in said product [ stage (iii)].
- Illustrative, non-limiting examples of suspended solids possibly present in the product resulting from step (ii) include microorganisms of the invention (and, optionally adjuvant yeasts that could have been added), pulp residues [step (iii)].
- the removal or elimination, in whole or in part, of said suspended solids can be carried out by any conventional technique known to those skilled in the art.
- said partial or total removal or elimination of said suspended solids can be carried out by applying, individually or in combination, the following treatments:
- centrifugation in order to cause sedimentation of solids or particles of higher density and retain the supernatant;
- said centrifugation is an industrial centrifugation whose conditions can be selected by one skilled in the art to optimize the result and can vary within a wide range, for example, between 1,000 g and 10,000 g, typically about 5,000 g approximately. , for a period of time between 1 and 30 minutes; In another particular embodiment, said centrifugation is carried out at 3,000 g for approximately 5 minutes.
- Decanting is a physical method of separating heterogeneous mixtures, in which the denser particles are separated from the less dense ones. If this method is carried out, a subsequent maturation is not necessary.
- the decantation is performed cold, typically at a temperature between 1 ° C and 8 ° C, preferably at
- said decantation is carried out at approximately 4 ° C, for a period of time between 12 hours and 10 days.
- Clarification with a substance with clarifying properties such as bentonite, gelatin, or any other appropriate compound, such as a compound appropriate flocculant, and discard of the precipitate.
- This method can be considered as a modification of the decanting method in which flocculant compounds are added, capable of binding to solids increasing their density and facilitating their sedimentation.
- the retained permeate can be pasteurized, which is achieved, on the one hand, eliminating microorganisms, and, on the other, partially degrading the pulp remains and achieving a more attractive product for consumption, since the liquid and solid phases are less differentiated
- the effluent is mixed with the permeate, obtaining a sterile product, which contains pectins that stabilize the foam, as well as pleasant antioxidants, aromas, flavor and color.
- pectins present in the pulp make fewer C0 2 for carbonation needed, because pectins improve stability.
- the treatments (a), (b) and / or (c) mentioned above are carried out for the withdrawal or elimination, in whole or in part, of suspended solids, it is advantageous to subject the resulting product to a subsequent pasteurization treatment for Eliminate the microbiological load.
- the treatment (d), tangential filtration with 0.2-0.45 ⁇ filters also eliminates microorganisms, so that the final product would already be sterilized and the subsequent pasteurization stage would not be necessary.
- the settling treatment (b) and then pasteurization is performed.
- Pasteurization consists of a thermal process carried out on products that comprise a liquid phase, in order to reduce the pathogens they may contain.
- Pasteurization conditions may vary within a certain range; thus, in a particular embodiment, said pasteurization is carried out by rapid heating at a temperature between 70 ° C and 80 ° C, for a period of time between 15 seconds and 120 seconds, followed of a "flash"cooling; by way of illustration, not limitation, in a specific embodiment, said pasteurization is carried out by rapid heating at a temperature between 78 ° C and 80 ° C, for approximately 30 seconds, followed by "flash” cooling, or, alternatively, by rapid heating at 70 ° C-75 ° C for a period of time between 15 seconds and 30 seconds, followed by "flash” cooling.
- stage (iii) the product obtained in stage (iii) can be subjected to a maturation treatment [stage (iv)], in which the cold fermented product is preserved, that is to say , at a temperature between 1 ° C and 8 ° C, typically between 2 ° C and 6 ° C, for example, about 4 ° C, for a period of time between 1 and 10 days, in order to remove certain volatile compounds and decantable solids at said temperature.
- This treatment is intended to eliminate solids that would form precipitates at the temperature of drinking.
- different compounds can be added that provide different properties and / or characteristics, as mentioned below.
- the fermented or mature fermented product obtained after the previous maturation treatment [step (iv)], if desired, can be subjected to an additive and homogenization process [step (v)] to achieve the desired physical stability (particle suspension) which tend to precipitate) and avoid, reduce or minimize color changes by oxidation in the final product during its useful life, without causing significant changes in the organoleptic characteristics (eg, taste, viscosity, etc.)
- the physical stability of the product obtained in step (iv) can be achieved by adding a physical stabilizer, suitable for food use, which provides physical stability to the final product by limiting the sedimentation of the solids eventually present in said final product;
- a physical stabilizer suitable for food use, include gums, for example, gellan gum (E-418), pectins (E-440), etc.
- these additives pursue that no deposits are formed in the final product by precipitation of the solids (eg, pulp remains, etc.).
- the concentration of physical stabilizer in the product obtained in step (iv) or in the final product, if added, may vary within a wide range, generally between 0.01% and 1% (w / v), typically around 0.4%> (w / v).
- the darkening or browning of the product obtained in step (iv), or of the product optionally physically stabilized as previously mentioned, or of the final product can be avoided, reduced or minimized, if desired, by the addition of an antioxidant appropriate, such as an antioxidant for food use; practically any food antioxidant that allows avoiding, reducing or minimizing said darkening or browning can be used in the implementation of this invention; however, in a particular embodiment, said antioxidant is selected from ascorbic acid, citric acid and its salts, for example, sodium citrate, calcium citrate, etc., tartaric acid, etc., and mixtures thereof. In a specific embodiment, said antioxidant is ascorbic acid since it is found naturally in orange juice.
- the antioxidant concentration in case at least one food use antioxidant is added to avoid, reduce or minimize the darkening or browning of the product obtained in step (iv), or of the optionally physically stabilized product, or of the final product, present in said product (s), it can vary within a wide range, generally between 0.01% and 2%> (w / v), typically about 0.1% (w / v).
- the resulting additive product may be subjected to a stirring process to favor subsequent homogenization.
- said homogenization is carried out between 100 bars (100 x 10 5 Pa) and 500 bars (250 x 1 0 5 Pa), preferably at about 250 bars (250 x 10 5 Pa), to achieve correct dispersion and hydration of the additives incorporated.
- step (v) The additive and homogenized product obtained in step (v) is subjected to a moderately mild heat treatment [step (vi)], typically at a temperature equal to or less than 100 ° C, for a short period of time, typically of the order of seconds, for example, between 5 and 120 seconds, usually between 10 and 45 seconds, preferably between 15 and 30 seconds, in order to reduce the microbial population present therein, and thereby achieve the logical microbe stability in the final product to keep it at room temperature.
- a moderately mild heat treatment typically at a temperature equal to or less than 100 ° C, for a short period of time, typically of the order of seconds, for example, between 5 and 120 seconds, usually between 10 and 45 seconds, preferably between 15 and 30 seconds, in order to reduce the microbial population present therein, and thereby achieve the logical microbe stability in the final product to keep it at room temperature.
- the additive and homogenized product obtained in step (v) is subjected to a heat treatment (eg, pasteurization), with a maintenance temperature between 70 ° C and 80 ° C, for a period of time between 5 and 120 seconds, and subsequent rapid cooling to room temperature, advantageously at a temperature between 78 ° C and 80 ° C, for approximately 30 seconds, followed by rapid cooling to approximately 20 ° C.
- a heat treatment eg, pasteurization
- step (vii) the additive and homogenized product obtained in step (v), before or after the heat treatment of stage (vi), can be subjected to gasification or carbonation treatment [step (vii)], which consists in the addition of carbon dioxide until equilibrium reaches a pressure between 0.1 and 2.5 bar (0.1-2.5 x 10 5 Pa), preferably 0.44 bar (0.44 x 10 5 Pa ).
- this treatment is carried out at a temperature between 1 ° C and 20 ° C, preferably between 2 ° C and 8 ° C, usually at approximately 4 ° C, in a specific container for gasification. With this pressure a ratio of 2 volumes of C0 2 is preferably achieved for each volume of beverage.
- the gas exchange between the phases is expected to be balanced, and, if necessary, more C0 2 is added until the pressure of about 0.44 bar (0.44 x 10 5 Pa) is reached.
- the carbonation time will depend on the type of container on which it is made, since it influences the area of liquid / gas exchange and will be sufficient time for the desired equilibrium pressure to be reached. In a preferred embodiment, for a more efficient carbonation, it is left carbonated 24 hours at 4 ° C, with the largest possible exchange area.
- carbonation can be performed by adding dry ice (solid carbon dioxide), preferably in a concentration of 1 to 20, preferably 2 to 10, more preferably about 6 g of dry ice / liter of product.
- the final product (which may be carbonated or non-carbonated) is sterilized
- said product can be stored at room temperature for a prolonged period of time, on the order of months, without contamination problems.
- the commercialization of the product without dependence on the cold chain reduces operating costs by increasing the possibility of better marketing and distribution.
- the second method of the invention gives rise to a product derived from orange juice different from those described in the state of the art and with suitable organoleptic properties and very good for consumption.
- the invention relates to a product derived from orange juice having an ethanol concentration comprised between 0.1% and 3.4% (v / v), produced by the second method of the invention.
- the concentration of final ethanol in said product derived from the orange juice provided by the invention is 2.5%.
- an orange juice with a concentration of 7% to 15% (v / v) of pulp is used, whose final characteristics of the product are suitable for consumption, since it is not too bitter.
- product derived from orange juice refers to a product generated from the alcoholic fermentation of orange juice by a microorganism of the invention, which has an ethanol concentration comprised between 0.1% and 3.4% (v / v).
- said product comprises non-reducing sugars, such as sucrose, at a concentration of approximately 50 g / 1, so it is not necessary to add sweeteners.
- additional compounds can be added to said product, such as flavorings, acidulants, colorants, preservatives, antioxidants, emulsifiers, thickeners, pulp stabilizers, additives to improve the properties of the product or any other compound of interest to the industry that increases the value of said product, and any of its combinations.
- Suitable compounds for addition in the final product include, but are not limited to, taurine, caffeine, theophylline, pectin, gums, carboxymethyl cellulose (CMC), carrageenans, starch or derivatives, cellulose, alginic acid, sodium alginate, potassium alginate, alginate ammonium, calcium alginate, propylene glycol alginate, sorbic acid, sodium sorbate, potassium sorbate, calcium sorbate, benzoic acid or benzoates, sulfites, ascorbic acid or ascorbates, tocopherols, lactic acid or lactates, citric acid or citrates, tartaric acid or tartaric acid phosphoric acid or phosphates or polyphosphates.
- the characteristics of the final product are as follows: Soluble solids and organic acids Initial up to 7 ° Bx
- the major volatile compounds present in the product derived from orange juice are preferably the following:
- the samples were plated with a medium that allows the growth of any yeast deposited on it. It is a rich medium that uses glucose as a carbon source and whose composition is as follows:
- a first visual screening was carried out on the plates in search of yeast colonies (whiter and less bright than the bacterial ones). Once selected those colonies that were visually identified as yeasts or doubts arose, the colonies were visualized by microscopy to make sure that they were really microorganisms of interest. Yeasts are larger than bacteria, in addition to having a more rounded morphology and being able to replicate by budding.
- yeast strains that were identified were seeded in new plates for purification and maintenance for subsequent tests. Selection of yeast of interest
- yeasts After screening by tasting, two yeasts were obtained (strain 4N179 and 4N187) that offered a very good organoleptic profile. These yeast strains were sent to the Spanish Type Culture Collection (CECT) for molecular identification. The report indicated that both yeasts belonged to the same species ⁇ Pichia kluyveri).
- yeasts are those related to the use of hydrocarbon compounds: sugar fermentation, sugar assimilation and alcohol assimilation.
- the fermentations were carried out in sterile containers.
- the sterilization procedure was performed by heat autoclaving or using chemical agents for this purpose.
- the chemical agents used were 50% bleach (sodium hypochlorite) in water or 70% ethanol in water and prior to fermentation a rinse was carried out to eliminate these agents.
- the juice from which it was split contained a minimum amount of microorganisms to rule out the proliferation of unwanted organisms that modified the fermentation process and therefore the final product. Specifically, it started from an orange juice without microorganisms obtained by a pasteurization procedure.
- Brix degrees were measured by refractometry using a portable refractometer, with a scale from 0 to 32 ° Bx.
- the percentage of pulp was determined by adding 10 ml of homogenized juice by stirring in a 15 ml graduated tube and centrifuging for 10 minutes at 3000 rpm. The percentage of pulp was determined according to the amount of pulp precipitated and quantified by the graduation of the tube.
- reducing sugars were carried out using the calorimetric method of 3.5 salicylic dinitro acid (DNS).
- DNS salicylic dinitro acid
- the acidity was determined by titration with sodium hydroxide (0.1 N) using phenolphthalein as an indicator.
- the culture was carried out in a medium rich in reducing sugars made with orange juice, containing 25% (v / v) of centrifuged orange juice 5 minutes at 3000 rpm, 1%> (w / v) of a source of carbon (glucose or fructose) and 75%> of water.
- the culture medium contained at least 20 g / 1 of reducing sugars that are assimilable by yeast. It was not necessary to provide any source of nitrogen, since orange juice provided these nutrients.
- the culture medium was sterilized by heat in an autoclave, with a temperature plateau of 121 ° C for 20 minutes to avoid contamination and obtain a pure pre-circle that only contained the strain of interest. Fermentation
- the optimum inoculation load in the culture corresponded to the absorbance range measured at 660 nm from 0.05 to 0.2.
- 0.1 absorbance units per milliliter correspond approximately to the order of 1 ⁇ 10 5 viable cells per milliliter. This relationship becomes effective if at the time of the pre-circle transfer it is in an exponential phase of growth. Above 0.2 the result was similar to that obtained with an absorbance of 0.1. However, below 0.05 the fermentation process was almost non-existent and extended a lot in time.
- the juice next to the yeast was introduced into a fermenter under anaerobic conditions or with air in the head neck, in variable proportion, which can range from 60 to 95% of juice volume / volume of the fermenter.
- the gas outlet was allowed but not the entrance, and in case of entering some air, it is sterile to prevent contamination with other microorganisms, for which a valve or other airlock type device was used.
- the fermentation was carried out under non-static conditions, with matrix movement.
- the movement was carried out in two ways: by continuous agitation (shovels inside the fermenter or with orbital agitation) and by recirculation of the lower fraction of the fermenter for deposition at the top. Stirring during the fermentation process was performed constantly at 100 rpm. For recirculation, the sample was taken from the lower area of the fermenter and with a fluid pump traced to the top of the thermostat where it was deposited. In this way, the content was homogenized. The recirculation rate was variable according to the type of fermenter since the correct homogenization of the content was sought.
- the fermentation time is directly proportional to the concentration of fermentable sugars by the yeast in the medium, and inversely proportional to the temperature.
- the optimum temperature for fermentation was 20 ° C and with a duration of 3 days.
- the concentration of ethanol present in the ferment was variable according to the concentration of reducing sugars present in the starting juice, but the amount of ethanol ranged between 0.1-3.4% v / v.
- the enzyme kit (Alcohol dehydrogenase) produced by ROCHE and marketed by R-Biopharm, Cat. No.
- Ethanol can be oxidized to acetaldehyde by NAD in the presence of Alcohol dehydrogenase (ADH) enzyme to produce NADH.
- ADH Alcohol dehydrogenase
- the NADH produced was determined spectrophotometrically at 334, 340 or 360 nm.
- the ethanol concentration was determined indirectly by determining the NADH. Gas chromatography was used to identify the other volatile alcohols.
- the process was carried out at 4 ° C and in a specific container for gasification. It consisted of adding carbonic anhydride until a specific pressure of 0.44 bar (0.44 x 10 5 Pa) was reached in equilibrium. With this pressure a ratio of 2 volumes of C0 2 for each volume of drink was reached. The procedure it consisted of adding the C0 2 and waiting for the gas exchange to be balanced between the phases (liquid-gas) and if necessary, more C0 2 was added until the pressure of 0.44 bar (0.44 x 10 5 Pa) was reached. ). For a more efficient carbonation, it was left carbonated 24 hours at 4 ° C, with the largest possible exchange area.
- the carbonation procedure favored the organoleptic properties of the final product by providing a strong cooling character, in addition to making the product more attractive by the formation of a layer of superior foam.
- the means in which the culture takes longer to reach the exponential phase are orange juice and the medium that has glycerol (YPG) as its culture medium.
- the medium used as a source of carbon ethanol (YPE) has a very pronounced exponential phase, but slightly more delayed in time than YPD and the medium with 25% juice.
- YPE glycerol
- Those media in which the exponential phase is experienced before is the medium with 25% orange juice and one that has glucose (YPD) as its source of carbon. As can be seen in Figure 1, the growth curve for these two media is similar.
- the majority volatile compounds present in the product derived from orange juice are preferably the following:
- acetaldehyde ripe apple aroma
- ethyl acetate pineapple aroma
- isobutanol isoamyl acetate
- methanol fruit aroma
- acetic 1 -propanol
- yeast A comparative study of fermentation in stirring of orange juice with different yeast strains was carried out. Specifically, these strains of yeast were the following:
- Sacchromyces cerevisiae yeast traditionally used for alcoholic fermentation in oenology, brewery and bakery.
- Saccharomyces cerevisiae var. bayanus yeast traditionally used for alcoholic fermentation in oenology and brewery.
- Saccharomyces carlsbergensis yeast traditionally used for alcoholic fermentation in brewery.
- Fermentations were performed at 20 ° C and tested for 15 days. The parameters evaluated throughout the fermentations were total sugars (reducing and non-reducing), ethanol and acidity. Reducing sugars
- Figure 6 shows a graph only with the first 6 days of fermentation.
- the strains with a greater capacity to metabolize reducing sugars are S. carlsbergensis and S. cereviseae, keeping the other strains similar values.
- the values of reducing sugars are between 0 and 10 g / 1 for all strains except for P. fermentans and S. cerevisiae var. bayanus
- the concentration of reducing sugars for all strains is practically 0.
- FIGs 7, 8 and 9 show the evolution during fermentation of a non-reducing sugar, such as sucrose.
- a non-reducing sugar such as sucrose.
- sucrose is a non-fermentable sugar by the strains of the genus Pichia, but by the rest of the strains.
- sucrose concentration for these three strains at day 6 is practically 0. That is, from day 6 there are no remaining Fermentable sugars in the fermentation broth, having the ability to metabolize sucrose.
- fermentans is also the most delayed of the three in terms of ethanol production, this data validates that it is also the slowest metabolizing reducing sugars. There is no tendency to metabolize ethanol by the strains, although small fluctuations.
- the lower ethanol production of strains 4N187 and 4N179 of P. kluyveri with respect to the P. fermentans strain is more pronounced when yeasts are grown without agitation ( Figure 13), where 7 days of fermentation by means of the strains of P. kluyveri a very low ethanol concentration of 1% is obtained, while with the P. fermentans strain the ethanol concentration is 2.2%.
- day 4 is defined as that in which the highest levels of ethanol are reached.
- the strains carlsbergensis and S. cerevisiae var. Bayanus shows a slight tendency to decrease these values, possibly due to the metabolization of ethanol by the yeast when the sugars are depleted as a source of carbon or by volatility of ethanol, since the process is carried out under agitation.
- volatility is ruled out, since for S. cereviseae, which is in the same conditions, it is not observed.
- S. cereviseae a higher alcohol content is reached, and after day 4, no degradation tendency is observed, although small fluctuations possibly due to the determination and sampling procedure are observed.
- the strains of the genus Pichia are not capable of degrading the sucrose present in orange juice, in contrast to the strains of the genus Sacharomyces that are capable of metabolizing it.
- the six strains follow the same pattern, observing that at 3 days the concentrations are between 0 and 10 g / 1 and by 4 days of fermentation they have already been exhausted .
- the 4N187 and 4N179 strains of P. kluyveri are the strains that provide the best organoleptic properties to the final product, as well as having a lower concentration of ethanol.
- the final product is similar to that obtained by fermentation with Saccharomyces, and does not have optimal organoleptic properties for consumption.
- sucrose since said yeast is capable of consuming sucrose and the ethanol content is higher than for strains 4N187 and 4N179.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Zoology (AREA)
- Wood Science & Technology (AREA)
- Genetics & Genomics (AREA)
- Bioinformatics & Cheminformatics (AREA)
- General Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- General Engineering & Computer Science (AREA)
- Biotechnology (AREA)
- Mycology (AREA)
- Microbiology (AREA)
- Botany (AREA)
- Medicinal Chemistry (AREA)
- Tropical Medicine & Parasitology (AREA)
- Virology (AREA)
- Biomedical Technology (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Micro-Organisms Or Cultivation Processes Thereof (AREA)
- Alcoholic Beverages (AREA)
Abstract
La invención se relaciona con una cepa de Pichia kluyveri, con capacidad para fermentar los azúcares reductores presentes enel zumo de naranja,así como con un método de crecimiento de dicho microorganismo,con su empleo en la producción de una bebida de baja graduación alcohólicay con unas propiedades organolépticas óptimas para su consumo y con dicho producto derivado de la fermentación utilizando la cepa de Pichia kluyveri.
Description
CEPA DE PICHIA KLUYVERIY SUS APLICACIONES
CAMPO DE LA INVENCIÓN
La invención se relaciona con una cepa de Pichia kluyveri, con capacidad para fermentar de forma natural el zumo de naranja, y con su empleo en la producción de una bebida de baja graduación alcohólica.
ANTECEDENTES DE LA INVENCIÓN
La fermentación alcohólica es quizás el primer proceso biotecnológico llevado a cabo por el hombre. Aunque en un primer momento se utilizó como método de conservación de frutas, con el paso de los años se fue consolidando como un método para obtener bebidas alcohólicas tales como los vinos. En general cuando se habla de bebidas producidas por fermentación de zumos de fruta se hace referencia al vino obtenido a partir de zumo de uva.
La mayor parte del vino se elabora a partir de uvas y, a menos que se especifique otra fuente, la palabra vino se refiere al producto que resulta de la fermentación del jugo de uva (Brown et al, 1989. lst ed. Blackwell Scientific Publications, Oxford, England). La manufactura de vinos de otras frutas distintas de la uva es muy popular en muchos países del norte europeo, donde las condiciones climáticas impiden el desarrollo de la vitivinicultura, especialmente en Polonia, Rusia y Alemania. En Gran Bretaña sólo una pequeña cantidad de vinos de otras frutas es producida a escala comercial, pero es muy común la elaboración casera artesanal.
Tradicionalmente para la fermentación de mostos de diferentes frutas se utilizan las poblaciones de levaduras existentes en el ecosistema del que se obtienen los frutos. Durante el proceso de fermentación se produce una evolución de las poblaciones microbianas en la que unas sustituyen a otras, a medida que la composición química del medio fermentado va cambiando. En el caso concreto de la fermentación de la naranja, el proceso presenta una diferencia fundamental y un problema adicional, con respecto a otros mostos de otras frutas. La diferencia estriba en que durante las primeras fases de la fermentación, Lactobacillus desplaza al resto de microorganismos, dando lugar a una fuerte acumulación de ácido láctico, lo cual proporciona al producto un olor y sabor desagradable. La fermentación espontánea de zumo de naranja, por tanto, no da lugar a
un producto con las propiedades organolépticas de los obtenidos a partir de otros mostos como uva, manzana, cebada, etc.
Las especies de levadura más abundantes presentes en el zumo de naranja son, por este orden, las siguientes Hanseniaspora uvarum (27%), Hanseniaspora occidentalis (15%), Pichia kluyveri (9%), Candida intermedia (7%) y Candida parapsilosis (6%>) (Arias et al. Applied and Environmental Microbio lo gy, 2002, 68: 1955-1961).
En concreto, Pichia es un género de la familia Saccharomycetaceae con células esféricas, elípticas u oblongas. Existen 91 especies del género Pichia y en concreto dentro de la especie P. kluyveri existen tres variedades, eremophila, cephalocereana y kluyveri (Phaff, Starmer y Tredick-Kline, 1987, Studies Mycol 30:412). Los miembros del género Pichia no son capaces de fermentar ni asimilar lactosa. En cuanto a la fermentación de otros carbohidratos, es variable según la especie. En concreto, Pichia kluyveri es capaz de fermentar glucosa, pero no galactosa, sacarosa, maltosa, rafinosa y trehalosa. Especies del género Pichia, tal como P. kluyveri y P. fermentans causan el deterioro de algunas frutas, como peras, tomates, naranjas, etc.
Hay antecedentes bibliográficos de producción de zumos de cítricos fermentados, que datan de hace muchos años, tales como los de Hendrickson y Kesterson (1965) (Agrie. Exp. Sta. Bull. 698 : 64-66) citando un trabajo de von Loesecke de 1936, que describen diversos productos derivados de la manufactura de los cítricos, entre ellos vinos de pomelo y naranja. En este último caso, se describe que, si bien el jugo de estos cítricos puede ser convertido en vino de sabor y aroma agradables, se requiere la adición de azúcar y condiciones de elaboración cuidadosamente controladas. Braverman (Composición y tecnología química. Madrid: Aguilar. 1952) menciona y describe los pasos para obtener los «vinos de agrios», a los cuales define como productos obtenidos por fermentación con levaduras vínicas, de zumos procedentes de frutas maduras de las variedades menos ácidas, adicionadas de azúcar, con el fin de obtener vinos de más cuerpo y menos ácidos. Los conocimientos científicos más actualizados que se tienen sobre la elaboración de vinos cítricos provienen de Turquía y de otros países asiáticos (China, Japón, Corea). Entre ellos, se pueden citar los estudios sobre la producción de vino de naranja realizados por Arici-Oe et al. (1994) (Gida 19, 2: 113-117) en China, el aislamiento e identificación de levaduras
para la producción de vino de naranja de Young-Hwan et al. (1997) (Korean J. Food Sci. Technol. 29, 3: 588-594) en Corea y estudios básicos de las técnicas de producción de vino de naranja de You-Young y Guo-Qing (2000) (J. Zhejiang Univ. Agrie. Life Sci. 26, 5: 513-515) en China.
Asimismo, se ha descrito un procedimiento para la obtención de un producto derivado del zumo de naranja que implica un proceso de fermentación mediante el empleo de levaduras alcohólicas (ES 2164565). En particular, las levaduras utilizadas pertenecen a los géneros Hanseniospora y Saccharomyces. Además, también se ha descrito un procedimiento de fermentación del zumo de naranja natural en el que se utilizan dos cepas de levaduras, que se añaden al zumo de naranja de manera secuencial. En concreto, dichas levaduras son Pichia fermentans CECT 11773 y Saccharomyces cerevisiae.
Por tanto, a pesar de que se han descrito algunos microorganismos con capacidad de fermentar el zumo de naranja, existe la necesidad de desarrollar un procedimiento a partir del cual se obtenga una bebida con mejores propiedades organolépticas y menor graduación alcohólica.
COMPENDIO DE LA INVENCIÓN
Los inventores han identificado una cepa de levadura de la especie Pichia kluyveri que posee la capacidad de llevar a cabo la fermentación del zumo de naranja, dando lugar a una bebida derivada de zumo de naranja, con unas propiedades organolépticas muy buenas para su consumo, así como una baja graduación alcohólica, entre 0, 1% y 3,4% (v/v), típicamente de alrededor de un 2,5%. Un cultivo de dicho aislado de P. kluyveri fue depositado el día 12 de mayo de 2010 en la Colección Española de Cultivos Tipo (CECT) con el número de acceso CECT 13055.
La presencia de una concentración adecuada de pulpa en el zumo de naranja de origen representa una ventaja ya que constituye un reservorio de oxígeno para la levadura, necesario en las primeras etapas de la fermentación, y, además, aporta una gran cantidad de nutrientes. Por otro lado, la capacidad de la cepa de levadura de la invención de fermentar únicamente los azúcares reductores presentes en el zumo, da lugar a un producto final que contiene azúcares no reductores, por ejemplo, sacarosa, lo que hace que su sabor sea muy agradable.
Por tanto, en un aspecto, la invención se relaciona con un microorganismo de la especie Pichia kluyveri, depositado en la Colección Española de Cultivos Tipo (CECT) con número de acceso 13055, con capacidad de fermentar glucosa y/o fructosa o un mutante de dicho microorganismo que mantiene dicha capacidad. Un cultivo y un medio de cultivo de dicho microorganismo constituyen aspectos adicionales de esta invención.
En otro aspecto, la invención se relaciona con el uso de dicho microorganismo o de dicho cultivo para llevar a cabo una fermentación alcohólica.
En otro aspecto, la invención se relaciona con un método de crecimiento de dicho microorganismo que comprende inocular dicho microorganismo en un medio que comprende zumo de naranja.
En otro aspecto, la invención se relaciona con un método para la obtención de un producto derivado del zumo de naranja que comprende la inoculación de dicho microorganismo o de un cultivo del mismo en un medio de cultivo que comprende zumo de naranja, bajo condiciones que permitan la fermentación de los azúcares reductores del zumo de naranja.
En otro aspecto, la invención se relaciona con un producto derivado del zumo de naranja que contiene una concentración de etanol comprendida entre 0,1% y 3,4% (v/v), obtenible mediante un método que comprende inocular dicho microorganismo en un medio de cultivo que comprende zumo de naranja, bajo condiciones que permitan la fermentación de los azúcares reductores presentes en el zumo de naranja.
BREVE DESCRIPCIÓN DE LAS FIGURAS
La Figura 1 muestra la evolución del crecimiento de la cepa de levadura 4N187 (CECT 13055) en diferentes medios, representando el tiempo de crecimiento en horas frente a la densidad óptica medida a 660 nm. YPD: medio rico con glucosa; YPE: medio rico con etanol; YPG: medio rico con glicerol; 25% zumo: medio que comprende 25% de zumo de naranja en agua; zumo: 100% de zumo de naranja.
La Figura 2 representa la evolución de la concentración de los azúcares totales consumidos (g/1) durante la fermentación para la cepa de levadura 4N187 (CECT 13055).
La Figura 3 representa la evolución de la concentración de los azúcares reductores (g/1) disponibles en el medio de cultivo durante la fermentación para la cepa de levadura 4N187 (CECT 13055).
La Figura 4 representa la evolución de la concentración de etanol (% v/v) a lo largo del tiempo de fermentación para la cepa de levadura 4N187 (CECT 13055).
La Figura 5 representa la evolución de los grados Brix (°Bx) a lo largo del tiempo de fermentación para la cepa de levadura 4N187 (CECT 13055).
La Figura 6 representa la evolución de la concentración de los azúcares reductores (g/1) disponibles en el medio de cultivo durante los primeros cinco días de fermentación para las diferentes cepas de levaduras: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P. fermentans, S. cerevisiae, S. carlbengensis y S. cerevisiae var. bayanus.
La Figura 7 representa la evolución de la concentración de los azúcares no reductores (g/1), en concreto sacarosa, disponibles en el medio de cultivo durante la fermentación para diferentes levaduras del género Pichia: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179 y P. fermentans.
La Figura 8 representa la evolución de la concentración de los azúcares no reductores (g/1), en concreto sacarosa, disponibles en el medio de cultivo durante la fermentación para diferentes levaduras del género Saccharomyces: S. cerevisiae, S. carlbengensis y S. cerevisiae var. bayanus.
La Figura 9 representa la evolución de la concentración de los azúcares no reductores (g/1) disponibles en el medio de cultivo durante la fermentación para las diferentes cepas de levaduras: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P. fermentans, S. cerevisiae, S. carlbengensis y S. cerevisiae var. bayanus.
La Figura 10 representa la evolución de la concentración de etanol (% v/v) generado durante la fermentación para las diferentes cepas de levaduras: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179, P. fermentans, S. cerevisiae, S. carlbengensis y S. cerevisiae var. bayanus.
La Figura 11 representa la evolución de la concentración de etanol (% v/v) generado durante la fermentación en agitación para las diferentes cepas del género Pichia: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179 y P. fermentans.
La Figura 12 representa la evolución de la concentración de etanol (% v/v) generado durante la fermentación para las diferentes cepas del género Saccharomyces: S. cerevisiae, S. carlbengensis y S. cerevisiae var. bayanus.
La Figura 13 representa la evolución de la concentración de etanol (% v/v) generado durante la fermentación sin agitación para las diferentes cepas del género Pichia: P. kluyveri 4N187 (CECT 13055), P. kluyveri 4N179 y P. fermentans.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
La invención se relaciona, en general, con un microorganismo con capacidad de fermentar azúcares reductores, en concreto, glucosa y/o fructosa, tal como se pone de manifiesto en el Ejemplo 3, en donde se puede observar que, tras la fermentación, la concentración de azúcares reductores es prácticamente cero.
Microorganismo de la invención
En un aspecto, la invención se relaciona con un microorganismo, en adelante
"microorganismo de la invención", de la especie Pichia kluyveri depositado en la Colección Española de Cultivos Tipo (CECT) con número de acceso 13055, con capacidad de fermentar glucosa y/o fructosa o un muíante de dicho microorganismo que mantiene dicha capacidad.
Tal como aquí se utiliza, la expresión "capacidad de fermentar glucosa y/o fructosa" significa que el microorganismo de la invención es capaz de llevar a cabo un proceso de fermentación de dichos azúcares reductores. Por "fermentación" se entiende un proceso catabólico de oxidación incompleta, totalmente anaeróbico, en el que el producto final es un compuesto orgánico. En concreto, el microorganismo de la invención presenta la capacidad de fermentar azúcares reductores, tales como glucosa y/o fructosa, mediante el proceso de fermentación alcohólica, en el que el microorganismo de la invención procesa dichos hidratos de carbono para obtener como productos finales etanol, dióxido de carbono (C02) en forma de gas y moléculas de adenosín trifosfato (ATP) que consume el propios microorganismo en su metabolismo celular energético anaeróbico.
Tal como se utiliza en la presente invención, el término "azúcares (o hidratos de carbono) reductores" se refiere a aquellos azúcares que poseen su grupo carbonilo
(grupo funcional) intacto, y que, a través del mismo, pueden reaccionar con otras moléculas. Dichos azúcares reductores provocan la alteración de las proteínas mediante una reacción de glucosilación no enzimática también denominada "reacción de Maillard" o glicación. Ejemplos ilustrativos, aunque no limitativos, de azúcares reductores, incluyen tanto monosacáridos como polisacáridos, tales como la glucosa, fructosa, gliceraldehído, galactosa, lactosa y maltosa. En concreto, el microorganismo de la invención es capaz de fermentar glucosa y/o fructosa.
En una realización particular, el microorganismo de la invención, además de ser capaz de fermentar azúcares reductores, no tiene (carece de) la capacidad de fermentar azúcares no reductores. Tal como se observa en el Ejemplo 3, la cepa 4N187 de P. kluyveri (CECT 13055) es incapaz de fermentar azúcares no reductores, por ejemplo, sacarosa, obteniéndose un producto final al que no es necesario añadir edulcorantes, debido a la concentración de sacarosa presente.
En una realización particular, el microorganismo de la invención es un muíante de dicha cepa Pichia kluyveri (CECT 13055), que mantiene la capacidad de fermentar glucosa y/o fructosa. Tal como se utiliza en la presente invención, el término "mutante" incluye cualquier individuo u organismo resultante de una mutación o modificación genética en el genoma de dicho organismo. Dicho organismo conserva la capacidad de fermentar azúcares reductores, en concreto de fermentar glucosa y/o fructosa.
La capacidad de un microorganismo o de un mutante de dicho microorganismo de fermentar azúcares reductores, en concreto glucosa y/o fructosa, se puede determinar por métodos convencionales, por ejemplo, haciendo crecer dicho microorganismo en un medio que comprende dichos azúcares reductores (glucosa y/o fructosa) y comprobando al final de la fermentación si dichos azúcares reductores han desaparecido del medio o si la cantidad inicial de los mismos ha disminuido. Métodos adecuados para la determinación de azúcares reductores incluyen el método calorimétrico del ácido 3,5- dinitrosalicílico (DNS) (Miller, G. L. 1959. Anal. Chem, 31; 426-428), la utilización del reactivo de Fehling, métodos cromatográficos, etc. En una realización preferida, la determinación de azúcares reductores se realiza mediante el método calorimétrico del ácido 3,5-dinitrosalicílico (DNS).
El microorganismo de la invención se puede cultivar en cualquier medio adecuado para levaduras. Como entenderá el experto en la materia, dicho medio de
cultivo comprende los nutrientes necesarios para permitir, bajo condiciones apropiadas (e.g., temperatura, etc.), el crecimiento de dicho microorganismo de la invención; el medio de cultivo puede encontrarse en estado sólido, semisólido y líquido. En una realización particular, dicho medio de cultivo es un medio rico con glucosa (YPD), un medio rico con etanol (YPE), un medio rico con glicerol (YPG), o cualquier otro medio de cultivo adecuado conocido por los técnicos en la materia. El microorganismo de la invención puede ser cultivado en cualquier medio de cultivo apropiado para el crecimiento de dicho microorganismo bajo condiciones apropiadas, por ejemplo, a una temperatura comprendida, preferentemente, entre 15°C y 35°C, ventajosamente, en agitación, por ejemplo, entre 10 y 300 revoluciones por minuto (rpm).
Con el fin de obtener un cultivo biológicamente puro de un microorganismo de la invención, en una realización particular, dicho microorganismo se puede cultivar en un medio de cultivo apropiado para levaduras, por ejemplo, un medio rico con glucosa (YPD) [20 g de peptona, 10 g de extracto de levadura y 20 g de glucosa].
Por tanto, en otro aspecto, la invención se relaciona con un cultivo biológicamente puro del microorganismo de la invención, en adelante "cultivo de la invención". Dicho cultivo biológicamente puro de dicho microorganismo de la invención puede obtenerse por métodos convencionales tal como se ha mencionado previamente.
En otro aspecto, la invención se relaciona con un medio de cultivo del microorganismo de la invención que comprende zumo de naranja, en adelante "medio de cultivo que comprende zumo de naranja". El zumo (o jugo) de naranja es un zumo de frutas en forma de líquido obtenido al exprimir el interior de la naranjas (Citrus sinensis). El zumo natural de naranja se obtiene por rotura de las bolsas mesocárpicas del fruto y extracción del jugo en un proceso que industrialmente se desarrolla rompiendo suavemente la cáscara para que los aceites esenciales no se mezclen con el zumo; este producto tiene entre 0,1% y 20% en volumen (v/v) de pulpa, dependiendo de la maquinaria utilizada para su extracción. El pH del zumo de naranja está comprendido entre 3 y 4, típicamente alrededor de 3,5, siendo este parámetro muy dependiente de la zona ecológica de origen de la fruta y de su estado de maduración.
La composición del medio de cultivo que comprende zumo de naranja puede variar dentro de un amplio intervalo; no obstante, en una realización particular, la
composición aproximada de dicho medio de cultivo que comprende zumo de naranja (de partida) comprende, preferentemente:

El zumo de naranja a utilizar en el medio de cultivo que comprende zumo de naranja para el cultivo de un microorganismo de la invención puede tener un origen variado. A modo ilustrativo, no limitativo, dicho zumo de naranja a utilizar en el medio de cultivo que comprende zumo de naranja puede proceder de zumo de naranja fresco, zumo de naranja pasteurizado, zumo de naranja congelado, zumo de naranja concentrado, etc. En caso de que el zumo de naranja proceda de un zumo de naranja concentrado, se puede diluir mediante la adición de agua hasta alcanzar los valores deseados de los distintos parámetros considerados, y, si es necesario, se puede proceder a su rectificación para enmarcarlo en los parámetros deseados para la fermentación indicados en la tabla anterior, principalmente la concentración de azúcares reductores. En una realización particular, el zumo de naranja es microbiológicamente estable; para ello, dicho medio de cultivo que comprende zumo de naranja puede ser sometido a un
proceso térmico para reducir los agentes patógenos que pudiera contener, por ejemplo, a un proceso de pasteurización. En otra realización particular, si es necesario, se procede a la rectificación del medio de cultivo que comprende zumo de naranja, añadiendo azúcares y/o modificando el pH.
En una realización particular, dicho medio de cultivo que comprende zumo de naranja está compuesto total, o sustancialmente, por zumo de naranja. En otra realización particular, dicho medio de cultivo que comprende zumo de naranj a comprende zumo de naranja en combinación con agua. En este último caso, la proporción agua:zumo de naranja, en volumen, puede variar dentro de un amplio intervalo; a modo ilustrativo, no limitativo, dicha proporción agua:zumo de naranja es de 1 : 1, 1 :2, 1 :3, 1 :4, 1 :5, 1 :6, 1 :7, 1 :8, 1 :9, 1 : 10 (v:v) e incluso mayor. Alternativamente, puede suceder que el agua se encuentre en mayor proporción que el zumo de naranja, por ejemplo, en una proporción agua:zumo de naranja de 2: 1, 3: 1, 4: 1, 5 : 1 , 6: 1 , 7: 1 , 8: 1 , 9: 1, 10: 1 (v:v) e incluso mayor. En caso de que el medio de cultivo que comprende zumo de naranja no sea un zumo de naranja puro o sustancialmente puro, puede ser necesaria la adición de azúcares reductores, tales como glucosa y/o fructosa, de manera que la fuente de carbono no resulte limitante. La cantidad de azúcares reductores a añadir, en ese caso, puede variar dentro de un amplio intervalo; en general, se puede añadir uno o más de dichos azúcares reductores hasta alcanzar una concentración final comprendida entre 0,2% y 5% (p/v); en una realización particular, se añade glucosa y/o fructosa hasta alcanzar una concentración final de un 1 % (p/v) aproximadamente .
En otro aspecto, la invención se relaciona con el uso del microorganismo de la invención, o del cultivo de la invención, para llevar a cabo una fermentación alcohólica. Tal como aquí se utiliza, el término "fermentación alcohólica" (también denominada fermentación del etanol o incluso fermentación etílica) se refiere, en general, a un proceso biológico de fermentación en ausencia de aire, originado por la actividad de algunos microorganismos (en particular, en este caso, microorganismos de la invención) que procesan hidratos de carbono (e.g., glucosa y/o fructosa) para obtener como productos finales etanol, C02 y ATP que, en general, consumen los propios microorganismos en su metabolismo celular energético anaeróbico. En una realización particular, el microorganismo de la invención, o un cultivo de la invención, se utiliza
para procesar, en ausencia de aire, uno o más azúcares reductores, por ejemplo, glucosa y/o fructosa.
Método de crecimiento del microorganismo de la invención
Los inventores han puesto de manifiesto que el microorganismo de la invención es capaz de crecer en un medio de cultivo que comprende zumo de naranja, de una manera similar a como lo hace en un medio rico, como por ejemplo, YPD, tal como se muestra en el Ejemplo 2 y en la Figura 1.
Por tanto, en otro aspecto, la invención se relaciona con un método de crecimiento de un microorganismo de la invención, o de un cultivo de la invención, en adelante "primer método de la invención", que comprende inocular dicho microorganismo o cultivo en un medio de cultivo que comprende zumo de naranja.
El experto en la materia conoce ampliamente las técnicas de inoculación de una levadura (microorganismo de la invención) en un medio de cultivo.
Una vez inoculado el microorganismo de la invención en un medio de cultivo que comprende zumo de naranja, el primer método de la invención incluye, además, su cultivo para que tenga lugar el crecimiento del microorganismo de la invención. Las condiciones necesarias para el cultivo del microorganismo de la invención (Pichia kluyverí) son ampliamente conocidas y/o pueden ser determinadas fácilmente por un experto en la materia. Ventajosamente, el microorganismo de la invención se cultiva a una temperatura comprendida entre 15°C y 35°C, preferentemente a unos 30°C aproximadamente. Asimismo, ventajosamente, el microorganismo de la invención se cultiva en agitación; aunque la agitación puede variar dentro de un amplio intervalo, en una realización particular, dicho microorganismo de la invención se cultiva con una agitación comprendida entre 10 y 300 rpm, preferentemente, entre 100 y 250 rpm, típicamente alrededor de 220 rpm aproximadamente.
En una realización particular, el primer método de la invención comprende una etapa previa de inocular el microorganismo de la invención, en primer lugar, a un medio de cultivo apropiado, a pequeña escala y en pequeño volumen (preinóculo), y, una vez alcanzada suficiente biomasa, transferir dicho microorganismo de la invención a un medio de cultivo que comprende zumo de naranja a mayor escala. Para ello, en general, se parte de un preinóculo puro del microorganismo de la invención que se cultiva en las
condiciones apropiadas, por ejemplo, a una temperatura comprendida entre 15°C y 35°C, preferentemente, a 30°C aproximadamente, en agitación, con una agitación comprendida entre 10 y 300 rpm, preferentemente entre 100 y 250 rpm, ventajosamente alrededor de 220 rpm. Aunque prácticamente cualquier medio de cultivo adecuado para el crecimiento de la invención puede ser utilizado como medio de cultivo para el preinóculo, en una realización particular, dicho medio de cultivo utilizado para el preinóculo es YPD (2% de peptona, 2% de glucosa y 1% de extracto de levadura) o YPG (2% de peptona, 2% de glicerol y 1% de extracto de levadura). Alternativamente, en otra realización particular, dicho preinóculo se puede inocular y cultivar directamente en un medio de cultivo que comprende zumo de naranja, de manera que se reduzca la fase de adaptación al medio de cultivo final. Asimismo, en otra realización particular, dicho preinóculo se puede inocular y cultivar en un medio de cultivo que comprende zumo de naranja diluido al 25% en agua. En una realización particular y preferida, el preinóculo se cultiva en un medio de cultivo que comprende aproximadamente 25% (v/v) de zumo de naranja, aproximadamente 75% (v/v) de agua, y aproximadamente 1% (p/v) de una fuente de carbono (glucosa y/o fructosa).
Posteriormente, tras haber conseguido suficiente biomasa en el preinóculo y que dicho preinóculo se encuentre en fase exponencial, se transfiere al medio de cultivo que comprende zumo de naranja definitivo para su cultivo a mayor escala. El preinóculo se puede añadir directamente al medio de cultivo que comprende zumo de naranja definitivo o, alternativamente, en ocasiones, puede ser necesario someter previamente dicho preinóculo a una centrifugación, tal como sucede, por ejemplo cuando el preinóculo se ha crecido en un medio de cultivo diferente al medio de cultivo que comprende zumo de naranja, tal como YPD, YPE o YPG; en este caso, resulta conveniente someter el producto a centrifugación y a diferentes lavados, con el fin de eliminar la mayor parte de dicho medio de cultivo (YPD, YPE o YPG).
En una realización particular, la carga de inoculación del cultivo está comprendida entre 0,05 y 0,2 unidades de absorbancia por mililitro (UA/ml) medido por espectrofotometría a una longitud de onda de 660 nm. En una realización preferida, dicho valor de absorbancia es de 0,1 UA/ml, que corresponde a lxlO5 células/ml aproximadamente. Esta relación se hace efectiva si el preinóculo se encuentra en fase exponencial de crecimiento.
Las condiciones concretas de cultivo de un microorganismo de la invención (P. kluyverí) en un medio de cultivo que comprende zumo de naranja son conocidas o las puede determinar fácilmente un experto en la materia. Preferiblemente, el microorganismo de la invención se cultiva a una temperatura comprendida entre 15°C y 35°C, preferentemente, a 30°C aproximadamente, en agitación, con una agitación comprendida entre 10 y 300 rpm, preferentemente entre 100 y 250 rpm, ventajosamente alrededor de 220 rpm.
Métodos para determinar si el microorganismo de la invención está creciendo adecuadamente en el medio de cultivo que comprende zumo de naranja incluyen aquellos métodos en los que se determina la biomasa celular antes del crecimiento y después de un tiempo adecuado de crecimiento y se compara dicha biomasa celular antes y después. Para determinar la biomasa, y, por tanto, conocer si el método de crecimiento ha funcionado, el experto en la materia conoce diferentes métodos pertenecientes al estado de la técnica, tales como la determinación de la densidad óptica a 660 nm del cultivo en el que está creciendo el microorganismo de la invención.
Método para la obtención de un producto derivado del zumo de naranja
En otro aspecto la invención se relaciona con un método para la obtención de un producto derivado del zumo de naranja, en adelante "segundo método de la invención", que comprende la inoculación de un microorganismo de la invención, o de un cultivo de la invención, en un medio de cultivo que comprende zumo de naranja, bajo condiciones que permiten la fermentación de los azúcares reductores presentes en el zumo de naranja. La puesta en práctica de dicho segundo método de la invención comprende la realización de varias etapas, las cuales se irán describiendo a continuación.
En una primera etapa [etapa (i)] el segundo método de la invención comprende la inoculación de un microorganismo de la invención, o de un cultivo de la invención, en un medio de cultivo que comprende zumo de naranja. Dicha etapa (i) es común al primer método de la invención, por lo que sus características relativas al microorganismo (o cultivo), medio de cultivo que comprende zumo de naranja e inoculación se incorporan aquí por referencia en todo lo que sea aplicable al segundo método de la invención. Brevemente, en una realización particular, se crece, en primer lugar, un preinóculo de un microorganismo de la invención en un medio de cultivo
apropiado, a una temperatura comprendida entre 15°C y 35°C, preferiblemente a 30°C aproximadamente, opcionalmente en agitación, en un volumen pequeño para obtener biomasa suficiente, y, posteriormente, se transfiere a un volumen mayor de medio de cultivo. En una realización particular, dicho medio de cultivo es un medio de cultivo que comprende zumo de naranja. En otra realización particular, dicho preinóculo se cultiva en un medio de cultivo que comprende aproximadamente 25% (v/v) de zumo de naranja, aproximadamente 75% (v/v) de agua y 1 % (p/v) de una fuente de carbono (glucosa y/o fructosa).
Una vez que se ha obtenido biomasa suficiente a partir del crecimiento del preinóculo, el cultivo del preinóculo se transfiere a un medio de cultivo que comprende zumo de naranja, en un recipiente adecuado para que se lleve a cabo la fermentación alcohólica [etapa (ii)]. El preinóculo se puede añadir directamente al medio de cultivo que comprende zumo de naranja definitivo o bien, en ocasiones, puede ser necesario someterlo previamente a un tratamiento previo, por ejemplo, centrifugación. En general, cuando el preinóculo se ha crecido en un medio de cultivo diferente a un medio de cultivo que comprende zumo de naranja, tal como YPD, YPE o YPG, es conveniente someter el preinóculo a un tratamiento que normalmente comprende una centrifugación y diferentes lavados, con el fin de eliminar la mayor parte de dicho medio. En una realización particular, la carga de inoculación del cultivo está comprendida entre 0,05 y 0,2 UA/ml, determinado por espectrofotometría a una longitud de onda de 660 nm. En una realización preferida, dicho valor de absorbancia es de 0,1 UA/ml, que corresponde a aproximadamente lxlO5 células/ml. Esta relación se hace efectiva si el preinóculo se encuentra en fase exponencial de crecimiento.
El recipiente que comprende el medio de cultivo que comprende zumo de naranja al que se le ha transferido el cultivo del preinóculo es un recipiente adecuado para que se lleve a cabo la fermentación alcohólica. En una realización particular, dicho recipiente en el que se lleva a cabo la fermentación alcohólica es un tanque, una botella o un matraz, y el cultivo se mantiene en condiciones anaeróbicas, o, alternativamente, con aire, preferentemente estéril, en el cuello de cabeza. En una realización particular, dicho recipiente está configurado de manera que se permite la salida del gas producido, pero no la entrada de aire, mientras que, en otra realización particular, dicho recipiente está configurado de manera que se permite la entrada de aire estéril. En una realización
preferida, el cultivo se agita de manera puntual o bien de manera continua o bien se permite la recirculación de la parte inferior a la parte superior del caldo de fermentación (cultivo), o bien se incorpora una corriente de aire estéril, con el fin de homogeneizar el cultivo, lo que posibilita, entre otras cosas, aumentar la biodisponibilidad de los nutrientes. Debido a la presencia de pulpa, durante la sedimentación se arrastran los microorganismos de la invención y se experimenta un gradiente de concentración de dichos microorganismos encontrándose la mayor concentración de éstos en la parte inferior del recipiente (e.g., fermentador). Por tanto, la homogenización del caldo de fermentación (cultivo) por métodos convencionales, tales como métodos que limitan la sedimentación mediante, por ejemplo, técnicas que aporten movimiento al caldo de fermentación o cultivo (e.g., agitación, recirculación, incorporación de una corriente de aire estéril, etc.), permite que el microorganismo de la invención fermente en las regiones del recipiente (e.g., fermentador) en las que se encuentra la mayor cantidad de pulpa, siendo en la fermentación de zumos con mayor cantidad de pulpa donde se aumenta el carácter amargo, es decir, en general, cuanto mayor es el porcentaje de pulpa, mayor es el amargor que se alcanza tras la fermentación. En una realización particular, dicho movimiento puede realizarse mediante agitación, por ej emplo, agitación continua (e.g., mediante el empleo de palas en el interior del fermentador, agitación orbital, etc.), o por recirculación de la fracción inferior del fermentador para su deposición en la parte superior, o mediante incorporación de aire estéril, etc. En una realización particular y preferida, la agitación, durante el proceso de fermentación alcohólica, se realiza de forma constante, dentro de un intervalo que puede varia ampliamente, por ejemplo, a modo ilustrativo, no limitativo, entre 60 y 150 rpm, preferentemente 100 rpm, para conseguir una correcta homogenización del contenido. La agitación a lo largo de la fermentación alcohólica proporciona, entre otras ventajas, la homogenización del contenido físico-químico y microbiológico en el fermentador. Ventajosamente, se debe realizar con la mínima aireación posible del caldo de fermentación para minimizar los efectos del oxígeno sobre los antioxidantes o metabolismo de las levaduras. El contacto de los antioxidantes contenidos en el fermento con el oxígeno reduce el carácter nutricional del mismo. Los efectos que produce el oxígeno en contacto con la levadura implican un cambio metabólico desde la
fermentación (metabolismo de interés) al metabolismo respiratorio (no interesa en este procedimiento).
En una realización particular, el microorganismo de la invención se puede combinar junto con otras levaduras que también participen o ayuden en la fermentación; dichas levaduras pueden ser inoculadas secuencialmente o bien al mismo tiempo que el microorganismo de la invención. Dichas levaduras pueden ser levaduras conocidas en el estado de la técnica capaces de fermentar cualquier azúcar, tanto azúcares reductores como no reductores, y capaces de generar un producto final de baja graduación alcohólica y buenas propiedades organolépticas.
El tiempo que dura la fermentación alcohólica puede ser determinado por un experto en la materia y es directamente proporcional a la concentración de azúcares fermentables por el microorganismo de la invención presente en el medio e inversamente proporcional a la temperatura. En una realización particular, la temperatura adecuada para llevar a cabo la fermentación alcohólica mediante un microorganismo de la invención está comprendido entre 15°C y 35°C, preferentemente entre 20°C y 30°C. Bajo estas condiciones, se puede mantener la fermentación alcohólica durante un periodo de tiempo que puede variar dentro de un amplio intervalo, generalmente del orden de horas a días; a modo ilustrativo, no limitativo, en las condiciones indicadas, se puede mantener la fermentación alcohólica durante un periodo de tiempo comprendido entre 1 hora y 20 días, típicamente entre 12 horas y 10 días, habitualmente entre 1 día y 5 días, por ejemplo, durante 1 , 2, 3, 4 ó 5 días. Una vez que se produce el agotamiento parcial o total de los azúcares reductores presentes en el medio de cultivo y se ha producido etanol y, opcionalmente, otros compuestos aromatizantes, la fermentación alcohólica se da por terminada. La concentración de etanol presente en el producto final fermentado puede variar dentro de un amplio intervalo, en función, entre otros factores, de la concentración de azúcares reductores presentes en el zumo de naranja de partida presente en el medio de cultivo; no obstante, en una realización particular, la concentración de etanol presente en el producto final fermentado está comprendida entre 0,1% y 3,4% (v/v). Debido a que se suele experimentar una fermentación parcial de los azúcares, en general, no resulta necesaria la adición de sacarosa u otros edulcorantes al producto final.
Una vez terminado el proceso de fermentación alcohólica, el producto resultante de la etapa (ii) [producto fermentado] se puede someter, opcionalmente, a un tratamiento para retirar o eliminar, total o parcialmente, los sólidos en suspensión eventualmente presentes en dicho producto [etapa (iii)] . Ejemplos ilustrativos, no limitativos, de sólidos en suspensión eventualmente presentes en el producto resultante de la etapa (ii) incluyen microorganismos de la invención (y, opcionalmente levaduras coadyuvantes que hubieran podido ser añadidas), restos de pulpa [etapa (iii)]. La retirada o eliminación, total o parcial, de dichos sólidos en suspensión puede llevarse a cabo por cualquier técnica convencional conocida por los técnicos en la materia. En una realización particular, dicha retirada o eliminación, parcial o total, de dichos sólidos en suspensión se puede llevar a cabo mediante la aplicación, de forma individual o combinada, de los siguientes tratamientos:
(a) Centrifugación, con el fin de provocar la sedimentación de los sólidos o de las partículas de mayor densidad y retener el sobrenadante; en una realización particular, dicha centrifugación es una centrifugación industrial cuyas condiciones pueden ser seleccionadas por un experto en la materia para optimizar el resultado y pueden variar dentro de un amplio intervalo, por ejemplo, entre 1.000 g y 10.000 g, típicamente alrededor de 5.000 g aproximadamente, durante un periodo de tiempo comprendido entre 1 y 30 minutos; en otra realización particular, dicha centrifugación se lleva a cabo a 3.000 g durante 5 minutos aproximadamente.
(b) Decantación y descarte del precipitado; la decantación es un método físico de separación de mezclas heterogéneas, en la cual se separan las partículas más densas de las menos densas. En caso de que se lleve a cabo este método, no es necesaria una maduración posterior. Ventajosamente, la decantación se realiza en frío, típicamente a una temperatura comprendida entre 1°C y 8°C, preferiblemente a
4°C aproximadamente, durante un periodo de tiempo variable, normalmente del orden de horas a días, por ejemplo, comprendido entre 1 hora y 15 días); no obstante, en una realización particular, dicha decantación se realiza a 4°C aproximadamente, durante un periodo de tiempo comprendido entre 12 horas y 10 días.
(c) Clarificación con una sustancia con propiedades clarificantes, tal como bentonita, gelatina, o cualquier otro compuesto apropiado, tal como un compuesto
floculante apropiado, y descarte del precipitado. Este método puede ser considerado como una modificación del método de decantación en el que se adicionan compuestos floculantes, capaces de unirse a los sólidos incrementando su densidad y facilitando su sedimentación.
(d) Filtración tangencial con filtros de 0,2-0,45 μιη, con una presión de aspiración a 2 bares (2xl05 Pa) y presión de salida a 0,5 bares (0,5xl05 Pa). Mediante este proceso se recupera el efluente. La filtración tangencial se caracteriza por una circulación rápida del líquido tangencialmente a una membrana o filtro. De este modo, al tiempo que se efectúa la filtración, se autolimpia la membrana, lo que permite trabajar en continuo con características de funcionamiento estables (composición, caudal, etc.). El permeado retenido se puede pasteurizar, con lo que se consigue, por un lado, eliminar los microorganismos, y, por otro, degradar parcialmente los restos de pulpa y conseguir un producto más atractivo para su consumo, ya que las fases líquida y sólida están menos diferenciadas. Finalmente, se mezclan el efluente con el permeado, obteniéndose un producto estéril, que contiene pectinas que estabilizan la espuma, así como antioxidantes, aromas, sabor y color agradables. Las pectinas presentes en la pulpa hacen que se necesite una menor cantidad de C02 para la carbonatación, debido a que las pectinas mejoran la estabilidad.
Si se llevan a cabo los tratamientos (a), (b) y/o (c) arriba mencionados para la retirada o eliminación, total o parcial, de sólidos en suspensión, resulta ventajoso someter el producto resultante a un tratamiento de pasteurización posterior para eliminar la carga microbiológica. Sin embargo, el tratamiento (d), filtración tangencial con filtros de 0,2-0,45 μιη, también elimina microorganismos, por lo que el producto final ya estaría esterilizado y no sería necesaria la etapa de pasteurización posterior. En una realización preferida, se realiza el tratamiento de decantación (b) y, a continuación, una pasteurización. La pasteurización consiste en un proceso térmico realizado sobre productos que comprenden una fase líquida, con el fin de reducir los agentes patógenos que puedan contener. Las condiciones de la pasteurización pueden variar dentro de un cierto intervalo; así, en una realización particular, dicha pasteurización se lleva a cabo mediante un calentamiento rápido a una temperatura comprendida entre 70°C y 80°C, durante un periodo de tiempo comprendido entre 15 segundos y 120 segundos, seguido
de un enfriamiento "flash"; a modo ilustrativo, no limitativo, en una realización concreta, dicha pasteurización se lleva a cabo mediante un calentamiento rápido a una temperatura comprendida entre 78°C y 80°C, durante aproximadamente 30 segundos, seguido de un enfriamiento "flash", o, alternativamente, mediante un calentamiento rápido a 70°C-75°C durante un periodo de tiempo comprendido entre 15 segundos y 30 segundos, seguido de un enfriamiento "flash".
Una vez retirados o eliminados, total o parcialmente, los sólidos, se puede someter el producto obtenido en la etapa (iii) a un tratamiento de maduración [etapa (iv)], en el que se conserva el producto fermentado en frío, es decir, a una temperatura comprendida entre 1°C y 8°C, típicamente entre 2°C y 6°C, por ejemplo, alrededor de 4°C aproximadamente, durante un periodo de tiempo comprendido entre 1 y 10 días, con el fin de eliminar determinados compuestos volátiles y sólidos decantables a dicha temperatura. Este tratamiento tiene como finalidad eliminar los sólidos que formarían precipitados a la temperatura de ingesta de la bebida. En caso de que se desee, se pueden añadir diferentes compuestos que aporten diferentes propiedades y/o características, tal como se menciona más adelante.
El fermento o producto fermentado madurado obtenido tras el tratamiento de maduración previo [etapa (iv)], si se desea, puede ser sometido a un proceso de aditivación y homogeneización [etapa (v)] para conseguir la estabilidad física deseada (suspensión de partículas que tienden a precipitar) y evitar, reducir o minimizar los cambios de color por oxidación en el producto final durante su vida útil, sin provocar modificaciones importantes en las características organolépticas (e.g., sabor, viscosidad, etc.)
La estabilidad física del producto obtenido en la etapa (iv) puede conseguirse mediante la adición de un estabilizante físico, apto para uso alimentario, que aporte estabilidad física al producto final limitando la sedimentación de los sólidos eventualmente presentes en dicho producto final; ejemplos ilustrativos, no limitativos, de dichos estabilizantes físicos, aptos para uso alimentario, incluyen gomas, por ejemplo, goma gelana (E-418), pectinas (E-440), etc. En general, estos aditivos persiguen que no se formen posos en el producto final por precipitación de los sólidos (e.g., restos de pulpa, etc.). La concentración de estabilizante físico en el producto obtenido en la etapa (iv) o en el producto final, en caso de que se añada, puede variar
dentro de un amplio intervalo, generalmente entre 0,01% y 1% (p/v), típicamente alrededor de 0,4%> (p/v).
Asimismo, el oscurecimiento o pardeamiento del producto obtenido en la etapa (iv), o del producto opcionalmente estabilizado físicamente como se ha mencionado previamente, o del producto final puede ser evitado, reducido o minimizado, si se desea, mediante la adición de un antioxidante apropiado, tal como un antioxidante de uso alimentario; prácticamente cualquier antioxidante alimentario que permita evitar, reducir o minimizar dicho oscurecimiento o pardeamiento puede ser utilizado en la puesta en práctica de esta invención; no obstante, en una realización particular, dicho antioxidante se selecciona entre ácido ascórbico, ácido cítrico y sus sales, por ejemplo, citrato sódico, citrato cálcico, etc., ácido tartárico, etc,, y sus mezclas. En una realización concreta, dicho antioxidante es ácido ascórbico ya que se encuentra de forma natural en el zumo de naranja. La concentración de antioxidante, en caso de que se añada al menos un antioxidante de uso alimentario para evitar, reducir o minimizar el oscurecimiento o pardeamiento del producto obtenido en la etapa (iv), o del producto opcionalmente estabilizado físicamente, o del producto final, presente en dicho(s) producto(s), puede variar dentro de un amplio intervalo, generalmente entre 0,01% y 2%> (p/v), típicamente alrededor de 0,1 % (p/v).
Opcionalmente, si se desea, el producto aditivado resultante puede ser sometido a un proceso de agitación para favorecer la homogeneización posterior. En una realización particular, dicha homogeneización se lleva a cabo entre 100 bares (100 x 105 Pa) y 500 bares (250 x 1 05 Pa), preferentemente a 250 bares (250 x 105 Pa) aproximadamente, para conseguir una correcta dispersión e hidratación de los aditivos incorporados.
El producto aditivado y homogeneizado obtenido en la etapa (v) se somete a un tratamiento térmico [etapa (vi)] moderadamente suave, típicamente a una temperatura igual o inferior a 100°C, durante un corto periodo de tiempo, típicamente del orden de segundos, por ejemplo, entre 5 y 120 segundos, normalmente entre 10 y 45 segundos, preferentemente entre 15 y 30 segundos, con el fin de reducir la población microbiana presente en la misma, y, con ello, conseguir la estabilidad microbio lógica en el producto final para poder conservarlo a temperatura ambiente. En una realización particular, el producto aditivado y homogeneizado obtenido en la etapa (v) se somete a un
tratamiento térmico (e.g., pasteurización), con una temperatura de mantenimiento comprendida entre 70°C y 80°C, durante un periodo de tiempo comprendido entre 5 y 120 segundos, y posterior enfriamiento rápido a temperatura ambiente, ventajosamente a una temperatura comprendida entre 78°C y 80°C, durante aproximadamente 30 segundos, seguido de un enfriamiento rápido hasta alcanzar 20°C aproximadamente. Tras este tratamiento, el valor de letalidad promedio calculado es de 16.
Finalmente, si se desea, el producto aditivado y homogeneizado obtenido en la etapa (v), antes o después del tratamiento térmico de la etapa (vi), puede ser sometido a tratamiento de gasificación o carbonatación [etapa (vii)], que consiste en la adición de anhídrido carbónico hasta alcanzar en equilibrio una presión comprendida entre 0,1 y 2,5 bares (0,1-2,5 x 105 Pa), preferentemente de 0,44 bares (0,44 x 105 Pa). En una realización particular, este tratamiento se realiza a una temperatura comprendida entre 1°C y 20°C, preferentemente entre 2°C y 8°C, habitualmente a 4°C aproximadamente, en u n recipiente específico para la gasificación. Con esta presión se alcanza preferentemente una relación de 2 volúmenes de C02 por cada volumen de bebida. Se espera a que se equilibre el intercambio gaseoso entre las fases (líquido-gas), y, si es necesario, se adiciona más C02 hasta alcanzar la presión de alrededor de 0,44 bares (0,44 x 105 Pa). El tiempo de carbonatación dependerá del tipo de recipiente sobre el que se realice, ya que influye el área de intercambio líquido/gas y será el tiempo suficiente para que se alcance la presión de equilibrio deseada. En una realización preferida, para una carbonatación más eficiente, se deja carbonatando 24 horas a 4°C, con el mayor área de intercambio posible. Alternativamente, la carbonatación se puede realizar mediante adición de hielo seco (dióxido de carbónico sólido), preferiblemente en una concentración de 1 a 20, preferentemente de 2 a 10, más preferentemente de aproximadamente 6 g de hielo seco/litro de producto.
En el caso de que el producto final (que puede estar carbonatado o no carbonatado) se esterilice, dicho producto se puede conservar a temperatura ambiente durante un periodo de tiempo prolongado, del orden de meses, sin problemas de contaminación. La comercialización del producto sin dependencia de la cadena de frío reduce los costes de explotación incrementando la posibilidad de una mejor comercialización y distribución.
El segundo método de la invención da lugar a un producto derivado del zumo de naranja diferente a los descritos en el estado de la técnica y con unas propiedades organolépticas adecuadas y muy buenas para su consumo. Así, en otro aspecto, la invención se relaciona con un producto derivado del zumo de naranja que presenta una concentración de etanol comprendida entre 0,1% y 3,4% (v/v), producido mediante el segundo método de la invención. Preferiblemente la concentración de etanol final en dicho producto derivado del zumo de naranja proporcionado por la invención es de 2,5%. En una realización particular, se emplea un zumo de naranj a con una concentración de 7% a 15% (v/v) de pulpa, cuyas características finales del producto son adecuadas para su consumo, ya que no es demasiado amargo.
El término "producto derivado del zumo de naranja", tal como aquí se utiliza, se refiere a un producto generado a partir de la fermentación alcohólica de zumo de naranj a por parte de un microorganismo de la invención, que presenta una concentración de etanol comprendida entre 0, 1% y 3,4% (v/v). En una realización particular, dicho producto comprende azúcares no reductores, tales como sacarosa, a una concentración de 50 g/1 aproximadamente, por lo que no es necesario añadir edulcorantes.
Adicionalmente, se pueden añadir a dicho producto compuestos adicionales, tales como aromatizantes, acidulantes, colorantes, conservantes, antioxidantes, emulsionantes, espesantes, estabilizantes de la pulpa, aditivos para mejorar las propiedades del producto o cualquier otro compuesto de interés para la industria que aumente el valor de dicho producto, y cualquiera de sus combinaciones. Compuestos adecuados para la adición en el producto final incluyen, aunque no se limitan, a taurina, cafeína, teofilina, pectina, gomas, carboximetilcelulosa (CMC), carragenanos, almidón o derivados, celulosa, ácido algínico, alginato sódico, alginato potásico, alginato amónico, alginato cálcico, alginato de propilenglicol, ácido sórbico, sorbato sódico, sorbato potásico, sorbato cálcico, ácido benzoico o benzoatos, sulfitos, ácido ascórbico o ascorbatos, tocoferoles, ácido láctico o lactatos, ácido cítrico o citratos, ácido tartárico o tartratos y ácido fosfórico o fosfatos o polifosfatos.
En una realización particular, las características del producto final son las siguientes:
Sólidos solubles y ácidos orgánicos Inicial hasta 7 °Bx
PH 3,5 ± 0,5
% pulpa Depende del tratamiento post-fermentativo
Azúcares Totales 30 - 90 g/1
Reductores Hasta 30 g/1
Glucosa Hasta 15 g/1
Fructosa Hasta 15 g/1
No reductores 30 - 60 g/1
Acidez total 0,8 ± 0,2 g ácido cítrico anhidro/lOOml
Etanol 0,1-3,4% v/v
Los compuestos volátiles mayoritarios presentes en el producto derivado del zumo de naranja son preferiblemente los siguientes:

A continuación se describen algunos ejemplos ilustrativos que ponen de manifiesto las características y ventajas de la invención; no obstante, no se deben considerar como limitativos del objeto de la invención.
EJEMPLO 1
Aislamiento y caracterización de Pichia kluyveri (CECT 13055)
I. MATERIALES Y MÉTODOS
Fruta
Para la búsqueda de levaduras del entorno cítrico, se tomaron muestras de diferentes variedades de cítricos: Navelina, Navelate, Salustiana, Pomelo y Naranja amarga.
Todas las frutas se tomaron de la Vega del Guadalquivir (Sevilla), entorno con mayor cantidad y variedad de cítricos de la zona de experimentación. Las regiones sobre las que se tomaron las muestras estuvieron 30 días sin tratamiento químico alguno que limitase el espontáneo desarrollo de la microbiota del entorno.
Se tomaron tres tipos de muestras:
(1) Naranjas completas,
(2) Naranjas a las que 7 días antes se les habían practicado escisiones en la piel, y
(3) Naranjas en estadio de podredumbre espontánea depositadas en el suelo.
Medios de cultivo
Las muestras fueron cultivadas en placas con un medio que permite el crecimiento de cualquier levadura que sobre él se deposite. Se trata de un medio rico que emplea como fuente de carbono la glucosa y cuya composición es la siguiente:
Para un volumen total de 1.000 mi: 20 g de peptona, 10 g de extracto de levadura, 20 g de agar y 20 g de fuente de carbono (glucosa). Posteriormente se sometió a autoclavado para su esterilización. Se dosificó en cada placa petri 20 mi del medio anterior en condiciones de esterilidad.
Cultivo de las muestras en las placas
Sobre las muestras frutales recibidas en el laboratorio se procedió al cultivo de diferentes regiones sobre placas con medio de cultivo. Así, según el tipo de muestra se procedió de la siguiente manera:
- Naranjas completas: Se pasaron palillos de dientes estériles por la cáscara de la naranja y se depositaron sobre la placa con el medio de cultivo. También se abrieron las piezas de fruta y se frotó con nuevos palillos la región entre la corteza y
la pulpa (región comprendida entre el epicarpo y mesocarpo). Con una micropipeta se tomaron pequeños volúmenes de zumo, pinchados directamente del mesocarpo, y se sembraron sobre las placas.
Naranjas a las que 7 días antes se les habían practicado escisiones en la piel: Se pasaron palillos de dientes estériles por la cáscara de la naranja y por las escisiones practicadas, y se depositaron sobre la placa con el medio de cultivo. También se abrieron las piezas de fruta y se frotaron con nuevos palillos por la región entre la corteza y la pulpa (región comprendida entre el epicarpo y mesocarpo). Con una micropipeta se tomaron pequeños volúmenes de zumo, pinchados directamente del mesocarpo, y se sembraron sobre las placas.
- Naranjas en estadio de podredumbre espontánea depositadas en el suelo: Se pasaron palillos de dientes estériles por la cáscara de la naranja y se depositaron sobre la placa con el medio de cultivo. Con una micropipeta se tomaron pequeños volúmenes de zumo, pinchados directamente del mesocarpo, y se sembraron sobre las placas.
II. RESULTADOS
Identificación de las cepas de levaduras
Sobre todas las placas ensayadas, un total de 50, se realizó una búsqueda de aquellas levaduras que fueron capaces de desarrollarse. Sobre las placas crecieron además de levaduras, otros hongos y bacterias.
Se realizó un primer cribado visual sobre las placas en busca de colonias de levaduras (más blancas y menos brillantes que las bacterianas). Una vez seleccionadas aquellas colonias que visualmente se identificaron como levaduras o que surgían dudas, se procedió a visualizar las colonias por microscopía para cerciorarse de que se trataban realmente de microorganismos de interés. Las levaduras presentan mayor tamaño que las bacterias, además de tener una morfología más redondeada y ser capaces de replicarse por gemación.
Las cepas de levaduras que se identificaron se sembraron en nuevas placas para su purificación y mantenimiento para posteriores ensayos.
Selección de la levadura de interés
Sobre la batería total de levaduras obtenidas del proceso de aislado e identificación, se ensayaron fermentaciones de zumo de naranja en pequeño volumen (250 mi) a diferentes tiempos y se descartaron si presentaban un perfil organoléptico desfavorable para un total de 8 catadores.
De todo el proceso de aislado e identificación de cepas levaduriformes, se obtuvieron un total de 9 colonias de microorganismos, sobre los que se ensayaron las fermentaciones y catas.
Tras el cribado por cata se obtuvieron dos levaduras (cepa 4N179 y 4N187) que ofrecían muy buen perfil organoléptico. Dichas cepas de levadura se enviaron a la Colección Española de Cultivos Tipo (CECT) para su identificación molecular. El informe indicó que ambas levaduras pertenecían a la misma especie {Pichia kluyveri).
Sobre estas dos cepas de levaduras se llevaron a cabo fermentaciones en paralelo y en diferentes condiciones, siendo la cepa 4N187 de Pichia kluyveri (CECT 13055) la que resultó en un producto más constante y homogéneo, y por ello, se seleccionó como la mejor levadura para llevar a cabo la fermentación de zumo de naranja y los posteriores estudios.
Por otro lado, para determinar las propiedades fisicoquímicas de la levadura se ha estudiado su crecimiento en distintos medios, ya que es preciso conocer las necesidades bioquímicas para el crecimiento de la levadura y partir de una materia prima idónea para el metabolismo de las levaduras. Algunos de los estudios incluyeron el crecimiento en distintos medios conteniendo cada uno de ellos fuentes de nitrógeno o carbono distintas, medios enriquecidos, medios con componentes para impedir el crecimiento de otros microorganismos (metabisulfito potásico), etc.
Análisis taxonómico de Pichia kluyveri
Entre los principales análisis que se realizaron de forma rutinaria para la caracterización de levaduras están los relacionados con la utilización de compuestos hidrocarbonatados: fermentación de azúcares, asimilación de azúcares y asimilación de alcoholes.
Los resultados de estos análisis para Pichia kluyveri fueron los siguientes:
Asimilación
Glucosa + N-acetil-D-glucosamina N
Galactosa - Metano 1 -
L-sorbosa - Etanol +
Sacarosa - Glicerol +
Maltosa - Eritritol -
Celobiosa - Ribitol -
Trehalosa - Galactitol -
Lactosa - D-manitol -
Melobiosa - D-glucocitol -
Rafinosa - a-metil-D-glucosido -
Melicitosa - Salicina -
Insulina - D-gluconato -
Almidón soluble - DL-lactato +/w
D-xilosa V Succinato +/w
L-arabinosa - Citrato w/-
D-arabinosa - Inositol -
D-ribosa - Hexadecano -
L-ramnosa - Nitrato -
D-glucosamina n Vitamina libre -
(+), positivo;(-), negativo; w, débil; v, variable (+/-, w/-); n, sin datos
A continuación se muestran los resultados de otros análisis de asimilación determinación de otras características, tales como su capacidad de crecimiento distintas temperaturas o el tipo de Co-Q.
FERMENTACION P. kluyveri var. kluyveri
Glucosa +
Galactosa -
Sacarosa -
Maltosa -
Lactosa -
Rafinosa -
Trehalosa -
D-glucitol -
D-glucitol -
REACCIONES DE ASIMILACION P. kluyveri var. Kluyveri Y OTRAS CARACTERÍSTICAS
Glucosa +
Galactosa -
L-sorbosa -
Sacarosa -
Maltosa -
Celobiosa -
Trehalosa -
Lactosa -
Melobiosa -
Rafinosa -
Melicitosa -
Inulina -
L-arabinosa -
D-arabinosa -
D-ribosa -
L-ramnosa -
D-glucosamina +
N-acetil-D-glucosamina +
Metano 1 -
Etanol +
Glicerol +
Eritritol -
Ribitol -
Galactiol -
D-manitol -
D-glucitol - a-metil-D-glucosido -
Salicina -
D-gluconato -
Citrato V
Inositol -
Hexadecano -
Nitrato -
Nitrito N
Vitamina libre -
2-Keto-D-gluconato -
5-Keto-D-gluconato -
Acido sacárico -
Xilitol N
L-arabinitol N
Arbutina N
1,2 diol-propano N
2,3 diol-butano N
Cadaverina N
Creatina N
L-lisina N
Etilamina N
50% glucosa N
10% NaCl/5% glucosa +
Formación de almidón -
Ureasa N
Crecimiento a 19°C +
Crecimiento a 25°C +
Crecimiento a 34°C N
Crecimiento a 37°C V
Crecimiento a 40°C N
Componente principal del Co-Q Co-Q 7
(+), positivo;(-), negativo; w, débil; v, variable (+/-, w/-); n, sin datos
EJEMPLO 2
Fermentación alcohólica de zumo de naranja por Pichia kluyveri (CECT
13055)
I. MATERIALES Y MÉTODOS
Medio de cultivo
Las fermentaciones se realizaron en recipientes estériles. El procedimiento de esterilizado se realizó por autoclavado por calor o bien empleando agentes químicos para tal fin. Los agentes químicos empleados fueron lejía (hipoclorito sódico) al 50% en agua o etanol al 70% en agua y previo a la fermentación se realizó un aclarado para la eliminación de estos agentes.
Como recipientes se emplearon botellines comerciales de 250 mi, barriles de aluminio de 5 1, recipientes de polipropileno de diferentes volúmenes y matraces de laboratorio también de diferentes volúmenes, según la necesidad.
El zumo del que se partió contenía una cantidad mínima de microorganismos para descartar la proliferación de organismos no deseados que modificaran el proceso de fermentación y por ende el producto final. En concreto, se partió de un zumo de naranja sin microorganismos obtenido por un procedimiento de pasteurización.
En el zumo de naranja de origen, se midieron los siguientes parámetros: sólidos solubles y ácidos orgánicos, pH, porcentaje de pulpa, azúcares reductores y no reductores y acidez total. Dichos parámetros, que tenían que estar dentro de unos intervalos para considerar la materia prima adecuada para la fermentación, se describen a continuación:
Sólidos solubles y ácidos orgánicos 11 ± 1 °Bx
PH 3,5 ± 0,5
% pulpa 7-15% v/v
Azúcares Totales 40-120 g/1
Reductores 30-60 g/1
Glucosa 15-30 g/1
Fructosa 15-30 g/1
No reductores 30-60 g/1
Acidez total 0,8 ± 0,2 g ácido cítrico anhidro/ 100 mi
Estos parámetros varían según la localización geográfica del cultivo, época del año y variedad del cítrico, ya que todos son dependientes del grado de madurez de la fruta. Por lo tanto, cuando fue necesario, se procedió a la rectificación de la materia prima hasta llegar los parámetros deseados descritos en la tabla anterior.
Los grados Brix (°Bx) se midieron por refractometría empleando un refractómetro portátil, con una escala de 0 hasta 32 °Bx. El porcentaje de pulpa se determinó añadiendo 10 mi de zumo homogeneizado por agitación en un tubo de 15 mi graduado y centrifugando durante 10 minutos a 3000 rpm. El porcentaje de pulpa se determinó según la cantidad de pulpa precipitada y se cuantificó por la graduación del tubo.
La determinación de azúcares reductores se realizó mediante la utilización del método calorimétrico del ácido 3 ,5 dinitro salicílico (DNS). La determinación de azúcares no reductores se llevó a cabo mediante una hidrólisis ácida de la sacarosa y una vez hidrolizado, se cuantificó como un azúcar reductor, tal como se ha descrito anteriormente.
La acidez se determinó mediante una valoración con hidróxido sódico (0,1 N) empleando como indicador la fenolftaleína.
El cultivo se realizó en un medio rico en azúcares reductores elaborado con zumo de naranja, que contenía un 25% (v/v) de zumo de naranja centrifugado 5 minutos a 3000 rpm, 1%> (p/v) de una fuente de carbono (glucosa o fructosa) y 75%> de agua. El medio de cultivo contenía al menos 20 g/1 de azúcares reductores que son los asimilables por la levadura. No fue necesario aportar ninguna fuente de nitrógeno, ya que el zumo de naranja aportaba dichos nutrientes. El medio de cultivo fue esterilizado
por calor en un autoclave, con una meseta de temperatura de 121°C durante 20 minutos para evitar contaminación y obtener un preinóculo puro que sólo contuviera la cepa de interés. Fermentación
Se partió de un preinóculo puro de la cepa de levadura CECT 13055, dicho preinóculo se incubó en agitación, a 220 rpm, a 30°C en el medio de cultivo descrito anteriormente.
Asimismo, se ensayaron otros medios de cultivos para el desarrollo del cultivo iniciador, tal como un medio rico con glucosa como fuente de carbono, un medio rico con glicerol como fuente de carbono, un medio rico con etanol como fuente de carbono y zumo de naranja sin diluir.
Tras probar las diferentes cargas de inoculación, la carga de inoculación óptima en el cultivo correspondió al rango de absorbancia medida a 660 nm de 0,05 a 0,2. 0,1 unidades de absorbancia por mililitro corresponden aproximadamente al orden de 1 · 105 células viables por mililitro. Esta relación se hace efectiva si en el momento de la transferencia del preinóculo éste se encuentra en fase exponencial de crecimiento. Por encima de 0,2 el resultado era similar al obtenido con una absorbancia de 0,1. Sin embargo, por debajo de 0,05 el proceso de fermentación era casi inexistente y se prolongaba mucho en el tiempo.
El zumo junto a la levadura se introdujo en un fermentador en condiciones anaerobias o con aire en el cuello de cabeza, en proporción variable, que puede ir desde el 60 hasta el 95% de volumen de zumo/volumen del fermentador. En este tipo de recipientes se permitía la salida de gas pero no la entrada, y en caso de entrar algo de aire, éste es estéril para impedir la contaminación con otros microorganismos, para lo que se empleó una válvula u otro dispositivo tipo airlock.
La fermentación se llevó a cabo en condiciones no estáticas, con movimiento de la matriz. El movimiento se realizó de dos maneras: por agitación continua (palas en el interior del fermentador o con agitación orbital) y por recirculación de la fracción inferior del fermentador para su deposición en la parte superior. La agitación durante el proceso de fermentación se realizó de forma constante a 100 rpm. Para la recirculación, se tomó la muestra de la zona inferior del fermentador y con una bomba de fluidos se
remontó a la parte superior del termentador donde se depositó. De este modo, se consiguió homogeneizar el contenido. La tasa de recirculación fue variable según el tipo de fermentador ya que se buscaba la correcta homogeneización del contenido.
El tiempo de fermentación es directamente proporcional a la concentración de azúcares fermentables por la levadura en el medio, e inversamente proporcional a la temperatura. Así, la temperatura óptima para la fermentación fue de 20°C y con una duración de 3 días. En este tiempo tuvo lugar el agotamiento parcial de los azúcares fermentables presentes y la producción de etanol y otros compuestos aromatizantes que supusieron un producto totalmente diferenciado del zumo de naranja de partida. La concentración de etanol presente en el fermento fue variable según la concentración de azúcares reductores presentes en el zumo de partida, pero la cantidad de etanol oscilaba entre 0,1-3,4% v/v. Para la determinación de la concentración de etanol se utilizó el kit enzimático (Alcohol deshidrogenasa) producido por ROCHE y comercializado por R- Biopharm, Cat. No. 10 176 290 035. El etanol se puede oxidar a acetaldehído por el NAD en presencia de la enzima alcohol dehidrogenasa (ADH) para producir NADH. El NADH producido se determinó espectrofotométricamente a 334, 340 ó 360 nm. Mediante la determinación del NADH se determinó de manera indirecta la concentración de etanol. Para la identificación de los demás alcoholes volátiles se empleó cromatografía de gases.
Sobre el producto final se realizó un perfil de compuestos volátiles (aromas) mediante cromatografía de gases/masas con un inyector especial capaz de tomar la fracción gaseosa que contenía los aromas.
Tratamiento post-fermentativo
Para el tratamiento post-fermentativo se probaron las siguientes operaciones de forma individual o en combinación:
(1) Centrifugación de 5 minutos a 3.000 g y eliminación del precipitado.
(2) Decantación a 4°C durante 1 a 10 días y eliminación del precipitado para eliminar los sólidos sedimentados.
(3) Clarificación con bentonita para incrementar la densidad de los sólidos en suspensión y facilitar su sedimentación y eliminación del precipitado.
(4) Filtración tangencial de 0,2-0,45 μηι, con una presión de aspiración a 2 bares (2 x 105 Pa) y presión de salida a 0,5 bares (0,5 x 105 Pa) y reteniendo el efluente.
(5) Pasteurización mediante tratamiento térmico a una temperatura comprendida entre 78°C y 80°C, durante diferentes tiempos, entre 10 segundos y 5 minutos. (6) Aditivación mediante adición de goma gelana (E-418) y/o pectinas (E-440), a diferentes concentraciones, entre 0,1% y 1% (p/v), para mejorar la estabilidad física del producto final, limitando la separación de fases y/o la oxidación.
Se observó que solo los tratamientos de filtración tangencial (4) y pasteurización (5), aportaban estabilidad microbiológica. El resto de tratamientos post-fermentativos no pueden utilizarse como tratamientos únicos aunque sí pueden utilizarse en combinación con otros tratamientos.
Como tratamientos post-fermentativos más idóneos, se concluyó que la decantación seguida de la aditivación y una pasteurización eran los tratamientos más óptimos, debido a que aportaban estabilidad física y microbiológica al producto final sin modificar sus propiedades organolépticas.
Con la decantación se consiguieron eliminar la mayor parte de los sólidos (pulpa) y levaduras. Se realizó en frío para limitar que se siguiera produciendo la fermentación, además de precipitar la mayoría de los sólidos decantables a esta temperatura.
Con la aditivación se consiguió la estabilidad física del producto.
Con la pasteurización se consiguió la estabilidad microbiológica y se interrumpió el proceso fermentativo, incluso a temperatura ambiente. Esto permite comercializar el producto sin necesidad de mantener una cadena de frío. La pasteurización necesaria para aportar estabilidad consistió en un calentamiento rápido y en mantener una meseta de 30 segundos a una temperatura comprendida entre 78°C y 80°C seguido de un enfriamiento "flash".
Carbonatación
El proceso se llevó a cabo a 4°C y en un recipiente específico para la gasificación. Consistió en la adición de anhídrido carbónico hasta alcanzar en equilibrio una presión específica de 0,44 bares (0,44 x 105 Pa). Con esta presión se alcanzó una relación de 2 volúmenes de C02 por cada volumen de bebida. El procedimiento
consistió en añadir el C02 y esperar a que se equilibrara el intercambio gaseoso entre las fases (líquido-gas) y si era necesario, se añadía más C02 hasta alcanzar la presión de 0,44 bares (0,44 x 105 Pa). Para una carbonatación más eficiente, se dejó carbonatando 24 horas a 4°C, con el mayor área de intercambio posible.
El procedimiento de carbonatación favoreció las propiedades organolépticas del producto final al aportar un fuerte carácter refrescante, además de hacer más atractivo el producto por la formación de una capa de espuma superior.
II. RESULTADOS
Las curvas de crecimiento para la cepa de levadura CECT 13055 en los diferentes medios de cultivo en la fase exponencial se muestran en la Figura 1.
Los medios en los que el cultivo tarda más en alcanzar la fase exponencial son el zumo de naranja y el medio que tiene como medio de cultivo glicerol (YPG). El medio que emplea como fuente de carbono etanol (YPE) tiene una fase exponencial muy pronunciada, pero ligeramente más retrasada en el tiempo que YPD y el medio con un 25% de zumo. Hay que tener en cuenta que el medio de cultivo que usa como fuente de carbono etanol es el más caro de todos, por lo que no es conveniente utilizarlo en el proceso de fermentación.
Aquellos medios en los que se experimenta antes la fase exponencial son el medio con un 25% de zumo de naranja y aquel que tiene como fuente de carbono glucosa (YPD). Tal como se puede observar en la Figura 1 , la curva de crecimiento para estos dos medios es similar.
Tras esta comparación de crecimiento en los diferentes medios, se consideró como medio más óptimo para el cultivo del preinóculo aquel que contenía un 25% de zumo de naranja y ligeramente enriquecido con azúcares reductores (25 %> (v/v) de zumo de naranja, 1%> (p/v) de una fuente de carbono (glucosa o fructosa) y 75%> de agua). Las razones por las que se considera este medio como el más adecuado son que es el más económico, se alcanza la fase estacionaria en menor tiempo, la densidad óptica máxima alcanzada es aceptable, y además, reduce el tiempo de adaptación del microorganismo al medio de fermentación y no es necesario realizar lavados del cultivo al cambiar de preinóculo al cultivo. Debido a que se produce el preinóculo en un medio similar al zumo de naranja, no es necesaria la adaptación del microorganismo desde el
crecimiento en el preinóculo hasta el crecimiento en zumo de naranja para llevar Í la fermentación.
El producto final tras la fermentación presenta las siguientes características

En cuanto a los compuestos volátiles mayoritarios presentes en el producto derivado del zumo de naranja son preferiblemente los siguientes:
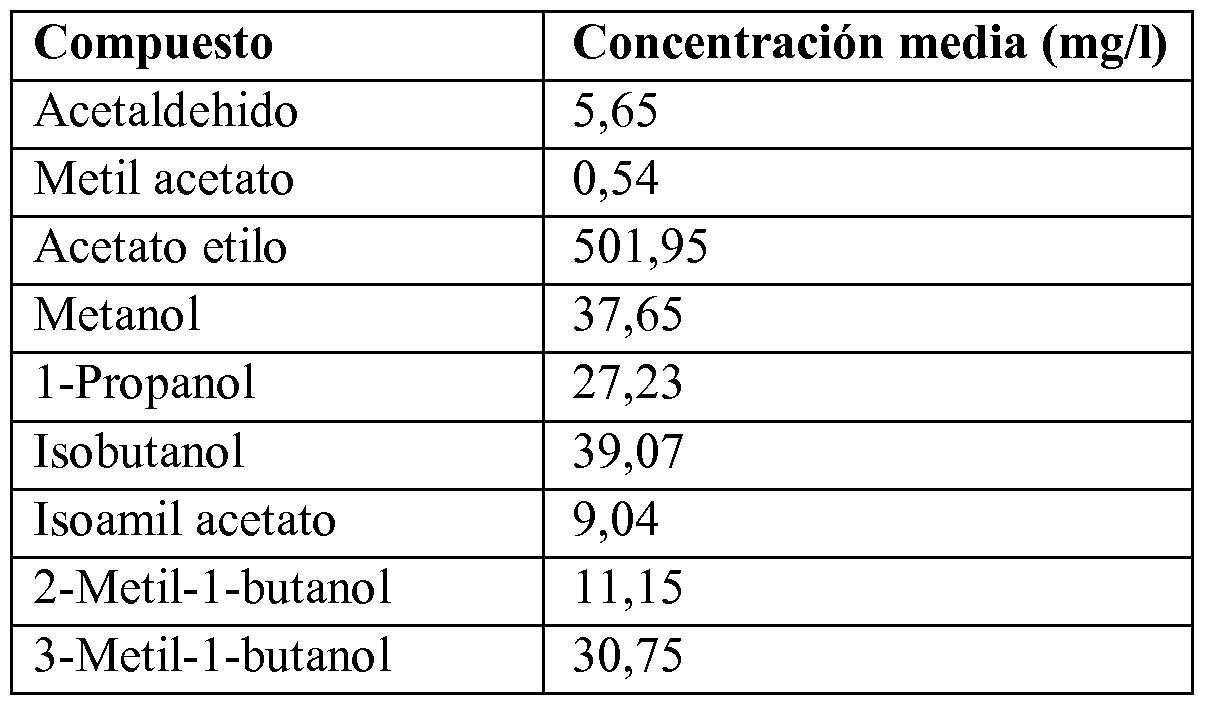
Se puede observar en la Figura 2 que a partir del tercer día de fermentación, se han consumido aproximadamente el 60% de los azúcares presentes en el medio de cultivo, cantidad que no aumenta a mayor tiempo de fermentación. En concreto, la concentración de azúcares no reductores presentes en el medio a fermentar (sacarosa), permanece invariable durante el procedimiento fermentativo, ya que la cepa de levadura no es capaz de consumir dichos azúcares, siendo la concentración inicial y final para la sacarosa de 48 g/1. Sin embargo, tal como se puede observar en la Figura 3 , la concentración de azúcares reductores disponibles disminuye drásticamente al cabo de los 4 días de comenzar la fermentación, hasta agotarse prácticamente. En cuanto a la concentración de etanol, en la Figura 4 se puede observar cómo a partir de los 4 días la concentración de etanol se mantiene invariable, es decir, se mantiene aproximadamente a 3,5%. Por último, los grados Brix (°Bx), que miden el cociente total de sacarosa disuelta en un líquido disminuyen con el tiempo de fermentación, de manera que en origen el zumo de naranja a fermentar presentaba 11 °Bx y tras cuatro días de fermentación dicho valor estaba alrededor de 7 °Bx.
Tanto la acidez como el pH permanecieron invariables durante el proceso fermentativo. La acidez se mantiene en torno a 0,8 g de ácido cítrico anhidro/ 100ml y el pH alrededor de 3,5. Aunque se experimentan ligeras fluctuaciones, no sigue ninguna tendencia. Probablemente se deba a que el zumo que se fermenta ya presenta un pH ácido, y no es necesario que la levadura lo modifique para adecuarse a él. EJEMPLO 3
Comparación de la fermentación llevada a cabo por diferentes levaduras
Se realizó un estudio comparativo de fermentación en agitación de zumo de naranja con diferentes cepas de levaduras. En concreto, dichas cepas de levadura fueron las siguientes:
- 4N187: Cepa de levadura de Pichia kluyveri aislada del entorno natural de los cítricos, depositada con el número de CECT 13055.
4N179: Cepa de levadura de Pichia kluyveri aislada del entorno natural de los cítricos.
Pichia fermentans
Sacchromyces cerevisiae: levadura tradicionalmente empleada para fermentación alcohólica en enología, cervecería y panificación.
Saccharomyces cerevisiae var. bayanus: levadura tradicionalmente empleada para fermentación alcohólica en enología y cervecería.
Saccharomyces carlsbergensis: levadura tradicionalmente empleada para fermentación alcohólica en cervecería.
Se muestran datos de comparación de estas cepas en fermentación con agitación
(100 rpm). Las fermentaciones se realizaron a 20°C y se ensayaron durante 15 días. Los parámetros evaluados a lo largo de las fermentaciones fueron azúcares totales (reductores y no reductores), etanol y acidez. Azúcares reductores
La concentración de azúcares reductores, tales como glucosa y fructosa, disminuyen a lo largo del tiempo de fermentación en todas las cepas. Debido a que a partir del día 5 ya se han consumido la totalidad de azúcares reductores, en la Figura 6 se muestra un gráfico sólo con los 6 primeros días de fermentación. A día 2 tras la fermentación, las cepas con una mayor capacidad de metabolización de azúcares reductores son S. carlsbergensis y S. cereviseae, manteniendo las demás cepas valores similares. A día 3, los valores de azúcares reductores están comprendidos entre 0 y 10 g/1 para todas las cepas excepto para P. fermentans y S. cerevisiae var. bayanus. A día 4 la concentración de azúcares reductores para todas las cepas es prácticamente 0.
Acidez
Se analizó la acidez del fermento a lo largo del procedimiento, que permaneció invariable durante la fermentación e independiente de si el procedimiento transcurrió en agitación o estático.
Azúcares no reductores
En las Figuras 7, 8 y 9 se muestra la evolución durante la fermentación de un azúcar no reductor, tal como la sacarosa. La sacarosa es un azúcar no fermentable por las cepas del género Pichia, pero sí por el resto de las cepas.
Tal como se puede observar en la Figura 7, las dos cepas de P. kluyveri (4N187 y 4N179) presentan un perfil de consumo de azúcares no reductores muy similar. La concentración de sacarosa permanece prácticamente invariable durante el procedimiento fermentativo para estas cepas, las pequeñas fluctuaciones derivan posiblemente del muestreo y el procedimiento de cuantificación. En caso de influir en el metabolismo de la cepa, se observaría una clara tendencia durante la fermentación. De este ensayo se extrae la incapacidad de la cepa de levadura de P. kluyveri de metabolizar la sacarosa en agitación.
En cuanto a la evolución de la concentración de sacarosa en las cepas de Saccharomyces, tal como se observa en la Figura 8, la concentración de sacarosa para estas tres cepas a día 6 es prácticamente 0. Es decir, a partir del día 6 no quedan azúcares fermentables en el caldo de fermentación, al tener la capacidad de metabolizar la sacarosa.
En la Figura 9 se muestra una comparación de la evolución de la concentración de sacarosa en todas las cepas de levadura ensayadas. Se observa la diferencia entre las cepas del género Pichia (4N187, 4N179 y P. fermentans) que no metabolizan la sacarosa, frente a las del género Saccharomyces (S. cereviseae, S. carlsbergensis y S. cerevisiae var. bayanus) que sí son capaces de degradarla. Dentro del género Saccharomyces, la más retardada es S. cerevisiae var. bayanus y la que presenta una mayor actividad es S. cereviseae.
Etanol
La evolución para la producción de etanol, al igual que el consumo de azúcares no reductores (sacarosa) sigue dos patrones diferenciados según el género de la cepa de levadura empelada, ya sean para las cepas del género Pichia como para las cepas del género Saccharomyces. En el caso de las levaduras del género Saccharomyces se obtienen mayores niveles de producción de etanol, algo razonable ya que se metaboliza la sacarosa (Figura 10 y Figura 12).
Tanto la cepa 4N187 como la cepa 4N179 siguen el mismo patrón de comportamiento en cuanto a la producción de etanol (Figura 11). Se observa diferencia respecto a P . fermentans en cuanto a la producción de alcohol, ya que ésta, a partir del día 8 es capaz de producir un grado alcohólico más que P. kluyveri. P. fermentans también es la más retardada de las tres en cuanto a la producción de etanol, este dato valida que también sea la más lenta metabolizando los azúcares reductores. No se observa una tendencia de metabolizar etanol por parte de las cepas, aunque sí pequeñas fluctuaciones. La menor producción de etanol de las cepas 4N187 y 4N179 de P. kluyveri con respecto a la cepa de P. fermentans se ve más acentuada cuando se cultivan las levaduras sin agitación (Figura 13), en donde a 7 días de fermentación mediante las cepas de P. kluyveri se obtiene una concentración de etanol muy baja, de 1%, mientras que con la cepa de P. fermentans la concentración de etanol es de 2,2%.
En cuanto a las cepas de Saccharomyces, para todas las cepas, se define el día 4 como aquel en el que se alcanzan los mayores niveles de etanol. Pasado este día, para las cepas carlsbergensis y S. cerevisiae var. bayanus se observa una ligera tendencia de disminución de estos valores, posiblemente debido a la metabolización de etanol por parte de la levadura al agotarse los azúcares como fuente de carbono o por volatilidad del etanol, ya que el proceso se realiza en agitación. Sin embargo, se descarta la volatilidad, ya que para S. cereviseae, que se encuentra en las mismas condiciones, no se observa. Para S. cereviseae, se alcanza un mayor grado alcohólico, y pasado el día 4, no se observa ninguna tendencia de degradación, aunque sí pequeñas fluctuaciones posiblemente debidas al procedimiento de determinación y muestreo.
CONCLUSIONES
Las cepas del género Pichia no son capaces de degradar la sacarosa presente en el zumo de naranja, en contraposición con las cepas del género Sacharomyces que sí son capaces de metabolizarlo.
En cuanto a la metabolización de los azúcares reductores (glucosa + fructosa), las seis cepas siguen un mismo patrón, observándose que a 3 días las concentraciones están comprendidas entre 0 y 10 g/1 y para los 4 días de fermentación ya se han agotado.
Al agotarse los azúcares asimilables por las cepas del género S. cerevisiae var. bayanus y S. carlsbergensis, los niveles de etanol van disminuyendo.
Las cepas del género Pichia son capaces de alcanzar en tres días 2,5% de etanol y mantener azúcares residuales, siendo la mayor parte sacarosa (no metabolizable) y algunos residuos de azúcares reductores. Los niveles de azúcares son suficientes como para no tener que adicionar edulcorantes.
Las cepas 4N187 y 4N179 de P. kluyveri son las cepas que mejores propiedades organolépticas aportan al producto final, además de presentar menor concentración de etanol. Para el caso de P.fermentans, a pesar de comportarse de manera similar que las cepas 4N187 y 4N179 de P. kluyveri, el producto final es parecido al obtenido por fermentación con Saccharomyces, y no presenta propiedades organolépticas óptimas para su consumo. Asimismo, en el producto final obtenido a partir de P.fermentans es necesario añadir sacarosa, ya que dicha levadura es capaz de consumir sacarosa y el contenido en etanol es mayor que para las cepas 4N187 y 4N179.
Claims
1. Un microorganismo de la especie Pichia kluyveri depositado en la Colección Española de Cultivos Tipo (CECT) con número de acceso 13055, con capacidad de fermentar glucosa y/o fructosa o un muíante de dicho microorganismo que mantiene dicha capacidad.
2. Un cultivo biológicamente puro de un microorganismo según la reivindicación 1.
3. Un medio de cultivo que comprende zumo de naranja.
4. Medio de cultivo según la reivindicación 3, que comprende 25% (v/v) de zumo de naranja y 1% (p/v) de una fuente de carbono.
5. Medio de cultivo según la reivindicación 4, en el que la fuente de carbono se selecciona entre glucosa, fructosa y sus mezclas.
6. Uso de un microorganismo según la reivindicación 1, o de un cultivo según la reivindicación 2, para llevar a cabo una fermentación alcohólica.
7. Un método de crecimiento de un microorganismo según la reivindicación 1,
0 de un cultivo según la reivindicación 2, que comprende inocular dicho microorganismo en un medio de cultivo que comprende zumo de naranja.
8. Un método para la obtención de un producto derivado del zumo de naranja que comprende la inoculación de un microorganismo según la reivindicación
1 o de un cultivo según la reivindicación 2, en un medio de cultivo que comprende zumo de naranja, bajo condiciones que permitan la fermentación de los azúcares reductores presentes en el zumo de naranja.
9. Método según la reivindicación 8, en el que la fermentación se realiza a una temperatura comprendida entre 15°C y 35°C.
10. Método según cualquiera de las reivindicaciones 8 ó 9, en el que la fermentación se realiza durante un periodo de tiempo comprendido entre 1 hora y 20 días.
11. Método según cualquiera de las reivindicaciones 8 a 10, en el que la fermentación se realiza a una temperatura comprendida entre 20°C y 30°C, durante un periodo de tiempo comprendido entre 1 y 5 días.
12. Método según cualquiera de las reivindicaciones 8 a 11, en el que la fermentación se realiza con agitación, recirculación o incorporación de aire estéril.
13. Método según cualquiera de las reivindicaciones 8 a 12, en el que tras la fermentación se lleva a cabo una decantación de sólidos y pasteurización.
14. Método según cualquiera de las reivindicaciones 8 a 13, que comprende, además, la realización de una etapa de carbonatación.
15. Producto derivado del zumo de naranja que tiene una concentración de etanol comprendida entre 0,1% y 3,4% (v/v), obtenible mediante un método según cualquiera de las reivindicaciones 8 a 14.
16. Producto según la reivindicación 15, en el que la concentración de etanol es de 2,5% (v/v).
17. Producto según la reivindicación 15, que comprende, además, un compuesto seleccionado del grupo formado por aromatizantes, acidulantes, colorantes, conservantes, antioxidantes, emulsionantes, espesantes, estabilizantes, compuestos para mejorar las propiedades del producto de interés para la industria, y cualquiera de sus combinaciones.
18. Producto según la reivindicación 15, que comprende al menos un azúcar no reductor.
19. Producto según la reivindicación 18, en el que dicho aúcar no reductor es sacarosa.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11841638.7A EP2641962B1 (en) | 2010-11-19 | 2011-11-18 | Pichia kluyveri strain and uses thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ESP201031705 | 2010-11-19 | ||
| ES201031705A ES2382843B1 (es) | 2010-11-19 | 2010-11-19 | Cepa de pichia kluyveri y sus aplicaciones. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012066176A1 true WO2012066176A1 (es) | 2012-05-24 |
Family
ID=46083525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/ES2011/070793 WO2012066176A1 (es) | 2010-11-19 | 2011-11-18 | Cepa de pichia kluyveri y sus aplicaciones |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2641962B1 (es) |
| AR (1) | AR083934A1 (es) |
| ES (1) | ES2382843B1 (es) |
| WO (1) | WO2012066176A1 (es) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014135673A2 (en) * | 2013-03-07 | 2014-09-12 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with pichia kluyveri yeast strains |
| EP2816102A1 (en) | 2013-06-18 | 2014-12-24 | Anheuser-Busch InBev S.A. | Method for preparing a fermented beverage and beverage thus produced |
| EP2908651A4 (en) * | 2012-10-17 | 2016-06-08 | Coca Cola Co | COMPOSITION AND METHOD FOR REDUCED CARBOHYDRATES AND INCREASED ERYTHRITOL CONTENT IN BEVERAGES |
| CN110540916A (zh) * | 2019-10-22 | 2019-12-06 | 中南大学 | 一种无花果果酒的制备方法和无花果果酒 |
| WO2020035268A1 (en) | 2018-08-13 | 2020-02-20 | Chr. Hansen A/S | Production of alcohol-free fermented vegetable juice with pichia kluyveri yeast |
| EP2922417B1 (en) * | 2012-11-22 | 2020-04-01 | ADM WILD Europe GmbH & Co. KG | Fermentation of juice |
| CN112746029A (zh) * | 2021-01-22 | 2021-05-04 | 西北农林科技大学 | 一株高产香气物质的葡萄汁有孢汉逊酵母菌株qtx22及其应用 |
| WO2022212602A1 (en) * | 2021-03-30 | 2022-10-06 | Sundaze I, Inc. | Improved yeast culture medium and method for producing alcoholic beverages |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NZ721363A (en) * | 2014-02-04 | 2022-08-26 | Chr Hansen As | Production of cider with pichia kluyveri yeast |
| RU2712546C1 (ru) * | 2018-10-29 | 2020-01-29 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Горский государственный аграрный университет" | Штамм дрожжей Pichia kluyveri 3-ж 9-2018 ВКПМ Y-4343 - продуцент спирта и микробного белка |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2657878A1 (fr) * | 1990-02-02 | 1991-08-09 | Rose Roland | Boisson alcoolique petillante a base d'orange. |
| ES2164565A1 (es) * | 1999-10-21 | 2002-02-16 | Cazorla Lidia Mingorance | Procedimiento para la obtencion de un producto derivado del zumo de naranja que implica la modificacion de su composicion quimica por un proceso de fermentacion dirigida y natural mediante el empleo de levaduras alcoholeras. |
| US20020172738A1 (en) * | 1999-09-13 | 2002-11-21 | Young Thomas B. | Alcohol sweetened and sparkling fruit ciders and method for same |
| ES2222091A1 (es) * | 2003-05-30 | 2005-01-16 | Universidad De Almeria | Procedimiento de fermentacion dirigida y su aplicacion en la obtencion de nuevas bebidas derivadas de zumo de naranja natural. |
| WO2007141420A2 (fr) * | 2006-06-07 | 2007-12-13 | Jean-Louis Terras | Procede d'extraction et de traitement d'un jus d'agrume, et composition a teneur elevee en vitamine c |
| WO2009110807A1 (en) * | 2008-03-07 | 2009-09-11 | Auckland Uniservices Limited | Yeast strains and methods of use thereof |
-
2010
- 2010-11-19 ES ES201031705A patent/ES2382843B1/es active Active
-
2011
- 2011-11-18 EP EP11841638.7A patent/EP2641962B1/en not_active Not-in-force
- 2011-11-18 AR ARP110104325A patent/AR083934A1/es unknown
- 2011-11-18 WO PCT/ES2011/070793 patent/WO2012066176A1/es active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2657878A1 (fr) * | 1990-02-02 | 1991-08-09 | Rose Roland | Boisson alcoolique petillante a base d'orange. |
| US20020172738A1 (en) * | 1999-09-13 | 2002-11-21 | Young Thomas B. | Alcohol sweetened and sparkling fruit ciders and method for same |
| ES2164565A1 (es) * | 1999-10-21 | 2002-02-16 | Cazorla Lidia Mingorance | Procedimiento para la obtencion de un producto derivado del zumo de naranja que implica la modificacion de su composicion quimica por un proceso de fermentacion dirigida y natural mediante el empleo de levaduras alcoholeras. |
| ES2222091A1 (es) * | 2003-05-30 | 2005-01-16 | Universidad De Almeria | Procedimiento de fermentacion dirigida y su aplicacion en la obtencion de nuevas bebidas derivadas de zumo de naranja natural. |
| WO2007141420A2 (fr) * | 2006-06-07 | 2007-12-13 | Jean-Louis Terras | Procede d'extraction et de traitement d'un jus d'agrume, et composition a teneur elevee en vitamine c |
| WO2009110807A1 (en) * | 2008-03-07 | 2009-09-11 | Auckland Uniservices Limited | Yeast strains and methods of use thereof |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2908651A4 (en) * | 2012-10-17 | 2016-06-08 | Coca Cola Co | COMPOSITION AND METHOD FOR REDUCED CARBOHYDRATES AND INCREASED ERYTHRITOL CONTENT IN BEVERAGES |
| EP2922417B1 (en) * | 2012-11-22 | 2020-04-01 | ADM WILD Europe GmbH & Co. KG | Fermentation of juice |
| CN105121619B (zh) * | 2013-03-07 | 2018-03-27 | 科.汉森有限公司 | 使用克鲁维毕赤酵母的酵母菌株的低酒精或无酒精啤酒的生产 |
| US10415007B2 (en) | 2013-03-07 | 2019-09-17 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with Pichia kluyveri yeast strains |
| CN105121619A (zh) * | 2013-03-07 | 2015-12-02 | 科.汉森有限公司 | 使用克鲁维毕赤酵母的酵母菌株的低酒精或无酒精啤酒的生产 |
| US11162059B2 (en) | 2013-03-07 | 2021-11-02 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with Pichia kluyveri yeast strains |
| WO2014135673A3 (en) * | 2013-03-07 | 2014-10-30 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with pichia kluyveri yeast strains |
| US9580675B2 (en) | 2013-03-07 | 2017-02-28 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with Pichia kluyveri yeast strains |
| WO2014135673A2 (en) * | 2013-03-07 | 2014-09-12 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with pichia kluyveri yeast strains |
| EP3354717A1 (en) * | 2013-03-07 | 2018-08-01 | Chr. Hansen A/S | Production of low-alcohol or alcohol-free beer with pichia kluyveri yeast strains |
| JP2016524471A (ja) * | 2013-06-18 | 2016-08-18 | アンハイザー−ブッシュ インベブ ソシエテ アノニムAnheuser−Busch InBev SA | 発酵飲料を調製する方法およびこのようにして製造される飲料 |
| WO2014202564A2 (en) | 2013-06-18 | 2014-12-24 | Anheuser-Busch Inbev Sa | Method for preparing a fermented beverage and beverage thus produced |
| EP2816102A1 (en) | 2013-06-18 | 2014-12-24 | Anheuser-Busch InBev S.A. | Method for preparing a fermented beverage and beverage thus produced |
| WO2020035268A1 (en) | 2018-08-13 | 2020-02-20 | Chr. Hansen A/S | Production of alcohol-free fermented vegetable juice with pichia kluyveri yeast |
| CN110540916A (zh) * | 2019-10-22 | 2019-12-06 | 中南大学 | 一种无花果果酒的制备方法和无花果果酒 |
| CN112746029A (zh) * | 2021-01-22 | 2021-05-04 | 西北农林科技大学 | 一株高产香气物质的葡萄汁有孢汉逊酵母菌株qtx22及其应用 |
| CN112746029B (zh) * | 2021-01-22 | 2022-07-29 | 西北农林科技大学 | 一株产香气物质的葡萄汁有孢汉逊酵母菌株qtx22及其应用 |
| WO2022212602A1 (en) * | 2021-03-30 | 2022-10-06 | Sundaze I, Inc. | Improved yeast culture medium and method for producing alcoholic beverages |
Also Published As
| Publication number | Publication date |
|---|---|
| AR083934A1 (es) | 2013-04-10 |
| EP2641962A1 (en) | 2013-09-25 |
| ES2382843A1 (es) | 2012-06-14 |
| ES2382843B1 (es) | 2013-04-02 |
| EP2641962B1 (en) | 2018-03-14 |
| EP2641962A4 (en) | 2014-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2382843B1 (es) | Cepa de pichia kluyveri y sus aplicaciones. | |
| CN108559713B (zh) | 一种酿酒酵母及其应用 | |
| CN103756842A (zh) | 一种降低米香型白酒中苦味的方法 | |
| CN109182156B (zh) | 一株适于酿造红芯火龙果酒的酿酒酵母及其应用 | |
| CN112143659A (zh) | 一株用于果酒全过程绿色生产的克鲁维毕赤酵母及其应用 | |
| CN112094761A (zh) | 一株用于果酒全过程绿色生产的异常威克汉姆酵母及其应用 | |
| Thornton et al. | Deacidification of red and white wines by a mutant ofSchizosaccharomyces malidevoransunder commercial winemaking conditions | |
| CN112553091A (zh) | 一种非酿酒酵母及用该酵母增加蓝莓果酒香味的发酵方法 | |
| CN112226374A (zh) | 一株用于果酒全过程绿色生产的库德里阿兹威毕赤酵母及其应用 | |
| WO2011004254A1 (en) | The yeast strain saccharomyces cerevisiae dbvpg24p, its use as an inoculant for the fermentative production of food, in particular prosecco wine, and a relative inoculant | |
| CN108865910B (zh) | 一种酿酒用酵母菌,其筛选方法及该酵母菌在蓝莓红酒发酵中的应用 | |
| CN117448182B (zh) | 一种产香酵母及其培养方法和应用 | |
| CN116574621B (zh) | 一种桑葚果酒用耐低温酿酒酵母及其培养方法 | |
| Buescher et al. | High alcohol wine production from grape juice concentrates | |
| Garg et al. | Production of mango vinegar by immobilized cells of Acetobacter aceti | |
| CN108865567A (zh) | 一种低醇起泡苹果酒的制备方法及低醇起泡苹果酒 | |
| CN112111416B (zh) | 一株用于果酒全过程绿色生产的东方伊萨酵母及其应用 | |
| CN111334441B (zh) | 一种降酸酵母菌株及其应用 | |
| Kamassah et al. | Fermentation capacity of yeasts using mango (Mangifera indica Linn.) as substrate | |
| CN112226375A (zh) | 一株用于果酒全过程绿色生产的酿酒酵母及其应用 | |
| CN111592950B (zh) | 空间诱变酿酒酵母st26-22在酿造啤酒中的应用 | |
| CN111500477B (zh) | 一种用于酿造啤酒的空间诱变酿酒酵母st26-13及其应用 | |
| CN106244474A (zh) | 一株高产苯乙醇的酿酒酵母及其在干红葡萄酒酿造中的应用 | |
| Osho et al. | Fermentation of cashew juice using the wine yeast strain NCYC 125 and three other isolated yeast strains | |
| CN116376711A (zh) | 一种苹果原酒的制备方法及其发酵菌株和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11841638 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011841638 Country of ref document: EP |