WO2011104980A1 - プリフォームおよびその製造方法 - Google Patents
プリフォームおよびその製造方法 Download PDFInfo
- Publication number
- WO2011104980A1 WO2011104980A1 PCT/JP2010/072619 JP2010072619W WO2011104980A1 WO 2011104980 A1 WO2011104980 A1 WO 2011104980A1 JP 2010072619 W JP2010072619 W JP 2010072619W WO 2011104980 A1 WO2011104980 A1 WO 2011104980A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- preform
- mold
- shaping
- manufacturing
- producing
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0272—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using lost heating elements, i.e. heating means incorporated and remaining in the formed article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0811—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0261—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using ultrasonic or sonic vibrations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
Definitions
- the present invention relates to a preform manufacturing method and a preform manufactured by the method, which are particularly suitable for use in an RTM (Resin® Transfer® Molding) molding method, wherein a plurality of reinforcing fiber substrates are laminated.
- RTM Resin® Transfer® Molding
- a base material made of dry reinforced fiber fabric is placed in a mold, a matrix resin is injected into the mold and impregnated in the reinforced fiber base material,
- a so-called RTM molding method is known in which a molded product is demolded after the resin is cured.
- a reinforcing fiber substrate for example, a plurality of reinforcing fiber substrates
- a predetermined shape for example, a plurality of reinforcing fiber substrates
- a reinforcing fiber base preform that is a molding precursor of FRP
- place the preform in a molding die inject a matrix resin into the die, and impregnate the base material with the impregnated resin.
- a molding method for curing is often employed.
- a preform used for such RTM molding For the preparation of a preform used for such RTM molding, conventionally, for example, (1) a plurality of laminated base materials are placed on a shaping mold, the shaping mold is closed, and the shaping mold is used as a base material. (2) The shaping mold is heated (or previously heated), and the base material is indirectly heated to soften or melt the fixing material interposed between the base materials. (3) While maintaining the shape of the preform in the shaping mold, the preform is cooled and the fixing material is solidified to fix the base material between layers. (4) The shaped preform is shaped. It is made to go through a series of processes such as taking it out of the mold.
- a method of heating the shaping mold in the above step (2) a method such as heating with a heat medium, an electric heater or the like is adopted, and as a cooling method of the step (3), air (Normal temperature, cooling), cooling with cooling water, etc. are employed.
- the fixing material has conductivity
- the fixing material can be directly heated by electromagnetic induction.
- conductivity is imparted to the fixing material so as to facilitate induction heating
- the fixing material is induction-heated so that the base materials are fused to each other via the fixing material, heating is finished, and the temperature is quickly lowered. I will let you.
- the heating target is focused on the base material, the base material constituent fiber, and the fixing material as the heating target without using the mold as the shaping mold as the heating target. Can be directly heated, thereby making it possible to efficiently produce a desired preform with a short shaping cycle time and low energy consumption.
- a heating method by electromagnetic induction since the mold is not a heating target, it is not necessary to use a mold as a shaping mold, and a shaping mold made of a non-conductive material, for example, a shaping mold made of a non-metal is used. Can be used. If a shaping mold made of a non-conductive material is used in this way, during heating by electromagnetic induction, the shaping mold is actively removed from the heating target, and only the above-mentioned reinforcing fiber base material, base material constituting fiber, fixing material, etc. Efficient heating can be performed on these heating targets.
- FIG. 1 schematically shows the positioning of the preform shaping process according to the present invention in the whole process, together with the overall process of the RTM molding method.
- reference numeral 1 denotes a base material on which a fixing material 2 mainly composed of a thermoplastic resin is attached to a reinforcing fiber fabric (hereinafter sometimes referred to as a reinforcing fiber base).
- a laminate 3 is formed by laminating a plurality of materials 1.
- the following method is used for manufacturing a preform used in such an RTM molding method.
- the laminated body 3 is pressed into a predetermined shape in the shaping mold 4, and the fixing material 2 and / or the base material 1 in the laminated body 3 or both of them are directly heated while being pressed, so that the fixing material 2 is melted.
- the fixing material 2 is solidified by cooling after that, whereby the base materials 1 are bonded to each other, and the predetermined shaped shape of the preform 5 is maintained.
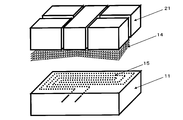
- the upper mold is composed of a plurality of divided upper molds 21 as compared with the form shown in FIG.
- the press operation can be performed sequentially or collectively.
- Other configurations conform to those shown in FIG.
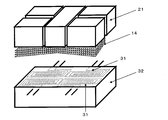
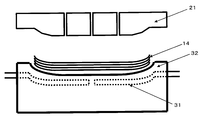
- the electromagnetic induction coil 42 is not embedded in the lower mold 41 and is provided in the lower mold 41 on the lower mold 41 as compared to the forms shown in FIGS.
- the coil 42 is provided.
- molding plate 43 is inserted between the coil 42 and the laminated body 14, and the shaping
- Other configurations are the same as those shown in FIGS.
- the lower die 55 is composed of a separable member of the surface layer portion 56, the coil 57, and the base portion 58, for example, when the laminate 52 is overheated, only the surface layer portion 56 can be replaced. The maintenance is easier than in the case of the type in which the coil is embedded.
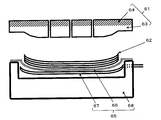
- the upper mold 61 is composed of a separable member of a surface layer portion 63 located on the laminated body 62 side and a base portion 64 disposed on the back side thereof
- the lower mold 65 Is composed of three separable members, that is, a surface layer portion 66 positioned on the laminated body 62 side, an electromagnetic induction coil 67 disposed on the back surface side thereof, and a base portion 68 disposed on the back surface side thereof.
- the divided upper mold 92 may be provided with a similar cooling medium flow path 97 (for example, the cooling medium is liquid). With such a cooling mode, the laminate 93 can be effectively cooled.
- the shaping mold is originally not actively heated and has not reached a high temperature, so that the necessary temperature drop can be quickly performed by performing such forced cooling.
- the shaping cycle time can be shortened, which can contribute to the improvement of productivity.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
図1は、RTM成形方法の概略の全体工程とともに、その全体工程中における本発明によるプリフォームの賦形工程の位置付けを概略示している。図1において、1は、熱可塑性樹脂を主成分とする固着材2を強化繊維布帛に付着させた基材を示しており(以下、強化繊維基材と言うこともある。)、強化繊維基材1が複数枚積層されて積層体3が形成される。この積層体3が賦形型4内に配置され(賦形型4内で基材1を積層し積層体3を形成してもよい。)、賦形型4を用いて、FRPの成形前駆体である所定形状のプリフォーム5が賦形される。所定形状に賦形されたプリフォーム5が、RTM成形用の成形型6内に配置され、樹脂7が注入された後樹脂が硬化される。樹脂硬化により形成されたFRP成形体8が、成形型6から脱型される。
2 固着材
3 積層体
4 賦形型
5 プリフォーム
6 RTM成形用の成形型
7 樹脂
8 FRP成形体
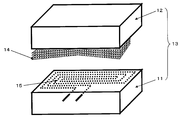
11 下型
12 上型
13 賦形型
14 積層体
15 電磁誘導用コイル
21 分割上型
31 電磁誘導用コイル
32 下型
41 下型
42 電磁誘導用コイル
43 成形用プレート
51 上型
52 積層体
53 上型表層部
54 上型土台部
55 下型
56 下型表層部
57 電磁誘導用コイル
58 下型土台部
61 上型
62 積層体
63 上型表層部
64 上型土台部
65 下型
66 下型表層部
67 電磁誘導用コイル
68 下型土台部
71 下型
72 上型
73 積層体
74 超音波振動子
81 下型
82 分割上型
83 超音波振動子
84 積層体
91 下型
92 分割上型
93 積層体
94、95、97 冷却媒体流路
96 ポンプ
Claims (22)
- 熱可塑性樹脂を主成分とする固着材を強化繊維布帛に付着させた基材を複数枚積層して積層体を形成し、該積層体を賦形型を用いて賦形することによりFRPの成形前駆体であるプリフォームを作製し、該プリフォームを成形型内に配置し、樹脂を注入した後樹脂を硬化させ、脱型によりFRP成形体を得るRTM成形方法に用いるプリフォームの製造方法であって、前記積層体を賦形型で所定の形状にプレスし、プレスしたまま積層体中の前記固着材または基材またはそれらの両方を直接的に加熱することにより前記固着材を溶融させ、しかる後に冷却することで該固着材を固化させ基材同士を層間で接着してプリフォームの賦形形状を保持することを特徴とする、プリフォームの製造方法。
- 前記基材が導電性を有しており、該基材を直接的に電磁誘導によって加熱することを特徴とする、請求項1に記載のプリフォームの製造方法。
- 前記基材が導電性を有する繊維を含んでおり、該基材を直接的に電磁誘導によって加熱することを特徴とする、請求項1または2に記載のプリフォームの製造方法。
- 前記導電性を有する繊維が炭素繊維からなることを特徴とする、請求項3に記載のプリフォームの製造方法。
- 前記固着材が導電性を有しており、該固着材を直接的に電磁誘導によって加熱することを特徴とする、請求項1~4のいずれかに記載のプリフォームの製造方法。
- 非導電性材料からなる賦形型を用いることを特徴とする、請求項2~5のいずれかに記載のプリフォームの製造方法。
- 前記賦形型が非金属からなることを特徴とする、請求項6に記載のプリフォームの製造方法。
- 前記電磁誘導による加熱を電磁誘導用コイルを用いて行うことを特徴とする、請求項2~7のいずれかに記載のプリフォームの製造方法。
- 電磁誘導用コイルが具備された賦形型を用いることを特徴とする、請求項8に記載のプリフォームの製造方法。
- 前記コイルの中心と前記積層体との間の距離が5mm~30mmの範囲にあることを特徴とする、請求項8または9に記載のプリフォームの製造方法。
- 前記コイルの電磁誘導による加熱を行う部分における隣接するコイルの中心間の距離が5mm~60mmの範囲にあることを特徴とする、請求項8~10のいずれかに記載のプリフォームの製造方法。
- 前記固着材のガラス転移温度(Tg)が50~80℃の範囲にあることを特徴とする、請求項1~11のいずれかに記載のプリフォームの製造方法。
- 前記賦形型の上型および下型の少なくとも一方が、前記積層体側に位置する表層部と、その裏面側に配置される電磁誘導用コイルと、土台部との少なくとも3つの分離可能な部材から構成されていることを特徴とする、請求項2~12のいずれかに記載のプリフォームの製造方法。
- 前記賦形型の土台部が前記賦形型の表層部よりも耐熱温度の高い材料で構成されていることを特徴とする、請求項13に記載のプリフォームの製造方法。
- 前記賦形型の土台部が200℃以上の耐熱温度を有する材料から構成されていることを特徴とする、請求項13または14に記載のプリフォームの製造方法。
- 前記プリフォームを作製する際に、前記積層体を加熱した後に、前記賦形型によって該積層体を冷却することにより前記固着材を固化させることを特徴とする、請求項1~15のいずれかに記載のプリフォームの製造方法。
- 前記賦形型中に冷却媒体を流通させることにより該賦形型の賦形面を冷却し、該賦形面の冷却を介して前記積層体を冷却することを特徴とする、請求項16に記載のプリフォームの製造方法。
- 前記積層体の冷却をプレスした状態のまま行うことを特徴とする、請求項1~17のいずれかに記載のプリフォームの製造方法。
- 前記賦形型の上型、下型の少なくとも一方を分割型に構成し、各分割型毎に加熱または冷却またはそれらの両方を制御することを特徴とする、請求項1~18のいずれかに記載のプリフォームの製造方法。
- 前記賦形型に超音波振動装置が取り付けられており、該超音波振動装置により前記固着材または基材またはそれらの両方を超音波振動させることで前記固着材を溶融させることを特徴とする、請求項1、16~19のいずれかに記載のプリフォームの製造方法。
- 前記超音波振動装置が超音波振動子を有しており、該超音波振動子の発振端を前記積層体方向に向けることを特徴とする、請求項20に記載のプリフォームの製造方法。
- 請求項1~21のいずれかに記載の方法を用いて製造されていることを特徴とするプリフォーム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/579,389 US20120315455A1 (en) | 2010-02-23 | 2010-12-16 | Preform and method for manufacturing the same |
| JP2010550940A JP5725405B2 (ja) | 2010-02-23 | 2010-12-16 | プリフォームの製造方法 |
| KR1020127024529A KR20120139750A (ko) | 2010-02-23 | 2010-12-16 | 프리폼 및 그의 제조 방법 |
| EP10846643.4A EP2540467A4 (en) | 2010-02-23 | 2010-12-16 | PREFORM AND METHOD FOR MANUFACTURING THE SAME |
| CN2010800636939A CN102753321A (zh) | 2010-02-23 | 2010-12-16 | 预成型体及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010036976 | 2010-02-23 | ||
| JP2010-036976 | 2010-02-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011104980A1 true WO2011104980A1 (ja) | 2011-09-01 |
Family
ID=44506416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/072619 WO2011104980A1 (ja) | 2010-02-23 | 2010-12-16 | プリフォームおよびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20120315455A1 (ja) |
| EP (1) | EP2540467A4 (ja) |
| JP (1) | JP5725405B2 (ja) |
| KR (1) | KR20120139750A (ja) |
| CN (1) | CN102753321A (ja) |
| WO (1) | WO2011104980A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015509055A (ja) * | 2012-01-18 | 2015-03-26 | ディーフェンバッハー ゲゼルシャフト ミット ベシュレンクテル ハフツング マシーネン− ウント アンラーゲンバウDieffenbacher GmbH Maschinen− und Anlagenbau | 繊維強化された成形部材の製造中に繊維スクリムから三次元のプリフォームを製造する方法並びに装置 |
| JP2018037165A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱装置及び誘導加熱方法 |
| JP2018037167A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱コイルユニット及び誘導加熱装置 |
| JP2018037168A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱装置及び誘導加熱方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2991228B1 (fr) | 2012-05-29 | 2015-03-06 | Airbus Operations Sas | Procede et dispositif de realisation d'un panneau composite auto-raidi |
| WO2014088325A1 (ko) | 2012-12-04 | 2014-06-12 | 주식회사 엘지화학 | 이차 전지의 방전 심도 추정 장치 및 방법 |
| FR2999970B1 (fr) | 2012-12-20 | 2015-06-19 | Airbus Operations Sas | Procede de realisation d'une preforme textile a fibres continues par circulation d'un flux de gaz chaud a travers un ensemble fibreux |
| CN103407056B (zh) * | 2013-07-30 | 2015-08-05 | 北京航空航天大学 | 一种纤维增强树脂基复合材料π型接头和工字梁的整体成型方法 |
| US9032774B1 (en) * | 2013-12-13 | 2015-05-19 | The Boeing Company | Laminated forming dies |
| JP6294068B2 (ja) * | 2013-12-19 | 2018-03-14 | 株式会社ユタカ技研 | 排気系部品の遮熱カバー及びその製造方法 |
| CN104908338B (zh) * | 2015-05-22 | 2019-12-17 | 胡春雷 | 一种用于复合材料的电磁感应加热快速成型设备 |
| US11224992B2 (en) * | 2015-10-26 | 2022-01-18 | The Boeing Company | Heating of thermoplastic interlayers in a preform tool for producing a preform of a composite member |
| US10974467B2 (en) * | 2016-02-12 | 2021-04-13 | The Boeing Company | Enhanced systems that facilitate vacuum bag curing of composite parts |
| US20190152128A1 (en) * | 2017-11-21 | 2019-05-23 | General Electric Company | Vacuum Forming Mold Assembly and Related Methods of Use |
| JP7193282B2 (ja) * | 2018-09-14 | 2022-12-20 | 株式会社Subaru | プリフォーム賦形方法及び複合材成形方法 |
| CN113474160A (zh) * | 2019-02-13 | 2021-10-01 | 积水化学工业株式会社 | 叠层片 |
| ES2954766T3 (es) * | 2019-03-08 | 2023-11-24 | Ihi Aerospace Co Ltd | Sistema y método de moldeo de un material de material compuesto reforzado con fibras |
| CN112033788B (zh) * | 2020-08-11 | 2023-12-26 | 上纬新材料科技股份有限公司 | 一种辅助力学测试frp板材制作的激光定位装置以及方法 |
| CN112339296B (zh) * | 2020-09-22 | 2023-01-17 | 合肥兴海元能源科技有限公司 | 一种rtm用玻璃纤维预成型体的成型加工方法 |
| TW202346059A (zh) * | 2022-05-19 | 2023-12-01 | 國立高雄科技大學 | 碳纖維回收料之整平裝置及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003159746A (ja) * | 2001-11-27 | 2003-06-03 | Matsushita Electric Works Ltd | 立体成形品の製造方法 |
| JP2004043621A (ja) * | 2002-07-11 | 2004-02-12 | Toray Ind Inc | 樹脂組成物、強化繊維基材およびこれらを用いた繊維強化複合材料の製造方法 |
| JP2005238758A (ja) * | 2004-02-27 | 2005-09-08 | Nitto Boseki Co Ltd | 繊維強化樹脂の成形方法及びそれにより形成された被覆シート |
| JP2006007620A (ja) * | 2004-06-25 | 2006-01-12 | Masahiro Mita | 射出成形装置及び射出成形方法 |
| JP2007262646A (ja) * | 2006-03-01 | 2007-10-11 | Takanori Tochioka | 自毛束・毛髪用繊維束結合構造及び自毛束・毛髪用繊維束結合方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3950294A (en) * | 1973-07-12 | 1976-04-13 | William Connelly | Aqueous coating compositions of dispersions of thermoplastic addition polymers with low molecular weight plasticizers |
| JPS6044328A (ja) * | 1983-08-22 | 1985-03-09 | Tsunehiko Tsuboi | 強化プラスチック板の成形法 |
| JPH0613193B2 (ja) * | 1987-03-16 | 1994-02-23 | 富士写真フイルム株式会社 | 熱可塑性樹脂部材の積層方法 |
| DK220990D0 (da) * | 1990-09-14 | 1990-09-14 | Obtec As | Artikler af harpiks-holdige pulveragtige materialer |
| US5338497A (en) * | 1992-04-03 | 1994-08-16 | Ford Motor Company | Induction heating method for forming composite articles |
| US5480603A (en) * | 1994-05-19 | 1996-01-02 | The Dow Chemical Company | Method for preparing preforms for molding processes |
| US5688426A (en) * | 1995-06-07 | 1997-11-18 | The Boeing Company | Hybrid metal webbed composite beam |
| JPH1034756A (ja) * | 1996-06-28 | 1998-02-10 | Budd Co:The | Frp成形方法および装置 |
| US6089061A (en) * | 1999-05-12 | 2000-07-18 | Northrop Grumman Corporation | Modularized reconfigurable heated forming tool |
| US6884975B2 (en) * | 2002-11-12 | 2005-04-26 | The Boeing Company | Localized stress relief by induction heating |
| JP2004322442A (ja) * | 2003-04-24 | 2004-11-18 | Toray Ind Inc | Frpのプリフォーム製造方法および製造装置 |
| DE10353070B4 (de) * | 2003-11-13 | 2005-09-15 | Airbus Deutschland Gmbh | Verfahren und Vorrichtung zur Binderaktivierung auf einem Faserhalbzeug/Preform durch direktes Erwärmen von Kohlenstofffasern über eine angelegte elektrische Spannung |
| US20070149080A1 (en) * | 2004-03-30 | 2007-06-28 | Nobuo Asahara | Preform, frp, and processes for producing these |
| JP4670313B2 (ja) * | 2004-10-29 | 2011-04-13 | 東レ株式会社 | Frp成形用強化繊維基材の賦形方法 |
| JP4631395B2 (ja) * | 2004-10-29 | 2011-02-16 | 東レ株式会社 | Frp成形用強化繊維基材の賦形方法 |
| US7888274B2 (en) * | 2005-07-29 | 2011-02-15 | Toray Industries, Inc. | Reinforcing woven fabric and process for producing the same |
| CN100368185C (zh) * | 2005-12-07 | 2008-02-13 | 南京航空航天大学 | 树脂基先进复合材料的快速rtm制造方法 |
| US20070160822A1 (en) * | 2005-12-21 | 2007-07-12 | Bristow Paul A | Process for improving cycle time in making molded thermoplastic composite sheets |
| DE102006040049B4 (de) * | 2006-08-26 | 2009-12-17 | Airbus Deutschland Gmbh | Verfahren und Vorrichtung zum Vorformen von Kohlenstofffaser-Halbzeugen für die Herstellung von Faserverbundbauteilen |
| US8021135B2 (en) * | 2007-06-08 | 2011-09-20 | Sabic Innovative Plastics Ip B.V. | Mold apparatus for forming polymer and method |
| GB0811548D0 (en) * | 2008-06-24 | 2008-07-30 | Airbus Uk Ltd | Method and apparatus for fabricating a fibre reinforced thermoplastic composite structure |
| US8268226B2 (en) * | 2009-07-07 | 2012-09-18 | The Boeing Company | Curing system and method using electromagnetic force and conductive heat transfer |
-
2010
- 2010-12-16 EP EP10846643.4A patent/EP2540467A4/en not_active Withdrawn
- 2010-12-16 WO PCT/JP2010/072619 patent/WO2011104980A1/ja active Application Filing
- 2010-12-16 CN CN2010800636939A patent/CN102753321A/zh active Pending
- 2010-12-16 US US13/579,389 patent/US20120315455A1/en not_active Abandoned
- 2010-12-16 JP JP2010550940A patent/JP5725405B2/ja active Active
- 2010-12-16 KR KR1020127024529A patent/KR20120139750A/ko not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003159746A (ja) * | 2001-11-27 | 2003-06-03 | Matsushita Electric Works Ltd | 立体成形品の製造方法 |
| JP2004043621A (ja) * | 2002-07-11 | 2004-02-12 | Toray Ind Inc | 樹脂組成物、強化繊維基材およびこれらを用いた繊維強化複合材料の製造方法 |
| JP2005238758A (ja) * | 2004-02-27 | 2005-09-08 | Nitto Boseki Co Ltd | 繊維強化樹脂の成形方法及びそれにより形成された被覆シート |
| JP2006007620A (ja) * | 2004-06-25 | 2006-01-12 | Masahiro Mita | 射出成形装置及び射出成形方法 |
| JP2007262646A (ja) * | 2006-03-01 | 2007-10-11 | Takanori Tochioka | 自毛束・毛髪用繊維束結合構造及び自毛束・毛髪用繊維束結合方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015509055A (ja) * | 2012-01-18 | 2015-03-26 | ディーフェンバッハー ゲゼルシャフト ミット ベシュレンクテル ハフツング マシーネン− ウント アンラーゲンバウDieffenbacher GmbH Maschinen− und Anlagenbau | 繊維強化された成形部材の製造中に繊維スクリムから三次元のプリフォームを製造する方法並びに装置 |
| JP2018037165A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱装置及び誘導加熱方法 |
| JP2018037167A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱コイルユニット及び誘導加熱装置 |
| JP2018037168A (ja) * | 2016-08-29 | 2018-03-08 | 富士電機株式会社 | 誘導加熱装置及び誘導加熱方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2540467A1 (en) | 2013-01-02 |
| JP5725405B2 (ja) | 2015-05-27 |
| EP2540467A4 (en) | 2016-12-21 |
| US20120315455A1 (en) | 2012-12-13 |
| KR20120139750A (ko) | 2012-12-27 |
| JPWO2011104980A1 (ja) | 2013-06-17 |
| CN102753321A (zh) | 2012-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5725405B2 (ja) | プリフォームの製造方法 | |
| US20120168990A1 (en) | Resin molding apparatus and resin molding method | |
| CN104066560B (zh) | 由纤维织物叠层来生产三维预制件的方法和装置 | |
| EP2909012B1 (en) | Compliant layer for matched tool molding of uneven composite preforms | |
| JP7403011B2 (ja) | 熱可塑性部分を有する部品のための誘導加熱成形 | |
| CN104053528A (zh) | 用于在纤维加强模制件的生产过程中由纤维织物叠层生产三维预制件的方法及装置 | |
| JP5443138B2 (ja) | 複合積層材料体の成形装置及び方法 | |
| JP2020032535A (ja) | 繊維強化プラスチック成形品の製造方法 | |
| JP2010120347A (ja) | 繊維強化樹脂成形品の製造方法 | |
| JP5909062B2 (ja) | 賦形成形方法 | |
| KR101447136B1 (ko) | 섬유 강화 복합재의 성형방법 | |
| JP6554128B2 (ja) | 繊維強化複合材料の製造方法 | |
| JP6432750B2 (ja) | 繊維強化複合部材の成形装置 | |
| JP2017128036A (ja) | 繊維強化複合部材の成形装置及び繊維強化複合部材の成形方法 | |
| JP2012224016A (ja) | 賦形成形方法及び繊維強化樹脂成形品 | |
| JP2016179598A (ja) | 繊維強化熱可塑性樹脂からなる成形体の成形方法 | |
| JP5343668B2 (ja) | 中空棒状構造体の製造方法 | |
| JP5633989B2 (ja) | プレス成形方法 | |
| JP2009160879A (ja) | 強化繊維樹脂構造体の製造方法 | |
| KR20150122627A (ko) | 프리폼의 제조 방법 및 제조 장치 | |
| KR20240003220A (ko) | 기공도가 낮은 복합 소재 제조방법 | |
| JP2024526824A (ja) | 成形ツール、その製造方法、及びそのツールでの複合パーツの製作方法 | |
| CN113021886A (zh) | 实现连续纤维自增强复合材料过冷成形的3d打印喷头结构 | |
| JP2011005691A (ja) | 圧縮成形用型および圧縮成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080063693.9 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010550940 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10846643 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010846643 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010846643 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13579389 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127024529 Country of ref document: KR Kind code of ref document: A |