WO2011068121A1 - 銅合金板材、これを用いたコネクタ、並びにこれを製造する銅合金板材の製造方法 - Google Patents
銅合金板材、これを用いたコネクタ、並びにこれを製造する銅合金板材の製造方法 Download PDFInfo
- Publication number
- WO2011068121A1 WO2011068121A1 PCT/JP2010/071484 JP2010071484W WO2011068121A1 WO 2011068121 A1 WO2011068121 A1 WO 2011068121A1 JP 2010071484 W JP2010071484 W JP 2010071484W WO 2011068121 A1 WO2011068121 A1 WO 2011068121A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- copper alloy
- heat treatment
- alloy sheet
- rolling
- sheet material
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
Definitions
- the present invention relates to a copper alloy sheet material, and more particularly to a copper alloy sheet material applied to lead frames, connectors, terminal materials, relays, switches, sockets, etc. for in-vehicle parts and electric / electronic devices, connectors using the same, and
- the present invention relates to a method for producing a copper alloy sheet material for producing the same.
- Copper alloy sheet materials used in applications such as lead frames for automotive parts and for electric and electronic devices, connectors, terminal materials, relays, switches, sockets, etc.
- conductivity yield strength (yield stress), tension Strength, bending workability and stress relaxation resistance are required.
- yield stress yield stress
- tension Strength tension Strength
- bending workability stress relaxation resistance
- Patent Document 1 in the case of a crystal orientation in which the crystal grain diameter and the X-ray diffraction intensity from the ⁇ 311 ⁇ , ⁇ 220 ⁇ , and ⁇ 200 ⁇ planes satisfy certain conditions in the Cu—Ni—Si copper alloy. , It has been found that bending workability is excellent. Further, in Patent Document 2, in the case of a crystal orientation that satisfies the condition that X-ray diffraction intensity from ⁇ 200 ⁇ and ⁇ 220 ⁇ planes is excellent in Cu-Ni-Si copper alloy, bending workability is excellent. Has been found.
- Patent Document 3 it is found that in a Cu-Ni-Si-based copper alloy, bending workability is excellent by appropriately controlling the proportion of Cube orientation ⁇ 100 ⁇ ⁇ 001>.
- Patent Document 4 and the like show that the bending processability is compatible with the above.
- An object of the present invention is to have excellent bending workability, excellent strength, and excellent stress relaxation resistance, as well as lead frames for electrical and electronic devices, connectors, terminal materials, etc.
- An object of the present invention is to provide a copper alloy sheet material suitable for a connector, a terminal material, a relay, a switch, and the like for vehicles and the like.
- Another object of the present invention is to provide a connector using the above-mentioned copper alloy sheet material and a method for producing the copper alloy sheet material which suitably manufactures the same.
- the present inventors repeated various studies, researched on copper alloys suitable for electric and electronic component applications, and controlled the cube orientation area ratio at the plate thickness surface layer and the plate thickness 1/4 position to 180 °. It has been found that the adhesion bending characteristics can be remarkably improved, and in addition, the above problems can be solved by controlling the crystal grain size to a specific range. In addition, it was found that the reduction of the brass orientation further contributes to the bending processability. Moreover, in addition to that, it discovered that strength and a stress relaxation characteristic could be improved by using a specific additional element in the said copper alloy, without impairing electrical conductivity or bending workability. The present inventors have made the present invention based on these findings.
- the present invention provides the following means.
- a plate material comprising a copper alloy composition containing 0.5 to 5.0 mass% in total of at least one of Ni and Co, 0.1 to 1.2 mass% of Si, and the balance being Cu and unavoidable impurities.
- the area ratio of Cube orientation ⁇ 0 0 1 ⁇ ⁇ 1 0 0> of the surface layer of the material surface is W0, Cube at a position of 1 ⁇ 4 of the whole at the depth position of the material
- the azimuthal area ratio is W4
- the ratio of W0 / W4 is 0.8 or more
- W0 is 5 to 48%
- the average crystal grain size is 12 to 100 ⁇ m.
- the copper alloy sheet material of the present invention is excellent in bending workability and has excellent strength, and lead frames, connectors, terminal materials, etc. for electric and electronic devices, connectors, terminal materials, relays, switches, etc. Preferred. Moreover, according to the method for producing a copper alloy sheet material of the present invention, a copper alloy sheet material having the above-mentioned excellent characteristics can be suitably produced.
- copper alloy material means one obtained by processing a copper alloy material into a predetermined shape (e.g., plate, strip, foil, bar, wire, etc.).
- a plate material refers to a plate having a specific thickness, being stable in shape and having a spread in the surface direction, and in a broad sense, it includes a bar material.
- material surface layer means “plate surface layer”
- depth position of material means “position in the plate thickness direction”.
- the thickness of the plate is not particularly limited, but is preferably 8 to 800 ⁇ m, more preferably 50 to 70 ⁇ m, in consideration of the fact that the effects of the present invention are more apparent and suitable for practical applications.
- the copper alloy sheet material of the present invention defines its characteristic by the accumulation ratio of atomic planes in a predetermined direction of the rolled sheet, it is sufficient if it has such a characteristic as a copper alloy sheet material. That is, the shape of the copper alloy sheet is not limited to the sheet and the strip, and in the present invention, the pipe can be interpreted as a sheet and handled.
- EBSD electron microscopy and electron backscattering diffraction measurement
- the area ratio W0 of Cube orientation in the surface layer of the board is 5 to 48%, and when W0 / W4 which is the ratio to the Cube orientation area ratio W4 at the 1 ⁇ 4 depth position is 0.8 or more, 180 ° It has excellent adhesion bendability.
- W0 is 10 to 40%, and W0 / W4 is 0.9 or more.
- substrate surface layer is 20% or less, More preferably, it is 15% or less, More preferably, it is 10% or less. It is preferable from the viewpoint of achieving high bending workability and achieving both the material strength and the material, by setting the brass orientation area ratio in the above range.
- the material is taken along a rectangular coordinate system in which the rolling direction (RD) of the material is the X axis, the sheet width direction (TD) is the Y axis, and the rolling normal direction (ND) is the Z axis.
- (Hkl) [uvw] using the index (hkl) of the crystal plane in which each region is perpendicular to the Z axis (parallel to the rolling plane) and the index of the crystal orientation [uvw] parallel to the X axis Show in the form.
- equivalent orientations under the cubic symmetry of copper alloys such as (1 32) [6-4 3] and (2 3 1) [3-4 6] etc.
- Cube orientation is the state in which the (100) plane is oriented in the rolling surface normal direction (ND) and the (100) plane in the rolling direction (RD), and the index of ⁇ 0 0 1 ⁇ ⁇ 1 0 0> It is indicated by.
- the brass orientation is a state in which the (110) plane is oriented in the rolling surface normal direction (ND) and the (112) plane in the rolling direction (RD), and the index of ⁇ 1 10 ⁇ ⁇ 1 2 2> It is indicated by.
- EBSD is an abbreviation of Electron Back Scatter Diffraction (Electron Back Scatter Diffraction), which is a reflection electron Kikuchi line diffraction (Kikuchi pattern) generated when a sample is irradiated with an electron beam in a scanning electron microscope (SEM). It is the crystal orientation analysis technology used.
- the direction is analyzed by scanning in a step of 0.5 ⁇ m for a sample area of 500 ⁇ m square containing 200 or more crystal grains.
- the area ratio of the Cube orientation and the Brass orientation is calculated by dividing the area of a region within 10 ° of the deviation angle from each ideal orientation (the Cube orientation or the Brass orientation) by the measurement area.
- FIG. 1 shows an example of an orientation in which the deviation angle from the Cube orientation is 10 ° or less.
- the orientation within 10 ° is shown with respect to the (100) and (110) and (111) rotation axes, but the rotation angle with the Cube orientation was calculated for any rotation axis.
- the rotation axis adopted is one that can be expressed by the smallest deviation angle. This deviation angle is calculated for all measurement points, and the first decimal place is regarded as an effective number, and the area of the crystal grain having an orientation within 10 ° from each of Cube orientation and Brass orientation is divided by the total measurement area. , Area ratio.
- Information obtained in orientation analysis by EBSD includes orientation information up to a depth of several tens of nm at which an electron beam penetrates into a sample, but is sufficiently small relative to the width being measured. It described as an area ratio. Also, the orientation distribution was measured from the surface of the plate.
- the surface layer portion to the 1 ⁇ 4 position was dissolved by electrolytic polishing, and then the surface was mirror-polished and measured in the same manner as in the case of the plate surface layer described above.
- the features of the EBSD measurement will be described as a comparison with the X-ray diffraction measurement.
- the first point mentioned is the crystal orientation which can not be measured by X-ray diffraction measurement, and it becomes S orientation and BR orientation.
- S orientation and BR orientation the crystal orientation which can not be measured by X-ray diffraction measurement
- S orientation and BR orientation the crystal orientation which can not be measured by S orientation and BR orientation.
- the second point is that X-ray diffraction measures the amount of crystal orientation included in ⁇ 0.5 ° of ND // ⁇ hkl ⁇ .
- EBSD measures the amount of crystal orientation included in ⁇ 10 ° from the orientation.
- EBSD measurement provides an order of magnitude comprehensive information on the alloy structure comprehensively, and it becomes clear that it is difficult to identify the entire alloy material by X-ray diffraction.
- the information obtained by EBSD measurement and X-ray diffraction measurement differs in the content and nature thereof.
- the result of EBSD is performed to the ND direction of a copper alloy plate material.
- Copper-based materials suitably used as a connector material are divided into pure copper-based and high-strength copper-based materials, and high-strength copper-based materials are further divided into a solid solution type and a precipitation type.
- a precipitation type copper alloy having conductivity, mechanical strength and heat resistance required for the connector is preferable.
- Cu—Ni—Si, Cu—Ni—Co—Si, and Cu—Co—Si alloys are preferable.
- Ni—Si and Co are controlled by controlling the respective addition amounts of nickel (Ni), cobalt (Co) and silicon (Si) which are the first additive element group to be added to copper (Cu).
- the strength of the copper alloy can be improved by precipitating a compound of -Si and Ni-Co-Si.
- the addition amount thereof is preferably 0.5 to 5.0 mass%, more preferably 0.6 to 4.5 mass%, more preferably 0.8 to 5.0 mass% in total of any one or two of Ni and Co. It is 4.0 mass%.
- the content of Si is preferably 0.1 to 1.5 mass%, more preferably 0.2 to 1.2 mass%.
- Co in which case the amount of Co to be added is 0.4 to 1.5 mass%, more preferably 0.6 to 2.0 mass%. It is.
- Co is a rare element, and in order to increase the solutionizing temperature by addition, it is preferable not to add Co unless it is necessary to significantly increase the conductivity depending on the application.
- the average grain size is 12 to 100 ⁇ m. If it is too small, the stress relaxation resistance will be poor, and if it is too large, the bending workability will be poor, which is not preferable. Also, in order to control the crystal grain size to a range smaller than 12 ⁇ m, it is necessary to control the ultimate temperature to a relatively low temperature in the final solution heat treatment as described later, in which case the solid solution of the solute element May be accompanied by a decrease in aging precipitation hardening. Also from that viewpoint, the average crystal grain size is 12 ⁇ m or more. More preferably, it is 22 to 80 ⁇ m. In addition, the average grain size in this invention says what was measured according to JIS H 0501 (cutting method).
- the copper alloy sheet material of the present invention is selected from the group consisting of Sn, Zn, Ag, Mn, B, P, Mg, Cr, Fe, Ti, Zr and Hf, together with the first additive element group described above. You may contain at least 1 sort (s). The average grain size in this composition and its preferable range are also the same as above. At least one selected from the group consisting of Sn, Zn, Ag, Mn, B, P, Mg, Cr, Fe, Ti, Zr, and Hf in order to sufficiently exhibit the addition effect and not to reduce the conductivity.
- the total content of the additional elements is 0.005 to 2.0 mass%, preferably 0.1 to 1.5 mass%, and more preferably 0.7 to 1.2 mass%. When the total amount of these additive elements is too large, the conductivity decreases. When the amount is too small, the effect of adding these elements is hardly exhibited.
- the addition effect of each element is shown.
- Mg, Sn, and Zn to a Cu-Ni-Si-based, Cu-Ni-Co-Si-based, or Cu-Co-Si-based copper alloy.
- the stress relaxation resistance is further improved by the synergetic effect when they are added together as compared to the case where each is added.
- it has the effect of significantly improving solder embrittlement.
- a preferable range of the total of Mg, Sn and Zn is 0.12 to 1.0 mass% in total.
- Mn, Ag, B, and P improves the hot workability and the strength.
- the preferable range of the total of Mn, Ag, B and P is 0.12 to 0.5 mass% in total.
- Cr, Fe, Ti, Zr, and Hf finely precipitate in a compound with Ni, Co, or Si, which is a main additive element, or a single substance, and contribute to precipitation hardening.
- the compound precipitates in a size of 50 to 500 nm, and by suppressing grain growth, there is an effect of reducing the crystal grain size, and bending workability is improved.
- the preferable range of the total of Cr, Fe, Ti, Zr and Hf is 0.12 to 0.5 mass% in total.
- the conditions of aging precipitation heat treatment and finish cold rolling are adjusted according to the desired properties such as strength and conductivity.
- the texture is roughly determined by the recrystallization that occurs during the final solution heat treatment in this series of steps, and is ultimately determined by the rotation of the orientation that occurs during finish rolling.
- the hot rolling is to utilize low deformation resistance and high deformability at high temperature, and has a great advantage of reducing energy required for processing compared to cold.
- precipitation hardening alloys precipitation may occur depending on the hot rolling temperature, but since the precipitates at this high temperature are generally coarse, they are not completely dissolved even in the final solution heat treatment. As a result, precipitation hardening in the aging precipitation heat treatment may be insufficient.
- Process condition I in hot rolling, it is preferable that the one-pass working ratio is 30% or less, and the rolling direction for the material is alternately changed every one pass by reverse rolling. This is to alternately change the rolling direction for each surface rolling to which a large shear stress is applied, cancel the shear strain, control the rotation of the plate surface crystal, and apply a compressive stress. It is thought that the effect is to suppress the formation of a tissue different from the inside.
- the retention time between passes is 20 seconds to 100 seconds (preferably 20 to 50 seconds, more preferably 20 to 30 seconds), and the temperature drop between passes is 5 to 100 ° C. Is good.
- the control of the time and temperature between the passes can cause static recrystallization and recovery in the material to reduce the texture variation in the thickness direction.
- the temperature between the passes is measured by a radiation thermometer or a contact thermocouple thermometer. In the control of the pass and the temperature of the pass, it is heated by a burner or the like and cooled by air cooling or water cooling.
- cold rolling performed after hot rolling and subsequent descaling is preferably lubricated at a working ratio of 90% to 99%. If it is less than 90%, it may be affected by the structural variation of the surface layer and the inside formed by hot rolling. When the content exceeds 99%, edge cracking may occur.
- annealing heat treatment intermediate heat treatment
- cold rolling with a low reduction ratio may be introduced, and then final solution heat treatment may be performed.
- the annealing heat treatment introduced is at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and the cold rolling after that has a good working ratio of 5 to 50%.
- the final solution heat treatment may be performed at a relatively high temperature such that the average grain size is 12 to 100 ⁇ m in size. This is because the precipitate generated during the hot rolling pass and the precipitate generated during the annealing heat treatment before the final solution heat treatment are solid-solved.
- the temperature of the final solution heat treatment when the temperature of the final solution heat treatment is increased, bending workability is lowered due to coarsening of crystal grains, but when the cube orientation area ratio is increased as in the present invention, the crystal orientation is Deterioration of bendability is slight by the effect.
- the temperature for controlling the average crystal grain size to 12 to 100 ⁇ m varies depending on the alloy composition, but a temperature of 800 ° C. to 1000 ° C. is preferable.
- the manufacturing methods shown in the first (condition I), the third (condition III) and the fourth (condition IV) are different from the conventional general precipitation type copper alloy manufacturing method , Very important to the present invention. A more preferable state can be obtained by using the second production method in combination.
- the novel manufacturing method in the present invention takes a long holding time between passes as in the process condition I, while on the other hand as a countermeasure for precipitation occurring therebetween.
- a high temperature is adopted positively.
- the 0.2% proof stress is 500 MPa or more
- the conductivity is 30% IACS or more.
- bending is possible without cracks in a 180 ° adhesion bending test with a test piece width of 1 mm for 700% or more for 0.2% proof stress, 35% IACS or more for conductivity, stress relaxation resistance It is a copper alloy sheet having good characteristics of 30% or less by the measurement method of holding at a temperature of 150 ° C. for 1000 hours as described later, and it is an advantage of the present invention that such characteristics can be realized. .
- the 0.2% proof stress is a value based on JIS Z 2241.
- the above% IACS represents the conductivity in the case where the resistivity of the International Annealed Cupper Standard (1.7241 ⁇ 10 ⁇ 8 ⁇ m) is 100% IACS.
- Example 1 As shown in the composition of the column of alloy components in Tables 1-1 and 1-2, an alloy containing Ni, Co, and Si and the balance being Cu and incidental impurities is melted by a high-frequency melting furnace and cast. The ingot was obtained. Using this state as a providing material, test materials of copper alloy sheet materials of Invention Examples 1-1 to 1-12 and Comparative Examples 1-1 to 1-8 were manufactured in any of the following steps A to G. . Tables 1-1 and 1-2 show which of the steps A to G was used. The final thickness of the alloy sheet was 150 ⁇ m unless otherwise specified. Although not shown in A to G, in the case of trial production under the condition that the pass and pass retention time exceeds 100 seconds, the material temperature is too low, and surface cracking and edge cracking occur during rolling, The trial production was discontinued.
- Step A After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- the hot rolling was a total of 4 to 12 passes of reverse rolling with a pass ratio of 10 to 30%, and the retention time between passes was 20 to 100 seconds.
- cold rolling at a working ratio of 90 to 99% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed.
- solution heat treatment is performed at 800 ° C. or more for 5 seconds or more, aging precipitation heat treatment is performed at 350 to 600 ° C. for 5 minutes to 20 hours, and 5 to 40% finish rolling is performed.
- Temper annealing was carried out at a temperature of ⁇ 700 ° C. for 10 seconds to 2 hours.
- Step B After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- the hot rolling was a total of 4 to 12 passes of reverse rolling with a pass ratio of 10 to 30%, and the retention time between passes was 20 to 100 seconds.
- cold rolling at a working ratio of 80 to 89% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed.
- solution heat treatment is performed at 800 ° C. or more for 5 seconds or more, aging precipitation heat treatment is performed at 350 to 600 ° C. for 5 minutes to 20 hours, and 5 to 40% finish rolling is performed.
- Temper annealing was carried out at a temperature of ⁇ 700 ° C. for 10 seconds to 2 hours.
- Step C After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- the hot rolling was a total of 4 to 12 passes of reverse rolling with a pass ratio of 10 to 30%, and the retention time between passes was 20 to 100 seconds.
- cold rolling at a working ratio of 90 to 99% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed.
- solution heat treatment is performed at 800 ° C. or more for 5 seconds or more, aging precipitation heat treatment is performed at 350 to 600 ° C. for 5 minutes to 20 hours, and 40 to 50% finish rolling is performed; Temper annealing was carried out at a temperature of ⁇ 700 ° C. for 10 seconds to 2 hours.
- Step D After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- cold rolling at a working ratio of 80 to 89% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed. Thereafter, solution heat treatment is performed at 800 ° C.
- aging precipitation heat treatment is performed at 350 to 600 ° C. for 5 minutes to 20 hours, and 5 to 40% finish rolling is performed.
- Temper annealing was carried out at a temperature of ⁇ 700 ° C. for 10 seconds to 2 hours.
- Step E After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale. In the hot rolling, a total of 2 to 8 passes of tandem one-direction rolling in which a one-pass working ratio exceeds 30% were performed, and a retention time between passes was set to less than 20 seconds. After that, cold rolling with a processing ratio of 80 to 89% is performed, solution heat treatment is performed to keep the temperature at 800 ° C. or more for 5 seconds or more, and aging precipitation heat treatment is performed for 5 minutes to 20 hours at a temperature of 350 to 600 ° C. And finish rolling was performed at 5 to 40%, and temper annealing was performed at a temperature of 300 to 700.degree. C. for 10 seconds to 2 hours.
- Step F After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- the hot rolling was a total of 4 to 12 passes of reverse rolling with a pass ratio of 10 to 30%, and the retention time between passes was 20 to 100 seconds.
- cold rolling at a working ratio of 90 to 99% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed.
- a solution heat treatment is performed at 650 to 750 ° C.
- Step G After homogenization heat treatment at a temperature of 900 to 1020 ° C. for 3 minutes to 10 hours, after hot working, it was water cooled and facing was performed to remove oxide scale.
- the hot rolling was a total of 4 to 12 passes of reverse rolling with a pass ratio of 10 to 30%, and the retention time between passes was 20 to 100 seconds.
- cold rolling at a working ratio of 80 to 89% was performed, heat treatment was performed at a temperature of 300 to 700 ° C. for 10 seconds to 5 hours, and cold rolling at a working ratio of 5 to 50% was performed.
- Solution heat treatment is performed at 730 to 770 ° C for 5 to 30 seconds
- aging precipitation heat treatment is performed for 5 minutes to 20 hours at 350 to 600 ° C
- finish rolling is performed 5 to 40%
- 300 to 300% A temper annealing was performed at a temperature of 700 ° C. for 10 seconds to 2 hours.
- Step H The same conditions as in step A were adopted except that no intermediate heat treatment (10 seconds to 5 hours at a temperature of 300-700 ° C.) was performed during cold rolling.
- the deviation angle is calculated for all measurement points, and the first decimal place is regarded as an effective number, and the area ratio is calculated by dividing the area of the crystal grain having an orientation within 10 ° from the Cube orientation by the total measurement area did.
- W0 is a measurement result from the surface of the plate
- W4 is a measurement result of a 1/4 depth position in the plate thickness direction
- W0 / W4 is a ratio of these.
- SR Stress relaxation rate
- JCBA T309 2001 (corresponding to the former Japan Electronic Materials Industry Association Standard Standard Standard Standard Standard EMAS-3003), which is a temporary standard of the Japan Copper and Brass Association, as shown below, it was measured under the condition of holding at 150 ° C. for 1000 hours .
- An initial stress of 80% of the proof stress was applied by the cantilever method.
- those having an SR value of 30% or less are considered to be excellent in stress relaxation resistance.
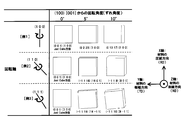
- FIG. 2 is an explanatory view of a test method of stress relaxation characteristics, in which (a) is before heat treatment and (b) is after heat treatment.
- the position of the test piece 1 when an initial stress of 80% of the proof stress is applied to the test piece 1 held in a cantilever manner on the test stand 4 is a distance of ⁇ 0 from the reference is there. This is held in a thermostat at 150 ° C. for 1000 hours (heat treatment in the state of the test piece 1), and the position of the test piece 2 after removing the load is H t from the reference as shown in FIG. Distance.
- 3 is a test piece when no stress is applied, and its position is the distance of H 1 from the reference.
- the stress relaxation rate (%) was calculated as (H t -H 1 ) / ( ⁇ 0 -H 1 ) ⁇ 100.
- ⁇ 0 is the distance from the reference to the test specimen 1
- H 1 is the distance from the reference to the test specimen 3
- H t is the distance from the reference to the test specimen 2.
- Comparative Example 1-5 W0 / W4 was low, and the 180 ° close contact bendability was inferior.
- Comparative Example 1-6 W0 / W4 and W0 were low, and the 180 ° contact bending workability was inferior.
- Comparative Example 1-7 the average crystal grain size was high as W0, and the 180 ° close contact bendability was inferior.
- Comparative Example 1-8 the average grain size was small and the stress relaxation resistance was inferior.
- inventive examples 1-1 to 1-12 were excellent in any of 180 ° close contact bendability, proof stress, conductivity and stress relaxation characteristics.
- at least one of GW and BW showed extremely excellent bendability such as no cracks and slight wrinkles.
- Example 2 Invention Examples 2-1 to 2-8 and Comparative Examples 2-1 to 2 in the same manner as in Example 1 with respect to a copper alloy having the composition shown in the column of alloy components in Table 2 and the balance being Cu and unavoidable impurities
- the sample material of the copper alloy sheet material of -3 was manufactured, and each characteristic was measured and evaluated in the same manner as in Example 1. The results are shown in Table 2.
- Comparative example 3 A copper alloy sheet was produced through step H using the alloy composition of Inventive Example 1-1. About this, the result of having evaluated the same as said each Example is as follows.
- the copper alloy sheet produced without the intermediate heat treatment had a small W0 and was inferior in 180 ° close contact formability even when the predetermined alloy composition, hot rolling condition and solution heat treatment condition were adopted.
- Comparative Example 101 Condition of JP 2009-007666 A metal element similar to that of the invention example 1-1 was blended, and an alloy composed of Cu and incidental impurities with the balance was melted in a high frequency melting furnace, This was cast at a cooling rate of 0.1 to 100 ° C./sec to obtain an ingot. After holding this at 900 ° C. to 1020 ° C. for 3 minutes to 10 hours, it was hot-worked and then water-quenched to carry out facing for oxide scale removal. In the subsequent steps, a copper alloy c01 was produced by the treatment of steps A-3 and B-3 described below.
- the manufacturing process includes one or more solution heat treatment, in which the steps are classified before and after the last solution heat treatment, and the steps up to intermediate solution treatment are designated as A-3, It was designated as B-3 step in the step after intermediate solution treatment.
- Step A-3 Cold work with a reduction in area of 20% or more, heat treatment for 5 minutes to 10 hours at 350 to 750 ° C., cold work with a reduction in area of 5 to 50%, 800 A solution heat treatment is performed at about 1000 ° C. for 5 seconds to 30 minutes.
- Step B-3 Cold work with a reduction in area of 50% or less, heat treatment at 400 to 700 ° C. for 5 minutes to 10 hours, cold work with a reduction in area of 30% or less, Apply temper annealing at 550 ° C. for 5 seconds to 10 hours.
- test body c01 was different from the above-mentioned example in terms of hot working conditions with respect to manufacturing conditions, and the result was that the 180 ° close contact bendability did not satisfy the required characteristics.
- the processing rate of one pass and the holding time between the passes were carried out under the conditions of 35 to 40% and 3 to 7 seconds, which were general conditions at the time of filing of the present application.
- the hot-rolled sheet is cut by 1.5 mm on each side to remove the oxide film, and then cold rolled (i) to a thickness of 0.15 to 0.25 mm, and then the solution treatment temperature is 825 to Heat treatment was performed at a temperature range of 925 ° C. for 15 seconds, and then immediately cooled at a cooling rate of 15 ° C./sec or more. Next, it was subjected to an aging treatment at 475 ° C.
- test body c02 was different from the above example in the manufacturing conditions, in terms of the condition of hot rolling and the presence or absence of the intermediate heat treatment, and the result was that the 180 ° close contact bending formability was not satisfied.
- Comparative Example 103 Condition of Japanese Patent Laid-Open No. 11-335756
- the copper alloy having the same composition as that of the above-mentioned inventive example 1-1 is dissolved in the air under charcoal coating in a krypton furnace and cast in a book mold , 50 mm ⁇ 80 mm ⁇ 200 mm were produced.
- the ingot was heated to 930 ° C., hot rolled to a thickness of 15 mm, and immediately quenched in water.
- the surface was ground with a grinder. After cold rolling this, heat treatment at 750 ° C. for 20 seconds, cold rolling at 30%, precipitation annealing at 480 ° C.
- the processing rate for one pass and the retention time between the passes were 35 to 40% of the one-pass working rate, which was a general condition at the time of filing of the present application, and the retention time between each pass: 3 to We adopted the condition of 7 seconds.
- test body c02 was different from the above example in the manufacturing conditions, in terms of the condition of hot rolling and the presence or absence of the intermediate heat treatment, and the result was that the 180 ° close contact bending formability was not satisfied.
- test body c04 was different from the above-mentioned Example 1 in terms of the conditions of hot rolling and the presence or absence of the intermediate heat treatment under the production conditions, and the result was that the 180 ° close contact bending formability was not satisfied.
- test body c05 was different from the above-mentioned Example 1 in terms of the conditions of hot rolling and the presence or absence of the intermediate heat treatment under the production conditions, and the result was that the 180 ° close contact bending formability was not satisfied.
- Comparative Example 106 Condition of JP-A-2008-223136 The copper alloy shown in Example 1 was melted and cast using a vertical continuous casting machine. A sample of 50 mm in thickness was cut out from the obtained slab (180 mm in thickness), heated to 950 ° C., extracted, and hot rolling was started. At this time, the pass schedule was set so that the rolling reduction in the temperature range of 950 ° C. to 700 ° C. was 60% or more, and the rolling was performed in the temperature range of less than 700 ° C. The final pass temperature for hot rolling is between 600 ° C and 400 ° C. The total hot-rolling rate from the slab is about 90%. After hot rolling, the surface oxide layer was removed by mechanical polishing (face grinding). In hot rolling, the holding time between passes was set to 3 to 7 seconds, which was a general condition at the time of filing of the present application.
- the aging treatment temperature was set to 450 ° C., and the aging time was adjusted to a time at which the hardness peaked at 450 ° C. aging depending on the alloy composition.
- the optimum solution treatment conditions and aging treatment time are grasped by preliminary experiments according to such alloy composition.
- finish cold rolling was performed at a rolling ratio.
- the final cold-rolled product was further subjected to low-temperature annealing for 5 minutes in a 400 ° C. furnace. Thus, the test material was obtained. In addition, it was chamfered on the way as needed, and the plate thickness of the test material was equalized to 0.2 mm.
- the main production conditions are described below.
- test body c05 was different from the above-mentioned Example 1 in terms of the conditions of hot rolling and the presence or absence of the intermediate heat treatment under the production conditions, and the result was that the 180 ° close contact bending formability was not satisfied.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Conductive Materials (AREA)
Abstract
Description
鉱物資源の低減や、部品の軽量化を背景に、材料の薄肉化が進行しており、なおかつバネ接圧を保つために、従来よりも高強度な材料が使用されている。その際、一般的に曲げ加工性は強度とトレードオフの関係にあるため、高強度の材料を従来通りの曲げ半径で加工すると、クラックが発生する問題が生じる。特に、車載端子や電子機器用途のコネクタなどにはU字型に180°に曲げる設計が必要な場合が多いが、曲げ部外側に大きな応力が付与されるため、曲げ加工性に乏しい材料では、クラックが発生し、コネクタの接圧低下による導通障害が問題になる。対策として、180°曲げする内側に複数のノッチ加工を施したり、密着曲げの設計から内側曲げ半径を大きく取る設計変更などを行ったりする場合があるが、曲げ部品の設計がプレスコストの低減や電子機器部品の小型化と両立できないという問題が生じている。
また、使用環境の高温化が進行している。例えば自動車部品では、二酸化炭素発生量の低減のために、車体軽量化をはかっており、従来、ドアに設置していたような、エンジン制御用のECUなど、電子機器をエンジンルーム内やエンジン付近に設置し、電子機器とエンジンの間のワイヤーハーネスを短くする動きが進んでいる。また、電気自動車化に伴って高電流の用途が増加すると、ジュール熱が問題になる。コネクタに使用される接点材料が100℃以上の高温に長くされされた場合、弾性限内の変位が塑性変位となり、端子嵌合部の接触圧力が低下する問題がある。そこで、耐応力緩和特性に優れた銅合金板材の開発が望まれている。
上記のような問題を解決するため、耐応力緩和特性に優れ、かつ、曲げ加工性を向上させた銅合金材料が要望されている。
特許文献1では、Cu-Ni-Si系銅合金において、結晶粒径と、{311}、{220}、{200}面からのX線回折強度がある条件を満たす様な結晶方位の場合に、曲げ加工性が優れることが見出されている。また、特許文献2では、Cu-Ni-Si系銅合金において、{200}面および{220}面からのX線回折強度がある条件を満足する結晶方位の場合に、曲げ加工性が優れることが見出されている。また、特許文献3では、Cu-Ni-Si系銅合金において、Cube方位{100}<001>の割合を適宜制御することによって曲げ加工性が優れることが見出されている。
また、耐応力緩和特性向上の要求に対して、一般的に結晶粒径が大きいほど応力緩和し難い特徴があるため、それを利用して、Cu-Ni-Si系銅合金において耐応力緩和特性と曲げ加工性を両立させることが特許文献4などに示されている。
(1)NiとCoの少なくとも1種を合計で0.5~5.0mass%、Siを0.1~1.2mass%含み、残部がCuと不可避不純物からなる銅合金組成よりなる板材であって、電子後方散乱回折測定における結晶方位解析における、材料表層のCube方位{0 0 1}<1 0 0>の面積率をW0、材料の深さ位置で全体の1/4の位置でのCube方位面積率をW4としたときに、W0/W4の比が0.8以上、W0が5~48%、平均結晶粒径が12~100μmであることを特徴とする、180°密着曲げ加工性と耐応力緩和特性に優れた銅合金板材。
(2)さらに、Sn、Zn、Ag、Mn、B、P、Mg、Cr、Fe、Ti、ZrおよびHfからなる群から選ばれる少なくとも1種を合計で0.005~2.0mass%含有する(1)に記載の銅合金板材。
(3)Brass方位{1 1 0}<1 1 2>の面積率が20%以下であることを特徴とする、(1)または(2)記載の銅合金板材。
(4)請求項1~3の合金板材からなるコネクタ。
(5)NiとCoの少なくとも1種を合計で0.5~5.0mass%、Siを0.1~1.2mass%含み、残部がCuと不可避不純物からなる銅合鋳塊に対し、少なくとも下記の工程I、III、及びIVによる処理を施すことを特徴とする銅合金板材の製造方法。
[工程I:1パス加工率を30%以下とし各パス間の保持時間を20~100秒とした熱間圧延工程]
[工程III:熱間圧延工程と溶体化熱処理との間に行う300~700℃の温度で10秒~5時間の中間熱処理工程]
[工程IV:800~1000℃で行う溶体化熱処理工程]
なお、本発明の銅合金板材は、その特性を圧延板の所定の方向における原子面の集積率で規定するものであるが、これは銅合金板材としてそのような特性を有していれば良いのであって、銅合金板材の形状は板材や条材に限定されるものではなく、本発明では、管材も板材として解釈して取り扱うことができるものとする。
材料の曲げ加工時のクラックが発生する原因を明らかにするために、本発明者らは、曲げ変形した後の断面の金属組織を電子顕微鏡及び電子後方散乱回折測定(以下、EBSDともいう)によって詳細に調査した。その結果、基体材料は均一に変形しているのではなく、特定の結晶方位の領域のみに変形が集中する、不均一な変形が進行することが観察された。そして、その不均一変形により、曲げ加工した後の基体材料表面には、数μmの深さのシワや、クラックが発生することが解った。
さらに、90°曲げ加工では歪みは板厚方向最表層に付与されるのに対し、180°曲げにおいては薄板の板厚方向最表層のみならず、板厚1/4位置まで大きく歪んでおり、表層から発達する局所変形領域に対し、表層近傍の結晶粒のみならず板厚1/4位置の深さまでの結晶粒が関与していることが解った。そして、その局所変形帯はCube方位粒にはあまり観察されず、Cube方位は不均一変形を抑制する効果があることが解った。その結果、板表面に発生するシワが低減され、クラックが抑制されることが解った。またBrass方位は曲げ変形後に局所変形が伴っていることが多く、曲げ性には悪影響を及ぼすことが解った。
板表層のBrass方位面積率は20%以下であることが好ましく、より好ましくは15%以下、さらに好ましくは10%以下である。Brass方位面積率を上記の範囲とすることが、同様に、高い曲げ加工性を実現し、これと材料強度との両立の観点から好ましい。
Cube方位とは、圧延面法線方向(ND)に(100)面を、圧延方向(RD)に(100)面を向いている状態であり、{0 0 1}<1 0 0>の指数で示される。
Brass方位とは、圧延面法線方向(ND)に(110)面を、圧延方向(RD)に(112)面を向いている状態であり、{1 1 0}<1 1 2>の指数で示される。
Cube方位及びBrass方位の面積率とは、各理想方位(上記Cube方位またはBrass方位)からのずれ角度が10°以内の領域の面積を、測定面積で割って算出したものである。
理想方位からのずれ角度については、共通の回転軸を中心に回転角を計算し、ずれ角度とした。図1に、Cube方位からのずれ角度が10°以内の方位の例を示した。ここでは、(100)及び(110)及び(111)の回転軸に関して、10°以内の方位を示しているが、あらゆる回転軸に関してCube方位との回転角度を計算した。回転軸は最も小さいずれ角度で表現できるものを採用した。全ての測定点に対してこのずれ角度を計算して小数第一位までを有効数字とし、Cube方位、Brass方位のそれぞれから10°以内の方位を持つ結晶粒の面積を全測定面積で除し、面積率とした。
EBSDによる方位解析において得られる情報は、電子線が試料に侵入する数10nmの深さまでの方位情報を含んでいるが、測定している広さに対して充分に小さいため、本明細書中では面積率として記載した。また、方位分布は板表面から測定した。
板厚1/4位置でEBSD測定にあたっては、電解研磨によって1/4位置までの表層部を溶解させた後、その面を鏡面研磨し、上記の板表層の場合と同様に測定した。
コネクタ用材料として好適に用いられる銅系材料は、純銅系と高強度銅系に分けられ、高強度銅系材料はさらに固溶型と析出型に分けられる。本発明においては、コネクタに要求される導電性、機械的強度および耐熱性を有する析出型銅合金が好ましい。特に、高強度と高導電性を両立させるためには、Cu-Ni-Si系、Cu-Ni-Co-Si系、Cu-Co-Si系合金が好ましい。
本発明において、銅(Cu)に添加する第1の添加元素群であるニッケル(Ni)とコバルト(Co)とケイ素(Si)について、それぞれの添加量を制御することにより、Ni-Si、Co-Si、Ni-Co-Siの化合物を析出させて銅合金の強度を向上させることができる。その添加量は、NiとCoのいずれか1種または2種を合計で、好ましくは0.5~5.0mass%、さらに好ましくは0.6~4.5mass%、より好ましくは0.8~4.0mass%である。Siの含有量としては、好ましくは0.1~1.5mass%、さらに好ましくは0.2~1.2mass%である。これらの元素は多すぎると導電率を低下させやすく、また、少なすぎると強度が不足しやすい。なお、導電率を高めたい場合は、Coの添加を必須とすることが好ましく、その場合のCoの添加量は、0.4~1.5mass%、より好ましくは0.6~2.0mass%である。なお、Coは希少元素であるとともに、添加によって溶体化温度を高めるため、用途に応じて顕著に導電性を高める必要が無い場合は、添加しないことが好ましい。
平均結晶粒径は12~100μmとする。小さすぎると耐応力緩和特性が劣り、また大きすぎる場合は曲げ加工性が劣るため、好ましくない。また、結晶粒径を12μmよりも小さい範囲に制御するためには、後述するように最終溶体化熱処理にて到達温度を比較的低温に制御する必要があるが、その場合、溶質元素の固溶が不十分となり、時効析出硬化の減少を伴う場合がある。その観点からも平均結晶粒径は12μm以上とする。更に好ましくは、22~80μmである。
なお、本発明における平均結晶粒径は、JIS H 0501(切断法)に準じて測定したものをいう。
本発明の銅合金板材は、上記第1の添加元素群とともに、Sn、Zn、Ag、Mn、B、P、Mg、Cr、Fe、Ti、ZrおよびHfからなる群から選ばれる少なくとも1種を含有してもよい。この組成での平均結晶粒径とその好ましい範囲も上記と同じである。
添加効果を充分に発現させ、かつ導電率を低下させないためには、Sn、Zn、Ag、Mn、B、P、Mg、Cr、Fe、Ti、ZrおよびHfからなる群から選ばれる少なくとも1種の添加元素の含有量は、総量で0.005~2.0mass%とし、好ましくは0.1~1.5mass%、より好ましくは、0.7~1.2mass%である。これらの添加元素が総量で多すぎると導電率を低下させる。少なすぎると、これらの元素を添加した効果がほとんど発揮されない。
次に、板厚表層付近及び板厚1/4位置のCube方位及びBrass方位の面積率を制御する方法について説明する。ここでは、析出型銅合金の板材(条材)を例に挙げて説明するが、固溶型合金材料、希薄系合金材料、純銅系材料に展開することが可能である。
一般に、析出型銅合金は、均質化熱処理した鋳塊を熱間圧延と冷間圧延の各ステップで薄板化し、700~1020℃の温度範囲で最終溶体化熱処理を行って溶質原子を再固溶させた後に、時効析出熱処理と仕上げ冷間圧延によって必要な強度を満足させるように製造される。時効析出熱処理と仕上げ冷間圧延の条件は、所望の強度及び導電性などの特性に応じて、調整される。集合組織は、この一連のステップにおける、最終溶体化熱処理中に起きる再結晶によってそのおおよそが決定し、仕上げ圧延中に起きる方位の回転により、最終的に決定される。
上記熱間圧延は、高温での低い変形抵抗と高い変形能を利用するためであり、冷間に比べて加工に必要なエネルギーを少なくする大きな利点がある。一方、析出硬化型合金においては、熱間圧延温度によっては析出が起きる場合があるが、この高温での析出物は一般的に粗大であるため、最終溶体化熱処理においても完全に固溶されず、結果として時効析出熱処理での析出硬化が不足する場合がある。もしくは、最終溶体化熱処理を高温化し、熱間圧延中の析出物を完全固溶させると結晶粒が粗大化し、今度は曲げ加工性が劣化する場合がある。この様な理由から、熱間圧延中には極力析出を抑制するために、1パス加工率を極力高めて総パス数を減少させ、パスとパスの間の保持は取らないことで、熱間圧延を高温短時間で終え、熱間圧延後は水冷などの方法によって急冷し、過飽和固溶体に近い状態に保つことが一般的な熱間圧延工程の設計指針である。
・ 工程条件I
一つ目に、熱間圧延は、1パス加工率は30%以下とし、リバース式圧延によって材料にとっての圧延方向が1パスごとに交互に変わる圧延が良い。これは、大きな剪断応力が付与される表層に対して1回毎の圧延において交互に圧延方向を変えることで、剪断歪みを打ち消し合って板表層の結晶の回転を制御し、圧縮応力が付与される内部とは異なる組織が形成されることを抑制する効果によると考えられる。上記の条件によって、板厚方向の組織の変動を軽減できる。また、パスとパスの間の保持時間は20秒~100秒(好ましくは20~50秒、より好ましくは20~30秒)とし、パスとパスの間の温度低下は5~100℃とするのが良い。このパスとパスの間の時間及び温度の制御によって材料中に静的な再結晶及び回復が起き、板厚方向の組織の変動を軽減にすることができる。パスとパスの間の温度は放射温度計や接触式熱電対温度計によって測定する。パスとパスの温度の制御にあたっては、バーナーなどによって加熱、及び空冷や水冷によって冷却する。
なお、パスとパスの保持時間が100秒を超える場合は、材料温度が下がり過ぎてしまうために、圧延中に面割れやエッジ割れを起こすため、好ましくない。
・工程条件II
二つ目に、熱間圧延とその後のスケール除去の後に行う冷間圧延は、加工率が90%~99%で潤滑圧延が好ましい。90%未満では、熱間圧延で形成された表層と内部の組織変動の影響を受ける場合がある。また99%を超えるとエッヂ割れが発生する場合がある。
三つ目に、最終溶体化熱処理の前に、焼鈍熱処理(中間熱処理)とその後に低い加工率の冷間圧延を導入し、その後に最終溶体化熱処理を施すのが良い。この導入される焼鈍熱処理は300~700℃の温度で10秒~5時間が、その後の冷間圧延は、5~50%の加工率が良い。
・工程条件IV
四つ目に、最終溶体化熱処理を平均結晶粒径が12~100μmのサイズになるような比較的高い温度で行うのが良い。これは上記熱間圧延のパスとパスの間に発生した析出物と、最終溶体化熱処理の前の焼鈍熱処理に発生した析出物を固溶させるためである。上記の一般的な工程では、最終溶体化熱処理の温度を高めると結晶粒の粗大化により曲げ加工性が低下するが、本発明のようにCube方位面積率を高めた場合には、結晶方位の効果によって曲げ性の劣化は軽微である。平均結晶粒径を12~100μmに制御するための温度は、合金成分によって異なるが、800℃~1000℃の温度が良い。
本発明における新規の製法は、板厚方向の組織差低減という困難な課題を達成するために、工程条件Iの様にパス間の保持時間をあえて長くとり、一方でその間に起こる析出の対策として、工程条件IVのように積極的に高い温度を採用するものである。
表1-1及び表1-2の合金成分の欄の組成に示すように、Ni、Co、Siを含有し、残部がCuと不可避不純物から成る合金を高周波溶解炉により溶解し、これを鋳造して鋳塊を得た。この状態を提供材とし、下記A~Gのいずれかの工程にて、本発明例1-1~1-12および比較例1-1~1-8の銅合金板材の供試材を製造した。なお、表1-1及び表1-2にA~Gのいずれの工程を用いたのかを示した。最終的な合金板材の厚さは特に断らない限り150μmとした。
なお、A~Gには示していないが、パスとパスの保持時間が100秒を超える条件で試作した場合は、材料温度が下がり過ぎてしまい、圧延中に面割れやエッジ割れを起こしたため、試作を中止した。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が10~30%のリバース式圧延を合計4~12パス行い、パスとパスの間の保持時間は20~100秒とした。その後に90~99%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。その後に、800℃以上の温度に5秒以上保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が10~30%のリバース式圧延を合計4~12パス行い、パスとパスの間の保持時間は20~100秒とした。その後に80~89%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。その後に、800℃以上の温度に5秒以上保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が10~30%のリバース式圧延を合計4~12パス行い、パスとパスの間の保持時間は20~100秒とした。その後に90~99%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。その後に、800℃以上の温度に5秒以上保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、40~50%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が30%を超えるタンデム式の1方向圧延を合計2~8パス行い、パスとパスの間の保持時間は20秒未満とした。その後に80~89%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。その後に、800℃以上の温度に5秒以上保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が30%を超えるタンデム式の1方向圧延を合計2~8パス行い、パスとパスの間の保持時間は20秒未満とした。その後に80~89%の加工率の冷間圧延を行い、800℃以上の温度に5秒以上保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が10~30%のリバース式圧延を合計4~12パス行い、パスとパスの間の保持時間は20~100秒とした。その後に90~99%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。650~750℃の温度に2時間保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
900~1020℃の温度で3分~10時間の均質化熱処理後、熱間加工を行った後に水冷し、酸化スケール除去のために面削を行った。その熱間圧延は、1パス加工率が10~30%のリバース式圧延を合計4~12パス行い、パスとパスの間の保持時間は20~100秒とした。その後に80~89%の加工率の冷間圧延を行い、300~700℃の温度で10秒~5時間の熱処理を行い、5~50%の加工率の冷間圧延を行った。730~770℃の温度に5~30秒保持する溶体化熱処理を行い、350~600℃の温度で5分間~20時間の時効析出熱処理を行い、5~40%の仕上げ圧延を行い、300~700℃の温度で10秒~2時間保持する調質焼鈍を行った。
冷間圧延の間の中間熱処理(300~700℃の温度で10秒~5時間)を行わなかった以外、工程Aと同じ条件を採用した。

a.Cube方位の面積率 [W0、W0/W4]:
EBSD法により、約500μm四方の測定領域で、スキャンステップが0.5μmの条件で測定を行った。測定面積は結晶粒を200個以上含むことを基準として調整した。 上述したように、理想方位からのずれ角度については、共通の回転軸を中心に回転角を計算し、ずれ角度とした。あらゆる回転軸に関してCube方位との回転角度を計算した。回転軸は最も小さいずれ角度で表現できるものを採用した。全ての測定点に対してこのずれ角度を計算して小数第一位までを有効数字とし、Cube方位から10°以内の方位を持つ結晶粒の面積を全測定面積で除し、面積率を算出した。W0は板表面からの測定結果、W4は板厚方向1/4深さ位置の測定結果であり、W0/W4はこれらの比である。
上述のCube方位の面積率と同様に、板表面から測定した。
c.平均結晶粒径 [GS]:
JIS H 0501(切断法)に基づき測定した。圧延方向に対して平行の断面と、垂直の断面において測定し、その両者の平均をとった。金属組織の観察は、鏡面研磨した材料面を化学エッジングし、光学顕微鏡観察により行った。
圧延方向に垂直に幅1mm、長さ25mmにプレスで打ち抜き、これに曲げの軸が圧延方向に直角になるようにW曲げしたものをGW(Good Way)、圧延方向に平行になるようにW曲げしたものをBW(Bad Way)とした。JIS Z 2248に準じて曲げ加工を行った。0.4mmRの90°曲げ金型を使用して予備曲げを行った後に、圧縮試験機によって密着曲げを行った。曲げ部外側における割れの有無を50倍の光学顕微鏡で目視観察によりその曲げ加工部位を観察し、割れの有無を調査した。曲げ加工部にクラックがなく、シワも軽微なものを◎、クラックがないがシワが大きいものを○、クラックのあるものを×と判定した。
圧延平行方向から切り出したJIS Z2201-13B号の試験片をJIS Z2241に準じて3本測定しその平均値を示した。ここでは、YSの値が550MPa以上であるものを、強度に優れているものとした。
f:導電率 [EC]:
20℃(±0.5℃)に保たれた恒温漕中で四端子法により比抵抗を計測して導電率を算出した。なお、端子間距離は100mmとした。ここでは、ECの値が35%IACS以上であるものを、導電性に優れているものとした。
g.応力緩和率 [SR]:
日本伸銅協会の仮規格である、JCBA T309:2001(旧日本電子材料工業会標準規格 EMAS-3003に相当)に準じ、以下に示すように、150℃で1000時間保持後の条件で測定した。片持ち梁法により耐力の80%の初期応力を負荷した。ここでは、SRの値が30%以下であるものを、耐応力緩和性に優れているものとした。


すなわち、比較例1-1は、NiとCoの総量が少ないために、析出硬化に寄与する析出物の密度が低下し強度が劣った。また、NiまたはCoと化合物を形成しないSiが金属組織中に過剰に固溶し導電率が劣った。また、耐応力緩和性も劣った。比較例1-2は、NiとCoの総量が多いために、導電率が劣った。比較例1-3は、Siが少ないために強度が劣った。比較例1-4は、Siが多いために導電率が劣った。
比較例1-5はW0/W4が低く、180°密着曲げ加工性が劣った。比較例1-6はW0/W4及びW0が低く、180°密着曲げ加工性が劣った。比較例1-7はW0と平均結晶粒径が高く、180°密着曲げ加工性が劣った。比較例1-8は平均結晶粒径が小さく、耐応力緩和特性が劣った。
これに対し、表1-1に示すように、本発明例1-1~1-12は、180°密着曲げ加工性、耐力、導電率、応力緩和特性のいずれにおいても優れていた。特に、表層のBrass方位面積率が20%以下の本発明例1-1、1-2、1-4、1-6、1-7、1-8、1-9、1-11、1-12では、GW、BWの少なくとも一方においてクラックがなく、シワも軽微なものであるという極めて優れた曲げ加工性を示した。
表2の合金成分の欄に示す組成で、残部がCuと不可避不純物からなる銅合金について、実施例1と同様にして、本発明例2-1~2-8、比較例2-1~2-3の銅合金板材の供試材を製造し、実施例1と同様に各特性を測定、評価した。結果を表2に示す。

本発明例1-1の合金組成を採用し、工程Hを介して銅合金板材を作製した。これについて、上記各実施例と同様の評価を行った結果が下記のとおりである。

これに対し、本発明例2-1~本発明例2-8は、曲げ加工性、耐力、導電率、応力緩和特性のいずれにも優れていた。
このように、本発明の銅合金板材は、コネクタ材に適した優れた特性を有する。
上記本発明例1-1と同様の金属元素を配合し、残部がCuと不可避不純物から成る合金を高周波溶解炉により溶解し、これを0.1~100℃/秒の冷却速度で鋳造して鋳塊を得た。これを900~1020℃で3分から10時間の保持後、熱間加工を行った後に水焼き入れを行い、酸化スケール除去のために面削を行った。この後の工程は、次に記載する工程A-3,B-3の処理を施すことによって銅合金c01を製造した。なお、上記熱間加工については、上記公報からは詳細な条件が明らかではなく、本願出願当時に一般的な条件であった温度:800~1020℃、1パス加工率35~40%、各パス間の保持時間:3~7秒という条件を採用して行った。
製造工程には、1回または2回以上の溶体化熱処理を含み、ここでは、その中の最後の溶体化熱処理の前後で工程を分類し、中間溶体化までの工程でA-3工程とし、中間溶体化より後の工程でB-3工程とした。
工程B-3:断面減少率が50%以下の冷間加工を施し、400~700℃で5分~10時間の熱処理を施し、断面減少率が30%以下の冷間加工を施し、200~550℃で5秒~10時間の調質焼鈍を施す。
上記本発明例1-1と同じ組成の銅合金を高周波溶解炉にて熔解し、DC法により厚さ30mm、幅100mm、長さ150mmの鋳塊に鋳造した。次にこれらの鋳塊を1000℃に加熱し、この温度に1時間保持後、厚さ12mmに熱間圧延し、速やかに冷却した。なお、熱間圧延の条件は、同公報の段落[0027]を参照し、温度を900~1000℃の範囲で、熱間圧延後の冷間圧延を加工率90%以上とした。1パスの加工率及び各パス間の保持時間は、本願出願当時に一般的な条件であった35~40%及び3~7秒間という条件を採用して行った。
次いで熱間圧延板を両面各1.5mmずつ切削して酸化皮膜を除去した後、冷間圧延(イ)により厚さ0.15~0.25mmに加工し、次いで溶体化処理温度を825~925℃の温度範囲で変化させ15秒間熱処理し、その後直ちに15℃/秒以上の冷却速度で冷却した。次に不活性ガス雰囲気中で475℃で2時間の時効処理を施し、次いで最終塑性加工である冷間圧延(ハ)を行い、最終的な板厚を揃えた。前記最終塑性加工後、引き続き375℃で2時間の低温焼鈍を施して銅合金板材(試料c02)を製造した。
上記本発明例1-1と同じ成分組成の銅合金を、クリプトル炉にて木炭被覆下で大気溶解し、ブックモールドに鋳造し、50mm×80mm×200mmの鋳塊を作製した。この鋳塊を930℃に加熱して厚さ15mmまで熱間圧延後、直ちに水中急冷した。この熱延材の表面の酸化スケールを除去するため、表面をグラインダで切削した。これを冷間圧延した後、750℃で20秒の熱処理、30%の冷間圧延、480℃で2時間の析出焼鈍を施し、板厚を調整した材料を得て、試験に供した(c02)。なお、熱間圧延において、1パスの加工率及び各パス間の保持時間は、本願出願当時に一般的な条件であった1パス加工率35~40%、各パス間の保持時間:3~7秒という条件を採用して行った。
上記本発明例1-1の組成の銅合金を、電気炉により大気中にて木炭被覆下で溶解し、鋳造可否を判断した。溶製した鋳塊を熱間圧延し、厚さ15mmに仕上げた。つづいてこの熱間圧延材に対し、冷間圧延及び熱処理(冷間圧延1→溶体化連続焼鈍→冷間圧延2→時効処理→冷間圧延3→短時間焼鈍)を施し、所定の厚さの銅合金薄板(c04)を製造した。なお、溶体化は同公報の段落[0027]を参照し、実体温度800~950℃で30秒以下保持する条件とした。熱間圧延については詳細な開示はなく、本願出願当時に一般的な条件であった 1パス加工率を35~40%、各パス間の保持時間を3~7秒という条件を採用して行った。
上記本発明例1-1の組成をもつ合金について、クリプトル炉において大気中で木炭被覆下で溶解し、鋳鉄製ブックモールドに鋳造し、厚さが50mm、幅が75mm、長さが180mmの鋳塊を得た。そして、鋳塊の表面を面削した後、950℃の温度で厚さが15mmになるまで熱間圧延し、750℃以上の温度から水中に急冷した。次に、酸化スケールを除去した後、冷間圧延を行い、所定の厚さの板を得た。なお、熱間圧延において、1パスの加工率及び各パス間の保持時間は、本願出願当時に一般的な条件であった1パス加工率を35~40%、各パス間の保持時間を3~7秒という条件を採用して行った。
溶体化処理温度: 900℃
人工時効硬化処理温度×時間: 450℃×4時間
板厚: 0.6mm
実施例1に示す銅合金を溶製し、縦型連続鋳造機を用いて鋳造した。得られた鋳片(厚さ180mm)から厚さ50mmの試料を切り出し、これを950℃に加熱したのち抽出して、熱間圧延を開始した。その際、950℃~700℃の温度域での圧延率が60%以上となり、かつ700℃未満の温度域でも圧延が行われるようにパススケジュールを設定した。熱間圧延の最終パス温度は600℃~400℃の間にある。鋳片からのトータルの熱間圧延率は約90%である。熱間圧延後、表層の酸化層を機械研磨により除去(面削)した。なお、熱間圧延において、各パス間の保持時間は、本願出願当時に一般的な条件であった3~7秒とした。
700℃未満~400℃での熱間圧延率: 17%(1パス)
溶体化処理前 冷間圧延率: 90%
中間冷間圧延 冷間圧延率: 20%
仕上げ冷間圧延 冷間圧延率: 30%
100℃から700℃までの昇温時間: 10秒
2 負荷を除いた後の試験片
3 応力を負荷しなかった場合の試験片
4 試験台
Claims (5)
- NiとCoの少なくとも1種を合計で0.5~5.0mass%、Siを0.1~1.2mass%含み、残部がCuと不可避不純物からなる銅合金組成よりなる板材であって、電子後方散乱回折測定における結晶方位解析における、材料表層のCube方位{0 0 1}<1 0 0>の面積率をW0、材料の深さ位置で全体の1/4の位置でのCube方位面積率をW4としたときに、W0/W4の比が0.8以上、W0が5~48%、平均結晶粒径が12~100μmであることを特徴とする、180°密着曲げ加工性と耐応力緩和特性に優れた銅合金板材。
- さらに、Sn、Zn、Ag、Mn、B、P、Mg、Cr、Fe、Ti、ZrおよびHfからなる群から選ばれる少なくとも1種を合計で0.005~2.0mass%含有する請求項1に記載の銅合金板材。
- Brass方位{1 1 0}<1 1 2>の面積率が20%以下であることを特徴とする、請求項1または請求項2に記載の銅合金板材。
- 請求項1~3の合金板材からなるコネクタ。
- NiとCoの少なくとも1種を合計で0.5~5.0mass%、Siを0.1~1.2mass%含み、残部がCuと不可避不純物からなる銅合鋳塊に対し、少なくとも下記の工程I、III、及びIVによる処理を施すことを特徴とする銅合金板材の製造方法。
[工程I:1パス加工率を30%以下とし各パス間の保持時間を20~100秒とした熱間圧延工程]
[工程III:熱間圧延工程と溶体化熱処理との間に行う300~700℃の温度で10秒~5時間の中間熱処理工程]
[工程IV:800~1000℃で行う溶体化熱処理工程]
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080050396.0A CN102597283B (zh) | 2009-12-02 | 2010-12-01 | 铜合金板材、使用该铜合金板材的连接器、以及制造连接器的铜合金板材的制造方法 |
| KR1020127011446A KR101419145B1 (ko) | 2009-12-02 | 2010-12-01 | 구리합금 판재, 이를 이용한 커넥터, 및 이를 제조하는 구리합금 판재의 제조방법 |
| EP10834571A EP2508631A1 (en) | 2009-12-02 | 2010-12-01 | Copper alloy sheet material, connector using same, and copper alloy sheet material production method for producing same |
| JP2011513177A JP4948678B2 (ja) | 2009-12-02 | 2010-12-01 | 銅合金板材、これを用いたコネクタ、並びにこれを製造する銅合金板材の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-274892 | 2009-12-02 | ||
| JP2009274892 | 2009-12-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011068121A1 true WO2011068121A1 (ja) | 2011-06-09 |
Family
ID=44114967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/071484 WO2011068121A1 (ja) | 2009-12-02 | 2010-12-01 | 銅合金板材、これを用いたコネクタ、並びにこれを製造する銅合金板材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2508631A1 (ja) |
| JP (1) | JP4948678B2 (ja) |
| KR (1) | KR101419145B1 (ja) |
| CN (1) | CN102597283B (ja) |
| WO (1) | WO2011068121A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013163853A (ja) * | 2012-02-13 | 2013-08-22 | Furukawa Electric Co Ltd:The | 銅合金板材およびその製造方法 |
| KR20140148437A (ko) | 2012-03-26 | 2014-12-31 | 제이엑스 닛코 닛세키 킨조쿠 가부시키가이샤 | 코르손 합금 및 그 제조 방법 |
| JP2016056414A (ja) * | 2014-09-10 | 2016-04-21 | 三菱マテリアル株式会社 | 銅圧延板及び電子・電気機器用部品 |
| KR20160090871A (ko) | 2013-11-25 | 2016-08-01 | 제이엑스금속주식회사 | 도전성, 성형 가공성 및 응력 완화 특성이 우수한 구리 합금판 |
| WO2016158589A1 (ja) * | 2015-04-01 | 2016-10-06 | 古河電気工業株式会社 | 平角圧延銅箔、フレキシブルフラットケーブル、回転コネクタおよび平角圧延銅箔の製造方法 |
| WO2018174081A1 (ja) | 2017-03-22 | 2018-09-27 | Jx金属株式会社 | プレス加工後の寸法精度を改善した銅合金条 |
| WO2018174079A1 (ja) | 2017-03-21 | 2018-09-27 | Jx金属株式会社 | プレス加工後の寸法精度を改善した銅合金条 |
| JP2018197397A (ja) * | 2018-08-15 | 2018-12-13 | 三菱マテリアル株式会社 | 銅圧延板及び電子・電気機器用部品 |
| US11021774B2 (en) | 2013-08-13 | 2021-06-01 | Jx Nippon Mining & Metals Corporation | Copper alloy plate having excellent electrical conductivity and bending deflection coefficient |
| CN113817932A (zh) * | 2021-07-27 | 2021-12-21 | 中国兵器科学研究院宁波分院 | 一种高强耐热耐应力松弛铜合金材料及其制备方法 |
| JP7311651B1 (ja) | 2022-02-01 | 2023-07-19 | Jx金属株式会社 | 電子材料用銅合金及び電子部品 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014115307A1 (ja) * | 2013-01-25 | 2014-07-31 | 三菱伸銅株式会社 | 端子・コネクタ材用銅合金板及び端子・コネクタ材用銅合金板の製造方法 |
| TWI503426B (zh) * | 2013-07-10 | 2015-10-11 | Mitsubishi Materials Corp | 電子.電氣機器用銅合金、電子.電氣機器用銅合金薄板、電子.電氣機器用導電構件及端子 |
| WO2015099098A1 (ja) * | 2013-12-27 | 2015-07-02 | 古河電気工業株式会社 | 銅合金板材、コネクタ、及び銅合金板材の製造方法 |
| KR102348993B1 (ko) * | 2013-12-27 | 2022-01-10 | 후루카와 덴키 고교 가부시키가이샤 | 구리합금판재, 커넥터, 및 구리합금판재의 제조방법 |
| JP6579980B2 (ja) * | 2016-03-09 | 2019-09-25 | Jx金属株式会社 | Niめっき銅又は銅合金材、それを用いたコネクタ端子、コネクタ及び電子部品 |
| JP6713074B1 (ja) * | 2019-04-16 | 2020-06-24 | Dowaメタルテック株式会社 | 銅合金板材およびその製造方法 |
| CN114502755B (zh) * | 2020-01-15 | 2023-11-17 | 古河电气工业株式会社 | 铜板材及其制造方法、以及带铜板材的绝缘基板 |
| CN112030030B (zh) * | 2020-08-06 | 2021-09-10 | 国网江西省电力有限公司电力科学研究院 | 一种高强高导铜合金线材及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11222641A (ja) * | 1998-01-30 | 1999-08-17 | Furukawa Electric Co Ltd:The | 導電性ばね用銅合金及及びその製造方法 |
| JP2006009137A (ja) | 2004-05-27 | 2006-01-12 | Furukawa Electric Co Ltd:The | 銅合金 |
| JP2006089763A (ja) * | 2004-09-21 | 2006-04-06 | Dowa Mining Co Ltd | 銅合金およびその製造法 |
| JP2006283059A (ja) | 2005-03-31 | 2006-10-19 | Kobe Steel Ltd | 曲げ加工性に優れた高強度銅合金板及びその製造方法 |
| JP2008013836A (ja) | 2006-07-10 | 2008-01-24 | Dowa Holdings Co Ltd | 異方性の少ない高強度銅合金板材およびその製造法 |
| JP2008075172A (ja) * | 2006-09-25 | 2008-04-03 | Nikko Kinzoku Kk | Cu−Ni−Si系合金 |
| JP2008106356A (ja) | 2006-09-27 | 2008-05-08 | Dowa Metaltech Kk | 銅合金板材およびその製造法 |
| JP4209749B2 (ja) | 2003-09-24 | 2009-01-14 | 株式会社神戸製鋼所 | 高強度および優れた曲げ加工性を備えた銅合金 |
| JP4444143B2 (ja) | 2005-03-07 | 2010-03-31 | 古河電気工業株式会社 | 銅合金条の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1122264A (ja) * | 1997-07-04 | 1999-01-26 | Sony Corp | 識別信号照合装置 |
| JP4247922B2 (ja) * | 2006-09-12 | 2009-04-02 | 古河電気工業株式会社 | 電気・電子機器用銅合金板材およびその製造方法 |
| JP4981748B2 (ja) * | 2007-05-31 | 2012-07-25 | 古河電気工業株式会社 | 電気・電子機器用銅合金 |
-
2010
- 2010-12-01 EP EP10834571A patent/EP2508631A1/en not_active Withdrawn
- 2010-12-01 CN CN201080050396.0A patent/CN102597283B/zh active Active
- 2010-12-01 WO PCT/JP2010/071484 patent/WO2011068121A1/ja active Application Filing
- 2010-12-01 JP JP2011513177A patent/JP4948678B2/ja active Active
- 2010-12-01 KR KR1020127011446A patent/KR101419145B1/ko active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11222641A (ja) * | 1998-01-30 | 1999-08-17 | Furukawa Electric Co Ltd:The | 導電性ばね用銅合金及及びその製造方法 |
| JP4209749B2 (ja) | 2003-09-24 | 2009-01-14 | 株式会社神戸製鋼所 | 高強度および優れた曲げ加工性を備えた銅合金 |
| JP2006009137A (ja) | 2004-05-27 | 2006-01-12 | Furukawa Electric Co Ltd:The | 銅合金 |
| JP2006089763A (ja) * | 2004-09-21 | 2006-04-06 | Dowa Mining Co Ltd | 銅合金およびその製造法 |
| JP4444143B2 (ja) | 2005-03-07 | 2010-03-31 | 古河電気工業株式会社 | 銅合金条の製造方法 |
| JP2006283059A (ja) | 2005-03-31 | 2006-10-19 | Kobe Steel Ltd | 曲げ加工性に優れた高強度銅合金板及びその製造方法 |
| JP2008013836A (ja) | 2006-07-10 | 2008-01-24 | Dowa Holdings Co Ltd | 異方性の少ない高強度銅合金板材およびその製造法 |
| JP2008075172A (ja) * | 2006-09-25 | 2008-04-03 | Nikko Kinzoku Kk | Cu−Ni−Si系合金 |
| JP2008106356A (ja) | 2006-09-27 | 2008-05-08 | Dowa Metaltech Kk | 銅合金板材およびその製造法 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013163853A (ja) * | 2012-02-13 | 2013-08-22 | Furukawa Electric Co Ltd:The | 銅合金板材およびその製造方法 |
| KR20140148437A (ko) | 2012-03-26 | 2014-12-31 | 제이엑스 닛코 닛세키 킨조쿠 가부시키가이샤 | 코르손 합금 및 그 제조 방법 |
| US11021774B2 (en) | 2013-08-13 | 2021-06-01 | Jx Nippon Mining & Metals Corporation | Copper alloy plate having excellent electrical conductivity and bending deflection coefficient |
| KR20160090871A (ko) | 2013-11-25 | 2016-08-01 | 제이엑스금속주식회사 | 도전성, 성형 가공성 및 응력 완화 특성이 우수한 구리 합금판 |
| JP2016056414A (ja) * | 2014-09-10 | 2016-04-21 | 三菱マテリアル株式会社 | 銅圧延板及び電子・電気機器用部品 |
| US10439347B2 (en) | 2015-04-01 | 2019-10-08 | Furukawa Electric Co., Ltd. | Rectangular rolled copper foil, flexible flat cable, rotary connector, and method of manufacturing rectangular rolled copper foil |
| WO2016158589A1 (ja) * | 2015-04-01 | 2016-10-06 | 古河電気工業株式会社 | 平角圧延銅箔、フレキシブルフラットケーブル、回転コネクタおよび平角圧延銅箔の製造方法 |
| WO2018174079A1 (ja) | 2017-03-21 | 2018-09-27 | Jx金属株式会社 | プレス加工後の寸法精度を改善した銅合金条 |
| KR20190119619A (ko) | 2017-03-21 | 2019-10-22 | 제이엑스금속주식회사 | 프레스 가공 후의 치수 정밀도를 개선한 구리 합금조 |
| US11203799B2 (en) | 2017-03-21 | 2021-12-21 | Jx Nippon Mining & Metals Corporation | Copper alloy strip exhibiting improved dimensional accuracy after press-working |
| WO2018174081A1 (ja) | 2017-03-22 | 2018-09-27 | Jx金属株式会社 | プレス加工後の寸法精度を改善した銅合金条 |
| KR20190119621A (ko) | 2017-03-22 | 2019-10-22 | 제이엑스금속주식회사 | 프레스 가공 후의 치수 정밀도를 개선한 구리 합금조 |
| US11499207B2 (en) | 2017-03-22 | 2022-11-15 | Jx Nippon Mining & Metals Corporation | Copper alloy strip exhibiting improved dimensional accuracy after press-working |
| JP2018197397A (ja) * | 2018-08-15 | 2018-12-13 | 三菱マテリアル株式会社 | 銅圧延板及び電子・電気機器用部品 |
| CN113817932A (zh) * | 2021-07-27 | 2021-12-21 | 中国兵器科学研究院宁波分院 | 一种高强耐热耐应力松弛铜合金材料及其制备方法 |
| JP7311651B1 (ja) | 2022-02-01 | 2023-07-19 | Jx金属株式会社 | 電子材料用銅合金及び電子部品 |
| WO2023149312A1 (ja) * | 2022-02-01 | 2023-08-10 | Jx金属株式会社 | 電子材料用銅合金及び電子部品 |
| JP2023112550A (ja) * | 2022-02-01 | 2023-08-14 | Jx金属株式会社 | 電子材料用銅合金及び電子部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4948678B2 (ja) | 2012-06-06 |
| KR20120104532A (ko) | 2012-09-21 |
| CN102597283A (zh) | 2012-07-18 |
| KR101419145B1 (ko) | 2014-07-11 |
| CN102597283B (zh) | 2014-04-09 |
| JPWO2011068121A1 (ja) | 2013-04-18 |
| EP2508631A1 (en) | 2012-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011068121A1 (ja) | 銅合金板材、これを用いたコネクタ、並びにこれを製造する銅合金板材の製造方法 | |
| JP5158909B2 (ja) | 銅合金板材及びその製造方法 | |
| KR101419147B1 (ko) | 구리합금 판재 및 그 제조방법 | |
| JP4934759B2 (ja) | 銅合金板材及びこれを用いたコネクタ並びに銅合金板材の製造方法 | |
| JP5261582B2 (ja) | 銅合金板材およびその製造方法 | |
| JP5972484B2 (ja) | 銅合金板材、銅合金板材からなるコネクタ、および銅合金板材の製造方法 | |
| JP5916964B2 (ja) | 銅合金板材、コネクタ、および銅合金板材の製造方法 | |
| JP5503791B2 (ja) | 銅合金板材およびその製造方法 | |
| WO2014126047A1 (ja) | 高強度Cu-Ni-Co-Si系銅合金板材およびその製造法並びに通電部品 | |
| JP5773929B2 (ja) | 曲げ加工性及び耐応力緩和特性に優れる電気電子部品用銅合金板 | |
| WO2012121109A1 (ja) | Cu-Ni-Si系合金及びその製造方法 | |
| WO2011068134A1 (ja) | 低ヤング率を有する銅合金板材およびその製造法 | |
| WO2013018228A1 (ja) | 銅合金 | |
| JP5261619B2 (ja) | 銅合金板材およびその製造方法 | |
| JP2011162848A (ja) | 強度異方性が小さく曲げ加工性に優れた銅合金 | |
| JP5117602B1 (ja) | たわみ係数が低く、曲げ加工性に優れる銅合金板材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080050396.0 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2011513177 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10834571 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20127011446 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010834571 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010834571 Country of ref document: EP |