WO2011059102A1 - 繊維成形体 - Google Patents
繊維成形体 Download PDFInfo
- Publication number
- WO2011059102A1 WO2011059102A1 PCT/JP2010/070415 JP2010070415W WO2011059102A1 WO 2011059102 A1 WO2011059102 A1 WO 2011059102A1 JP 2010070415 W JP2010070415 W JP 2010070415W WO 2011059102 A1 WO2011059102 A1 WO 2011059102A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- molded body
- fiber molded
- weight
- amphiphilic molecule
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0015—Electro-spinning characterised by the initial state of the material
- D01D5/003—Electro-spinning characterised by the initial state of the material the material being a polymer solution or dispersion
- D01D5/0038—Electro-spinning characterised by the initial state of the material the material being a polymer solution or dispersion the fibre formed by solvent evaporation, i.e. dry electro-spinning
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
Definitions
- the present invention relates to a fiber molded body comprising a hydrophobic polymer and an amphiphilic molecule, and the amphiphilic molecule is segregated on the fiber surface.
- the extracellular matrix functions as a scaffold and constructs the tissue, but when the tissue is greatly damaged or defective, it is artificial or until the cells themselves produce the matrix Must be supplemented with natural materials.
- the scaffold material is an important element that gives the optimum environment for the organization construction. Properties required for such scaffold materials include bioabsorbability, cell and protein adhesion, porosity, and mechanical strength.
- Synthetic polymers polyglycolic acid, polylactic acid, polycaprolactone, etc.
- natural polymers collagen, gelatin, elastin, hyaluronic acid, alginic acid, chitosan, etc.
- Inorganic materials hydroxyapatite, ⁇ -tricalcium phosphate
- composites thereof have been studied so far.
- synthetic polymers molded products obtained by processing aliphatic polyester into fibers have various applications such as sutures and bioabsorbable sheets.
- nanofibers produced by an electrospinning method or the like have a high surface area and thus have high adhesiveness with cells, and their application to cell culture carriers and scaffold materials for regenerative medicine is being studied.
- adhesiveness is one of the important characteristics required for scaffold materials, but aliphatic polyesters, especially polylactic acid and copolymers of polylactic acid and polyglycolic acid, are hydrophobic and have a hydrophilic environment. When used below, it has the problem of limited interaction with cells and proteins.
- a method of imparting hydrophilicity to these hydrophobic polymers a method of blending a hydrophilic polymer such as polyethylene glycol and a method of introducing it into a polymer main chain as a block copolymer have been studied. (For example, K. Kim, M. Yu, Biomaterials., 24, 4777 (2003), N. Saito, T. Okada, Nat.
- a porous fiber composed of a polymer that can be dissolved in a hydrophobic solvent and an organic compound having a plurality of hydroxyl groups (International Publication WO 2004/072336), and the porous fiber is a cell culture substrate. It is described as being useful. However, the porous fiber has a structure excellent in delivering nutrients and the like to cultured cells, and nothing is described about the hydrophilicity and surface composition of the fiber structure.
- nanofibers of aliphatic polyester containing phospholipid are also known (International Publication WO2006 / 022430).
- this is an invention related to a fiber structure which is a base material suitable for cell culture, characterized by having pores on the fiber surface.
- nanofibers in which amphiphilic molecules such as phospholipids segregate on the fiber surface are not disclosed.
- the problem to be solved by the present invention is to provide a hydrophobic polymer fiber molded body having the necessary hydrophilicity even if the content of amphiphilic molecules is small.
- the inventors of the present invention have made extensive studies in order to solve the above-mentioned problems. As a result, in a fiber molded body comprising a hydrophobic polymer and an amphiphilic molecule produced under specific conditions, the amphiphilic molecule segregates on the fiber surface.
- the present inventors have found that hydrophilicity can be imparted even with a small amount of addition of amphiphilic molecules, and that the characteristics of the original hydrophobic polymer such as mechanical properties are not impaired.
- the present invention is a fiber molded body comprising a hydrophobic polymer and an amphiphilic molecule, having an average fiber diameter of 0.05 to 50 ⁇ m, and the amphiphilic molecule segregated on the fiber surface. It is.
- the fiber molded body refers to a three-dimensional molded body in which one or a plurality of obtained fibers are laminated and woven, knitted, or formed by other methods.
- a specific form of the fiber molded body for example, a nonwoven fabric can be mentioned.
- tubes, meshes and the like processed on the basis of them are also fiber molded articles according to the present invention, and are preferably used in the field of regenerative medicine.
- the average fiber diameter of the fiber molded body of the present invention is 0.05 to 50 ⁇ m. An average fiber diameter of less than 0.05 ⁇ m is not preferable because the strength of the fiber molded body cannot be maintained.
- a fiber diameter represents the diameter of a fiber cross section.
- the shape of the fiber cross section is not limited to a circle, and may be an ellipse or an irregular shape. With respect to the fiber diameter in this case, the average of the length in the major axis direction and the length in the minor axis direction of the ellipse is calculated as the fiber diameter. When the fiber cross section is neither circular nor elliptical, the fiber diameter is calculated by approximating a circle or ellipse.
- hydrophobic polymer polylactic acid, polylactic acid-polyglycolic acid copolymer, aliphatic polyester such as polycaprolactone, polycarbonate, polystyrene, polyarylate, polymethyl methacrylate, polyethyl methacrylate, cellulose diacetate, Examples thereof include cellulose triacetate, polyvinyl acetate, polyvinyl methyl ether, and polyethylene succinate, and copolymers thereof, and a mixture of two or more of these may be used. Of these, aliphatic polyester, polycarbonate, polystyrene, and polyarylate are preferable.
- the aliphatic polyester used in the present invention is preferably a bioabsorbable polymer.
- the bioabsorbable polymer examples include polylactic acid, polyglycolic acid, polylactic acid-polyglycolic acid copolymer, polycaprolactone, polyglycerol sebacic acid, polyhydroxyalkanoic acid, polybutylene succinate, and derivatives thereof. .
- it is at least 1 sort (s) chosen from the group which consists of polyglycolic acid, polylactic acid, polycaprolactone, and those copolymers.
- the most preferable are polylactic acid and a polylactic acid-glycolic acid copolymer. is there. At this time, it is preferable that the polylactic acid copolymer has few monomer components imparting stretchability.
- the monomer component imparting stretchability is caprolactone monomer, ethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,2-butanediol, 1,4-butanediol, polycaprolactone diol.
- soft components such as polyalkylene carbonate diol and polyethylene glycol unit. These soft components are preferably less than 20% by weight of the polymer. When there is more soft component than this, it becomes easy to lose self-supporting property, and it becomes a fiber molded body which is too soft and difficult to handle.
- Monomers constituting the polymer in polylactic acid include L-lactic acid and D-lactic acid, but are not particularly limited.
- the optical purity and molecular weight of the polymer there are no particular restrictions on the optical purity and molecular weight of the polymer, the composition ratio between the L-form and the D-form, and the arrangement, but a polymer with many L-forms is preferred.
- a stereocomplex of poly L lactic acid and poly D lactic acid may be used.
- the molecular weight of the polymer is 1 ⁇ 10 3 to 5 ⁇ 10 6 , preferably 1 ⁇ 10 4 to 1 ⁇ 10 6 , more preferably 5 ⁇ 10 4 to 5 ⁇ 10 5 .
- the terminal structure of the polymer and the catalyst for polymerizing the polymer can be arbitrarily selected. In the fiber molded body of the present invention, other polymers and other compounds may be used in combination as long as the purpose is not impaired.
- the polymer preferably has a high purity.
- the polymer contains less residues such as additives, plasticizers, residual catalysts, residual monomers, and residual solvents used in molding and post-processing.
- the fiber molded product of the present invention is a fiber molded product containing amphiphilic molecules in an amount of 0.01 to 20% by weight based on the polymer weight.
- the amphiphilic molecule in the present invention is preferably at least one selected from the group consisting of phospholipids, sorbitan fatty acid esters, glycolipids, steroids, and polyamino acids.
- Specific amphiphilic molecules include phospholipids such as phosphatidylcholine, phosphatidylethanolamine, phosphatidylserine, phosphatidylglycerol; sorbitan monolaurate, sorbitan monopalmitate, sorbitan monostearate, sorbitan monooleate, sorbitan sesquioleate Sorbitan fatty acid esters such as sorbitan trioleate, galactocerebroside, glucocerebroside, globoside, lactosylceramide, trihexosylceramide, paragloboside, galactosyl diacylglycerol, sulfoquinovosyl diacylglycerol, phosphatidylinositol, glycosylpolyprenolic phosphate Glycolipids such as cholesterol, cholic acid, sapogenin, digitoxin, etc.
- Glycolipids such as cholesterol,
- amphiphilic molecules are segregated on the fiber surface of the fiber molded body. Segregation on the fiber surface means that the abundance ratio of the amphiphilic molecules on the fiber surface of the fiber molded body composed of hydrophobic polymer and amphiphilic molecules is more than the abundance ratio of the amphiphilic molecules in other parts of the fiber molded body. That means it ’s getting higher.
- X-ray photoelectron spectroscopy (abbreviated as XPS (X-ray Photoelectron Spectroscopy) or ESCA (Electron Spectroscopy for Chemical Analysis)
- secondary flight time Examples include, but are not limited to, an ion mass spectrometer (Time-of-flight secondary mass spectrometer: TOF-SIMS) and a transmission electron microscope (TEM).
- ESCA was used as a means for analyzing the surface composition of a fiber molded body.
- the distribution state of the amphiphilic molecules on the fiber surface can be calculated as a weight fraction.
- each atomic quantity is calculated excluding hydrogen atoms. More specifically, for example, the carbon atom number C (at%) of a composition comprising a hydrophobic polymer and an amphiphilic molecule is represented by the following formula.
- Carbon atom number C (at%) of a composition comprising a hydrophobic polymer and an amphiphilic molecule) ⁇ (Mol% of amphiphilic molecule) ⁇ (number of carbon atoms in 1 mol of amphiphilic molecule) + (mol% of monomer unit of hydrophobic polymer) ⁇ (number of carbon atoms in 1 mol of monomer unit of hydrophobic polymer) ) ⁇ ⁇ ⁇ (mol% of amphiphilic molecule) ⁇ (atomic quantity excluding hydrogen atom in 1 mol of amphiphilic molecule) + (mol% of hydrophobic polymer unit) ⁇ (hydrogen atom in 1 mol of hydrophobic polymer unit) Excluded atomic quantity) ⁇ Therefore, by substituting the carbon atom quantity C (at%) value obtained by ESCA measurement into the above formula, mol% of each component on the fiber surface and further the weight fraction can be calculated.
- the average value of the values calculated from the carbon atom quantity C (at%) value and the oxygen atom quantity O (at%) value is The weight fraction of amphiphilic molecules on the surface of the fiber molded body was used. And the degree of surface segregation was evaluated by comparing these obtained average values with the weight fraction of the amphiphilic molecules contained in the fiber molded body.
- the “surface uneven distribution ratio of the amphiphilic molecule” indicating the degree of surface segregation of the amphiphilic molecule is defined as follows.
- the fiber molded body of the present invention is preferably 5.0 or more. When this numerical value is smaller than 5, the hydrophilicity of the fiber molded body may be insufficient.
- the “fibre-molded body surface” means a region to be measured by the analysis method, for example, a region from the outermost surface to 10 nm.
- the term “segregated on the surface” in the case of the “fiber molded product in which the amphiphilic molecules are segregated on the fiber surface” of the present invention is not limited to those segregated only in this region, but from the outermost surface. It also includes those having segregation (regardless of degree) in deeper regions.
- the fiber molded body of the present invention may further contain a third component other than the hydrophobic polymer and the amphiphilic molecule.
- Such components include, for example, FGF (fibroblast growth factor), EGF (epidermal growth factor), PDGF (platelet-derived growth factor), TGF- ⁇ ( ⁇ -type transforming growth factor), NGF (nerve growth factor), HGF Cell growth factors such as (hepatocyte growth factor) and BMP (bone morphogenetic factor) can be mentioned.
- the total thickness of the fiber molded body is not particularly limited, but is preferably 25 ⁇ m to 200 ⁇ m, more preferably 50 to 100 ⁇ m.
- the fiber molded body of the present invention is preferably composed of long fibers.
- the long fiber refers to a fiber molded body that is formed without adding a process of cutting the fiber in the process from spinning to processing into a fiber molded body, and is preferably formed by an electrostatic spinning method.
- the electrostatic spinning method is a method of obtaining a fiber molded body on an electrode by applying a high voltage to a solution in which a polymer is dissolved in a solvent.
- the steps include a step of producing a solution by dissolving a polymer in a solvent, a step of applying a high voltage to the solution, a step of ejecting the solution, and evaporating the solvent from the ejected solution to form a fiber.
- the step of producing a solution by dissolving a polymer in a solvent in the electrospinning method will be described.
- the concentration of the hydrophobic polymer with respect to the solvent in the solution is preferably 1 to 30% by weight. When the concentration of the hydrophobic polymer is less than 1% by weight, it is not preferable because the concentration is too low and it becomes difficult to form a fiber molded body.
- the fiber diameter of the resulting fiber molded body is undesirably large.
- the concentration of the hydrophobic polymer with respect to the solvent in the solution is more preferably 2 to 20% by weight.
- a solvent may be used individually by 1 type and may combine several solvent. The solvent is not particularly limited as long as it can dissolve the hydrophobic polymer and the amphiphilic molecule and can evaporate at the spinning stage to form a fiber.
- the solvent is preferably dried, specifically, 2000 ppm or less, more preferably 1000 ppm or less.
- the method for drying the solvent is not particularly limited, and examples thereof include distillation and drying with a desiccant.
- water is contained in the solvent, it is preferable that a solvent miscible with water is contained.
- a solvent miscible with water is not included, the segregation of the amphiphilic molecules on the fiber surface is insufficient, which is not preferable. Of these, dichloromethane and ethanol are preferable in view of handling properties and physical properties.
- the method of applying a voltage is not particularly limited as long as a solution in which a hydrophobic polymer is dissolved is ejected to form a fiber molded body, but a method of inserting an electrode into the solution and applying a voltage, There is a method of applying a voltage to the ejection nozzle. An auxiliary electrode can be provided separately from the electrode applied to the solution. Further, the value of the applied voltage is not particularly limited as long as the fiber molded body is formed, but a range of 5 to 50 kV is usually preferable. When the applied voltage is less than 5 kV, the solution is not ejected and a fiber molded body is not formed.
- the applied voltage is more than 50 kV
- discharge is generated from the electrode toward the ground electrode. More preferably, it is in the range of 5 to 30 kV.
- the desired potential may be generated by any appropriate method known in the art.
- dissolving immediately after ejecting the solution which melt
- the spinning temperature depends on the evaporation behavior of the solvent and the viscosity of the spinning solution, but is usually in the range of 0 to 50 ° C.
- water affects the fiber surface. Therefore, in order to obtain a smooth surface fiber with segregated amphiphilic molecules, the atmosphere during spinning is reduced to low humidity. It is preferable to set. Specifically, the relative humidity is 35% or less, preferably 30% or less, more preferably 25% or less, and particularly preferably 20% or less.
- the method for eliminating the charge of the fiber molded body is not particularly limited, but a preferable method is a method for eliminating the charge with an ionizer.
- An ionizer is an apparatus that can generate ions by a built-in ion generator and discharge the charges to the charged object, thereby eliminating the charge of the charged object.
- a preferable ion generator that constitutes an ionizer used in the method for producing a fiber molded body of the present invention there is an apparatus that generates ions by applying a high voltage to a built-in discharge needle.
- the method for accumulating the fiber molded body by the charge disappearance is not particularly limited, but as a normal method, there is a method in which the electrostatic force of the fiber molded body is lost by the charge disappearance and dropped and accumulated by its own weight.
- the coating method and treatment conditions at this time, and the chemicals used for the treatment can be arbitrarily selected within a range that does not damage the fiber structure and impair the purpose of the present invention.
- a drug can be optionally contained inside the fiber of the fiber molded body of the present invention.
- the drug used is not particularly limited as long as it is soluble in a volatile solvent and does not impair the physiological activity by dissolution.
- Specific examples of such drugs include tacrolimus or its analogs, statins, and taxane anticancer agents.
- the drug may be a protein preparation or a nucleic acid drug as long as it can maintain activity in a volatile solvent.
- medical agent may be included and a metal, polysaccharide, a fatty acid, surfactant, and a volatile solvent tolerance microorganism may be sufficient.
- Average fiber diameter The surface of the resulting fiber molded body was randomly selected from 20 photographs taken with a scanning electron microscope (Keyence Co., Ltd .: trade name “VE8800”) at a magnification of 2000 times to select the fiber diameter. The average value of all the fiber diameters was measured and taken as the average fiber diameter. The number of samples is 20.
- Average thickness Using a high-precision digital length measuring machine (Mitutoyo Co., Ltd .: trade name “Lightmatic VL-50”), the thickness of the fiber molded body is measured with a length measuring force of 0.01 N, and the average value of 10 samples is calculated. did.
- Carbon atom quantity C (at%) value and oxygen atom quantity O (at%) value on the fiber surface Detection was performed at a photoelectron take-off angle of 45 degrees using VG company ESCALAB 200 as the photoelectron spectrometer and MgK ⁇ ray (1253.6 eV) as the X-ray. 4).
- Hydrophilic test The obtained fiber molded body was sandwiched between filter holders ( ⁇ 8 mm) using a silicon sheet (1 mm) as a packing.
- the above filter holder is set under a glass cylindrical tube, and 7% albumin (derived from bovine serum, pH 5.2: manufactured by Wako Pure Chemical Industries) / PBS (200112 Phosphate-Buffered Saline, liquid: manufactured by GIBCO) 3 Injected at a rate of 87 mL / min.
- 7% albumin / PBS solution reaches a certain liquid volume, the liquid permeates the sheet.
- the wettability was judged from the height of the liquid column required for permeation. That is, the lower the height of the liquid column, the better the hydrophilicity.
- the test was conducted with 3 samples, and the average value was used.
- Example 1 Freeze-dried phosphatidylethanolaminediole oil (manufactured by Nippon Oil & Fats Co., Ltd.) 0.1 part by weight and polylactic acid (weight average molecular weight 262,000, manufactured by Purac) 9.9 parts by weight molecular sieve (Union Showa 3A) Pellets) were dissolved in 90 parts by weight of dichloromethane (moisture content of 500 ppm or less by Karl Fischer method) to prepare a uniform solution. Spinning was performed by electrostatic spinning at a humidity of 25% or less to obtain a sheet-like fiber molded body.
- the inner diameter of the ejection nozzle was 0.8 mm, the voltage was 8 kV, and the distance from the ejection nozzle to the flat plate was 25 cm.
- the flat plate was used as a cathode during spinning.
- the obtained fiber molded body had an average fiber diameter of 4.5 ⁇ m and a thickness of 104 ⁇ m.
- the carbon atom number C (at%) on the fiber surface is 62.4, the oxygen atom number O (at%) is 37.3, and the weight% of phosphatidylethanolamine dioleoyl on the fiber surface is 11.5% by weight. there were.
- the surface uneven distribution rate of the amphiphilic molecules is 11.5.
- Example 1 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleo oil (manufactured by NOF Corporation) was not included.
- the fiber molded body constituting the obtained fiber structure had an average diameter of 5.4 ⁇ m and a thickness of 95 ⁇ m.
- Comparative Example 2 0.1 parts by weight of phosphatidylethanolamine dioleoyl oil (manufactured by Nippon Oil & Fats Co., Ltd.) and 9.9 parts by weight of polylactic acid (weight average molecular weight 262,000, manufactured by Purac) were added to dichloromethane (Karl Fischer).
- the fiber molded body was prepared under a humidity of 42 to 55%.
- the average fiber diameter of the obtained fiber molded body was 4.1 ⁇ m, the fiber surface had a porous structure, and the thickness was 98 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 60.4, the oxygen atom number O (at%) was 39.5, and the phosphatidylethanolamine dioleoyl on the fiber surface was 2.0% by weight.
- the surface uneven distribution rate of the amphiphilic molecules was 2.0, and it was found that segregation of the amphiphilic molecules was insufficient on the fiber surface.
- Example 2 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleoyl (Nippon Yushi Co., Ltd.) was changed to phosphatidylcholine dilauroyl (Nippon Yushi Co., Ltd.).
- the obtained fiber molded body had an average fiber diameter of 4.3 ⁇ m and a thickness of 102 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 62.1
- the oxygen atom number O (at%) was 37.2
- phosphatidylcholine dilauroyl on the fiber surface was 13.4% by weight.
- the surface uneven distribution rate of the amphiphilic molecule is 13.4.
- Example 3 The same operation as in Example 1 was performed except that polycaprolactone (average molecular weight of about 70,000 to 100,000, manufactured by Wako Pure Chemical Industries, Ltd.) was used instead of polylactic acid.
- the obtained fiber molded body had an average fiber diameter of 4.5 ⁇ m and a thickness of 99 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 75.5
- the oxygen atom number O (at%) was 24.1
- the phosphatidylethanolamine dioleoyl on the fiber surface was 9.7% by weight.
- the surface uneven distribution rate of the amphiphilic molecule is 9.7.
- Example 4 The same operation as in Example 1 was performed except that 1 part by weight of polycarbonate (manufactured by Teijin Chemicals Ltd .: trade name “Panlite L1250”) was used instead of polylactic acid.
- the average fiber diameter was 3.2 ⁇ m and the thickness was 102 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 83.85, the oxygen atom number O (at%) was 15.78, and the phosphatidylethanolamine dioleoyl on the fiber surface was 10.1% by weight.
- the surface uneven distribution rate of the amphiphilic molecules is 10.1.
- Example 5 The same operation as in Example 1 was performed except that polystyrene (average molecular weight 250,000, manufactured by Kanto Chemical Co., Inc.) was used instead of polylactic acid.
- the average fiber diameter was 6.1 ⁇ m and the thickness was 102 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 98.3, the oxygen atom number O (at%) was 1.4, and the phosphatidylethanolamine dioleoyl on the fiber surface was 9.8% by weight.
- the surface uneven distribution rate of the amphiphilic molecule is 9.8.
- Example 6 The same operation as in Example 1 was performed except that polyarylate (manufactured by Unitika Ltd .: trade name “U-polymer U-100”) was used instead of polylactic acid.
- the average fiber diameter was 3.4 ⁇ m and the thickness was 105 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 84.7
- the oxygen atom number O (at%) was 14.9
- the phosphatidylethanolamine dioleoyl on the fiber surface was 10.8% by weight.
- the surface uneven distribution rate of the amphiphilic molecules is 10.8.
- Example 7 0.5 parts by weight of lyophilized phosphatidylethanolamine dioleoyl oil (manufactured by Nippon Oil & Fats Co., Ltd.) and 9.5 parts by weight of polylactic acid (weight average molecular weight 262,000, manufactured by Purac) were added to a molecular sieve (Union Showa 3A).
- a fiber molded body was prepared in the same manner as in Example 1 except that it was dissolved in 90 parts by weight of dichloromethane (moisture content of 500 ppm or less by Karl Fischer method) dried with pellets.
- the obtained fiber molded body had an average fiber diameter of 4.1 ⁇ m and a thickness of 97 ⁇ m.
- Example 8 A dichloromethane solution obtained by drying 1.0 parts by weight of lyophilized phosphatidylethanolamine dioleoyl (manufactured by Nippon Oil & Fats Co., Ltd.) and 9.0 parts by weight of polylactic acid (weight average molecular weight 262,000, manufactured by Purac) with molecular sieves.
- a fiber molded body was prepared in the same manner as in Example 1 except that it was dissolved in 90 parts by weight.
- the obtained fiber molded body had an average fiber diameter of 4.4 ⁇ m and a thickness of 101 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 76.5
- the oxygen atom number O (at%) was 20.4
- the phosphatidylethanolamine dioleoyl on the fiber surface was 80.9% by weight.
- the surface uneven distribution rate of the amphiphilic molecule is 8.09.
- Example 9 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleoyl (manufactured by Nippon Oil & Fats Co., Ltd.) was changed to phosphatidylethanolamine dilauroyl (manufactured by Nippon Oil & Fats Co., Ltd.).
- the obtained fiber molded body had an average fiber diameter of 4.6 ⁇ m and a thickness of 109 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 66.4, the oxygen atom number O (at%) was 32.1, and phosphatidylethanolamine dilauroyl on the fiber surface was 43.2% by weight.
- Example 10 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleoyl oil (manufactured by Nippon Oil & Fats Co., Ltd.) was changed to phosphatidylcholine dies coil (manufactured by Nippon Oil & Fats Co., Ltd.).
- the obtained fiber molded body had an average fiber diameter of 3.7 ⁇ m and a thickness of 93 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 68.0
- the oxygen atom number O (at%) was 31.2
- the phosphatidylcholine dies coil on the fiber surface was 33.0% by weight.
- the surface uneven distribution rate of the amphiphilic molecules is 33.0.
- Example 11 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleoyl oil (manufactured by NOF Corporation) was changed to phosphatidylcholine distearoyl (manufactured by NOF Corporation).
- the obtained fiber molded body had an average fiber diameter of 4.6 ⁇ m and a thickness of 103 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 64.4, the oxygen atom number O (at%) was 35.2, and phosphatidylcholine distearoyl on the fiber surface was 20.0% by weight.
- the surface uneven distribution rate of the amphiphilic molecules is 20.0.
- Example 12 A fiber molded body was prepared in the same manner as in Example 1 except that phosphatidylethanolamine dioleoyl oil (manufactured by NOF Corporation) was changed to a nonionic surfactant SPAN80 (sorbitan fatty acid ester, manufactured by Tokyo Chemical Industry Co., Ltd.). .
- the obtained fiber molded body had an average fiber diameter of 3.9 ⁇ m and a thickness of 98 ⁇ m.
- the carbon atom number C (at%) on the fiber surface was 62.3
- the oxygen atom number O (at%) was 37.7
- SPAN80 on the fiber surface was 12.4% by weight.
- the surface uneven distribution rate of the amphiphilic molecule is 12.4.
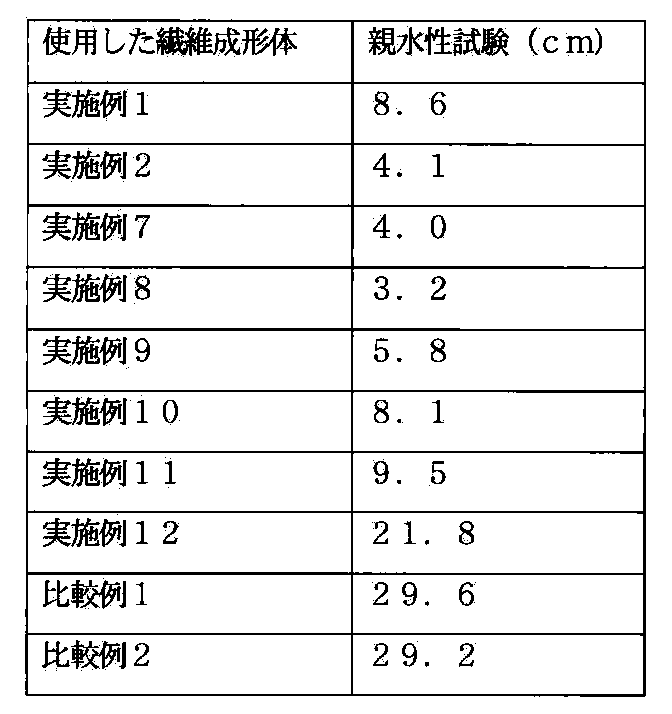
- Example 13 The hydrophilicity test was implemented about the fiber molded object obtained in Example 1, 2, 7-12 and Comparative Example 1,2. The results are shown in the following table.
- the fiber molded body of the present invention has excellent hydrophilicity, and is used as a medical product, for example, a protective material for an organ surface or a wound site, a covering material, a sealing material, an artificial dura mater, an adhesion preventing material, or a hemostatic material.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Hematology (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Materials For Medical Uses (AREA)
- Artificial Filaments (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
合成高分子の中でも脂肪族ポリエステルを繊維に加工した成形体は、縫合糸や生体吸収性シートなど様々な応用がなされている。また、静電紡糸法などで作製されるナノファイバーは、表面積が大きいため細胞との接着性が高く、細胞培養用の担体や再生医療のための足場材料への応用が検討されている。
前述したように、足場材料に求められる重要な特性の一つとして接着性があるが、脂肪族ポリエステル、特にポリ乳酸やポリ乳酸とポリグリコール酸の共重合体は疎水性ゆえ、親水性の環境下で使用する場合、細胞やタンパク質との相互作用が制限されるという問題を有していた。
その問題を解決すべく、これら疎水性ポリマーに親水性を付与する方法として、ポリエチレングリコールのような親水性ポリマーをブレンドする方法や、ブロック共重合体としてポリマー主鎖に導入する方法が検討されている(例えばK.Kim,M.Yu,Biomaterials.,24,4977(2003)、N.Saito,T.Okada,Nat.Biotech.,19,332(2001))。しかし、親水性を付与するためには親水性ポリマーが比較的多量に必要であり、またブロック共重合体の場合、分子量が不十分であり力学強度として満足のいくものが得られていない。
また、疎水性溶媒に溶解可能なポリマーと複数の水酸基を有する有機化合物とからなる多孔質繊維が開示されており(国際公開WO2004/072336号明細書)、該多孔質繊維は細胞培養の基材として有用であることが記載されている。
しかしながら、該多孔質繊維は培養細胞に養分などを届けるのに優れた構造としたものであり、繊維構造体の親水性や表面組成については何ら記載されていない。
さらに、リン脂質を含む脂肪族ポリエステルのナノファイバーも知られている(国際公開WO2006/022430号明細書)。しかし、これは繊維表面に孔を有することを特徴とする細胞培養に適した基材となる繊維構造体に関する発明であり、リン脂質等の両親媒性分子が繊維表面に偏析したナノファイバーについては開示されていない。
本発明の発明者らは前記課題を解決するために鋭意検討した結果、特定条件で製造された疎水性ポリマーと両親媒性分子からなる繊維成形体においては、両親媒性分子が繊維表面に偏析していることにより、両親媒性分子の添加が少量でも親水性を付与できること、しかも機械的物性等、もともとの疎水性ポリマーが有する特徴を損なわないことを見出し、本発明に到達した。
すなわち、本発明は、疎水性ポリマーと両親媒性分子からなる繊維成形体であって、平均繊維径が0.05~50μmであり、両親媒性分子が繊維表面に偏析している繊維成形体である。
本発明の繊維成形体の平均繊維径は0.05~50μmである。平均繊維径が、0.05μmよりも小さいと、繊維成形体の強度が保てないため好ましくない。また平均繊維径が50μmよりも大きいと、繊維の比表面積が小さく、生着する細胞数が少なくなるため好ましくない。さらに好ましくは、平均繊維径が0.2~20μmである。なお、繊維径とは繊維断面の直径を表す。繊維断面の形状は円形に限らず、楕円形や異形になることもありうる。この場合の繊維径とは、該楕円形の長軸方向の長さと短軸方向の長さの平均をその繊維径として算出する。また、繊維断面が円形でも楕円形でもないときには円または楕円に近似して繊維径を算出する。
本発明において、疎水性ポリマーとしては、ポリ乳酸、ポリ乳酸−ポリグリコール酸共重合体、ポリカプロラクトンなどの脂肪族ポリエステル、ポリカーボネート、ポリスチレン、ポリアリレート、ポリメチルメタクリレート、ポリエチルメタクリレート、セルロースジアセテート、セルローストリアセテート、ポリビニルアセテート、ポリビニルメチルエーテル、およびポリエチレンサクシネート、ならびにこれらの共重合体が挙げられ、これらの2種以上の混合物であってもよい。なかでも脂肪族ポリエステル、ポリカーボネート、ポリスチレン、ポリアリレートが好ましい。
本発明において使用される脂肪族ポリエステルは、生体吸収性ポリマーであることが好ましい。生体吸収性のポリマーとしては、ポリ乳酸、ポリグリコール酸、ポリ乳酸−ポリグリコール酸共重合体、ポリカプロラクトン、ポリグリセロールセバシン酸、ポリヒドロキシアルカン酸、ポリブチレンサクシネート、およびこれらの誘導体が例示できる。
これらの中でも、好ましくはポリグリコール酸、ポリ乳酸、ポリカプロラクトン、およびそれらの共重合体からなる群から選ばれる少なくとも1種であり、最も好ましいのはポリ乳酸、ポリ乳酸−グリコール酸共重合体である。
このとき、ポリ乳酸の共重合体は、伸縮性を付与するモノマー成分が少ないほうが好ましい。ここで伸縮性を付与するモノマー成分とは、カプロラクトンモノマーや、エチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,2−ブタンジオール、1,4−ブタンジオール、ポリカプロラクトンジオール、ポリアルキレンカーボネートジオール、ポリエチレングリコールユニットなどの軟質成分が例示できる。これらの軟質成分はポリマー重量比で20%未満であることが好ましい。これよりも軟質成分が多いと自己支持性を失いやすく、やわらかすぎて取り扱いにくい繊維成形体になる。
ポリ乳酸におけるポリマーを構成するモノマーにはL−乳酸およびD−乳酸があるが、特に制限はない。また、ポリマーの光学純度や分子量、L体とD体の組成比、配列には特に制限はないが、好ましくはL体の多いポリマーである。ポリL乳酸とポリD乳酸のステレオコンプレックスを用いてもよい。
また、ポリマーの分子量としては、1×103~5×106であり、好ましくは1×104~1×106、より好ましくは5×104~5×105である。また、ポリマーの末端構造やポリマーを重合する触媒は任意に選択できる。
本発明の繊維成形体においては、その目的を損なわない範囲で、他のポリマーや他の化合物を併用してもよい。例えば、ポリマー共重合、ポリマーブレンド、化合物混合である。
ポリマーは高純度であることが好ましく、とりわけポリマー中に含まれる添加剤や可塑剤、残存触媒、残存モノマー、成形加工や後加工に用いた残留溶媒などの残留物は少ないほうが好ましい。特に、医療に用いる場合は安全性の基準値未満に抑える必要がある。
本発明の繊維成形体は、両親媒性分子をポリマー重量に対して0.01~20重量%含有する繊維成形体である。両親媒性分子の含有量が0.01重量%より少ないと親水性を示さず、20重量%よりも多いと、繊維成形体自体の耐久性が低下し、好ましくない。好ましい含有量は0.02~15重量%であり、さらに好ましくは0.05~10重量%である。
本発明における両親媒性分子としては、リン脂質類、ソルビタン脂肪酸エステル類、糖脂質類、ステロイド類、およびポリアミノ酸類からなる群から選ばれる少なくとも1種であることが好ましい。具体的な両親媒性分子としては、ホスファチジルコリン、ホスファチジルエタノールアミン、ホスファチジルセリン、ホスファチジルグリセロールなどのリン脂質類;モノラウリン酸ソルビタン、モノパルミチン酸ソルビタン、モノステアリン酸ソルビタン、モノオレイン酸ソルビタン、セスキオレイン酸ソルビタン、トリオレイン酸ソルビタンなどのソルビタン脂肪酸エステル類、ガラクトセレブロシド、グルコセレブロシド、グロボシド、ラクトシルセラミド、トリヘキソシルセラミド、パラグロボシド、ガラクトシルジアシルグリセロール、スルホキノボシルジアシルグリセロール、ホスファチジルイノシトール、グリコシルポリプレノールリン酸などの糖脂質類;コレステロール、コール酸、サポゲニン、ジギトキシンなどのステロイド類;およびポリアスパラギン酸、ポリグルタミン酸、ポリリジンなどのポリアミノ酸類が挙げられる。
本発明において、両親媒性分子を使用する前に、凍結乾燥、熱風乾燥、減圧乾燥等により乾燥しておくことが好ましい。
本発明の繊維成形体においては、両親媒性分子が繊維成形体の繊維表面に偏析している。繊維表面への偏析とは、疎水性ポリマーと両親媒性分子からなる繊維成形体の繊維表面における両親媒性分子の存在比が、繊維成形体の他の部分における両親媒性分子の存在比より高くなっていることをいう。
本発明の繊維成形体における両親媒性分子の分布状態を評価する手段としては、X線光電子分光(略称XPS(X−ray Photoelectron Spectroscopy)またはESCA(Electron Spectroscopy for Chemical Analysis))、飛行時間二次イオン質量分析計(Time−of−flight secondary ion mass spectrometer:TOF−SIMS)、透過型電子顕微鏡(TEM)が挙げられるが、これらに限定されるものではない。
本明細書の実施例や比較例においては、繊維成形体の表面組成分析手段としてESCAを使用した。繊維成形体のESCA測定より得られた炭素原子数量C(at%)値および酸素原子数量O(at%)値から繊維表面における両親媒性分子の分布状態を重量分率として算出することができる。ただし、ESCA測定では水素原子を測定できないため、水素原子を除いて各原子数量を算出する。
より詳しくは、例えば疎水性ポリマーと両親媒性分子とからなる組成物の炭素原子数量C(at%)は下記式で表される。
(疎水性ポリマーと両親媒性分子とからなる組成物の炭素原子数量C(at%))
={(両親媒性分子のmol%)×(両親媒性分子1mol中の炭素原子数量)+(疎水性ポリマーのモノマーユニットのmol%)×(疎水性ポリマーのモノマーユニット1mol中の炭素原子数量)}
÷{(両親媒性分子のmol%)×(両親媒性分子1mol中の水素原子を除いた原子数量)+(疎水性ポリマーユニットのmol%)×(疎水性ポリマーユニット1mol中の水素原子を除いた原子数量)}
よって、ESCA測定で得られた炭素原子数量C(at%)値を上記の式に代入することで繊維表面における各成分のmol%、さらには重量分率を算出することができる。同様に酸素原子数量O(at%)値からも算出することができ、本明細書では炭素原子数量C(at%)値および酸素原子数量O(at%)値から算出した値の平均値を繊維成形体表面における両親媒性分子の重量分率とした。そして、得られたこれらの平均値を繊維成形体中に含まれる両親媒性分子の重量分率と比較することで、表面偏析の度合いを評価した。
ここで、両親媒性分子の表面偏析の度合いを示す「両親媒性分子の表面偏在率」を次式のように定義する。
(両親媒性分子の表面偏在率)=(繊維成形体表面における両親媒性分子の重量分率)/(繊維成形体に含まれる両親媒性分子の重量分率)
本発明の繊維成形体は、5.0以上が好ましい。この数値が5より小さい場合は、繊維成形体の親水性が不足する場合がある。
なお、ここでいう「繊維成形体表面」とは、前記分析法による測定対象たる領域を意味し、例えば最表面から10nmまでの領域をいう。また、本発明の「両親媒性分子が繊維表面に偏析している繊維成形体」というときの「表面に偏析」とは、この領域だけに偏析しているものに限定されず、最表面からさらに深い領域にも偏析(その程度は問わない)があるものも包含する。
本発明の繊維成形体は、疎水性ポリマー、両親媒性分子以外の第3成分をさらに含有してもよい。かかる成分には、例えばFGF(繊維芽細胞増殖因子)、EGF(上皮増殖因子)、PDGF(血小板由来増殖因子)、TGF−β(β型形質転換増殖因子)、NGF(神経増殖因子)、HGF(肝細胞増殖因子)、BMP(骨形成因子)などの細胞増殖因子が挙げられる。
繊維成形体の全体の厚みに関しては、特に制限はないが、好ましくは25μm~200μm、さらに好ましくは50~100μmである。
本発明の繊維成形体は好ましくは長繊維よりなる。長繊維とは、紡糸から繊維成形体への加工に至る工程の中で、繊維を切断する工程を加えずに形成される繊維成形体をいい、静電紡糸法で形成することが好ましい。
静電紡糸法は、ポリマーを溶媒に溶解させた溶液に高電圧を印加することで、電極上に繊維成形体を得る方法である。工程としては、高分子を溶媒に溶解させて溶液を製造する工程と、該溶液に高電圧を印加させる工程と、該溶液を噴出させる工程と、噴出させた溶液から溶媒を蒸発させて繊維成形体を形成させる工程と、任意に実施しうる工程として形成された繊維成形体の電荷を消失させる工程と、電荷消失によって繊維成形体を累積させる工程を含む。
静電紡糸法における、ポリマーを溶媒に溶解させて溶液を製造する段階について説明する。本発明の製造方法における溶液中の溶媒に対する疎水ポリマーの濃度は1~30重量%であることが好ましい。疎水性ポリマーの濃度が1重量%より小さいと、濃度が低すぎるため繊維成形体を形成することが困難となり好ましくない。また、30重量%より大きいと、得られる繊維成形体の繊維径が大きくなり好ましくない。より好ましい溶液中の溶媒に対する疎水性ポリマーの濃度は2~20重量%である。
溶媒は一種を単独で用いてもよく、複数の溶媒を組み合わせてもよい。前記溶媒としては、疎水性ポリマーと両親媒性分子を溶解可能で、かつ紡糸する段階で蒸発し、繊維を形成可能なものであれば特に限定されず、例えばアセトン、クロロホルム、エタノール、2−プロパノール、メタノール、トルエン、テトラヒドロフラン、ベンゼン、ベンジルアルコール、1,4−ジオキサン、1−プロパノール、ジクロロメタン、四塩化炭素、シクロヘキサン、シクロヘキサノン、フェノール、ピリジン、トリクロロエタン、酢酸、蟻酸、ヘキサフルオロ−2−プロパノール、ヘキサフルオロアセトン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、アセトニトリル、N−メチル−2−ピロリジノン、N−メチルモルホリン−N−オキシド、1,3−ジオキソラン、メチルエチルケトン、および上記溶媒の混合溶媒が挙げられる。
静電紡糸法で本発明の繊維成形体を作製する場合、水が繊維表面に影響を与えることから、水分を管理することが好ましい。水分を管理するために、溶媒は乾燥していることが好ましく、具体的には2000ppm以下、より好ましくは1000ppm以下で管理することが好ましい。溶媒の乾燥方法としては特に限定されないが、蒸留、乾燥剤による乾燥を挙げることができる。
一方、溶媒中に水が含まれる場合は、水と混和する溶媒が含まれていることが好ましい。水と混和する溶媒が含まれていない場合、両親媒性分子の繊維表面への偏析が不十分となり好ましくない。
これらのうち、取り扱い性や物性などから、ジクロロメタン、エタノールが好ましい。
次に、溶液に高電圧を印加させる段階と、溶液を噴出させる段階と、噴出された溶液から溶媒を蒸発させて繊維成形体を形成させる段階について説明する。
本発明の繊維成形体の製造方法においては、疎水性ポリマーと両親媒性分子を溶解した溶液を噴出させ、繊維成形体を形成させるために、溶液に高電圧を印加させる必要がある。電圧を印加させる方法については、疎水性ポリマーを溶解した溶液を噴出させ、繊維成形体が形成されるものであれば特に限定されないが、溶液に電極を挿入して電圧を印加させる方法や、溶液噴出ノズルに対して電圧を印加させる方法などがある。
また、溶液に印加させる電極とは別に補助電極を設けることも可能である。また、印加電圧の値については、前記繊維成形体が形成されれば特に限定されないが、通常は5~50kVの範囲が好ましい。印加電圧が5kVより小さい場合は、溶液が噴出されずに繊維成形体が形成されないため好ましくなく、印加電圧が50kVより大きい場合は、電極からアース電極に向かって放電が起きるため好ましくない。より好ましくは5~30kVの範囲である。所望の電位は従来公知の任意の適切な方法で作ればよい。
こうすることで、疎水性ポリマーと両親媒性分子を溶解した溶液を噴出させた直後に溶解するのに使用した溶媒が揮発して繊維成形体が形成される。通常の紡糸は大気下、室温で行われるが、揮発が不十分である場合には陰圧下で行うことや、高温の雰囲気下で行うことも可能である。また、紡糸する温度は溶媒の蒸発挙動や紡糸液の粘度に依存するが、通常は0~50℃の範囲である。静電紡糸法で繊維成形体を作製する場合、水が繊維表面に影響を与えることから、両親媒性分子が偏析した平滑な表面の繊維を得るために、紡糸する際の雰囲気を低湿度に設定することが好ましい。具体的には、相対湿度35%以下、好ましくは同30%以下、より好ましくは同25%以下、特に好ましくは同20%以下である。
次に、形成された繊維成形体の電荷を消失させる段階について説明する。前記繊維成形体の電荷を消失させる方法は特に限定はされないが、好ましい方法としてイオナイザーにより電荷を消失させる方法が挙げられる。イオナイザーとは、内蔵のイオン発生装置によりイオンを発生させ、前記イオンを帯電物に放出させることにより前記帯電物の電荷を消失させうる装置である。本発明の繊維成形体の製造方法で用いられるイオナイザーを構成する好ましいイオン発生装置として、内蔵の放電針に高電圧を印加させることによりイオンを発生する装置が挙げられる。
次に、前記電荷消失によって繊維成形体を累積させる段階について説明する。前記電荷消失によって繊維成形体を累積させる方法は特に限定はされないが、通常の方法として、電荷消失により繊維成形体の静電力を失わせ、自重により落下、累積させる方法が挙げられる。また、必要に応じて静電力を消失させた繊維成形体を吸引してメッシュ上に累積させる方法、装置内の空気を対流させてメッシュ上に累積させる方法を行ってもよい。
本発明の繊維成形体の表面に、さらに綿状の繊維構造物を積層することや、綿状構造物を本発明の繊維成形体ではさんでサンドイッチ構造にするなどの加工は、本発明の目的を損ねない範囲で任意に実施しうる。
医療応用においては、さらに抗血栓性を付与するためのコーティング処理、抗体や生理活性物質で表面をコーティングすることも任意に実施できる。このときのコーティング方法や処理条件、その処理に用いる化学薬品は、繊維の構造を極端に破壊せず、本発明の目的を損なわない範囲で任意に選択できる。
本発明の繊維成形体の繊維内部にも任意に薬剤を含ませることができる。静電紡糸法で成形する場合は、揮発性溶媒に可溶であり、溶解によりその生理活性を損なわないものであれば、使用する薬剤に特に制限はない。
かかる薬剤の具体例としては、タクロリムスもしくはその類縁体、スタチン系、またはタキサン系抗癌剤が例示できる。
また、上記薬剤は、揮発性溶媒中において活性を維持することが可能であればタンパク質製剤、核酸医薬であってもよい。また薬剤以外のものも含んでよく、金属、多糖、脂肪酸、界面活性剤、揮発性溶媒耐性微生物であってもよい。
1.平均繊維径:
得られた繊維成形体の表面を走査型電子顕微鏡(キーエンス(株):商品名「VE8800」)により、倍率2000倍で撮影して得た写真から無作為に20箇所を選んで繊維の径を測定し、すべての繊維径の平均値を求めて、平均繊維径とした。標本数は20である。
2.平均厚:
高精度デジタル測長機((株)ミツトヨ:商品名「ライトマチックVL−50」)を用いて測長力0.01Nにより繊維成形体の膜厚を測定し、標本数10の平均値を算出した。なお、本測定においては測定機器が使用可能な最小の測定力で測定を行った。
3.繊維表面における炭素原子数量C(at%)値および酸素原子数量O(at%)値:
光電子分光装置としてVG社ESCALAB200、X線としてMgKα線(1253.6eV)を使用して光電子取出角45度で検出した。
4.親水性試験:
得られた繊維成形体を、シリコンシート(1mm)をパッキンとしてフィルターホルダー(Φ8mm)に挟んだ。続いてガラス製の円筒管の下に上記フィルターホルダーをセットし、7%アルブミン(ウシ血清由来、pH5.2:和光純薬製)/PBS(20012Phosphate−Buffered Saline、liquid:GIBCO製)液を3.87mL/分の速度で注入した。7%アルブミン/PBS溶液がある液量に達した時に液がシートを透過する。この透過するのに要した液柱の高さから濡れ性を判断した。すなわち、液柱の高さが低いほど、親水性が良いことになる。試験は標本数3で実施し、その平均値を用いた。
[実施例1]
凍結乾燥したホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)0.1重量部とポリ乳酸(重量平均分子量26万2千、Purac社製)9.9重量部をモレキュラシーブ(ユニオン昭和製3Aペレット)で乾燥したジクロロメタン(カールフィッシャー法による水分率500ppm以下)90重量部で溶解し、均一な溶液を調製した。湿度25%以下で静電紡糸法により紡糸を行い、シート状の繊維成形体を得た。噴出ノズルの内径は0.8mm、電圧は8kV、噴出ノズルから平板までの距離は25cmであった。上記平板は、紡糸時は陰極として用いた。得られた繊維成形体の平均繊維径は4.5μmであり、厚さは104μmであった。繊維表面の炭素原子数量C(at%)は62.4、酸素原子数量O(at%)は37.3であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルの重量%は11.5重量%であった。両親媒性分子の表面偏在率は11.5である。
[比較例1]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)を含まない点以外は、実施例1と同様に繊維成形体を調製した。得られた繊維構造物を構成する繊維成形体の平均径は5.4μmであり、厚さは95μmであった。
[比較例2]
凍結乾燥していないホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)0.1重量部とポリ乳酸(重量平均分子量26万2千、Purac社製)9.9重量部をジクロロメタン(カールフィッシャー法による水分率2000ppmより多い)90重量部で溶解し、繊維成形体を湿度42~55%の下で調製した。得られた繊維成形体の平均繊維径は4.1μmであり、繊維表面は多孔質構造であり、厚さは98μmであった。繊維表面の炭素原子数量C(at%)は60.4、酸素原子数量O(at%)は39.5であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは2.0重量%であった。両親媒性分子の表面偏在率は2.0であり、繊維表面に両親媒性分子の偏析が不十分であることわかった。
[実施例2]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)をホスファチジルコリンジラウロイル(日本油脂(株)製)に変更した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は4.3μmであり、厚さは102μmであった。繊維表面の炭素原子数量C(at%)は62.1、酸素原子数量O(at%)は37.2であり、繊維表面におけるホスファチジルコリンジラウロイルは13.4重量%であった。両親媒性分子の表面偏在率は13.4である。
[実施例3]
ポリ乳酸から代えてポリカプロラクトン(平均分子量約70000~100000、和光純薬工業(株)製)を用いたこと以外は実施例1と同様の操作を行った。得られた繊維成形体の平均繊維径は4.5μmであり、厚さは99μmであった。繊維表面の炭素原子数量C(at%)は75.5、酸素原子数量O(at%)は24.1であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは9.7重量%であった。両親媒性分子の表面偏在率は9.7である。
[実施例4]
ポリ乳酸から代えてポリカーボネート(帝人化成(株)製:商品名「Panlite L1250」)1重量部を用いたこと以外は実施例1と同様の操作を行った。平均繊維径は3.2μmであり、厚さは102μmであった。繊維表面の炭素原子数量C(at%)は83.85、酸素原子数量O(at%)は15.78であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは10.1重量%であった。両親媒性分子の表面偏在率は10.1である。
[実施例5]
ポリ乳酸から代えてポリスチレン(平均分子量250000、関東化学(株)製)を用いたこと以外は実施例1と同様の操作を行った。平均繊維径は6.1μmであり、厚さは102μmであった。繊維表面の炭素原子数量C(at%)は98.3、酸素原子数量O(at%)は1.4であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは9.8重量%であった。両親媒性分子の表面偏在率は9.8である。
[実施例6]
ポリ乳酸から代えてポリアリレート(ユニチカ(株)製:商品名「U−ポリマー U−100」)を用いた以外は実施例1と同様の操作を行った。平均繊維径は3.4μmであり、厚さは105μmであった。繊維表面の炭素原子数量C(at%)は84.7、酸素原子数量O(at%)は14.9であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは10.8重量%であった。両親媒性分子の表面偏在率は10.8である。
[実施例7]
凍結乾燥したホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)0.5重量部とポリ乳酸(重量平均分子量26万2千、Purac社製)9.5重量部をモレキュラシーブ(ユニオン昭和製3Aペレット)で乾燥したジクロロメタン(カールフィッシャー法による水分率500ppm以下)90重量部で溶解した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は4.1μmであり、厚さは97μmであった。繊維表面の炭素原子数量C(at%)は、73.7、酸素原子数量O(at%)は、23.5であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは67.7重量%であった。両親媒性分子の表面偏在率は13.5である。
[実施例8]
凍結乾燥したホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)1.0重量部とポリ乳酸(重量平均分子量26万2千、Purac社製)9.0重量部をモレキュラシーブで乾燥したジクロロメタン溶液90重量部で溶解した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は4.4μmであり、厚さは101μmであった。繊維表面の炭素原子数量C(at%)は76.5、酸素原子数量O(at%)は20.4であり、繊維表面におけるホスファチジルエタノールアミンジオレオイルは80.9重量%であった。両親媒性分子の表面偏在率は8.09である。
[実施例9]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)をホスファチジルエタノールアミンジラウロイル(日本油脂(株)製)に変更した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は4.6μmであり、厚さは109μmであった。繊維表面の炭素原子数量C(at%)は66.4、酸素原子数量O(at%)は32.1であり、繊維表面におけるホスファチジルエタノールアミンジラウロイルは43.2重量%であった。両親媒性分子の表面偏在率は43.2である。
[実施例10]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)をホスファチジルコリンジエルコイル(日本油脂(株)製)に変更した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は3.7μmであり、厚さは93μmであった。繊維表面の炭素原子数量C(at%)は68.0、酸素原子数量O(at%)は31.2であり、繊維表面におけるホスファチジルコリンジエルコイルは33.0重量%であった。両親媒性分子の表面偏在率は33.0である。
[実施例11]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)をホスファチジルコリンジステアロイル(日本油脂(株)製)に変更した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は4.6μmであり、厚さは103μmであった。繊維表面の炭素原子数量C(at%)は64.4、酸素原子数量O(at%)は35.2であり、繊維表面におけるホスファチジルコリンジステアロイルは20.0重量%であった。両親媒性分子の表面偏在率は20.0である。
[実施例12]
ホスファチジルエタノールアミンジオレオイル(日本油脂(株)製)を非イオン界面活性剤SPAN80(ソルビタン脂肪酸エステル、東京化成(株)製)に変更した以外は実施例1と同様に繊維成形体を調製した。得られた繊維成形体の平均繊維径は3.9μmであり、厚さは98μmであった。繊維表面の炭素原子数量C(at%)は62.3、酸素原子数量O(at%)は37.7であり、繊維表面におけるSPAN80は12.4重量%であった。両親媒性分子の表面偏在率は12.4である。
[実施例13]
実施例1、2、7−12、および比較例1、2で得られた繊維成形体について親水性試験を実施した。結果を次表に示す。
Claims (8)
- 疎水性ポリマーと両親媒性分子からなる繊維成形体であって、平均繊維径が0.05~50μmであり、両親媒性分子が繊維表面に偏析している繊維成形体。
- 両親媒性分子の表面偏在率が5.0以上である請求項1に記載の繊維成形体。
- 繊維成形体100重量部に対して、両親媒性分子を0.01~20重量部含む請求項1または2に記載の繊維成形体。
- 疎水性ポリマーが、ポリカーボネート、ポリスチレン、ポリアリレート、および脂肪族ポリエステルからなる群より選ばれる少なくとも1種である請求項1から3のいずれかに記載の繊維成形体。
- 疎水性ポリマーが、ポリグリコール酸、ポリ乳酸、ポリカプロラクトン、およびそれらの共重合体からなる群から選ばれる少なくとも1種である請求項1から3のいずれかに記載の繊維成形体。
- 両親媒性分子が、リン脂質類、ソルビタン脂肪酸エステル類、糖脂質類、ステロイド類、およびポリアミノ酸類からなる群から選ばれる少なくとも1種である請求項1から5のいずれかに記載の繊維成形体。
- 両親媒性分子がホスファチジルコリンおよび/またはホスファチジルエタノールアミンである請求項1から5のいずれかに記載の繊維成形体。
- 静電紡糸法にて作製された請求項1から7のいずれかに記載の繊維成形体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10830058.3A EP2500456A4 (en) | 2009-11-11 | 2010-11-10 | SHAPED FIBER ARTICLES |
| JP2011540582A JP5563590B2 (ja) | 2009-11-11 | 2010-11-10 | 繊維成形体 |
| CN2010800511613A CN102597350A (zh) | 2009-11-11 | 2010-11-10 | 纤维成形体 |
| MX2012005143A MX2012005143A (es) | 2009-11-11 | 2010-11-10 | Articulo formado con fibras. |
| AU2010319039A AU2010319039A1 (en) | 2009-11-11 | 2010-11-10 | Molded fiber article |
| CA2780441A CA2780441A1 (en) | 2009-11-11 | 2010-11-10 | Fibrous formed article |
| US13/508,828 US20120232224A1 (en) | 2009-11-11 | 2010-11-10 | Fibrous formed article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009257978 | 2009-11-11 | ||
| JP2009-257978 | 2009-11-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011059102A1 true WO2011059102A1 (ja) | 2011-05-19 |
Family
ID=43991755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/070415 WO2011059102A1 (ja) | 2009-11-11 | 2010-11-10 | 繊維成形体 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20120232224A1 (ja) |
| EP (1) | EP2500456A4 (ja) |
| JP (1) | JP5563590B2 (ja) |
| KR (1) | KR20120091341A (ja) |
| CN (1) | CN102597350A (ja) |
| AU (1) | AU2010319039A1 (ja) |
| CA (1) | CA2780441A1 (ja) |
| MX (1) | MX2012005143A (ja) |
| WO (1) | WO2011059102A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102352542A (zh) * | 2011-08-16 | 2012-02-15 | 南京工业大学 | 一种利用聚天冬氨酸整理剂提高涤纶织物舒适性的方法 |
| WO2012029971A1 (ja) * | 2010-08-31 | 2012-03-08 | 帝人株式会社 | フィブリン糊と繊維成形体との複合体 |
| JP2013066536A (ja) * | 2011-09-21 | 2013-04-18 | Teijin Ltd | 止血効果に優れたシート状止血材 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5519793B2 (ja) * | 2010-08-16 | 2014-06-11 | 帝人株式会社 | 低帯電性繊維およびその製造方法 |
| NL2019764B1 (en) * | 2017-10-19 | 2019-04-29 | Innovative Mechanical Engineering Tech B V | Electrospinning device and method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004072336A1 (ja) | 2003-02-13 | 2004-08-26 | Teijin Limited | 多孔質繊維、多孔質繊維構造体およびその製造方法 |
| WO2006022430A1 (ja) | 2004-08-26 | 2006-03-02 | Teijin Limited | リン脂質を含有する繊維構造体 |
| JP2009207430A (ja) * | 2008-03-05 | 2009-09-17 | Asahi Kasei Corp | 複合膜とその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19712379A1 (de) * | 1997-03-25 | 1998-10-01 | Henkel Kgaa | Verwendung von Amphiphilen zur Hydrophilisierung von Polyolefin-basierten Formkörpern, Fasern und Folien |
| DE19712378A1 (de) * | 1997-03-25 | 1998-10-08 | Henkel Kgaa | Verwendung von Amphiphilen zur dauerhaften Verbesserung der Farbstoff-Kompatibilität von Polyolefin-basierten Formkörpern, Fasern und Folien |
| CN100393927C (zh) * | 2003-02-13 | 2008-06-11 | 帝人株式会社 | 多孔纤维、多孔纤维结构体及其制备方法 |
| DE602004030429D1 (de) * | 2003-03-31 | 2011-01-20 | Teijin Ltd | Geformter elastin-artikel und verfahren zu seiner herstellung |
| US7704740B2 (en) * | 2003-11-05 | 2010-04-27 | Michigan State University | Nanofibrillar structure and applications including cell and tissue culture |
| US20070298072A1 (en) * | 2004-11-19 | 2007-12-27 | Teijin Limited | Cylindrical Body and Manufacturing Method Thereof |
| US20080213574A1 (en) * | 2006-08-01 | 2008-09-04 | Mckee Matthew G | Amphiphilic Fibers and Membranes and Processes for Preparing Them |
-
2010
- 2010-11-10 MX MX2012005143A patent/MX2012005143A/es not_active Application Discontinuation
- 2010-11-10 EP EP10830058.3A patent/EP2500456A4/en not_active Withdrawn
- 2010-11-10 AU AU2010319039A patent/AU2010319039A1/en not_active Abandoned
- 2010-11-10 WO PCT/JP2010/070415 patent/WO2011059102A1/ja active Application Filing
- 2010-11-10 KR KR1020127014849A patent/KR20120091341A/ko not_active Application Discontinuation
- 2010-11-10 CN CN2010800511613A patent/CN102597350A/zh active Pending
- 2010-11-10 US US13/508,828 patent/US20120232224A1/en not_active Abandoned
- 2010-11-10 JP JP2011540582A patent/JP5563590B2/ja active Active
- 2010-11-10 CA CA2780441A patent/CA2780441A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004072336A1 (ja) | 2003-02-13 | 2004-08-26 | Teijin Limited | 多孔質繊維、多孔質繊維構造体およびその製造方法 |
| WO2006022430A1 (ja) | 2004-08-26 | 2006-03-02 | Teijin Limited | リン脂質を含有する繊維構造体 |
| JP2009207430A (ja) * | 2008-03-05 | 2009-09-17 | Asahi Kasei Corp | 複合膜とその製造方法 |
Non-Patent Citations (3)
| Title |
|---|
| K. KIM; M. YU, BIOMATERIALS, vol. 24, 2003, pages 4977 |
| N. SAITO; T. OKADA, NAT. BIOTECH., vol. 19, 2001, pages 332 |
| See also references of EP2500456A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012029971A1 (ja) * | 2010-08-31 | 2012-03-08 | 帝人株式会社 | フィブリン糊と繊維成形体との複合体 |
| CN102352542A (zh) * | 2011-08-16 | 2012-02-15 | 南京工业大学 | 一种利用聚天冬氨酸整理剂提高涤纶织物舒适性的方法 |
| JP2013066536A (ja) * | 2011-09-21 | 2013-04-18 | Teijin Ltd | 止血効果に優れたシート状止血材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5563590B2 (ja) | 2014-07-30 |
| US20120232224A1 (en) | 2012-09-13 |
| CA2780441A1 (en) | 2011-05-19 |
| EP2500456A4 (en) | 2013-10-16 |
| MX2012005143A (es) | 2012-05-29 |
| EP2500456A1 (en) | 2012-09-19 |
| AU2010319039A1 (en) | 2012-05-17 |
| KR20120091341A (ko) | 2012-08-17 |
| JPWO2011059102A1 (ja) | 2013-04-04 |
| CN102597350A (zh) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2968669B1 (en) | Ultrafine electrospun fibers of poly-4-hydroxybutyrate and copolymers thereof | |
| Balguid et al. | Tailoring fiber diameter in electrospun poly (ɛ-caprolactone) scaffolds for optimal cellular infiltration in cardiovascular tissue engineering | |
| JP5563590B2 (ja) | 繊維成形体 | |
| US20140363890A1 (en) | Three-dimensional structures for cell or tissue culture | |
| JPWO2006022430A1 (ja) | リン脂質を含有する繊維構造体 | |
| US20180002835A1 (en) | Composite fibers and matrices thereof | |
| US8242073B2 (en) | Biodegradable and bioabsorbable biomaterials and keratin fibrous articles for medical applications | |
| Namhongsa et al. | Plasma surface modification of two-component composite scaffolds consisting of 3D-printed and electrospun fiber components from biodegradable PLGA and PLCL | |
| JP5497483B2 (ja) | 繊維成形体およびその製造方法 | |
| JP5589080B2 (ja) | フィブリン糊と繊維成形体との複合体 | |
| JP2011219879A (ja) | 繊維複合体 | |
| JP2010246750A (ja) | 創傷治療材料 | |
| JP5698339B2 (ja) | 繊維成形体 | |
| JP5479584B2 (ja) | 生体糊用補強材及びその製造方法 | |
| US20210113485A1 (en) | Composite fibers and matrices thereof | |
| Casasola | Electrospinning of poly (lactic) acid for biomedical applications: analysis of solution properties and process parameters, drug encapsulation and release | |
| JP5400706B2 (ja) | 繊維成形体 | |
| JP5519793B2 (ja) | 低帯電性繊維およびその製造方法 | |
| WO2011115281A1 (ja) | 繊維成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080051161.3 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10830058 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011540582 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010319039 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 3515/DELNP/2012 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2012/005143 Country of ref document: MX |
|
| ENP | Entry into the national phase |
Ref document number: 2780441 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13508828 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2010319039 Country of ref document: AU Date of ref document: 20101110 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010830058 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20127014849 Country of ref document: KR Kind code of ref document: A |