WO2011043256A1 - 吸水シート - Google Patents
吸水シート Download PDFInfo
- Publication number
- WO2011043256A1 WO2011043256A1 PCT/JP2010/067225 JP2010067225W WO2011043256A1 WO 2011043256 A1 WO2011043256 A1 WO 2011043256A1 JP 2010067225 W JP2010067225 W JP 2010067225W WO 2011043256 A1 WO2011043256 A1 WO 2011043256A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- absorbent
- nonwoven fabric
- sheet
- layer
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530131—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp
- A61F2013/530379—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp comprising mixtures of fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/53445—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad from several sheets
Definitions
- the present invention relates to a water absorbent sheet that can be used in the field of sanitary materials. More specifically, even though it is thinner than conventional ones, it has a high absorption performance and has a high shape retention of the water-absorbent sheet, so it can be suitably used for absorbent articles such as disposable diapers and incontinence pads, and has very little pulp. It relates to a water absorption sheet. Furthermore, the present invention relates to an absorbent article using such a water absorbent sheet.
- Absorbent articles typified by paper diapers have an absorbent body that absorbs liquids such as body fluids, a flexible liquid-permeable surface sheet (top sheet) disposed on the side in contact with the body, and an opposite side in contact with the body. It has a structure sandwiched between a liquid-impermeable back sheet (back sheet) disposed.
- top sheet liquid-permeable surface sheet
- back sheet liquid-impermeable back sheet
- An absorber using a low ratio of hydrophilic fibers and using a large amount of water-absorbing resin is preferable for thinning from the viewpoint of reducing bulky hydrophilic fibers and retaining liquid.
- so-called “gel blocking phenomenon” occurs when a large amount of water-absorbing resin becomes a soft gel by absorption, The liquid diffusibility is remarkably lowered and the liquid permeation rate of the absorber is slow.
- This “gel blocking phenomenon” means that when a dense absorbent body absorbs a liquid, the water absorbent resin existing near the surface layer absorbs the liquid, and the soft gel becomes denser near the surface layer. This is a phenomenon in which the penetration of the liquid into the absorber is hindered and the water absorbent resin inside cannot absorb the liquid efficiently.
- an absorbent body in which the hydrophilic fibers contributing to form retention are reduced has reduced form retainability as an absorbent body, and is liable to cause deformation such as kinking and tearing before or after absorption of the liquid.
- the deformed absorber is not able to exhibit the original ability of the absorber because the diffusibility of the liquid is significantly reduced. If an attempt is made to avoid such a phenomenon, the ratio between the hydrophilic fiber and the water-absorbent resin is limited, and there is a limit in reducing the thickness of the absorbent article.
- Patent Document 4 examples thereof include a method of enclosing a water-absorbing polymer (see Patent Document 4), a method of interposing water-absorbing polymer particles between a hydrophobic nonwoven fabric and a hydrophilic sheet (see Patent Document 5), and the like.
- the surface of the water-absorbent resin is covered with the adhesive, and the absorption performance tends to decrease.
- the nonwoven fabric of an upper surface and a lower surface is adhere
- the adhesive strength of the absorbent laminate is weakened in order to improve the absorption performance, when the laminate is processed, the water-absorbing resin will drop off significantly, which is not economically preferable, and the laminate will peel off due to insufficient adhesive strength. As a result, the commercial value may be lost. That is, if the adhesion is strengthened, gel blocking phenomenon or liquid leakage occurs, and if the adhesion is weakened, the water-absorbing resin is dropped or the laminate is destroyed. Not obtained.
- the synthetic fibrous base material enters the polymer particles and is firmly fixed, but it is difficult to complete the polymerization reaction in the base material, and there is a disadvantage that unreacted residual monomers increase. Have.
- the present invention provides basic performance as a water absorbent sheet even if it is a water absorbent sheet with very little pulp (fast liquid permeation rate of the water absorbent sheet, a small amount of reversing, a small amount of liquid leakage, and shape retention of the water absorbent sheet). It is an object of the present invention to provide a water-absorbing sheet capable of achieving a reduction in thickness and avoiding a gel blocking phenomenon despite a high content of the water-absorbing resin while ensuring a high level of water.
- An absorbent layer comprising a water absorbent resin and an adhesive is a water absorbent sheet having a structure sandwiched from above and below the absorbent layer by a nonwoven fabric, and the absorbent layer is formed by a breathable fraction layer.
- the present invention relates to a water absorbent sheet which is a non-woven fabric; and [2] an absorbent article formed by sandwiching the water absorbent sheet according to [1] between a liquid permeable sheet and a liquid impermeable sheet.
- the water-absorbing sheet of the present invention has very little pulp and a thinner water-absorbing sheet than conventional ones, a specific nonwoven fabric is used, and at least the nonwoven fabric below the absorbent layer of the water-absorbing sheet is a hydrophilic nonwoven fabric. By doing this, it is possible to achieve the gel blocking phenomenon and the avoidance of liquid leakage while ensuring the basic performance as a water absorbing sheet at a high level.
- FIG. 1 is an enlarged cross-sectional view schematically showing the structure of the water absorbent sheet of the present invention.
- FIG. 2 is an enlarged cross-sectional view schematically showing another embodiment of the water absorbent sheet of the present invention.
- FIG. 3 is an enlarged cross-sectional view schematically showing another embodiment of the water absorbent sheet of the present invention.
- FIG. 4 is a schematic view of a measuring apparatus used for measuring the initial water absorption rate and the effective water absorption amount of the water absorbent resin.
- FIG. 5 is a schematic diagram of an apparatus used to perform a leak test on slopes.
- the water absorbent sheet of the present invention is a water absorbent sheet having a structure in which an absorbent layer containing a water absorbent resin and an adhesive is sandwiched from above and below the absorbent layer by a nonwoven fabric, and the absorbent layer is breathable It has a laminated structure that is divided into a primary absorbent layer and a secondary absorbent layer by a fractionation layer, at least one of the nonwoven fabrics is a spunbond nonwoven fabric, and at least the lower part of the nonwoven fabric It is a water-absorbent sheet having one feature that the nonwoven fabric is a hydrophilic nonwoven fabric.
- the air-permeable fraction layer between the primary absorption layer and the secondary absorption layer allows appropriate liquid distribution and diffusion, thereby preventing the gel blocking phenomenon in the early stage of urination and 2
- Both efficient water permeation to the next absorbent layer is achieved, and at least the nonwoven fabric below the absorbent layer of the water absorbent sheet has hydrophilicity, so that rapid liquid passage to the back side of the water absorbent sheet is prevented and liquid leakage occurs. Prevention is also achieved.
- the liquid leakage particularly at the time of tilting is drastically improved.
- this water absorbent sheet does not contain hydrophilic fibers such as pulp that contribute to fixing the water absorbent resin in the absorbent layer and maintaining the form of the absorbent layer in the absorbent layer, and the amount of pulp used is extremely small. is there.
- the number of nonwoven fabrics used for sandwiching the absorbent layer having a laminated structure that is fractionated by the air-permeable fraction layer is not particularly limited.
- one or more sheets from above and one or more sheets from below are used.
- the upper and lower nonwoven fabrics are each preferably one sheet.
- at least the nonwoven fabric below the absorbent layer is a hydrophilic nonwoven fabric from the viewpoint of enhancing absorption performance such as prevention of liquid leakage at the time of inclination, and the nonwoven fabric above and below the absorbent layer. Is more preferably a hydrophilic nonwoven fabric.
- the upper side of the absorbent layer of the water absorbent sheet refers to the layer closest to the side to which the liquid to be absorbed is supplied when the absorbent article is produced using the water absorbent sheet, and the lower part of the absorbent layer is The layer farthest from the side on which the liquid to be absorbed is supplied.
- the type of nonwoven fabric used for sandwiching the absorbent layer is not particularly limited as long as it is a nonwoven fabric known in the art, but from the viewpoint of liquid permeability, flexibility and strength when used as a water absorbent sheet, polyethylene (PE ), Polyolefin fibers such as polypropylene (PP), polyester fibers such as polyethylene terephthalate (PET), polytrimethylene terephthalate (PTT), polyethylene naphthalate (PEN), polyamide fibers such as nylon, rayon fibers, and other synthetic fibers
- Non-woven fabrics, and non-woven fabrics produced by mixing cotton, silk, hemp, pulp (cellulose) fibers, etc., and a mixture containing these two or more types of fibers may be used.
- Non-woven fabrics have different optimal synthesis methods depending on the material.
- the method for producing fibers derived from chemically synthesized resins such as polyolefin fibers, polyester fibers, polyester fibers, and polyamide fibers includes chemical bond methods in which an adhesive resin is applied to a card web to bond the fibers together, and low-melting fibers.
- a thermal bond method in which the card web is heated to melt the low-melting fibers and the fibers are fused together.
- a spunbond method in which a hot-melt polymer is extruded from a nozzle to form a web and thermocompression-bonded with a hot embossing roller fiber diameter: And a melt blown method (fiber diameter: less than 10 ⁇ m) in which, when extruding a polymer melted in accordance with the spunbond method from a nozzle, hot air is blown onto the fiber to further narrow the fiber.
- the nonwoven fabric manufactured only by the melt blown method has the weakness of a nonwoven fabric, and there exists a tendency for the surface feel to be bad.
- the nonwoven fabric is relatively thin, and a nonwoven fabric excellent in touch tends to be obtained.
- rayon nonwoven fabric is synthesized mainly by a spunlace method in which fibers are entangled with water flow, and appropriate amounts of polyester fiber and heat-sealing fiber are blended as required.
- spunlace nonwoven fabric is generally hydrophilic and flexible.
- At least one of the nonwoven fabrics used for sandwiching the absorbent layer is a spunbond nonwoven fabric.
- a spunbond nonwoven fabric By setting it as this structure, both thinning of a water absorbing sheet and ensuring of form retainability can be satisfied.
- the nonwoven fabric used for sandwiching the absorbent layer it is preferable that both the upper and lower nonwoven fabrics of the absorbent layer are spunbond nonwoven fabrics.
- Fibers selected from the group including polyolefin fibers, polyester fibers, and mixtures thereof from the viewpoints of securing the shape retention of the water-absorbing sheet and preventing the water-absorbing resin from dropping off in a wide variety of spunbond nonwoven fabrics Spunbond nonwoven fabrics are more preferred.
- spunbonded nonwoven fabrics multilayered nonwoven fabrics are more preferred, and polyolefin fiber spunbond-meltblown-spunbond (SMS) nonwoven fabrics and spunbond-meltblown-meltblown-spunbond (SMMS) nonwoven fabrics are more preferred.
- SMS nonwoven fabrics and SMMS nonwoven fabrics mainly composed of polypropylene fibers are preferably used.
- Such a spunbonded nonwoven fabric in which a meltblown portion is added to the intermediate layer is also included in the spunbonded nonwoven fabric referred to in this specification.
- a spunlace nonwoven fabric mainly composed of rayon fibers is also preferably used as the nonwoven fabric of the present invention from the viewpoint of further improving the absorption performance and flexibility when the sheet is formed.
- the nonwoven fabrics used for sandwiching the absorbent layer is a hydrophilic nonwoven fabric.
- the hydrophilic non-woven fabric among the above-described non-woven fabrics, materials that are hydrophilic themselves such as rayon fibers may be used, and hydrophobic chemical fibers such as polyolefin fibers and polyester fibers are known methods.
- a hydrophilized product may be used.
- the hydrophilization treatment method include, for example, a method of obtaining a nonwoven fabric by a spunbond method in which a hydrophilic chemical agent is mixed with a hydrophobic chemical fiber in a spunbond nonwoven fabric, or a spunbond nonwoven fabric is prepared by using a hydrophobic chemical fiber.
- Examples of the method include a method in which a hydrophilizing agent is accompanied, or a method in which a spunbonded nonwoven fabric is obtained with hydrophobic chemical fibers and then impregnated with the hydrophilizing agent.
- Hydrophilic agents include anionic surfactants such as aliphatic sulfonates and higher alcohol sulfate esters, cationic surfactants such as quaternary ammonium salts, polyethylene glycol fatty acid esters, polyglycerin fatty acid esters, sorbitan fatty acids
- Nonionic surfactants such as esters, silicone surfactants such as polyoxyalkylene-modified silicones, and stain / release agents composed of polyester, polyamide, acrylic, and urethane resins are used.
- a hydrophilicity of 5 to 200 is preferably used, more preferably 8 to 150, and more preferably 10 to 100 when measured according to the measurement method of “hydrophilicity of nonwoven fabric” described later. More preferably, those of 12 to 80 are even more preferable.
- the nonwoven fabric used for sandwiching the absorbent layer from the viewpoint of imparting flexibility, form retention and cushioning properties to the water-absorbent sheet of the present invention, and increasing the permeation rate of the water-absorbent sheet, an appropriate basis weight and an appropriate amount A non-woven fabric having a sufficient thickness is preferred.
- the basis weight is preferably 35 g / m 2 or less, more preferably in the range of 5 to 30 g / m 2 , further preferably in the range of 8 to 25 g / m 2 , and still more preferably in the range of 10 to 20 g / m 2 , A range of 11-15 g / m 2 is most preferred.
- the thickness of the nonwoven fabric is preferably in the range of 20 to 800 ⁇ m, more preferably in the range of 50 to 600 ⁇ m, and still more preferably in the range of 80 to 450 ⁇ m.
- the water-absorbent sheet of the present invention has an absorbent layer divided into two from the viewpoint of improving the performance and stabilizing the quality of the water-absorbent sheet.
- “fractionated” means that the primary absorption layer and the secondary absorption layer are separately formed by introducing a member for fractionation into two if necessary.
- a laminated structure in which a primary absorption layer and a secondary absorption layer are separated from each other by a breathable fraction layer and the like can be cited.
- the air-permeable fraction layer has an appropriate air permeability and liquid permeability, but may be a layer that does not substantially pass particulate matter such as a water absorbent resin.
- preferred materials for the air-permeable fraction layer include the same nonwoven fabric as that used for sandwiching the absorbent layer, a net such as a net having pores made of PE and PP fibers, a performance film, etc. And at least one material selected from the group consisting of cellulose-containing synthetic fiber nonwoven fabrics such as air-laid nonwoven fabric made of pulp / PE / PP, and sanitary paper such as tissue paper.
- the nonwoven fabric is preferably the same as that used for sandwiching the absorbent layer, and more preferably the spunbonded nonwoven fabric.
- the thickness and basis weight of the air-permeable fraction layer are not particularly limited.
- the basis weight is preferably 35 g / m 2 or less, more preferably 5 to 30 g / m 2 , further preferably 8 to 25 g / m 2 , and 10 to 20 g / m 2. Is more preferable, and the range of 11 to 15 g / m 2 is most preferable.
- the thickness of the air-permeable fraction layer is preferably in the range of 20 to 800 ⁇ m, more preferably in the range of 50 to 600 ⁇ m, and still more preferably in the range of 80 to 450 ⁇ m.
- the air-permeable fraction layer is moderate.
- Nonwoven fabrics having a basis weight and an appropriate thickness are preferred.
- water-absorbing resins can be used as the type of water-absorbing resin.
- starch-acrylonitrile graft copolymer hydrolyzate starch-acrylic acid graft polymer neutralized product, vinyl acetate-acrylic ester copolymer
- examples thereof include saponified polymers and partially neutralized polyacrylic acid.
- a partially neutralized polyacrylic acid is preferable from the viewpoint of production amount, production cost, water absorption performance, and the like.
- the method for synthesizing the partially neutralized polyacrylic acid include a reverse phase suspension polymerization method and an aqueous solution polymerization method.
- the water-absorbent resin obtained by the reverse-phase suspension polymerization method is more preferably used from the viewpoint of good fluidity of the obtained particles, few fine powders, and high water absorption performance such as absorption capacity and water absorption speed. Is done.
- the water-absorbent resin used in at least one of the absorbent layers is a water-absorbent resin obtained by a reverse-phase suspension polymerization method
- the water-absorbent resin used in the secondary absorbent layer is a reverse phase suspension.
- the degree of neutralization of the partially neutralized polyacrylic acid is preferably 50 mol% or more, and more preferably 70 to 90 mol%, from the viewpoint of increasing the osmotic pressure of the water absorbent resin and enhancing the water absorption performance.
- the content of the water-absorbent resin in the water-absorbent sheet is from the viewpoint of obtaining sufficient absorbent performance even when the water-absorbent sheet of the present invention is used in absorbent articles.
- the water absorbing sheet is preferably 100 to 1000 g per 1 m 2 (that is, 100 to 1000 g / m 2 ), more preferably 150 to 800 g / m 2 , still more preferably 200 to 700 g / m 2 , and still more preferably 220 to 600 g / m 2 .
- the content is preferably 100 g / m 2 or more from the viewpoint of exhibiting sufficient absorption performance as a water-absorbing sheet and suppressing reversal, suppressing the occurrence of gel blocking phenomenon, and liquid diffusing performance as a water-absorbing sheet.
- the total content is preferably 1000 g / m 2 or less, from the viewpoint of improving the penetration rate of the liquid.
- the ratio of the primary absorption layer is preferably 98 or less, and the dry feeling of the primary absorption layer after liquid absorption is enhanced, From the viewpoint of reducing reversal, the ratio of the primary absorption layer is preferably 50 or more.
- the absorption performance of the water absorbent sheet of the present invention is affected by the water absorption performance of the water absorbent resin used. Therefore, the water-absorbent resin used in the present invention takes into consideration the structure of each component of the water-absorbent sheet, the absorption capacity of the water-absorbent resin (expressed by an index of effective water absorption, water retention capacity, etc.), water absorption rate It is preferable to select one having a suitable water absorption performance. Therefore, the type of the water absorbent resin of the primary absorbent layer and the type of the water absorbent resin of the secondary absorbent layer may be the same or different.
- the water retention capacity of the water-absorbent resin is evaluated as physiological saline water retention capacity.
- the physiological saline water retention capacity of the water-absorbent resin is preferably 25 g / g or more, more preferably 25 to 60 g / g, from the viewpoint of absorbing more liquid and keeping the gel strong during absorption to prevent gel blocking phenomenon. 30 to 50 g / g is more preferable.
- the physiological saline water retention capacity of the water-absorbent resin is a value obtained by the measurement method described in Examples described later.
- the water absorption rate of the water absorbent resin is evaluated as the physiological saline water absorption rate.
- the physiological saline water absorption rate of the water-absorbent resin is preferably 1 to 70 seconds, more preferably from the viewpoint of increasing the penetration rate of the water-absorbent sheet of the present invention and preventing liquid leakage when used in absorbent articles. Is 2 to 60 seconds, more preferably 3 to 55 seconds.
- the water absorption rate of the water absorbent resin is a value obtained by the measurement method described in Examples described later.
- the physiological saline water absorption speed of the water absorbent resin used for the primary absorbent layer it is preferable that there is a positive value difference between the physiological saline water absorption speed of the water absorbent resin used for the primary absorbent layer and the speed used for the secondary absorbent layer.
- the greater the difference the stronger the effect of avoiding liquid stagnation in the above-described primary absorption layer to increase dry feeling and preventing liquid leakage.
- ⁇ the physiological saline water absorption speed of the water absorbent resin used in the secondary absorbent layer
- it is 15 seconds or more, and more preferably 20 seconds or more.
- the primary absorbent layer when the type of the water-absorbent resin of the primary absorbent layer and the type of the water-absorbent resin of the secondary absorbent layer are different, the primary absorbent layer
- the saline water absorption rate of the water-absorbing resin used increases the permeation rate of the water-absorbing sheet of the present invention, avoids the retention of liquid in the primary absorbent layer, and dries the skin when used in absorbent articles. From the viewpoint of increasing the feeling, it is preferably 20 to 70 seconds, more preferably 25 to 60 seconds, and further preferably 30 to 55 seconds.
- the physiological saline water absorption speed of the water absorbent resin used for the secondary absorbent layer reduces leakage at the inclination of the water absorbent sheet of the present invention and prevents discomfort due to liquid leakage when used in absorbent articles. From the viewpoint, it is preferably 1 to 40 seconds, more preferably 2 to 30 seconds, still more preferably 2 to 20 seconds, and even more preferably 3 to 15 seconds.
- the median particle diameter of the water-absorbent resin used in the present invention is not particularly limited, but is preferably 100 to 600 ⁇ m, more preferably 150 to 550 ⁇ m, and further preferably 200 to 500 ⁇ m. From the viewpoint of improving the workability during water absorbent sheet manufacture and the basic performance of the water absorbent sheet, avoid the use of fine powder that has poor fluidity as a powder and is prone to gel blocking during water absorption.
- the mean particle size is preferably 100 ⁇ m or more, and the median particle size of the water-absorbent resin is preferably 600 ⁇ m or less from the viewpoint of improving the tactile sensation by reducing the jerky feel of the water absorbent sheet.
- those having a large median particle size of the water-absorbing resin have a low water absorption rate, and those having a small median particle size tend to have a high water absorption rate.
- a resin having a water absorption rate as fast as that used in the secondary absorbent layer of the present invention can be obtained, for example, in a conventional water-absorbent resin if the median particle size is less than 100 ⁇ m.
- the median particle size of the water-absorbent resin is reduced to less than 100 ⁇ m, the fluidity as a powder becomes extremely poor, the working environment is deteriorated due to powdering, and the productivity is reduced due to the water-absorbing resin being dissipated from the nonwoven fabric. Problems occur.
- the laminated body tends to be peeled off because the water-absorbent resin having a small median particle size easily covers the adhesive, or the adhesive effect is lowered.
- a water-absorbing resin having an appropriate medium particle diameter and a fast water absorption rate for the secondary absorption layer.
- a specific method for producing a water-absorbent resin is used, for example, an aqueous solution polymerization method in which open cells are introduced by foaming during polymerization, or a reverse suspension using a specific emulsifier. It is preferable to use a turbid polymerization method, and the latter method is more preferable from the viewpoint of obtaining a high water absorption performance and a high water absorption rate stably.
- the specific emulsifier a moderately hydrophilic nonionic surfactant is preferably used, and the water-absorbing resin of the reverse phase suspension polymerization using them is usually in the form of spheres or granules, and in the form in which they are aggregated. can get.
- the resin in such a form is preferably used from the viewpoints that there is almost no need for pulverization, excellent fluidity as a powder, and excellent workability in manufacturing a water-absorbent sheet.
- the water absorbent resin used for the primary absorbent layer preferably has a specific initial water absorption rate and an effective water absorption amount in addition to the physiological saline water absorption rate in the above-described range.
- the initial water absorption rate is expressed as the amount of water absorbed (mL) per second in the water absorption time of 0 to 30 seconds, which suppresses the occurrence of gel blocking phenomenon at the initial stage of liquid penetration and promotes liquid diffusion in the primary absorption layer.
- 0.35 mL / s or less is preferable from the viewpoint of efficiently propagating the liquid to the secondary absorption layer. More preferably, it is 0.05 to 0.30 mL / s, and still more preferably 0.10 to 0.25 mL / s. 0.05 mL / s or more is more preferable from the viewpoint of ensuring a dry feeling on the skin in the initial stage of liquid permeation while allowing the liquid to diffuse.
- the effective water absorption amount of the water-absorbent resin used for the primary absorption layer is preferably 45 mL / g or more as the physiological saline effective water absorption amount. More preferably, it is 50 to 80 mL / g, and still more preferably 55 to 70 mL / g. From the viewpoint of obtaining a dry feeling by absorbing more liquid by the water absorbent resin and reducing reversal, the effective water absorption amount is preferably 45 mL / g or more. From the viewpoint of keeping the gel strong and preventing gel blocking, 80 mL / g or less is preferable.
- the water absorption rate of the water-absorbing resin tends to decrease as the median particle size is increased.
- the median particle size in the conventional water-absorbing resin is lower. Even if it is increased, the effect is small.
- the initial water absorption rate required for the present invention tends to be difficult to obtain.
- the tactile sensation in the water absorbent sheet tends to deteriorate.
- the crosslinking density of the water absorbent resin is increased by a crosslinking agent.
- a method in which the surface of the water-absorbent resin is uniformly coated with a hydrophobic additive, or a method of producing a water-absorbent resin by reverse-phase suspension polymerization using a specific emulsifier is also included in the case of using a water absorbent resin having a particle size in a specific range.
- the specific initial water absorption rate may be satisfactory, but at the same time, the effective water absorption amount (absorption capacity) of the water absorbent resin decreases, so the specific initial water absorption rate It is difficult to obtain a water-absorbing resin having both the characteristics of effective water absorption.
- the water-absorbent resin used in the primary absorbent layer is made of a hydrophobic additive from the viewpoint of easy production of a water-absorbent resin having both specific initial water absorption rate and effective water absorption characteristics.
- a resin that is uniformly coated on the surface of the resin and a resin that is produced by reverse phase suspension polymerization using a specific emulsifier are more preferred, and the latter is more preferred because of the high water absorption performance that can be obtained.
- the specific emulsifier a moderately hydrophobic nonionic surfactant is preferably used, and the water-absorbing resin for reverse phase suspension polymerization using them is usually in the form of spheres or footballs, and in the form in which they are aggregated. can get.
- the resin in such a form is preferably used from the viewpoints that there is almost no need for pulverization, excellent fluidity as a powder, and excellent workability at the time of manufacturing a water absorbent sheet.
- the effective water absorption amount of the water absorbent resin used for the secondary absorbent layer is not particularly limited, but is preferably 30 mL / g or more, and more preferably 45 mL / g or more.
- the effective water absorption amount of the water-absorbing resin is a value obtained by the measurement method described in Examples described later.
- Examples of the adhesive contained in the absorption layer include rubber adhesives such as natural rubber, butyl rubber and polyisoprene; styrene-isoprene block copolymer (SIS), styrene-butadiene block copolymer (SBS).
- rubber adhesives such as natural rubber, butyl rubber and polyisoprene
- SIS styrene-isoprene block copolymer
- SBS styrene-butadiene block copolymer
- Styrene elastomer adhesives such as styrene-isobutylene block copolymer (SIBS) and styrene-ethylene-butylene-styrene block copolymer (SEBS); ethylene-vinyl acetate copolymer (EVA) adhesive; ethylene-acrylic Ethylene-acrylic acid derivative copolymer adhesives such as ethyl acetate copolymer (EEA) and ethylene-butyl acrylate copolymer (EBA); ethylene-acrylic acid copolymer (EAA) adhesive; copolymer nylon, Polyamide adhesives such as dimer acid based polyamide; polyethylene, polypropylene, atactic polypropylene, copolymer polyolefin Polyolefin adhesives; polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyester adhesives such as copolyesters, and acrylic adhesives, and these may be used in combination of
- an ethylene-vinyl acetate copolymer adhesive, a styrene-based elastomer adhesive, a polyolefin-based adhesive is used from the viewpoint that the adhesive strength is strong and it is possible to prevent the nonwoven fabric from peeling off the water-absorbing sheet and the water-absorbing resin from escaping.
- Agents and polyester adhesives are preferred.
- the melting temperature of the adhesive is preferably 60 to 180 ° C., more preferably 70 to 150 ° C., and more preferably 75 to 125 ° C. from the viewpoint of sufficiently fixing the water-absorbent resin to the nonwoven fabric and preventing thermal deterioration and deformation of the nonwoven fabric. Is more preferable.
- the adhesive is bonded to the nonwoven fabric or the hydrophilic resin in the state of solidification by cooling after melting in the process of manufacturing the water-absorbent sheet.
- the adhesive content in the water-absorbent sheet is preferably in the range of 0.05 to 2.0 times the content of the water-absorbent resin (by mass), and in the range of 0.08 to 1.5 times. Is more preferable, and the range of 0.1 to 1.0 times is more preferable. From the viewpoint of preventing peeling of the nonwoven fabric and dissipation of the water-absorbent resin by sufficient adhesion, and improving the shape retention of the water-absorbent sheet, the content of the adhesive is preferably 0.05 times or more, and the adhesion becomes too strong. From the viewpoint of avoiding the inhibition of the swelling of the water-absorbent resin and improving the penetration rate of the water-absorbent sheet and the liquid leakage, the content of the adhesive is preferably 2.0 times or less.
- the absorbent layer contains a water-absorbing resin and an adhesive.
- a mixed powder of the water-absorbing resin and the adhesive is uniformly sprayed on the nonwoven fabric, and the air-permeable fraction layer is laminated to form an adhesive. It is formed by heating in the vicinity of the melting temperature of, and if necessary, heating under pressure.
- the water-absorbent resin is uniformly dispersed, the breathable fraction layer is stacked, and if necessary, heated under pressure.
- the water-absorbent sheet of the present invention can be produced by, for example, the following method using a conventional method.
- a mixed powder of water-absorbent resin and adhesive is evenly spread on the nonwoven fabric and passed through a heating furnace and fixed to such an extent that the powder does not dissipate. After stacking the air-permeable fraction layer, the mixed powder is again sprayed on the air-permeable fraction layer, and the non-woven fabric layers are collectively heat-pressed.
- the water-absorbent resin is uniformly sprayed to form a layer. It piles up from the upper part so that it may face the dispersed water-absorbent resin layer side, pressurizes using a roll press etc., heats if necessary, and press-bonds.
- An adhesive and a water-absorbing resin layer are further formed on the air-permeable fraction layer, and the air-permeable fraction layer is changed to a non-woven fabric and the same operation as described above is performed.
- an absorbent layer containing a water-absorbent resin and an adhesive is sandwiched from above and below the absorbent layer by a nonwoven fabric.
- a laminated structure in which the absorption layer is divided into a primary absorption layer and a secondary absorption layer can be achieved.
- the methods (b) and (d) are more preferable from the viewpoint of the simplicity of the production method and the high production efficiency.
- the bonding method of the primary absorption layer and the secondary absorption layer can be selected separately from the methods exemplified in (a) to (d) and can be produced in combination.
- embossing may be performed at the time of thermocompression bonding in the sheet production or after the sheet production.
- water absorbent sheet of the present invention may contain additives such as deodorants, antibacterial agents and gel stabilizers as appropriate.
- the water-absorbent sheet of the present invention has one feature in that it can be thinned, and considering the use for absorbent articles, the thickness of the water-absorbent sheet is preferably 3 mm or less in a dry state. 0.5 mm or less is more preferable, 0.5 to 2 mm is more preferable, and 0.8 to 1.6 mm is more preferable.
- the water-absorbing sheet of the present invention has one feature in that the liquid permeation rate is high, and considering the use for absorbent articles, the total water permeation rate of the water-absorbing sheet is preferably 100 seconds or less. 90 seconds or less is more preferable, and 80 seconds or less is more preferable.
- the water absorbent sheet of the present invention has one feature in that the liquid leakage of the liquid is small, and considering the use for absorbent articles, the water absorbent sheet preferably has a leak index of 100 or less, The following is more preferable, and 30 or less is more preferable.
- the water absorbent sheet of the present invention has one feature in that the form retainability of the water absorbent sheet is high.
- the machine direction longitudinal direction
- neck-down occurs. If the stretched water-absorbing sheet is cut into a predetermined size in the process and the stretching force is released, the length of the crossing direction will vary and the absorbent article will not be restored from the neck-down state. Adversely affects quality stability. It is preferable that the neck-down of such a water absorbent sheet is less.
- the shape retention of the water-absorbent sheet is measured by the neck-down resistance described later, and considering the use for absorbent articles, the neck-down resistance is preferably 85% or more, more preferably 90% or more, More preferably 95% or more.
- a water-absorbing sheet having the above properties is very preferable in consideration of use in absorbent articles.
- the ratio of the natural material is preferably 20% or less, more preferably 10% or less, further preferably 5% or less, and still more preferably 3% or less.
- the ratio of the natural material is calculated by dividing the total content of pulp, cotton, etc. contained in the constituent components of the water-absorbing sheet in a small amount by the mass of the water-absorbing sheet.
- FIG. 1 is an enlarged sectional view schematically showing the structure of the water absorbent sheet of the present invention.
- a water absorbent sheet 51 shown in FIG. 1 contains a primary absorbent layer 53 containing a first water absorbent resin 52 and an adhesive 50, a second water absorbent resin 54 and an adhesive 50. And a secondary absorption layer 55.
- the primary absorption layer refers to the side to which the liquid to be absorbed is supplied when an absorbent article is produced using the water absorbent sheet, and the secondary absorption layer is absorbed through the primary absorption layer. The side to which the target liquid is supplied. Accordingly, in the water absorbent sheet of the present invention, the primary absorbent layer 53 and the secondary absorbent layer 55 are indirectly laminated in the thickness direction of the water absorbent sheet 51 through the air-permeable fraction layer 56 as shown in FIG. It becomes the structure made.
- the water absorbent sheet 51 in FIG. 1 includes a primary absorbent layer 53, a secondary absorbent layer 55, a breathable fraction layer 56, a non-woven fabric 57 positioned on the outer surface of the primary absorbent layer 53, and an outer surface of the secondary absorbent layer 55.
- FIGS. 2 and 3 is also an example of another embodiment of the water absorbent sheet of the present invention.
- FIG. 2 shows an example in which another nonwoven fabric 59 is used instead of the nonwoven fabric 57 in FIG.
- FIG. 3 shows an example in which the adhesive 60 is melt-coated on the hydrophilic nonwoven fabric 58 or the like.
- the nonwoven fabric above the absorbent layer of the water absorbent sheet is a hydrophilic nonwoven fabric, the type of which is not particularly limited, and the nonwoven fabric below the absorbent layer of the water absorbent sheet
- the hydrophilic nonwoven fabric is preferably a spunbonded nonwoven fabric
- the breathable fraction layer is a hydrophilic nonwoven fabric, preferably a spunbonded nonwoven fabric.
- the absorbent article of the present invention comprises the water absorbent sheet of the present invention sandwiched between a liquid permeable sheet and a liquid impermeable sheet.
- the absorbent article include paper diapers, incontinence pads, sanitary napkins, pet sheets, food drip sheets, and power cable waterproofing agents.
- the liquid permeable sheet and the liquid impermeable sheet those known in the technical field of absorbent articles can be used without any particular limitation.
- Such an absorbent article can be manufactured by a known method.
- the initial water absorption rate and the effective water absorption amount of the water absorbent resin were measured using the measuring device shown in FIG.
- the measuring device was composed of a burette part 1 and a conduit 2, a measuring table 3, a nonwoven fabric 4, a gantry 6, and a clamp 7.
- the burette unit 1 has a rubber stopper 14 connected to the upper part of the buret 10 whose scale is written in units of 0.1 mL, an air introduction pipe 11 and a cock 12 connected to the lower part, and a cock 13 connected to the lower end of the buret 10. Had.
- the burette part 1 was fixed with a clamp 7.
- a conduit 2 was attached between the burette unit 1 and the measuring table 3, and the inner diameter of the conduit 2 was 6 mm.
- a hole with a diameter of 2 mm was formed at the center of the measuring table 3 and the conduit 2 was connected.
- the measuring table 3 was supported at an appropriate height by the gantry 6.
- the measurement of the initial water absorption rate and the effective water absorption amount using such a measuring device was carried out according to the following procedure.
- the measurement was performed in a room at a temperature of 25 ° C. and a humidity of 45 to 75%.
- the cock 12 and the cock 13 of the burette part 1 are closed, 0.9 mass% saline adjusted to 25 ° C. is poured from the upper part of the burette 10, the stopper at the upper part of the burette is plugged with the rubber stopper 14, 12.
- the cock 13 was opened.
- the inside of the conduit 2 is filled with 0.9% by mass saline solution while removing bubbles, and the surface of the 0.9% by mass saline solution coming out from the conduit port at the center of the measuring table 3 and the upper surface of the measuring table 3
- the height of the measuring table 3 was adjusted so that the heights of and were the same.
- the nonwoven fabric 4 hydrophilic rayon spunlace having a basis weight of 25 g / m 2 ) cut to 30 ⁇ 30 mm was laid on the conduit port at the center of the measuring table 3 and the nonwoven fabric was allowed to absorb water until equilibrium was reached.
- the nonwoven fabric was absorbing water, bubbles were generated from the air inlet tube 11 to the burette 10, but it was determined that the bubble generation stopped within a few minutes, and it was determined that equilibrium was reached.
- the scale of the burette 10 was read and recorded as a zero point.
- the amount Wd (mL) of 0.9% by mass salt water absorbed by the water absorbent resin 5 30 minutes after the addition is converted into the amount of water absorbed per gram of the water absorbent resin, and the physiological saline effective water absorption of the water absorbent resin.
- Amount (mL / g). That is, effective water absorption (mL / g) Wd ⁇ 0.10.
- the particle size of the water-absorbent resin was defined as the median particle size and measured as follows.
- a lubricant 0.5 g of amorphous silica (Degussa Japan Co., Ltd., Sipernat 200) was mixed with 100 g of the water absorbent resin.
- the above water-absorbing resin particles were put on the combined uppermost sieve and classified by shaking for 20 minutes using a low-tap shaker.
- the mass of the water-absorbing resin remaining on each sieve is calculated as a percentage by mass with respect to the total amount, and the mass of the water-absorbing resin remaining on the sieve opening and the sieve is calculated by integrating in order from the larger particle size.
- the relationship between percentage and integrated value was plotted on a logarithmic probability paper. By connecting the plots on the probability paper with a straight line, the particle size corresponding to an integrated mass percentage of 50% by mass was defined as the median particle size.
- the thickness of the water-absorbing sheet obtained was measured using a thickness meter (manufactured by Ozaki Mfg. Co., Ltd., model number: JB).
- the left end, the center, and the right end are arbitrarily determined in the longitudinal direction. For example, when the size is 10 ⁇ 30 cm, 3 cm from the left is the left end, 15 cm is the center, and 27 cm is the right end. In the width direction, a uniform central portion was measured. The measured thickness was measured three times at each location and averaged. Furthermore, the values of the left end, the center, and the right end were averaged to obtain the thickness of the entire water absorbent sheet.
- the neck-down resistance of the water absorbent sheet was measured by the following method.
- the obtained water-absorbing sheet was cut in a strip shape of 5 ⁇ 20 cm so that the longitudinal direction was the longitudinal direction (machine direction) of the nonwoven fabric.
- three 5 cm long mark lines are drawn with a pencil in the horizontal direction (cross direction) at intervals of 5 cm in the vertical direction to form a test specimen for measurement, and the length in the cross direction is measured at the center mark line. (La).
- the test piece is fixed to a tensile tester (manufactured by Shimadzu Corp., Autograph AGS-J) with a chuck distance of 10 cm so that the longitudinal direction is the tensile direction, pulled at a pull speed of 10 cm / min, and a chuck distance of 12 cm.
- the device was stopped for 1 minute. Thereafter, 5 minutes after removing the test piece from the chuck, the length in the crossing direction was measured again at the center mark line portion (Lb).
- ⁇ Tactile feel of water absorbing sheet> The tactile sensation of the water absorbent sheet was evaluated by the following method. The obtained water absorbing sheet was cut into a size of 10 ⁇ 30 cm. Ten panelists were selected, and the tactile sensation was evaluated in three stages according to the following criteria. The tactile sensation of the water-absorbing sheet was evaluated by averaging the panel evaluation values.
- Stage A The surface feel is smooth and the feel when bent is soft (evaluation value: 5).
- Stage B The surface feel is smooth, but resistance is felt when bending (evaluation value: 3).
- Stage C The surface is rough, difficult to bend, and poor in restoring force after bending (evaluation value: 1).
- a polyethylene air-through porous liquid permeable sheet having the same size as the sample (10 ⁇ 30 cm) and a basis weight of 22 g / m 2 was placed on top of the sample (water-absorbing sheet). Further, a polyethylene liquid-impermeable sheet having the same size and basis weight as this sheet was placed under the sample to prepare a simple absorbent article. A cylindrical cylinder with an inner diameter of 3 cm is placed near the center of this absorbent article, and 50 mL of the test solution is added at once, and the time until the test solution completely penetrates into the absorbent article is measured using a stopwatch. The measurement was taken as the first penetration rate (seconds). Subsequently, the same operation was performed 30 minutes and 60 minutes later, and the second and third permeation rates (seconds) were measured. The total number of seconds from the first to the third time was taken as the total penetration rate.
- the leak test in the inclination was performed using the apparatus shown in FIG. As an outline, the acrylic plate 32 is tilted and fixed using a commercially available gantry 31 for experimental equipment, and then the test solution is put into the water-absorbing sheet 33 placed on the plate with a dropping funnel 34 from above vertically. In this mechanism, the leakage amount is measured by the balance 35. Detailed specifications are shown below.
- the acrylic plate 32 was 45 cm long in the direction of the inclined surface, and was fixed by the gantry 31 so that the angle formed with respect to the horizontal was 45 ⁇ 2 °.
- the acrylic plate 32 had a width of 100 cm and a thickness of 1 cm, and a plurality of water absorbing sheets 33 could be measured in parallel. Since the surface of the acrylic plate 32 was smooth, no liquid stayed or was absorbed on the plate.
- the dropping funnel 34 was fixed vertically above the inclined acrylic plate 32 using the gantry 31.
- the dropping funnel 34 had a capacity of 100 mL, an inner diameter of the tip of about 4 mm ⁇ , and the cock throttle was adjusted so that the liquid was introduced at 8 mL / second.
- a balance 35 on which a metal tray 36 was placed was installed under the acrylic plate 32. All the test liquids that flowed down as leaks were received, and the mass was recorded with an accuracy of 0.1 g.
- the leak test in the inclination using such an apparatus was performed according to the following procedure. After measuring the mass of the water-absorbent sheet 33 that is 30 cm long and 10 cm wide and cut so that the longitudinal direction is the longitudinal direction (machine direction) of the nonwoven fabric, the air-permeable polyethylene liquid permeability of the same size
- a simple absorbent article prepared by attaching a non-woven fabric (weight per unit area 22 g / m 2 ) from above and further attaching a liquid impervious sheet made of polyethylene of the same size and weight per unit area from below is an acrylic plate 32.
- the lower end of the water absorbing sheet 33 was not pasted on the acrylic plate 32 in order not to stop leaking.
- a mark was made at a location 2 cm below the upper end of the water absorbent sheet 33, and the inlet of the dropping funnel 34 was fixed so that the vertical upward distance from the mark was 8 ⁇ 2 mm.
- the test liquid flowed through the inclined acrylic plate 32 without being absorbed by the water-absorbing sheet 33, and the amount of liquid that entered the metal tray 36 was measured to obtain the first leakage amount (mL).
- the numerical value of the first leakage amount (mL) was LW1.
- the second and third test solutions are introduced in the same manner, and the second and third leakage amounts (mL) are measured.
- the numerical values are LW2 and LW3, respectively. did.
- the leak index was calculated according to the following formula. As the index approaches zero, the amount of leakage in the inclination of the water absorbent sheet, particularly the initial amount of leakage, is small, and it is determined that the water absorbent sheet is excellent.
- Leakage index: L LW1 ⁇ 10 + LW2 ⁇ 5 + LW3
- the hydrophilicity of the nonwoven fabric is determined by the paper pulp test method No. 68 (2000) and measured using the apparatus described in “Water Repellency Test Method”.
- a non-woven fabric test piece having a strip shape of 30 cm in length and 10 cm in width and cut so that the longitudinal direction is the longitudinal direction (machine direction) of the non-woven fabric was attached to a test piece attaching device having an inclination of 45 degrees.
- the burette was adjusted to supply 10 g of distilled water per 30 seconds to the burette cock opening once dried, and the tip of the burette was 5 mm vertically above the top of the test piece attached to the inclined device. Fixed to place. Approximately 50 g of distilled water is added from the upper part of the burette, and the time (seconds) from when the liquid begins to drip onto the nonwoven fabric test piece from the burette tip until the liquid leaks from the lower part without holding the liquid is measured. The hydrophilicity of the nonwoven fabric was used. It is judged that the hydrophilicity is higher as the numerical value is larger.
- the nonwoven fabric material itself has hydrophilicity or has been subjected to a hydrophilic treatment, while the hydrophilicity value is 5 or more, while the nonwoven fabric of low hydrophilicity material has smooth running of droplets on the surface. There is a tendency for liquid to leak from the bottom immediately.
- SBS softening point 85 ° C.
- a sodium polyacrylate cross-linked product (Sumitomo Seika Co., Ltd .: Aquakeep SA55SX-II) as a water-absorbent resin at the inlet of a roller-type spreader (manufactured by Hasima Co., Ltd .: Sinter Ace M / C)
- the average particle size 360 ⁇ m; physiological saline water absorption rate: 42 seconds; physiological saline water retention capacity: 35 g / g, initial water absorption rate: 0.18 mL / s, effective water absorption amount: 58 mL / g; Was charged.
- the adhesive-coated non-woven fabric was laid on a conveyor below the spreader. Next, by operating the spreading roller and the lower conveyor, the resin A was uniformly laminated on the nonwoven fabric with a basis weight of 200 g / m 2 .
- the hot melt coating machine set at a heating temperature of 150 ° C.
- the water-absorbent sheet intermediate is laid so that the air-permeable fraction layer is on top, and then the SBS weight per unit is 10 g as an adhesive.
- the coating was applied onto the water-absorbent sheet intermediate at / m 2 .
- a sodium polyacrylate cross-linked product as a water-absorbing resin manufactured by Sumitomo Seika Co., Ltd .: Aquakeep 10SH-PB; medium particle size: 320 ⁇ m, physiological saline water absorption rate: 3 seconds, physiological saline retention capacity: 42 g / g, effective water absorption: 65 mL / g; referred to as “resin B”).
- a water absorbent sheet intermediate was laid on the conveyor below the spreader with the surface coated with the adhesive facing up. Next, by operating the spreading roller and the lower conveyor, the resin B was uniformly laminated on the nonwoven fabric of the water absorbent sheet intermediate with a basis weight of 50 g / m 2 .
- the obtained laminate was sandwiched by another non-woven fabric A-1 coated with the SBS in the same manner as described above at a basis weight of 10 g / m 2 from the top, and then a laminating machine in which the heating temperature was set to 100 ° C. ( These were integrated by heat-sealing with a linear adhesive press HP-600LF), and a water-absorbing sheet was obtained. If the cross section of the structure of the obtained water absorbing sheet is schematically shown, the structure is as shown in FIG. The water absorbent sheet was cut into a predetermined size, and the water absorbent sheet performance was measured. The results are shown in Table 2.
- Example 2 the water absorbing sheet was obtained by the same method as Example 1 except having changed the kind of nonwoven fabric to be used, etc. as described in Table 1. The obtained water absorbing sheet was cut into a predetermined size, and the water absorbing sheet performance was measured. The results are shown in Table 2.
- Example 5 40 parts by mass of low-density polyethylene (melting point 107 ° C.) as an adhesive and 350 parts by mass of resin A as a water-absorbing resin at the inlet of a roller-type spreader (manufactured by HASHIMA CORPORATION: Sinter Ace M / C) was prepared by mixing uniformly.
- the obtained laminate was sandwiched from above with another non-woven fabric A-4 as a breathable fraction layer, and then heated at a heating temperature of 140 ° C. (manufactured by HASHIMA Co., Ltd .: linear adhesive press HP- 600LF) and integrated by heat fusion to obtain an intermediate of the water-absorbent sheet.
- the obtained laminate is sandwiched from above with another non-woven fabric A-4, and further heat-sealed with a heat laminating machine (manufactured by HASHIMA CORPORATION: linear adhesive press HP-600LF) set at a heating temperature of 140 ° C. It integrated, and the water absorbing sheet was obtained. If the cross section of the structure of the obtained water absorbing sheet is schematically shown, the structure is as shown in FIG. The water absorbent sheet was cut into a predetermined size, and the water absorbent sheet performance was measured. The results are shown in Table 2.
- Resin A as a water-absorbing resin was charged into a charging port of a roller-type spreader (manufactured by HASHIMA CORPORATION: Sinter Ace M / C).
- the adhesive-coated non-woven fabric was laid on a conveyor below the spreader.
- the resin A was uniformly laminated on the nonwoven fabric with a basis weight of 250 g / m 2 .
- the obtained laminate was sandwiched between nonwoven fabrics C coated with SBS in the same manner as described above at a basis weight of 20 g / m 2 from the top, and then a laminator (manufactured by HASHIMA CO., LTD.) Set to a heating temperature of 100 ° C. These were integrated by heat-sealing with a linear adhesive press HP-600LF) to obtain a comparative water-absorbing sheet. The water absorbent sheet was cut into a predetermined size, and the water absorbent sheet performance was measured. The results are shown in Table 2.
- Example 2 the water absorbing sheet was obtained by the same method as Example 1 except having changed the kind of nonwoven fabric to be used, etc. as described in Table 1. The obtained water absorbing sheet was cut into a predetermined size, and the water absorbing sheet performance was measured. The results are shown in Table 2.
- Resin A and Resin B are both resins obtained by the reverse phase suspension polymerization method.
- Table 3 shows details of the structure and material of the nonwoven fabric used in each example and comparative example.
- the rayon ratio in the materials of the nonwoven fabrics B-1 and B-2 was 70% for both B-1 and B-2.
- the water-absorbent sheet having the structure of the present invention using a specific nonwoven fabric has excellent performance in terms of penetration rate, reversal, leakage index in inclination, and the like. I understood that. Furthermore, when the inside of the water-absorbent sheet after performing the leak test in the inclination was confirmed, it was found that the entire absorbent layer was uniformly swollen and no gel blocking phenomenon occurred.
- the water-absorbent sheet of the present invention can be used for absorbent articles in the sanitary material field, agricultural field, building material field, etc., and in particular, can be suitably used for absorbent articles in the sanitary material field.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Abstract
Description
〔1〕吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により当該吸収層の上方及び下方から挟持された構造を有する吸水シートであって、当該吸収層が通気性分画層によって1次吸収層と2次吸収層とに分画されてなる積層構造を有し、当該不織布のうちの少なくとも1枚がスパンボンド不織布であり、かつ当該不織布のうちの少なくとも下方の不織布が親水性不織布である、吸水シート;並びに
〔2〕前記〔1〕に記載の吸水シートを、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品、に関するものである。
(a)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、さらに通気性分画層を重ねて、接着剤の溶融温度付近で加熱圧着する。当該通気性分画層の上に前記同様に混合粉末を散布し、再度、不織布を加熱圧着する。
前記のような性質を有する吸水シートが、吸収性物品への使用を考慮すると非常に好ましい。
吸水性樹脂及び吸水シートの性能は、以下の方法により測定した。
吸水性樹脂2.0gを、綿袋(メンブロード60番、横100mm×縦200mm)中に計り取り、500mL容のビーカーに入れた。綿袋に生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)500gを一度に注ぎ込み、吸水性樹脂のママコが発生しないように生理食塩水を分散させた。綿袋の上部を輪ゴムで縛り、1時間放置して、吸水性樹脂を十分に膨潤させた。遠心力が167Gとなるよう設定した脱水機(国産遠心機株式会社製、品番:H-122)を用いて綿袋を1分間脱水し、脱水後の膨潤ゲルを含んだ綿袋の質量Wa(g)を測定した。吸水性樹脂を添加せずに同様の操作を行い、綿袋の湿潤時空質量Wb(g)を測定し、次式により吸水性樹脂の生理食塩水保水能を求めた。
吸水性樹脂の生理食塩水保水能(g/g)=[Wa-Wb](g)/吸水性樹脂の質量(g)
吸水性樹脂の初期吸水速度及び有効吸水量は、図4に示す測定装置を用いて測定した。
当該測定装置は、ビュレット部1と導管2、測定台3、不織布4、架台6、クランプ7からなるものであった。ビュレット部1は、0.1mL単位で目盛が記載されたビュレット10の上部にゴム栓14、下部に空気導入管11とコック12が連結されており、さらに、ビュレット10の下部の先端にコック13を有していた。ビュレット部1はクランプ7で固定されていた。ビュレット部1と測定台3の間には、導管2が取り付けられており、導管2の内径は6mmであった。測定台3の中央部には、直径2mmの穴があいており、導管2が連結されていた。測定台3は架台6によって適切な高さに支持されていた。
本試験は、25℃±1℃に調節された室内で行った。100mL容のビーカーに、生理食塩水50±0.1gを量りとり、マグネチックスターラーバー(8mmφ×30mmのリング無し)を投入し、ビーカーを恒温水槽に浸漬して、液温を25±0.2℃に調節した。次に、マグネチックスターラー上にビーカーを置いて、回転数600r/minとして、生理食塩水に渦を発生させた後、吸水性樹脂2.0±0.002gを、前記ビーカーに素早く添加し、ストップウォッチを用いて、吸水性樹脂の添加後から液面の渦が収束する時点までの時間(秒)を測定し、吸水性樹脂の生理食塩水吸水速度とした。
別に規定のない限り、吸水性樹脂の粒径を中位粒径として規定し、次のようにして測定した。吸水性樹脂100gに、滑剤として、0.5gの非晶質シリカ(デグサジャパン(株)、Sipernat 200)を混合した。
得られた吸水シートの厚みは、厚み測定器(株式会社尾崎製作所製、型番:J-B)を用いて測定した。測定箇所として、長手方向に左端、中央、右端の3箇所を任意に決め、例えば大きさが10×30cmのもの場合、左から3cmを左端、15cmを中央、27cmを右端とした。幅方向は均等な中央部を測定した。厚みの測定値は各箇所で3回測定して平均した。さらに、左端、中央、右端の値を平均して、吸水シート全体の厚みとした。
吸水シートの耐ネックダウン率は以下の方法により測定した。得られた吸水シートを5×20cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した。次いで、縦方向において5cm間隔で、横方向(交差方向)に鉛筆で長さ5cmの目印の線を3本引いて、測定用の試験片とし、中央の目印線において交差方向の長さを測定した(La)。
N(%)=Lb/La×100
吸水シートの触感は以下の方法によって評価した。得られた吸水シートを10×30cmの大きさにカットした。10名のパネラーを選出し、以下の基準によって触感を3段階評価してもらい、パネラーの評価値を平均することで、吸水シートの触感を評価した。
段階B:表面の感触は滑らかであるが、曲げる際に抵抗を感じる(評価値:3)。
段階C:表面がザラついた感じで、曲げにくく、曲げた後の復元力も乏しい(評価値:1)。
吸水シートを10×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
逆戻り量(g)=Wf-We
傾斜における漏れ試験は、図5に示す装置を用いて行った。
概略としては、市販の実験設備用の架台31を用いて、アクリル板32を傾斜させて固定した後、板上に載置した吸水シート33に鉛直上方から滴下ロート34で前記の試験液を投入し、漏れ量を天秤35で計量する機構である。以下に詳細な仕様を示す。
漏れ指数:L=LW1×10+LW2×5+LW3
本明細書において、不織布の親水度は、紙パルプ試験方法No.68(2000)に記載の「はっ水性試験方法」に記載の装置を用いて測定した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmのポリプロピレン製スパンボンド-メルトブローン-スパンボンド(SMS)不織布に親水化剤により親水化処理したもの(目付量:13g/m2、厚さ:150μm、ポリプロピレン含有率:100%、親水度=16;「不織布A-1」とする)を敷いた後、接着剤としてスチレン-ブタジエン-スチレン共重合体(SBS;軟化点85℃)を目付量15g/m2で当該不織布上に塗布した。
吸水シートは所定の大きさにカットされ、吸水シート性能を測定した。結果を表2に示す。
実施例1において、使用する不織布の種類等を表1に記載されたとおりに変更する以外は、実施例1と同様の方法によって吸水シートを得た。得られた吸水シートは所定の大きさにカットされ、吸水シート性能を測定した。結果を表2に示す。
ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、接着剤としての低密度ポリエチレン(融点107℃)40質量部と、吸水性樹脂としての樹脂Aの350質量部とを均一混合させたものを仕込んだ。一方、散布機下部のコンベアーに、幅30cmのポリプロピレン製SMS不織布に親水化剤により親水化処理したもの(目付量11g/m2、厚さ:120μm、ポリプロピレン含有率:100%、親水度=12;「不織布A-4」とする)を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量390g/m2で前記不織布上に均一に積層した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmのポリプロピレン製メルトブローン不織布(目付量:15g/m2、厚さ:120μm、ポリプロピレン含有率:100%、親水度=15;「不織布C」とする)を敷いた後、接着剤として、実施例1と同様のSBSを目付量20g/m2で当該不織布上に塗布した。
実施例1において、使用する不織布の種類等を表1に記載されたとおりに変更する以外は、実施例1と同様の方法によって吸水シートを得た。得られた吸水シートは所定の大きさにカットされ、吸水シート性能を測定した。結果を表2に示す。
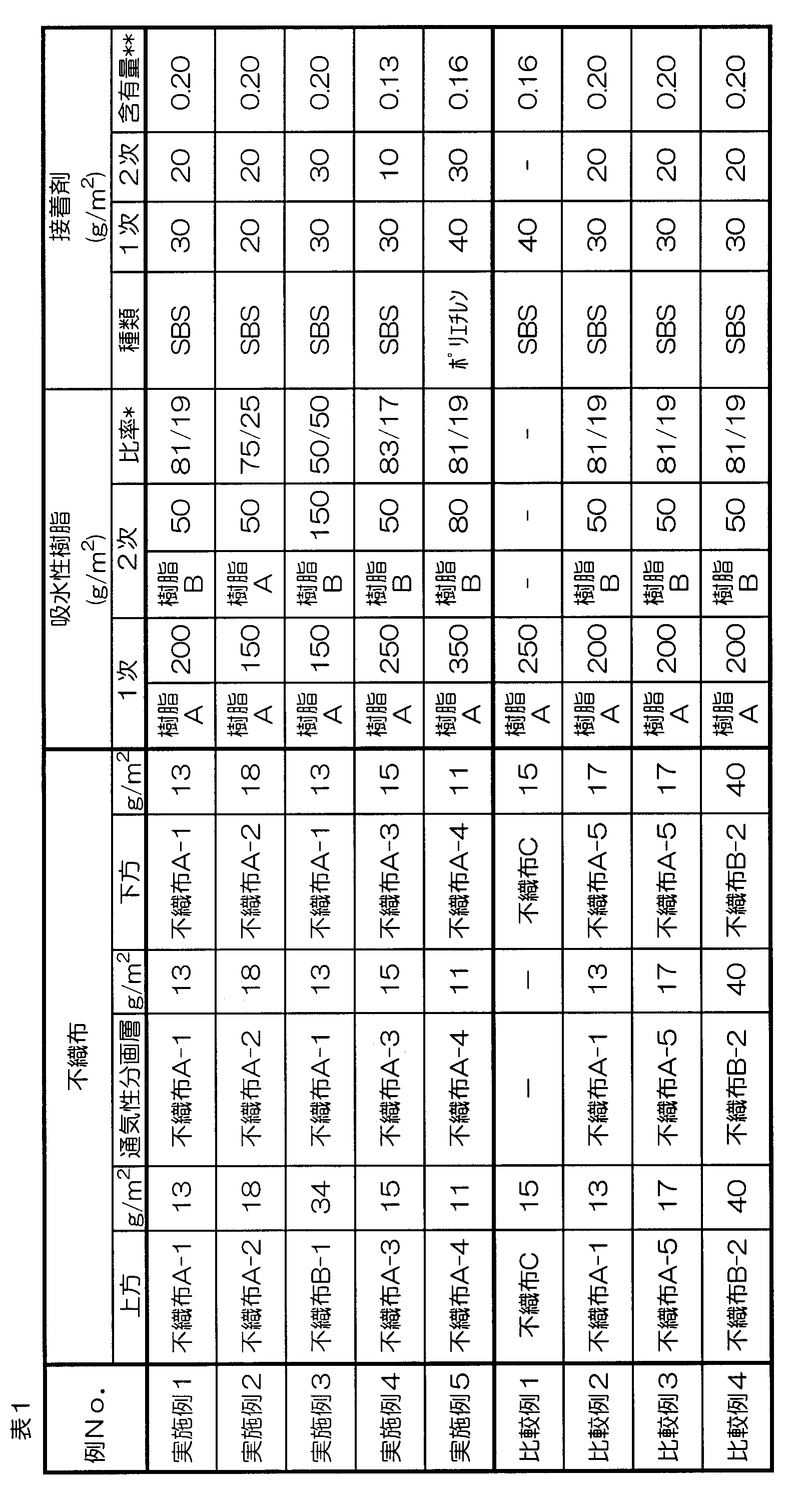
**:接着剤の含有量(対吸水性樹脂の含有量(質量基準))
なお、樹脂A及び樹脂Bは共に、逆相懸濁重合法により得られた樹脂である。


2 導管
3 測定台
4 不織布
5 吸水性樹脂
6 架台
7 クランプ
10 ビュレット
11 空気導入管
12 コック
13 コック
14 ゴム栓
31 架台
32 アクリル板
33 吸水シート
34 滴下ロート
35 天秤
36 金属製トレイ
50 接着剤
51 吸水シート
52 吸水性樹脂
53 1次吸収層
54 吸水性樹脂
55 2次吸収層
56 通気性分画層
57 不織布
58 親水性不織布
59 その他の不織布
60 接着剤
Claims (9)
- 吸水性樹脂及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シートであって、該吸収層が通気性分画層によって1次吸収層と2次吸収層とに分画されてなる積層構造を有し、該不織布のうちの少なくとも1枚がスパンボンド不織布であり、かつ該不織布のうちの少なくとも下方の不織布が親水性不織布である、吸水シート。
- スパンボンド不織布が、ポリオレフィン、ポリエステル及びそれらの混合体からなる群より選択される繊維を含むスパンボンド不織布である、請求項1に記載の吸水シート。
- 不織布の目付量が35g/m2以下である、請求項1又は2に記載の吸水シート。
- 不織布のうちのスパンボンド不織布以外の少なくとも1枚が、レーヨン繊維、レーヨン繊維/ポリオレフィン繊維及びレーヨン繊維/ポリエステル繊維からなる群より選択される1種以上の繊維より製造される不織布である、請求項1~3のいずれか1項に記載の吸水シート。
- 通気性分画層が不織布によって形成される、請求項1~4のいずれか1項に記載の吸水シート。
- 吸水シート1m2あたりの吸水性樹脂の含有量が100~1000gであり、かつ接着剤の含有量が吸水性樹脂の含有量の0.05~2.0倍である、請求項1~5のいずれか1項に記載の吸水シート。
- 接着剤が、ポリオレフィン系接着剤、ポリエステル系接着剤、エチレン-酢酸ビニル共重合体接着剤及びスチレン系エラストマー接着剤からなる群より選択される1種以上である、請求項1~6のいずれか1項に記載の吸水シート。
- 請求項1~7のいずれか1項に記載の吸水シートであって、以下の(A)~(C):
(A)吸水シートの厚みが3mm以下、
(B)合計浸透速度が100秒以下、及び
(C)漏れ指数が100以下、
の性質を有する、吸水シート。 - 請求項1~8のいずれか1項に記載の吸水シートを、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011535367A JP5877710B2 (ja) | 2009-10-09 | 2010-10-01 | 吸水シート |
| US13/500,550 US20120203191A1 (en) | 2009-10-09 | 2010-10-01 | Water-absorbent sheet |
| AU2010304381A AU2010304381A1 (en) | 2009-10-09 | 2010-10-01 | Water-absorbent sheet |
| EP10821927.0A EP2486901A4 (en) | 2009-10-09 | 2010-10-01 | WATER ABSORBING PLATE |
| CN2010800454150A CN102573729A (zh) | 2009-10-09 | 2010-10-01 | 吸水片材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009235382 | 2009-10-09 | ||
| JP2009-235382 | 2009-10-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011043256A1 true WO2011043256A1 (ja) | 2011-04-14 |
Family
ID=43856714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/067225 WO2011043256A1 (ja) | 2009-10-09 | 2010-10-01 | 吸水シート |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20120203191A1 (ja) |
| EP (1) | EP2486901A4 (ja) |
| JP (1) | JP5877710B2 (ja) |
| KR (1) | KR20120082020A (ja) |
| CN (1) | CN102573729A (ja) |
| AU (1) | AU2010304381A1 (ja) |
| TW (1) | TWI483750B (ja) |
| WO (1) | WO2011043256A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011136087A1 (ja) * | 2010-04-30 | 2011-11-03 | 住友精化株式会社 | 吸水シート構成体 |
| JP2013094296A (ja) * | 2011-10-28 | 2013-05-20 | Nippon Paper Crecia Co Ltd | 吸収性物品 |
| WO2018155591A1 (ja) | 2017-02-22 | 2018-08-30 | 株式会社日本触媒 | 吸水性シート、長尺状吸水性シートおよび吸収性物品 |
| WO2018180608A1 (ja) * | 2017-03-30 | 2018-10-04 | 大王製紙株式会社 | 吸収性物品 |
| JP6458102B1 (ja) * | 2017-08-30 | 2019-01-23 | 大王製紙株式会社 | 吸収性物品 |
| WO2019198821A1 (ja) | 2018-04-13 | 2019-10-17 | 株式会社日本触媒 | 吸水性シート、吸水性シートの製造方法および吸収性物品 |
| WO2020032280A1 (ja) | 2018-08-09 | 2020-02-13 | 株式会社日本触媒 | 吸水性シートおよびそれを含む吸水性物品 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5318747B2 (ja) * | 2009-12-28 | 2013-10-16 | 株式会社リブドゥコーポレーション | 吸収性物品 |
| CN102695489B (zh) | 2010-01-13 | 2015-05-13 | 住友精化株式会社 | 吸水片材构成体 |
| JP5739440B2 (ja) | 2010-09-28 | 2015-06-24 | 住友精化株式会社 | 吸水シート構成体 |
| CN103655062A (zh) * | 2012-09-11 | 2014-03-26 | 苏艺强 | 一种纸尿裤的锁水棉芯层 |
| EP2922882B2 (en) | 2012-11-21 | 2022-08-03 | Basf Se | A process for producing surface-postcrosslinked water-absorbent polymer particles |
| US9394637B2 (en) | 2012-12-13 | 2016-07-19 | Jacob Holm & Sons Ag | Method for production of a hydroentangled airlaid web and products obtained therefrom |
| US9566198B2 (en) | 2013-03-15 | 2017-02-14 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US9789014B2 (en) | 2013-03-15 | 2017-10-17 | Dsg Technology Holdings Ltd. | Method of making an absorbent composite and absorbent articles employing the same |
| US10201462B2 (en) | 2013-07-03 | 2019-02-12 | Dsg Technology Holdings Ltd. | Absorbent composite, an absorbent article employing the same, and methods, systems, and apparatus for making the absorbent composite and/or article |
| WO2015028158A1 (en) | 2013-08-26 | 2015-03-05 | Basf Se | Fluid-absorbent article |
| ES2613250T3 (es) * | 2014-01-31 | 2017-05-23 | Ontex Bvba | Material absorbente de múltiples capas |
| JP6415077B2 (ja) * | 2014-04-01 | 2018-10-31 | 株式会社ダイセル | 親水化されたセルロースアセテートトウバンド及びそれを用いた吸収体 |
| US10881555B2 (en) | 2016-03-30 | 2021-01-05 | Basf Se | Fluid-absorbent article |
| US10806640B2 (en) | 2016-03-30 | 2020-10-20 | Basf Se | Ultrathin fluid-absorbent article |
| US20170281425A1 (en) | 2016-03-30 | 2017-10-05 | Basf Se | Fluid-absorbent article |
| WO2018004564A1 (en) * | 2016-06-29 | 2018-01-04 | Kimberly-Clark Worldwide, Inc. | Absorbent article with an absorbent system having an opening |
| JP6377785B2 (ja) * | 2017-01-26 | 2018-08-22 | ユニ・チャーム株式会社 | 使い捨て吸収性物品 |
| PL3576701T3 (pl) | 2017-02-06 | 2023-03-20 | Basf Se | Wyrób absorbujący płyn |
| CN110312497B (zh) | 2017-02-17 | 2021-12-10 | 巴斯夫欧洲公司 | 流体吸收制品 |
| CN115813669A (zh) | 2018-03-22 | 2023-03-21 | 瑞德科技控股有限公司 | 一次性吸收制品和吸收芯部复合物 |
| EP3777802A4 (en) * | 2018-03-28 | 2022-01-05 | Sumitomo Seika Chemicals Co., Ltd. | ABSORBENT ARTICLE |
| US20220071818A9 (en) | 2018-04-20 | 2022-03-10 | Basf Se | Thin fluid absorbent core-absorbent paper |
| AU2019265889A1 (en) * | 2018-05-11 | 2020-11-26 | Owens Corning Intellectual Capital, Llc | Reinforced breathable sheet |
| JP2021532868A (ja) | 2018-08-01 | 2021-12-02 | ビーエイエスエフ・ソシエタス・エウロパエアBasf Se | 生理用吸収性物品 |
| US20210290453A1 (en) | 2018-08-01 | 2021-09-23 | Basf Se | Fluid-absorbent core |
| WO2020105077A1 (ja) * | 2018-11-19 | 2020-05-28 | 株式会社ダイセル | 吸収性物品の製造方法、吸収性物品製造装置、吸収性物品、及び吸収体 |
| CN111685940B (zh) * | 2019-03-11 | 2021-11-05 | 北京同仁堂保康科技有限公司 | 一种卫生巾生产方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0158607U (ja) * | 1987-10-06 | 1989-04-12 | ||
| JPH0248944A (ja) | 1988-08-10 | 1990-02-19 | Dynic Corp | 高吸水性シートおよびその製法 |
| JPH06315501A (ja) * | 1993-05-07 | 1994-11-15 | Sekisui Plastics Co Ltd | 吸水シートおよびその製造方法 |
| JPH0751315A (ja) | 1993-08-19 | 1995-02-28 | Kuraray Co Ltd | 吸収体 |
| JPH0857311A (ja) | 1994-06-13 | 1996-03-05 | Nippon Shokubai Co Ltd | 吸収体および吸収性物品 |
| JPH09510889A (ja) | 1994-03-29 | 1997-11-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 良好な湿潤一体性を有し、ヒドロゲルを形成する吸収性重合体の濃度が比較的高い、体液用吸収部材 |
| JP2000238161A (ja) | 1999-02-22 | 2000-09-05 | Toyo Eizai Corp | 使い捨て製品の吸収用積層体およびその製造方法 |
| JP2001046435A (ja) * | 1999-05-28 | 2001-02-20 | Oji Paper Co Ltd | 吸収性物品 |
| JP2002224161A (ja) * | 2001-01-31 | 2002-08-13 | Mitsubishi Chemicals Corp | 吸水性物品 |
| JP2002325799A (ja) | 2001-05-02 | 2002-11-12 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 吸水性耐水性シート、その製造方法及びそれを用いた吸収体製品 |
| JP2003011118A (ja) | 2001-03-28 | 2003-01-15 | Mitsubishi Chemicals Corp | 吸水性複合体およびその製造方法 |
| JP2006513823A (ja) * | 2003-02-12 | 2006-04-27 | ザ プロクター アンド ギャンブル カンパニー | 快適なおむつ |
| WO2010076857A1 (ja) * | 2008-12-29 | 2010-07-08 | 住友精化株式会社 | 吸水シート組成物 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE501166C2 (sv) * | 1992-04-28 | 1994-11-28 | Moelnlycke Ab | Absorptionskropp för absorberande alster såsom en blöja innehållande superabsorbenter samt blöja innefattande absorptionskroppen |
| US6663611B2 (en) * | 1999-09-28 | 2003-12-16 | Kimberly-Clark Worldwide, Inc. | Breathable diaper with low to moderately breathable inner laminate and more breathable outer cover |
| JP3196933B2 (ja) * | 1999-09-29 | 2001-08-06 | 株式会社日本吸収体技術研究所 | 繊維状化ホットメルトにより表面被覆加工された吸水性複合体、その製造法及び吸収体物品 |
| JP3964637B2 (ja) * | 2001-07-24 | 2007-08-22 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| ATE380007T1 (de) * | 2003-02-12 | 2007-12-15 | Procter & Gamble | Dünne und trockene windel |
| JP4502586B2 (ja) * | 2003-03-12 | 2010-07-14 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| US7767878B2 (en) * | 2003-03-12 | 2010-08-03 | Livedo Corporation | Disposable absorbent article |
| JP4416431B2 (ja) * | 2003-05-09 | 2010-02-17 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| US7884259B2 (en) * | 2004-06-28 | 2011-02-08 | Daio Paper Corporation | Absorbent article |
| JP2007202575A (ja) * | 2006-01-30 | 2007-08-16 | Livedo Corporation | 吸収用積層体および使い捨て吸収性物品 |
| JP2007229403A (ja) * | 2006-03-03 | 2007-09-13 | Eco Life Nt Kenkyusho:Kk | 保水シート及びその製造方法 |
| JP5021360B2 (ja) * | 2007-04-19 | 2012-09-05 | 王子ネピア株式会社 | 吸収体及び吸収体の製造方法、並びに使い捨ておむつ |
| JP2010529898A (ja) * | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布した吸収性粒子状ポリマー材料を備える使い捨て吸収性物品及び方法 |
| JP5191250B2 (ja) * | 2008-02-29 | 2013-05-08 | 大王製紙株式会社 | 使い捨て吸収性物品 |
| WO2010143635A1 (ja) * | 2009-06-12 | 2010-12-16 | 住友精化株式会社 | 吸水シート |
-
2010
- 2010-10-01 JP JP2011535367A patent/JP5877710B2/ja active Active
- 2010-10-01 AU AU2010304381A patent/AU2010304381A1/en not_active Abandoned
- 2010-10-01 US US13/500,550 patent/US20120203191A1/en not_active Abandoned
- 2010-10-01 KR KR1020127011914A patent/KR20120082020A/ko not_active Application Discontinuation
- 2010-10-01 CN CN2010800454150A patent/CN102573729A/zh active Pending
- 2010-10-01 WO PCT/JP2010/067225 patent/WO2011043256A1/ja active Application Filing
- 2010-10-01 EP EP10821927.0A patent/EP2486901A4/en not_active Withdrawn
- 2010-10-08 TW TW099134507A patent/TWI483750B/zh active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0158607U (ja) * | 1987-10-06 | 1989-04-12 | ||
| JPH0248944A (ja) | 1988-08-10 | 1990-02-19 | Dynic Corp | 高吸水性シートおよびその製法 |
| JPH06315501A (ja) * | 1993-05-07 | 1994-11-15 | Sekisui Plastics Co Ltd | 吸水シートおよびその製造方法 |
| JPH0751315A (ja) | 1993-08-19 | 1995-02-28 | Kuraray Co Ltd | 吸収体 |
| JPH09510889A (ja) | 1994-03-29 | 1997-11-04 | ザ、プロクター、エンド、ギャンブル、カンパニー | 良好な湿潤一体性を有し、ヒドロゲルを形成する吸収性重合体の濃度が比較的高い、体液用吸収部材 |
| JPH0857311A (ja) | 1994-06-13 | 1996-03-05 | Nippon Shokubai Co Ltd | 吸収体および吸収性物品 |
| JP2000238161A (ja) | 1999-02-22 | 2000-09-05 | Toyo Eizai Corp | 使い捨て製品の吸収用積層体およびその製造方法 |
| JP2001046435A (ja) * | 1999-05-28 | 2001-02-20 | Oji Paper Co Ltd | 吸収性物品 |
| JP2002224161A (ja) * | 2001-01-31 | 2002-08-13 | Mitsubishi Chemicals Corp | 吸水性物品 |
| JP2003011118A (ja) | 2001-03-28 | 2003-01-15 | Mitsubishi Chemicals Corp | 吸水性複合体およびその製造方法 |
| JP2002325799A (ja) | 2001-05-02 | 2002-11-12 | Nippon Kyushutai Gijutsu Kenkyusho:Kk | 吸水性耐水性シート、その製造方法及びそれを用いた吸収体製品 |
| JP2006513823A (ja) * | 2003-02-12 | 2006-04-27 | ザ プロクター アンド ギャンブル カンパニー | 快適なおむつ |
| WO2010076857A1 (ja) * | 2008-12-29 | 2010-07-08 | 住友精化株式会社 | 吸水シート組成物 |
Non-Patent Citations (1)
| Title |
|---|
| "Determination of Water Repellency", JAPAN TAPPI TEST METHOD NO. 68, 2000 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011136087A1 (ja) * | 2010-04-30 | 2011-11-03 | 住友精化株式会社 | 吸水シート構成体 |
| JPWO2011136087A1 (ja) * | 2010-04-30 | 2013-07-18 | 住友精化株式会社 | 吸水シート構成体 |
| JP5746686B2 (ja) * | 2010-04-30 | 2015-07-08 | 住友精化株式会社 | 吸水シート構成体 |
| JP2013094296A (ja) * | 2011-10-28 | 2013-05-20 | Nippon Paper Crecia Co Ltd | 吸収性物品 |
| WO2018155591A1 (ja) | 2017-02-22 | 2018-08-30 | 株式会社日本触媒 | 吸水性シート、長尺状吸水性シートおよび吸収性物品 |
| WO2018180608A1 (ja) * | 2017-03-30 | 2018-10-04 | 大王製紙株式会社 | 吸収性物品 |
| JP2018166876A (ja) * | 2017-03-30 | 2018-11-01 | 大王製紙株式会社 | 吸収性物品 |
| JP6458102B1 (ja) * | 2017-08-30 | 2019-01-23 | 大王製紙株式会社 | 吸収性物品 |
| WO2019044966A1 (ja) * | 2017-08-30 | 2019-03-07 | 大王製紙株式会社 | 吸収性物品 |
| JP2019041867A (ja) * | 2017-08-30 | 2019-03-22 | 大王製紙株式会社 | 吸収性物品 |
| WO2019198821A1 (ja) | 2018-04-13 | 2019-10-17 | 株式会社日本触媒 | 吸水性シート、吸水性シートの製造方法および吸収性物品 |
| WO2020032280A1 (ja) | 2018-08-09 | 2020-02-13 | 株式会社日本触媒 | 吸水性シートおよびそれを含む吸水性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2486901A4 (en) | 2013-09-11 |
| KR20120082020A (ko) | 2012-07-20 |
| JP5877710B2 (ja) | 2016-03-08 |
| US20120203191A1 (en) | 2012-08-09 |
| JPWO2011043256A1 (ja) | 2013-03-04 |
| TWI483750B (zh) | 2015-05-11 |
| TW201125596A (en) | 2011-08-01 |
| AU2010304381A1 (en) | 2012-05-10 |
| EP2486901A1 (en) | 2012-08-15 |
| CN102573729A (zh) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5877710B2 (ja) | 吸水シート | |
| JP5755151B2 (ja) | 吸水シート構成体 | |
| JP5396472B2 (ja) | 吸水シート | |
| JP5981720B2 (ja) | 吸水シート構成体 | |
| JP5469096B2 (ja) | 吸水シート組成物 | |
| JP5969211B2 (ja) | 吸水シート構成体の製造方法 | |
| JP5746686B2 (ja) | 吸水シート構成体 | |
| JP5711974B2 (ja) | 吸水シート組成物 | |
| TWI488660B (zh) | Absorbent sheet structure | |
| JP6053694B2 (ja) | 吸水シート構成体 | |
| WO2010004894A1 (ja) | 吸水シート組成物 | |
| JPWO2010004895A1 (ja) | 吸水シート組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080045415.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10821927 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011535367 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010821927 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13500550 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010304381 Country of ref document: AU |
|
| ENP | Entry into the national phase |
Ref document number: 20127011914 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2010304381 Country of ref document: AU Date of ref document: 20101001 Kind code of ref document: A |