WO2011043127A1 - 内隅接合用回転ツール及びこれを用いた内隅接合方法 - Google Patents
内隅接合用回転ツール及びこれを用いた内隅接合方法 Download PDFInfo
- Publication number
- WO2011043127A1 WO2011043127A1 PCT/JP2010/063712 JP2010063712W WO2011043127A1 WO 2011043127 A1 WO2011043127 A1 WO 2011043127A1 JP 2010063712 W JP2010063712 W JP 2010063712W WO 2011043127 A1 WO2011043127 A1 WO 2011043127A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- inner corner
- main body
- stirring pin
- shoulder
- metal member
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1265—Non-butt welded joints, e.g. overlap-joints, T-joints or spot welds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/24—Preliminary treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K28/00—Welding or cutting not covered by any of the preceding groups, e.g. electrolytic welding
- B23K28/02—Combined welding or cutting procedures or apparatus
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Description
が好ましい。
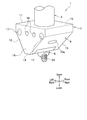
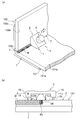
本発明の実施形態について、図面を参照して詳細に説明する。説明における上下左右前後は図1の矢印にしたがう。本実施形態に係る内隅接合用回転ツール1は、図1に示すように、ベースブロック2と、ベースブロック2を貫通する攪拌ピン3とを有する。
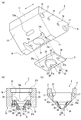
準備工程では、図5の(a)に示すように、第一金属部材101と第二金属部材102を突き合わせるとともに、裏当部材Tを配置する。第一金属部材101及び第二金属部材102は、板状の部材であって、第一金属部材101の内側面101bに、第二金属部材102の端面102cを突き合わせる。第一金属部材101の端面101cと第二金属部材102の外側面102aとは面一になっている。第一金属部材101と第二金属部材102の開き角度は90°になっている。第一金属部材101及び第二金属部材102は摩擦攪拌可能な金属からなる。
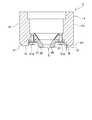
ベースブロック配置工程では、図5の(b)に示すように、内隅部Zにベースブロック2のみを配置する。ベースブロック2のショルダ部5の稜線部36を、内隅部Zに当接させるか、又は、微細な隙間をあけて配置する。そして、本体部4の本体部傾斜面12及びショルダ部5のショルダ部傾斜面35を第二金属部材102の内側面102bに当接させる。また、本体部4の本体部傾斜面13及びショルダ部5のショルダ部傾斜面34を第一金属部材101の内側面101bに当接させる。このように、ベースブロック2は、内隅部Zの長手方向には移動可能になるが、ベースブロック2を構成する一対の傾斜面が、第一金属部材101及び第二金属部材102にそれぞれ当接するため、摩擦攪拌接合を行う際にベースブロック2が鉛直軸周りに回転するのを阻止することができる。
摩擦攪拌接合工程では、図5の(c)に示すように、攪拌ピン3をベースブロック2に挿入しつつ、摩擦攪拌接合を行う。摩擦攪拌接合工程では、攪拌ピン3が内隅部Z(又は下穴)に当接するまで、ベースブロック2の中空部に攪拌ピン3を挿入する。そして、攪拌ピン3を回転させつつ、攪拌ピン3の攪拌ピンテーパー部52(図4参照)が、軸受部24に当接するまで押し込む。
次に、本発明の第二実施形態について説明する。第二実施形態に係る内隅接合用回転ツールは、図7に示すように、本体部4の対向面14に切欠き部61が形成されている点で第一実施形態と相違する。本体部4(ベースブロック2)以外の構成は、第一実施形態と略同等であるため、重複する説明は省略する。
次に、内隅接合方法の変形例について説明する。第一実施形態では、第一金属部材の内側面と、第二金属部材の端面とを当接させたが、金属部材の継手方法は制限されるものではない。例えば、図8に示す第一変形例乃至第四変形例のように突き合わせてもよい。
図8の(a)に示すように、第一変形例では、第一金属部材201及び第二金属部材202の端部をそれぞれ45°に切削して、両端面201c,202c同士を突き合わせる(隅肉継手)。第一金属部材201の内側面201bと第二金属部材202の内側面202bとで内隅部Z1が形成される。内隅接合方法では、当該内隅部Z1に内隅接合用回転ツール1を用いて摩擦攪拌接合を行ってもよい。
図8の(b)に示すように、第二変形例では、第一金属部材211の内側面211bと、第二金属部材212の端面212cとを突き合わせて一対の金属部材をT字状に形成する。第一金属部材211の内側面211bと第二金属部材212の内側面212bとで内隅部Z2が形成される。また、第一金属部材211の内側面211bと第二金属部材212の外側面212aとで内隅部Z2’が形成される。内隅接合方法では、当該内隅部Z2,Z2’に内隅接合用回転ツール1を用いて摩擦攪拌接合を行ってもよい。
図8の(c)に示すように、第三変形例では、第一金属部材221の端部に形成された段部223と、第二金属部材222の端面222cとを突き合わせる。段部223は、底面223aと、底面223aから立ち上がる壁部223bとを有する。底面223aは、第二金属部材222の端面222cと当接し、壁部223bは、第二金属部材222の内側面222bと当接する。図8の(d)に示すように、第一金属部材221の内側面221bと第二金属部材222の内側面222bとで内隅部Z3が形成される。段部223を形成することで、第一金属部材221と第二金属部材222とを安定して突き合わせることができる。内隅接合方法では、当該内隅部Z3に内隅接合用回転ツール1を用いて摩擦攪拌接合を行ってもよい。
図8の(e)に示すように、第四変形例では、第一金属部材231に形成された凹溝233と、第二金属部材232の端面232cとを突き合わせて一対の金属部材をT字状に形成する。凹溝233は、底面233aと、底面233aから立ち上がる壁部233b,233cとを有する。底面233aは、第二金属部材232の端面232cと当接し、壁部233bは、第二金属部材232の外側面232aに当接し、壁部233cは、第二金属部材232の内側面232bに当接する。図8の(f)に示すように、第一金属部材231の内側面231bと第二金属部材232の内側面232bとで内隅部Z4が形成される。また、第一金属部材231の内側面231bと第二金属部材232の外側面232aとで内隅部Z4’が形成される。凹溝233を形成することで、第一金属部材231と第二金属部材232とを安定して突き合わせることができる。内隅接合方法では、当該内隅部Z4,Z4’に内隅接合用回転ツール1を用いて摩擦攪拌接合を行ってもよい。
図9に示すように、内隅接合方法の他の実施形態では、前記した内隅接合方法の摩擦攪拌接合工程が終了したら、塑性化領域Wに対して溶接を行って補修工程を行う。補修工程では、肉盛溶接を行って塑性化領域Wの表面を溶接金属Fで覆う。つまり、内隅部Zに対してフィレットによる脚長を付与する。これにより、摩擦攪拌接合によって、塑性化領域Wの表面が凸凹になっていたとしても平坦にすることができる。
2 ベースブロック
3 攪拌ピン
4 本体部
5 ショルダ部
12 本体部傾斜面
13 本体部傾斜面
14 対向面
17 冷却孔
21 本体中空部
22 本体円筒状孔
23 本体テーパー孔
24 軸受部
34 ショルダ部傾斜面
35 ショルダ部傾斜面
36 稜線部
37 切欠き部
41 ショルダ中空部
42 ショルダテーパー孔
43 先端円筒孔
51 基軸部
52 攪拌ピンテーパー部
53 先端部
61 切欠き部
Claims (11)
- 一対の金属部材を突き合わせて形成された内隅部に対して摩擦攪拌接合を行う内隅接合用回転ツールであって、
前記内隅部に挿入される攪拌ピンと、
前記攪拌ピンを支持するとともに一対の前記金属部材にそれぞれ当接されるベースブロックと、を有し、
前記ベースブロックは、
先端に向けて幅狭となる本体部と、この本体部の先端に着脱可能に形成されたショルダ部と、を有し、
前記攪拌ピンは、前記本体部及び前記ショルダ部を貫通することを特徴とする内隅接合用回転ツール。 - 前記本体部の先端に、前記内隅部に対向する対向面が形成されており、
前記ショルダ部の先端は、前記対向面よりも前記攪拌ピンの先端側に突出していることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。 - 前記本体部の先端において、一方の端部に、前記攪拌ピンの先端側から離間するように傾斜する切欠き部が形成されていることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。
- 前記ショルダ部の先端において、一方の端部に、前記攪拌ピンの先端側から離間するように傾斜する切欠き部が形成されていることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。
- 前記本体部の内部には、先端に向けて先細りとなる本体テーパー孔が形成されており、
前記攪拌ピンには、先端に向けて先細りとなる攪拌ピンテーパー部が形成されており、
前記攪拌ピンテーパー部は、前記本体テーパー孔の内周面に当接支持されていることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。 - 前記本体部には、冷却媒体を流通させる冷却孔が形成されていることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。
- 前記本体部と前記攪拌ピンとの間に軸受部が介設されていることを特徴とする請求の範囲第1項に記載の内隅接合用回転ツール。
- 請求の範囲第1項乃至第7項のいずれか一項に記載の内隅接合用回転ツールを用いて、
第一金属部材と第二金属部材とを突き合わせて形成される内隅部に対して摩擦攪拌接合を行うことを特徴とする内隅接合方法。 - 前記内隅部に対して摩擦攪拌接合を行う前に、前記内隅部を予め溶接で仮付け固定することを特徴とする請求の範囲第8項に記載の内隅接合方法。
- 前記ベースブロックを前記第一金属部材及び前記第二金属部材に当接させた後に、
前記ベースブロックに前記攪拌ピンを挿入しつつ、摩擦攪拌接合を行うことを特徴とする請求の範囲第8項に記載の内隅接合方法。 - 前記摩擦攪拌接合を行った後に、さらに前記内隅部に対して溶接を行って、溶接金属で肉盛りしてフィレットによる脚長を付与することを特徴とする請求の範囲第8項に記載の内隅接合方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/500,935 US8814027B2 (en) | 2009-10-09 | 2010-08-12 | Rotation tool for joining inner corner and joining inner corner method using the same |
| CN201080045798.1A CN102574239B (zh) | 2009-10-09 | 2010-08-12 | 内角接合用旋转工具及使用其的内角接合方法 |
| KR1020127011879A KR101292352B1 (ko) | 2009-10-09 | 2010-08-12 | 내측 코너 접합용 회전 툴 및 이것을 이용한 내측 코너 접합 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009234701A JP5304583B2 (ja) | 2009-10-09 | 2009-10-09 | 内隅接合用回転ツール及びこれを用いた内隅接合方法 |
| JP2009-234701 | 2009-10-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011043127A1 true WO2011043127A1 (ja) | 2011-04-14 |
Family
ID=43856607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/063712 WO2011043127A1 (ja) | 2009-10-09 | 2010-08-12 | 内隅接合用回転ツール及びこれを用いた内隅接合方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8814027B2 (ja) |
| JP (1) | JP5304583B2 (ja) |
| KR (1) | KR101292352B1 (ja) |
| CN (1) | CN102574239B (ja) |
| TW (1) | TWI461250B (ja) |
| WO (1) | WO2011043127A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103747914A (zh) * | 2011-08-19 | 2014-04-23 | 日本轻金属株式会社 | 摩擦搅拌接合方法 |
| US9358634B2 (en) | 2012-08-02 | 2016-06-07 | F-Tech Inc. | Friction stir welding apparatus |
| WO2016186134A1 (ja) * | 2015-05-18 | 2016-11-24 | 株式会社Ihi | 摩擦攪拌接合装置および摩擦攪拌接合方法 |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9511446B2 (en) | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | In-situ interlocking of metals using additive friction stir processing |
| US9511445B2 (en) * | 2014-12-17 | 2016-12-06 | Aeroprobe Corporation | Solid state joining using additive friction stir processing |
| US9266191B2 (en) | 2013-12-18 | 2016-02-23 | Aeroprobe Corporation | Fabrication of monolithic stiffening ribs on metallic sheets |
| DE102010027291A1 (de) * | 2010-07-16 | 2012-01-19 | Airbus Operations Gmbh | Verfahren und Vorrichtung zum Rührreibschweissen |
| JP5957720B2 (ja) * | 2011-08-30 | 2016-07-27 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
| US8899468B2 (en) * | 2011-08-21 | 2014-12-02 | Honda Motor Co., Ltd. | Friction stir welding tool |
| DE102011111750B3 (de) * | 2011-08-24 | 2012-12-13 | Technische Universität München | Rührreibschweißvorrichtung sowie Verfahren zum Fügen von Werkstücken mittels eines Rührreibschweißverfahrens |
| JP5204928B1 (ja) * | 2011-10-14 | 2013-06-05 | 日本車輌製造株式会社 | 摩擦撹拌接合装置 |
| JP5849678B2 (ja) * | 2011-12-15 | 2016-02-03 | 株式会社Ihi | 摩擦撹拌接合装置 |
| JP5987397B2 (ja) * | 2012-03-27 | 2016-09-07 | 株式会社Ihi | 摩擦撹拌接合装置 |
| DE102012010836B3 (de) * | 2012-05-31 | 2013-06-20 | Grenzebach Maschinenbau Gmbh | Verfahren und Vorrichtung zur Verbesserung der Qualität der Schweißnaht beim Rührreibschweißen, Computerprogramm sowie maschinenlesbarer Träger |
| CN102922125B (zh) * | 2012-10-26 | 2015-08-19 | 江苏科技大学 | 填充式搅拌摩擦焊焊接t型接头内侧角焊缝的方法及装置 |
| JP6084887B2 (ja) * | 2013-04-16 | 2017-02-22 | 川崎重工業株式会社 | 摩擦撹拌接合装置および摩擦撹拌接合方法 |
| EP2810735B1 (de) * | 2013-06-05 | 2016-08-10 | Airbus Defence and Space GmbH | Reibrührwerkzeug mit nicht- umfänglicher Schulter und damit durchführbares Reibrührverfahren |
| JP6224993B2 (ja) | 2013-11-01 | 2017-11-01 | 川崎重工業株式会社 | 摩擦攪拌接合装置 |
| US9010613B1 (en) * | 2013-12-16 | 2015-04-21 | The Boeing Company | Apparatus for friction stir welding |
| DE102014001050A1 (de) * | 2014-01-28 | 2015-07-30 | Grenzebach Maschinenbau Gmbh | Verfahren und Vorrichtung zum Rührreibschweißen bei Materialien unterschiedlicher Dicke und bei Kehlnähten |
| US10906127B2 (en) * | 2014-01-28 | 2021-02-02 | Nippon Light Metal Company, Ltd. | Friction stir welding method |
| TWI638696B (zh) | 2014-02-14 | 2018-10-21 | 日商亞伊色爾股份有限公司 | 構造體之製造方法、構造體及熱交換體 |
| US8857696B1 (en) * | 2014-04-01 | 2014-10-14 | King Fahd University Of Petroleum And Minerals | Method and tool for friction stir welding |
| JP2016128177A (ja) * | 2015-01-09 | 2016-07-14 | 株式会社Ihi | 摩擦撹拌接合装置 |
| JP2016128178A (ja) * | 2015-01-09 | 2016-07-14 | 株式会社Ihi | 摩擦撹拌接合方法 |
| JP6112133B2 (ja) * | 2015-04-01 | 2017-04-12 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
| CN105598575B (zh) * | 2016-03-30 | 2018-01-19 | 广东工业大学 | 一种轴肩形状可调的搅拌摩擦焊用搅拌头 |
| JP6164337B2 (ja) * | 2016-05-23 | 2017-07-19 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
| DE102016113289A1 (de) | 2016-07-19 | 2018-01-25 | Kuka Industries Gmbh | FSW-Werkzeug mit fester Schulter |
| DE102016219802A1 (de) * | 2016-10-12 | 2018-04-12 | Kuka Industries Gmbh | Vorrichtung, manipulatorsystem und verfahren zum rührreibschweissen |
| JP2019058934A (ja) | 2017-09-27 | 2019-04-18 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
| JP2019058933A (ja) | 2017-09-27 | 2019-04-18 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
| WO2019089764A1 (en) | 2017-10-31 | 2019-05-09 | Aeroprobe Corporation | Solid-state additive manufacturing system and material compositions and structures |
| JP6769427B2 (ja) | 2017-12-18 | 2020-10-14 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
| JP2019181473A (ja) | 2018-04-02 | 2019-10-24 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
| JP2019195826A (ja) * | 2018-05-09 | 2019-11-14 | 川崎重工業株式会社 | 摩擦接合装置及びその運転方法 |
| DE102018113680A1 (de) * | 2018-06-08 | 2019-12-12 | Kuka Deutschland Gmbh | Kopfstück, Schweißwerkzeug und Schweißverfahren |
| JP2020032429A (ja) * | 2018-08-27 | 2020-03-05 | 日本軽金属株式会社 | 伝熱板の製造方法 |
| CN109551099B (zh) * | 2018-12-13 | 2020-10-16 | 上海航天设备制造总厂有限公司 | 一种用于优角接头搅拌摩擦焊焊具 |
| JP7070389B2 (ja) | 2018-12-19 | 2022-05-18 | 日本軽金属株式会社 | 接合方法 |
| JP7122271B2 (ja) * | 2019-02-22 | 2022-08-19 | 川崎重工業株式会社 | 摩擦攪拌接合装置および摩擦攪拌接合方法 |
| DE102019107814A1 (de) * | 2019-03-27 | 2020-10-01 | Airbus Operations Gmbh | Verfahren zum Verbinden von Bauteilen, die einen faserverstärkten thermoplastischen Kunststoff aufweisen |
| EP3954491A4 (en) * | 2019-04-12 | 2023-02-01 | Nippon Light Metal Co., Ltd. | BONDING PROCESS |
| JP7140036B2 (ja) * | 2019-04-12 | 2022-09-21 | 日本軽金属株式会社 | 接合方法 |
| EP3957431A4 (en) * | 2019-05-17 | 2023-07-05 | Nippon Light Metal Company, Ltd. | PROCESS FOR MAKING A HOLLOW CONTAINER |
| JP6776480B1 (ja) | 2019-10-08 | 2020-10-28 | ヤマザキマザック株式会社 | 攪拌ピン、摩擦攪拌接合用工具、および、工作機械 |
| CN111299743B (zh) * | 2019-12-27 | 2021-10-08 | 重庆理工大学 | 一种基于铣削辅助的钢质角接接头半固态钎焊方法 |
| EP3851239A1 (en) * | 2020-01-14 | 2021-07-21 | BAE SYSTEMS plc | Method, product and apparatus |
| AU2021208673A1 (en) * | 2020-01-14 | 2022-07-14 | Bae Systems Plc | Friction stir welding process |
| JP2022089457A (ja) * | 2020-12-04 | 2022-06-16 | 日本軽金属株式会社 | 回転ツール、接合装置および接合方法 |
| KR102529140B1 (ko) | 2021-05-07 | 2023-06-07 | (주) 성부 | 필렛 용접을 위한 마찰 교반 용접기구 |
| CN116275463B (zh) * | 2023-05-25 | 2023-08-11 | 合肥工业大学 | 一种适用于角接接头的轴肩角度可调型搅拌摩擦焊搅拌头 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1110365A (ja) * | 1997-06-25 | 1999-01-19 | Showa Alum Corp | 摩擦撹拌接合によるt継手の形成方法 |
| JPH1147959A (ja) * | 1997-07-31 | 1999-02-23 | Mitsubishi Heavy Ind Ltd | 外板の製造方法 |
| JPH11226759A (ja) * | 1998-02-16 | 1999-08-24 | Sumitomo Light Metal Ind Ltd | アルミニウム部材の接合方法 |
| JPH11320128A (ja) * | 1998-05-22 | 1999-11-24 | Nippon Light Metal Co Ltd | 内すみ摩擦攪拌接合用プローブおよびこれを用いた内すみ摩擦攪拌接合方法 |
| JP2001237621A (ja) * | 2000-02-21 | 2001-08-31 | Sumitomo Light Metal Ind Ltd | 導波管及びその製造方法 |
| JP2001321965A (ja) * | 2000-05-19 | 2001-11-20 | Nissho Iwai Hitetsu Hanbai Kk | 摩擦撹拌接合によるすみ接合法 |
| JP2003149382A (ja) * | 2001-11-15 | 2003-05-21 | Mitsubishi Heavy Ind Ltd | 使用済み燃料集合体格納用角状パイプおよびバスケット、並びに放射性物質格納容器 |
| JP2003326375A (ja) * | 2002-05-14 | 2003-11-18 | Mitsubishi Heavy Ind Ltd | 垂直若しくは傾斜立設継手構造体 |
| JP2009006396A (ja) * | 2007-05-29 | 2009-01-15 | Nippon Light Metal Co Ltd | 中空形材の接合方法および接合構造 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4286962B2 (ja) | 1999-04-21 | 2009-07-01 | 昭和電工株式会社 | 摩擦攪拌接合方法 |
| AU2001261365A1 (en) * | 2000-05-08 | 2001-11-20 | Brigham Young University | Friction stir weldin of metal matrix composites, ferrous alloys, non-ferrous alloys, and superalloys using superabrasive tool |
| JP2003001440A (ja) * | 2001-06-25 | 2003-01-08 | Hitachi Ltd | すみ摩擦攪拌接合用部材及びその接合方法 |
| US6742697B2 (en) * | 2002-04-29 | 2004-06-01 | The Boeing Company | Joining of structural members by friction plug welding |
| US6669075B2 (en) * | 2002-05-07 | 2003-12-30 | Concurrent Technologies Corporation | Tapered friction stir welding tool |
| JP2004358513A (ja) | 2003-06-04 | 2004-12-24 | Mitsubishi Heavy Ind Ltd | 攪拌接合工具及び攪拌接合方法 |
| JP4786191B2 (ja) * | 2005-02-02 | 2011-10-05 | 川崎重工業株式会社 | 摩擦撹拌接合装置用接合ツール |
| GB0609669D0 (en) * | 2006-05-15 | 2006-06-28 | Welding Inst | Friction stir method |
| JP5149607B2 (ja) | 2007-12-13 | 2013-02-20 | 株式会社日立製作所 | 摩擦攪拌装置及び摩擦攪拌プロセス |
-
2009
- 2009-10-09 JP JP2009234701A patent/JP5304583B2/ja active Active
-
2010
- 2010-08-12 US US13/500,935 patent/US8814027B2/en active Active
- 2010-08-12 CN CN201080045798.1A patent/CN102574239B/zh active Active
- 2010-08-12 WO PCT/JP2010/063712 patent/WO2011043127A1/ja active Application Filing
- 2010-08-12 KR KR1020127011879A patent/KR101292352B1/ko active IP Right Grant
- 2010-10-08 TW TW099134480A patent/TWI461250B/zh not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1110365A (ja) * | 1997-06-25 | 1999-01-19 | Showa Alum Corp | 摩擦撹拌接合によるt継手の形成方法 |
| JPH1147959A (ja) * | 1997-07-31 | 1999-02-23 | Mitsubishi Heavy Ind Ltd | 外板の製造方法 |
| JPH11226759A (ja) * | 1998-02-16 | 1999-08-24 | Sumitomo Light Metal Ind Ltd | アルミニウム部材の接合方法 |
| JPH11320128A (ja) * | 1998-05-22 | 1999-11-24 | Nippon Light Metal Co Ltd | 内すみ摩擦攪拌接合用プローブおよびこれを用いた内すみ摩擦攪拌接合方法 |
| JP2001237621A (ja) * | 2000-02-21 | 2001-08-31 | Sumitomo Light Metal Ind Ltd | 導波管及びその製造方法 |
| JP2001321965A (ja) * | 2000-05-19 | 2001-11-20 | Nissho Iwai Hitetsu Hanbai Kk | 摩擦撹拌接合によるすみ接合法 |
| JP2003149382A (ja) * | 2001-11-15 | 2003-05-21 | Mitsubishi Heavy Ind Ltd | 使用済み燃料集合体格納用角状パイプおよびバスケット、並びに放射性物質格納容器 |
| JP2003326375A (ja) * | 2002-05-14 | 2003-11-18 | Mitsubishi Heavy Ind Ltd | 垂直若しくは傾斜立設継手構造体 |
| JP2009006396A (ja) * | 2007-05-29 | 2009-01-15 | Nippon Light Metal Co Ltd | 中空形材の接合方法および接合構造 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103747914A (zh) * | 2011-08-19 | 2014-04-23 | 日本轻金属株式会社 | 摩擦搅拌接合方法 |
| EP2745972A4 (en) * | 2011-08-19 | 2015-12-16 | Nippon Light Metal Co | FRICTION-MIXING WELDING PROCESS |
| EP3098015A1 (en) * | 2011-08-19 | 2016-11-30 | Nippon Light Metal Company Ltd. | Friction stir welding method |
| US9358634B2 (en) | 2012-08-02 | 2016-06-07 | F-Tech Inc. | Friction stir welding apparatus |
| WO2016186134A1 (ja) * | 2015-05-18 | 2016-11-24 | 株式会社Ihi | 摩擦攪拌接合装置および摩擦攪拌接合方法 |
| JPWO2016186134A1 (ja) * | 2015-05-18 | 2018-01-18 | 株式会社Ihi | 摩擦攪拌接合装置および摩擦攪拌接合方法 |
| US11229972B2 (en) | 2015-05-18 | 2022-01-25 | Ihi Corporation | Friction stir welding device and friction stir welding method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011079031A (ja) | 2011-04-21 |
| US8814027B2 (en) | 2014-08-26 |
| TWI461250B (zh) | 2014-11-21 |
| KR101292352B1 (ko) | 2013-07-31 |
| US20120193401A1 (en) | 2012-08-02 |
| CN102574239B (zh) | 2015-05-06 |
| KR20120081190A (ko) | 2012-07-18 |
| TW201113114A (en) | 2011-04-16 |
| JP5304583B2 (ja) | 2013-10-02 |
| CN102574239A (zh) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5304583B2 (ja) | 内隅接合用回転ツール及びこれを用いた内隅接合方法 | |
| JP5957719B2 (ja) | 摩擦攪拌接合方法 | |
| WO2017033923A1 (ja) | 接合方法、液冷ジャケットの製造方法及び液冷ジャケット | |
| JP6052232B2 (ja) | 接合方法 | |
| JP2001321965A (ja) | 摩擦撹拌接合によるすみ接合法 | |
| US20210276120A1 (en) | Liquid cooling jacket manufacturing method | |
| JP5915802B2 (ja) | 摩擦攪拌接合方法 | |
| JP2019217514A (ja) | 接合方法及び複合圧延材の製造方法 | |
| JP2016215206A (ja) | 接合方法 | |
| JP2019195825A (ja) | 接合方法 | |
| JP6365752B2 (ja) | 伝熱板の製造方法及び伝熱板 | |
| JP2020075256A (ja) | 接合方法 | |
| JP6112175B2 (ja) | 摩擦攪拌接合方法 | |
| JP6164337B2 (ja) | 摩擦攪拌接合方法 | |
| JP5962807B2 (ja) | 摩擦攪拌接合方法 | |
| JP6153964B2 (ja) | 摩擦攪拌接合方法 | |
| JP6201882B2 (ja) | 伝熱板の製造方法及び伝熱板 | |
| JP6399139B2 (ja) | 摩擦攪拌接合方法 | |
| JP2015223590A (ja) | 接合方法 | |
| JP5915796B2 (ja) | 摩擦攪拌接合方法 | |
| JP2018126765A (ja) | 接合方法 | |
| JP5915799B2 (ja) | 摩擦攪拌接合方法 | |
| JP6794726B2 (ja) | 接合方法 | |
| JP6283328B2 (ja) | 摩擦攪拌接合方法 | |
| JP2018051563A (ja) | 接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080045798.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10821798 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201001605 Country of ref document: TH Ref document number: 13500935 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127011879 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10821798 Country of ref document: EP Kind code of ref document: A1 |