WO2011040624A1 - 低降伏比、高強度および高靭性を有した鋼板及びその製造方法 - Google Patents
低降伏比、高強度および高靭性を有した鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2011040624A1 WO2011040624A1 PCT/JP2010/067316 JP2010067316W WO2011040624A1 WO 2011040624 A1 WO2011040624 A1 WO 2011040624A1 JP 2010067316 W JP2010067316 W JP 2010067316W WO 2011040624 A1 WO2011040624 A1 WO 2011040624A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- temperature
- yield ratio
- toughness
- bainite
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 72
- 239000010959 steel Substances 0.000 title claims abstract description 72
- 238000000034 method Methods 0.000 title abstract description 25
- 230000008569 process Effects 0.000 title abstract description 6
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 82
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 43
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 42
- 230000032683 aging Effects 0.000 claims abstract description 26
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 7
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 5
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 5
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 4
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 4
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 4
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 4
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 4
- 229910052760 oxygen Inorganic materials 0.000 claims abstract 2
- 238000001816 cooling Methods 0.000 claims description 74
- 238000004519 manufacturing process Methods 0.000 claims description 29
- 238000005096 rolling process Methods 0.000 claims description 28
- 238000010438 heat treatment Methods 0.000 claims description 25
- 229910052751 metal Inorganic materials 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 9
- 230000001186 cumulative effect Effects 0.000 claims description 8
- 230000009467 reduction Effects 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 229910052750 molybdenum Inorganic materials 0.000 claims description 7
- 229910052759 nickel Inorganic materials 0.000 claims description 7
- 238000005098 hot rolling Methods 0.000 claims description 5
- 229910052720 vanadium Inorganic materials 0.000 claims description 4
- 229910052791 calcium Inorganic materials 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 238000010521 absorption reaction Methods 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 abstract description 2
- 238000003303 reheating Methods 0.000 description 48
- 229910001566 austenite Inorganic materials 0.000 description 34
- 239000000463 material Substances 0.000 description 26
- 230000009466 transformation Effects 0.000 description 25
- 230000000694 effects Effects 0.000 description 16
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 12
- 230000007423 decrease Effects 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000010953 base metal Substances 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 229910001562 pearlite Inorganic materials 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000008186 active pharmaceutical agent Substances 0.000 description 3
- 238000005275 alloying Methods 0.000 description 3
- 229910001567 cementite Inorganic materials 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000009863 impact test Methods 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000003749 cleanliness Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000000866 electrolytic etching Methods 0.000 description 1
- 229920006334 epoxy coating Polymers 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 238000004781 supercooling Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention is a steel plate having a low yield ratio, high strength, and high toughness suitable for use mainly in the field of line pipes (low yield ratio, high strength and high steel plate) and its manufacturing method.
- the present invention relates to a steel sheet having a low yield ratio, high strength, and high toughness excellent in strain aging resistance and a method for producing the same.
- the metal structure of a steel material is a structure in which a hard phase such as bainite and martensite is moderately dispersed in a ferrite that is a soft phase.
- a low yield ratio and a high uniform elongation of the steel material can be achieved.
- the uniform elongation said here is also called uniform elongation, and means the limit value of the permanent elongation in which a test piece parallel part deform
- Patent Document 1 discloses that ferrite and tempering (T) are intermediate between quenching (Q) and tempering (T).
- a heat treatment method is disclosed in which quenching (Q ′) from a two-phase region (two-phase, ( ⁇ + ⁇ ) temperature range) of austenite is performed.
- Patent Document 2 as a method for preventing an increase in the production process, there is a method of delaying the start of accelerated cooling until the temperature of the steel material becomes equal to or lower than the Ar 3 transformation point where ferrite is generated after the rolling is completed at an Ar 3 temperature or higher. It is disclosed.
- Patent Document 3 discloses that rolling of a steel material is finished at an Ar 3 transformation point or higher, A method for achieving a low yield ratio by controlling the acceleration cooling rate and the cooling stop temperature thereafter to obtain a two-phase structure of acicular ferrite and martensite is disclosed.
- Patent Document 4 achieves a low yield ratio and excellent weld heat affected zone (HAZ) toughness without greatly increasing the amount of alloying elements added to the steel.
- a method of controlling a Ti / N or Ca—O—S balance and making a three-phase structure of ferrite, bainite, and island martensite (MA) is disclosed.
- Patent Document 5 discloses a technique for achieving a low yield ratio and a high uniform elongation performance by adding alloy elements such as Cu, Ni, and Mo.
- welded steel pipes such as UOE steel pipes and electric welded pipes used for line pipes are usually formed into a tubular shape by cold forming a steel plate and welding the butting surface, which is usually used for anticorrosion, etc.
- the outer surface of the steel pipe is subjected to a coating treatment such as polyethylene coating or powder epoxy coating, so that strain aging occurs due to processing distortion during pipe making and heating during coating treatment.
- a coating treatment such as polyethylene coating or powder epoxy coating
- the yield stress increases and the yield ratio in the steel pipe becomes larger than the yield ratio in the steel sheet.
- Patent Documents 6 and 7 disclose fine precipitates of composite carbide containing Ti and Mo, or fine precipitates of composite carbide containing any two or more of Ti, Nb, and V.
- a steel pipe having a low yield ratio, high strength and high toughness, which is excellent in strain aging resistance, and a method for producing the same are disclosed.
- JP-A-55-97425 JP 55-41927 A Japanese Patent Laid-Open No. 1-176027 Japanese Patent No. 40669905 (Japanese Patent Laid-Open No. 2005-48224) JP 2008-248328 A JP 2005-60839 A Japanese Patent Laid-Open No. 2005-60840
- Patent Document 2 has a problem that productivity is extremely lowered because it is necessary to cool the temperature range from the end of rolling to the start of accelerated cooling at a cooling rate of about standing to cool.
- An object of the present invention is to provide a steel sheet having a low yield ratio, high strength and high toughness, and a method for producing the same.
- the present inventors diligently studied a manufacturing process of a steel sheet, particularly a manufacturing process of controlled rolling, accelerated cooling after controlled rolling, and subsequent reheating, and obtained the following knowledge.
- (A) During the accelerated cooling process, cooling is stopped in the middle of bainite transformation, that is, in a temperature region where non-transformed austenite exists, and then from the end temperature of bainite transformation (hereinafter referred to as Bf point).
- Bf point the end temperature of bainite transformation
- MA hard steel martensite
- the pseudopolygonal ferrite referred to here refers to the ⁇ q structure in “Steel Bainite Photobook, Japan Iron and Steel Institute Basic Research Group, Bainite Research Section, (1992)”, which is more than polygonal ferrite ( ⁇ P).
- ferrite means polygonal ferrite.
- MA can be easily identified by, for example, etching with a 3% nital solution (nitric alcohol solution) and then observing it by electrolytic etching. When the microstructure of the steel sheet is observed with a scanning electron microscope (SEM), MA is observed as a white floating part.
- SEM scanning electron microscope
- (C) MA can be uniformly and finely dispersed by applying 50% or more cumulative pressure at 900 ° C. or lower in the austenite non-recrystallization temperature range (no-recrystallizationization range in austenite), while maintaining a low yield ratio. It is possible to improve the uniform elongation.
- the present invention has been made by further studying the above knowledge, that is, the gist of the present invention is as follows.
- the component composition is mass%, C: 0.03 to 0.06%, Si: 0.01 to 1.0%, Mn: 1.2 to 3.0%, P: 0 .015% or less, S: 0.005% or less, Al: 0.08% or less, Nb: 0.005 to 0.07%, Ti: 0.005 to 0.025%, N: 0.010% or less , O: 0.005% or less, consisting of the remainder Fe and inevitable impurities, the metal structure comprising a three-phase structure of bainite, island martensite, and pseudopolygonal ferrite, and the area of the bainite A fraction of 5 to 70%, an area fraction of the island-like martensite of 3 to 20%, an equivalent circle diameter of 3.0 ⁇ m or less, the balance being the pseudopolygonal ferrite, and a yield ratio of 85% or less, ⁇ Charpy absorbed energy at 30 ° C is 200J or higher, and further 250 ° C or lower Low yield ratio excellent in strain aging resistance characteristics, characterized by
- the second invention further includes, in mass%, Cu: 0.5% or less, Ni: 1% or less, Cr: 0.5% or less, Mo: 0.5% or less, V: 0.1% or less, Ca: 0.0005 to 0.003%, B: One or more selected from 0.005% or less, and excellent strain aging resistance according to the first aspect of the invention
- a steel sheet having a low yield ratio, high strength and high toughness is further subjected to a strain aging treatment having a uniform elongation of 6% or more and a temperature of 250 ° C. or less and 30 minutes or less. It is a steel plate having a uniform elongation of 6% or more even after being processed.
- the steel having the component composition described in any of the first to third inventions is heated to a temperature of 1000 to 1300 ° C., and the cumulative rolling reduction at 900 ° C. or less is 50% or more.
- accelerated cooling is performed from 500 ° C. to 680 ° C. at a cooling rate of 5 ° C./s or higher, and immediately after that, a temperature rising rate of 2.0 ° C./s or higher.
- a steel plate having a low yield ratio, high strength and high toughness with excellent strain aging resistance is reduced without deteriorating the toughness of the weld heat affected zone or adding a large amount of alloying elements.
- the steel plate mainly used for a line pipe can be stably manufactured in a large amount at a low cost, and the productivity and economy can be remarkably improved, which is extremely useful industrially.
- C 0.03-0.06% C contributes to precipitation strengthening as a carbide and is an important element for MA formation. However, if it is added in an amount of less than 0.03%, it is insufficient for formation of MA, and sufficient strength may not be ensured. Addition exceeding 0.06% degrades the base metal toughness and weld heat affected zone (HAZ) toughness, so the C content is in the range of 0.03 to 0.06%. Preferably it is 0.04 to 0.06% of range.
- HZ weld heat affected zone
- Si 0.01 to 1.0% Si is added for deoxidation, but if it is added less than 0.01%, the deoxidation effect is not sufficient, and if added over 1.0%, the toughness and weldability are deteriorated, so the amount of Si is 0.8.
- the range is 01 to 1.0%. Preferably it is 0.01 to 0.3% of range.
- Mn 1.2 to 3.0% Mn is added to improve strength and toughness, further improve hardenability and promote MA formation. However, if less than 1.2%, the effect is not sufficient, and if added over 3.0%, toughness is added. In addition, since the weldability deteriorates, the amount of Mn is set in the range of 1.2 to 3.0%. Addition of 1.8% or more is desirable in order to stably produce MA regardless of fluctuations in components and production conditions.
- P 0.015% or less
- S 0.005% or less
- P and S are unavoidable impurities and define the upper limit of the amount thereof.
- the P content is 0.015% or less.
- the amount of MnS produced increases remarkably and the toughness of the base material deteriorates, so the amount of S is made 0.005% or less. More preferably, P is 0.010% or less, and S is 0.002% or less.
- Al 0.08% or less Al is added as a deoxidizer, but if less than 0.01% is added, the deoxidation effect is not sufficient, and if added over 0.08%, the cleanliness of the steel decreases. Since the toughness deteriorates, the Al content is set to 0.08% or less. Preferably, it is 0.01 to 0.08% of range. More preferably, it is in the range of 0.01 to 0.05%.
- Nb 0.005 to 0.07%
- Nb is an element that improves toughness by refining the structure and contributes to an increase in strength by improving the hardenability of solid solution Nb. The effect is manifested when 0.005% or more is added. However, if the addition is less than 0.005%, there is no effect, and if it exceeds 0.07%, the toughness of the weld heat-affected zone deteriorates, so the Nb content is in the range of 0.005 to 0.07%. More preferably, it is in the range of 0.01 to 0.05%.
- Ti 0.005 to 0.025%
- Ti is an important element that suppresses austenite coarsening during slab heating and improves the toughness of the base metal due to the pinning effect of TiN. The effect is manifested when 0.005% or more is added.
- the Ti content is in the range of 0.005 to 0.025%. From the viewpoint of the toughness of the weld heat affected zone, the range is preferably 0.005% or more and less than 0.02%. More preferably, it is in the range of 0.007 to 0.016%.
- N 0.010% or less N is treated as an inevitable impurity, but if the N content exceeds 0.010%, the weld heat affected zone toughness deteriorates, so the N content is 0.010% or less. Preferably it is 0.007% or less. More preferably, it is 0.006% or less of range.
- O 0.005% or less
- O is an unavoidable impurity and defines the upper limit of the amount thereof. Since O is coarse and causes inclusions that adversely affect toughness, the amount of O is set to 0.005% or less. More preferably, it is 0.003% or less.
- the above are the basic components of the present invention.
- the following Cu, Ni, Cr, Mo, V, Ca 1 or 2 or more of B may be contained.
- Cu 0.5% or less Cu may not be added, but it may be added because it contributes to improving the hardenability of the steel. In order to obtain the effect, 0.05% or more is preferably added. However, if 0.5% or more is added, toughness deterioration occurs. Therefore, when Cu is added, the amount of Cu is preferably 0.5% or less. More preferably, it is 0.4% or less.
- Ni 1% or less Ni does not need to be added, but adding it contributes to improving the hardenability of the steel, and in particular, adding a large amount does not cause deterioration of toughness. Since it is effective, it may be added. In order to obtain the effect, 0.05% or more is preferably added. However, since Ni is an expensive element, when adding Ni, the amount of Ni is preferably 1% or less. More preferably, it is 0.4% or less.
- Cr 0.5% or less Cr may not be added, but it may be added because it is an effective element for obtaining sufficient strength even at low C as in the case of Mn. In order to acquire the effect, it is preferable to add 0.1% or more, but if added excessively, weldability deteriorates, and when added, the Cr content is preferably 0.5% or less. More preferably, it is 0.4% or less.
- Mo 0.5% or less Mo does not need to be added, but is an element that improves hardenability and is an element that contributes to strength increase by strengthening MA generation and bainite phase. Also good. In order to obtain the effect, 0.05% or more is preferably added. However, if added over 0.5%, the toughness of the weld heat affected zone is deteriorated. Therefore, when added, the Mo content is preferably 0.5% or less, and further, the influence of welding heat is affected. From the viewpoint of the toughness of the part, the Mo content is more preferably 0.3% or less.
- V 0.1% or less V may not be added, but V may be added because it is an element that improves hardenability and contributes to an increase in strength. In order to obtain the effect, it is preferable to add 0.005% or more, but if added over 0.1%, the toughness of the weld heat affected zone deteriorates. It is preferable to make it 1% or less. More preferably, it is 0.06% or less of range.
- Ca 0.0005 to 0.003% Ca may be added because it improves the toughness by controlling the form of sulfide inclusions. The effect appears at 0.0005% or more, and when it exceeds 0.003%, the effect is saturated, and conversely the cleanliness is lowered and the toughness is deteriorated. Therefore, when added, the Ca content is 0.0005-0. It is preferable to set it in the range of 0.003%. More preferably, it is in the range of 0.001 to 0.003%.
- B 0.005% or less B may be added because it is an element contributing to an increase in strength and toughness improvement of the weld heat affected zone (HAZ). In order to obtain the effect, it is preferable to add 0.0005% or more, but if added over 0.005%, the weldability is deteriorated, so when added, the amount of B is 0.005% or less. It is preferable to do. More preferably, it is 0.003% or less.
- Ti / N which is the ratio of Ti amount and N amount, it is possible to suppress austenite coarsening of the weld heat affected zone by TiN particles, and to obtain good toughness of the weld heat affected zone. Therefore, Ti / N is preferably in the range of 2 to 8, and more preferably in the range of 2 to 5.
- the balance other than the above components in the steel sheet of the present invention is Fe and inevitable impurities. However, the content of elements other than those described above is not rejected as long as the effects of the present invention are not impaired. For example, from the viewpoint of improving toughness, Mg: 0.02% or less and / or REM (rare earth metal): 0.02% or less can be included.
- an island-like martensite (MA) having an area fraction of 3 to 20% and a pseudo-polygonal ferrite in the remainder are uniformly formed. .
- a three-phase structure in which MA is uniformly formed in pseudopolygonal ferrite and bainite that is, a composite structure containing hard MA in soft pseudopolygonal ferrite and bainite, resulting in a low yield ratio and high uniformity. Elongation and improved low temperature toughness.
- the area fraction of pseudopolygonal ferrite is 10% or more from the viewpoint of securing strength, and the area fraction of bainite is 5% or more from the viewpoint of securing toughness of the base material.
- the soft phase is responsible for deformation, so that it is 6% or more, preferably 7% or more, more preferably 10% or more. High uniform elongation can be achieved.
- the ratio of MA in the structure is an area fraction of MA (calculated from the average value of the ratios of the areas of the MA in any cross section of the steel sheet in the rolling direction and the sheet width direction), and is 3 to 20%. If the area fraction of MA is less than 3%, it may be insufficient to achieve a low yield ratio, and if it exceeds 20%, the base material toughness may be deteriorated.
- FIG. 1 shows the relationship between the area fraction of MA and the yield ratio of the base material. It can be seen that if the area fraction of MA is less than 3%, it is difficult to achieve a yield ratio of 85% or less.
- the area fraction of MA is desirably 5 to 15%.
- FIG. 2 shows the relationship between the area fraction of MA and the uniform elongation of the base material. If the area fraction of MA is less than 3%, it is difficult to achieve uniform elongation of 6% or more.
- the area fraction of MA is calculated from the average value of those area fractions occupied by MA by performing image processing on a microstructure photograph of at least four fields of view obtained by, for example, SEM (scanning electron microscope) observation. be able to.
- the equivalent circle diameter of MA is set to 3.0 ⁇ m or less.
- FIG. 3 shows the relationship between the equivalent circle diameter of MA and the toughness of the base material.
- the equivalent circle diameter of MA can be obtained as an average value of the diameters obtained by subjecting the microstructure obtained by SEM observation to image processing, obtaining the diameter of a circle having the same area as each MA, and obtaining the diameter of each MA. .
- the cooling start temperature is preferably equal to or higher than the Ar 3 temperature.
- the mechanism of MA generation (mechanism) is roughly as follows. Detailed manufacturing conditions will be described later.
- Accelerated cooling is completed during bainite transformation, that is, in the temperature range where untransformed austenite is present, and then reheating is performed from a temperature higher than the bainite transformation finish temperature (Bf point), and then the microstructure is changed in the manufacturing process. Is as follows.
- the microstructure at the end of accelerated cooling is bainite, pseudopolygonal ferrite, and untransformed austenite. Thereafter, re-heating from a temperature higher than the Bf point causes transformation from untransformed austenite to bainite and pseudopolygonal ferrite.
- bainite and pseudopolygonal ferrite can be dissolved in C (amount of solid solution of carbon). ) Is small, C is discharged into the surrounding untransformed austenite.
- the reheating start after accelerated cooling, it is important to perform reheating from the temperature range where untransformed austenite exists, and when the reheating start temperature falls below the Bf point, the bainite transformation and pseudopolygonal ferrite transformation are completed and untransformed. Since austenite does not exist, the reheating start needs to be higher than the Bf point.
- the cooling after reheating is not particularly specified because it does not affect the transformation of MA, but it is basically preferable to use air cooling.
- a steel added with a certain amount of Mn is used, and accelerated cooling is stopped in the middle of the bainite transformation and pseudopolygonal ferrite transformation, and then reheating is performed immediately thereafter, thereby reducing the manufacturing efficiency (manufacturing efficiency).
- a hard MA can be generated without causing it.
- the metal structure is a structure that uniformly contains a certain amount of MA in the two phases of pseudo-polygonal ferrite and bainite. And those containing precipitates are also included in the scope of the present invention.
- the strength decreases.
- the area fraction of the structure other than pseudopolygonal ferrite, bainite and MA is low, the influence of the decrease in strength can be ignored. Therefore, if the total area fraction of the entire structure is 3% or less, the pseudopolygonal Metal structures other than the three types of ferrite, bainite, and MA, that is, ferrite (specifically, polygonal ferrite), pearlite, cementite, and the like may be contained in one kind or two or more kinds.
- the metal structure described above can be obtained by manufacturing the steel having the above-described composition by the method described below.
- Manufacturing Conditions Steel having the above-described composition is melted by a conventional method using a melting means such as a converter (electric converter), an electric furnace (electric furnace), or the like, and is continuously cast or ingot-bundled. It is preferable to use a steel material such as a slab by a conventional method.
- the melting method and the casting method are not limited to the methods described above. Thereafter, the shape is rolled into a desired shape, and after rolling, cooling and heating are performed.
- temperatures such as heating temperature, rolling end temperature (finishing rolling temperature), cooling end temperature (finishing cooling temperature), and reheating temperature (reheating temperature) are the average temperatures of the steel plates.
- the average temperature is obtained by calculation from the surface temperature of the slab or steel plate in consideration of parameters such as plate thickness and thermal conductivity.
- the cooling rate is an average cooling rate obtained by dividing the temperature difference required for cooling to the cooling end temperature (500 to 680 ° C.) by the time required for the cooling after the end of hot rolling. .
- the heating rate is the average heating rate divided by the time required to reheat the temperature difference required for reheating to the reheating temperature (550 to 750 ° C.) after cooling. .
- each manufacturing condition will be described in detail.
- Ar 3 (° C.) 910-310C-80Mn-20Cu-15Cr-55Ni-80Mo
- Heating temperature 1000-1300 ° C If the heating temperature is less than 1000 ° C, the required strength cannot be obtained because the solid solution of the carbide is insufficient. If the heating temperature exceeds 1300 ° C, the toughness of the base metal deteriorates, so the heating temperature is in the range of 1000 to 1300 ° C.
- Rolling end temperature Ar 3 temperature or higher If the rolling end temperature is less than Ar 3 temperature, the subsequent ferrite transformation rate decreases, so that the concentration of C into untransformed austenite at the time of reheating becomes insufficient and MA is not generated. . Therefore, the rolling end temperature is set to Ar 3 temperature or higher.
- Cumulative rolling reduction of 900 ° C. or less 50% or more This condition is one of the important production conditions in the present invention.
- the temperature range of 900 ° C. or lower corresponds to the austenite non-recrystallization temperature range. Since the austenite grains can be refined by setting the cumulative rolling reduction in this temperature range to 50% or more, the number of MA production sites generated at the prior austenite grain boundaries increases thereafter. This contributes to suppression of coarsening.
- the cumulative rolling reduction at 900 ° C. or less is set to 50% or more.
- Cooling rate 5 ° C / s or more, cooling stop temperature: 500-680 ° C Immediately after rolling, accelerated cooling is performed.
- the cooling start temperature becomes Ar 3 temperature or lower and polygonal ferrite is generated, the strength is lowered and the formation of MA is difficult to occur. Therefore, the cooling start temperature is preferably set to Ar 3 temperature or higher.
- the cooling rate is 5 ° C / s or more.
- the cooling rate after completion of rolling is set to 5 ° C./s or more.
- the bainite and quasi-polygonal ferrite transformation during reheating is completed without maintaining the temperature during subsequent reheating. It is possible.
- the cooling stop temperature is 500 to 680 ° C. This process is an important production condition in the present invention.
- C-concentrated untransformed austenite present after reheating is transformed into MA upon subsequent air cooling.
- the cooling stop temperature is less than 500 ° C., the bainite and pseudopolygonal ferrite transformation is completed, so that MA is not generated during air cooling, and a low yield ratio cannot be achieved. If it exceeds 680 ° C, C is consumed in the pearlite that precipitates during cooling and MA is not generated. From the viewpoint of securing the area fraction, it is preferably 550 to 660 ° C. For this accelerated cooling, any cooling system can be used.
- Temperature increase rate after accelerated cooling 2.0 ° C / s or more, reheating temperature: 550 to 750 ° C Immediately after the accelerated cooling is stopped, reheating is performed to a temperature of 550 to 750 ° C. at a temperature rising rate of 2.0 ° C./s or more.
- reheating immediately after stopping accelerated cooling means reheating at a temperature rising rate of 2.0 ° C./s or more within 120 seconds after stopping accelerated cooling.
- the untransformed austenite is transformed into bainite and pseudopolygonal ferrite during reheating after the accelerated cooling, and C is discharged to the remaining untransformed austenite. It transforms into MA during air cooling after reheating.
- the reheating temperature range is set to a range of 550 to 750 ° C.
- the reheating start needs to be higher than the Bf point.
- the manufacturing method of the present invention is used, sufficient MA can be obtained even if cooled immediately after reheating, so that a low yield ratio and a high uniform elongation can be achieved.
- the temperature can be maintained within 30 minutes during reheating.
- the cooling rate after reheating is preferably basically air cooling.
- a heating device can be installed downstream of the cooling equipment for performing accelerated cooling.
- the heating device it is preferable to use a gas burner furnace or an induction heating apparatus capable of rapid heating of the steel sheet.
- the MA generation sites are increased through the refinement of austenite grains, and the MA is increased. It can be uniformly finely dispersed, and while maintaining a low yield ratio of 85% or less, the Charpy absorbed energy at ⁇ 30 ° C. can be improved to 200 J or more compared to the conventional case. Furthermore, in the present invention, since the coarsening of the MA is suppressed by increasing the heating rate of reheating after accelerated cooling, the equivalent circle diameter of the MA can be refined to 3.0 ⁇ m or less. Moreover, uniform elongation of 6% or more can be achieved.
- the steel of the present invention has little MA decomposition, and a three-phase structure of bainite, MA and pseudopolygonal ferrite. It is possible to maintain a predetermined metal structure consisting of As a result, in the present invention, the yield stress (YS) increases due to strain aging even in a general steel pipe coating process (coating process) of 250 ° C. for 30 minutes even after a high temperature and a long thermal history.
- the steel according to the present invention has a yield ratio of 85% even if it is subjected to a thermal history that deteriorates characteristics due to strain aging if it is a conventional steel.
- Charpy absorbed energy at ⁇ 30 ° C .: 200 J or more can be secured.
- uniform elongation of 6% or more can be achieved.
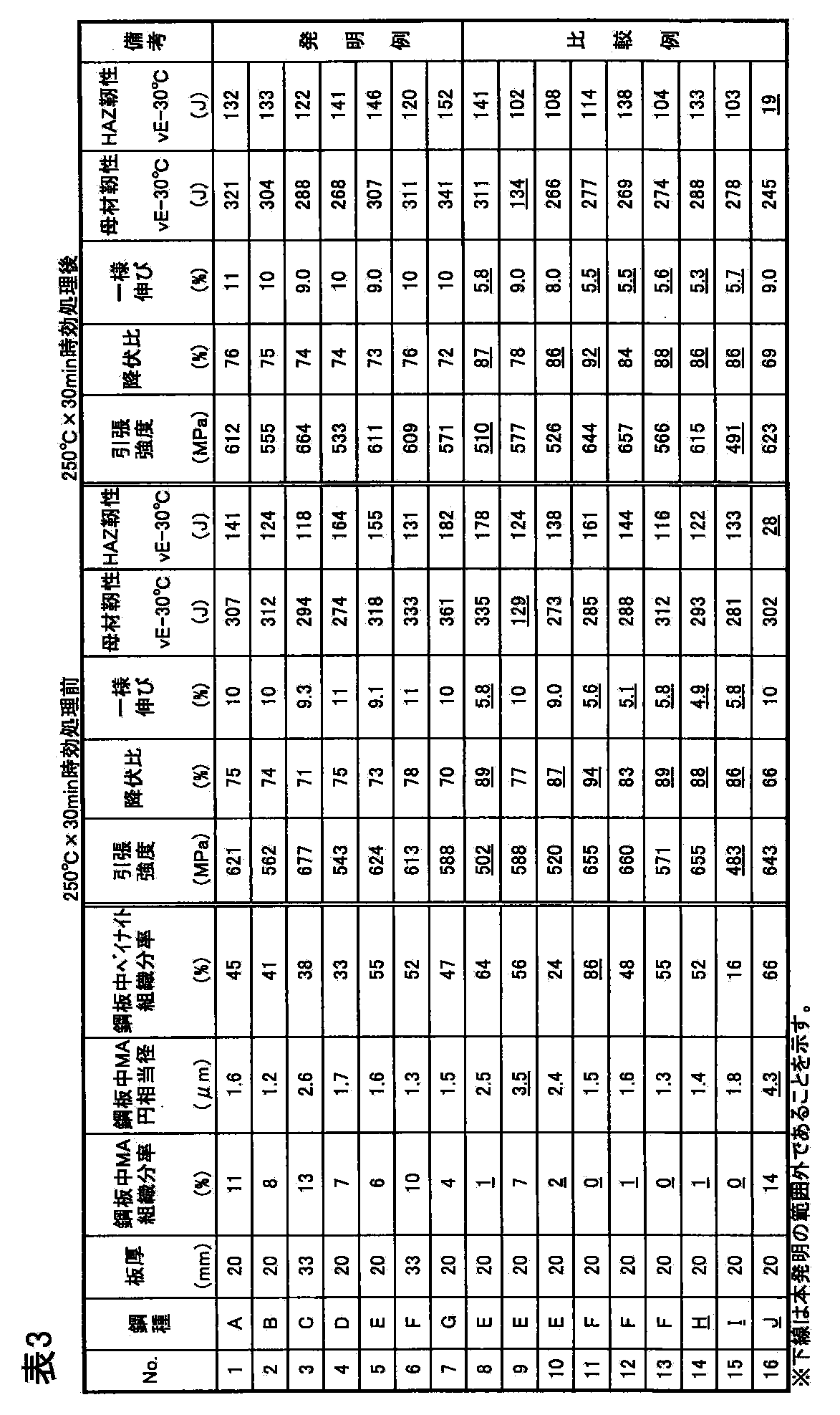
- Steels (steel types A to J) having the composition shown in Table 1 were made into slabs by a continuous casting method, and thick steel plates (Nos. 1 to 16) having thicknesses of 20 and 33 mm were produced.
- the heated slab was rolled by hot rolling, it was immediately cooled using a water-cooled accelerated cooling facility and reheated using an induction heating furnace or a gas combustion furnace.
- the induction furnace was installed on the same line as the accelerated cooling equipment.
- Table 2 shows the production conditions of each steel plate (No. 1 to 16).
- temperature such as heating temperature, rolling completion temperature, cooling stop (end) temperature, and reheating temperature
- the average temperature was calculated from the surface temperature of the slab or steel plate using parameters such as plate thickness and thermal conductivity.
- the cooling rate is an average cooling rate obtained by dividing the temperature difference required for cooling to the cooling stop (end) temperature (460 to 630 ° C.) by the time required for the cooling after the hot rolling is completed.
- the reheating rate (temperature increase rate) is the average temperature increase rate divided by the time required to reheat the temperature difference required for reheating to the reheating temperature (530 to 680 ° C.) after cooling. is there.
- Tensile strength of 517 MPa or more was determined as the strength required for the present invention.
- the yield ratio and uniform elongation were evaluated by the average value of two tensile test specimens having a full thickness in the rolling direction. A yield ratio of 85% or less and a uniform elongation of 6% or more were defined as the deformation performance required for the present invention.
- the manufactured steel plate was held at 250 ° C. for 30 minutes and subjected to strain aging treatment, followed by the base material tensile test and Charpy impact test, and the weld heat affected zone (HAZ) Charpy impact test. Conducted and evaluated.
- the evaluation criteria after the strain aging treatment were determined based on the same criteria as the evaluation criteria before the strain aging treatment described above.
- the composition of components and the production method are all within the scope of the present invention, and before and after strain aging treatment at 250 ° C. for 30 minutes, the tensile strength is 517 MPa or higher, the yield ratio is 85% or less, and uniform. It had a low yield ratio of 6% or more and a high uniform elongation, and the toughness of the base metal and the weld heat affected zone was good.
- the structure of the steel sheet is a structure in which MA is formed in two phases of pseudopolygonal ferrite and bainite.
- the area fraction of MA is 3 to 20% and the equivalent circle diameter is 3.0 ⁇ m or less.
- the rate was 5% or more and 70% or less.
- the area fraction of MA was calculated
- No. which is a comparative example. 8-13 although the component composition is within the scope of the present invention, the production method is outside the scope of the present invention, so the structure is outside the scope of the present invention, and either before or after the strain aging treatment at 250 ° C. for 30 minutes. However, the yield ratio and uniform elongation were insufficient or sufficient strength and toughness could not be obtained.
- No. Nos. 14 to 16 have component compositions outside the scope of the present invention. No. 14 is the yield ratio and uniform elongation. No. 15 was out of the scope of the invention in terms of tensile strength, uniform elongation, and yield ratio. No. In No. 16, the weld heat affected zone (HAZ) toughness was out of the scope of the invention.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
また、特許文献1~7には、フェライト相が必須であるが、API規格でX60以上と高強度化するにつれて、フェライト相を含む場合、引張強度の低下を招き、強度を確保するためには合金元素の増量が必要となるため、合金コストの上昇や低温靱性の低下を招く恐れがあった。
特許文献1~7に開示された通常のフェライト相(狭義にはポリゴナルフェライトとも呼ばれる相)よりも低温で生成する擬ポリゴナルフェライトを活用することにより、伸びなど変形性能を損なわずに強度の低下を抑制できる。以下、特に断らない限りフェライトは、ポリゴナルフェライトのことを意味する。
第三の発明は、第一または第二の発明のいずれかに記載の鋼板が、さらに、一様伸びが6%以上であり、さらに250℃以下の温度で30分以下の歪時効処理を施した後においても一様伸びが6%以上である鋼板である。
はじめに、本発明の鋼の成分組成を規定した理由を説明する。なお、成分%は、すべて質量%を意味する。
Cは炭化物として析出強化に寄与し、且つMA生成に重要な元素であるが、0.03%未満の添加ではMAの生成に不十分であり、また十分な強度が確保できないおそれがある。0.06%を超える添加は母材靭性および溶接熱影響部(HAZ)靭性を劣化させるため、C量は0.03~0.06%の範囲とする。好ましくは0.04~0.06%の範囲である。
Siは脱酸のため添加するが、0.01%未満の添加では脱酸効果が十分でなく、1.0%を超えて添加すると、靭性や溶接性を劣化させるため、Si量は0.01~1.0%の範囲とする。好ましくは0.01~0.3%の範囲である。
Mnは強度、靭性向上、更に焼入性を向上しMA生成を促すために添加するが、1.2%未満の添加ではその効果が十分でなく、3.0%を超えて添加すると、靱性ならびに溶接性が劣化するため、Mn量は1.2~3.0%の範囲とする。成分や製造条件の変動によらず、安定してMAを生成するためには、1.8%以上の添加が望ましい。
本発明でP、Sは不可避的不純物であり、その量の上限を規定する。Pは、含有量が多いと中央偏析が著しく、母材靭性が劣化するため、P量は0.015%以下とする。Sは、含有量が多いとMnSの生成量が著しく増加し、母材の靭性が劣化するため、S量は0.005%以下とする。さらに好適には、Pは、0.010%以下、Sは、0.002%以下の範囲である。
Alは脱酸剤として添加されるが、0.01%未満の添加では脱酸効果が十分でなく、0.08%を超えて添加すると鋼の清浄度が低下し、靱性が劣化するため、Al量は0.08%以下とする。好ましくは、0.01~0.08%の範囲である。さらに好適には、0.01~0.05%の範囲である。
Nbは組織の微細粒化により靭性を向上させ、さらに固溶Nbの焼入性向上により強度上昇に寄与する元素である。その効果は、0.005%以上の添加で発現する。しかし、0.005%未満の添加では効果がなく、0.07%を超えて添加すると溶接熱影響部の靭性が劣化するため、Nb量は0.005~0.07%の範囲とする。さらに好適には、0.01~0.05%の範囲である。
TiはTiNのピニング効果(pinning effect)により、スラブ加熱時のオーステナイトの粗大化を抑制し、母材の靭性を向上させる重要な元素である。その効果は、0.005%以上の添加で発現する。しかし、0.025%を超える添加は溶接熱影響部の靭性の劣化を招くため、Ti量は0.005~0.025%の範囲とする。溶接熱影響部の靭性の観点からは、好ましくは、0.005%以上0.02%未満の範囲である。さらに好適には、0.007~0.016%の範囲である。
Nは不可避的不純物として扱うが、N量が0.010%を超えると、溶接熱影響部靭性が劣化するため、N量は0.010%以下とする。好ましくは0.007%以下である。さらに好適には、0.006%以下の範囲である。
本発明でOは不可避的不純物であり、その量の上限を規定する。Oは粗大で靱性に悪影響を及ぼす介在物の生成の原因となるため、O量は0.005%以下とする。さらに好適には、0.003%以下の範囲である。
Cuは、添加しなくてもよいが、添加することで鋼の焼入性向上に寄与するので添加してもよい。その効果を得るためには、0.05%以上添加することが好ましい。しかし、0.5%以上の添加を行うと、靱性劣化が生じるため、Cuを添加する場合は、Cu量は0.5%以下とすることが好ましい。さらに好適には、0.4%以下の範囲である。
Niは、添加しなくてもよいが、添加することで鋼の焼入性の向上に寄与し、特に、多量に添加しても靱性の劣化を生じないため、強靱化に有効であることから、添加してもよい。その効果を得るためには、0.05%以上添加することが好ましい。しかし、Niは高価な元素であるため、Niを添加する場合は、Ni量は1%以下とすることが好ましい。さらに好適には、0.4%以下の範囲である。
Crは、添加しなくてもよいが、Mnと同様に低Cでも十分な強度を得るために有効な元素であるので添加してもよい。その効果を得るためには、0.1%以上添加することが好ましいが、過剰に添加すると溶接性が劣化するため、添加する場合は、Cr量は0.5%以下とすることが好ましい。さらに好適には、0.4%以下の範囲である。
Moは、添加しなくてもよいが、焼入性を向上させる元素であり、MA生成やベイナイト相を強化することで強度上昇に寄与する元素であるので添加してもよい。その効果を得るためには、0.05%以上添加することが好ましい。しかし、0.5%を超えて添加すると、溶接熱影響部の靭性の劣化を招くことから、添加する場合には、Mo量は0.5%以下とすることが好ましく、さらに、溶接熱影響部の靭性の観点からMo量は0.3%以下とすることがさらに好ましい。
Vは、添加しなくてもよいが、焼入性を高め、強度上昇に寄与する元素であるので添加してもよい。その効果を得るためには、0.005%以上添加することが好ましいが、0.1%を超えて添加すると溶接熱影響部の靭性が劣化するため、添加する場合は、V量は0.1%以下とすることが好ましい。さらに好適には、0.06%以下の範囲である。
Caは硫化物系介在物の形態を制御して靭性を改善するので添加してもよい。0.0005%以上でその効果が現れ、0.003%を超えると効果が飽和し、逆に清浄度を低下させて靭性を劣化させるため、添加する場合にはCa量は0.0005~0.003%の範囲とすることが好ましい。さらに好適には、0.001~0.003%の範囲である。
Bは強度上昇、溶接熱影響部(HAZ)の靭性の改善に寄与する元素であるので添加してもよい。その効果を得るためには、0.0005%以上添加することが好ましいが、0.005%を超えて添加すると溶接性を劣化させるため、添加する場合は、B量は0.005%以下とすることが好ましい。さらに好適には、0.003%以下の範囲である。
本発明では、面積分率5~70%のベイナイトに加えて面積分率が3~20%の島状マルテンサイト(MA)と残部に擬ポリゴナルフェライトを均一に含む金属組織とする。
なお、MAの面積分率は、例えばSEM(走査型電子顕微鏡)観察により得られた少なくとも4視野以上のミクロ組織写真を画像処理することによってMAの占めるそれらの面積分率の平均値から算出することができる。
なお、MAの円相当径は、SEM観察により得られたミクロ組織を画像処理し、個々のMAと同じ面積の円の直径を個々のMAについて求め、それらの直径の平均値として求めることができる。
また、フェライト生成を抑制する観点から、冷却の開始温度はAr3温度以上であることが好ましい。
上述した組成を有する鋼を、転炉(steel converter)、電気炉(electric furnace)等の溶製手段で常法により溶製し、連続鋳造法(continuous casting)または造塊~分塊法等で常法によりスラブ等の鋼素材とすることが好ましい。なお、溶製方法、鋳造法については上記した方法に限定されるものではない。その後、性能所望の形状に圧延し、圧延後に、冷却および加熱を行う。
Ar3(℃)=910−310C−80Mn−20Cu−15Cr−55Ni−80Mo
加熱温度が1000℃未満では炭化物の固溶が不十分で必要な強度が得られず、1300℃を超えると母材靭性が劣化するため、加熱温度は、1000~1300℃の範囲とする。
圧延終了温度がAr3温度未満であると、その後のフェライト変態速度が低下するため、再加熱時の未変態オーステナイトへのCの濃縮が不十分となりMAが生成しない。そのため圧延終了温度をAr3温度以上とする。
この条件は、本発明において重要な製造条件の一つである。900℃以下という温度域は、オーステナイト未再結晶温度域に相当する。この温度域における累積圧下率を50%以上とすることにより、オーステナイト粒を微細化することができるので、その後、旧オーステナイト粒界(prior austenite grain boundaries)に生成するMAの生成サイトが増え、MAの粗大化の抑制に寄与する。
圧延終了後、直ちに加速冷却を実施する。冷却開始温度がAr3温度以下となりポリゴナルフェライト(polygonal ferrite)が生成すると、強度低下が起こり、且つMAの生成も起こりにくくなるため、冷却開始温度をAr3温度以上とすることが好ましい。
加速冷却停止後、直ちに2.0℃/s以上の昇温速度で550~750℃の温度まで再加熱を行う。
加速冷却後の再加熱を行うための設備として、加速冷却を行うための冷却設備の下流側に加熱装置を設置することができる。加熱装置としては、鋼板の急速加熱が可能であるガス燃焼炉(gas burner furnace)や誘導加熱装置(induction heating apparatus)を用いる事が好ましい。
また、冷却速度は、熱間圧延終了後、冷却停止(終了)温度(460~630℃)までの冷却に必要な温度差をその冷却を行うのに要した時間で除した平均冷却速度である。また、再加熱速度(昇温速度)は、冷却後、再加熱温度(530~680℃)までの再加熱に必要な温度差を再加熱するのに要した時間で除した平均昇温速度である。
No.16は、溶接熱影響部(HAZ)靭性が発明の範囲外となった。


Claims (4)
- 成分組成が、質量%で、C:0.03~0.06%、Si:0.01~1.0%、Mn:1.2~3.0%、P:0.015%以下、S:0.005%以下、Al:0.08%以下、Nb:0.005~0.07%、Ti:0.005~0.025%、N:0.010%以下、O:0.005%以下を含有し、残部Fe及び不可避的不純物からなり、金属組織が、ベイナイトと、島状マルテンサイトと、擬ポリゴナルフェライトとの3相組織からなり、前記ベイナイトの面積分率が5~70%、前記島状マルテンサイトの面積分率が3~20%かつ円相当径が3.0μm以下、残部が前記擬ポリゴナルフェライトであり、降伏比が85%以下、−30℃でのシャルピー吸収エネルギーが200J以上であり、さらに250℃以下の温度で30分以下の歪時効処理を施した後においても降伏比が85%以下、−30℃でのシャルピー吸収エネルギーが200J以上である鋼板。
- 請求項1に記載の鋼板が、さらに、質量%で、Cu:0.5%以下、Ni:1%以下、Cr:0.5%以下、Mo:0.5%以下、V:0.1%以下、Ca:0.0005~0.003%、B:0.005%以下の中から選ばれる一種または二種以上を含有する鋼板。
- 請求項1または請求項2のいずれかに記載の鋼板が、さらに、一様伸びが6%以上であり、さらに250℃以下の温度で30分以下の歪時効処理を施した後においても一様伸びが6%以上である鋼板。
- 請求項1~3のいずれかに記載の成分組成を有する鋼を、1000~1300℃の温度に加熱し、900℃以下での累積圧下率が50%以上となるようにAr3温度以上の圧延終了温度で熱間圧延した後、5℃/s以上の冷却速度で500℃~680℃まで加速冷却を行い、その後直ちに2.0℃/s以上の昇温速度で550~750℃まで再加熱を行う鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/499,472 US8778096B2 (en) | 2009-09-30 | 2010-09-28 | Low yield ratio, high strength and high toughness steel plate and method for manufacturing the same |
| CA2775043A CA2775043C (en) | 2009-09-30 | 2010-09-28 | Low yield ratio, high strength and high toughness steel plate and method for manufacturing the same |
| KR1020127011019A KR101450976B1 (ko) | 2009-09-30 | 2010-09-28 | 저항복비, 고강도 및 고인성을 가진 강판 및 그 제조 방법 |
| CN2010800439305A CN102549189B (zh) | 2009-09-30 | 2010-09-28 | 具有低屈服比、高强度以及高韧性的钢板及其制造方法 |
| RU2012117900/02A RU2496904C1 (ru) | 2009-09-30 | 2010-09-28 | Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления |
| EP10820736.6A EP2484792B1 (en) | 2009-09-30 | 2010-09-28 | Steel plate with low yield ratio, high strength, and high toughness and process for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009226704 | 2009-09-30 | ||
| JP2009-226704 | 2009-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011040624A1 true WO2011040624A1 (ja) | 2011-04-07 |
Family
ID=43826425
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/067316 WO2011040624A1 (ja) | 2009-09-30 | 2010-09-28 | 低降伏比、高強度および高靭性を有した鋼板及びその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8778096B2 (ja) |
| EP (1) | EP2484792B1 (ja) |
| JP (1) | JP4844687B2 (ja) |
| KR (1) | KR101450976B1 (ja) |
| CN (1) | CN102549189B (ja) |
| CA (1) | CA2775043C (ja) |
| RU (1) | RU2496904C1 (ja) |
| WO (1) | WO2011040624A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104220624A (zh) * | 2012-03-29 | 2014-12-17 | 杰富意钢铁株式会社 | 耐应变时效特性优良的低屈服比高强度钢板及其制造方法以及使用该钢板的高强度焊接钢管 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5472071B2 (ja) * | 2010-12-13 | 2014-04-16 | 新日鐵住金株式会社 | ラインパイプ用鋼材 |
| JP6006477B2 (ja) * | 2011-06-24 | 2016-10-12 | 株式会社神戸製鋼所 | 低温靭性と強度のバランスに優れた高強度鋼板の製造方法、及びその制御方法 |
| JP5768603B2 (ja) * | 2011-08-31 | 2015-08-26 | Jfeスチール株式会社 | 高一様伸び特性を備え、かつ溶接部低温靱性に優れた高強度溶接鋼管、およびその製造方法 |
| JP6064320B2 (ja) * | 2012-01-04 | 2017-01-25 | Jfeスチール株式会社 | 耐延性破壊特性に優れた低降伏比高強度鋼板 |
| JP5780171B2 (ja) * | 2012-02-09 | 2015-09-16 | 新日鐵住金株式会社 | 曲げ性に優れた高強度冷延鋼板、高強度亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP5516785B2 (ja) | 2012-03-29 | 2014-06-11 | Jfeスチール株式会社 | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 |
| JP5516659B2 (ja) | 2012-06-28 | 2014-06-11 | Jfeスチール株式会社 | 中温域の長期耐軟化性に優れた高強度電縫鋼管及びその製造方法 |
| KR101388308B1 (ko) * | 2012-07-30 | 2014-04-25 | 현대제철 주식회사 | 석출 경화형 강판 및 그 제조 방법 |
| JP5732017B2 (ja) * | 2012-10-03 | 2015-06-10 | 株式会社神戸製鋼所 | 歪時効前後の靭性変化が少ない厚鋼板 |
| KR101482359B1 (ko) * | 2012-12-27 | 2015-01-13 | 주식회사 포스코 | 극저온 인성이 우수하고 저항복비 특성을 갖는 고강도 강판 및 그의 제조방법 |
| JP6252291B2 (ja) * | 2014-03-26 | 2017-12-27 | 新日鐵住金株式会社 | 鋼板及びその製造方法 |
| JP2015189984A (ja) * | 2014-03-27 | 2015-11-02 | Jfeスチール株式会社 | 低降伏比高強度高靭性鋼板、低降伏比高強度高靭性鋼板の製造方法および鋼管 |
| CN106133175B (zh) * | 2014-03-31 | 2018-09-07 | 杰富意钢铁株式会社 | 耐应变时效特性和耐hic特性优良的高变形能力管线管用钢材及其制造方法以及焊接钢管 |
| WO2015151468A1 (ja) * | 2014-03-31 | 2015-10-08 | Jfeスチール株式会社 | 耐歪時効特性及び耐hic特性に優れた高変形能ラインパイプ用鋼材およびその製造方法ならびに溶接鋼管 |
| DE102014221068A1 (de) * | 2014-10-16 | 2016-04-21 | Sms Group Gmbh | Anlage und Verfahren zur Herstellung von Grobblechen |
| CN105695898B (zh) * | 2014-11-28 | 2018-06-26 | 鞍钢股份有限公司 | 一种浮式lng管线用x70q热轧厚板及其生产方法 |
| RU2667943C1 (ru) * | 2015-03-06 | 2018-09-25 | ДжФЕ СТИЛ КОРПОРЕЙШН | Высокопрочная стальная труба, полученная электросваркой методом сопротивления, и способ её изготовления |
| CA2980983C (en) * | 2015-03-27 | 2020-05-19 | Jfe Steel Corporation | High-strength steel, method for manufacturing high-strength steel, steel pipe, and method for manufacturing steel pipe |
| KR101949036B1 (ko) * | 2017-10-11 | 2019-05-08 | 주식회사 포스코 | 저온 변형시효 충격특성이 우수한 후강판 및 그 제조방법 |
| KR102447058B1 (ko) * | 2018-01-30 | 2022-09-23 | 제이에프이 스틸 가부시키가이샤 | 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 |
| CN109097702A (zh) * | 2018-08-31 | 2018-12-28 | 武汉钢铁有限公司 | 具有良好疲劳性能和焊接性能的高强桥壳钢及其制备方法 |
| KR102119975B1 (ko) * | 2018-11-29 | 2020-06-08 | 주식회사 포스코 | 저온인성과 연신율이 우수하며, 항복비가 작은 후물 고강도 라인파이프용 강재 및 그 제조방법 |
| ES2895456T3 (es) | 2018-12-11 | 2022-02-21 | Ssab Technology Ab | Producto de acero de alta resistencia y método de fabricación del mismo |
| WO2022075027A1 (ja) * | 2020-10-05 | 2022-04-14 | Jfeスチール株式会社 | 電縫鋼管およびその製造方法 |
| CN112501496B (zh) * | 2020-10-20 | 2022-01-04 | 江苏省沙钢钢铁研究院有限公司 | 一种在线淬火型双相低屈强比钢板及其生产方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5541927A (en) | 1978-09-16 | 1980-03-25 | Kobe Steel Ltd | Production of high toughness, high tensile steel excelling in processability |
| JPS5597425A (en) | 1979-01-19 | 1980-07-24 | Nippon Kokan Kk <Nkk> | Preparation of high-tensile steel with low yield ratio, low carbon and low alloy |
| JPH01176027A (ja) | 1987-12-29 | 1989-07-12 | Nippon Steel Corp | 低降伏比高張力溶接構造用鋼板の製造方法 |
| JPH0466905B2 (ja) | 1983-04-26 | 1992-10-26 | Ricoh Kk | |
| JP2004300567A (ja) * | 2003-03-19 | 2004-10-28 | Kobe Steel Ltd | 高張力鋼板およびその製造方法 |
| JP2005048224A (ja) | 2003-07-31 | 2005-02-24 | Jfe Steel Kk | 溶接熱影響部靱性に優れた低降伏比高強度高靱性鋼板の製造方法 |
| JP2005060840A (ja) | 2003-07-31 | 2005-03-10 | Jfe Steel Kk | 耐歪時効特性に優れた低降伏比高強度高靱性鋼管及びその製造方法 |
| JP2005060839A (ja) | 2003-07-31 | 2005-03-10 | Jfe Steel Kk | 耐歪時効特性に優れた低降伏比高強度高靱性鋼管及びその製造方法 |
| JP2006265577A (ja) * | 2005-03-22 | 2006-10-05 | Jfe Steel Kk | 高強度高靱性鋼板の製造方法 |
| JP2007031796A (ja) * | 2005-07-28 | 2007-02-08 | Kobe Steel Ltd | 低降伏比高張力鋼板 |
| JP2008248328A (ja) | 2007-03-30 | 2008-10-16 | Jfe Steel Kk | 低降伏比高強度高靱性鋼板及びその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57110650A (en) * | 1980-12-26 | 1982-07-09 | Kobe Steel Ltd | High strength hot rolled steel plate with superior stretch flanging property and resistance weldability |
| JPH03264645A (ja) * | 1982-03-29 | 1991-11-25 | Kobe Steel Ltd | 伸びフランジ性等にすぐれた高強度鋼板 |
| JPH03264646A (ja) * | 1982-03-29 | 1991-11-25 | Kobe Steel Ltd | 伸びフランジ性等にすぐれた高強度鋼板 |
| JPH0949026A (ja) * | 1995-08-07 | 1997-02-18 | Kobe Steel Ltd | 強度−伸びバランス及び伸びフランジ性にすぐれる高強度熱延鋼板の製造方法 |
| JPH10237583A (ja) * | 1997-02-27 | 1998-09-08 | Sumitomo Metal Ind Ltd | 高張力鋼およびその製造方法 |
| JPH1176027A (ja) | 1997-07-07 | 1999-03-23 | Masaru Ijuin | 折込紐付き寝具 |
| JP4294854B2 (ja) * | 1997-07-28 | 2009-07-15 | エクソンモービル アップストリーム リサーチ カンパニー | 優れた超低温靭性を有する超高強度、溶接性鋼 |
| JPH11256270A (ja) * | 1998-03-13 | 1999-09-21 | Kobe Steel Ltd | 母材および大入熱溶接熱影響部の靱性に優れた高張力鋼板およびその製造方法 |
| JPH11279700A (ja) * | 1998-03-30 | 1999-10-12 | Nkk Corp | 耐座屈特性に優れた鋼管及びその製造方法 |
| JP3551064B2 (ja) * | 1999-02-24 | 2004-08-04 | Jfeスチール株式会社 | 耐衝撃性に優れた超微細粒熱延鋼板およびその製造方法 |
| JP3968011B2 (ja) * | 2002-05-27 | 2007-08-29 | 新日本製鐵株式会社 | 低温靱性および溶接熱影響部靱性に優れた高強度鋼とその製造方法および高強度鋼管の製造方法 |
| JP4205922B2 (ja) * | 2002-10-10 | 2009-01-07 | 新日本製鐵株式会社 | 変形性能および低温靱性ならびにhaz靱性に優れた高強度鋼管およびその製造方法 |
| JP4008378B2 (ja) * | 2003-04-18 | 2007-11-14 | 株式会社神戸製鋼所 | 靭性および溶接性に優れた低降伏比高強度鋼 |
| EP1662014B1 (en) * | 2003-06-12 | 2018-03-07 | JFE Steel Corporation | Steel plate and welded steel tube exhibiting low yield ratio, high strength and high toughness and method for production thereof |
| JP4412098B2 (ja) | 2003-07-31 | 2010-02-10 | Jfeスチール株式会社 | 溶接熱影響部靭性に優れた低降伏比高強度鋼板及びその製造方法 |
| RU2270873C1 (ru) * | 2005-03-15 | 2006-02-27 | Федеральное Государственное Унитарное Предприятие "Центральный Научно-Исследовательский Институт Конструкционных Материалов "Прометей" (Фгуп "Цнии Км "Прометей") | Способ производства штрипсовой стали для труб подводных морских газопроводов высоких параметров |
| JP4997805B2 (ja) * | 2005-03-31 | 2012-08-08 | Jfeスチール株式会社 | 高強度厚鋼板およびその製造方法、ならびに高強度鋼管 |
| JP4730088B2 (ja) * | 2005-12-27 | 2011-07-20 | Jfeスチール株式会社 | 低降伏比高強度厚鋼板およびその製造方法 |
| JP4940886B2 (ja) * | 2006-10-19 | 2012-05-30 | Jfeスチール株式会社 | 耐hic特性に優れたラインパイプ用高強度鋼板およびその製造方法 |
| JP4969282B2 (ja) * | 2007-03-26 | 2012-07-04 | 株式会社神戸製鋼所 | 溶接熱影響部の靭性に優れた高強度低降伏比鋼材 |
| JP4490472B2 (ja) * | 2007-11-12 | 2010-06-23 | 株式会社神戸製鋼所 | 溶接熱影響部および母材の低温靭性に優れた低降伏比高張力鋼板並びにその製造方法 |
-
2010
- 2010-09-28 CN CN2010800439305A patent/CN102549189B/zh active Active
- 2010-09-28 US US13/499,472 patent/US8778096B2/en active Active
- 2010-09-28 WO PCT/JP2010/067316 patent/WO2011040624A1/ja active Application Filing
- 2010-09-28 KR KR1020127011019A patent/KR101450976B1/ko active IP Right Grant
- 2010-09-28 RU RU2012117900/02A patent/RU2496904C1/ru active
- 2010-09-28 EP EP10820736.6A patent/EP2484792B1/en active Active
- 2010-09-28 CA CA2775043A patent/CA2775043C/en active Active
- 2010-09-29 JP JP2010219758A patent/JP4844687B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5541927A (en) | 1978-09-16 | 1980-03-25 | Kobe Steel Ltd | Production of high toughness, high tensile steel excelling in processability |
| JPS5597425A (en) | 1979-01-19 | 1980-07-24 | Nippon Kokan Kk <Nkk> | Preparation of high-tensile steel with low yield ratio, low carbon and low alloy |
| JPH0466905B2 (ja) | 1983-04-26 | 1992-10-26 | Ricoh Kk | |
| JPH01176027A (ja) | 1987-12-29 | 1989-07-12 | Nippon Steel Corp | 低降伏比高張力溶接構造用鋼板の製造方法 |
| JP2004300567A (ja) * | 2003-03-19 | 2004-10-28 | Kobe Steel Ltd | 高張力鋼板およびその製造方法 |
| JP2005048224A (ja) | 2003-07-31 | 2005-02-24 | Jfe Steel Kk | 溶接熱影響部靱性に優れた低降伏比高強度高靱性鋼板の製造方法 |
| JP2005060840A (ja) | 2003-07-31 | 2005-03-10 | Jfe Steel Kk | 耐歪時効特性に優れた低降伏比高強度高靱性鋼管及びその製造方法 |
| JP2005060839A (ja) | 2003-07-31 | 2005-03-10 | Jfe Steel Kk | 耐歪時効特性に優れた低降伏比高強度高靱性鋼管及びその製造方法 |
| JP2006265577A (ja) * | 2005-03-22 | 2006-10-05 | Jfe Steel Kk | 高強度高靱性鋼板の製造方法 |
| JP2007031796A (ja) * | 2005-07-28 | 2007-02-08 | Kobe Steel Ltd | 低降伏比高張力鋼板 |
| JP2008248328A (ja) | 2007-03-30 | 2008-10-16 | Jfe Steel Kk | 低降伏比高強度高靱性鋼板及びその製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| "Atlas for Bainitic Microstructures", 1992, BAINITE COMMITTEE OF THE IRON AND STEEL INSTITUTE OF JAPAN |
| See also references of EP2484792A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104220624A (zh) * | 2012-03-29 | 2014-12-17 | 杰富意钢铁株式会社 | 耐应变时效特性优良的低屈服比高强度钢板及其制造方法以及使用该钢板的高强度焊接钢管 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102549189A (zh) | 2012-07-04 |
| JP2011094231A (ja) | 2011-05-12 |
| CN102549189B (zh) | 2013-11-27 |
| EP2484792A1 (en) | 2012-08-08 |
| KR20120062005A (ko) | 2012-06-13 |
| JP4844687B2 (ja) | 2011-12-28 |
| CA2775043A1 (en) | 2011-04-07 |
| US20120241057A1 (en) | 2012-09-27 |
| EP2484792A4 (en) | 2013-03-06 |
| KR101450976B1 (ko) | 2014-10-15 |
| RU2496904C1 (ru) | 2013-10-27 |
| CA2775043C (en) | 2015-03-24 |
| EP2484792B1 (en) | 2016-07-13 |
| US8778096B2 (en) | 2014-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4844687B2 (ja) | 低降伏比高強度高靭性鋼板及びその製造方法 | |
| JP5821173B2 (ja) | 低降伏比高強度高一様伸び鋼板及びその製造方法 | |
| JP5516784B2 (ja) | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 | |
| JP5516785B2 (ja) | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 | |
| JP5532800B2 (ja) | 耐歪時効特性に優れた低降伏比高強度高一様伸び鋼板及びその製造方法 | |
| JP5092498B2 (ja) | 低降伏比高強度高靱性鋼板及びその製造方法 | |
| JP5141073B2 (ja) | X70グレード以下の低降伏比高強度高靱性鋼管およびその製造方法 | |
| WO2013100106A1 (ja) | 変形性能と低温靭性に優れた高強度鋼管、高強度鋼板、および前記鋼板の製造方法 | |
| WO2004111286A1 (ja) | 低降伏比高強度高靭性の厚鋼板と溶接鋼管及びそれらの製造方法 | |
| JP5903880B2 (ja) | 耐サワー特性と溶接熱影響部靭性に優れたラインパイプ用高強度鋼板及びその製造方法 | |
| JP2006291349A (ja) | 高変形性能を有するラインパイプ用鋼板およびその製造方法。 | |
| JP4507708B2 (ja) | 低降伏比高強度高靱性鋼板の製造方法 | |
| JP6288288B2 (ja) | ラインパイプ用鋼板及びその製造方法とラインパイプ用鋼管 | |
| JP5842577B2 (ja) | 耐歪時効性に優れた高靱性低降伏比高強度鋼板 | |
| JP4507730B2 (ja) | 低降伏比高強度高靱性鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080043930.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10820736 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2775043 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2805/CHENP/2012 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127011019 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010820736 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010820736 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012117900 Country of ref document: RU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13499472 Country of ref document: US |