WO2009119359A1 - 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 - Google Patents
延性に優れた線材及び高強度鋼線並びにそれらの製造方法 Download PDFInfo
- Publication number
- WO2009119359A1 WO2009119359A1 PCT/JP2009/054967 JP2009054967W WO2009119359A1 WO 2009119359 A1 WO2009119359 A1 WO 2009119359A1 JP 2009054967 W JP2009054967 W JP 2009054967W WO 2009119359 A1 WO2009119359 A1 WO 2009119359A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wire
- less
- steel wire
- steel
- ductility
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/003—Drawing materials of special alloys so far as the composition of the alloy requires or permits special drawing methods or sequences
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/007—Heat treatment of ferrous alloys containing Co
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/30—Ferrous alloys, e.g. steel alloys containing chromium with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/066—Reinforcing cords for rubber or plastic articles the wires being made from special alloy or special steel composition
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3035—Pearlite
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3046—Steel characterised by the carbon content
- D07B2205/3057—Steel characterised by the carbon content having a high carbon content, e.g. greater than 0,8 percent respectively SHT or UHT wires
Definitions
- the present invention relates to a wire rod excellent in ductility, a high-strength steel wire excellent in ductility and stranded wire properties produced using the wire rod, and a method for producing them. More specifically, for example, a steel cord used as a reinforcing material for automobile radial tires and industrial belts, a rolled wire with excellent ductility to obtain a steel wire suitable for applications such as sawing wire, and its rolling
- the present invention relates to high-strength steel wires obtained from wire rods and methods for producing them. Background art
- Steel cords for steel cords used as reinforcements for automobile radial tires, various belts and hoses, or steel wires for sawing wires are generally adjusted and cooled after hot rolling the steel billet.
- a steel wire rod (rolled wire) having a wire diameter (diameter) of 4 to 6 mm is manufactured, and this rolled wire rod is drawn into an ultrafine steel wire with a diameter of 0.15 to 0.40 mm.
- a steel cord is manufactured by twisting a plurality of these ultrafine steel wires into a twisted steel wire.
- a 4-6 mm rolled wire rod is primary drawn to a diameter of 3-4 mm, then an intermediate patenting process is performed, and then a secondary wire drawing is performed to make 1-2 mm. Make the diameter. After this, a final patenting treatment is performed, followed by brass plating, and further a final wet drawing process to obtain a steel wire having a diameter of 0.15 to 0.40 mm.
- the drawing value which is an index indicating the ductility of the wire, depends on the austenite grain size and is improved by making the austenite grain size finer. For this reason, attempts have been made to reduce the austenite grain size by using carbides and nitrides such as Nb, Ti, and B as pinning particles.
- Nb 0.0 1 to 0.1%
- Zr 0.05 to 0.1%
- Mo 0.02 to 0
- a technique for further improving the toughness of ultra fine steel wire by adding one or more elements of 5% as an additive element is disclosed.
- Japanese Laid-Open Patent Publication No. 20 0 1-1 3 1 6 9 7 also proposes miniaturization of austenite grain size using N b C.
- Nb forms coarse carbides and nitrides
- T i forms coarse oxides. Therefore, when wire was drawn to a thin wire diameter of 0.40 mm or less, the wire could break. Furthermore, according to the verification by the present inventors, it has been confirmed that in BN pinning, it is difficult to make the austenite particle size fine enough to affect the aperture value.
- the present invention has been made in view of the above-described present situation, and its purpose is to produce a steel wire having excellent ductility for producing a steel wire suitable for applications such as steel cord and sawing wire, and a steel produced from the wire. It is to provide a wire, and to provide a method for producing the wire and the steel wire with high yield and high yield at a low yield.
- the inventors of the present invention paid attention to coarse pores generated in the wire drawing process for factors that deteriorate the ductility of the wire. It was also found that if the generation of such voids can be suppressed, the steel wire with improved wire burnability and improved burnability can be obtained.
- the present invention provides the following wires (1) and (2), a steel wire shown in (3), a method of manufacturing a wire shown in (4), and a steel wire shown in (5).
- the above problems are solved by a method.
- the component is mass% or mass ppm, C: 0.80 to: L. 20%, Si: 0.1 to 1.5%, Mn: 0.1 to; L.0 %, A 1
- N 0. 0 1% or less
- T i 0. 0 1% or less
- W 0. 0 0 5 to 0, 2%
- Mo 0. 0 0 3 to 0.2% 2 types
- the steel slab having the composition described in (1) or (2) is hot-rolled to a wire having a wire diameter of 3 to 7 mm, and the wire is heated in a temperature range of 80 to 95 ° C.
- the patenting process is performed by a cooling method in which the cooling rate is 20 ° C / s or more during the cooling from 800 to 700, (1 ) Or (2) A method for producing a high strength steel wire rod having excellent ductility.
- Fig. 1 shows the relationship between the total area ratio of coarse and non-parite area ratios of rolled wire using steel containing Mo and the number density of the voids after drawing.
- Fig. 2 is a graph showing the relationship between the number density of the steel wire using steel containing Mo and the breaking stress at the time of burned wire breakage (40% indicates no breakage).
- Fig. 3 shows the cooling rate of rolled wire rods using steel containing Mo at 80 to 700 ° C after winding, and the area ratios of cooper pallet ⁇ and non-parlay ⁇ after cooling. It is a figure which shows the relationship with a total value.
- Fig. 4 is a diagram showing the relationship between the total area ratio of the coarse wire and non-part wire of rolled wire rods using W-containing steel and the void ratio after wire drawing.
- Fig. 5 is a graph showing the relationship between the number density of a steel wire using W-containing steel and the breaking stress when the stranded wire is broken (40% indicates no breakage).
- Figure 6 shows the cooling rate of rolled wire using W-containing steel at 80 to 700 ° C after winding, and the total area ratio of the coarse and non-parrite after cooling. It is a figure which shows the relationship with a value.
- Figure 7 is a diagram that uses photographs to explain the structure of the wire.
- (A) shows an example of a non-partite structure, and
- (b) shows an example of a coarse structure.
- Fig. 8 is a diagram using photographs to explain the coarse pores formed in the steel wire after wire drawing.
- the inventors have conducted research and research on the influence of the voids generated in the wire drawing process and remaining in the steel wire after drawing, on the ductility of the wire and steel wire, and obtained the following knowledge. It was.
- the wire drawing workability is generally a soft phase that reduces the C content. This can be improved by increasing the number of ferrites, pseudo-parites and baits (hereinafter referred to as non-partite organizations). This is because the non-partite structure dispersed in the network is subjected to strain due to processing, and work hardening proceeds uniformly macroscopically.
- Such a non-partite structure in a dispersed state is locally subjected to large strains during wire drawing, and poise is generated at an early stage.
- coarse pores are generated, which are inherited during later intermediate patenting and final wire drawing, thereby degrading the wire drawing characteristics.
- Figure 8 shows an example of a coarse point.
- Such coarse pearlite is considered to be a pearlite structure produced at a relatively high temperature due to a decrease in the cooling rate.
- the void ratio increases as the number of structures with an apparent lamellar spacing of 60 nm or more (hereinafter referred to as “coarse pallet”) increases.
- Fig. 7 (b) shows an example of a course perlite organization.
- the perlite fraction should be 97% or more. At the same time, it is effective to make the total of the non-partite area ratio and the coarse partite area ratio 15% or less.
- ⁇ 0 and ⁇ have the effect of improving hardenability and suppressing ferrite generation, and are effective in reducing non-partite structures.
- B forms a compound with N
- the amount of B segregated at the grain boundary is determined by the total amount of B, the amount of N, and the heating temperature before the parlay transformation. If the amount of solute B is small, the above effect is small, and if it is excessive, coarse Fe 2 3 (CB) 6 precipitates prior to pearlite transformation and wire drawing workability deteriorates.
- CB coarse Fe 2 3
- the wire is patented by controlled cooling after hot rolling, and the area ratio of the pearlite structure is 97% or more, and the balance is a non-partite structure consisting of bainite, pseudo-parrite, and proeutectoid ferrite. . 9 If it is less than 7%, the required strength of the wire cannot be secured, and the ductility at the time of drawing decreases.
- the pearlite transformation proceeds by the nucleation and growth of the pearlite structure at the austenite grain boundary.
- the ferrite and cementite are irregularly grown non-parlite structures. 0 0% never.
- the rawness of the patented rolled wire is correlated with the area ratio of the non-partite structure and the course part structure in the wire. If the total rate can be suppressed to 15% or less, early pouring occurs during wire drawing Is suppressed, and the drawability (ductility) at the final drawing after intermediate patenting is improved.
- the total area ratio of the non-partite structure and the course pearlite structure of the wire is set to 15% or less, the density of coarse voids remaining in the steel wire after wire drawing is reduced, and the ductility of the steel wire is reduced. As a result, wire breakage is extremely reduced during stranded wire processing.
- the remaining pores in the steel wire are elongated in the wire drawing direction. According to the study by the present inventors, it is a coarse void having a length of 5 X m or more that affects the ductility of the steel wire, and the area ratio of the non-pallet and microstructure of the wire rod It was found that when the total amount of steel was 15% or less, the number density of such voids was 100 pieces / mm 2 or less at the center of the steel wire, and the fibreline property of the steel wire was improved.
- Fig. 1 shows the non-partite structure of the wire before drawing and the coarse line produced using the values obtained in Example 1 (example using steel containing Mo alone). The relationship between the total area ratio of the microstructure and the number density of steel wires after wire drawing is shown.
- Figure 2 shows the relationship between the number density of the steel wire prepared in the same way and the breaking stress when burned (40% indicates no breakage).
- Mo and W and B and B are used as follows: Mo: 0.03 to 0.2%, W: 0.05 to 0.2%, B: After compound addition in the range of 4 to 30 ppm, the steel slab is hot-rolled to a wire diameter of 3 to 7 mm, and 80 Peel off in the temperature range from 0 to 9500, and then use a cooling method such that the cooling rate is 20 ° CZ s or more while cooling from 8 00 to 700 ° C. It is effective to perform the processing.
- Fig. 3 shows the cooling rate between 80 ° C and 700 ° C during the patenting process and the non-parlite and coarse parite structure after the patenting process obtained in Example 1 described later. The relationship with the total of the area ratio is shown.
- the cooling rate is lower than 20 ° CZ s, even if steel with the above components is used, B precipitates as BN and the amount of solute B decreases, so non-parite and coarse-parite structures are not possible. It is difficult to suppress.
- the preferred cooling rate is 25 ° C Z s or more.
- the upper limit of the cooling rate is not particularly limited. However, if the cooling rate is too high, the tensile strength (TS) after the pearlite transformation will become higher than necessary and impair the rawness. Preferably there is.
- the cooling rate is adjusted in Stealmore by using air blowers concentrated on the ring overlap or by installing a blower on the side to increase the cooling rate of the ring overlap by 20 ° CZ s or more. To control.
- the lamellar spacing of the perlite structure depends on the temperature, and it is estimated that coarse perlite with a rough lamellar spacing is generated around 6500 ° C.
- coarse perlite with a rough lamellar spacing is generated around 6500 ° C.
- the cooling rate is inevitably lower than the average area around it. Therefore, even if the cooling rate in the austenite temperature range is controlled to 20 ° CZ s or more, locally in the overlapping area, 6 It is extremely difficult to suppress the rise to the vicinity of 50. For this reason, the addition of Mo, W, and B can suppress the formation of coarse perlite, but it is virtually impossible to make it zero.
- the coiling temperature range is specified in the temperature range from 80 to 95.
- composition of wire and steel wire Composition of wire and steel wire:
- C is an element effective for increasing the strength. Its content is 0
- the C content is 1
- the content of C is set to 0.80 to: 20%.
- S i is an element effective for increasing the strength. Furthermore, it is an element that is useful as a deoxidizer, and is also an element that is necessary when targeting steel wires that do not contain A 1. If the content is less than 0.1%, the deoxidation action is insufficient. On the other hand, if the Si content exceeds 1.5%, the precipitation of proeutectoid ferrite is promoted even in hypereutectoid steel, and the critical workability in wire drawing decreases. Furthermore, the wire drawing process by mechanical descaling (hereinafter abbreviated as MD) becomes difficult. Therefore, the content of S i is set to 0.1 to 1.5%. The upper limit of the Si amount is preferably less than 0.6%, more preferably less than 0.35%.
- M n is an element useful as a deoxidizer, as is S i. It is also effective in improving the hardenability and increasing the strength of the wire. Furthermore, Mn has the effect of preventing hot brittleness by fixing S in steel as MnS. If the content is less than 0.1%, it is difficult to obtain the above effect. On the other hand, Mn is a segregating shading element, and when it exceeds 1.0%, segregation occurs particularly in the center of the wire, and martensite and bain's are formed in the segregating portion, so that the wire drawing workability decreases. . Therefore, the content of Mn is set to 0.:! To 1.0%.
- a 1 produces hard non-deformable alumina non-metallic inclusions and causes ductile deterioration and wire drawing deterioration. Therefore, the content of A 1 is 0 to prevent such deterioration. % Including 0.0% and 1% or less.
- T i generates a hard non-deformable oxide and causes ductile deterioration and wire drawing deterioration. Therefore, to prevent such deterioration, the content of T i includes 0% 0 0 Specified as 1% or less.
- Mo, W Mojobi W concentrates at the interface between parlite and parent phase austenite, and has the effect of suppressing the growth of particulates by the so-called Zoryuto drag effect, either alone or in combination. Added.
- Mo and W By adding 0.03% or more for Mo and 0.05% or more for 1 ⁇ , it is possible to suppress only the growth of pearlite at a high temperature range of 600 ° C or higher. It is possible to suppress the generation of co-spalite lights. Mo and W also have an effect of improving hardenability, and are effective in suppressing the formation of ferri cocoons and reducing the non-partite structure.
- the content of Mo is set to 0.03 to 0.2% and the content of W is The abundance was set to 0.05 to 0.2%.
- the total amount is preferably 0.2% or less, more preferably 0.16% or less.
- the preferable range of Mo is 0.01% or more and 0.15% or less, the more preferable range is 0.02% or more and 0.10% or less, and the more preferable range is 0. 0 4% or more and 0.0 8% or less.
- a preferable range of W is 0.01% or more and 0.15% or less, a more preferable range is 0.02% or more and 0.10% or less, and a more preferable range is 0 0 4% or more and 0.0 8% or less.
- N produces B and nitrides in the steel and has the effect of preventing coarsening of the austenite grain size during heating. The effect is effectively exerted by adding more than l O p pm. However, if the content exceeds 3 O p pm and increases too much, the amount of nitride increases too much and the amount of solute B in the austenite decreases. Furthermore, there is a risk that solute N promotes aging during wire drawing. Therefore, the content of N is set to 10 to 3 Oppm.
- O can form soft inclusions that do not adversely affect the wire drawing characteristics by forming composite inclusions with Si and others. Such soft inclusions can be finely dispersed after rolling, and have the effect of reducing the grain size by the pinning effect and improving the ductility of the patenting wire. Therefore, the lower limit was set to a value greater than 1 O p pm. However, if the content exceeds 40 ppm and increases too much, hard inclusions are formed and the wire drawing characteristics deteriorate, so the content of 0 is set to more than 10 P pm to 40 ⁇ pm .
- B When B is present in austenite in a solid solution state, it is concentrated at the grain boundary. To suppress the generation of non-partite organizations such as ferrite, pseudo-parite, and bainite. For this reason, solute B needs to be 3 ppm or more. On the other hand, excessive addition of B promotes the precipitation of coarse Fe 3 (CB) 6 carbides in the austenite and adversely affects the wire drawing. In order to satisfy the above, the lower limit of B content was set to 4 ppm, and the upper limit was set to 3 O ppm (of which solid solution B was 3 ppm or more).
- a preferable range of B is 6 ppm or more and 20 ppm or less, a more preferable range is 8 ppm or more and 15 ppm or less, and a more preferable range is l O ppm or more and 13 ppm or less.
- the preferable range of solute B is 5 ppm or more and 15 ppm or less, more preferably 6 111 or more and 1 2 111 or less, and more preferably 8 ppm or more and 10 ppm or less. is there.
- each is preferably set to 0.02% or less.
- the steel wire used in the present invention contains the above-mentioned elements as basic components. However, for the purpose of improving mechanical properties such as strength, toughness and ductility, one or more of the following elements are used. You may add actively.
- C r is an element effective for reducing the lamella spacing of the pearlite and improving the strength of the steel wire and the wire drawing workability of the wire. Addition of 0.1% or more is preferable in order to exert such an action effectively. On the other hand, if the amount of Cr is too large, the transformation end time becomes long, and there is a risk of forming a supercooled structure such as martensite and bain in the wire after hot rolling, and mechanical descaling properties are also poor. So when adding The upper limit of 0.5% was taken as 0.5%.
- Ni does not contribute much to the strength increase of steel wire, but is an element that increases toughness. Addition of 0.1% or more is preferable in order to exert such an action effectively. On the other hand, when Ni is added excessively, the transformation end time becomes long, so the upper limit for addition is set to 0.5%.
- Co is an effective element for suppressing precipitation of proeutectoid cementite in the rolled wire rod. Addition of 0.1% or more is preferable for effectively exhibiting such an effect. On the other hand, even if Co is added excessively, the effect is saturated and economically useless, so the upper limit for addition is set to 0.5%.
- V forms fine carbonitrides in the ferrite to prevent coarsening of austenite grains during heating and contributes to an increase in strength after rolling. Addition of 0.05% or more is preferable in order to exert such an action effectively. However, if too much is added, the amount of carbonitride formed becomes too large and the particle size of the carbonitride increases, so the upper limit for addition is set to 0.5%.
- Cu has the effect of increasing the corrosion resistance of steel wires. Addition of 0.1% or more is preferable for effectively exhibiting such an effect. However, if it is added excessively, it reacts with S and segregates Cu S in the grain boundary. In order to prevent such adverse effects, the upper limit for addition is set to 0.2%.
- N b has the effect of increasing the corrosion resistance of the steel wire. Addition of 0.05% or more is preferable in order to effectively exhibit such an action. On the other hand, when Nb is added excessively, the transformation end time becomes long, so the upper limit for addition is set to 0.1%.
- the coiling temperature is set to the temperature range of 80 to 9500, and the cooling rate during the cooling from 80 to 700 ° C in the cooling after winding.
- the temperature is set to 20 ° CZ s or more, the generation of analysis ferrite ⁇ ⁇ ⁇ and cooper ⁇ ⁇ is suppressed.
- the final patenting treatment was performed once in the middle. by the final cold drawing, and a tensile strength of 3 6 0 0 MP a higher length 5 nm or more Boi de number density at the center of the steel wire in 1 0 0 Z mm 2 or less A high strength steel wire is obtained.
- the true strain of the cold wire drawing should be 3 or more, preferably 3.5 or more.
- the cooling speed of the overlapping part of the wire decreases, so the transformation temperature rises and the course parting becomes difficult. W Prone to occur.
- the cooling rate from 800 ° C to 700 ° C can be determined by measuring the temperature of the ring overlap with a non-contact type thermometer every 0.5 m on a steermore conveyor. The required cooling time t from 0 0 ° ⁇ to 7 0 0 was measured, and the cooling rate was calculated as (8 0 0— 7 0 0) Z t.
- a predetermined sample is cut out and a tensile test is performed, and the area ratio of non-partite structure and co-sparlite structure is measured to have a diameter of 1.0 to 1.5 m.
- Divide the ring-shaped wire rod into 8 equal parts cut out a sample of 10 mm length from these 8 wire rods, embed the resin so that the cross section of the wire longitudinal direction (L direction) center can be observed, and then alumina Polished, corroded with saturated pigment, and observed with SEM.
- the SEM observation area was measured in the 1 Z 4 D area, and the 2 00 X 3 00 im area was measured at 2 00 0 0 times.
- the area ratio of the precipitate portion along the austenite ridge where the cementite is roughly dispersed at intervals of 3 times or more of the interval between the surrounding perlite frames is expressed as a non-partite structure.
- image analysis As measured by image analysis.
- the number density of the voids in the drawn steel wire is embedded and polished so that the center of the L cross-section of the steel wire with a length of 10 mm can be observed, corroded by saturated picral, and wire rods by SEM It was obtained by photographing a region with a center length of 10 mm and a width of 20 m at a magnification of 500,000, measuring the number of points with a length of 5 m or more, and dividing by the observation area.
- Nos. 1 to 29 are respectively steels corresponding to Nos. 1 to 29 in Table 1
- Nos. 1 to 16 are examples of the present invention
- Nos. 1 7 to 29 are comparative examples.
- the steel wire with the characteristic column of “1” is a wire that was disconnected at the final wire drawing pass or the previous wire pass, and the final wire diameter is the pass diameter at that time.
- Fig. 1 shows the relationship between the total area ratio of the non-parite structure and the coarse pearlite structure and the void number density of the steel wire after the final wire drawing.
- Fig. 3 shows the relationship between the cooling rate of the wire after winding at 80 to 700 ° C and the total area ratio of the co-sparite and non-parite structures.
- Fig. 1 shows that in the present invention example, when the fraction of non-parlite and coarse pearlite is suppressed to 15% or less, generation of coarse voids having a length of 5 or more is generated in the steel wire after drawing. 1 0 0 Zmm Less than 2
- FIG. 2 shows that in the example of the present invention, when the generation of voids is suppressed to 100 pieces / mm 2 or less, stranded wire processing can be performed without disconnection.
- Fig. 3 shows the fraction of non-partite and coarse parrite ⁇ by increasing the cooling rate of the wire from 80 to 700 ° C to 20 ° CZ s or more. It is shown that can be suppressed to 15% or less.
- the comparative example had the following problems, which were either broken during the wire drawing process or twisted during the wire drawing after the wire drawing.
- Example 7 because the coiling temperature was low, the nitrides and carbides of B were precipitated before the patenting process, and the amount of solid solution B could not be secured. is there.
- 2 1 is an example in which the amount of C was excessive and the precipitation of proeutectoid cementite could not be suppressed, so wire drawing was impossible due to wire breakage.
- Examples 2-5 to 2-7 are examples in which non-parlite and coarse parrite could not be suppressed because B was not added.
- T S tensile strength
- 29 is an example where it was not possible to suppress the formation of coarse perlite because no Mo was added.
- the sample was taken out in the same manner as in Example 1, and the tensile test was performed and the SEM observation was performed.
- wire drawing was performed in the same manner as in Example 1 to obtain a steel wire having a final wire diameter.
- a sample was taken out of the obtained steel wire, and a tensile test and a measurement of the number density of the poise were performed.
- Example 2 In addition, using the prepared steel wire, stranded wire processing was performed in the same manner as in Example 1, and the presence or absence of breakage and the breaking tension when breaking were examined.
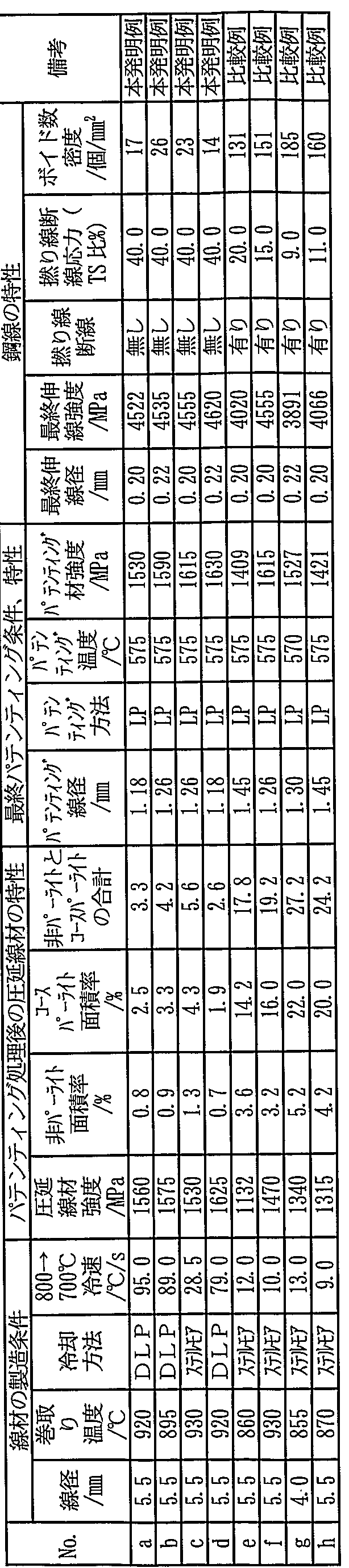
- Table 4 shows the production conditions of the rolled wire, the final patenting conditions performed during the drawing of the rolled wire, and the properties of the obtained wire and steel wire.
- No. a to h are respectively steels corresponding to No. a to h in Table 3
- No. a to d are examples of the present invention, and No. It is a comparative example from e to h.
- the composition of the steel satisfies the conditions of the present invention and can be drawn into the steel wire, but since the cold speed after winding is small, There is a lot of parlite, and the density of the remaining void after drawing is also high, and the stranded wire was broken by stranded wire processing.
- Table 3
- Example 2 For the rolled wire rod after patenting, the sample was taken out in the same manner as in Example 1, and the tensile test was performed and the SEM observation was performed.
- wire drawing was performed in the same manner as in Example 1 to obtain a steel wire having a final wire diameter.
- a sample was taken out of the obtained steel wire, and a tensile test and a measurement of the number density of the poise were performed.
- Example 2 In addition, using the prepared steel wire, stranded wire processing was performed in the same manner as in Example 1, and the presence or absence of breakage and the breaking tension when breaking were examined.
- Table 6 shows the production conditions of the rolled wire, the final patenting conditions performed during the drawing of the rolled wire, and the properties of the obtained wire and steel wire.
- No. 1 to 16 are examples of the present invention using the steels of No. 1 to 16 of the present invention example in Table 5, respectively, and similarly, 17 to 28 are comparisons. It is an example.
- the steel wire with the characteristic column of “one” is the one that was disconnected in the final wire drawing pass or the previous wire pass, and the final wire diameter is the pass diameter at that time.
- FIGS. 4 to 6 show the same relationships as Figs. 1 to 3 in Example 1.
- FIGS. 4 to 6 show that even when steel containing W is used, the same relationship as in Example 1 using steel containing M 0 can be obtained.
- the comparative example had the following problems, and was either broken during the wire drawing process, or was broken during the stranded wire processing after the wire drawing.
- Example 7 because the coiling temperature was low, the nitrides and carbides of B were precipitated before the patenting process, and the amount of solid solution B could not be secured. is there.
- Examples 1, 9, 2, 2, 4, 2, 6 and 2 9 are examples in which the amount of B was low or the additive was not added, so that non-partite and coarse partite could not be suppressed.
- Examples 1, 9, 26, and 30 are examples in which the generation of co-spare light could not be suppressed because W was not added.
- T S is also low, which is an example of both co-spar light and non-part light.
- 21 is an example in which the amount of B is excessive, and a large amount of B carbide and proeutectoid cement are precipitated at the austenite grain boundaries, resulting in poor wire drawing characteristics.
- 25 is an example in which the amount of C was excessive and the precipitation of primary cementite could not be suppressed, and the wire was broken by primary wire drawing.
- the sample was taken out in the same manner as in Example 1, and the tensile test was performed and the SEM observation was performed.
- wire drawing was performed in the same manner as in Example 1 to obtain a steel wire having a final wire diameter.
- a sample was taken out of the obtained steel wire, and a tensile test and a measurement of the number density of the poise were performed.
- the obtained steel wire was subjected to burn wire processing in the same manner as in Example 1, and the presence or absence of breakage and the breaking tension at breakage were examined.
- Table 8 shows the production conditions of the rolled wire, the final patenting conditions performed during the drawing of the rolled wire, and the characteristics of the obtained wire and steel wire.
- No. a to h are respectively steels corresponding to No. a to h in Table 7, No. a to d are examples of the present invention, and No. It is a comparative example from e to h.
- the composition of the steel satisfies the conditions of the present invention and can be drawn into the steel wire, but since the cold speed after winding is small, There is a lot of parlite, and the density of the remaining void after drawing is also high, and the stranded wire was broken by stranded wire processing.
- Table 7
- high-strength steel wires with excellent ductility particularly stranded wire properties, used in steel cord sawing wire, etc.
- the industrial applicability is great.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description







Claims
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09725961.8A EP2175043B1 (en) | 2008-03-25 | 2009-03-09 | Steel rod and high strenght steel wire having superior ductility and methods of production of the same |
| CN2009801000063A CN101765672B (zh) | 2008-03-25 | 2009-03-09 | 延性优良的线材及高强度钢线以及它们的制造方法 |
| ES09725961.8T ES2605255T3 (es) | 2008-03-25 | 2009-03-09 | Varilla de acero y alambre de acero de alta resistencia que tiene ductilidad superior y procedimiento de producción de los mismos |
| BRPI0903902A BRPI0903902B1 (pt) | 2008-03-25 | 2009-03-09 | arame de aço de alta resistência e seu método de produção |
| JP2009527634A JP5114684B2 (ja) | 2008-03-25 | 2009-03-09 | 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 |
| CA2697352A CA2697352C (en) | 2008-03-25 | 2009-03-09 | Steel rod and high strength steel wire having superior ductility and methods of production of same |
| US12/452,816 US9212410B2 (en) | 2008-03-25 | 2009-03-09 | Steel rod and high strength steel wire having superior ductility and methods of production of same |
| US14/939,848 US9689053B2 (en) | 2008-03-25 | 2015-11-12 | Steel rod and high strength steel wire having superior ductility and methods of production of same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-078146 | 2008-03-25 | ||
| JP2008078146 | 2008-03-25 | ||
| JP2008100385 | 2008-04-08 | ||
| JP2008-100385 | 2008-04-08 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/452,816 A-371-Of-International US9212410B2 (en) | 2008-03-25 | 2009-03-09 | Steel rod and high strength steel wire having superior ductility and methods of production of same |
| US14/939,848 Division US9689053B2 (en) | 2008-03-25 | 2015-11-12 | Steel rod and high strength steel wire having superior ductility and methods of production of same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009119359A1 true WO2009119359A1 (ja) | 2009-10-01 |
Family
ID=41113557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/054967 WO2009119359A1 (ja) | 2008-03-25 | 2009-03-09 | 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9212410B2 (ja) |
| EP (1) | EP2175043B1 (ja) |
| JP (1) | JP5114684B2 (ja) |
| KR (1) | KR20100029135A (ja) |
| CN (1) | CN101765672B (ja) |
| BR (1) | BRPI0903902B1 (ja) |
| CA (1) | CA2697352C (ja) |
| ES (1) | ES2605255T3 (ja) |
| WO (1) | WO2009119359A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012106570A (ja) * | 2010-11-16 | 2012-06-07 | Toyo Tire & Rubber Co Ltd | 空気入りラジアルタイヤ |
| CN102575312A (zh) * | 2009-11-03 | 2012-07-11 | Posco公司 | 具有优良拉拔性能的拉拔用线材、超高强度钢丝及其制备方法 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008069409A (ja) * | 2006-09-14 | 2008-03-27 | Bridgestone Corp | 高強度高炭素鋼線およびその製造方法 |
| BRPI0903902B1 (pt) * | 2008-03-25 | 2017-06-06 | Nippon Steel & Sumitomo Metal Corp | arame de aço de alta resistência e seu método de produção |
| US9121080B2 (en) * | 2010-04-01 | 2015-09-01 | Kobe Steel, Ltd. | High-carbon steel wire excellent in wire drawability and fatigue property after wiredrawing |
| JP6256464B2 (ja) * | 2013-04-25 | 2018-01-10 | 新日鐵住金株式会社 | 線材及びその製造方法 |
| CN105960478B (zh) * | 2014-02-06 | 2018-10-09 | 新日铁住金株式会社 | 单丝 |
| EP3103891B1 (en) | 2014-02-06 | 2020-01-15 | Nippon Steel Corporation | Steel wire |
| CN104694825B (zh) * | 2015-02-06 | 2017-01-11 | 铜陵百荣新型材料铸件有限公司 | 一种耐腐蚀铸造高碳钢及其制备方法 |
| CN105624564B (zh) * | 2016-01-05 | 2017-10-27 | 江阴兴澄特种钢铁有限公司 | 一种精细钢帘线拉拔加工性能优的高碳钢线材及制造方法 |
| CN107541674A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机轴承座罩壳材料 |
| CN107541686A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机轴承座材料 |
| CN107541668A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机中仁材料 |
| CN107541671A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机联轴器材料 |
| CN107541675A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机机架材料 |
| CN107541673A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机飞轮材料 |
| CN107541685A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机大齿轮材料 |
| CN107541678A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机长轴材料 |
| CN107541683A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机菱形片材料 |
| CN107541687A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机石墨心材料 |
| CN107541677A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机连接杆材料 |
| CN107541639A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机刀头材料 |
| CN107541670A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机轴盖材料 |
| CN107541676A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种切条机箱体材料 |
| CN107541669A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机齿轮轴材料 |
| CN107541672A (zh) * | 2016-06-24 | 2018-01-05 | 无锡市东煜机械有限公司 | 一种搓丝机凸轮材料 |
| EP3533898B1 (en) * | 2016-10-28 | 2020-12-02 | Nippon Steel Corporation | Wire rod and manufacturing method therefor |
| US10633726B2 (en) * | 2017-08-16 | 2020-04-28 | The United States Of America As Represented By The Secretary Of The Army | Methods, compositions and structures for advanced design low alloy nitrogen steels |
| US11643701B2 (en) | 2019-01-29 | 2023-05-09 | Jfe Steel Corporation | High-strength hot-dip galvanized steel sheet and manufacturing method therefor |
| HUE055332T2 (hu) * | 2019-02-26 | 2021-11-29 | Bekaert Sa Nv | Mûködtetõ szerkezet egy autó ajtajának vagy csomagtér ajtajának nyitására és zárására |
| CN111549294A (zh) * | 2020-05-25 | 2020-08-18 | 中国科学院金属研究所 | 耐液态铅铋腐蚀的高强度Fe-Cr-Zr-W-Mo-B铁素体合金及其制备方法 |
| CN112301287B (zh) * | 2020-11-09 | 2022-06-21 | 江苏省沙钢钢铁研究院有限公司 | 预应力钢绞线、预应力钢绞线用盘条及其生产方法 |
| CN113026402B (zh) * | 2020-12-23 | 2022-10-11 | 天津市新天钢中兴盛达有限公司 | 大规格热镀锌预应力钢绞线及其制造方法 |
| CN115323144A (zh) * | 2022-07-15 | 2022-11-11 | 江苏康瑞新材料科技股份有限公司 | 一种镜框用不锈钢丝的制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06330239A (ja) * | 1993-05-20 | 1994-11-29 | Kobe Steel Ltd | 伸線性および撚線性に優れた高炭素鋼線材 |
| JPH083639A (ja) | 1994-06-21 | 1996-01-09 | Nippon Steel Corp | 伸線加工性に優れた高炭素鋼線材または鋼線の製造方法 |
| JP2001131697A (ja) | 1999-11-01 | 2001-05-15 | Sumitomo Metal Ind Ltd | 鋼線材、鋼線及びそれらの製造方法 |
| JP2001234286A (ja) * | 2000-02-24 | 2001-08-28 | Nippon Steel Corp | 伸線加工性に優れた細径高炭素低合金鋼熱間圧延線材とその製造方法 |
| JP2004360005A (ja) * | 2003-06-04 | 2004-12-24 | Nippon Steel Corp | 遅れ破壊特性の優れた高強度pc鋼線およびその製造方法 |
| JP2007131944A (ja) * | 2005-10-12 | 2007-05-31 | Nippon Steel Corp | 伸線特性に優れた高強度線材およびその製造方法 |
| JP2007131945A (ja) * | 2005-10-12 | 2007-05-31 | Nippon Steel Corp | 延性に優れた高強度鋼線およびその製造方法 |
| JP2008261028A (ja) * | 2007-04-13 | 2008-10-30 | Nippon Steel Corp | 伸線加工性の優れた高炭素鋼線材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3737354B2 (ja) * | 2000-11-06 | 2006-01-18 | 株式会社神戸製鋼所 | 捻回特性に優れた伸線加工用線材およびその製造方法 |
| US6783609B2 (en) * | 2001-06-28 | 2004-08-31 | Kabushiki Kaisha Kobe Seiko Sho | High-carbon steel wire rod with superior drawability and method for production thereof |
| JP4088220B2 (ja) | 2002-09-26 | 2008-05-21 | 株式会社神戸製鋼所 | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| JP3983218B2 (ja) * | 2003-10-23 | 2007-09-26 | 株式会社神戸製鋼所 | 延性に優れた極細高炭素鋼線およびその製造方法 |
| EP1897964B8 (en) * | 2005-06-29 | 2019-07-17 | Nippon Steel Corporation | High-strength wire rod excelling in wire drawing performance and process for producing the same |
| CN101208445B (zh) * | 2005-06-29 | 2014-11-26 | 新日铁住金株式会社 | 拉丝性能优异的高强度线材及其制造方法 |
| BRPI0903902B1 (pt) * | 2008-03-25 | 2017-06-06 | Nippon Steel & Sumitomo Metal Corp | arame de aço de alta resistência e seu método de produção |
-
2009
- 2009-03-09 BR BRPI0903902A patent/BRPI0903902B1/pt not_active IP Right Cessation
- 2009-03-09 CN CN2009801000063A patent/CN101765672B/zh active Active
- 2009-03-09 ES ES09725961.8T patent/ES2605255T3/es active Active
- 2009-03-09 JP JP2009527634A patent/JP5114684B2/ja active Active
- 2009-03-09 EP EP09725961.8A patent/EP2175043B1/en active Active
- 2009-03-09 WO PCT/JP2009/054967 patent/WO2009119359A1/ja active Application Filing
- 2009-03-09 US US12/452,816 patent/US9212410B2/en active Active
- 2009-03-09 KR KR1020107001849A patent/KR20100029135A/ko active Search and Examination
- 2009-03-09 CA CA2697352A patent/CA2697352C/en not_active Expired - Fee Related
-
2015
- 2015-11-12 US US14/939,848 patent/US9689053B2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06330239A (ja) * | 1993-05-20 | 1994-11-29 | Kobe Steel Ltd | 伸線性および撚線性に優れた高炭素鋼線材 |
| JPH083639A (ja) | 1994-06-21 | 1996-01-09 | Nippon Steel Corp | 伸線加工性に優れた高炭素鋼線材または鋼線の製造方法 |
| JP2001131697A (ja) | 1999-11-01 | 2001-05-15 | Sumitomo Metal Ind Ltd | 鋼線材、鋼線及びそれらの製造方法 |
| JP2001234286A (ja) * | 2000-02-24 | 2001-08-28 | Nippon Steel Corp | 伸線加工性に優れた細径高炭素低合金鋼熱間圧延線材とその製造方法 |
| JP2004360005A (ja) * | 2003-06-04 | 2004-12-24 | Nippon Steel Corp | 遅れ破壊特性の優れた高強度pc鋼線およびその製造方法 |
| JP2007131944A (ja) * | 2005-10-12 | 2007-05-31 | Nippon Steel Corp | 伸線特性に優れた高強度線材およびその製造方法 |
| JP2007131945A (ja) * | 2005-10-12 | 2007-05-31 | Nippon Steel Corp | 延性に優れた高強度鋼線およびその製造方法 |
| JP2008261028A (ja) * | 2007-04-13 | 2008-10-30 | Nippon Steel Corp | 伸線加工性の優れた高炭素鋼線材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2175043A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102575312A (zh) * | 2009-11-03 | 2012-07-11 | Posco公司 | 具有优良拉拔性能的拉拔用线材、超高强度钢丝及其制备方法 |
| JP2012106570A (ja) * | 2010-11-16 | 2012-06-07 | Toyo Tire & Rubber Co Ltd | 空気入りラジアルタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009119359A1 (ja) | 2011-07-21 |
| CA2697352A1 (en) | 2009-10-01 |
| KR20100029135A (ko) | 2010-03-15 |
| EP2175043A1 (en) | 2010-04-14 |
| US20160145713A1 (en) | 2016-05-26 |
| ES2605255T3 (es) | 2017-03-13 |
| US9689053B2 (en) | 2017-06-27 |
| CA2697352C (en) | 2013-04-02 |
| EP2175043B1 (en) | 2016-08-10 |
| US20100126643A1 (en) | 2010-05-27 |
| US9212410B2 (en) | 2015-12-15 |
| BRPI0903902A2 (pt) | 2015-06-30 |
| BRPI0903902B1 (pt) | 2017-06-06 |
| CN101765672A (zh) | 2010-06-30 |
| JP5114684B2 (ja) | 2013-01-09 |
| EP2175043A4 (en) | 2015-08-12 |
| CN101765672B (zh) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009119359A1 (ja) | 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 | |
| JP5162875B2 (ja) | 伸線特性に優れた高強度線材およびその製造方法 | |
| JP5939359B2 (ja) | 高炭素鋼線材及びその製造方法 | |
| KR101382659B1 (ko) | 선재, 강선 및 선재의 제조 방법 | |
| JP5224009B2 (ja) | 鋼線材及びその製造方法 | |
| JP5092749B2 (ja) | 高延性の高炭素鋼線材 | |
| US10329646B2 (en) | Steel wire for drawing | |
| JP5154694B2 (ja) | 加工性に優れた高炭素鋼線材 | |
| CN108138285B (zh) | 拉丝加工用钢丝材 | |
| KR20080058294A (ko) | 연성이 우수한 고강도 강선 및 그 제조 방법 | |
| JP4374356B2 (ja) | 伸線特性に優れた高強度線材及びその製造方法、並びに伸線特性に優れた高強度鋼線 | |
| JP6795319B2 (ja) | 伸線性に優れた高炭素鋼線材、および鋼線 | |
| JP6725007B2 (ja) | 線材 | |
| WO2016021556A1 (ja) | 伸線加工性に優れた高炭素鋼線材 | |
| JP5201009B2 (ja) | 高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法 | |
| JP5304323B2 (ja) | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 | |
| JP5201000B2 (ja) | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 | |
| JP2000345294A (ja) | 鋼線材、極細鋼線及び撚鋼線 | |
| JP6536382B2 (ja) | 伸線加工用熱間圧延線材 | |
| JP2000080442A (ja) | 鋼線材、極細鋼線及び撚鋼線 | |
| JP6648516B2 (ja) | 伸線加工用熱間圧延線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980100006.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009527634 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09725961 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2697352 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12452816 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20107001849 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009725961 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009725961 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: PI0903902 Country of ref document: BR Kind code of ref document: A2 Effective date: 20100129 |