WO2009084453A1 - シースヒータ及びグロープラグ - Google Patents
シースヒータ及びグロープラグ Download PDFInfo
- Publication number
- WO2009084453A1 WO2009084453A1 PCT/JP2008/073086 JP2008073086W WO2009084453A1 WO 2009084453 A1 WO2009084453 A1 WO 2009084453A1 JP 2008073086 W JP2008073086 W JP 2008073086W WO 2009084453 A1 WO2009084453 A1 WO 2009084453A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheath
- coil
- heating coil
- heat generating
- sample
- Prior art date
Links
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 186
- 239000011651 chromium Substances 0.000 claims abstract description 114
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 92
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 32
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 27
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 26
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 26
- 239000001301 oxygen Substances 0.000 claims abstract description 26
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 26
- 239000012298 atmosphere Substances 0.000 claims abstract description 19
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 13
- 239000000843 powder Substances 0.000 claims abstract description 12
- 229910052742 iron Inorganic materials 0.000 claims abstract description 11
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 10
- 238000007789 sealing Methods 0.000 claims abstract description 9
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 7
- 238000010438 heat treatment Methods 0.000 claims description 241
- 238000005304 joining Methods 0.000 claims description 105
- 239000002344 surface layer Substances 0.000 claims description 34
- 229910052751 metal Inorganic materials 0.000 claims description 32
- 239000002184 metal Substances 0.000 claims description 32
- 150000004767 nitrides Chemical class 0.000 claims description 24
- 239000010936 titanium Substances 0.000 claims description 24
- 230000015572 biosynthetic process Effects 0.000 claims description 19
- 229910052719 titanium Inorganic materials 0.000 claims description 19
- 238000002844 melting Methods 0.000 claims description 17
- 230000008018 melting Effects 0.000 claims description 17
- 229910052726 zirconium Inorganic materials 0.000 claims description 17
- 229910052710 silicon Inorganic materials 0.000 claims description 10
- 229910052735 hafnium Inorganic materials 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000002156 mixing Methods 0.000 claims description 7
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 6
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 6
- 229910052684 Cerium Inorganic materials 0.000 claims description 5
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 4
- CXOWYMLTGOFURZ-UHFFFAOYSA-N azanylidynechromium Chemical compound [Cr]#N CXOWYMLTGOFURZ-UHFFFAOYSA-N 0.000 claims description 4
- 229910052796 boron Inorganic materials 0.000 claims description 4
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 claims description 4
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims description 4
- 239000010703 silicon Substances 0.000 claims description 4
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims description 4
- 229910052715 tantalum Inorganic materials 0.000 claims description 3
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims description 3
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 239000000203 mixture Substances 0.000 abstract description 21
- 238000003466 welding Methods 0.000 description 66
- 238000012360 testing method Methods 0.000 description 60
- 239000010408 film Substances 0.000 description 59
- 238000011156 evaluation Methods 0.000 description 43
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 26
- 238000000034 method Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 18
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 17
- 238000005121 nitriding Methods 0.000 description 15
- 230000008859 change Effects 0.000 description 14
- 230000020169 heat generation Effects 0.000 description 13
- 230000007423 decrease Effects 0.000 description 12
- 239000000956 alloy Substances 0.000 description 11
- 229910045601 alloy Inorganic materials 0.000 description 10
- 239000010410 layer Substances 0.000 description 10
- 230000035515 penetration Effects 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000011572 manganese Substances 0.000 description 8
- 238000007664 blowing Methods 0.000 description 7
- 238000004453 electron probe microanalysis Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 229910052748 manganese Inorganic materials 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 238000005498 polishing Methods 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 238000002485 combustion reaction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 229910001026 inconel Inorganic materials 0.000 description 4
- 230000033001 locomotion Effects 0.000 description 4
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 4
- 239000000395 magnesium oxide Substances 0.000 description 4
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 4
- 229910002060 Fe-Cr-Al alloy Inorganic materials 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- 229910003271 Ni-Fe Inorganic materials 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 229910000953 kanthal Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000010955 niobium Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 229910052727 yttrium Inorganic materials 0.000 description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 229910018967 Pt—Rh Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- -1 composed of Al Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 229910001055 inconels 600 Inorganic materials 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910001235 nimonic Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/42—Heating elements having the shape of rods or tubes non-flexible
- H05B3/44—Heating elements having the shape of rods or tubes non-flexible heating conductor arranged within rods or tubes of insulating material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/141—Conductive ceramics, e.g. metal oxides, metal carbides, barium titanate, ferrites, zirconia, vitrous compounds
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/027—Heaters specially adapted for glow plug igniters
Definitions
- the present invention relates to a heating sheath heater and a glow plug that uses the sheath heater and is also used to assist in starting a diesel engine.
- glow plugs are used to assist engine startup, stabilize combustion after startup, and purify exhaust gas.
- the glow plug is a so-called metal glow plug in which a heat generating resistor (simply referred to as a heat generating coil) or a control resistor (simply referred to as a control coil) is housed in a metal sheath to form a heater.
- Some heaters are called ceramic glow plugs composed mainly of a ceramic material.
- the operating temperature of the glow plug is high.
- the demand for ceramic glow plugs is increasing because ceramic glow plugs are superior to metal glow plugs in high-temperature durability.
- the current situation is that metal glow plugs are still in demand because they are easy to manufacture and easy to control in terms of construction.
- the metal glow plug exposes the sheath as a heater in the combustion chamber of the engine when in use. Since the combustion chamber has an extremely high temperature and an atmosphere in which unburned gas / combustion gas mixed with fuel drifts, heat resistance such as high temperature corrosion resistance and high temperature strength of the sheath is required. In order to respond to this, a material having excellent heat resistance and corrosion resistance, mainly composed of Ni (nickel) or Fe (iron), such as SUS 310 or Inconel 601 (trade name) is used for the sheath.
- the heat generating coil that functions as a heater more than the sheath exposed to the combustion chamber is regarded as important, and material development is being carried out.
- Fe (iron) -Cr (chromium) -Al (aluminum) -based material is used as the heat generating coil material of the metal glow plug.
- Patent Document 1 the composition of Fe-7.5Al-28Cr is used. A coil material is disclosed. This coil material is used for many glow plugs because of its excellent oxidation resistance.
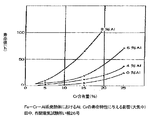
- Non-Patent Document 1 reports “Effects on Life Properties of Al and Cr in Fe—Cr—Al Heating Element (Resistor Alloy Material)” as shown in FIG. According to this, there may be a synergistic effect with Al, the degree of increase in the life value accompanying the increase in Cr content from the time when the Cr content exceeds 20% by weight, Cr is more than 20% by weight It seems desirable to include.
- the above coil material has excellent oxidation resistance, at extremely high temperatures such as 1100 ° C. or higher required by recent engines, it cannot endure actual use, and the heating coil may break. It is considered that the cause of this disconnection is that granular AlN (aluminum nitride) is generated inside the heating coil material with use. Considering a certain cross section of the heat generating coil, if the ratio of the metal portion (the ratio of the high conductivity portion) in the cross sectional area decreases due to the generation of AlN, the resistance value increases thereby, This is because a part that is abnormally heated is formed, and it is considered that the wire is disconnected there.
- Patent Document 2 discloses that the rear end portion of a sheath of a metal glow plug is sealed with an elastic body having a small N 2 (nitrogen) permeability.
- N 2 nitrogen
- this configuration can effectively prevent the entry of nitrogen from the outside of the sheath and suppress the generation of AlN, it still may not be sufficient as the durability of the heating coil. This is because, in the process of filling the sheath with insulating powder during the manufacturing process, oxygen and nitrogen contained in the atmosphere can be mixed in the sheath, so that a component that can affect the coil material is enclosed in the sheath. It is also thought to be because. It is difficult to solve this problem by using a conventional heating resistor material.
- Patent Document 3 In order to improve durability without using a heat generating resistor as a separate material, see Patent Document 3 in which TiO (titanium oxide) is mixed with MgO (magnesium oxide) powder, which is an insulating powder, to serve as an oxygen donor. It is disclosed that the surface layer of the heating resistor is positively oxidized by the above-described method, and that the oxide film prevents the penetration of nitrogen into the heating resistor. At first glance, this configuration seems to have solved the problem of durability of the heating resistor. However, mixing oxygen donors can cause the following problems. The metal (Ti), which plays a role as an oxygen donor and from which oxygen is dissociated, is feared to deteriorate the insulating function as an insulating powder.
- Ti titanium oxide
- the surface temperature of the sheath may not be as expected, and the original performance as a glow plug may not be exhibited.
- the basic configuration as a glow plug is equivalent to the conventional one, and it is preferable to use a technique that improves only the durability of the heating resistor.
- the conventionally known metal glow plug has been sufficiently studied for improving the durability of the heating resistor.
- the heating resistor materials disclosed in Patent Documents 1-3 and Non-Patent Document 1 described above are used as they are, the heat generation performance and durability as a glow plug are not necessarily sufficient.
- the present invention eliminates the problems of heat generation performance, rapid temperature rise performance and reliability, and improves the durability of the heating resistor, while maintaining the same basic structure as the conventional one, so that it has high durability as a sheath heater or glow plug.
- the purpose is to realize sex.
- a cylindrical metal sheath that extends in the axial direction and has a closed end mainly composed of nickel or iron, and is disposed in the sheath along the axial direction, and the distal end is electrically connected to the sheath.
- the connected heat generating coil, the lead member electrically connected to the heat generating coil and positioned in the sheath, the rear end projecting toward the rear end of the sheath, and the heat generating coil in the sheath are filled around An insulating powder and a sealing member that seals the rear end of the sheath, and the inner atmosphere of the sheath sealed by the sealing member is an internal atmosphere in which the partial pressure ratio is greater than the partial pressure of nitrogen than the partial pressure of oxygen
- the heating coil contains iron as a main component, chromium is contained in an amount of 5% by weight to 20% by weight, and aluminum is contained in an amount of more than 8% by weight and 15% by weight or less.
- a glow plug provided with the sheath heater having the above-described configuration is provided.
- 7 is a graph showing “effects on the life characteristics of Al and Cr in an Fe—Cr—Al-based heating element (in air)” extracted from Non-Patent Document 1. It is a cross-sectional observation figure of the sample (comparative example) after an evaluation test. It is a cross-sectional observation figure of the sample (Example) after an evaluation test. It is a schematic diagram which shows the state which embedded the measuring object in the resin block in order to observe the cross section of each sample in an evaluation test.
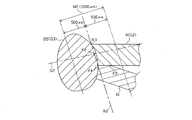
- the glow plug 1 includes a cylindrical housing 2 and a sheath heater 3 attached to the housing 2.
- the housing 2 has a shaft hole 4 penetrating in the direction of the axis C1, and the outer peripheral surface thereof has a hexagonal cross section for engaging a screw portion 5 for attachment to a diesel engine and a tool such as a torque wrench.
- a tool engaging portion 6 is formed.
- a sheath 7 As a lead member for transmitting electric power, a heating coil 9 (heating resistor), and a control coil (control resistor) 10 are integrated in the direction of the axis C1. It is configured.
- the sheath 7 is a cylindrical sheath made of metal having Ni or Fe as a main component (for example, made of SUS 310, Inconel 600, 601 or the like) whose tip is closed. Is fixed to the housing 2 in a protruding state. Inside the sheath 7, a heat generating coil 9 melt-bonded to the distal end of the sheath 7 and a control coil 10 connected in series to the rear end of the heat generating coil 9 are enclosed together with an insulating powder 11 such as MgO.
- the rear end of the sheath 7 is sealed with an annular rubber 17 made of fluororubber between the inner shaft 8 and the rear end.
- the heat generating coil 9 is electrically connected to the sheath 7 at the tip, but the outer peripheral surfaces of the heat generating coil 9 and the control coil 10 and the inner peripheral surface of the sheath 7 are insulated by the intervening insulating powder 11. It is in the state.
- the heating coil 9 is made of an Fe—Cr—Al alloy containing Fe as a main component and containing Cr and Al, and details will be described later. Further, the control coil 10 is made of a material having a temperature coefficient of electrical resistivity larger than that of the material of the heating coil 9, for example, a resistance heating wire mainly composed of Co or Ni typified by a Co (cobalt) -Ni-Fe alloy. It is configured. Thereby, the control coil 10 increases the electric resistance value by receiving its own heat generation and heat generation from the heat generation coil 9, and controls the power supply amount to the heat generation coil 9. Therefore, relatively large electric power is supplied to the heating coil 9 in the initial stage of energization, and the temperature of the heating coil 9 rises rapidly.
- the control coil 10 is heated by the heat generation, the electric resistance value increases, and the power supply to the heat generating coil 9 decreases.
- the temperature rise characteristic of the sheath heater 3 becomes a form in which the temperature is saturated after the temperature is rapidly raised in the initial stage of energization, and thereafter the power supply is suppressed by the action of the control coil 10. That is, the presence of the control coil 10 makes it possible to prevent the temperature of the heat generating coil 9 from excessively rising (overshoot) while improving the rapid temperature rise.
- the sheath 7 is formed with a small-diameter portion 7a that accommodates the heating coil 9 and the like on the distal end side thereof by swaging or the like, and a large-diameter portion 7b that is larger in diameter than the small-diameter portion 7a on the rear end side.
- the large diameter portion 7 b is press-fitted and joined to the small diameter portion 4 a formed in the shaft hole 4 of the housing 2, so that the sheath 7 is held in a state of protruding from the tip of the housing 2.
- the center shaft 8 has its tip inserted into the sheath 7 and is electrically connected to the rear end of the control coil 10 and is inserted through the shaft hole 4 of the housing 2.
- the rear end of the middle shaft 8 protrudes from the rear end of the housing 2, and the rear end of the housing 2 prevents the rubber-made O-ring 12, the resin-made insulating bush 13, and the insulating bush 13 from falling off. Therefore, the holding ring 14 and the nut 15 for connecting the current-carrying cable are fitted into the middle shaft 8 in this order.
- the Fe-7.5Al-28Cr material which is a conventional heating resistor material disclosed in Patent Document 1, is made of Al 2 O 3 (alumina) on its outer surface in an environment where oxygen is sufficiently present, such as in the atmosphere. It is formed and is effective as a protective oxide film. More specifically, a relatively thick Al 2 O 3 is formed on the outer surface of the heating resistor (heating coil), but a large amount of Cr component is very little directly under the Al 2 O 3. Oxygen oxidation suppresses oxygen migration into the alloy and produces dense Al 2 O 3 only on the surface.
- Al 2 O 3 alumina
- the inside of the sheath 7 is an atmosphere in which the partial pressure ratio is a nitrogen partial pressure larger than the oxygen partial pressure, and the Cr content in the heating coil 9 is 5 wt% or more and 20 wt% or less.
- the Al content is more than 8% by weight and 15% by weight or less.
- the lower limit of the Cr content in the heating coil 9 is preferably about 5% by weight.
- the Al content is more than 8% by weight and 15% by weight or less, a good Al 2 O 3 film can be formed, and an AlN film can be formed directly therebelow.
- the Al content is 8% by weight or less, a good film is not formed, and nitriding proceeds inside, which may cause early disconnection.
- the Al content exceeds 15% by weight, it becomes extremely difficult to form a coil shape. Further, even if the coil shape can be formed, in the swaging process for reducing the diameter of the sheath 7, there is a problem in that the heat generating coil 9 is not uniformly deformed, which may cause local heat generation during use.
- the ratio of Al content to Cr content (N Al / N Cr ) is 0.65 ⁇ N Al / N Cr ⁇ 1.4.
- the content ratio N Al / N Cr is less than 0.65, Cr 2 N tends to be generated in the film formed on the outer surface of the heating coil 9. Then, the film formed on the outer surface of the heat generating coil 9 is difficult to be uniform, and the progress of nitriding into the heat generating coil 9 cannot be effectively prevented, resulting in difficulty in terms of durability.
- the content ratio N Al / N Cr exceeds 1.4, it is difficult to raise a problem in terms of durability, but it is difficult to quickly raise the heater 3, and the coil 9 must have a thin wire diameter. For example, the initial resistance value may not be obtained, and as a result, the durability may decrease.
- the heat generating coil 9 contains at least one element having a smaller free energy for forming nitride at 1000 ° C. than the free energy for forming nitride of chromium at 1000 ° C., and its content is 0.001% by weight. It is desirable that the content be 5% by weight or less.
- nitrogen getter elements include rare earth elements such as yttrium (Y), cerium (Ce), hafnium (Hf), zirconium (Zr), and niobium (Nb). ), Molybdenum (Mo), silicon (Si), manganese (Mn), vanadium (V), boron (B), titanium (Ti), and the like. If the total content of the nitrogen getter is 0.001 wt% or more and 5 wt% or less, it is possible to prevent deterioration of workability and the like.
- Characteristic 4 is that the internal atmosphere of the sheath 7 is formed on the outer surface of the control coil 10 when the sheath heater 3 is energized and the surface temperature of the sheath 7 at the position where the control coil 10 is located is kept at 900 ° C. for 20 hours.
- the atmosphere be such that one of the oxide films is 5 ⁇ m or less.
- the characteristics 1 to 4 described above improve the performance of the heating coil 9 itself, including its durability and rapid temperature rise, but the underlying idea is that when the heating coil 9 and nitrogen try to cause some reaction, It can be said that it is a countermeasure. That is, if a configuration is adopted in which the heating coil 9 is less likely to react with nitrogen, it is possible to further improve its performance.
- the configuration in which the heating coil 9 is less likely to react with nitrogen means that the heating coil 9 melts the other adjacent components (sheath 7, control coil 10, middle shaft 8) and the metal components of each other.
- the heating coil 9 and the other member Is within a range of 500 ⁇ m from the dividing line (for convenience, referred to as “predetermined section”), which is perpendicular to the straight line (dividing line) that virtually divides the line and passes through the center at the joining boundary from the dividing line.
- predetermined section a range of 500 ⁇ m from the dividing line (for convenience, referred to as “predetermined section”), which is perpendicular to the straight line (dividing line) that virtually divides the line and passes through the center at the joining boundary from the dividing line.
- a portion where the average Al concentration gradient is 0.1 wt% / ⁇ m or more means, for example, that the average Al concentration gradient is from the sheath 7 (control coil 10) side to the heating coil 9 side as shown in the graph of FIG.
- the Al concentration may vary over a section of 15 ⁇ m, and as shown in the graph of FIG. 11, the Al concentration varies in a curve from the sheath 7 (control coil 10) side to the heating coil 9 side. Also good. Also, as shown in the graph of FIG. 12, the Al concentration may change abruptly from the sheath 7 (control coil 10) side to the heating coil 9 side. In any case, it is intended that there should be a section in which the average Al concentration gradient is 0.1 wt% / ⁇ m or more in any of the gradient forming sections N1 and N2.
- the average Al concentration gradient varies depending on the welding method and welding conditions between the heat generating coil 9 and other adjacent members such as the sheath 7 and the control coil 10 when forming the joining region.
- a measure for providing a section in which the average Al concentration gradient in the joining region is 0.1 wt% / ⁇ m or more for example, resistance welding is employed, a relatively weak current is used, and a relatively short time is used.
- the amount of melting may be relatively reduced, such as by employing arc welding performed in step (b). However, since a decrease in the melting amount causes a decrease in the bonding strength, it is necessary to ensure a melting amount that can ensure a sufficient bonding strength.
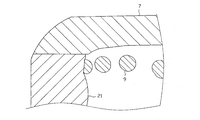
- the tip of the heating coil 9 and the sheath 7 adjacent to the heating coil 9 are joined by melting and mixing each other's metal components, for example, by arc welding.
- a region (hereinafter referred to as a “tip-side joining portion”) 21 is formed, and the tip-side joining portion 21 has a predetermined direction from the sheath 7 (tip-side joining portion 21) side in the tip-side gradient forming section N1 toward the heat generating coil 9 side.
- a portion where the average Al concentration gradient in the section having a length of 15 ⁇ m along (A) is 0.1 wt% / ⁇ m or more can be provided.
- the tip-side gradient forming section N1 is an outer shape of the tip-side joining portion 21 in a cross section passing through the axis C1 and the center of the tip of the heating coil 9 (that is, equal to the cross section of FIG. 8 in this embodiment).
- the vertical two of the boundary point connecting line segment R1 It refers to a section having a length of 500 ⁇ m along the equipartition line S ⁇ b> 1 on the side of the distal end side joining portion 21.
- the predetermined direction (A) refers to a direction in which the perpendicular bisector S1 of the boundary point connection line segment R1 extends.
- a metal tip member may be joined to the tip of the heating coil 9 and the tip member and the sheath 7 may be melted.
- the rear end of the heating coil 9 and the control coil 10 are melted and mixed with each other by, for example, arc welding, thereby joining the joining region (rear end side joining portion). ) 22 is formed, and the rear end side joining portion 22 is along a predetermined direction (B) from the control coil 10 (rear end side joining portion 22) side toward the heating coil 9 side in the rear end side gradient forming section N2.
- a portion having an average Al concentration gradient of 0.1 wt% / ⁇ m or more in a section having a length of 15 ⁇ m can be provided.
- the rear end side gradient forming section N2 is the outer shape of the heating coil 9 in a cross section passing through the axis C1 and the center of the rear end of the heating coil 9 (that is, in the present embodiment, equal to the cross section of FIG. 9).
- the rear end side perpendicular bisector S2 that is an equipartition line, from the center point X2 of the rear end side boundary point connecting line segment R2 to the heating coil 9 side and the control coil 10 (rear end side joining portion 22) side, respectively.
- both the coils 9, with the tip member interposed between the heating coil 9 and the control coil 10, similarly to the tip member that can be used to form the front end side joined portion 21. 10 and the chip member may be formed by melting.
- the heating coil 9 and the control coil 10 are joined by resistance welding, and the following is described from the control coil 10 side to the heating coil 9 side in the rear end side gradient forming section N3.
- a portion having an average Al concentration gradient of 0.1 wt% / ⁇ m or more in a section having a length of 15 ⁇ m along the direction in which the end-side vertical bisector S3 extends may be provided.
- the rear end side gradient forming section N3 is a rear end side joining portion of the virtual outline KG1 of the heating coil 9 before the rear end side joining portion is formed in a cross section passing through the axis C1 and the center of the rear end of the heating coil 9.
- the heating coil 9 is formed when the rear end side joined part is formed.
- Heat is generated from the center point X3 of the virtual intermediate line segment M along the rear-end-side vertical bisector S3 that is a vertical bisector of the virtual intermediate line segment M located in the middle of the virtual contact line segment KT2 that makes contact.
- Each of the sections has a length of 500 ⁇ m on the coil 9 side and the control coil 10 side.
- the two virtual contact line segments that overlap are set as the virtual intermediate line segment M.
- the rear end side joining portion 22 is formed so as to join the heating coil 9 and the control coil 10 apart from each other, but the form of the rear end side joining portion 22 is limited to this. is not.
- the form of the rear end side joining portion 22 may be a form in which both the heating coil 9 and the control coil 10 are joined together.
- the heating coil 9 and the control coil 10 are in contact between the rear end side second boundary point K4 and the contact end point K5 of the heating coil 9 and the control coil 10, but they are not welded. Is.
- sections having an average Al concentration gradient of 0.1 wt% / ⁇ m or more may be provided. In any one of them, a section in which the average Al concentration gradient is 0.1% by weight / ⁇ m or more may be provided.
- the heat generating coil 9 and nitrogen react directly without using a member connected to the heat generating coil 9.
- the division value x is relatively small such as “45 ⁇ x ⁇ 160”
- the volume of the heating coil 9 per unit surface area of the heating coil 9 is relatively small, so that it can be supplied per unit surface area of the heating coil 9.
- the amount of Al is small.
- the amount of Al is reduced to the extent that a continuous Al film cannot be formed even when used for a relatively short period of time due to repeated generation and peeling of the Al film on the surface layer of the heating coil 9.
- the area of the target coil region TK is sufficiently large, and the outer shape is close to a perfect circle, so that the necessary nitriding resistance can be obtained even if Al is not contained so much. Easy to realize.
- the heat generating coil 9 with “45 ⁇ x ⁇ 160” is more likely to infiltrate nitrogen and thus lowers the durability as compared with a heat generating coil having a relatively large cross-sectional area, a heat generating coil having a perfectly circular cross section, and the like. It can be said that it is effective when exhibiting a cross-sectional shape which is a further concern.
- y which is the Al content in the heating coil 9
- y is relatively large as “8 ⁇ y ⁇ 15”, so that it can be supplied per unit surface area of the heating coil 9.
- the amount of Al can be increased. Therefore, even if the generation and peeling of the Al film are repeated, a continuous Al film can be continuously formed over a relatively long period of time. As a result, the penetration of nitrogen into the heating coil 9 can be suppressed over a long period of time, and the life can be extended. Even if “45 ⁇ x ⁇ 160”, if “y ⁇ 8”, Al may be insufficient, and the above-described effects may not be sufficiently achieved. On the other hand, if “y> 15”, the workability may be reduced.
- the Al content is vital.
- the presence of the target coil region TK that satisfies 45 ⁇ x ⁇ 160 prevents nitrogen from entering the heating coil 9 for a long period of time. Can be prevented.
- a longer life is more easily achieved as a larger number of the plurality of coil regions K have a configuration as the target coil region TK.
- 70% or more of the plurality of coil regions K can be exemplified as the target coil region TK.
- the durability can be further improved and the service life can be dramatically extended.
- the target coil region TK occupies 70% of the plurality of coil regions K, among the plurality of coil regions K, 10 is located on one side of the center axis X1 from the distal end of the sheath 7.
- the value x may be measured for each of the coil regions K1 to K10, and determination may be made based on whether or not the value x satisfies “45 ⁇ x ⁇ 160” in at least seven of the ten regions. It should be noted that the number x of regions for measuring the value x is sufficiently reliable even if it is about eight. However, a portion of the heating coil 9 that is joined to the sheath 7 is not handled as the coil region K.
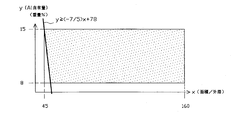
- the sheath heater 3 satisfies y ⁇ ( ⁇ 7/5) x + 78 as the feature 6 in addition to satisfying the condition of the feature 5.
- the x and y regions satisfying “45 ⁇ x ⁇ 160” and “8 ⁇ y ⁇ 15” in the feature 5 are regions with a dotted pattern in FIG.
- the x and y regions satisfying “y ⁇ ( ⁇ 7/5) x + 78” of the feature 6 are regions with a dotted pattern in FIG.
- the cross-sectional shape of the heating coil 9 may be deformed during manufacturing or the circumference of the heating coil 9 may be relatively large.
- the heating coil 9 may be reduced in diameter from the viewpoint of increasing the resistance value to achieve sufficient heat generation performance and keeping power consumption relatively low.
- the volume per unit surface area of the heat generating coil 9 decreases as the peripheral length of the heat generating coil 9 increases and the diameter of the heat generating coil 9 decreases.
- the value of x is relatively small (when x is less than 50)
- more Al is contained. Therefore, the intrusion of nitrogen into the heating coil 9 can be suppressed over a long period of time, and the effect of extending the life can be achieved more reliably.
- the relationship between x and y in the above-mentioned region is defined in the sense that the durability of the heat generating coil 9 having a relatively increased circumference while achieving a smaller diameter of the heat generating coil 9 is realized. It is more desirable to be within the range.
- the heating coil 9 includes manganese (Mn), silicon (Si), boron (B), vanadium (V), tantalum (Ta), titanium (Ti), zirconium. (Zr), hafnium (Hf), and at least one rare earth element such as cerium (Ce), and the total content thereof is 0.001 wt% or more and 5 wt% or less, and y ⁇ ( ⁇ / 20) x + 20 is preferably satisfied.
- Elements such as Mn and Si are elements that have less nitride formation free energy at 1000 ° C. than Cr nitride formation free energy at 1000 ° C., that is, elements that are more easily nitrided than Cr.
- an element such as Mn or Si functions as a nitrogen getter element to prevent nitridation of Cr, thereby further improving durability.
- rare earth elements such as Ti, Zr, Hf, and Ce are elements that are more easily nitrided than Al
- formation of AlN in the heating coil 9 can be effectively suppressed.
- lattice strain is generated in the metal structure such as Al forming the heating coil 9, so that a strain load is generated in the metal structure such as Al.
- Al is moved (supplied) to the surface layer of the heating coil 9 more quickly.
- the Al film is formed more reliably, the intrusion of nitrogen into the heat generating coil 9 can be more reliably suppressed.
- the total content of the nitrogen getter element and / or rare earth element is less than 0.001% by weight, the above-described effects may not be sufficiently achieved.
- the total content exceeds 5% by weight, the workability deteriorates and a relatively large nitride is generated inside the heating coil 9, and the corrosive gas enters from these as a starting point. There is a risk that.
- FIG. 3 the surface layer region 31 within 5 ⁇ m from the inner surface of the distal-side joining portion 21 between the distal end of the heating coil 9 and the sheath 7, and at least from the outer periphery of the distal end of the heating coil 9 to the distal-side joining portion 21. It is desirable that the aluminum content in the range of 100 ⁇ m along the inner surface is 3.5% by weight or more.
- the intrusion of nitrogen from the surface layer of the heat generating coil 9 and the intrusion of nitrogen from the tip side joining portion 21 in the vicinity of the heat generating coil 9 can be suppressed at a time, the generation of nitride inside the heat generating coil 9 is further improved. This can be surely prevented, and as a result, the durability can be dramatically improved and the life can be extended.
- the Al content in the sheath 7 is 3.5% by weight or more.
- the Al content in the tip-side joining portion 21 between the heating coil 9 and the sheath 7 can be reliably set to 3.5% by weight or more. Accordingly, an Al-based film can be formed over the entire surface layer of the distal-end-side bonded portion 21, and an Al-based film can also be formed in the sheath 7. As a result, the penetration of nitrogen into the heating coil 9 can be more effectively suppressed, and the durability can be further improved.
- the feature 9 when the feature 9 is satisfied, as the feature 11, at least in the surface layer region 31 of the distal end side bonded portion 21 within the range of 100 ⁇ m from the outer periphery of the distal end of the heating coil 9 to the inner surface of the distal side bonded portion 21 It is desirable that there is a region containing at least one element having a lower nitride formation free energy at 1000 ° C. than that of chromium (Cr) at 1000 ° C.
- the heating coil 9 contains Cr, the resistance value of the heating coil 9 can be increased sufficiently. For this reason, sufficient heat generation performance can be realized without excessively reducing the diameter of the heating coil 9. Further, since it is not necessary to reduce the diameter of the heating coil 9 excessively, the heating coil 9 can be made relatively thick, and as a result, the durability of the heating coil 9 can be improved. On the other hand, since Cr is an element that is relatively easily nitrided, there is a concern that the nitriding of Cr proceeds and the durability of the heat generating coil 9 is lowered.
- Cr can be melted in the tip-side joined portion 21 by forming the tip-side joined portion 21, but when the Cr is nitrided, Al-based in the surface layer of the tip-side joined portion 21 in the vicinity of the heating coil 9. There is a possibility that Cr nitride is scattered in the coating, and a discontinuous Al-based coating is formed. As a result, there is a concern that the penetration of nitrogen into the heating coil 9 cannot be sufficiently suppressed.
- nitride at 1000 ° C. is more than the free energy of formation of nitride of chromium (Cr) at 1000 ° C., at least within the range of 100 ⁇ m from the outer periphery of the tip of the heating coil 9 to the inner surface of the tip-side joining portion 21. If there is a region containing at least one element with low generation free energy, the element functions as a so-called nitrogen getter element in a high temperature environment (1000 ° C.) assuming that the sheath heater 3 is used, and the heating coil 9 Nitriding of Cr inside can be prevented.
- the nitrogen getter element include rare earth elements such as manganese, silicon, boron, vanadium, tantalum, magnesium, titanium, zirconium, hafnium, and cerium.
- the rear end of the heating coil 9 and the control coil 10 as shown in FIG. It is desirable that the aluminum content in the side joining portion 22 is 3.5% by weight or more.
- the heating coil 9 contains a sufficient amount of Al, an Al-based film can be formed on the surface layer of the heating coil 9 and nitrogen intrusion from the surface layer of the heating coil 9 can be prevented. Furthermore, if the Al content in the rear end side bonded portion 21 is 3.5% by weight or more, an Al-based film can be formed on the surface layer of the rear end side bonded portion 21. Thereby, the penetration
- the rear end side bonded portion 22 includes a region containing at least one element having a nitride free energy at 1000 ° C. lower than that at 1000 ° C. It is desirable to exist.
- the heating coil 9 contains Cr, the resistance value of the heating coil 9 can be sufficiently increased. For this reason, sufficient heat generation performance can be realized without excessively reducing the diameter of the heating coil 9. Further, since it is not necessary to reduce the diameter of the heating coil 9 excessively, the heating coil 9 can be made relatively thick, and as a result, the durability of the heating coil 9 can be improved. On the other hand, since Cr is an element that is relatively easily nitrided, there is a concern that the nitriding of Cr proceeds and the durability of the heat generating coil 9 is lowered.
- Cr can be melted in the rear end side joining portion 22 by forming the rear end side joining portion 22, but when the Cr is nitrided, the Al-based coating on the surface layer of the rear end side joining portion 22 is formed. There is a possibility that Cr nitride is scattered and the Al-based film becomes discontinuous.
- the sheath heater In a high temperature environment (1000 ° C.) that is assumed to be used, the element functions as a so-called nitrogen getter element, and nitriding of Cr inside the heating coil 9 can be prevented.
- a continuous Al-based film can be formed at the rear end side bonded portion 22, it is possible to more effectively prevent nitrogen from entering.
- the heating coil 9 contains Cr
- zirconium (Zr) is contained in an amount of 0.005 wt% to 2 wt%
- titanium (Ti) is contained in an amount of 0.005 wt% to 5 wt%.
- the heating coil 9 contains a predetermined amount of Zr or Ti that functions as a nitrogen getter element, nitriding of Cr can be more reliably suppressed.
- the content of Zr or Ti is less than 0.005% by weight, there is a possibility that Cr nitridation cannot be sufficiently suppressed.
- the content of Zr exceeds 2% by weight or when the content of Ti exceeds 5% by weight, it may be difficult to process the heating coil 9.
- the glow plug 1 having the above configuration can be manufactured by the following method.
- part which is not specified in particular it manufactures by a conventionally well-known method.
- a resistance heating wire of an Fe—Al alloy containing 5 wt% or more and 20 wt% or less of Cr and more than 8 wt% and 15 wt% or less of Al is processed into a coil shape to obtain a heating coil 9. .
- both the coils 9 and 10 are joined by forming the rear end side joining portion 22 in which the alloy components constituting both the coils 9 and 10 are melted by arc welding.
- predetermined welding conditions for example, 30 A for 100 ms
- Arc welding is performed, for example, by blowing an arc and performing welding.
- the tip of the middle shaft 8 and the heating coil 9 and the control coil integrated with the middle shaft 8 are formed in a cylindrical sheath 7 having a larger diameter than the final dimension by the machining allowance and the tip is not closed. 10 are arranged. Then, for example, the tip portion of the sheath 7 is closed by arc welding, and the metal constituting the sheath 7 and the heating coil 9 are configured to join the tip portion of the sheath 7 and the tip portion of the heating coil 9. Metals are melted together to form the tip-side joining portion 21.
- an arc for 300 ms at 90 A is used. Arc welding is performed, for example, by blowing an arc for 50 ms at 40 A and then welding.
- the sheath 7 is filled with the insulating powder 11, the sheath 7 is subjected to swaging. Thereby, the sheath 7 having the large diameter portion 7b is formed, and the sheath 7 is integrated with the middle shaft 8 to complete the sheath heater 3.
- the sheath heater 3 formed as described above is press-fitted and fixed in the shaft hole 4 of the housing 2, and the O-ring 12, the insulating bush 13, and the like are fitted into the middle shaft 8 at the rear end portion of the housing 2, The glow plug 1 is completed.
- Examples Samples Nos. 1, 3 to 5, 7, and 8, Comparative Examples: Samples Nos. 2, 6, and 9 were produced as follows. First, raw materials are weighed and mixed to produce a molten alloy. Next, a ⁇ 30 mm cylindrical ingot was formed by hot working, and a ⁇ 0.3 mm strand was produced by drawing. The produced wire was coiled by a conventionally known method to obtain a coil shape. Sample No. The compositions of 1 to 9 are shown in Table 1. Sample No. For 1 to 9, Cr was contained in stages, and the blending amount of Al was changed. The ratio of each composition shown in Table 1 is% by weight, and the total of each composition is 100% by weight. The composition was analyzed using EPMA for the prepared samples (conditions: beam diameter: 10 ⁇ m, voltage: 20 kV, current: 2.5 ⁇ 10 ⁇ 8 A).
- each sample was subjected to a thermal durability test.
- each sample was placed in an electric furnace capable of gas replacement and maintained at 1200 ° C. for 5 hours.
- the atmosphere inside the electric furnace has an initial oxygen partial pressure of 0.2 ⁇ 10 5 Pa, and after 3 minutes, 1.0 ⁇ 10 ⁇ 13 Pa.
- the test was performed using nitrogen gas containing a reducing gas such as CO (carbon monoxide) and H 2 (hydrogen) for adjusting the oxygen partial pressure.
- the sheath surface temperature is as high as 900 ° C. to 1000 ° C. during use.
- a temperature difference of about 100 ° C. at maximum occurs between the surface temperature of the sheath where the heating coil is located and the surface temperature of the sheath where the control coil is located.
- a temperature difference of 100 ° C. or more is also generated between the surface temperature and the heat generating coil and the control coil housed inside. Taking these and temperature errors into consideration, in order to evaluate the durability of the heat generating coil at high temperatures, if it is set to 1200 ° C., it is possible to perform a test assuming a use state.
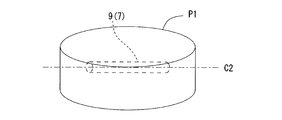
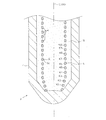
- each sample was embedded in the resin block P1, and the resin block P1 and the sample were cut and polished along the longitudinal direction C2 of the sample (of course, only polishing without cutting) May be done).
- rough polishing was performed with SiC water-resistant polishing paper (# 1500), and then mirror finishing was performed with 1 ⁇ m of diamond paste.
- SiC water-resistant polishing paper # 1500
- mirror finishing was performed with 1 ⁇ m of diamond paste.
- the sample has a diameter of 0.3 mm, it is desirable to suppress polishing to the inside of the sample about 0.1 to 0.15 mm.
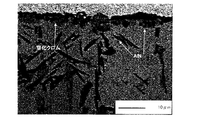
- the mirror-finished sample was degreased and washed with an organic solvent such as acetone, and the structure was observed with a metal microscope, SEM, or the like, and the thickness of the altered portion on the surface layer of the sample was measured.
- Samples 2 and 4 are shown in FIGS. 4 and 5 as representative examples of the observed images.
- the element mapping using EPMA X-ray microanalyzer
- the film was an oxide or nitride mainly composed of Al, and was an oxide or nitride mixed with “Al”, Al and Cr in the “surface layer product” column. The thing is indicated as “Al, Cr”.
- Table 1 shows the measurement and analysis results of the thickness of the surface layer portion including the film and the properties of the surface layer portion.
- Sample No. for 1 to 9 the altered surface layer portions were only Al or a mixed oxide film and nitride film of Al and Cr.
- Cr 2 N which is inferior in protective properties, was formed in a layer directly under the Al 2 O 3 film on the surface layer, and nitrogen entered the inside.
- Sample No. with a Cr content exceeding 20% by weight was used.
- a film in which Al 2 O 3 , AlN, and Cr 2 N were mixed was formed on the surface layer. For this reason, the film was not formed as a good film, and internal nitridation occurred.
- the Cr 2 N coating has a high nitrogen gas permeability and could not effectively prevent the penetration of nitrogen into the interior.
- a Cr 2 N film is formed, a dense Al 2 O 3 film is not continuously formed, and the Cr 2 N film and the Al 2 O 3 film are adjacent to each other in pieces. We infer that it has been closed.
- the nitrogen partial pressure is higher than the oxygen partial pressure in the partial pressure ratio as in the glow plug sheath, and the oxygen partial pressure gradually decreases (oxidation of the heating coil causes In an environment where oxygen is consumed, the heating coil has a composition of Cr 5 wt% or more and 20 wt% or less and Al more than 8 wt% and 15 wt% or less, thereby generating granular AlN and Cr. It was confirmed that it was possible to suppress the generation of 2 N to improve the durability of the heat generating coil, and to achieve high durability as a sheath heater and thus a glow plug. (Evaluation test 2)
- Sample No. 5 having a Cr content of 5 wt% to 20 wt% and an Al content of more than 8 wt% to 15 wt% or less.
- No. 7 although the durability was 6000 cycles or more, Cr 2 N was easily generated in the film formed on the outer surface, and in the above evaluation test 1, the mixture of Al 2 O 3 and Cr 2 N was oxidized. As a film and a nitride film have been formed, the durability tends to be difficult compared to other samples (for example, sample No.
- the control coil was made of Co-25 wt% Ni-4 wt% Fe, and the sheath was made of Inconel®601.
- each sheath heater was subjected to a thermal durability test using the same apparatus as in Evaluation Test 1. These five sheath heaters were completed as sheath heaters for testing, and then the portion including the sealing member at the rear end of the sheath was removed by cutting so that the inside and the outside of the sheath were not airtight. In the test, each sample was held at 1200 ° C. for 20 hours. Sample No. Two of 2-1 and 5-1 were equal to the air atmosphere, and the oxygen partial pressure was 0.2 ⁇ 10 5 Pa. On the other hand, sample no. For the three pieces of 2-2, 5-2 and 5-3, the oxygen partial pressure was set to 1.0 ⁇ 10 ⁇ 13 Pa assuming the atmosphere inside the sheath used as a glow plug.
- each sample After holding in an electric furnace for 20 hours, each sample is disassembled and cut, and cross sections of the heating coil, control coil, and sheath are observed.
- cross section each member to be observed is embedded in a resin block and observed in the same manner as in the evaluation test 1 (see FIG. 6). The observation results are shown in Table 3.
- Sample No. 2-1 and 5-1 compare the degree of nitridation due to the difference in the composition of the heating coil in an air atmosphere, that is, an environment where oxygen is sufficiently present and the atmosphere is not excessive with nitrogen. According to this, sample No. of the comparative example. No. 2-1, sample No. in the embodiment of the present invention. Even in the case of 5-1, the degree of nitridation of the heating coil does not progress to 0%, there is no particular difference between them, and it can be determined that both have excellent durability.
- the thickness of the oxide film on the control coil and the thickness of the oxide film on the inner peripheral surface of the sheath were determined as Sample No. In Sample No. 2-1, the thickness is 113 ⁇ m and 17 ⁇ m. In 5-1, it was 117 ⁇ m and 19 ⁇ m.
- sample No. 1 that assumed the inside of the sheath where oxygen was not sufficiently present and the atmosphere was excessive in nitrogen.
- Sample No. as a comparative example is shown.
- the nitriding degree of the heating coil proceeds to 82%
- sample No. As for 5-2 and 5-3 the degree of nitriding did not proceed as 0%, and it can be judged that the nitriding degree has excellent durability. Therefore, it was verified that the heating coil 9 achieves excellent durability in a sheath having an internal atmosphere in which the nitrogen partial pressure is larger than the oxygen partial pressure.
- the thickness of the oxide film of the control coil was determined as Sample No.
- Sample numbers of glow plugs with various changes in gradient. 1 to 28 were produced.
- the front end side joining portion of the heating coil was formed by arc welding or resistance welding
- the rear end side joining portion of the heating coil was formed by the same welding method and the same welding conditions for each sample. Further, the heating coil is subjected to a diameter reduction process as necessary so that the heating coil has a predetermined resistance value.
- Table 5 shows the contents of Al, Cr, etc.
- the composition ratio distribution of the heating coil in each sample when focusing on the contents of Al and Cr is shown in the triangular diagram of FIG.
- the left oblique side of the triangular diagram of FIG. 15 indicates the Cr content (% by weight)
- the right oblique side indicates the Al content (% by weight).
- the “average Al concentration gradient” in Table 5 is referred to as (reference), in addition to the samples subjected to the durability evaluation test, having the same composition as each sample, and the same welding method and This is because the average Al concentration gradient obtained by analyzing the gradient forming section is shown for the samples produced according to the welding conditions (that is, strictly different from each sample). Therefore, the “average Al concentration gradient” in the table may not be exactly equal to the “average Al concentration gradient” actually possessed by each sample, but is very close to the actual value. Is.
- the average Al concentration gradient was measured as follows. First, as shown in FIG. 13, after cutting the sample so as to pass through the sheath axis and the center of the heating coil tip, the cut surface is observed, and the outer contour line G1 of the distal end side joining portion 21 and the outer contour line G2 of the heating coil. (The left side portion in FIG. 13 is the tip side joining portion 21 and the right side portion is the heating coil 9).
- the 500 ⁇ m section is defined as a slope forming section N1, and EPMA is used at an arbitrary interval with respect to the slope forming section, and a section having a relatively large change in Al concentration (detail measurement target section) is specified (that is, Al concentration) I picked up a section with a relatively large change amount).
- the Al concentration is plotted with black square points, and the Al change rate is plotted with black triangle points. And among the Al change rates of each section, the maximum value was used as the average Al concentration gradient of the sample. That is, the average Al concentration gradient of the sample was 0.259% by weight / ⁇ m, which is the maximum value among the Al change rates.
- the portion where the change in Al concentration almost disappeared compared to the adjacent point is the boundary between the heating coil and the tip side joining portion (the boundary line in FIG. 13). )Met.
- each sample was subjected to a durability evaluation test.
- the durability evaluation test the number of cycles until the heating coil was disconnected (number of disconnection cycles) was measured by energizing at 11V for 6 seconds and then energizing at 14V for 180 seconds as one cycle.
- “B” is evaluated as having excellent durability
- samples having a disconnection cycle number of 7000 cycles or more durability is extremely excellent.
- A was evaluated.
- the sample having a number of disconnection cycles of less than 6000 cycles was evaluated as “C” because the durability was not good.
- Al is contained exceeding 15% by weight and when the total content of nitrogen getter elements is contained exceeding 5% by weight, the heating coil may be reduced to a predetermined diameter. Since it was difficult, the evaluation test was not performed.
- Table 5 The test results are shown in Table 5.
- the number of disconnection cycles was 6000 cycles or more, and excellent durability was confirmed. This is because when Al is contained, a coating such as AlN is formed on the surface of the heating coil, and when the heating coil contains more than 8 wt% and not more than 15 wt%, the average Al concentration gradient Is 0.1% by weight / ⁇ m or more, and AlN is formed one after another by nitrogen that has entered and Al that has been supplied without a shortage of Al, and a wide range of strong AlN layers are formed.
- the Al content exceeds 8% by weight and is 15% by weight or less
- the Cr content is 5% by weight or more and 20% by weight or less, that is, a region surrounded by a thick line in FIG.
- a sample No. 1 having an average Al concentration gradient of 0.1 wt% / ⁇ m or more is formed. 7 to 28 were found to have very excellent durability. This is probably because the heat generation coil could be made relatively thick due to the inclusion of Cr, and the durability could be further improved. Further, in this case, sample No. with a Cr content of 15 wt% or less was used. For 10 to 28, the number of disconnection cycles was 8000 cycles or more, and a further improvement in durability was observed.
- sample No. 1 containing nitrogen getter elements such as Hf, Zr, Ti, Si, Mn and the like in an amount of 0.001 wt% to 5 wt%.
- sample Nos. 22 to 28 sample Nos. 1 and 2 with the same Al and Cr content and average Al concentration gradient were used. Compared to 15, further improvement in durability was observed. This is because the nitridation of Cr is suppressed by the element and metal distortion is generated in the metal structure of the heat generating coil, so that Al moves more quickly, and thus the AlN layer is more reliably obtained. This is thought to be due to the fact that it was formed. (Evaluation Test 5)
- the rear end side first boundary that is the boundary point between the outer shape line of the heating coil and the outer shape line of the joined portion on the rear end side
- a section having a length of 500 ⁇ m on each of the heating coil side and the control coil side was defined as a gradient forming section.
- sample No. 1 containing Al in excess of 8 wt% and 15 wt% or less and having an average Al concentration gradient of 0.1 wt% / ⁇ m or more. It was revealed that 44 to 60 were excellent in durability. This is considered to be due to the fact that a strong AlN layer covering a wide range was formed at the rear end side joining portion, and nitrogen intrusion from the rear end side joining portion into the heating coil was more reliably suppressed.
- the number of disconnection cycles was 8000 or more, and a further improvement in durability was observed. However, the sample No. in which Cr exceeded 20% by weight.
- sample No. 44 the same amount of Al and no more than 20% by weight of Cr sample No. As a result, the number of disconnection cycles was slightly shorter than 45.
- Sample Nos. 56 to 60 Sample Nos. With the same Al and Cr content and average Al concentration gradient were used. It was confirmed that the durability was further improved as compared with 48.
- the heat generating coil contains Al exceeding 8% by weight and 15% by weight or less, and the section in which the average Al concentration gradient in the joining region is 0.1% by weight / ⁇ m or more is provided. It can be said that the nitriding of the steel can be effectively suppressed, and as a result, the durability can be sufficiently improved. Further, when Cr is contained in an amount of 5 wt% or more and 20 wt% or less, the number of disconnection cycles becomes 7000 cycles or more, and it can be said that very excellent durability can be realized. In this case, it can be said that the durability can be improved more effectively by setting the Cr content to 15% by weight or less. In addition, it can be said that the durability can be further improved by containing 0.001 wt% or more and 5 wt% or less of a nitrogen getter element such as Hf or Zr. (Evaluation Test 6)
- Sample No. is obtained by joining the heat generating coil and the sheath by variously changing the welding method (arc welding or resistance welding) and welding conditions (current value and discharge time). 1 to 18 were produced.
- the heating coil is composed of Fe as a main component, Cr containing 9.4% by weight, and Al more than 8% by weight and 15% by weight or less.
- a sheath made of Fe-25Cr-20Ni (SUS 310s) or Ni-23Cr-14.4Fe-1.4Al [Inconel 601 (registered trademark)] was used.
- arc welding after arcing at 90 A for 300 ms, welding was performed by blowing arc at 40 A for 50 ms.
- the average Al concentration gradient in the joining region between the heating coil and the sheath was measured.
- EPMA was used to irradiate a beam having a beam diameter of 3 ⁇ m every 3 ⁇ m to the gradient forming section, and the Al concentration of each part was measured.
- average Al concentration gradients were calculated for a plurality of sections having a length of 15 ⁇ m, and the maximum value among them was used as the average Al concentration gradient of each sample.
- Table 7 shows the average Al concentration gradient when the welding method is arc welding or resistance welding.
- sample No. welded by arc welding. 1 to 6 and sample No. 1 welded by resistance welding. 7 to 12 it was possible to form a section in which the average Al concentration gradient was 0.1 wt% / ⁇ m or more.
- Samples Nos. 7 to 12 were welded by arc welding. It was found that the average Al concentration gradient can be increased as compared with 1 to 6. This is because a steeper Al concentration gradient was formed because the amount of melting at the tip side joining portion formed by resistance welding was smaller than the amount of melting at the tip side joining portion formed by arc welding. It is believed that there is.
- Table 8 shows the average Al concentration gradient when the welding conditions (current value and discharge time) are variously changed in arc welding.
- Sample No. is obtained by joining the heat generating coil and the control coil by variously changing the welding method (arc welding or resistance welding) and welding conditions (current value and discharge time). 1 to 9 were produced. Here, the same heating coil as that described above was used.
- the control coil was composed of cobalt (Co) as a main component and Ni and Fe. In arc welding, welding is performed by blowing an arc at 30 A for 100 ms, while in resistance welding, welding is performed by energizing for 10 ms at 1.5 kA.
- the average Al concentration gradient in the junction region between the heating coil and the control coil was measured in the same manner as described above.
- Table 9 shows the average Al concentration gradient when the welding method is arc welding or resistance welding.
- Samples Nos. 5, 6, 7, and 8 were able to form sections with an average Al concentration gradient of 0.1 wt% / ⁇ m or more.
- Samples Nos. 5, 6, 7, and 8 were welded by arc welding. It was found that the average Al concentration gradient can be increased compared to 1, 2, 3, and 4. This is considered to be because the melting amount of the rear end side joining portion formed by resistance welding is relatively small as compared with the melting amount of the rear end side joining portion formed by arc welding.
- Table 10 shows the average Al concentration gradient when the welding conditions (current value, discharge time) are variously changed in arc welding.
- 9 is a sample No. 9 welded by blowing an arc at 30 A for 100 ms. It was found that the average Al concentration gradient was less than 0.1% by weight / ⁇ m even though the material of No. 1 and the heating coil and the like were the same. This is presumably because the Al concentration gradient became more gradual as a result of the amount of melting at the rear end side joining portion being too large.
- the circumference and area of the target coil area TK in each sample were measured as follows. That is, first, as in the above-described FIG. 6, the sheath 7 of each sample was embedded in the resin piece P ⁇ b> 1 and cut along the longitudinal direction of the sheath 7. More specifically, the sheath 7 (heat generating coil) was cut along the center axis C2 of the sheath 7 so as to include the center axis of the heat generating coil in the sheath 7, and the cut surface was imaged. And in calculating
- the circumference of the target coil region TK was calculated by multiplying the number of pixels by the actual length per pixel calculated in advance. Further, in obtaining the area of the target coil region TK, the image pickup data was converted into two gradations by a computer, thereby extracting the target coil region TK and measuring the number of pixels occupied by the target coil region TK. Then, the area of the target coil region TK was calculated by multiplying the measured number of pixels by the actual area per pixel calculated in advance.
- the Al content of the heating coil of each sample was measured by irradiating a predetermined part of the heating coil with a beam (voltage value 20 kV, current value 2.5 ⁇ 10 ⁇ 8 A) using EPMA.
- the content of additive elements in each sample was measured by ICP analysis.
- each sample was energized at 11V for 5 seconds, then energized at 14V for 100 seconds, and then air-cooled for 180 seconds, and the number of cycles until the heating coil was disconnected (number of disconnected cycles).
- “B” is evaluated as having excellent durability
- samples having a disconnection cycle number of 8000 cycles or more durability is extremely excellent.
- A was evaluated.
- the sample having a number of disconnection cycles of less than 7500 cycles was evaluated as “C” because the durability was not good.
- thermocouple Pt / Pt-Rh
- Table 11 shows the results of the durability evaluation test and the temperature rise characteristic evaluation test.
- Al is contained in an amount exceeding 15% by weight, and when the total content of nitrogen getter elements exceeds 5% by weight, it is difficult to process the heating coil. Did not do.
- the cross section of the fourth heating coil from the distal end side of the sheath was set as the target coil region TK, and the value x for the target coil region TK was calculated by the above calculation method.
- the sample No. configured to satisfy the expression “y ⁇ ( ⁇ 7/5) x + 78”.
- the number of disconnection cycles was 8000 cycles or more, and it was found that the samples had very excellent durability. This is considered to be due to the inclusion of a more appropriate amount of Al corresponding to the value of x that changes variously due to the increase in the peripheral length of the heat generating coil, the reduction in diameter, and the like.
- Nos. 19 to 23 are sample Nos. That do not contain a nitrogen getter element and have the same x and Al and Cr contents.
- a further improvement in durability was observed compared with 14-16. This is because the nitrogen getter element suppresses the nitridation of Cr and causes metal distortion in the metal structure of the heat generating coil, so that Al moves more quickly, and thus the Al film becomes more This is considered to be due to the more reliable formation.
- sample No. 1 containing a nitrogen getter element and configured to satisfy the expression “y ⁇ ( ⁇ 1/20) x + 20”.
- Samples Nos. 19 to 22 had a disconnection cycle number of 14,000 cycles or more, the values of x were the same, and sample Nos. Compared to 16, it was found to have comparable durability. That is, by containing the nitrogen getter element and satisfying the formula of “y ⁇ ( ⁇ 1/20) x + 20”, it is possible to suppress the Al content while realizing excellent durability. It can be said that workability can be improved.
- Sample No. with a Cr content of less than 5% by weight About 24 and 25, although it had the outstanding durability, it turned out that temperature rising performance is somewhat inadequate.
- Sample No. with a Cr content exceeding 20% by weight was used.
- sample No. 26 with a Cr content of 5 wt% or more and 20 wt% or less is used. Compared with 12, 27 to 30, it was recognized that the durability slightly decreased. Accordingly, it can be said that the Cr content is more preferably 5 wt% or more and 20 wt% or less in order to maintain a very excellent durability while realizing a sufficient temperature raising performance.
- sample no. 9 and sample no. The following facts became clear when 12 was compared in detail.
- the two samples have the same composition, but have a slight difference in the coil shape by different swaging methods for the sheath.
- the result of measuring and calculating the value x for each of the eight coil regions K1 to K8 from the coil region K1 located at the forefront to the eighth coil region K8 on the rear end side is shown as Sample No. 9 is shown in Table 12, and sample No. 12 is shown in Table 13.
- composition ratio of the heat generating coil, the composition ratio of the sheath, and the surface layer region 31 of the distal end side joining portion 21 (see FIG. 25; the surface layer region 31 of the distal end side joining portion 21 is the heating coil 9 side of the distal end side joining portion 21
- surface Al length The average length (referred to as “surface Al length”) from the outer periphery of the tip of the heating coil of the portion where the Al content is 3.5% by weight or more is represented. Changed glow plug sample No. 1 to 13 were produced.
- Fe-22Cr-5.3Al [Kantal (registered trademark)], Fe-26Cr-7.5Al [Pyromax (registered trademark)], or Kanthal as a nitrogen getter element An alloy containing Zr or Ti was used.
- the alloys constituting the sheath include Fe-25Cr-20Ni (SUS 310), Ni-23Cr-14.4Fe-1.4Al [Inconel 601 (registered trademark)], Ni-18.7Co-14.5Cr- 5Mo-4Al-3Ti (Udimet 700) or Ni-15Cr-14Co-5Al-4Ti [Nimonic 115 (registered trademark)] was used.
- the heat generating coil and the sheath are directly joined to form a tip side joining portion.
- the heating coil and sheath are joined via a tip member containing Fe as a main component and Al in an amount of 2% by weight, 3% by weight, or 10% by weight.
- a junction site was formed. Furthermore, sample no. In No. 4, after the end of the heating coil 2 mm was plated with 100 ⁇ m thick Al, In No. 7, the heating coil tip 2 mm was plated with Al having a thickness of 200 ⁇ m, and then the heating coil and the sheath were joined to form a tip side joining portion.
- the sample No. with a surface layer Al length of less than 100 ⁇ m is used.
- the number of disconnection cycles was less than 7000, and it was revealed that the durability was not very good. This is because even if an Al-based film is formed on the surface of the heating coil and nitrogen intrusion from the surface of the heating coil can be suppressed, a sufficient Al-based film is not formed at the tip-side joining site near the tip of the heating coil, As a result, it is considered that the entry of nitrogen could not be sufficiently prevented.
- the number of disconnection cycles was 7000 or more, and it was found that excellent durability could be exhibited.
- the Al-based coating is also applied to the tip side joining portion in the vicinity of the heating coil (in the range of at least 100 ⁇ m along the inner surface of the tip side joining portion 21 from the tip outer periphery GS in FIG. This is considered to be due to the fact that nitrogen intrusion could be effectively suppressed.
- Nos. 8, 11, and 12 had an Al content of 3.5% by weight or more in the entire region of the tip-side joining portion, and could achieve extremely excellent durability performance.
- sample No. 1 was formed by joining through a tip member containing 10% by weight of Al to form a tip side joining portion.
- the surface Al length was as long as 500 ⁇ m, and excellent durability performance could be realized.
- sample Nos. 1 and 2 containing Ti and Zr in the heating coil For Nos. 9 and 10, the number of disconnection cycles is 8000 cycles or more, and the composition ratio of the heating coil is substantially equal except for the presence or absence of Ti or Zr. Compared with 6, a further improvement in durability was observed. This is considered to be due to the following reason. That is, the heat generating coil containing Zr or Ti and the sheath are melt-bonded, so that at least from the outer periphery of the front end of the heat generating coil along the inner surface of the front end side joining portion of the surface layer region of the front end side joining portion. A region containing Ti or Zr exists in the range of 100 ⁇ m.
- As the control coil a Y—Ni alloy (an alloy based on Ni and containing Y (yttrium) in a minute amount) or a Y—Ni-3Al alloy was used.
- Fe-22Cr-5.3Al (Kantal) was used as the heating coil. In No. 24, Kanthal contained Zr. Sample No. 21, 22, and 24, the heating coil and the control coil are directly joined to form a rear end side joined portion.
- the heat generating coil and the control coil were joined via a chip member containing Fe as a main component and containing 10% by weight of Al, thereby forming a rear end side joining portion.
- the number of disconnection cycles was 7000 or more, and it was revealed that excellent durability performance could be realized. This is considered to be due to the fact that the penetration of nitrogen into the inside of the heating coil could be effectively suppressed by the formation of the Al-based film on the surface layer of the rear end side bonded portion in addition to the heating coil surface layer.
- sample No. with Zr contained in the heating coil For sample No. 24, the number of disconnection cycles was 8000 cycles or more, and the composition ratios of the heating coil and the control coil were substantially equal except for the presence or absence of nitrogen getter element. It was found that the durability could be further improved compared to 22. This is because the heat-generating coil containing Zr and the control coil are melt-bonded, so that there is a region containing Zr in the rear end side bonded portion, and the Zr functions as a nitrogen getter element, Cr This is considered to be because the nitriding of nitrogen was suppressed, and the continuous Al-based film was formed at the joining portion on the rear end side, so that intrusion of nitrogen could be prevented more effectively.
- sample No. 1 was formed after a chip member containing sufficient Al was interposed between the heating coil and the control coil.
- No. 23 was able to prevent nitrogen intrusion more effectively and was the most excellent number of disconnection cycles among the four samples.
- the said evaluation test performs a comparison within each evaluation test, and it is not necessarily effective to determine superiority or inferiority by simply comparing the results of samples in different evaluation tests. This is because the test conditions and criteria for each evaluation test are different.
- the glow plug 1 including the sheath heater 3 is described as a specific example, but the sheath heater 3 is used as a heating means for heating a liquid or gas in various fields other than the glow plug 1 for a diesel engine. May be.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
Abstract
本発明のシースヒータは、軸線方向に延び、ニッケル又は鉄を主成分としてなる先端側が閉塞した筒状の金属製のシースと、当該シース内に前記軸線方向に沿って配置され、先端が前記シースに電気的に接続された発熱コイルと、先端が前記発熱コイルと電気的に接続するとともに前記シース内に位置し、後端が当該シースの後端側へ突出するリード部材と、前記シース内の前記発熱コイルの周囲に充填される絶縁粉末と、前記シースの後端部を封止する封止部材と、を備え、当該封止部材によって封止された前記シースの内部雰囲気が分圧比で酸素分圧よりも窒素分圧が大きい内部雰囲気であり、前記発熱コイルは、鉄を主成分とし、クロムを5重量%以上20重量%以下、アルミニウムを8重量%を超えて15重量%以下含有してなることを特徴とする。このようなシースヒータはグロープラグ等に好適に使用される。
Description
本発明は加熱用シースヒータ、及びそのシースヒータを利用し、ディーゼルエンジンの始動補助にも用いられるグロープラグに関する。
ディーゼルエンジンでは、従来より、エンジンの始動補助及び始動後の燃焼安定化や排気ガスの清浄化のためにグロープラグが用いられている。グロープラグには、金属製のシース内に発熱抵抗体(単に発熱コイルともいう)や制御抵抗体(単に制御コイルともいう)を収容してヒータをなした、いわゆるメタルグロープラグと呼称されるものがある。また、ヒータを、セラミック材料を主体に構成したセラミックグロープラグと呼称されるものもある。ディーゼルエンジンの高出力化や環境負荷の低減のためには、一般的にグロープラグの使用温度が高温であることが有利である。セラミックグロープラグの方がメタルグロープラグに比して高温耐久性に優れることから、近年ではセラミックグロープラグの需要が高まりつつある。一方で、メタルグロープラグは製造の容易性から、また構成の面でも費用を抑えやすく、依然として需要があるのが現状である。これに加え、エンジンの始動までの待ち時間の短縮という需要もある。
メタルグロープラグは使用時においてエンジンの燃焼室内へヒータとしてシースが露出される。燃焼室内は非常に高温、かつ燃料の混合した未燃焼ガス・燃焼ガスの漂う雰囲気であるため、シースの耐高温腐食性、高温強度などの耐熱性が要求される。これに応えるべく、シースにはSUS 310やInconel 601(商標名)といったNi(ニッケル)やFe(鉄)を主成分とした耐熱耐食性に優れた材料が用いられたりしている。
ところで、グロープラグの耐久性に関しては、燃焼室に晒されるシース以上にヒータ機能を成す発熱コイルについて重視されており、その材料開発が行われている。特にメタルグロープラグの発熱コイル材料としてはFe(鉄)-Cr(クロム)-Al(アルミニウム)系の材料が用いられており、例えば、特許文献1では、Fe-7.5Al-28Crなる組成のコイル材料が開示されている。このコイル材料は耐酸化性に優れることで多くのグロープラグに用いられている材料である。また、非特許文献1では、図3に示すような『Fe-Cr-Al系発熱体(抵抗体合金材料)におけるAl,Crの寿命特性に与える影響』が報告されている。これによると、Alとの相乗効果もあるのであろうか、Crの含有量が20重量%を超えたあたりからCrの含有量の増加に伴う寿命値の上昇度合いが著しく、Crは20重量%以上含有させることが望ましいように見える。
上記コイル材料は優れた耐酸化性を備えたものではあるが、近年のエンジンが求める1100℃以上といった非常に高い温度では、実使用には耐えず、発熱コイルが断線してしまうことがある。この断線の要因としては、使用に伴い発熱コイル材の内部に粒状のAlN(窒化アルミニウム)が生成されることにあると考えられている。発熱コイルのうちのある断面を考えたときに、その断面積に占める金属部分の割合(高電導率部分の割合)がAlNの生成によって低下すると、これによって抵抗値が増大し、発熱コイルに局部的に異常加熱する部位が形成され、そこで断線してしまうと考えられるためである。
発熱コイルの耐久性向上技術として、特許文献2では、メタルグロープラグのシースの後端部をN2(窒素)透過性の小さい弾性体にて封止することが開示されている。この構成により、シースの外部からの窒素の侵入を効果的に防いでAlN生成を抑制することができるが、それでもなお、発熱コイルの耐久性としては十分ではないことがある。これは、製造過程にてシース内へ絶縁粉末を充填する工程の際に、大気中に含まれる酸素や窒素がシース内に混入しうるため、シース内にコイル材料を冒しうる成分が封入されているためとも考えられる。従来の発熱抵抗体材料を用いていたのではこの問題を解消することは困難である。
発熱抵抗体を別の材料とすることなく耐久性向上を図るため、特許文献3参照では、絶縁粉末であるMgO(酸化マグネシウム)粉末中にTiO(酸化チタン)を混合し、酸素ドナーとしての役割によって積極的に発熱抵抗体の表層を酸化させ、その酸化皮膜により窒素の発熱抵抗体内部への侵入を防ぐことが開示されている。この構成により、一見すると、発熱抵抗体の耐久性の課題は解消されたようにも見える。しかしながら、酸素ドナーを混合させることにより次のような不具合を生じ得る。酸素ドナーとしての役割を果たし、酸素が乖離した金属(Ti)により、絶縁粉末としての絶縁機能の低下が懸念される。また、TiOが混合されたMgO絶縁粉末自体の熱伝導率の変化により、シースの表面温度が所期のものとならず、グロープラグとしての本来の性能を発揮できなくなることがある。このような実情を鑑みると、グロープラグとしての基本構成は従来同等とし、発熱抵抗体の耐久性のみを向上させるような技術が好ましいとも言える。
このように、従来公知のメタルグロープラグは発熱抵抗体の耐久性の向上について十分に検討されてきたとも言える。しかしながら、上述の特許文献1-3及び非特許文献1に開示される発熱抵抗体材料をそのまま流用してもグロープラグとしての発熱性能や耐久性については必ずしも十分とは言えない。また信頼性の面から、メタルグロープラグとしての基本構成を変更することは好まれないという市場の動向もある。年々高まる環境保護の観点から、また利用者の利便性から、例えば2秒程度の短時間で例えば1000℃程度の高温域に達するという急速昇温も可能であることが望まれている。
本発明は、従来同等の基本構成でありながら、発熱性能・急速昇温性能や信頼性の課題を解消し、発熱抵抗体の耐久性を向上させることによって、シースヒータ、またグロープラグとしての高耐久性を実現することを目的とする。
本発明によれば、軸線方向に延び、ニッケル又は鉄を主成分としてなる先端側が閉塞した筒状の金属製のシースと、シース内に軸線方向に沿って配置され、先端がシースに電気的に接続された発熱コイルと、先端が発熱コイルと電気的に接続するとともにシース内に位置し、後端がシースの後端側へ突出するリード部材と、シース内の発熱コイルの周囲に充填される絶縁粉末と、シースの後端部を封止する封止部材と、を備え、封止部材によって封止されたシースの内部雰囲気が分圧比で酸素分圧よりも窒素分圧が大きい内部雰囲気であり、発熱コイルは、鉄を主成分とし、クロムを5重量%以上20重量%以下、アルミニウムを8重量%を超えて15重量%以下含有してなることを特徴とするシースヒータが提供される。
また、本発明によれば、上記構成のシースヒータを具備したグロープラグが提供される。
以下、本発明の実施形態を図面を参照しつつ説明する。
図1,2に示すように、グロープラグ1は、筒状のハウジング2と、ハウジング2に装着されたシースヒータ3とを備えている。
ハウジング2は、軸線C1方向に貫通する軸孔4を有するとともに、その外周面には、ディーゼルエンジンへの取付用のねじ部5と、トルクレンチ等の工具を係合させるための断面六角形状の工具係合部6とが形成されている。
シースヒータ3は、シース7と、電力を伝達するためのリード部材としての中軸8と、発熱コイル9(発熱抵抗体)と、制御コイル(制御抵抗体)10とが軸線C1方向に一体化されて構成されている。
シース7は、先端部が閉じたNi又はFeを主成分とする金属製(例えばSUS 310やInconel 600,601などからなる)の筒状シースであって、ハウジング2の先端側から自身の先端部を突出させた状態で、ハウジング2に固定される。シース7の内側には、シース7先端に溶融接合された発熱コイル9と、当該発熱コイル9の後端に直列接続された制御コイル10とがMgOなどの絶縁粉末11とともに封入されている。
シース7の後端は、中軸8との間でフッ素ゴム製の環状ゴム17により封止されている。前述のように、発熱コイル9は、その先端においてシース7と導通しているが、発熱コイル9及び制御コイル10の外周面とシース7の内周面とは、絶縁粉末11の介在により絶縁された状態となっている。
発熱コイル9は、Feを主成分とし、Cr,Alを含有するFe-Cr-Al系合金から形成しており、詳細については後述する。また、制御コイル10は発熱コイル9の材質よりも電気比抵抗の温度係数が大きい材質、例えばCo(コバルト)-Ni-Fe合金等に代表されるCo又はNiを主成分とする抵抗発熱線により構成されている。これにより、制御コイル10は、自身の発熱及び発熱コイル9からの発熱を受けることにより電気抵抗値を増大させ、発熱コイル9に対する電力供給量を制御する。従って、通電初期においては発熱コイル9には比較的大きな電力供給がなされ、発熱コイル9の温度は急速に上昇する。すると、その発熱により制御コイル10が加熱されて電気抵抗値が増大し、発熱コイル9への電力供給が減少する。これにより、シースヒータ3の昇温特性は、通電初期に急速昇温した後、以降は制御コイル10の働きにより電力供給が抑制されて温度が飽和する形となる。つまり、制御コイル10の存在により、急速昇温性を高めつつ発熱コイル9の温度の過昇(オーバーシュート)も生じにくくすることができるようになっている。
また、シース7には、スウェージング加工等によって、その先端側に発熱コイル9等を収容する小径部7aが形成されるとともに、その後端側において小径部7aより径の大きい大径部7bが形成されている。そして、この大径部7bが、ハウジング2の軸孔4に形成された小径部4aに対し圧入接合されることにより、シース7がハウジング2の先端より突出した状態で保持される。尚、スウェージング加工を経ることによって、発熱コイル9の最先端部分を除いた大部分(シース7の最先端付近はスウェージング加工によっては押圧されないため)が断面楕円形状に変形させられている(図20参照;但し、図示はあくまでも模式図であり誇張して示したものである)。
中軸8は、自身の先端がシース7内に挿入され、制御コイル10の後端と電気的に接続されるとともに、ハウジング2の軸孔4に挿通されている。中軸8の後端はハウジング2の後端から突出しており、このハウジング2の後端部においては、ゴム製等のOリング12、樹脂製等の絶縁ブッシュ13、絶縁ブッシュ13の脱落を防止するための押さえリング14、及び、通電用のケーブル接続用のナット15がこの順序で中軸8に嵌め込まれた構造となっている。
本実施形態におけるシースヒータ3の特徴1~14について更に詳細に説明する。
特許文献1に開示される従来の発熱抵抗体材料であるFe-7.5Al-28Cr材料は、大気下等、十分に酸素が存在する環境下ではその外表面にAl2O3(アルミナ)を形成し、保護性酸化膜として奏効する。より具体的には、比較的に厚めのAl2O3が発熱抵抗体(発熱コイル)の外表面に形成されるが、多量に含有されているCr成分がAl2O3直下にてごく僅かに酸化する事により合金内部への酸素の移動を抑制し、表面のみに緻密なAl2O3を生成させる。しかしながら、分圧比において酸素分圧よりも窒素分圧が大きい雰囲気をなすとともに酸素の絶対量が少ないグロープラグのシース内部においては、十分な量の酸素が存在しないために酸化速度が遅く、発熱抵抗体の外表面に形成されるAl2O3膜は薄く形成されうる。このため、Al2O3膜が薄く形成された状態で酸素が枯渇し、窒素過剰の雰囲気となる。この局面において、発熱抵抗体中のCr量が多いと、Al2O3の薄膜の直下に、保護性については比較的劣るCr2N(窒化クロム)膜を形成しつつ、また発熱抵抗体内部には粒状のAlNが析出してしまうという不具合が生じる。
そこで本実施形態では、特徴1として、シース7の内部は、分圧比で酸素分圧よりも窒素分圧が大きい雰囲気とし、発熱コイル9中のCr含有量を5重量%以上20重量%以下、Al含有量を8重量%を超えて15重量%以下としている。
シースヒータ3の発熱コイル9中のCr含有量を20重量%以下という比較的Cr含有量の少なくすることで、Al2O3膜の直下ではAlNが僅かしか生成されないようにすることができる。従来の発熱抵抗体材料に比してCrに対するAl量が多いため、Al2O3膜の直下にはAlN膜(層状のものを含む)が形成される。このAlN膜は、自身を越えて発熱コイル9内部への窒素の侵入を阻止する作用を有するために、発熱コイル9内部における粒状のAlNは生成されない。これにより発熱コイル9の早期断線を防ぐことが可能となり、耐久性の向上を実現しうるのである。発熱コイル9中のCr含有量の低下により抵抗値が小さくなりすぎると、十分な発熱性能を得ることができない等の懸念が生じる。また、抵抗値が小さくなりすぎると、十分な抵抗値を得るためには発熱コイル9を細くする必要が生じ、耐久性の低下につながるおそれがある。このため、発熱コイル9中のCr含有量は5重量%程度を下限とするとよい。
一方、Al含有量を8重量%を超えて15重量%以下とすることで、良好なAl2O3膜を形成し、その直下にAlN膜が形成されるようにすることができる。Al含有量が8重量%以下では、良好な皮膜が形成されず、内部に窒化が進行してしまい、早期断線の原因となるおそれがある。Al含有量が15重量%を超えてしまうと、コイル形状を成すことが極端に困難となってしまう。また、コイル形状を形成できたとしてもシース7を縮径するスウェージング工程において、発熱コイル9が均一に変形しない不具合を生じ、使用時には局所的な発熱を招くおそれがあり、好ましくない。
また、特徴2として、Cr含有量に対するAl含有量の比率(NAl/NCr)については、0.65≦NAl/NCr≦1.4とすることが望ましい。
含有比NAl/NCrが0.65を下回ると、発熱コイル9の外表面に形成される膜の中にCr2Nが生成されやすくなってしまう。すると、発熱コイル9の外表面に形成された膜は均一なものとなりにくく、発熱コイル9の内部へ窒化の進行を有効に防げず、耐久性の面で難が出ることがある。一方で含有比NAl/NCrが1.4を超えると、耐久性の面では問題が生じにくいものの、ヒータ3の急速昇温が困難となったり、またコイル9の線径を細くしなければ初期の抵抗値が得られなかったりして、その結果として却って耐久性が低下してしまうというおそれもある。
さらに、特徴3として、発熱コイル9が、1000℃におけるクロムの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが小さい元素を少なくとも1種類含有し、その含有量を0.001重量%以上5重量%以下とすることが望ましい。
1000℃におけるクロムの窒化物生成自由エネルギーよりも小さい元素は、Crより窒化しやすい元素であるため、発熱コイル9の表層においていわば窒素ゲッターとして機能し、窒素の発熱コイル9内部への侵入を効果的に抑制することができる。このような窒素ゲッターとして機能し得る元素(以下、窒素ゲッター元素と称する)としては、イットリウム(Y)、セリウム(Ce)、ハフニウム(Hf)、ジルコニウム(Zr)等の希土類元素や、ニオブ(Nb)、モリブデン(Mo)、シリコン(Si)、マンガン(Mn)、バナジウム(V)、ボロン(B)、チタン(Ti)等の元素が挙げられる。窒素ゲッターの総含有量が0.001重量%以上5重量%以下であれば、加工性の低下等を防止できる。
特徴4として、シース7の内部雰囲気は、シースヒータ3へ通電を行い、制御コイル10の位置する部位のシース7の表面温度を900℃として20時間保持したときに、制御コイル10の外表面に形成される酸化皮膜またはシース7の内周面に形成される酸化皮膜のうち、いずれか一方の酸化皮膜が5μm以下となるような雰囲気であることが望ましい。
上述の特徴1~4により、発熱コイル9自身の耐久性や急速昇温性を含む性能を向上されるが、その根底にある思想は発熱コイル9と窒素が何らかの反応を起こそうとした際の対策であるとも言える。つまり、発熱コイル9が窒素と反応しにくくなるような構成をも採用すれば、その性能のさらなる向上を実現することも可能となる。
シースヒータ3では、発熱コイル9への窒素の移動(移動)経路として発熱コイル9と接続されている部材が媒体となっていることが考えられる。そこで特徴5では、「発熱コイル9が窒素と反応しにくくなるような構成」として、発熱コイル9は隣接する他部材(シース7、制御コイル10、中軸8)と互いの金属成分を相互に溶融して混じり合うことによって形成された接合領域を有し、接合領域中の発熱コイル9と他部材との接合境界における中心及び軸線を含む面を断面としてみたときに、発熱コイル9と他部材とを仮想的に分断する直線(分断直線)に対して垂直で、分断直線から接合境界における中心を通る直線上の、分断直線から500μmの範囲内(便宜的に、「所定区間」と称する)で、他部材側から発熱コイル9側へ向けて長さ15μmの区間の平均Al濃度勾配が0.1重量%/μm以上の部位を有するような構成が挙げられる。
接合領域の所定区間において、他部材から発熱コイル9側へ向けて長さ15μmの区間における平均Al濃度勾配が0.1重量%/μm以上の部分が存在していれば、AlN層を形成するためにAlが消費されてしまったとしても、発熱コイル9側からAlN層形成領域周辺へとAlを次から次へと移動させる(供給する)ことができる。これにより、さらに窒素が侵入してきたとしても、当該窒素は供給されてきたAlと結びついてAlNが次々と形成され、最終的には広範囲にわたって強固なAlN層を形成することができる。その結果、発熱コイル9近傍の接合領域から発熱コイル9内部への窒素の侵入を効果的に抑制することができ、ひいては発熱コイル9内部における窒化物の生成を防止することができる。
「平均Al濃度勾配が0.1重量%/μm以上の部分」とあるのは、例えば、図10のグラフに示すように、シース7(制御コイル10)側から発熱コイル9側へと平均してAl濃度が15μmの区間にわたって変化していてもよいし、図11のグラフに示すように、シース7(制御コイル10)側から発熱コイル9側へと曲線的にAl濃度が変化していてもよい。また、図12のグラフに示すように、シース7(制御コイル10)側から発熱コイル9側へと急激にAl濃度が変化していてもよい。いずれにせよ、勾配形成区間N1,N2内のいずれかにおいて、平均Al濃度勾配が0.1重量%/μm以上の区間が存在していればよいという趣旨である。
ところで、接合領域に平均Al濃度勾配が0.1重量%/μm以上の区間を設けるには、必ずしも発熱コイル9中のAl含有量を単に多くするだけで実現できるとは限らない。すなわち、平均Al濃度勾配は、接合領域を形成する際の発熱コイル9とシース7や制御コイル10等の隣接する他部材との溶接方法や溶接条件によって種々異なったものとなる。ここで、接合領域における平均Al濃度勾配が0.1重量%/μm以上の区間を設けるための方策としては、例えば、抵抗溶接を採用したり、比較的弱い電流で、かつ、比較的短い時間で行うアーク溶接を採用したりすること等、溶融量を比較的少なくすることが挙げられる。但し、溶融量の減少は接合強度の低下を招いてしまうため、十分な接合強度を確保できる程度の溶融量を確保しておくことは必要である。
具体的には、図7,8に示すように、発熱コイル9の先端と、これに隣接するシース7とが、例えばアーク溶接により、互いの金属成分を相互に溶融して混じり合うことによって接合領域(以下、「先端側接合部位」)21が形成され、先端側接合部位21において、先端側勾配形成区間N1におけるシース7(先端側接合部位21)側から発熱コイル9側へ向けて所定方向(A)に沿った長さ15μmの区間の平均Al濃度勾配が0.1重量%/μm以上の部分を設けることができる。ここで、先端側勾配形成区間N1とは、軸線C1と発熱コイル9の先端の中心とを通る断面(すなわち、本実施形態においては図8の断面に等しい)における、先端側接合部位21の外形線G1及び発熱コイル9の外形線G2の境界点である第1境界点K1と第2境界点K2とを結ぶ境界点連結線分R1の中心点X1から、境界点連結線分R1の垂直二等分線S1に沿って先端側接合部位21側に500μmの長さを有する区間をいう。また、所定方向(A)とは、境界点連結線分R1の垂直二等分線S1が延びる方向をいう。先端側接合部位21を形成するに際しては、発熱コイル9の先端に金属製のチップ部材を接合した上で、当該チップ部材とシース7とを溶融することで形成することとしてもよい。
発熱コイル9内部の窒化を防止するという観点からは、シース7のAl含有量を比較的多くすることが考えられる。ところが、Al含有量の増大に伴い、シース7の加工性が低下してしまうおそれがある。このため、良好な加工性を確保するためには、シース7のAl含有量を比較的少量(例えば、13重量%以下)とすることが望ましい。換言すれば、このようにAl含有量が最小限に抑えられたシース7を用いた上で、先端側接合部位21の所定区間に長さ15μmの区間の平均Al濃度勾配が0.1重量%/μm以上の部分を設けることにより、シース7の加工性が低下することなく、発熱コイル9内部の窒化を効果的に防止することができるといえる。
また、図9に示すように、発熱コイル9の後端と、制御コイル10とが、例えばアーク溶接により、互いの金属成分を相互に溶融して混じり合うことによって接合領域(後端側接合部位)22が形成され、後端側接合部位22において、後端側勾配形成区間N2における制御コイル10(後端側接合部位22)側から発熱コイル9側へ向けての所定方向(B)に沿った長さ15μmの区間の平均Al濃度勾配が0.1重量%/μm以上の部分を設けることができる。ここで、後端側勾配形成区間N2とは、軸線C1と発熱コイル9の後端の中心とを通る断面(すなわち、本実施形態においては図9の断面に等しい)における、発熱コイル9の外形線G2及び後端側接合部位22の外形線G3の境界点である後端側第1境界点K3と後端側第2境界点K4とを結ぶ後端側境界点連結線分R2の垂直二等分線たる後端側垂直二等分線S2に沿って、後端側境界点連結線分R2の中心点X2から発熱コイル9側及び制御コイル10(後端側接合部位22)側にそれぞれ500μmの長さを有する区間をいう。また、所定方向(B)とは、後端側垂直二等分線S2が延びる方向をいう。後端側接合部位22を形成するに際しては、先端側接合部位21を形成する場合に用いうるチップ部材と同様に、発熱コイル9及び制御コイル10間にチップ部材を介した上で、両コイル9,10及び当該チップ部材を溶融することで形成してもよい。
発熱コイル9と制御コイル10とは、図16に示すように、抵抗溶接によって接合して、後端側勾配形成区間N3において、制御コイル10側から発熱コイル9側へ向けての次述する後端側垂直二等分線S3が延びる方向に沿った長さ15μmの区間の平均Al濃度勾配が0.1重量%/μm以上の部分が設けることとしてもよい。尚、後端側勾配形成区間N3は、軸線C1と発熱コイル9後端の中心とを通る断面における、後端側接合部位形成前の発熱コイル9の仮想外形線KG1のうち、後端側接合部位形成時に制御コイル10に対して当接する仮想当接線分KT1と、後端側接合部位形成前の制御コイル10の仮想外形線KG2のうち、後端側接合部位形成時に発熱コイル9に対して当接する仮想当接線分KT2との中間に位置する仮想中間線分Mの垂直二等分線である後端側垂直二等分線S3に沿って、仮想中間線分Mの中心点X3から発熱コイル9側及び制御コイル10側にそれぞれ500μmの長さを有する区間となる。図17に示すように、発熱コイル9の仮想当接線分及び制御コイル10の仮想当接線分が重なり合う場合には、重なり合った両仮想当接線分が仮想中間線分Mとされる。
図9では、発熱コイル9及び制御コイル10が離間した状態で両者を接合するように後端側接合部位22が形成されているが、後端側接合部位22の形態はこれに限定されるものではない。例えば、図18,19に示すように、後端側接合部位22の形態を、発熱コイル9及び制御コイル10が接した状態で両者を接合する形態としてもよい。尚、図19において、後端側第2境界点K4と、発熱コイル9及び制御コイル10の接触端点K5との間で発熱コイル9及び制御コイル10が接しているが、両者は溶着していないものである。
先端側接合部位21及び後端側接合部位22において、平均Al濃度勾配が0.1重量%/μm以上の区間がそれぞれ設けてもよいが、先端側接合部位21及び後端側接合部位22のうちいずれか一方において、平均Al濃度勾配が0.1重量%/μm以上の区間を設けることとしてもよい。
発熱コイル9への窒素の別の侵入経路として、発熱コイル9と接続された部材を介することなく直接的に発熱コイル9と窒素が反応するも存在する。このような発熱コイル9と窒素との直接反応を抑制するため、特徴6として、図20に示すように、軸線C1(発熱コイル9の中心軸X1)を含む断面における発熱コイル9の外形線Gで囲まれた複数のコイル領域K(コイル9の断面)の1つである対象コイル領域TKについて、対象コイル領域TKの面積を対象コイル領域TKの周長で除算した値をxとしたとき、45≦x≦160を満たすことが望ましい。
除算値xが「45≦x≦160」と比較的小さい場合、発熱コイル9の単位表面積当たりの発熱コイル9の体積量が比較的小さいものとなるため、発熱コイル9の単位表面積当たりに供給可能なAl量が少ないものとなってしまうおそれがある。そのため、発熱コイル9表層におけるAl皮膜の生成・剥離の繰り返しにより、比較的短期間の使用であっても連続的なAl皮膜を形成できないほどにAl量が減少してしまうことが懸念される。「x>160」である場合には、対象コイル領域TKの面積が十分に大きく、また、外形が真円に近いものであるため、Alをさほど含有させなくても、必要な耐窒化性を実現しやすい。しかしながら、「x>160」とするためには、発熱コイル9の断面積を増大させる必要があり、これに起因して抵抗値が低下してしまう。その結果、消費電力の増大を招いてしまうおそれがあり、好ましくない。一方で、「x<45」である場合には、発熱コイルの線径が過度に小さいものとなったり、コイル領域TKの周長が面積に対して過度に大きく、外形が真円から大きく歪んだものとなったりするため、耐久性の低下を招いてしまうおそれがある。また、このような発熱コイル9は、製造自体が困難であるとともに、製造コストの増大を招いてしまうおそれがあり、実現性に乏しい。すなわち、「45≦x≦160」の発熱コイル9は、比較的断面積の大きい発熱コイルや断面真円状の発熱コイル等と比較して、窒素が侵入してしまいやすく、ひいては耐久性の低下がより一層懸念されるものである断面形状を呈するときに有効であるといえる。
上述の通り、対象コイル領域TKについて、発熱コイル9中のAl含有量であるy(重量%)は「8<y≦15」と比較的多いため、発熱コイル9の単位表面積当たりに供給可能なAl量を増加させることができる。従って、Al皮膜の生成・剥離が繰り返されたとしても、比較的長期間に亘って連続的なAl皮膜を形成し続けることができる。その結果、発熱コイル9内部への窒素の侵入を長期間に亘って抑制することができ、長寿命化を図ることができる。「45≦x≦160」であっても「y≦8」であれば、Alが不足して上述の作用効果が十分に奏されないおそれがある。一方、「y>15」であれば、加工性の低下を招いてしまうおそれがある。このため、Al含有量は肝要である。所定量(「8<y≦15」)のAlを含有した上で、45≦x≦160を満たす対象コイル領域TKが存在することによって、発熱コイル9内部への窒素の侵入を長期間に亘って防ぐことが可能となる。複数のコイル領域Kのうちのより多くの領域が、対象コイル領域TKとしての構成を有する程、長寿命を達成しやすくなる。例えば、複数のコイル領域Kのうち70%以上の領域を対象コイル領域TKとすることが例示できる。これにより、耐久性の一層の向上を図ることができるとともに、飛躍的な長寿命化を図ることができる。
対象コイル領域TKが、複数のコイル領域Kのうちの70%を占めているか否かについては、複数のコイル領域Kのうち、シース7の先端から中心軸X1を挟んで一方側に位置する10のコイル領域K1~K10について値xをそれぞれ測定し、当該10の領域のうち、少なくとも7の領域において値xが「45≦x≦160」を満たすかどうかにより判定してもよい。尚、値xを測定する領域の数は、8つ程度であっても十分に信頼性に足る。但し、発熱コイル9のうち、シース7と接合される部位については、コイル領域Kとしては扱わない。
シースヒータ3は、特徴5の条件を満たすことに加えて、特徴6として、y≧(-7/5)x+78を満たすことがさらに望ましい。
特徴5の「45≦x≦160」且つ「8<y≦15」を満たすx,yの領域は、図21において散点模様が付された領域である。これに対して、特徴6の「y≧(-7/5)x+78」を満たすx,yの領域は、図22において散点模様が付された領域となる。除算値x及びAl含有量yが図22の領域の範囲内という条件を満たすことで、より優れた耐久性を発揮することができる。上述の通り、製造等に際して発熱コイル9の断面形状が変形してしまったり、発熱コイル9の周長が比較的大きなものとなってしまったりすることがある。また、抵抗値を増大させ、十分な発熱性能を実現するとともに、消費電力を比較的低く抑えるという観点から、発熱コイル9が細径化されることがある。一方で、発熱コイル9の周長の増大や細径化に伴い、発熱コイル9の単位表面積当たりの体積は減少し、Al不足に陥りやすくなる。これに対し、特徴7では、xの値が比較的小さい場合(xが50未満である場合)においては、さらに多くのAlを含有させることになる。従って、発熱コイル9内部への窒素の侵入を長期間に亘って抑制することができ、長寿命化を図ることができるという作用効果がより確実に奏されることとなる。このように、発熱コイル9の細径化を図りつつ、周長が比較的増大した発熱コイル9に関しても、より優れた耐久性を実現するという意味において、上記x及びyの関係を上記領域の範囲内とすることがより望ましいとえる。
特徴6,7の条件を満たす場合、特徴8として、発熱コイル9は、マンガン(Mn)、ケイ素(Si)、ホウ素(B)、バナジウム(V)、タンタル(Ta)、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)、及び、セリウム(Ce)等の希土類元素を少なくとも1種類含有するとともに、これらの総含有量が0.001重量%以上5重量%以下であり、且つy≦(-1/20)x+20を満たすことが望ましい。
MnやSi等の元素は、1000℃におけるCrの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素、すなわち、Crより窒化しやすい元素である。Crが含有されている場合においては、MnやSi等の元素が窒素ゲッター元素として機能して、Crの窒化を防止して、耐久性のより一層の向上を図ることができる。
また、特に、Ti、Zr、Hf、及び、Ce等の希土類元素は、Alよりも窒化しやすい元素であるため、発熱コイル9内部におけるAlNの形成を効果的に抑制することができる。さらに、このような元素が含有されることで、発熱コイル9を形成するAl等の金属組織に格子歪が生じるため、Al等の金属組織に歪み負荷が発生する。これにより、Alの移動(拡散)が促進され、Alがより速やかに発熱コイル9表層へと移動する(供給される)こととなる。結果として、Al皮膜がより一層確実に形成されるため、発熱コイル9内部への窒素の侵入を一層確実に抑制することができる。
上記窒素ゲッター元素及び/又は希土類元素の総含有量が0.001重量%未満の場合には、上記作用効果が十分に奏されないおそれがある。一方で、総含有量が5重量%を超える場合には、加工性が低下してしまうとともに、発熱コイル9内部に比較的大きな窒化物が生成されてしまい、これらを起点として腐食ガスが侵入してしまうおそれがある。
併せて、特徴8では、x,yの領域が、図23における直線y=(-1/20)x+20よりも下側の領域となる。MnやSi等の元素を含有することによって耐久性の向上を図ることができるため、除算値xが比較的大きい(x≧100)場合においては、さほどAlを含有させなくとも、発熱コイル9内部への窒素の侵入を長期間に亘って抑制することができ、長寿命化を図ることができる。従って、十分な耐久性を維持しつつ、Al含有量の抑制を図ることができる。その結果、コストの減少を図ることができるとともに、加工性の向上を図ることができる。
上述の通り、発熱コイル9への窒素の侵入経路として、シース7内部の窒素が発熱コイル9と直接反応して侵入する直接的な経路と、他部材を通じて発熱コイル9に到る間接的な経路とがあることは上述の通りである。間接的な経路を辿る際は、シース7内部が窒素雰囲気であるので、その窒素がシース7自身を経由するようにも考えられる。しかしながら、窒素の侵入は拡散にも似た現象であり、無制限に長い距離を伝搬してくるわけではない。
そこで、間接的な窒素侵入経路として、発熱コイル9とシース7との接合部の近傍において窒素がシース7を伝って発熱コイル9へ侵入してくる経路を考えた場合、特徴9として、図25に示すように、発熱コイル9の先端とシース7との先端側接合部位21のうち、内側表面から5μm以内の表層領域31であって、少なくとも発熱コイル9の先端外周から先端側接合部位21の内側表面に沿って100μmの範囲内におけるアルミニウムの含有量を3.5重量%以上とすることが望ましい。
発熱コイル9を構成する成分として十分な量のAlが含有されていれば、発熱コイル9への直接的な窒素の侵入は回避できることは上述した通りである。一方、発熱コイル9の先端部とシース7とが相互に溶融して形成された溶融部1を鑑みると、シース7にはAlが含有されていない場合が一般的であるため、溶融部におけるAlの含有量は比較的少ないものとなってしまう。このため、発熱コイル9の先端部近傍である溶融部へ侵入した窒素が発熱コイルへ9と進入することが懸念されるのである。窒素の侵入が最も懸念される発熱コイル9の近傍部位、すなわち先端側接合部位21の表層領域31の所定範囲内におけるアルミニウムの含有量が3.5重量%以上であれば、発熱コイル9の近傍部位の表層においてAl系被膜(Al2O3やAlNの被膜)を形成することができ、発熱コイル9内部への窒素の侵入を効果的に防止することができる。
以上のように、発熱コイル9表層からの窒素の侵入、及び、発熱コイル9近傍の先端側接合部位21からの窒素の侵入を一挙に抑制できることから、発熱コイル9内部における窒化物の生成をより確実に防止することができ、ひいては耐久性の飛躍的な向上及び長寿命化を図ることができる。
特徴9を満たす場合、特徴10として、シース7におけるAl含有量を3.5重量%以上とすることがさらに望ましい。
Al含有量が3.5重量%以上のシース7を用いることで、発熱コイル9とシース7との先端側接合部位21におけるAl含有量を確実に3.5重量%以上とすることができる。従って、先端側接合部位21の表層全域においてAl系被膜を形成することができるとともに、シース7においてもAl系被膜を形成することができる。その結果、発熱コイル9内部への窒素の侵入をより効果的に抑制することができ、耐久性の一層の向上を図ることができる。
また、特徴9を満たす場合、特徴11として、先端側接合部位21の表層領域31のうち、少なくとも発熱コイル9の先端外周から先端側接合部位21の内側表面に沿って100μmの範囲内には、1000℃におけるクロム(Cr)の窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していることが望ましい。
発熱コイル9にはCrが含有されるため、発熱コイル9の抵抗値を十分に増大させることができる。このため、発熱コイル9に過度の細径化を施すことなく、十分な発熱性能を実現することができる。また、発熱コイル9の過度の細径化を図る必要がないことから、発熱コイル9を比較的太いものとすることでき、その結果、発熱コイル9の耐久性の向上を図ることができる。一方で、Crは比較的窒化しやすい元素であるため、Crの窒化が進行してしまい、発熱コイル9の耐久性が低下してしまうことが懸念される。また、先端側接合部位21の形成によって、先端側接合部位21中にCrが溶融され得るが、当該Crが窒化してしまうことによって、発熱コイル9近傍の先端側接合部位21の表層におけるAl系被膜中にCr窒化物が散在してしまい、不連続なAl系被膜が形成されてしまうおそれがある。その結果、発熱コイル9内部への窒素の侵入を十分に抑制できないことが懸念される。
これに対して、少なくとも発熱コイル9の先端外周から先端側接合部位21の内側表面に沿って100μmの範囲内に、1000℃におけるクロム(Cr)の窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していれば、シースヒータ3使用時を想定した高温環境下(1000℃)において、当該元素がいわゆる窒素ゲッター元素として機能し、発熱コイル9内部におけるCrの窒化を防止することができる。また、Cr窒化物の生成を抑制することができるため、発熱コイル9近傍の先端側接合部位21において連続的なAl系被膜を形成することができる。その結果、窒素の侵入を一層効果的に防止することができ、耐久性のより一層の向上を図ることができる。尚、窒素ゲッター元素としては、例えば、マンガン、ケイ素、ボロン、バナジウム、タンタル、マグネシウム、チタン、ジルコニウム、ハフニウム、及び、セリウム等の希土類元素等を挙げることができる。
別の間接的な窒素侵入経路として、発熱コイル9に接合された制御コイル10を経由する経路を考えた場合、特徴12として、図9に示すような発熱コイル9と制御コイル10との後端側接合部位22におけるアルミニウムの含有量を3.5重量%以上とすることが望ましい。
発熱コイル9に十分なAlが含有されていれば、発熱コイル9表層にAl系被膜を形成することができ、発熱コイル9表層からの窒素の侵入を防止することができる。さらに、後端側接合部位21におけるAl含有量が3.5重量%以上であれば、後端側接合部位21の表層においてAl系被膜を形成することができる。これにより、後端側接合部位21から発熱コイル9内部への窒素の侵入を効果的に抑制することができ、耐久性の一層の向上を図ることができる。
特徴12を満たす場合、特徴13として、後端側接合部位22には、1000℃におけるCrの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していることが望ましい。
上述の通り、発熱コイル9にはCrが含有されるため、発熱コイル9の抵抗値を十分に増大させることができる。このため、発熱コイル9に過度の細径化を施すことなく、十分な発熱性能を実現することができる。また、発熱コイル9の過度の細径化を図る必要がないことから、発熱コイル9を比較的太いものとすることでき、その結果、発熱コイル9の耐久性の向上を図ることができる。一方で、Crは比較的窒化しやすい元素であるため、Crの窒化が進行してしまい、発熱コイル9の耐久性が低下してしまうことが懸念される。また、後端側接合部位22の形成によって、後端側接合部位22中にCrが溶融され得るが、当該Crが窒化してしまうことによって、後端側接合部位22の表層におけるAl系被膜にCr窒化物が散在してしまい、Al系被膜が不連続なものとなってしまうおそれがある。
これに対して、後端側接合部位22に1000℃におけるCrの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していれば、シースヒータ使用時を想定した高温環境下(1000℃)において、当該元素がいわゆる窒素ゲッター元素として機能し、発熱コイル9内部におけるCrの窒化を防止することができる。また、後端側接合部位22において連続的なAl系被膜を形成することができるため、窒素の侵入を一層効果的に防止することができる。
さらに、特徴9を満たす場合、特徴14として、先端側接合部位21の表層領域の所定範囲内におけるAl含有量が3.5重量%以上とするのに際して、発熱コイル9はCrを含有するとともに、ジルコニウム(Zr)を0.005重量%以上2重量%以下、或いは、チタン(Ti)を0.005重量%以上5重量%以下含有することが望ましい。
発熱コイル9が、窒素ゲッター元素として機能するZr又はTiを所定量含有することにより、Crの窒化をより確実に抑制することができる。Zr或いはTiの含有量が0.005重量%未満である場合には、Crの窒化を十分に抑制できないおそれがある。一方で、Zrの含有量が2重量%を超える場合、或いは、Tiの含有量が5重量%を超える場合には、発熱コイル9の加工が困難となってしまうおそれがある。
上記構成のグロープラグ1は、下記の方法により製造することができる。尚、特に明記しない部位については、従来公知の方法により製造している。
まず、Crが5重量%以上20重量%以下、Alが8重量%を超えて15重量%以下含有されているFe-Al系合金の抵抗発熱線をコイル形状に加工し、発熱コイル9を得る。
次いで、発熱コイル9の後端部分と、Co-Ni-Fe系合金等の抵抗発熱線をコイル形状に加工した制御コイル10の先端部分とを接合する。接合に際しては、例えば、アーク溶接によって両コイル9,10を構成する合金成分が溶融された後端側接合部位22を形成することにより、両コイル9,10が接合される。このとき、十分な接合強度を確保しつつ、後端側接合部位22における平均Al濃度勾配が0.1重量%/μm以上の区間を形成すべく、所定の溶接条件(例えば、30Aで100ms間アークを飛ばして溶接する等)でアーク溶接が行われる。
次いで、最終寸法より加工代分だけ大径に形成され、かつ、先端の閉じていない筒状のシース7内に、中軸8の先端と、当該中軸8と一体となった発熱コイル9及び制御コイル10とが配置される。そして、例えば、アーク溶接によって、シース7の先端部分を閉塞させるとともに、当該シース7の先端部分と発熱コイル9の先端部分とを接合すべく、シース7を構成する金属及び発熱コイル9を構成する金属を相互に溶融させて、先端側接合部位21が形成される。このとき、十分な接合強度を確保しつつ、先端側接合部位21における平均Al濃度勾配が0.1重量%/μm以上の区間を形成すべく、所定の溶接条件(例えば、90Aで300ms間アークを飛ばした後、40Aで50ms間アークを飛ばして溶接すること等)でアーク溶接が行われる。
その後、シース7内に絶縁粉末11を充填した後、当該シース7にスウェージング加工を施す。これにより、大径部7bを有するシース7が形成されるとともに、当該シース7が中軸8と一体となってシースヒータ3が完成する。
そして、上記のように形成されたシースヒータ3がハウジング2の軸孔4に圧入固定されるとともに、ハウジング2の後端部分において、Oリング12や絶縁ブッシュ13等が中軸8に嵌め込まれることで、グロープラグ1が完成する。
以下、実施例により本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
(評価試験1)
(評価試験1)
9種の発熱コイル(実施例:サンプルNo.1,3~5,7,8、比較例:サンプルNo.2,6,9)を次のように作製した。まず、原料を秤量・混合し、溶解合金を作製する。次いで、熱間加工にてφ30mmの円柱状の鋳塊とし、線引き加工にてφ0.3mmの素線を作製した。作製した素線を従来公知の手法によりコイリングし、コイル形状とした。サンプルNo.1~9の組成を表1に示す。サンプルNo.1~9についてはCrを段階的に変化させて含有させ、それぞれAlの配合量を変化させた。表1に示す各組成の割合は重量%であり、各組成の合計が100重量%となる。また、その組成は作製したサンプルについてEPMAを用いて分析を行った(条件 ビーム径:10μm、電圧:20kV、電流:2.5×10-8A)。

各サンプルにつき熱耐久試験を行った。試験では、グロープラグにおける使用を模擬するため、ガス置換可能な電気炉に各サンプルを載置し、1200℃を5時間保持した。電気炉内部の雰囲気は初期酸素分圧を0.2×105Paとし、3分後、1.0×10-13Paとしている。また、試験は、酸素分圧調整のためのCO(一酸化炭素),H2(水素)等の還元性ガスを含んだ、窒素ガスを用いて行った。
本耐久試験における環境温度を1200℃とした点については、次の通りである。高い耐久性が求められるディーゼルエンジンでは使用時においてシースの表面温度が900℃~1000℃といった高温状態となる。グロープラグでは、発熱コイルが位置するシースの表面温度と制御コイルが位置するシースの表面温度との間に最大で100℃程度の温度差が生じる。また、それらの表面温度と、内部に収容される発熱コイル及び制御コイルとの間にもまた100℃以上の温度差が生じる。これら及び温度誤差を加味すると、高温時における発熱コイルの耐久性を評価するには、1200℃としておけば十分に使用状態を想定した試験を行うことができるのである。
試験後の各サンプルについて観察した。観察に際して、図6に示すように、各サンプルを樹脂ブロックP1中に埋設し、サンプルの長手方向C2に沿って樹脂ブロックP1及びサンプルを切断し研磨を施した(勿論、切断することなく研磨だけを行うこととしてもよい)。研磨に際して、先ずはSiC耐水研磨紙(#1500)で粗研磨を施し、その後ダイヤモンドペースト1μmで鏡面化仕上げを行った。例えば、サンプルがφ0.3mmである場合には、当該サンプルの0.1~0.15mm位内部までに研磨を抑えることが望ましい。鏡面化されたサンプルにつき、アセトンなどの有機溶剤により脱脂洗浄を行い、金属顕微鏡又はSEMなどにより組織観察を行い、サンプルの表層で変質した部位の厚さを測定した。観察した画像の代表例としてサンプル2及び4を図4,図5に示す。また、酸化皮膜の性状の分析については、各サンプルに対して、EPMA(X線マイクロアナライザ)を用いた元素マッピングを行い、生成物を特定した。この分析の結果につき、皮膜がAlを主体とする酸化物もしくは窒化物であったものについては「表層生成物」の欄に「Al」、Al,Crの混合した酸化物もしくは窒化物であったものについては「Al,Cr」と示す。皮膜を含む表層部位の厚さ及びその表層部位の性状についての測定・分析結果を表1に示す。
サンプルNo.1~9については、変質した表層部位はAlのみもしくはAlとCrが混合した酸化膜及び窒化膜であった。Alの含有量が8重量%以下のサンプルNo.2については、表層のAl2O3膜の直下に保護性に劣るCr2Nが層状に形成されてしまい、内部へ窒素が侵入してしまった。また、Crの含有量が20重量%を超えたサンプルNo.9については、表層にAl2O3、AlN及びCr2Nが混合した皮膜が形成されており、このために良好な皮膜として形成されず、内部窒化が生じてしまっていた。これは、Al2O3皮膜とは異なりCr2N皮膜は窒素ガスの透過性が高く、内部への窒素の侵入を有効に防ぐことができなかったためであると考えられる。また、Cr2N皮膜が形成されてしまうが故に緻密なAl2O3皮膜が連続的に形成されず、Cr2N皮膜とAl2O3皮膜とが断片的に隣り合った皮膜となってしまったためとも推察する。
以上の結果から、グロープラグのシース内のように分圧比において酸素分圧よりも窒素分圧の方が高い雰囲気であって、酸素分圧が徐々に低くなる(発熱コイルの酸化により、シース内の酸素が消耗される)環境下においては、発熱コイルを、Crを5重量%以上20重量%以下、Alを8重量%超15重量%以下という組成とすることで、粒状AlNの生成及びCr2Nの生成を抑制して、発熱コイルの耐久性を向上させ、シースヒータひいてはグロープラグとしての高耐久性を実現することが可能であることが確認された。
(評価試験2)
(評価試験2)
評価試験1と同様に、10種の発熱コイル(実施例:サンプルNo.5,7,10~14、比較例:サンプルNo.2,9)を作製した。各サンプルの組成を表2に示す。評価試験2のサンプルNo.2,5,7,9は評価試験1で用いたサンプルNo.2,5,7,9と同じであるが、サンプルNo.10~14については評価試験2のために新たに作製したものである。
各サンプルにつき通電耐久試験を行い、耐断線性を測定した。通電耐久試験では、通電パターンを"直流11V6秒-直流14V180秒"を1サイクルとし、耐断線性の指標としてサンプルが断線した時のサイクル数を500サイクル刻みで取得した。試験結果を表2に示す。

Crの含有量を5重量%以上20重量%以下とし、Alの含有量を8重量%を超えて15重量%以下としたサンプルNo.5,7,10~14についてはいずれも6000サイクルを超え、優れた耐久性を有していたことが確認された。このうち、Crの含有量に対するAlの含有量比率NAl/NCrが0.65を下回ってしまったサンプルNo.7は、耐久性は6000サイクル以上であったものの、外表面に形成される膜中にCr2Nが生成されやすく、上記評価試験1においてもAl2O3とCr2Nとが混合した酸化膜及び窒化膜が形成されてしまったように、NAl/NCrが0.65以上となる他のサンプル(例えばサンプルNo.5等)に比較すると耐久性の面で難がある傾向があった。一方、NAl/NCrが1.40を超えてしまったサンプルNo.10もまた、耐久性は6000サイクル以上であったが、比較的にCrが少ないことから抵抗値が低くなりがちであり、速熱性を得ることが困難であったり、コイル線径を細くしたりしなければならず、これらの影響を受けて耐久性がサンプルNo.5等に比較して低いものとなってしまった。
以上の結果から、Crは適度に含有されている方がグロープラグとしての速熱性を実現しやすく、5重量%以上含有されていることが好ましいと言える。また、含有比NAl/NCrが0.65以上1.40以下であると、より一層優れた耐久性を得ることができることが確認された。
(評価試験3)
(評価試験3)
評価試験1のサンプルNo.5(実施例)とサンプルNo.2(比較例)と同様の2種の発熱コイル(サンプルNo.2,5)を作製した。別途作成した制御コイルを用いて、5本のシースヒータを作製した。サンプルNo.2の発熱コイルを使用したシースヒータをサンプルNo.2-1,2-2、サンプルNo.5の発熱コイルを使用したシースヒータをサンプルNo.5-1,5-2、及びサンプルNo.5の発熱コイルを使用し、制御コイルを有さないシースヒータをサンプルNo.5-3とした。尚、制御コイルはCo-25wt%Ni-4wt%Fe製のもの、シースはInconel 601製のものを使用した。
各シースヒータにつき評価試験1と同様の装置を用いて熱耐久試験を行った。これら5本のシースヒータは試験を行うために、シースヒータとして完成させた後、シース後端の封止部材を含む部位を切削により取り除き、シースの内部と外部とが気密の状態にないものとした。試験では、各サンプルを1200℃で20時間保持した。サンプルNo.2-1及び5-1の2本については大気雰囲気に等しく、酸素分圧を0.2×105Paとした。一方サンプルNo.2-2,5-2及び5-3の3本については、グロープラグとして使用するシース内部の雰囲気を想定して酸素分圧を1.0×10-13Paとした。
20時間電気炉にて保持した後、各サンプルを分解・切削等を行い、発熱コイル、制御コイル及びシースの断面観察をする。断面観察の際は評価試験1と同様に観察する各部材を樹脂ブロックに埋設させて観察している(図6参照)。この観察結果を表3に示す。

サンプルNo.2-1と5-1は大気雰囲気、すなわち酸素が十分に存在し、窒素過剰な雰囲気とならない環境における発熱コイルの組成の違いによる窒化の度合いを比較するものである。これによると、比較例のサンプルNo.2-1であっても本発明の実施例のサンプルNo.5-1であっても、発熱コイルの窒化度合いは0%と進行しておらず、両者の間に格別な差異はなく、いずれも優れた耐久性を有するものと判断できる。このときの制御コイルの酸化皮膜の厚み及びシース内周面の酸化皮膜の厚みは、サンプルNo.2-1では113μm、17μmであり、サンプルNo.5-1では117μm、19μmであった。
一方、酸素が十分に存在せず、窒素過剰な雰囲気であるシースの内部を想定したサンプルNo.2-2,5-2,5-3を比較すると、比較例であるサンプルNo.2-2では発熱コイルの窒化度合いが82%と進行するものの、本発明の実施例であるサンプルNo.5-2及び5-3については窒化度合いが0%と進行しておらず、優れた耐久性を有するものと判断できる。従って、発熱コイル9は、酸素分圧よりも窒素分圧が大きい内部雰囲気を持つシース内において優れた耐久性を実現するものであることが検証された。このときの制御コイルの酸化皮膜の厚みは、サンプルNo.2-2では0.7μm、サンプルNo.5-2では0.8μmであり、シース内周面の酸化皮膜の厚みはいずれも1μmであり、すべてが5μm以下であった。
(評価実験4)
(評価実験4)
主成分をFeとする発熱コイルのAl、Cr、及び、ZrやTi等の窒素ゲッター元素の各含有量と、先端側接合部位における平均Al濃度勾配、又は、後端側接合部位における平均Al濃度勾配とを種々変更したグロープラグのサンプルNo.1~28を作製した。ここで、発熱コイルの先端側接合部位はアーク溶接又は抵抗溶接によって形成し、発熱コイルの後端側接合部位は各サンプルともに同一の溶接方法及び同一の溶接条件により形成することとした。また、発熱コイルが所定の抵抗値を有するように必要に応じて発熱コイルの細径化処理を行うこととした。各サンプルの発熱コイル中のAlやCr等の含有量、先端側接合部位における平均Al濃度勾配、及び、溶接方法・条件を表5に示す。さらに、特にAl及びCrの含有量に着目した際の、各サンプルにおける発熱コイルの組成比分布を図15の三角図に示す。ここで、図15の三角図の左斜辺はCrの含有量(重量%)を示し、右斜辺はAlの含有量(重量%)を示すものである。
尚、表5中の「平均Al濃度勾配」について(参考)と記したのは、耐久性評価試験を行った各サンプルとは別に、各サンプルと同様の組成を有するとともに、同一の溶接方法及び溶接条件によって作製されたサンプル(すなわち、厳密には各サンプルとは異なるもの)について、勾配形成区間を分析して得られた平均Al濃度勾配を示しているためである。従って、表中の「平均Al濃度勾配」は、各サンプルの実際に有する「平均Al濃度勾配」とは厳密には等しいといえない可能性があるが、実際の値に非常に近い値を示すものである。
平均Al濃度勾配の測定は次のように行った。まず、図13に示すように、シースの軸線及び発熱コイル先端の中心を通るようにサンプルを切断した後、切断面を観察し、先端側接合部位21の外形線G1と発熱コイルの外形線G2とを特定した(図13の左側部位が先端側接合部位21であり、右側部位が発熱コイル9である)。そして、両外形線G1,G2の境界点K1,K2(K2は図示せず)同士を結ぶ線分(境界点連結線分)R1の垂直二等分線S1に沿ってシース側(図の左側)に500μmの区間を勾配形成区間N1とし、当該勾配形成区間に対して任意の間隔でEPMAを用い、Al濃度の変化が比較的大きい区間(詳細測定対象区間)を特定した(すなわち、Al濃度の変化量が比較的大きな区間についてあたりをつけた)。次いで、EPMAを用い、当該詳細測定対象区間に対してビーム径3μmのビーム(電圧値20kV、電流値2.5×10-8A)をビームスポットが重複しないように(詳細測定対象区間に対して3μm毎に)照射し、表4及び図14に示すように、詳細測定対象区間の始点D1から詳細測定対象区間の終点D35までの各点のAl濃度を測定した。さらに、5点間のAl濃度変化量を15μmで除算することで、15μmの長さを有する複数の区間(Dn~Dn+4)について1μm当たりのAl濃度変化量(すなわち、Al変化率)を算出した。尚、図14において、Al濃度を黒四角点でプロットし、Al変化率を黒三角点でプロットしている。そして、各区間のAl変化率のうち、その最大値をサンプルの平均Al濃度勾配とした。すなわち、当該サンプルの平均Al濃度勾配は、各Al変化率のうちの最大値である0.259重量%/μmであった。尚、当該サンプルにおいて、Al濃度の変化が隣接点と比較してほとんどなくなった部分(D28近傍;図14中の境界線)が、発熱コイル及び先端側接合部位の境界(図13中の境界線)であった。

各サンプルについて耐久性評価試験を行った。耐久性評価試験では、11Vで6秒間通電した後、14Vで180秒間通電することを1サイクルとして、発熱コイルが断線するまでのサイクル数(断線サイクル数)を測定した。ここで、断線サイクル数が6000サイクル以上のサンプルについては、耐久性に優れるとして「B」の評価を下すこととし、断線サイクル数が7000サイクル以上のサンプルについては、耐久性に非常に優れるとして「A」の評価を下すこととした。一方で、断線サイクル数が6000サイクル未満のサンプルについては、耐久性が良好ではないとして「C」の評価を下すこととした。尚、Alが15重量%を超えて含有される場合、及び、窒素ゲッター元素の総含有量が5重量%を超えて含有される場合には、発熱コイルを所定径に細径化することが困難であったため、評価試験を行わなかった。試験結果を表5に示す。

表5に示すように、Alの含有量が8重量%以下のサンプルNo.1~4は、平均Al濃度勾配が0.1重量%/μm以上であっても、断線サイクル数が6000サイクル未満となってしまい、耐久性が不十分となってしまうことがわかった。これは、先端側接合部位におけるAlN層の形成に伴ってAlが不足してしまったため、強固なAlN層が形成されるまでには至らなかったことに起因すると考えられる。また、Alの含有量が8重量%を超えていても、平均Al濃度勾配が0.1重量%/μm未満のサンプルNo.5については、耐久性が良好ではなかった。これは、Alの移動(供給)速度が比較的遅いことから、先端側接合部位におけるAlN層の形成が不十分となってしまったことによると考えられる。
これに対して、Alの含有量が8重量%を超えて15重量%以下であり、かつ、平均Al濃度勾配が0.1重量%/μm以上のサンプルNo.6~28については、断線サイクル数が6000サイクル以上となり、優れた耐久性を有することが認められた。これは、Alが含有されることで発熱コイル表層にAlN等の被膜が形成されたこと、及び、発熱コイルにAlが8重量%を超えて15重量%以下含有されるとともに、平均Al濃度勾配が0.1重量%/μm以上とされたことで、Alが不足することなく、侵入してきた窒素と供給されてきたAlとでAlNが次々と形成され、広範囲にわたる強固なAlN層が形成されたことにより、発熱コイル近傍の先端側接合部位から発熱コイル内部への窒素の侵入がより確実に抑制されたことに起因すると考えられる。尚、この場合において、Al含有量を15重量%を限度としてより大きくすること、或いは、平均Al濃度勾配をより大きくすることによって、耐久性のより一層の向上を図ることができるといえる。
さらに、Alの含有量が8重量%を超えて15重量%以下であり、かつ、Crの含有量が5重量%以上20重量%以下である、すなわち、図15中の太線で囲まれた領域内の組成比で形成され、さらに、平均Al濃度勾配が0.1重量%/μm以上のサンプルNo.7~28については、非常に優れた耐久性を有することが明らかとなった。これは、Crが含有されたことで発熱コイルを比較的太くすることができたため、耐久性のより一層の向上を図ることができたことによると考えられる。また、この場合において、Cr含有量が15重量%以下のサンプルNo.10~28については、断線サイクル数が8000サイクル以上となり、耐久性のより一層の向上が認められた。
併せて、Hf、Zr、Ti、Si、Mn等の窒素ゲッター元素が0.001重量%以上5重量%以下含有されたサンプルNo.22~28については、AlやCrの含有量及び平均Al濃度勾配が等しいサンプルNo.15と比較して耐久性のより一層の向上が認められた。これは、当該元素によって、Crの窒化が抑制されたこと、及び、発熱コイルの金属組織に金属歪みを生じさせたことによって、Alがより速やかに移動することとなり、ひいてはAlN層がより一層確実に形成されたことに起因すると考えられる。
(評価試験5)
(評価試験5)
評価試験4と同様に、発熱コイルのAlやCr等の含有量、及び、後端側接合部位における平均Al濃度勾配を種々変更したグロープラグのサンプルNo.41~60を作製した。尚、この場合において、後端側接合部位は、アーク溶接又は抵抗溶接によって形成するとともに、先端側接合部位は、各サンプルともに同一の溶接方法及び同一の溶接条件によって形成することとした。各サンプルの発熱コイル中のAlやCrの含有量、後端側接合部位における平均Al濃度勾配、及び、溶接方法・条件を表6に示す。平均Al濃度勾配は、基本的には上述した測定方法と同様の測定方法によって測定した。但し、シースの軸線及び発熱コイル後端の中心を通るようにして切断したサンプルの切断面における、発熱コイルの外形線及び後端側接合部位の外形線の境界点である後端側第1境界点と後端側第2境界点とを結ぶ後端側境界点連結線分の垂直二等分線たる後端側垂直二等分線に沿って、後端側境界点連結線分の中心点から発熱コイル側及び制御コイル側にそれぞれ500μmの長さを有する区間を、勾配形成区間とした。
各サンプルにつき、評価試験4と同様に、耐久性評価試験を行った。試験結果を表6に示す。

表6に示すように、Alの含有量が8重量%以下のサンプルNo.41,42、及び、平均Al濃度勾配が0.1重量%/μm未満のサンプルNo.43については、耐久性が不十分であることがわかった。それぞれ上述した理由と同様の理由によるものであると考えられる。
これに対して、Alを8重量%を超えて15重量%以下含有するとともに、平均Al濃度勾配が0.1重量%/μm以上であるサンプルNo.44~60については、耐久性に優れていることが明らかとなった。これは、後端側接合部位において広範囲にわたる強固なAlN層が形成されたため、後端側接合部位から発熱コイル内部への窒素の侵入がより確実に抑制されたこと等に起因すると考えられる。
また、Alを8重量%を超えて15重量%以下含有するとともに、平均Al濃度勾配が0.1重量%/μm以上であり、かつ、Crが5重量%以上20重量%以下含有されたサンプルNo.45~60については、非常に優れた耐久性を有することが明らかとなった。これは、Crが添加されたことによって、発熱コイルを比較的太くできたことに起因すると考えられる。また、この場合において、Cr含有量が15重量%以下のサンプルNo.47~60については、断線サイクル数が8000サイクル以上となり、耐久性のより一層の向上が認められた。ただし、Crが20重量%を越えてしまったサンプルNo.44については、Alが同量でCrが20重量%以下であるサンプルNo.45に比して僅かながら断線サイクル数が短くなるという結果であった。
また、HfやZr等の窒素ゲッター元素が0.001重量%以上5重量%以下含有されたサンプルNo.56~60については、AlやCrの含有量及び平均Al濃度勾配が等しいサンプルNo.48と比較して耐久性がより一層向上することが認められた。
以上より、発熱コイルにAlが8重量%を超えて15重量%以下含有されるとともに、接合領域における平均Al濃度勾配が0.1重量%/μm以上の区間が設けられることで、発熱コイル内部の窒化を効果的に抑制でき、ひいては耐久性の向上を十分に図ることができるといえる。さらに、Crが5重量%以上20重量%以下含有されることで、断線サイクル数が7000サイクル以上となり、非常に優れた耐久性を実現することができるといえる。また、この場合において、Cr含有量が15重量%以下とされることで、耐久性をより効果的に向上させることができるといえる。加えて、HfやZr等の窒素ゲッター元素が0.001重量%以上5重量%以下含有されることで、耐久性のより一層の向上を図ることができるといえる。
(評価試験6)
(評価試験6)
発熱コイルの接合部位における溶接方法及び溶接条件と平均Al濃度勾配との関係を下記の通り検証した。
(試験6-1)
(試験6-1)
溶接方法(アーク溶接或いは抵抗溶接)及び溶接条件(電流値及び放電時間)を種々変更して発熱コイルとシースを接合することによりサンプルNo.1~18を作製した。ここで、発熱コイルは、Feを主成分とするとともに、Crを9.4重量%含有し、さらに、Alを8重量%を超えて15重量%以下と比較的多く含有して構成されるものを用いた。また、シースはFe-25Cr-20Ni(SUS 310s)若しくはNi-23Cr-14.4Fe-1.4Al〔Inconel 601(登録商標)〕によって構成されるものを使用した。尚、アーク溶接では、90Aで300msの間アークを飛ばした後、40Aで50msの間アークを飛ばすことで溶接することとした。また、抵抗溶接では、1.7kAの電流を15msの間通電することで溶接することとした。抵抗溶接を行う際には、発熱コイル先端部をSUS 310s製の円柱状のチップ部材に抵抗溶接した後、当該発熱コイルの溶接されたチップ部材とシースとをアーク溶接により接合することとした。
各サンプルについて、発熱コイルとシースとの接合領域における平均Al濃度勾配を測定した。平均Al濃度勾配を測定するに際しては、EPMAを用い、ビーム径3μmのビームを勾配形成区間に対して3μmごとに照射し、各部位のAl濃度を測定した。そして、15μmの長さを有する複数の区間について平均Al濃度勾配をそれぞれ算出し、それらの中の最大値を各サンプルの平均Al濃度勾配とした。
溶接方法をアーク溶接或いは抵抗溶接とした場合の平均Al濃度勾配を表7に示す。

表7に示すように、アーク溶接によって溶接されたサンプルNo.1~6、及び、抵抗溶接によって溶接されたサンプルNo.7~12ともに平均Al濃度勾配が0.1重量%/μm以上の区間を形成することができたが、抵抗溶接によって溶接されたサンプルNo.7~12は、アーク溶接によって溶接されたサンプルNo.1~6と比較して平均Al濃度勾配をより大きくできることがわかった。これは、アーク溶接によって形成された先端側接合部位の溶融量と比較して、抵抗溶接によって形成された先端側接合部位の溶融量が少なくなったため、より急峻なAl濃度勾配が形成されたためであると考えられる。
アーク溶接において溶接条件(電流値及び放電時間)を種々変更した場合の平均Al濃度勾配を表8に示す。

表8に示すように、110Aで350msの間アークを飛ばした後、80Aで80msの間アークを飛ばして溶接されたサンプルNo.13,14,15は、90Aで300msの間アークを飛ばした後、40Aで50msの間アークを飛ばして溶接されたサンプルNo.1,2,3と発熱コイル等の組成が同一であるにも関わらず、平均Al濃度勾配が0.1重量%/μm未満となってしまうことがわかった。これは、先端側接合部位の溶融量が多くなり過ぎた結果、Al濃度勾配がより緩やかなものとなってしまったことによると考えられる。
一方、70Aで200msの間アークを飛ばした後、55Aで150msの間アークを飛ばし、次いで、30Aで50msの間アークを飛ばして溶接されたサンプルNo.16,17,18については、平均Al濃度勾配をより一層大きくすることができた。これは、比較的弱いアークを3回飛ばして溶接することで溶融量をより少なくすることができたことに起因すると考えられる。
(試験6-2)
(試験6-2)
溶接方法(アーク溶接或いは抵抗溶接)及び溶接条件(電流値及び放電時間)を種々変更して発熱コイルと制御コイルを接合することによりサンプルNo.1~9を作製した。ここで、発熱コイルは上記同様のものを用いた。制御コイルはコバルト(Co)を主成分とするとともに、Ni及びFeを含有して構成されるものを用いた。また、アーク溶接では、30Aで100msの間アークを飛ばして溶接することとし、一方で、抵抗溶接では、1.5kAで10ms間通電することで溶接することとした。
各サンプルについて、発熱コイルと制御コイルとの接合領域における平均Al濃度勾配を上記同様に測定した。
溶接方法をアーク溶接或いは抵抗溶接とした場合の平均Al濃度勾配を表9に示す。

表9に示すように、アーク溶接によって溶接されたサンプルNo.1,2,3,4、及び、抵抗溶接によって溶接されたサンプルNo.5,6,7,8ともに平均Al濃度勾配が0.1重量%/μm以上の区間を形成することができたが、抵抗溶接によって溶接されたサンプルNo.5,6,7,8は、アーク溶接によって溶接されたサンプルNo.1,2,3,4と比較して平均Al濃度勾配をより大きくできることがわかった。これは、アーク溶接によって形成された後端側接合部位の溶融量と比較して、抵抗溶接によって形成された後端側接合部位の溶融量が比較的少なくなったためであると考えられる。
アーク溶接において溶接条件(電流値、放電時間)を種々変更した場合の平均Al濃度勾配を表10に示す。

表10に示すように、50Aで200msの間アークを飛ばして溶接されたサンプルNo.9は、30Aで100msの間アークを飛ばして溶接されたサンプルNo.1と発熱コイル等の材質が同一であるにも関わらず、平均Al濃度勾配が0.1重量%/μm未満となってしまうことがわかった。これは、後端側接合部位の溶融量が多くなり過ぎた結果、Al濃度勾配がより緩やかなものとなってしまったことによると考えられる。
以上より、発熱コイルの接合領域に平均Al濃度勾配が0.1重量%/μm以上の区間を設けることは、発熱コイル中のAl含有量を単に多くするだけで実現できるとは限らず、溶接方法及び条件を適宜変更することが必要であると言える。
(評価試験7)
(評価試験7)
発熱コイルのAl含有量yと、Cr、及び、SiやTi等の窒素ゲッター元素の各含有量と、対象コイル領域TKの面積をその周長で除算した値であるxとを種々変更したグロープラグのサンプルNo.1~30を作製した。これらのサンプルは、それぞれスウェージングの程度や絶縁粉末の充填密度を適宜変更するなどして比較できるように作製した。各サンプルのCr,Al等の含有量及び除算値xを表11に示す。
尚、各サンプルにおける対象コイル領域TKの周長及び面積は次のようにして測定した。すなわち、まず、前述の図6同様に、各サンプルのシース7を樹脂ピースP1内に埋設し、シース7の長手方向に沿って切断した。より詳しくは、シース7内の発熱コイルの中心軸を含むべく、シース7の中心軸C2に沿ってシース7(発熱コイル)を切断し、切断面を撮像した。そして、対象コイル領域TKの周長を求めるにあたっては、前記撮像データをコンピュータで分析することで、対象コイル領域TKについて輪郭をトレースし、当該輪郭のピクセル数を測定した。その後、当該ピクセル数と、予め算出した1ピクセル当たりの実際の長さとを乗算することで対象コイル領域TKの周長を算出した。また、対象コイル領域TKの面積を求めるにあたっては、前記撮像データをコンピュータで二階調化することで、対象コイル領域TKを抽出し、対象コイル領域TKの占めるピクセル数を測定した。そして、当該測定されたピクセル数と、予め算出した1ピクセル当たりの実際の面積とを乗算することで対象コイル領域TKの面積を算出した。
各サンプルの発熱コイルのAl含有量は、EPMAを用い、発熱コイルの所定部位に対して、ビーム(電圧値20kV、電流値2.5×10-8A)を照射することによって計測した。加えて、各サンプルの添加元素の含有量は、ICP分析によって測定した。
各サンプルについて耐久性評価試験及び昇温特性評価試験を行った。各試験の概要は次の通りである。
耐久性評価試験では、各サンプルについて、11Vで5秒間通電した後、14Vで100秒間通電し、その後180秒間空冷することを1サイクルとして、発熱コイルが断線するまでのサイクル数(断線サイクル数)を測定した。ここで、断線サイクル数が7500サイクル以上のサンプルについては、耐久性に優れるとして「B」の評価を下すこととし、断線サイクル数が8000サイクル以上のサンプルについては、耐久性に非常に優れるとして「A」の評価を下すこととした。一方で、断線サイクル数が7500サイクル未満のサンプルについては、耐久性が良好ではないとして「C」の評価を下すこととした。
昇温特性評価試験は、まず、シースヒータの先端から軸線方向に沿って後端側に5mmまでの測定対象部分における最も高い温度となる位置(最高温度位置)を予め特定した。そして、当該最高温度位置に熱電対(Pt/Pt-Rh)を取付け、シースヒータに連続通電し、当該最高温度位置における温度と通電時間との関係を求め、800℃に到達するまでの通電時間を算出した。ここで、800℃に到達するまでの通電時間が7秒以下のサンプルについては、優れた昇温性能を有するとして「A」の評価を下すこととし、一方で、800℃に到達するまでの通電時間が7秒を超えるサンプルについては、昇温性能がやや不十分であるとして「B」の評価を下すこととした。
耐久性評価試験及び昇温特性評価試験の結果を表11に示す。但し、Alが15重量%を超えて含有される場合、及び、窒素ゲッター元素の総含有量が5重量%を超えて含有される場合には、発熱コイルの加工が困難であったため、評価試験を行わなかった。また、いずれのサンプルについてもシースの先端側から4番目の発熱コイルの断面を対象コイル領域TKとし、当該対象コイル領域TKについての値xを上記の算出法により算出した。

表11に示すように、「x<45」であるサンプルNo.1,2や「y<8」であるサンプルNo.3,4については、断線サイクル数が7500サイクル未満となってしまい、耐久性が良好ではないことがわかった。これは、発熱コイルの過度の細径化や周長の増大、又は、Al含有量の不足等によって、発熱コイル表層におけるAl皮膜の生成・剥離のサイクルに伴い、比較的短期間の使用で連続的なAl皮膜を形成できないほどにAl量が減少してしまったことに起因すると考えられる。
これに対して、上記xが「45≦x≦160」の範囲内であり、かつ、Al含有量yが「8<y≦15」のサンプルNo.5~30(図24の太線で囲まれた領域内のサンプル)については、断線サイクル数が7500サイクル以上となり、優れた耐久性を実現できることが明らかとなった。
また、特に「y≧(-7/5)x+78」の式を満たすように構成されたサンプルNo.6~30(図24の散点模様を付した領域内のサンプル)においては、断線サイクル数が8000サイクル以上となり、非常に優れた耐久性を有することがわかった。これは、発熱コイルの周長の増大や細径化等により種々変化する上記xの値に対応した、より適切な量のAlが含有されたことによると考えられる。
併せて、Si、Ti等の窒素ゲッター元素が0.001重量%以上5重量%以下含有されたサンプルNo.19~23については、窒素ゲッター元素が含有されず、かつ、上記x及びAlやCrの含有量が等しいサンプルNo.14~16と比較して耐久性のより一層の向上が認められた。これは、当該窒素ゲッター元素によって、Crの窒化が抑制されたこと、及び、発熱コイルの金属組織に金属歪みを生じさせたことによって、Alがより速やかに移動することとなり、ひいてはAl皮膜がより一層確実に形成されたことに起因すると考えられる。
特に、窒素ゲッター元素が含有されるとともに、「y≦(-1/20)x+20」の式を満たすように構成されたサンプルNo.19~22は、断線サイクル数が14000サイクル以上となり、上記xの値が等しく、Alが比較的多く含有されたサンプルNo.16と比較して、遜色ない耐久性を有するものであることがわかった。すなわち、窒素ゲッター元素を含有するとともに、「y≦(-1/20)x+20」の式を満たすように構成することで、優れた耐久性を実現しつつ、Al含有量の抑制を図ることができ、ひいては加工性の向上を図ることができるといえる。
加えて、Crの含有量が5重量%未満のサンプルNo.24,25については、優れた耐久性を有するものの、昇温性能がやや不十分であることがわかった。また、Crの含有量が20重量%を超えるサンプルNo.26については、優れた耐久性を有するものの、Al含有量及び上記xの値が同様である一方で、Cr含有量が5重量%以上20重量%以下のサンプルNo.12,27~30と比較して、耐久性が若干低下してしまうことが認められた。従って、十分な昇温性能を実現しつつ、非常に優れた耐久性を維持するためには、Crの含有量を5重量%以上20重量%以下とすることがより望ましいといえる。
さらに、サンプルNo.9及びサンプルNo.12について詳細に比較すると次のような事実が明らかとなった。すなわち、この2つのサンプルは、いずれも組成は同様であるが、シースに対するスウェージング加工の方法を異ならせることにより、コイル形状に僅かな差異をもたせたものである。ここで、最先端に位置するコイル領域K1から、後端側に8番目のコイル領域K8までの8のコイル領域K1~K8について、それぞれ値xを測定・算出した結果を、サンプルNo.9については表12に示し、サンプルNo.12については表13に示す。


表12及び表13に示すように、サンプルNo.9については、8箇所のコイル領域のうち、5箇所の領域(すなわち約63%の領域)においてしか、値xが「45≦x≦160」を満たしていなかったのに対し、サンプルNo.12については、8箇所のコイル領域のうち、6箇所の領域(すなわち75%の領域)において値xが上記式を満たしていた。両サンプルともに良好な耐久性を有していたものの、この70%を挟んだ差異が断線に至るサイクル数として、1500サイクルの差異を生じさせたといえる。
以上より、窒素が侵入しやすい断面形状を有する発熱コイルであっても、x,yの値を適宜調整することにより、耐久性の向上を図ることができると言える。
(評価試験8)
(評価試験8)
発熱コイルの組成比、シースの組成比、及び、先端側接合部位21の表層領域31(図25参照;先端側接合部位21の表層領域31とは、先端側接合部位21のうち発熱コイル9側の内側領域から5μm以内の領域を表す)のうち、Al含有量が3.5重量%以上となっている部位の発熱コイル先端外周からの平均長さ(「表層Al長さ」という)を種々変更したグロープラグのサンプルNo.1~13を作製した。尚、発熱コイルを構成する合金としては、Fe-22Cr-5.3Al[カンタル(登録商標)]、Fe-26Cr-7.5Al[パイロマックス(登録商標)]、或いは、カンタルに窒素ゲッター元素としてのZrやTiを含有した合金を用いた。また、シースを構成する合金としては、Fe-25Cr-20Ni(SUS 310)、Ni-23Cr-14.4Fe-1.4Al〔Inconel 601(登録商標)〕、Ni-18.7Co-14.5Cr-5Mo-4Al-3Ti(Udimet700)、或いは、Ni-15Cr-14Co-5Al-4Ti〔Nimonic 115(登録商標)〕を用いた。加えて、サンプルNo.1~4,7,8,11,12については、発熱コイル及びシースを直接接合して先端側接合部位を形成し、サンプルNo.5,6,9,19,13については、発熱コイル及びシースを、Feを主成分とし、Alを2重量%、3重量%、或いは10重量%含有するチップ部材を介して接合して先端側接合部位を形成した。さらに、サンプルNo.4においては、発熱コイル先端2mmに厚さ100μmのAlメッキを施した上で、サンプルNo.7においては、発熱コイル先端2mmに厚さ200μmのAlメッキを施した上で、発熱コイル及びシースを接合して先端側接合部位を形成した。表層Al長さの計測に際しては、表面より3μm内側の箇所を、スポット径3μm、10μm間隔でAl濃度を測定し、当該Al濃度が3.5重量%以上を満たす領域の長さを計測することとした。また、Al濃度については、EPMAのWDSにより定量分析にて、電圧20kV、電流2.5×10-8Aの条件下で算出することとした。
各サンプルについて耐久性評価試験を行った。耐久性評価試験では、14Vで300秒間通電した後、100秒間冷却することを1サイクルとして、発熱コイルが断線するまでのサイクル数(断線サイクル数)を測定した。で、断線サイクル数が7000サイクル以上のサンプルについては、耐久性に優れるとして「B」の評価を下すこととし、断線サイクル数が8000サイクル以上のサンプルについては、耐久性に非常に優れるとして「A」の評価を下すこととした。一方で、断線サイクル数が7000サイクル未満のサンプルについては、耐久性が良好ではないとして「C」の評価を下すこととした。試験結果を表14に示す。

表14に示すように、発熱コイルのAl含有量が5重量%以上であっても、表層Al長さが100μm未満のサンプルNo.1~5は、断線サイクル数が7000サイクル未満となってしまい、耐久性があまり良好とはいえないことが明らかとなった。これは、発熱コイル表層にAl系被膜が形成され、当該発熱コイル表層からの窒素の侵入を抑制できたとしても、発熱コイル先端近傍の先端側接合部位において十分なAl系被膜が形成されず、その結果、窒素の侵入を十分に防止することができなかったことに起因すると考えられる。
一方で、発熱コイルのAl含有量が5重量%を超え、表層Al長さが100μm以上のサンプルNo.6~13については、断線サイクル数が7000サイクル以上となり、優れた耐久性を発揮できることがわかった。これは、発熱コイル表層に加え、発熱コイル近傍の先端側接合部位(図25における発熱コイル9の先端外周GSから先端側接合部位21の内側表面に沿って少なくとも100μmの範囲)においてもAl系被膜が形成されたため、窒素の侵入を効果的に抑制できたことに起因すると考えられる。
特に、シースにAlが3.5重量%以上含有されたサンプルNo.8,11,12は、先端側接合部位の全域においてAl含有量が3.5重量%以上となり、極めて優れた耐久性能を実現することができた。また、Alを10重量%含有するチップ部材を介して接合して先端側接合部位を形成したサンプルNo.13については、表層Al長さが500μmと長いものとなり、優れた耐久性能を実現することができた。
また、発熱コイルにTiやZrが含有されたサンプルNo.9,10については、断線サイクル数が8000サイクル以上となり、TiやZrの有無を除いて、発熱コイルの組成比等が略等しいサンプルNo.6と比較して、耐久性の一層の向上が認められた。これは、次の理由によるものと考えられる。すなわち、ZrやTiが含有された発熱コイルとシースとが溶融接合されたことで、先端側接合部位の表層領域のうち、少なくとも発熱コイルの先端外周から先端側接合部位の内側表面に沿って少なくとも100μmの範囲内にTiやZrを含有する領域が存在することとなる。その結果、当該TiやZrが窒素ゲッター元素として機能し、Crの窒化を抑制できたこと、及び、発熱コイル先端近傍の先端側接合部位において連続的なAl系被膜を形成することができたため、窒素の侵入をより一層効果的に防止できたことによると考えられる。
(評価試験9)
(評価試験9)
制御コイルの組成比、発熱コイルの組成比、及び、後端側接合部位のAl含有量を種々変更したグロープラグのサンプルNo.21~24を作製した。尚、制御コイルとしては、Y-Ni合金〔Niをベースとし、Y(イットリウム)を微量に分散させた合金〕、又は、Y-Ni-3Al合金を用いることとした。一方、発熱コイルとしては、Fe-22Cr-5.3Al(カンタル)を用い、サンプルNo.24においては、カンタルにZrを含有することとした。また、サンプルNo.21,22,24においては、発熱コイル及び制御コイルを直接接合して後端側接合部位を形成し、サンプルNo.23については、発熱コイル及び制御コイルを、Feを主成分とし、Alを10重量%含有するチップ部材を介して接合することで後端側接合部位を形成した。
各サンプルについて、評価試験8と同様の耐久性評価試験を行った。試験結果を表15に示す。

表15に示すように、発熱コイルのAl含有量が5重量%以上であっても、後端側接合部位におけるAl含有量が3.5重量%未満のサンプルNo.21については、断線サイクル数が7000サイクル未満となり、耐久性が不十分であることがわかった。これは、後端側接合部位におけるAl系被膜の形成が不十分であったため、当該後端側接合部位から発熱コイル内部に窒素が侵入してしまったことに起因すると考えられる。
一方、発熱コイルのAl含有量が5重量%以上であって、後端側接合部位におけるAl含有量が3.5重量%以上のサンプルNo.22,23,24については、断線サイクル数が7000サイクル以上となり、優れた耐久性能を実現できることが明らかとなった。これは、発熱コイル表層に加え、後端側接合部位の表層においてもAl系被膜が形成されたことにより、発熱コイル内部への窒素の侵入が効果的に抑制できたことによると考えられる。
また、発熱コイルにZrが含有されたサンプルNo.24については、断線サイクル数が8000サイクル以上となり、窒素ゲッター元素の有無を除いて、発熱コイルや制御コイルの組成比等が略等しいサンプルNo.22と比較して、耐久性をより一層向上できることがわかった。これは、Zrが含有された発熱コイルと制御コイルとが溶融接合されたことで、後端側接合部位にZrを含有する領域が存在することとなり、当該Zrが窒素ゲッター元素として機能し、Crの窒化を抑制できたこと、及び、後端側接合部位において連続的なAl系被膜が形成されたため、窒素の侵入をより一層効果的に防止できたことによると考えられる。
また、サンプルNo.21,22,24では、発熱コイルと制御コイルとは、両者を構成する金属が相互に溶融されて混じり合うことで形成された後端側接合部位によって接合している。後端側接合部位を形成するに際して、十分なAlを含有するチップ部材を発熱コイル及び制御コイル間に介した上で形成したサンプルNo.23は、窒素の侵入をより一層効果的に防止することが可能であり、4つのサンプル中で最も優れた断線サイクル数であった。
尚、上記評価試験はそれぞれの評価試験内で比較を行うものであり、異なる評価試験でのサンプルの結果のみを単純比較して優劣を判定することは必ずしも有効ではない。これは、それぞれの評価試験の試験条件および判定基準がそれぞれで異なるためである。
本発明を具体的な実施例に基づいて説明してきたが、本発明は上記実施例に限定されるものではなく、その趣旨を逸脱しない範囲で種々の変形・変更を含むものである。
上記実施形態においては、制御コイル10を備えたいわゆる自己制御型のグロープラグ1を例示しているが、これに限定されないことはいうまでもない。
上記実施形態では、シースヒータ3を具備するグロープラグ1を具体例として説明しているが、ディーゼルエンジン用のグロープラグ1以外の各種分野において液体や気体を加熱するための加熱手段としてシースヒータ3を利用してもよい。
Claims (15)
- 軸線方向に延び、ニッケル又は鉄を主成分としてなる先端側が閉塞した筒状の金属製のシースと、当該シース内に前記軸線方向に沿って配置され、先端が前記シースに電気的に接続された発熱コイルと、先端が前記発熱コイルと電気的に接続するとともに前記シース内に位置し、後端が当該シースの後端側へ突出するリード部材と、前記シース内の前記発熱コイルの周囲に充填される絶縁粉末と、前記シースの後端部を封止する封止部材と、を備え、当該封止部材によって封止された前記シースの内部雰囲気が分圧比で酸素分圧よりも窒素分圧が大きい内部雰囲気であり、前記発熱コイルは、鉄を主成分とし、クロムを5重量%以上20重量%以下、アルミニウムを8重量%を超えて15重量%以下含有してなることを特徴とするシースヒータ。
- 前記発熱コイルは、クロム含有量に対するアルミニウム含有量の比率NAl/NCrについて、0.65≦NAl/NCr≦1.4を満たすことを特徴とする請求項1に記載のシースヒータ。
- 前記発熱コイルは、1000℃におけるクロムの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有し、その含有量を0.001重量%以上5重量%以下とすることを特徴とする請求項1に記載のシースヒータ。
- 前記シースヒータは、前記発熱コイルに電気的に接続される制御コイルを備えてなり、前記シースヒータへ通電を行い、前記制御コイルの位置する部位の前記シースの表面温度を900℃として20時間保持したときに、当該制御コイルの外表面に形成される酸化皮膜または当該シースの内周面に形成される酸化皮膜のうち、いずれか一方の酸化皮膜が5μm以下であることを特徴とする請求項1に記載のシースヒータ。
- 前記発熱コイルは隣接する他部材と互いの金属成分を相互に溶融して混じり合うことによって形成された接合領域を有し、前記接合領域中の、前記発熱コイルと前記他部材との接合境界における中心及び前記軸線を含む面を断面としてみたときに、前記発熱コイルと前記他部材とを仮想的に分断する直線(分断直線)に対して垂直で、前記分断直線から前記接合境界における中心を通る直線上の、前記分断直線から500μmの範囲内で、前記他部材側から前記発熱コイル側へ向けて長さ15μmの区間の平均アルミニウム濃度勾配が0.1重量%/μm以上の部位を有することを特徴とする請求項1に記載のシースヒータ。
- 前記発熱コイルの中心軸を含む断面における前記発熱コイルの外形線で囲まれた複数のコイル領域の1つである対象コイル領域について、当該対象コイル領域の面積を当該対象コイル領域の周長で除算した値をxとしたとき、45≦x≦160を満たす前記コイル領域を有することを特徴とする請求項1乃至5に記載のシースヒータ。
- 前記発熱コイルのアルミニウム含有量をy(重量%)としたとき、y≧(-7/5)x+78を満たすことを特徴とする請求項6に記載のシースヒータ。
- 前記発熱コイルは、マンガン、ケイ素、ホウ素、バナジウム、タンタル、チタン、ジルコニウム、ハフニウム、及び、セリウム等の希土類元素を少なくとも1種類含有するとともに、これらの総含有量が0.001重量%以上5重量%以下であり、前記発熱コイルのアルミニウム含有量をy(重量%)としたときにy≦(-1/20)x+20を満たすことを特徴とする請求項6に記載のシースヒータ。
- 前記シースの先端及び前記発熱コイルの先端が接合された部位であって、前記シースを構成する金属成分及び前記発熱コイルを構成する金属成分が相互に溶融されて混じり合うことによって形成された先端側接合部位のうち、内側表面から5μm以内の表層領域であって、少なくとも前記発熱コイルの先端外周から前記先端側接合部位の内側表面に沿って100μmの範囲内におけるアルミニウムの含有量を3.5重量%以上としたことを特徴とする請求項1乃至5に記載のシースヒータ。
- 前記シースにおけるアルミニウム含有量を3.5重量%以上としたことを特徴とする請求項9に記載のシースヒータ。
- 前記表層領域のうち、少なくとも前記発熱コイルの先端外周から前記先端側接合部位の内側表面に沿って100μmの範囲内には、1000℃におけるクロムの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していることを特徴とする請求項9に記載のシースヒータ。
- 前記発熱コイルは、後端が制御コイルと接合され、前記発熱コイルを構成する金属成分及び前記制御コイルを構成する金属成分が相互に溶融されて混じり合うことによって形成された後端側接合部位を有し、当該後端側接合部位におけるアルミニウム含有量を3.5重量%以上としたことを特徴とする請求項1乃至5に記載のシースヒータ。
- 前記後端側接合部位には、1000℃におけるクロムの窒化物生成自由エネルギーよりも1000℃における窒化物生成自由エネルギーが少ない元素を少なくとも1種類含有する領域が存在していることを特徴とする請求項12に記載のシースヒータ。
- 前記発熱コイルはクロムを含有するとともに、ジルコニウムを0.005重量%以上2重量%以下、或いは、チタンを0.005重量%以上5重量%以下含有することを特徴とする請求項9に記載のシースヒータ。
- 請求項1に記載のシースヒータを具備することを特徴とするグロープラグ。
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007-338552 | 2007-12-28 | ||
| JP2007-338563 | 2007-12-28 | ||
| JP2007338552A JP2009158431A (ja) | 2007-12-28 | 2007-12-28 | シースヒータ及びグロープラグ |
| JP2007340655A JP2009162409A (ja) | 2007-12-28 | 2007-12-28 | グロープラグ |
| JP2007-340655 | 2007-12-28 | ||
| JP2007338563A JP2009158432A (ja) | 2007-12-28 | 2007-12-28 | シースヒータ及びグロープラグ |
| JP2007-338548 | 2007-12-28 | ||
| JP2007338548A JP2009156560A (ja) | 2007-12-28 | 2007-12-28 | シースヒータ及びグロープラグ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009084453A1 true WO2009084453A1 (ja) | 2009-07-09 |
Family
ID=40824173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/073086 WO2009084453A1 (ja) | 2007-12-28 | 2008-12-18 | シースヒータ及びグロープラグ |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2009084453A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011162074A1 (ja) * | 2010-06-22 | 2011-12-29 | 日本特殊陶業株式会社 | グロープラグ及びその製造方法、並びに、加熱装置 |
| CN103361595A (zh) * | 2012-03-27 | 2013-10-23 | 香港生产力促进局 | 使用等离子体浸没离子注入(piii)对活塞环进行渗氮的装置 |
| WO2014206847A1 (de) * | 2013-06-26 | 2014-12-31 | Robert Bosch Gmbh | Glührohr für eine regelbare glühstiftkerze |
| JP2015096786A (ja) * | 2013-11-15 | 2015-05-21 | 日本特殊陶業株式会社 | グロープラグ |
| JP5852298B1 (ja) * | 2012-12-10 | 2016-02-03 | サエス・ゲッターズ・エッセ・ピ・ア | 反応性ガスへの暴露の後に再活性化可能な非蒸発性ゲッター合金 |
| EP3018414A1 (en) * | 2014-11-05 | 2016-05-11 | NGK Spark Plug Co., Ltd. | Glow plug |
| JP2017083129A (ja) * | 2015-10-30 | 2017-05-18 | 日本特殊陶業株式会社 | グロープラグ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62136758U (ja) * | 1986-02-15 | 1987-08-28 | ||
| JPH01167529A (ja) * | 1987-12-21 | 1989-07-03 | Nippon Denso Co Ltd | シーズ型グロープラグ |
| JPH032356A (ja) * | 1989-05-31 | 1991-01-08 | Nippon Yakin Kogyo Co Ltd | 電気比抵抗値の温度係数の小さいFe―Cr―Al系合金よりなる電熱体用材料 |
| JP2006038279A (ja) * | 2004-07-23 | 2006-02-09 | Ngk Spark Plug Co Ltd | グロープラグ及びその製造方法 |
-
2008
- 2008-12-18 WO PCT/JP2008/073086 patent/WO2009084453A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62136758U (ja) * | 1986-02-15 | 1987-08-28 | ||
| JPH01167529A (ja) * | 1987-12-21 | 1989-07-03 | Nippon Denso Co Ltd | シーズ型グロープラグ |
| JPH032356A (ja) * | 1989-05-31 | 1991-01-08 | Nippon Yakin Kogyo Co Ltd | 電気比抵抗値の温度係数の小さいFe―Cr―Al系合金よりなる電熱体用材料 |
| JP2006038279A (ja) * | 2004-07-23 | 2006-02-09 | Ngk Spark Plug Co Ltd | グロープラグ及びその製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011162074A1 (ja) * | 2010-06-22 | 2011-12-29 | 日本特殊陶業株式会社 | グロープラグ及びその製造方法、並びに、加熱装置 |
| JP5255706B2 (ja) * | 2010-06-22 | 2013-08-07 | 日本特殊陶業株式会社 | グロープラグ及びその製造方法、並びに、加熱装置 |
| CN103361595A (zh) * | 2012-03-27 | 2013-10-23 | 香港生产力促进局 | 使用等离子体浸没离子注入(piii)对活塞环进行渗氮的装置 |
| CN103361595B (zh) * | 2012-03-27 | 2015-12-16 | 香港生产力促进局 | 使用等离子体浸没离子注入(piii)对活塞环进行渗氮的装置 |
| JP5852298B1 (ja) * | 2012-12-10 | 2016-02-03 | サエス・ゲッターズ・エッセ・ピ・ア | 反応性ガスへの暴露の後に再活性化可能な非蒸発性ゲッター合金 |
| JP2016508181A (ja) * | 2012-12-10 | 2016-03-17 | サエス・ゲッターズ・エッセ・ピ・ア | 反応性ガスへの暴露の後に再活性化可能な非蒸発性ゲッター合金 |
| WO2014206847A1 (de) * | 2013-06-26 | 2014-12-31 | Robert Bosch Gmbh | Glührohr für eine regelbare glühstiftkerze |
| JP2015096786A (ja) * | 2013-11-15 | 2015-05-21 | 日本特殊陶業株式会社 | グロープラグ |
| EP3018414A1 (en) * | 2014-11-05 | 2016-05-11 | NGK Spark Plug Co., Ltd. | Glow plug |
| JP2017083129A (ja) * | 2015-10-30 | 2017-05-18 | 日本特殊陶業株式会社 | グロープラグ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009084453A1 (ja) | シースヒータ及びグロープラグ | |
| JP5255706B2 (ja) | グロープラグ及びその製造方法、並びに、加熱装置 | |
| WO2011136294A1 (ja) | 温度センサ素子及びその製造方法、並びに、温度センサ | |
| JP2011247876A (ja) | 温度センサ | |
| JP5819651B2 (ja) | グロープラグ | |
| JP2013531132A (ja) | ニッケル基合金 | |
| JP2002098333A (ja) | グロープラグ | |
| JP2009158431A (ja) | シースヒータ及びグロープラグ | |
| WO2013018252A1 (ja) | スパークプラグ | |
| JP6661229B2 (ja) | グロープラグ | |
| JP5301035B2 (ja) | スパークプラグ | |
| EP2899286A2 (en) | Sheated heater, glow plug | |
| JP6155575B2 (ja) | 電極材料及び点火プラグ用電極、並びに点火プラグ | |
| JP2009162409A (ja) | グロープラグ | |
| JP5172425B2 (ja) | スパークプラグ | |
| JP2008014567A (ja) | シースヒータ及びグロープラグ | |
| JP2009257666A (ja) | グロープラグ及びグロープラグの製造方法 | |
| JP2009156560A (ja) | シースヒータ及びグロープラグ | |
| JP4854459B2 (ja) | グロープラグ | |
| JP6545627B2 (ja) | 温度センサ | |
| JP2006173141A (ja) | スパークプラグ | |
| JP4834264B2 (ja) | スパークプラグ | |
| JP6946048B2 (ja) | グロープラグ | |
| JP2008016304A (ja) | シースヒータ及びグロープラグ | |
| JP2010071735A (ja) | 温度センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08868027 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 08868027 Country of ref document: EP Kind code of ref document: A1 |