RU2474406C2 - Эсктрудированный многослойный материал для абсорбирующих изделий - Google Patents
Эсктрудированный многослойный материал для абсорбирующих изделий Download PDFInfo
- Publication number
- RU2474406C2 RU2474406C2 RU2010125313/12A RU2010125313A RU2474406C2 RU 2474406 C2 RU2474406 C2 RU 2474406C2 RU 2010125313/12 A RU2010125313/12 A RU 2010125313/12A RU 2010125313 A RU2010125313 A RU 2010125313A RU 2474406 C2 RU2474406 C2 RU 2474406C2
- Authority
- RU
- Russia
- Prior art keywords
- layer
- film
- core
- elastomeric
- absorbent
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/16—Layered products comprising a layer of natural or synthetic rubber comprising polydienes homopolymers or poly-halodienes homopolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C08L23/0815—Copolymers of ethene with aliphatic 1-olefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
- C08L23/142—Copolymers of propene at least partially crystalline copolymers of propene with other olefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/16—Elastomeric ethene-propene or ethene-propene-diene copolymers, e.g. EPR and EPDM rubbers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
- C08L53/025—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes modified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
- Y10T428/273—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.] of coating
Abstract
Изобретение относится к ламинатам, пригодным для использования в абсорбирующих изделиях. Абсорбирующее изделие содержит верхний слой, наружную оболочку и абсорбирующую сердцевину, расположенную между ними. Наружная оболочка содержит экструзионно-скрепляемый ламинат (EBL). EBL содержит многослойную коэкструдированную эластомерную пленку и нетканый материал. Пленка содержит слой сердцевины, связующий слой и поверхностный слой, причем слой сердцевины расположен между связующим слоем и поверхностным слоем. Нетканый материал состоит из волокон и/или нитей, выполненных из полипропилена, полиэтилена или их смесей. Связующий слой неадгезивно соединен с нетканым материалом путем экструзионного нанесения покрытия. Композиция связующего слоя имеет состав, идентичный составу поверхностного слоя, и содержит этилен-пропиленовый сополимер с уровнем содержания этилена 10-97 мас.%. Наружная оболочка является эластичной до, по меньшей мере, примерно 50% относительной продольной деформации. Разность параметров растворимости нетканого материала и связующего слоя составляет от 0 до 1,49 МПа1/2. Разность параметров растворимости связующего слоя и слоя сердцевины составляет 2,5 МПа1/2 или более. Многослойная коэкструдированная эластомерная пленка характеризуется значением веса на единицу площади не превышающим примерно 40 г/кв.м. Эластомерный ламинат согласно изобретению обеспечивает улучшенные механические свойства при растяжении за счет механической активации без деламинирования с использованием не более чем двух экструдеров. 5 з.п. ф-лы, 10 ил., 8 пр.
Description
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в общем относится к ламинатам, пригодным для использования в абсорбирующих изделиях. Более конкретно, настоящее изобретение относится к материалам и способам изготовления различных эластомерных экструзионно-скрепляемых ламинатов и их использованию в подгузниках.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Абсорбирующие изделия, такие как обычные обшитые тесьмой подгузники, надеваемые подгузники, трусики для приучения к горшку, белье для лиц, страдающих недержанием, и т.п., обеспечивают полезный эффект сбора и удерживания мочи и/или других телесных экссудатов. Такие абсорбирующие изделия могут включать основную деталь, которая образует поясное отверстие и пару отверстий для ног.
Обычная основная деталь часто включает по существу неэластичную наружную оболочку. Для обеспечения некоторой способности к растяжению обычная наружная оболочка может включать эластомерный пояс и эластомерные ножные ленты, окружающие часть отверстий для ног (например, барьерные ножные манжеты). Остальная часть наружной оболочки типично представляет собой неэластомерный ламинат из нетканого полотна. Однако нежелательно, что из-за таких неэластомерных ламинатов эти изделия обеспечивают ограниченное прилегание к телу пользователя при движении (например, сидении, стоянии и ходьбе), вследствие относительных анатомических размерных изменений (которые могут, в некоторых случаях, доходить до 50%) в области ягодиц и в брюшной области, вызываемых этими движениями. Эта проблема соответствия дополнительно усиливается из-за того, что подгузник одного размера продукта типично должен подходить многим пользователям с разной формой тела и размерами.
Проблема соответствия далее связана с тем фактом, что размеры наименьших и наибольших пользователей в пределах данного диапазона размеров продукта могут значительно различаться. Например, что касается пользователей, обхват талии на уровне пупка может меняться на 80 мм в пределах размера продукта. Также расстояние от пупка до спины, которое представляет собой расстояние от пупка, через паховую область и до точки на спине пользователя, расположенной в той же горизонтальной плоскости, что и пупок, может меняться на примерно 80 мм между наименьшими и наибольшими пользователями в пределах одного размера.
Одно из решений вышеуказанных проблем заключается в создании эластомерного ламината из нетканого полотна (например, определенной комбинации нетканого материала с эластомерной пленкой), который может быть использован в качестве наружной оболочки. Однако создание такого ламината является непростой задачей, особенно если стараться сделать это экономически эффективно. Во-первых, для обеспечения простоты процесса и рентабельности желательно использовать минимальное количество стадий переработки или манипулирования для получения ламината. Таким образом, от разных поверхностей или слоев эластомерной пленки, имеющих одинаковые химические и физические свойства, может потребоваться выполнение более чем одной функции (например, слой пленки должен выполнять функции связующего слоя, а также поверхностного слоя) или может требоваться наличие определенных свойств в процессе производства экструзионно-скрепляемого ламината (EBL), других свойств при преобразовании абсорбирующего изделия и еще других свойств при использовании абсорбирующего изделия потребителем.
Во-вторых, существует несколько желательных вариантов исполнения, которые требуют использования комбинаций слоев ламината, имеющих низкое химическое сродство друг к другу (например, комбинации неэластичного нетканого материала и эластомерной пленки). Увеличение степени проникновения экструдата в структуру нетканого материала может улучшить связывание между этими двумя материалами, но это может привести к образованию структуры композита, являющейся неприятно жесткой, которую может быть трудно активировать без повреждения полученного EBL. Таким образом, может потребоваться использование связующего слоя или адгезива для получения ламината, который может производиться с достаточной скоростью, сопротивляется разделению при последующей переработке и сохраняет пригодную драпируемость или мягкость на ощупь. Если используется связующий слой (который обладает преимуществами по сравнению с адгезивом, включая простоту процесса), то необходимо не только сбалансировать прочность связи между связующим слоем и нетканым материалом, но также взаимодействие между связующим слоем и слоем сердцевины. Например, если прочность связи с нетканым материалом будет слишком высокой, ламинат будет трудно активировать. Если, однако, прочность связи будет слишком слабой, ламинат становится склонным к деламинированию. В-третьих, установление точного баланса прочности связи дополнительно усложняется необходимостью получения ламината, имеющего определенные характеристики удлинения, упругого восстановления после деформации, остаточной деформации и растяжения.
В-четвертых, поскольку ламинаты часто изготовляются в месте, отличном от места превращения ламината в готовое абсорбирующее изделие, может существовать необходимость создания базового ламината, включающего поверхностный слой, который может позволить сворачивать и разворачивать базовый ламинат после длительного хранения без слипания.
В-пятых, может быть желательным выбор активируемого нетканого материала, связующего слоя или комбинации этих двух материалов, которые могут рассеивать энергию и избегать нежелательной концентрации напряжений в пленке во время механической активации ламината. Это означает, что при использовании неэластичных нетканых материалов в комбинации с эластичной пленкой будет существовать необходимость активации ламината. Активация, однако, устанавливает высокие требования к эластичной пленке и может вызвать повреждение ламинатной пленки (например, образование нежелательных отверстий в пленке), тем самым создавая нежелательные свойства ламината. Таким образом, использование связующего слоя может обеспечить дополнительное преимущество рассеяния энергии процесса активации так, чтобы лучше сохранялись целостность эластичной пленки и внешний вид нетканого материала (т.е. связующий слой действует как буфер).
Таким образом, целью настоящего изобретения является создание эластомерного ламината из нетканого полотна с хорошими механическими свойствами при растяжении. Другой целью изобретения является создание такого ламината, содержащего один или несколько связующих слоев, причем ламинат может быть механически активирован без деламинирования. Другой целью изобретения является создание эластомерного ламината из нетканого полотна, как описано, с использованием не более чем двух экструдеров. Далее, целью настоящего изобретения является создание эластомерного ламината из нетканого полотна, который может скручиваться, храниться и разворачиваться с приемлемыми характеристиками. Наконец, целью настоящего изобретения является создание эластомерного ламината из нетканого полотна, содержащего связующий слой, действующий как буфер для обеспечения механической активации без образования точечных отверстий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Абсорбирующее изделие по настоящему изобретению может содержать верхний слой, наружную оболочку и абсорбирующую сердцевину, размещенную между ними. Наружная оболочка может содержать экструзионно-скрепляемый ламинат. EBL может содержать многослойную коэкструдированную эластомерную пленку и нетканый материал. Пленка может содержать слой сердцевины, первый внешний слой и второй внешний слой, где слой сердцевины расположен между первым и вторым внешними слоями. Нетканый материал может содержать волокна и/или нити. Первый внешний слой может быть неадгезивно присоединен к нетканому материалу методом экструзионного нанесения покрытия.
Кроме того, наружная оболочка может быть эластичной и иметь относительную продольную деформацию, равную по меньшей мере примерно 50%. Нетканый материал может иметь высокое химическое сродство к первому внешнему слою. Первый внешний слой может иметь низкое химическое сродство к слою сердцевины; и многослойная коэкструдированная эластомерная пленка может иметь значение веса на единицу площади не более примерно 40 г/кв.м (gsm).
Экструзионно-скрепляемый ламинат может быть активирован. Первый и второй внешние слои могут иметь показатель сплавления (fusion index) от примерно 10% до примерно 20%. Первый и второй внешние слои могут быть выбраны из группы, состоящей из этиленового сополимера, пропиленового сополимера и их смесей.
Нетканый материал может быть активируемым и может быть выбран из группы, состоящей из полипропилена, полиэтилена и их комбинаций.
Нетканый материал может содержать бикомпонентные волокна, волокна, содержащие сердцевину и внешнюю оболочку волокна. Внешняя оболочка волокна может содержать полиэтилен, и сердцевина содержит полипропилен. Полиэтилен может иметь показатель сплавления от примерно 50% до примерно 75%. Полипропилен может иметь показатель сплавления более примерно 50%.
Сердцевина эластомерной пленки может быть выбрана из группы, состоящей из этиленового сополимера, пропиленового сополимера, стирольных блоксополимеров и их смесей. Сердцевина эластомерной пленки может быть выбрана из группы, состоящей из этиленового сополимера, имеющего показатель сплавления от примерно 5% до примерно 20%, пропиленового сополимера, имеющего показатель сплавления от примерно 5% до примерно 20%, и их комбинаций. Первый и второй внешние слои могут, каждый, иметь показатель сплавления больше общего показателя сплавления слоя сердцевины.
EBL может иметь значение веса на единицу площади от примерно 30 до примерно 70 г/кв.м и может дополнительно содержать адгезив. Нетканый материал может содержать волокна некруглого поперечного сечения. Первый внешний слой может содержать по меньшей мере примерно 25% полимера, содержащего более 10 мас.% этилена.
Альтернативно, нетканый материал может быть активируемым полипропиленовым моноволокном и первый внешний слой может содержать по меньшей мере примерно 25% полимера, содержащего более 10 мас.% этилена.
Второй нетканый материал может быть соединен со вторым внешним слоем, причем второй нетканый материал отличается от нетканого материала, соединенного с первым внешним слоем. Каждый из нетканых материалов может быть выбран из группы, состоящей из полотна нетканого волокнистого материала фильерного способа производства, полотна из чесаного нетканого волокнистого материала, полотна нетканого волокнистого материала аэродинамического способа производства и полотна нетканого волокнистого материала с переплетением водяными струями высокого давления, сэндвич-материалов из слоев фильерного-аэродинамического-фильерного способа производства, сэндвич-материалов из слоев фильерного-аэродинамического-аэродинамического-фильерного способа производства, бесклеевых нетканых материалов и их комбинаций.
При активации EBL прочность связи ламината может составлять от примерно 1,0 до примерно 1,5 Н/см или от примерно 2,3 до примерно 3,5 Н/см, при измерении методом испытаний на растяжение (режим II).
Наружная поверхность второго внешнего слоя может иметь силу слипания менее 0,4 Н/см. EBL может не содержать адгезива. Эластомерная пленка может иметь значение веса на единицу площади от примерно 20 до примерно 40 г/кв.м. Эластомерная пленка может содержать по меньшей мере примерно 50 мас.% полиолефинового эластомера.
Кроме того, эластомерная пленка может содержать по меньшей мере один эластомерный полимер на основе олефина и по меньшей мере один вытянутый полимер, причем эластомерная пленка имеет остаточную деформацию не более чем примерно 15% при измерении методом гистерезисных испытаний с двумя циклами при 100% максимальной относительной продольной деформации. Более конкретно, первый и второй внешние слои эластомерной пленки могут содержать по меньшей мере один эластомерный полимер на основе олефина и по меньшей мере один первый вытянутый полимер; и слой сердцевины эластомерной пленки может содержать по меньшей мере один эластомерный полимер и по меньшей мере один второй вытянутый полимер, причем эластомерная пленка имеет остаточную деформацию не более чем примерно 15% при измерении методом гистерезисных испытаний с двумя циклами при 100% максимальной относительной продольной деформации.
По меньшей мере один эластомерный полимер слоя сердцевины может не быть эластомерным полимером на основе олефина. Первый и второй внешние слои могут иметь идентичный состав. Наружная оболочка может иметь предел прочности на растяжение более примерно 3 Н/см.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
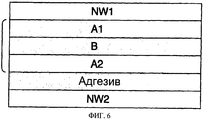
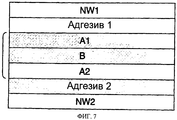
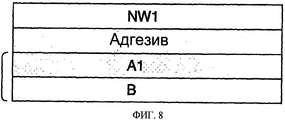
Фиг.1, 6А, 6В, 6С, 7 и 8 представляют собой виды сбоку в разрезе EBL, пригодного для использования в абсорбирующих изделиях по настоящему изобретению.
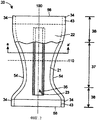
Фиг.2 представляет собой вид сверху абсорбирующего изделия, включающего EBL по настоящему изобретению.
Фиг.3 представляет собой вид сбоку в разрезе абсорбирующего изделия по Фиг.2.
Фиг.4 представляет собой график, иллюстрирующий механические свойства при растяжении активируемых нетканых материалов (показано три образца), пригодных для использования в абсорбирующих изделиях по настоящему изобретению, по сравнению с неактивируемыми неткаными материалами (показан один образец).
Фиг.5А и 5В представляют собой графики, иллюстрирующие механические свойства при растяжении экструзионно-скрепляемых ламинатов, пригодных для использования в абсорбирующих изделиях по настоящему изобретению. По этим графикам могут быть определены параметры разрушения и максимального усилия при разрыве в режиме II (см. Методы испытаний).
Хотя в конце данного описания приведена формула изобретения, в которой конкретно описан и четко заявлен предмет настоящего изобретения, считается, что изобретение будет более понятным из следующего описания в сочетании с сопровождающими чертежами. Некоторые из фигур могут быть упрощенными вследствие отбрасывания выбранных элементов с целью более четкого изображения других элементов. Такое отбрасывание элементов на некоторых фигурах не обязательно указывает на присутствие или отсутствие конкретных элементов в любом из типичных вариантов исполнения, за исключением случаев, когда это может быть однозначно указано в соответствующем письменном описании. Все чертежи необязательно выполнены в масштабе.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Определения
Следующие используемые тут термины должны иметь указанные ниже значения.
"Абсорбирующее изделие" относится к устройствам, которые собирают и удерживают телесные экссудаты и, более конкретно, относится к устройствам, которые размещаются вплотную к или поблизости от тела пользователя для поглощения и удерживания различных экссудатов, выделяемых организмом. Примеры абсорбирующих изделий включают подгузники, трусики для приучения к горшку, надеваемые подгузники в виде трусов (т.е. подгузник, имеющий предварительно сформированное поясное отверстие и отверстия для ног, такой как описано в патенте США №6120487), подгузники с застежками многократного действия или подгузники в виде трусов, белье для лиц, страдающих недержанием, и предметы нижнего белья, фиксаторы и прокладки для подгузников, изделия женской гигиены, такие как гигиенические прокладки, впитывающие вкладыши и т.п.
"Активируемые нетканые материалы" относятся конкретно к нетканым материалам, имеющим механические свойства, позволяющие им хорошо взаимодействовать с пленками в процессе активации. Активируемые нетканые материалы по настоящему изобретению имеют кривые растяжения (ASTM D882-02, базовая длина образца = 5 мм, ширина образца = 25,4 мм, скорость ползуна = 2,117 мм/с, направление деформации совпадает с направлением, используемым в процессе активации), характеризующиеся относительно низкими максимальными усилиями и относительно большими величинами относительных продольных деформаций. Конкретнее, если на кривой нетканого материала точка максимальной силы лежит ниже 4 Н/см при величине относительной продольной деформации больше 100%, то в целях настоящего изобретения он считается "активируемым". Примеры трех активируемых нетканых материалов и одного неактивируемого нетканого материала изображены на Фигуре 4. На Фиг.4 значение максимального усилия на каждой кривой обведено кружком.
"Активированный" относится к материалу, который был механически деформирован таким образом, чтобы придать эластичность по меньшей мере части материала, такую как, например, путем постепенно возрастающего растяжения. Патенты США №№6830800, 5143679 и 5167897 раскрывают примеры процесса активации.
"Адгезив" относится к композиции, содержащей один или несколько термопластичных полимеров, одну или несколько смол, придающих клейкость, и типично модификатор реологии или пластификатор. Адгезивы содержат 2% или больше смолы, придающей клейкость. Адгезив обычно используется для скрепления или связывания двух или больше материалов путем его нанесения на по меньшей мере один материал и затем введения его в контакт с по меньшей мере одним другим материалом с достаточным усилием и в течение достаточного периода времени для того, чтобы адгезив мог смочить или растечься по каждому из материалов для их соединения (см. ниже определение "вещества, придающего липкость").
"Бесклеевой" относится к ламинату, в котором не используется адгезив для связывания эластомерного элемента (например, эластомерной пленки) с нетканым материалом или неткаными материалами, и потому адгезив не является частью структуры готового ламината.
"Адгезивно связанный" или "адгезивно ламинированный" относится к ламинату, в котором используется адгезив для связывания эластомерного элемента (например, эластомерной пленки) с нетканым материалом (материалами).
"Бикомпонентное волокно" относится к волокнам или нитям, состоящим из материалов двух разных составов, размещенных определенным образом по поперечному сечению волокна или нити. Каждая композиция типично подается отдельным экструдером в фильерный комплект, предназначенный для подачи композиций в соответствии с заданной схемой, такой как оболочка-сердцевина, параллельными рядами, сегментами и островковая структура. Взаимное расположение разных композиций может быть полезным для регулирования химического сродства между пленкой и нетканым материалом в ламинате.
"Слипание" относится к явлению прилипания пленки самой к себе или к прилегающей внешней поверхности структуры композитного ламината, когда пленку или ламинат скручивают, складывают или иначе создают тесный контакт между поверхностями.
"Обращенный к телу", "обращенный вовнутрь", "обращенный наружу" и "обращенный к одежде" относятся, соответственно, к относительному положению элемента или поверхности элемента или группы элементов. "Обращенный к телу" и "обращенный вовнутрь" подразумевают, что элемент или поверхность расположены ближе к телу пользователя при ношении (т.е. ближе к телу пользователя, чем обращенная к одежде поверхность или обращенная наружу поверхность). "Обращенный к одежде" и "обращенный наружу" подразумевают, что элемент или поверхность находятся в более удаленном от пользователя положении при ношении (т.е. элемент или поверхность расположены ближе к одежде пользователя, которая может быть одета поверх абсорбирующего изделия одноразового пользования).
"Химическое сродство" относится к характеру химического взаимодействия между полимерами. Говорят, что два полимера имеют высокую степень химического сродства, если их энтальпия смешения близка к нулю. Наоборот, полимеры с высокими энтальпиями смешения (и соответствующими большими различиями параметров растворимости) имеют низкое химическое сродство (Solubility Parameters, section VII "Single-Value Solubility Parameters of Polymers", Polymer Handbook, 3rd Edition, 1989, J. Brandrup, E.H. Immergut, Ed. John Wiley & Sons, New York, Chichester, Brisbane, Toronto, Singapore). В таблице ниже приведены приблизительные значения разницы параметров растворимости для пар полимеров, считающихся имеющими "низкое", "среднее" или "высокое" химическое сродство:
| Степень химического сродства | Разность параметров растворимости (МПа1/2) |
| низкая | 2,5 или больше |
| промежуточная | 1,5-2,49 |
| высокая | 0-1,49 |
Например, полиэтилен ("ПЭ") с 16,0 МПа1/2 и полипропилен ("ПП") с 18,8 МПа1/2 имеют разность, равную 2,8 МПа1/2, и потому обладают низкой степенью химического сродства. Способ, используемый для определения параметра растворимости полимеров, описал Robert Hayes, "Journal of Applied Polymer Science", Volume 5, pages 318-321, 1961.
"Идентичный состав" относится к композициям, настолько сходным между собой, что они являются по существу одинаковыми (например, два слоя многослойной пленки, содержащие номинально одинаковые ингредиенты в одинаковых пропорциях (такие как слои А в коэкструдированной пленке ABA)).
"Скорость кристаллизации" относится к кинетике образования зародышей кристаллизации и их роста из полимерного расплава при охлаждении во время и после процесса экструзионного ламинирования. Скорость кристаллизации отражает путь отверждения полимера из расплавленного аморфного состояния. Дифференциальная сканирующая калориметрия (ДСК) может быть использована в соответствии с ASTM D 3418, как описано более детально в методах испытаний, для определения скорости кристаллизации полимеров, полимерных смесей и композиций, содержащих полимеры, пригодных для использования в пленках, включая поверхностные и связующие слои по настоящему изобретению.
"Подгузник" относится к абсорбирующему изделию, которое обычно надевают детям и особам, страдающим недержанием, вокруг нижней части туловища таким образом, чтобы оно охватывало талию и ноги пользователя, и которое специально предназначено для поглощения и удерживания мочи и кала. В используемом тут значении термин "подгузник" также включает "трусы", определение которых приведено ниже.
"Одноразового пользования" в отношении абсорбирующих изделий означает, что абсорбирующие изделия обычно не рассчитаны на восстановление путем стирки или другими способами или на повторное использование в качестве абсорбирующих изделий (т.е. они должны выбрасываться после однократного использования и могут быть подвергнуты повторной переработке, компостированию или иначе утилизированы экологически безопасным способом).
"Расположенный" относится к элементу, находящемуся в определенном месте по отношению к другому элементу. В тех случаях, когда одна группа волокон расположена поверх второй группы волокон, первая и вторая группы волокон обычно образуют слоистую ламинированную структуру, в которой по меньшей мере некоторые волокна из первой и второй групп находятся в контакте друг с другом. В некоторых вариантах исполнения, индивидуальные волокна из первой и/или второй группы на поверхности раздела между двумя группами могут быть диспергированы среди волокон прилегающей группы, тем самым образуя по меньшей мере частично смешанную перепутанную волокнистую область между двумя группами. В тех случаях, когда полимерный слой (например, пленка), расположен на поверхности (например, группы или слоя волокон), полимерный слой может быть ламинированным или отпечатанным на поверхности.
"Эластичный" и "эластомерный" являются синонимами и относятся к любому материалу, который при приложении растягивающей силы может растягиваться до вытянутой длины, соответствующей по меньшей мере 10% относительной продольной деформации, без разрыва или разрушения. Кроме того, после прекращения действия приложенной силы материал может восстановить по меньшей мере 40% своего удлинения в течение одной минуты при 22°С. Например, материал, имеющий начальную длину, равную 100 мм, может растягиваться по меньшей мере до 110 мм и после прекращения действия силы возвращается к длине, равной 106 мм или меньше.
"Относительная продольная деформация" представляет собой частное от деления изменения длины образца (в направлении приложенного напряжения или деформации) на исходную длину образца (William D. Callister Jr., "Materials Science and Engineering: An Introduction", 1985, John Wiley & Sons, Inc. New York, Chichester, Brisbane, Toronto, Singapore). Для расчета процента относительной продольной деформации, относительную продольную деформацию умножают на 100.
"С повышенным содержанием этилена" относится к составу полимерного слоя (например, внешние оболочки бикомпонентного волокна или поверхностного слоя пленки) или части слоя EBL или нетканого материала, который содержит по меньшей мере примерно 80 мас.% полиэтилена (включая гомополимеры и сополимеры). Например, внешняя оболочка бикомпонентного волокна типа сердцевина-оболочка, содержащая более примерно 80 мас.% линейного полиэтилена низкой плотности, имеет повышенное содержание этилена.
"Растяжимый" относится к любому материалу, который при приложении растягивающей силы может растягиваться по меньшей мере до 10% относительной продольной деформации, без разрыва или разрушения. Кроме того, после прекращения действия приложенной силы материал демонстрирует менее 40% восстановления в течение одной минуты при температуре 22°С. Например, материал, имеющий исходную длину, равную 100 мм, может вытягиваться до по меньшей мере 110 мм и после прекращения действия силы возвращается к длине больше 106 мм.
"Экструзионно-скрепляемый ламинат" (EBL) относится к многослойному композиту, формируемому путем экструзии эластомерного экструдата непосредственно на по меньшей мере один нетканый материал в или рядом с местом зажима, образуемым двумя каландровыми валами, так, чтобы по меньшей мере некоторые нетканые волокна проникали внутрь мягкой пленки экструдата для сцепления пленки и нетканого материала. Степень проникновения нетканого материала в мягкий экструдат можно контролировать путем выбора величины зазора между валами меньше суммарной толщины нетканого материала и пленки, путем регулирования давления валов или другими способами, хорошо известными рядовому специалисту в данной области техники. В одном варианте исполнения эластомерный экструдат может быть однослойной пленкой, содержащей один или несколько эластомерных полимеров. В другом варианте исполнения эластомерный экструдат может быть коэкструдированной многослойной пленкой с одним или несколькими внешними слоями, имеющими одинаковый или разный состав со слоем сердцевины пленки.
"Экструзионное ламинирование" или "экструзионное нанесение покрытия" относится к процессам, с помощью которых пленка расплавленного полимера экструдируется на твердую подложку (например, нетканый материал), для нанесения на подложку покрытия из расплавленной полимерной пленки со связыванием подложки и пленки.
"Соединенный" относится к конфигурации, в которой элемент крепится непосредственно к другому элементу путем присоединения элемента непосредственно к другому элементу, и к конфигурации, в которой элемент крепится к другому элементу косвенно путем присоединения элемента к промежуточному соединительному элементу (элементам), которые в свою очередь крепятся к другому элементу. Материалы могут быть соединены с помощью одного или нескольких способов связывания, включая адгезионное связывание, термическую сварку, соединение с помощью растворителя, ультразвуковое связывание, экструзионное связывание и их комбинации.
"Проницаемый для жидкости" (или "пропускающий жидкости") и "непроницаемый для жидкости" (или "не пропускающий жидкости") относятся к проницаемости материалов в контексте предполагаемого применения абсорбирующих изделий одноразового пользования. Конкретнее, "непроницаемый для жидкости" относится к слою или слоистой структуре, имеющим поры, отверстия и/или соообщающиеся пустоты, которые позволяют жидкой воде проходить через них при гидростатическом напоре менее 5 мбар (согласно INDA 80.6-01). Наоборот, "непроницаемый для жидкости" относится к слою или слоистой структуре, через которые жидкая вода не может проходить при гидростатическом напоре менее 5 мбар (согласно INDA 80.6-01). Слой или слоистая структура, являющиеся водонепроницаемыми в соответствии с данным определением, могут быть проницаемыми для паров, например, обеспечивать прохождение воздуха и водяного пара. Такие проницаемые для пара слои или слоистые структуры обычно известны специалистам как "дышащие".
"Направление обработки" (также "MD" или "продольное направление"), по отношению к пленке или нетканому материалу, обозначает направление, параллельное направлению перемещения пленки или нетканого материала во время их обработки в аппарате для формования. "Направление, поперечное к направлению обработки" (также "CD" или "поперечное направление") относится к направлению, перпендикулярному к направлению обработки.
"Неадгезивно соединенный" относится к соединению двух или больше материалов без использования адгезива. Неограничивающие примеры неадгезивно соединенных материалов включают экструзионное нанесение покрытия на полотно, ультразвуковую сварку двух или больше полотен, соединение под давлением по меньшей мере одной пленки и одного или нескольких нетканых материалов и т.д.
"Наружная оболочка" относится к части подгузника, которая прилегает к обращенной к одежде поверхности абсорбирущей сердцевины. Наружная оболочка обладает механическими свойствами при растяжении, которые обеспечивают простоту применения изделия, а также позволяют изделию принимать форму тела пользователя. В некоторых вариантах исполнения это может препятствовать загрязнению предметов одежды или других изделий, которые могут контактировать с подгузником, таких как простыни и белье, содержащимся в изделии выделениями и/или экссудатами. В этих вариантах исполнения наружная оболочка может быть непроницаемой для жидкостей. В других вариантах исполнения наружная оболочка может быть проницаемой для жидкостей. Наружная оболочка по настоящему изобретению может содержать EBL.
"Трусы", "трусики для приучения к горшку", "предварительно сложенный подгузник", "предварительно скрепленный подгузник", "надеваемый подгузник" и "предмет одежды в форме трусов", в используемом тут значении, относятся к предметам одежды одноразового пользования, имеющим поясное отверстие и отверстия для ног, предназначенные для младенцев, детей или взрослых пользователей. Трусы могут быть сформированы так, чтобы они имели замкнутые отверстия для пояса и для ног перед одеванием на пользователя, или трусы могут быть сформированы так, чтобы поясное отверстие было замкнутым и отверстия для ног формировались на пользователе. Трусы могут быть предварительно сформированы любым пригодным способом, включая, без ограничений, соединение частей изделия с помощью соединений многоразового и/или немногоразового пользования (например, шва, сварного шва, клеевого соединения, когезионного соединения, застежки и т.д.). Трусы могут быть предварительно сформированы с местом скрепления в любом положении по окружности изделия (например, с застежкой сбоку, с застежкой спереди на талии, с застежкой сзади на талии). Примеры пригодных трусов раскрыты в патенте США №5246433; патенте США №5569234; патенте США №6120487; патенте США №6120489; патенте США №4940464; патенте США №5092861; патенте США №5897545; патенте США №5957908; и патентной публикации США №2003/0233082 А1.
"Остаточная деформация" представляет собой постоянную деформацию материала после прекращения действия приложенной нагрузки. В случае эластомерных пленок остаточная деформация представляет собой увеличение длины образца пленки после растяжения пленки до заданной длины и последующей релаксации, как описано в методе Гистерезисных испытаний с двумя циклами. Остаточная деформация типично выражается в процентах увеличения по отношению к исходному размеру.
"С повышенным содержанием пропилена" относится к составу полимерного слоя (например, внешней оболочки бикомпонентного волокна или поверхностного слоя пленки) или части слоя EBL или нетканого материала, который содержит по меньшей мере примерно 80 мас.% полипропилена (включая гомополимеры и сополимеры). Например, связующий слой, содержащий 96% VISTAMAXX 6102 (16 мас.% ПЭ/84 мас.% ПП), имеет повышенное содержание пропилена.
"Боковая вставка", "передний клапан", "задний клапан" или "задняя вставка" относятся к части абсорбирующего изделия, расположенной рядом с наружной оболочкой или сердцевиной или верхним слоем и соединяющей передний поясной край с задним поясным краем. Боковые стороны или передний/задний клапаны имеют механические свойства при растяжении, обеспечивающие простоту применения изделия, а также позволяющие изделию принимать форму тела пользователя. Боковые стороны или передний/задний клапаны по настоящему изобретению могут содержать EBL. Примеры боковых сторон, которые могут быть использованы в настоящем изобретении, описаны и проиллюстрированы в ЕР 1150833 (где они называются ушками-вставками).
"Поверхностный слой" относится к внешнему слою коэкструдированной многослойной пленки, выполняющему роль наружной поверхности пленки во время ее изготовления и последующей переработки.
"Вещество, придающее липкость" относится к адгезивному компоненту с температурой стеклования в интервале значений от примерно 70°С до примерно 150°С, который понижает вязкость расплава каучукоподобного полимера и увеличивает температуру стеклования каучукоподобного полимера и уменьшает плотность спутывания цепей каучукоподобного полимера.
"Связующий слой" относится к слою коэкструдированной многослойной пленки, который выполняет роль промежуточного элемента между слоем сердцевины пленки и другим материалом, так чтобы улучшить прочность сцепления слоя сердцевины и другого материала в ламинате (увеличить или уменьшить). Состав композиции связующего слоя может быть отрегулирован с целью модификации или оптимизации химических и физических взаимодействий между пленкой и нетканым материалом. Связующие слои по настоящему изобретению содержат не более 2% смолы, придающей клейкость, и размещены по существу непрерывно по всей поверхности коэкструдированной пленки. В настоящем изобретении может быть желательным использовать связующий слой и поверхностный слой, имеющие идентичный состав.
"Предел прочности на разрыв" представляет собой максимальное значение силы и относится к максимальному наблюдаемому значению, в Н/см (т.е. максимальное значение силы, деленное на ширину образца, например, при "разрыве" на Фиг.5А и в "точке текучести" на Фиг.5В).
Общее описание ламинатов
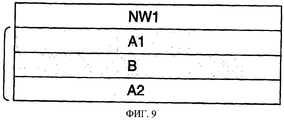
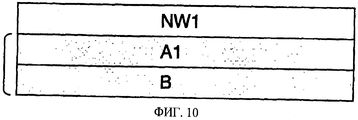
Как изображено на Фиг.1, EBL по настоящему изобретению могут включать по меньшей мере один нетканый материал (NW1) (который может содержать множество слоев, например, SMS, SSMMS и т.д.), соединенный с эластомерной пленкой (которая может содержать множество слоев пленки (например, А1, В и А2)). Эластомерная пленка по настоящему изобретению может содержать по меньшей мере один связующий слой (А1) и по меньшей мере один слой сердцевины (В). В определенных вариантах исполнения ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут содержать поверхностный слой (А2), который может иметь состав, идентичный связующему слою. Дополнительные варианты исполнения настоящего изобретения могут содержать два нетканых материала (так, чтобы (1) первый нетканый материал (NW1) был соединен с EBL через первый связующий слой (А1) и второй нетканый материал (NW2) был соединен с EBL через второй связующий слой (А2), или (2) так, чтобы первый нетканый материал (NW1) был соединен с EBL через связующий слой (А1) и второй нетканый материал (NW2) был соединен с EBL через адгезив). Далее, как показано на Фиг.6А, 6В и 6С, варианты исполнения настоящего изобретения могут включать нетканый материал, соединенный с пленкой через связующий слой в комбинации с одним или несколькими адгезивами (которые могут называться "вспомогательными адгезивами"). Адгезивы 1 и 2 могут иметь идентичный состав или могут быть разными. Кроме того, адгезивы 1 и 2 могут быть нанесены одним или разными способами (например, адгезив 1 может быть нанесен методом щелевой экструзии, а адгезив 2 может быть нанесен распылением). Фиг.7 и 8 иллюстрируют дополнительные варианты исполнения EBL, пригодные для использования в абсорбирующих изделиях по настоящему изобретению, как описано выше.
Эластомерные пленки по настоящему изобретению
Один или несколько слоев эластомерной пленки (показаны как слои А1, В и А2 на Фиг.1) могут обеспечивать желательную степень растяжения и усилия восстановления при использовании ламината. Как было указано выше, эластомерная пленка может содержать один или несколько слоев пленки. Многие пригодные эластичные материалы, которые могут быть использованы для одного или нескольких слоев эластомерной пленки, включают синтетические или природные каучуки (например, сшитый полиизопрен, полибутадиен и их насыщенные варианты (после гидрогенизирования) и полиизобутилен), термопластичные эластомеры на основе мультиблоксополимеров, таких как материалы, содержащие сополимеризованные каучуковые эластомерные блоки с полистирольными блоками (например, стирол-изопрен-стирол, стирол-бутадиен-стирол, стирол-этилен/бутилен-стирол, стирол-этилен/пропилен-стирол и стирол-бутадиен/изопрен-стирол, включая их гидрогенизированные и негидрогенизированные формы), термопластичные эластомеры на основе полиуретанов, сложные полиэфиры, полиэфирамиды, эластомерные полиолефины, включая полиэтилены и полипропилены, эластомерные полиолефиновые смеси и их комбинации.
Например, одной пригодной группой эластомерных полимеров, которая может быть использована в эластомерных пленках, являются блоксополимеры виниларилена и конъюгированных диеновых мономеров, такие как АВ, ABA, ABC или АВСА блоксополимеры, где сегменты А могут содержать арилены, такие как полистирол, и сегменты В и С (для вариантов исполнения, содержащих сегменты В и/или С) могут содержать диены, такие как бутадиен или изопрен. Подобной, более новой группой эластомерных полимеров, являются блоксополимеры виниларилена и гидрогенизированных олефиновых мономеров, такие как АВ, ABA, ABC или АВСА блоксополимеры, где сегменты А могут содержать арилены, такие как полистирол, и сегменты В и С (для вариантов исполнения, содержащих сегменты В и/или С), могут содержать насыщенные олефины, такие как этилен, пропилен или бутилен. Пригодные блоксополимерные смолы являются легкодоступными продуктами производства фирм KRATON® Polymers (Хьюстон, Техас), Dexco™ Polymers LP (Plaquemine, Луизиана) или Septon™ Company of America (Пасадена, Техас).
Другой пригодной группой эластомерных полимеров, которая может быть использована в эластомерных пленках, являются эластомеры на основе олефинов. В одном варианте исполнения эластомерная пленка содержит полиолефиновый эластомер (РОЕ). Примеры РОЕ включают олефиновые блоксополимеры (ОВС), которые представляют собой эластомерные сополимеры полиэтилена, продающиеся под торговой маркой INFUSE™ фирмой The Dow Chemical Company (Мидлэнд, Мичиган). Другие примеры РОЕ включают сополимеры полипропилена и полиэтилена, продающиеся под торговой маркой VISTAMAXX® фирмой ExxonMobil Chemical Company (Хьюстон, Техас) и/или VERSIFY фирмы Dow Chemical (Мидлэнд, Мичиган).
Для эластомерной пленки, другие полимеры могут добавлены в композиции для усиления желательных свойств. Например, линейный полиэтилен низкой плотности может быть добавлен в композицию пленки для снижения вязкости полимерного расплава и повышения перерабатываемости экструдированной пленки. Полиэтилен высокой плотности может быть добавлен для предотвращения деградации при старении других полимеров. Было обнаружено, что полипропилен улучшает устойчивость эластомера и повышает сопротивление пленок образованию сквозных отверстий и разрыву. Дополнительно могут быть использованы реакторные смеси термопластичных эластомеров на основе полипропилена (например, ADFLEX, доступный от фирмы LyondellBasell Industries, Лапорте, Техас) для увеличения жесткости пленки, как раскрыто в WO 2007/146149.
Что касается эластомерных полипропиленов, то в этих материалах пропилен представляет собой основной компонент полимерной основной цепи, и в результате любая остаточная кристалличность имеет характеристики кристаллов полипропилена. Остаточные кристаллические фрагменты, окруженные эластомерной молекулярной сеткой на основе пропилена, могут служить участками физической сшивки, обеспечивая закрепление полимерных цепей, что улучшает механические свойства эластичной сетки, такие как высокую способность к упругому восстановлению, низкую остаточную деформацию и низкую силу релаксации. Пригодные примеры эластомерных полипропиленов включают эластичный статистический сополимер поли(пропилен/олефин), изотактический полипропилен, содержащий ошибки стереорегулярности, изотактический/атактический полипропиленовый блоксополимер, блоксополимер изотактического полипропилена/статистического поли(пропилен/олефинового) сополимера, эластомерный стереоблок-полипропилен, триблоксополимер синдиотактический полипропилен-блок-поли(этилен-ко-пропилен)- блок-синдиотактический полипропилен, триблоксополимер изотактический полипропилен-блок-регионерегулярный полипропилен-блок-изотактический полипропилен, блоксополимер полиэтилена и статистического (этилен/олефинового) сополимера, реакторная смесь полипропилена, полипропилен очень низкой плотности (или, эквивалентно полипропилен ультранизкой плотности), металлоценполипропилен и их комбинации. Пригодные полипропиленовые полимеры, содержащие кристаллические изотактические блоки и аморфные атактические блоки, описаны, например, в патентах США №№6559262, 6518378 и 6169151. Пригодный изотактический полипропилен с ошибками стереорегулярности в полимерной цепи описан в патенте США №6555643 и ЕР 1256594 А1. Пригодные примеры включают эластомерные статистические сополимеры (RCP), содержащие пропилен с низким уровнем содержания сомономера (например, этилена или высшего альфа-олефина), включенного в основную цепь. Пригодные эластомерные RCP материалы доступны под наименованиями VISTAMAXX и VERSIFY, как было указано выше.
В другом варианте исполнения эластомерная пленка по настоящему изобретению может содержать множество слоев. Кроме того, эластомерная пленка может представлять собой коэкструдированную многослойную пленку со структурой типа ABA. Два слоя А могут содержать одну и ту же композицию и образовывать внешние слои пленки, которые также могут называться "наружными", "поверхностными" или "связующими" слоями. В настоящем изобретении поверхностный слой может иметь состав, идентичный связующему слою. Слой В, который образует "сердцевину" или "центральный" слой, может иметь состав, идентичный слоям А, или слой В может иметь состав, отличный от слоев А. Каждый слой многослойной эластомерной пленки может содержать эластомерные полимеры, или слои могут содержать эластомерные или термопластичные неэластомерные полимеры, по одному или в комбинации, в каждом слое.
Для варианта исполнения, в котором эластомерная пленка представляет собой многослойную пленку структуры ABA, слои А, являющиеся наружными или связующими слоями, могут содержать эластомерный полимер. Для слоев А, использование эластомеров на основе полиолефинов может быть желательным. Было неожиданно обнаружено, что слои, содержащие РОЕ, улучшают перерабатываемость эластомерной пленки, как было описано выше, даже когда слой сердцевины представляет собой стирольный блоксополимер (SBC) или другой полимер с более низкой перерабатываемостью. Также, как было описано выше, РОЕ на поверхности пленки могут иметь большее химическое сродство к полиолефиновым волокнистым материалам, соединенным с поверхностью пленки в ламинате. Такое более высокое химическое сродство может улучшать прочность ламината на границе между поверхностью пленки и нетканым материалом.
Что касается слоя В или сердцевины многослойной ABA эластомерной пленки, то сердцевина может содержать любой эластомерный полимер. В одном варианте исполнения слой сердцевины может представлять собой SBC, такие как блоксополимерные эластомеры стирол-бутадиен-стирол (SBS), стирол-изопрен-стирол (SIS), стирол-этилен-бутадиен-стирол (SEBS), стирол-этилен-пропилен (SEP), стирол-этилен-пропилен-стирол (SEPS) или стирол-этилен-этилен-пропилен-стирол (SEEPS) или их смеси. SBC эластомеры обладают прекрасными эластомерными свойствами. Присутствие SBC эластомеров в слое сердцевины многослойной эластомерной пленки дает пленку, обладающую прекрасной способностью к растяжению и к упругому восстановлению. Однако, как было описано выше, ненасыщенные SBC эластомеры имеют склонность к термической деградации при чрезмерном нагреве, и насыщенные SBC часто могут быть очень дорогими. Дополнительно SBC могут с трудом перерабатываться и экструдироваться в пленки, особенно тонкие пленки по настоящему изобретению. В другом варианте исполнения слой В или слой сердцевины многослойной пленки может быть термопластичным полиолефином, таким как эластомерные полипропилены, указанные выше, олефиновые блоксополимеры, состоящие преимущественно из этиленовых мономеров, указанных выше, реакторные смеси термопластичных эластомеров на основе полипропилена, упомянутые выше, и их комбинации.
В дополнение к эластомерному полимеру в слое сердцевины другие полимерные компоненты могут быть добавлены в композицию слоя сердцевины для улучшения свойства пленки. Например, линейный полиэтилен низкой плотности может быть добавлен в композицию пленки для снижения вязкости полимерного расплава и повышения перерабатываемости экструдированной пленки. Полиэтилен высокой плотности может быть добавлен для предотвращения деградации при старении других полимеров. Было найдено, что высокопрочный полистирол (HIPS) позволяет регулировать модуль пленки, повышать жесткость пленки и уменьшать общую стоимость эластомерного материала.
В настоящем изобретении, гомополимер полипропилена (hPP) может быть добавлен в композицию слоя сердцевины для улучшения перерабатываемости. hPP представляет собой форму полипропилена, имеющую высокую степень кристалличности и содержащую по существу 100% пропиленового мономера. Было обнаружено, что эластомерные пленки на основе SBC с hPP могут быть экструдированы с меньшей толщиной и улучшенной равномерностью толщины, и добавление hPP может уменьшить склонность пленки к явлению резонанса во время вытяжки при экструзии.
Эластомерная пленка по настоящему изобретению может необязательно содержать другие компоненты для модификации свойств пленки, улучшения переработки пленки или модификации внешнего вида пленки. Полимеры, уменьшающие вязкость, и пластификаторы могут быть использованы как технологические добавки. Могут быть введены другие добавки, такие как пигменты, красители, антиоксиданты, антистатики, добавки, понижающие трение, вспенивающие агенты, термо- и/или светостабилизаторы и неорганические и/или органические наполнители. Такие добавки могут необязательно присутствовать в одном, нескольких или всех слоях многослойной эластомерной пленки.
При производстве тонкой эластомерной пленки может контролироваться среднее значение веса на единицу площади эластомерной пленки. Если полимер плохо перерабатывается, то экструдированную пленку такого полимера, вероятно, будет сложно контролировать. Такой недостаток контроля проявляется в возникновении проблем, таких как флуктуации значения веса на единицу площади, явление резонанса при вытяжке, обрывы листового материала и другие значительные проблемы. Как было описано выше, SBC эластомеры имеют тенденцию к относительно плохой перерабатываемости, и потому очень трудно изготовить пленку с контролируемым значением веса на единицу площади. Такие проблемы только усиливаются при попытках изготовить пленку с более низкими значениями веса на единицу площади.
Однако при экструзии пленок, содержащих РОЕ полимеры или, альтернативно, внешние слои из РОЕ полимера (например, промежуточные или наружные слои), перерабатываемость эластомерной пленки улучшается, и проблемы, ассоциированные с контролем значения веса на единицу площади, уменьшаются или исчезают. Авторы изобретения обнаружили, что тонкие пленки гораздо проще изготавливать, даже при высоких концентрациях SBC в слое сердцевины, когда внешние слои содержат РОЕ полимеры.
Другой проблемой при производстве пленок с более низким значением веса на единицу площади является их пониженная масса, что приводит к более быстрому отвердеванию экструдированного полимерного листового материала. Если экструдированный полимерный листовой материал отверждается слишком быстро, то полимерная пленка "фиксируется" с толщиной, существовавшей в этот момент времени. Эту ситуацию можно непосредственно сравнить с явлением "линии замерзания", наблюдающимся в технологии производства выдувных пленок. После затвердевания пленки она не может быть легко растянута до меньшей толщины. Эта проблема особенно заметна для эластомеров, таких как ненасыщенные SBC, имеющие склонность к термической деградации при нагреве до чрезмерно высоких температур. Простое нагревание ненасыщенных SBC до более высокой температуры с целью компенсации пониженной массы экструдированного листового материала может оказаться недостаточным.
Эластомерные РОЕ-полимеры, однако, являются более термостабильными, чем SBC эластомеры и, таким образом, могут быть нагреты до более высоких температур без деградации. Это увеличивает общее теплосодержание экструдированного полимерного листового материала, так что листовое полотно выделяет большее количество тепла до отвердевания. РОЕ также отвердевают при более низких температурах, чем SBC, вследствие чего существует большая разница между температурой экструдированного полимера и температурой, при которой пленка отвердевает. Авторы изобретения также неожиданно обнаружили, что коэкструдирование сердцевины на основе SBC, заключенной между внешними слоями на основе РОЕ, позволяет проводить экструзию коэкструдированной многослойной пленки при более высокой общей температуре, тем самым компенсируя в некоторой степени потерю тепла, связанную с пониженной массой, а также увеличивает время, необходимое для отвердевания расплавленного экструдата. Это позволяет производителю экструдировать многослойную эластомерную полимерную пленку и вытягивать ее до более низких значений веса на единицу площади до отвердевания пленки.
Может быть желательным в определенных аспектах настоящего изобретения использовать эластичную пленку с менее чем примерно 65 г/кв.м, или менее примерно 30 г/кв.м, или менее 20 г/кв.м, но более примерно 1 г/кв.м, примерно 5 г/кв.м или примерно 10 г/кв.м. Приблизительные значения веса на единицу площади пленок могут быть измерены в соответствии с общеизвестным методом, называемым "баланс массы". Кроме того, толщины пленок могут быть определены методами сканирующей электронной микроскопии (SEM) или оптической микроскопии.
Эластичные пленки по настоящему изобретению могут иметь толщину или калибр (который может называться толщиной в направлении z) в интервале значений от примерно 1 мкм до примерно 65 мкм (что соответствует от примерно 0,9 до примерно 65 г/кв.м), от примерно 5 мкм до примерно 30 мкм (что соответствует от примерно 4 до примерно 30 г/кв.м), от примерно 10 мкм до примерно 20 мкм (что соответствует от примерно 9 до примерно 20 г/кв.м) и от примерно 12 мкм до примерно 17 мкм (что соответствует от примерно 10 до примерно 17 г/кв.м).
Нетканые материалы по настоящему изобретению
Эластомерная пленка по настоящему изобретению может быть скомбинирована с нетканым материалом. Нетканые материалы (изображены как NW1 и NW2 на Фиг.1) могут быть активируемыми листовыми материалами, такими как волокнистые материалы. Нетканый материал по настоящему изобретению обычно формуется из волокон, которые хаотично укладываются перемежающимися слоями с использованием таких процессов, как аэродинамическое формование, воздушная укладка, коформование и чесание. В некоторых вариантах исполнения нетканый материал может включать волокна фильерного способа производства в виде одного слоя (S) или множества слоев (SSS). В других вариантах исполнения волокна разного диаметра или состава могут быть смешаны в одном слое или волокна разного диаметра или состава могут входить в состав множества слоев, как в конструкциях из материалов фильерного способа производства-аэродинамического способа производства-фильерного способа производства (SMS) и конструкциях из материалов фильерного способа производства-фильерного способа производства-аэродинамического способа производства-аэродинамического способа производства-фильерного способа производства (SSMMS). Волокна нетканого материала могут быть соединены обычными способами, такими как термическое точечное связывание, точечное ультразвуковое связывание, адгезивное связывание по заданному рисунку и связывание с разбрызгиванием адгезива. Примеры активируемых нетканых материалов, пригодных для использования по настоящему изобретению, включают описанные в патенте США №6417121.
Такие волокнистые материалы могут содержать волокна из полиолефинов, таких как полипропилен или полиэтилен, сложных полиэфиров, полиамидов, полиуретанов, эластомеров, вискозы, целлюлозы, их сополимеров или их смесей, или их смесей. Детальное описание нетканых материалов приведено в "Nonwoven Fabric Primer and Reference Sampler", E.A.Vaughn, Association of the Nonwoven Fabrics Industry, 3d Edition (1992).
Один или несколько компонентов или слоев нетканого материала может содержать бикомпонентные волокна. Бикомпонентное волокно может иметь любую пригодную конфигурацию. Примеры конфигураций включают, без ограничений, структуры оболочка-сердцевина, островковую структуру, структуры с параллельными рядами, сегментированные структуры и их комбинации (как раскрыто в патенте США №5405682). В одном необязательном варианте исполнения настоящего изобретения бикомпонентные волокна имеют конфигурацию оболочка-сердцевина. Внешняя оболочка волокна может преимущественно состоять из полиэтилена, и сердцевина может преимущественно состоять из полипропилена. Такие волокна могут иметь диаметр или эквивалентный диаметр от примерно 0,5 микрон до примерно 200 микрон или от примерно 10 до примерно 40 микрон.
Типично бикомпонентные волокна, описанные выше, уплотняют в полотно нетканого материала. Уплотнение может быть осуществлено способами, в которых на волокнистое полотно воздействуют теплом и/или давлением, например, путем термического связывания на ограниченных участках (т.е. точечного). Термическое точечное связывание может быть осуществлено путем пропускания волокнистого полотна через зазор, образованный двумя прижимными валиками, один из которых нагрет и имеет множество точечных выступов на своей поверхности, как описано в патенте США 3855046. Способы уплотнения могут также включать, без ограничений, ультразвуковое связывание, связывание путем продувания воздуха, связывание с помощью смолы и гидроспутывание. Гидроспутывание типично включает обработку волокнистого полотна струями воды высокого давления для уплотнения полотна путем механического спутывания волокон (трение) в области, которую желательно уплотнить, с образованием уплотненных участков в области спутывания волокон. Волокна могут быть подвергнуты гидроспутыванию, как описано в патентах США 4021284 и 4024612.
Волокна любой формы могут быть использованы для формования нетканого материала по настоящему изобретению. Однако нетканые материалы, содержащие "плоские" волокна, такие как волокна, имеющие прямоугольное или овальное поперечное сечение, могут лучше связываться с эластомерной пленкой, чем нетканые волокнистые материалы с волокнами, имеющими круглое поперечное сечение. Дополнительно могут быть использованы волокна с надрезами (т.е. многодольчатые, включая двудольчатые и трехдольчатые волокна).
Нетканый материал по настоящему изобретению может иметь значение веса на единицу площади от примерно 5 грамм на квадратный метр (gsm) до 75 г/кв.м. В одном варианте исполнения нетканый волокнистый материал имеет значение веса на единицу площади от примерно 5 до примерно 30 г/кв.м. Если не указано иное, значения веса на единицу площади, раскрытые тут, определяются с использованием метода 40.3-90 European Disposables and Nonwovens Association ("EDANA").
Связующие слои по настоящему изобретению
Контроль прочности связи между эластомерной пленкой и нетканым материалом эластомерного ламината по настоящему изобретению является важным аспектом настоящего изобретения. Прочность связи может быть измерена с помощью метода испытаний на отслаивание, режим II, как описано в разделе Методы испытаний. Улучшенная прочность связи между слоями может быть достигнута рядом способов, в зависимости от метода ламинирования. Если слои ламинируют способом проклейки, выбор адгезива, количество адгезива и рисунок нанесения адгезива для связывания слоев могут быть отрегулированы для достижения желательной прочности связи. Дополнительно, для EBL по настоящему изобретению, прочность связи между пленкой и нетканым материалом можно контролировать путем использования связующего слоя (обозначен как А1 и А2 на Фиг.1), который может быть выбран для оптимизации (включая увеличение или уменьшение прочности связи) химического сродства между пленкой и нетканым материалом. В частности, свящующие слои, которые содержат сополимеры этилена и пропилена или смеси полимеров на основе этилена и пропилена, могут быть "настроены" для обеспечения оптимального химического сродства с нетканым материалом путем соответствующего выбора содержания сополимера этилена. Например, в ламинате, содержащем бикомпонентный нетканый материал с полиэтиленовой оболочкой, связующий слой, содержащий гомополимер ПЭ, может иметь слишком высокое химическое сродство с нетканым материалом, в то время как связующий слой, содержащий гомополимер ПП, обычно имеет слишком низкое химическое сродство. Связующий слой, содержащий этилен-пропиленовый сополимер с промежуточным уровнем содержания этилена (10-97 мас.%) обеспечивает химическое сродство, необходимое для оптимальной адгезии между пленкой и нетканым материалом: достаточный уровень адгезии для того, чтобы избежать деламинирования, но недостаточный для того, чтобы вызвать образование нежелательных точечных отверстий в пленке в процессе активации.
В тех случаях, когда слои, образующие пленку, ламинируют способом экструзионного ламинирования, необходимо тщательно подбирать свойства пленки для управления конкурирующими требованиями к производительности, связыванию, натяжению и контролю полотна, сматыванию, разматыванию и активации, наряду с другими факторами. В том случае, когда экструдированная эластомерная пленка по настоящему изобретению имеет малую толщину (менее примерно 30 г/кв.м), экструдированная пленка имеет меньшую массу для удерживания тепла в процессе экструзии. Меньшая масса означает, что экструдированный расплавленный ламинат будет очень быстро отвердевать. Как описано выше, такое быстрое отвердевание создает проблемы при попытках изготовления более тонких пленок. В дополнение к этому, если экструдированная эластомерная пленка отвердевает слишком быстро, то становится труднее добиться достаточной прочности связи между экструдированной эластомерной пленкой и любыми неткаными материалами в экструдируемом ламинате. Эта проблема особенно заметна, когда экструдированный полимер эластомерной пленки не обладает высоким химическим сродством к материалам, из которых состоит нетканый материал подложки. Например, SBC эластомеры не обладают высоким природным химическим сродством к полиолефиновым материалам, типично используемым для нетканых материалов подложки. Для достижения достаточного связывания, ламинаты из SBC эластомеров и нетканого материала подложки должны удерживаться силами механического связывания, такими как возникающие при погружении волокон нетканого материала в поверхностный слой эластомерной пленки. К сожалению, если пленка затвердевает до введения в контакт с нетканым материалом, то волокна нетканого материала не могут погружаться в отвердевшую поверхность пленки без приложения значительного давления. Поэтому прочность связи между слоями ламината будет плохой, и эластомерный материал будет иметь склонность легко расслаиваться. Кроме того, в случае тонких эластомерных пленок по настоящему изобретению любое значительное проникновение волокон в пленку или деформация пленки в зазоре между вальцами или от другого давления связывания могут приводить к образованию неприемлемо тонких участков пленки, которые могут разрываться при последующей обработке или манипулировании. В других случаях химическое сродство эластомерной пленки может быть достаточно высоким для получения приемлемой прочности связи ламината, но ламинат может с трудом поддаваться активации вследствие ряда причин, которые могут включать тесное связывание нетканого материала подложки и пленки в процессе активации. Кроме того, высокое химическое сродство эластомерной пленки к нетканому материалу может создавать проблемы при хранении, транспортировке и разматывании ламината, если химическое сродство приводит к слипанию рулона.
Касательно этой проблемы, РОЕ эластомеры, однако, обладают высоким химическим сродством к полиолефиновым материалам в нетканом материале, потому что РОЕ сами являются полиолефиновыми материалами. Химическое сродство РОЕ к нетканым материалам означает, что эти слои ламината имеют большую способность к связыванию, даже при слабом механическом связывании с внедренными в них волокнами нетканого материала подложки. Кроме того, поскольку тонкие пленки на основе РОЕ отвердевают не так быстро, как материалы на основе SBC, экструдированная эластомерная пленка находится еще в полурасплавленном состоянии и является мягкой при контакте с нетканым материалом, что позволяет волокнам нетканого материала погружаться в поверхностный слой пленки. Таким образом, по наблюдениям авторов изобретения, эластомерные пленки на основе РОЕ или, альтернативно, многослойные эластомерные пленки, содержащие связующие слои на основе РОЕ, образуют ламинаты с более высокой прочностью связи и меньшей склонностью к деламинированию с бикомпонентными неткаными материалами, имеющими ПЭ-покрытие. Поверхностный и связующий слои на основе РОЕ по настоящему изобретению могут быть выбраны таким образом, чтобы оптимизировать связывание с нетканым материалом на стадии экструзии производственного процесса, с образованием в то же время нелипкой поверхности для обеспечивания скручивания и хранения биламинатной EBL с незначительным слипанием рулона.
Дополнительным средством улучшения связывание связующего слоя с нетканым материалом в EBL по настоящему изобретению является контроль скорости кристаллизации полимера или смеси полимеров, содержащих связующий слой. Он обладает многими преимуществами в тонких пленках по настоящему изобретению. Вместе с химическим сродством связующего слоя к поверхности нетканого материала, скорость кристаллизации может способствовать или ограничивать проникновение волокон в поверхностный слой. Например, если выбрана смесь полимеров с высокой скоростью кристаллизации, наружная поверхность пленки может быть усилена и упрочнена для сопротивления деформации при введении в контакт с волокнистой поверхностью нетканого материала в зазоре между вальцами в процессе экструзионного ламинирования, с полезным эффектом для качества пленки. Конечно, слишком быстрая кристаллизация может привести к тому, что наружная поверхность будет настолько сопротивляться деформации, что достаточный контакт с поверхностью нетканого материала будет недостижимым. В другом примере, поэтому, полимерную смесь выбирают для снижения скорости кристаллизации таким образом, чтобы наружная поверхность пленки могла оставаться мягкой и способной деформироваться, что увеличивает площадь контакта и время контакта связующего слоя и нетканого материала в процессе экструзионного ламинирования. Рядовому специалисту в данной области техники будет понятно, что скорость кристаллизации может быть дополнительно отрегулирована с помощью средств усиления зародышеобразования, условий сдвига, температуры процесса, пластификаторов и т.п., и что скорость кристаллизации может иметь ограниченное влияние или даже не влиять на показатель сплавления EBL, пригодный для использования в абсорбирующих изделиях по настоящему изобретению. Скорости кристаллизации прокладочных слоев, пригодных для использования в EBL по настоящему изобретению, составляют от примерно 1 секунды до примерно 60 секунд, от примерно 3 секунд до примерно 30 секунд, или от примерно 5 секунд до примерно 20 секунд.
Поверхностные слои по настоящему изобретению
Проблема, связанная с использованием эластомерных пленок, заключается в том, что полимеры, используемые для изготовления пленок, являются по своей природе липкими или клейкими. В тех случаях, когда эластомерные пленки экструдируются и сматываются в рулон, пленка будет иметь тенденцию прилипать сама к себе или "слипаться", тем самым затрудняя или делая невозможным разматывание. Слипание становится более выраженным по мере старения пленки или при ее хранении в теплых условиях, таких как внутри складского помещения. Аналогичная проблема возникает, когда эластомерная пленка экструдируется на нетканый материал для изготовления биламината и сматывается в рулон, поскольку липкая поверхность пленки при скручивании входит в тесный контакт со значительными участками прилегающей поверхности биламината. Это может воспрепятствовать разматыванию рулона на промышленных скоростях в способе изготовления абсорбирующих изделий и может привести к повреждению пленки, нетканого материала или обоих.
Эти проблемы могут решаться рядом способов. Например, могут быть использованы антиадгезивные агенты. Антиадгезивные агенты, которые обычно представляют собой неорганические дисперсные материалы, такие как диоксид кремния или тальк, могут быть включены в состав одного или нескольких слоев пленки. Антиадгезивные агенты могут также напыляться на внешние поверхности экструдированной пленки в процессе формования пленки. На эластомерную пленку также может быть нанесено поверхностное покрытие из нелипких материалов, таких как неадгезивный полимер, хрупкий неадгезивный полимер, поверхностное покрытие, такое как лак или краска, и другие подобные порошковые покрытия. Другой способ решения этой проблемы заключается в коэкструзии нелипкого поверхностного слоя (обозначен как А2 на Фиг.1 - в тех случаях, когда NW2 отсутствует) как части пленки. Поверхностный слой может быть идентичным (химически и/или физически) связующему слою. Таким образом, как показано на Фиг.1, если NW2 присутствует, то А2 может служить вторым связующим слоем. Однако если А2 образует наружную поверхность ламината, то он может выполнять роль поверхностного слоя. В последнем случае нетканый материал может быть соединен с ним на отдельной, более поздней стадии процесса с помощью адгезива или других средств связывания (включая термическое связывание, радиочастотное связывание, связывание под давлением, ультразвуковое связывание, сварка, сшивание и т.п.).
Показатель сплавления для связующих и/или поверхностных слоев по настоящему изобретению может составлять от примерно 14% до примерно 40%. Показатель сплавления для полиэтиленовой части нетканого материала по настоящему изобретению может составлять от примерно 80% до примерно 100%, и показатель сплавления для полипропиленовой части нетканого материала по настоящему изобретению может составлять более примерно 50%. Кроме того, показатель сплавления для слоя сердцевины по настоящему изобретению, содержащего термопластичные полиолефиновые эластомеры, может составлять от примерно 10% до примерно 30%.
Поверхностные слои по настоящему изобретению могут составлять менее 20%, менее 15% или менее 10% от объема внутреннего слоя сердцевины. Может быть желательным использовать поверхностный слой и связующий слой идентичного состава.
Вытянутые полимеры по настоящему изобретению
Один или комбинация слоев EBL могут содержать один или комбинацию вытянутых полимеров. В вариантах исполнения, в которых один или комбинация вытянутых полимеров присутствуют в двух или больше слоях, количества вытянутого полимера (в весовых процентах) в каждом слое могут быть одинаковыми или разными. Кроме того, композиция вытянутого полимера или смеси вытянутых полимеров, присутствующих в первом слое, может иметь состав, идентичный с или отличный от вытянутого полимера или смеси вытянутых полимеров, присутствующих во втором слое. Вытянутый полимер представляет собой полимер, который добавляет или усиливает одно или несколько свойств пленки или технологических свойств, таких как улучшение перерабатываемости при изготовлении пленки. Например, вытянутый полимер может облегчать производство пленок уменьшенного калибра (т.е. тонких). В некоторых вариантах исполнения вытянутый полимер может облегчать экструзию пленок, например, за счет обеспечения повышенной линейной скорости или уменьшения явления резонанса при вытяжке. Другие возможные полезные с точки зрения перерабатываемости эффекты от добавления вытянутого полимера включают улучшение стабильности завесы расплава, обеспечение гладкой поверхности пленки, обеспечение меньшей вязкости полимерного расплава, обеспечение повышенной теплостойкости (например, увеличение теплоемкости пленки или термостабильности), обеспечение стойкости к разрыву, обеспечение стойкости к образованию точечных отверстий, обеспечение контролируемой и равномерной толщины или обеспечение гомогенности композиции. Вытянутый полимер может использоваться как технологическая добавка для смазывания мундштука с целью снижения прилипания (например, эластомерных полимеров) и сопротивления течению расплавленной эластомерной смолы. Конечно, добавление вытянутого полимера может обеспечивать один или комбинацию таких эффектов улучшения экструзии или перерабатываемости пленок.
Существует много примеров вытянутых полимеров. Например, линейный полиэтилен низкой плотности (например, ELITE™ 5800 производства фирмы Dow Chemical Corp. (Midland, MI)) может быть добавлен в композицию слоя пленки для снижения вязкости полимерного расплава и повышения перерабатываемости экструдированной пленки. Высокопрочный полистирол (HIPS) (например, STYRON™ 485 фирмы Dow Chemical Corp.(Midland, MI); IneosNova 473D фирмы IneosNova (Channahon, IL)) может улучшить контроль модуля пленки, повысить жесткость пленки и уменьшить общую стоимость эластомерного материала. Полипропилен может улучшить стойкость эластомера к нежелательным воздействиям и повысить устойчивость пленок к образованию сквозных отверстий и разрыву. Гомополимер полипропилена (hPP) (например, INSPIRE™ D118 фирмы Dow Chemical Corp. (Midland, MI); полипропилен 3622 фирмы Total Petrochemicals (Houston, Texas)) может быть добавлен для улучшения перерабатываемости. hPP представляет собой форму полипропилена с высокой степенью кристалличности, содержащую по существу 100% пропиленового мономера. В некоторых вариантах исполнения hPP добавляют в слой, содержащий эластомерный полимер (например, стирольные блоксополимеры), как описано ниже; его добавление может привести, в некоторых случаях, к получению пленки, которая может экструдироваться с меньшей толщиной, с улучшенной равномерностью по толщине или с пониженной склонностью к возникновению явлений резонанса при вытяжке во время экструзии.
Вытянутые полимеры могут быть линейным полиэтиленом низкой плотности, пропиленом, гомополимером полипропилена, высокопрочным полистиролом и их смесями. Вытянутый полимер может быть полимером, полученным с использованием катализатора с одним видом активных центров, такого как металлоценовый катализатор, и может быть, например, полиолефином, полученным с использованием металлоценового катализатора (например, ELITE™ 5800 производства фирмы Dow Chemical Corp. (Мидлэнд, Мичиган)). Природа и количество вытянутого полимера могут зависеть от других компонентов слоя (например, от природы эластомерного полимера (полимеров) на основе олефина в слое), других компонентов пленки или, в соответствующих случаях, компонентов ламината, в состав которого входит пленка. Общее количество вытянутого полимера может представлять собой количество, позволяющее эффективно усилить одно или несколько свойств пленки, улучшающих перерабатываемость в процессе изготовления пленки; например, общее количество вытянутого полимера может представлять собой количество, эффективно обеспечивающее толщину пленки, соответствующую примерно 25 г/кв.м, примерно 20 г/кв.м, примерно 15 г/кв.м или примерно 10 г/кв.м. Общее количество вытянутого полимера (т.е. суммарное количество одного или нескольких вытянутых полимеров) может составлять примерно 5%, примерно 10 мас.%, примерно 15 мас.%, примерно 20 мас.%, примерно 25 мас.%, примерно 30 мас.%, примерно 35 мас.% примерно 40 мас.% или примерно 45 мас.%. Проценты массовые (мас.%) определяются по отношению к весу слоя (т.е. общему весу вытянутого полимера (полимеров), деленному на общий вес слоя). В некоторых случаях общее количество вытянутого полимера составляет по меньшей мере примерно 5 мас.%, по меньшей мере примерно 10 мас.% или по меньшей мере примерно 15 мас.%. Общее количество вытянутого полимера может составлять не более примерно 20 мас.%, не более примерно 25 мас.%, не более примерно 30 мас.%, не более примерно 35 мас.% или не более примерно 45 мас.%. Более подробное описание вытянутых полимеров и тонких эластомерных пленок, пригодных для изготовления EBL и абсорбирующих изделий по настоящему изобретению, приведено в патентной заявке США, озаглавленной "Elastomeric Materials", поданной 23 января 2009 г., первым автором которой указан Iyad Muslet, имеющей номер дела поверенного CLPP-07005.
Адгезивы по настоящему изобретению
Как показано на Фиг.1, адгезив может быть использован между NW1 и А1 и/или между А2 и NW2. Адгезив может представлять собой клей-расплав, который наносится, например, щелевым устройством для нанесения покрытий и/или разбрызгивателем. В соответствии с одним вариантом исполнения адгезивами могут быть материалы Н2031, Н2401 или Н2861, коммерчески доступные от фирмы Bostik Inc. (Ваватоса, Висконсин). При использовании вспомогательного адгезива адгезив может применяться во время изготовления EBL путем его нанесения на поверхность нетканого материала (например, NW1) непосредственно перед присоединением пленочного экструдата, в частности связующего слоя (например, А1). Кроме того, второй нетканый материал (например, NW2) может быть адгезивно ламинирован с внешним слоем (например, А2) EBL в соответствии с настоящим изобретением. Кроме этого, EBL по настоящему изобретению (который может включать первый и второй нетканый материал (например, NW1 и NW2 соответственно) может быть адгезивно соединен с одним или несколькими компонентами абсорбирующего изделия, включая абсорбирующую сердцевину, пояс, манжету, верхний слой и т.д.
EBL по настоящему изобретению
Некоторые физические свойства экструзионно-скрепляемого ламината по настоящему изобретению влияют на его изготовление и хранение, а также на эксплуатационные характеристики ламината в качестве компонента абсорбирующего изделия. Например, липкость поверхностного слоя (А2) влияет на способность ламината к разматыванию после хранения. Точечные отверстия в эластомерном слое, образующиеся в процессе активации, могут сделать ламинат водопроницаемым и могут вызвать разрыв ламината. Если прочность связи слоев слишком высока, то способность ламината к активации может ухудшиться; если прочность связи слишком низка, слои ламината могут расслаиваться. Кроме того, предел прочности на разрыв и гистерезис ламината могут влиять на целостность абсорбирующего изделия и его способность принимать форму тела. Таблицы 5-8 иллюстрируют несколько параметров по примерам 1-26 (примеры 5, 6, 12, 13, 19, 21 являются сравнительными). Помимо параметров, проиллюстрированных в Таблицах 5-8, ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь параметры, раскрытые в следующих параграфах.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь силу слипания менее примерно 0,4 Н/см, примерно 0,24 Н/см или примерно 0,12 Н/см.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь значение веса на единицу площади от примерно 10 г/кв.м до примерно 135 г/кв.м, от примерно 20 г/кв.м до примерно 100 г/кв.м, от примерно 40 г/кв.м до примерно 80 г/кв.м или от примерно 50 г/кв.м до примерно 60 г/кв.м.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь эластичность, соответствующую по меньшей мере примерно 50%, примерно 70%, примерно 100%, примерно 130% относительной продольной деформации.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь прочность связи ламината от примерно 0,5 до примерно 3,5 Н/см или от примерно 1 до примерно 2 Н/см (см. Испытания на растяжение (режим II)).
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь предел прочности на растяжение более примерно 3 Н/см (см. Испытания на растяжение (режим II)).
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут не иметь точечных отверстий.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь процент относительной продольной деформации при разрыве от примерно 100% до примерно 500%, от примерно 120% до примерно 400% или от примерно 150% до примерно 300%.
Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, а также содержащие их компоненты (например, наружная оболочка, задний или передний клапан, боковая вставка), могут иметь эластичность, соответствующую по меньшей мере примерно 50%, примерно 70%, примерно 100% или примерно 130% относительной продольной деформации. Ламинаты, пригодные для использования в абсорбирующем изделии по настоящему изобретению, могут иметь процентную величину остаточной деформации, равную менее примерно 10%, релаксацию под нагрузкой менее примерно 40% и усилие разгрузки цикла 1 при 50% деформации более примерно 0,10 Н/см при измерении методом гистерезисных испытаний с двумя циклами. В некоторых вариантах исполнения процент остаточной деформации ламината может составлять примерно 20% или меньше, примерно 15% или меньше или примерно 10% или меньше, при измерении методом гистерезисных испытаний с двумя циклами при деформации 75% в первом цикле нагружения и деформации 75% во втором цикле нагружения. В других вариантах исполнения процент остаточной деформации ламината может составлять примерно 20% или меньше, примерно 15% или меньше или примерно 10% или меньше при измерении методом гистерезисных испытаний с двумя циклами.
Эластичные ламинаты могут механически активироваться с помощью одних или комбинации активирующих средств, включая активирование полотна с помощью находящихся в зацеплении зубчатых колес или пластин, активирование полотна путем постепенно возрастающего растяжения, активирование полотна путем раскатки, активирование полотна путем растяжения на раме и активирование полотна в направлении обработки между прижимными вальцами или комплектами роликов, вращающихся с разными скоростями. Вытяжные ролики с нарастающим растяжением могут быть использованы для активации эластичных ламинатов в направлении обработки (MD), в поперечном направлении (CD), под углом или с любой комбинацией направлений. В некоторых вариантах исполнения, глубина зацепления, используемая при нарастающем растяжении, составляет примерно 0,05 дюйма, примерно 0,10 дюйма, примерно 0,15 дюйма, примерно 0,20 дюйма или примерно 0,25 дюйма. Глубина зацепления может составлять, например, по меньшей мере примерно 0,05 дюйма или по меньшей мере примерно 0,10 дюйма. Глубина зацепления может составлять, например, не более примерно 0,10 дюйма, не более примерно 0,18 дюйма или не более примерно 0,25 дюйма. Шаг зацепления может составлять, например, от примерно 0,060 дюйма до примерно 0,200 дюйма, от примерно 0,080 дюйма до примерно 0,150 дюйма или от примерно 0,100 дюйма до примерно 0,125 дюйма. Кроме того, ламинаты могут быть активированы на промышленных скоростях с помощью, например, процесса активации путем раскатки. Активация может проводиться немедленно после процесса экструзионного ламинирования или осуществляется при разматывании ламината из рулона, в котором он хранился.
Абсорбирующие изделия по настоящему изобретению
Ламинат по настоящему изобретению может составлять по меньшей мере часть одного или нескольких компонентов абсорбирующего изделия, включая изоляционный листовой материал, наружную оболочку, боковые вставки, пояс, передний или задний клапаны и их комбинации. Например, ламинат по настоящему изобретению может составлять часть наружной оболочки трусов или подгузника, как раскрыто в публикациях США №№2005/0171499, 2008/0208155, 2007/0167929 и 2008/0045917. Ламинат может быть подвергнут дополнительным стадиям обработки перед или после включения в абсорбирующее изделие. Например, один или несколько компонентов абсорбирующего изделия, содержащих EBL, могут быть активированы путем пропускания через входящие в зацепление барабаны (кольчатые валки) для нарастающего растяжения и деформации или разрыва нетканого материала, связующего и/или поверхностного слоев. Кроме того, в одном или нескольких компонентах абсорбирующего изделия, содержащего EBL, могут быть выполнены отверстия для улучшения прохождения воздуха через материал и повышения степени комфортности абсорбирующего изделия при ношении. EBL может быть запечатан, подвергнут тиснению, текстурирован или аналогично модифицирован для улучшения эстетических характеристик абсорбирующего изделия или даже обеспечения некоторых функций или взаимодействия с пользователем. Фиг.2 и 3 показывают абсорбирующее изделие (изображенное в виде подгузника 20 типа трусов), сконструированное в соответствии с настоящим изобретением. Подгузник 20 имеет продольную среднюю линию 100 и поперечную среднюю линию 110. Подгузник 20 образует внутреннюю поверхность 50 и противоположную ей наружную поверхность 52. Внутренняя поверхность 50 обычно включает часть подгузника 20, которая прилегает к телу пользователя при использовании (т.е. обращенную к пользователю сторону), в то время как наружная поверхность 52 обычно включает часть подгузника 20, расположенную удаленно от тела пользователя (т.е. обращенную к одежде сторону). Подгузник 20 включает основную деталь 21, имеющую первый или передний поясной участок 36, второй или задний поясной участок 38, расположенный напротив переднего поясного участка 36 и паховый участок 37, расположенный между передним поясным участком 36 и задним поясным участком 38. Поясные участки 36 и 38 обычно включают те части подгузника 20, которые при надетом подгузнике 20 охватывают талию пользователя. Поясные участки 36 и 38 могут включать эластичные элементы так, чтобы они стягивались на талии пользователя, обеспечивая улучшенную посадку и локализацию. Паховый участок 37 представляет собой часть подгузника 20, которая при надетом подгузнике 20 обычно расположена между ногами пользователя.
Наружная граница основной детали 21 образована поперечными концевыми кромками 56, которые могут быть ориентированы обычно параллельно поперечной средней линии 110, и продольными боковыми кромками 54, которые могут быть ориентированы обычно параллельно продольной средней линии 100 или, для лучшей посадки, могут быть изогнутыми или выполненными под углом, как изображено, для получения изделия в форме "песочных часов" на виде в горизонтальной проекции. В некоторых вариантах исполнения продольная средняя линия 100 может делить пополам концевые кромки 56, а поперечная средняя линия 110 может делить пополам боковые кромки 54.
Основная деталь 21 подгузника 20 обычно включает проницаемый для жидкости верхний слой 22, наружную оболочку 24 и пакет абсорбирующей сердцевины 23, расположенный между верхним слоем 22 и наружной оболочкой 24.
Пакет сердцевины 23 может быть расположен на обращенной к пользователю поверхности наружной оболочки 24. Пакет сердцевины 23 может быть соединен с наружной оболочкой 24 с помощью любого пригодного адгезива или когезионно 32 (как изображено) или с помощью любых других пригодных средств, известных специалистам (например, термического соединения, радиочастотного соединения, соединения под давлением, ультразвукового соединения, сварки, сшивания и т.п.). В некоторых вариантах исполнения пакет сердцевины 23 присоединен к наружной оболочке 24 в как можно меньшем числе точек; это может придавать наружной оболочке 24 более мягкий вид и ощущение на ощупь. Пригодные примеры присоединения пакета сердцевины 23 к наружной оболочке 24 включают соединительные средства, описанные в публикации США №2007/0287982. Другие пригодные примеры присоединения пакета сердцевины к наружной оболочке включают соединительные средства, описанные в публикации США №2007/0287983.
С другой стороны, для того чтобы сделать конструкцию более стойкой к вмешательству извне, может быть желательным присоединить пакет сердцевины 23 к наружной оболочке 24 вдоль по меньшей мере части, или даже по всей окружности пакета сердцевины 23; или на небольшом расстоянии (примерно 5-20 мм) от края окружности. Например, площадь соединения между пакетом сердцевины 23 и наружной оболочкой 24 может составлять менее примерно 70%, или, в другом примере, менее примерно 50%, или, в еще одном примере, менее примерно 20% от площади поверхности пакета сердцевины 23, присоединенного к наружной оболочке 24.
Пакет сердцевины 23 представляет собой часть подгузника 20, обеспечивающую большую часть абсорбирующих и удерживающих функций. Пакет абсорбирующей сердцевины 23 включает абсорбирующую сердцевину 26, и они могут быть расположены симметрично или асимметрично по отношению к любой одной или к обоим из продольной средней линии 100 и/или поперечной средней линии 110. Как изображено, абсорбирующая сердцевина 26 и пакет сердцевины 23 симметричны по отношению как к продольной средней линии 100, так и к поперечной средней линии 110.
Абсорбирующая сердцевина 26 может включать широкий спектр абсорбирующих жидкости материалов, обычно используемых в подгузниках одноразового пользования и других абсорбирующих изделиях. Примеры пригодных абсорбирующих материалов включают измельченную древесную пульпу (например, крепированная набивка из уложенного аэродинамическим способом целлюлозного войлока); обработанные аэродинамическим способом полимеры, включая ко-формованные; химически упрочненные, модифицированные или сшитые целлюлозные волокна; оберточные материалы и тканевые ламинаты; абсорбирующие пены; абсорбирующие губки; суперабсорбирующие полимеры; абсорбирующие гелеобразующие материалы; или любой другой известный абсорбирующий материал или комбинации материалов. Абсорбирующая сердцевина 26 может включать (1) собирающий жидкости компонент, который собирает жидкие экссудаты и отделяет экссудаты от тела пользователя, (2) распределяющий жидкости компонент, который перераспределяет жидкие экссудаты в места, удаленные от точки начального поступления экссудата, и/или (3) удерживающий жидкости компонент, который удерживает большую (по весу) часть жидких экссудатов. Пригодная абсорбирующая сердцевина, содержащая собирающий слой, распределяющий слой и/или удерживающий слой, описана в патенте США №6013589. Пригодная абсорбирующая сердцевина, содержащая минимальное количество абсорбирующего волокнистого материала (т.е. не более примерно 20 мас.% от веса абсорбирующей сердцевины) в абсорбирующей сердцевине, описана в US 2004/0167486. Другие пригодные конфигурации абсорбирующей сердцевины описаны в публикациях США №№2003/0225382, 2006/0155253 и 2006/0155254. Может быть желательным использовать абсорбирующую сердцевину и/или абсорбирующий пакет, не содержащие или по существу не содержащие каких-либо абсорбирующих волокнистых материалов (т.е. не содержащих полученных аэродинамическим способом войлочных материалов), как описано в публикации США №2005/0171499.
В некоторых вариантах исполнения пакет сердцевины 23 может включать удерживающий элемент 28, так чтобы абсорбирующая сердцевина 26 была расположена между верхним слоем 22 и удерживающим элементом 28. В некоторых вариантах исполнения удерживающий элемент 28 по меньшей мере частично накрывает обращенную к одежде поверхность абсорбирующей сердцевины 26 и заходит в поперечном направлении за края сердцевины 26. Удерживающий элемент 28 может также заходить вверх, закрывая боковые кромки абсорбирующей сердцевины 26. Удерживающий элемент 28 может быть изготовлен из полотна тканого материала, полотна нетканого материала (из синтетических и/или натуральных волокон), пленки с отверстиями и композита или ламината из любых вышеупомянутых материалов. В определенных вариантах исполнения удерживающий элемент 28 представляет собой воздухопроницаемое полотно нетканого материала, такое как описанное в патенте США №4888231.
Пакет абсорбирующей сердцевины может также включать покровный слой сердцевины 29, расположенный на обращенной к пользователю поверхности абсорбирующей сердцевины 26. Покровный слой сердцевины 29 может помогать иммобилизовать жидкий абсорбирующий материал абсорбирующей сердцевины 26. Покровный слой сердцевины 29 обычно может быть проницаемым для жидкости материалом, таким как нетканый материал или ткань.
Компоненты пакета сердцевины 23 могут быть соединены, как описано, с помощью любого пригодного адгезива или когезионно, или с помощью любых других пригодных средств, известных специалистам. Любые вышеупомянутые слои пакета сердцевины 23 могут представлять собой единый материал или могут быть ламинатом или другой комбинацией двух или больше материалов.
Как изображено, верхний слой 22 представляет собой отдельный структурный элемент, который накрывает абсорбирующую сердцевину 23 и может быть присоединен к наружной оболочке 24, например, с помощью адгезива или когезионно 32, тем самым образуя полость для размещения абсорбирующей сердцевины. В альтернативном варианте исполнения (не показан) пакет сердцевины 23 может быть изолирован путем интегрирования верхнего слоя 22 с пакетом сердцевины 23, например, путем размещения верхнего слоя 22 рядом с обращенной к телу поверхностью покровного слоя сердцевины 29. Верхний слой 22 может быть изготовлен из любых пригодных проницаемых для жидкости материалов, например, описанных в патенте США №3860003, патенте США №5151092 и патенте США №5221274.
Как изображено на фигуре, пара расположенных друг напротив друга и продольно ориентированных ножных манжет 35 размещена на и отходят в наружном направлении от верхнего слоя 22. Ножные манжеты 35 обеспечивают уплотнение с телом пользователя и улучшают удерживание жидкостей и других телесных экссудатов. В альтернативном варианте исполнения (не показан), описанном выше, в котором пакет сердцевины 23 является изолированным и включает верхний слой 22, ножные манжеты 35 могут быть просто продолжением дальних в поперечном направлении концов удерживающего элемента 28.
Подгузник 20 может также включать пояс 43, обычно образующий по меньшей мере часть концевой кромки 56 и/или ножной резинки (не показана), которые обычно образуют по меньшей мере часть боковых кромок 54. Пояс 43 и ножная резинка являются частями подгузника 20, предназначенными для эластичного растяжения и сокращения с целью обеспечения динамического обхвата талии и ног пользователя соответственно, обеспечивая улучшенную подгонку по фигуре и удерживание. Эластичный пояс 43 может включать сегмент, расположенный на переднем поясном участке 36 и/или заднем поясном участке 38, и может быть отдельным присоединенным элементом или быть выполненным как неотъемлемая часть основной детали 21. Примеры пригодных поясов включают описанные в патенте США №4515595, патенте США №5151092 и патенте США №5221274.
Подгузник 20 может быть предварительно сформирован производителем для получения надеваемого подгузника или трусов, и подгузник может быть предварительно скреплен застежками производителем или скреплен потребителем перед надеванием. Конкретно, подгузник 20 может включать левый и правый потайные боковые швы 34, каждый из которых расположен на участках, приближенных к переднему и заднему концам боковых кромок 54. Каждый боковой шов 34 может быть сделан потайным с помощью складки с последующим присоединением данной боковой кромки 54 на переднем и заднем поясных участках 36 и 38 с помощью постоянного шва или застежки многоразового использования. Пригодные постоянные швы включают, например, термосвариваемые швы, адгезивные соединения, ультразвуковые соединения, соединения под высоким давлением, радиочастотные соединения, соединения горячим воздухом, термические точечные соединения и их комбинации. Пригодные застежки многоразового использования включают, например, застежки типа крючок-петля, застежки типа крючок-крючок, макрозастежки (macrofastener), ленточные застежки, адгезивные застежки, когезионные застежки, магнитные застежки, гибридные застежки, пуговицы, кнопки и застежки типа петля-палочка. Боковые кромки 54 могут быть альтернативно присоединены с конфигурациями наружная поверхность-к-наружной поверхности, внутренняя поверхность-к-внутренней поверхности или внутренняя поверхность-к-наружной поверхности (перекрывание). При использовании надеваемый подгузник 20 носится на нижней части корпуса пользователя, так чтобы концевые кромки 56 окружали талию пользователя, и в то же время боковые кромки основной детали 54 образовывали отверстия для ног, в которые проходят ноги пользователя. Паховый участок 37 обычно расположен между ногами пользователя, так чтобы абсорбирующая сердцевина 26 проходила от переднего поясного участка 36 через паховый участок 37 к заднему поясному участку 38.
В другом варианте исполнения (не показан) принципы настоящего изобретения, описанные выше по отношению к предметам одежды в форме трусов, могут быть в равной степени применены к абсорбирующим изделиям в виде обшитых тесьмой подгузников. В этом варианте исполнения подгузники не складывают перед надеванием. Вместо этого, подгузники обычно имеют боковые полосы с крепежными элементами. Боковые полосы могут быть присоединены к основной детали подгузника на любом одном из или на обоих из переднего и заднего поясных участков так, чтобы сцепляющиеся элементы, в надетом состоянии, контактировали с определенным участком подгузника на противоположном поясном участке для скрепления подгузника. Примеры пригодных подгузников в соответствии с настоящим изобретением описаны в публикации США №2008/0114326.
Примеры по настоящему изобретению
Примеры экструзионно-скрепляемых ламинатов описаны в Таблицах 1, 2, 3 (биламинат с одним нетканым материалом) и Таблице 4 (триламинат с двумя неткаными материалами), где приводятся данные о структуре пленки (монослойная или многослойная), композиции пленки, значении веса на единицу площади пленки и нетканом материале для каждого примера. Примеры Таблицы 4 могут быть рассмотрены в сочетании с Фигурой 1, на которой изображены первый нетканый материал (NW1), пленка, содержащая свзязующий слой (А1), слой сердцевины (В) и поверхностный слой или второй связующий слой (А2), а также второй нетканый материал (NW2). Композиция сердцевины пленки для всех примеров (кроме примеров 5 и 12) представляет собой смесь, в мас.%, 92% VISTAMAXX 6102 (доступен от ExxonMobil, Хьюстон, Техас), 1% Ampacet 10562 (технологическая добавка) и 7% Ampacet 110361 (концентрат белого пигмента с 70% TiO2). Материалы Ampacet доступны от фирмы Ampacet Corporation, Цинциннати, Огайо. Композиция сердцевины пленки по примерам 5 и 12 представляет собой смесь, в мас.%, 92% Infuse 9107 (доступен от фирмы The Dow Chemical Company (Мидлэнд, Мичиган)), 1% Ampacet 10562 и 7% Ampacet 110361. Примеры 5, 12, 6, 13, 19 и 21 представляют собой экструзионно-скрепляемые ламинаты с однослойной пленкой без связующего слоя (A1) и без поверхностного слоя (А2). Примеры 7 и 14 представляют собой экструзионно-скрепляемые ламинаты с пленкой сердцевины и поверхностным слоем (ВА2) и не имеют связующего слоя (без A1); поверхностный слой (А2) представляет собой смесь, в мас.%, 82% Elite 5800 (вытянутый полимер) (доступен от фирмы The Dow Chemical Company (Мидлэнд, Мичиган)), 9% Fina 3868 (доступен от фирмы Total Petrochemicals (Хьюстон, Техас)), 1% Luvofilm 9679 (доступен от фирмы Lehmann & Voss & Company, Гамбург, Германия) и 8% РЕ 20 S (антиадгезив, доступен от фирмы Polytechs SAS, Кани-Барвилль, Франция). Примеры 25 и 26 представляют собой экструзионно-скрепляемые ламинаты с пленкой сердцевины и поверхностным слоем (ВА2) и не имеют связующего слоя (без А1); поверхностный слой (А2) представляет собой смесь, в мас.%, 50% Elite 5800 (вытянутый полимер), 32% Equistar M6060 (доступен от фирмы Equistar Chemicals, LP, Цинциннати, Огайо, дочерняя компания LyondellBasell Industries), 9% Fina 3868, 1% Luvofilm 9679 и 8% Polytech РЕ 20 S.
Примеры 1, 2, 3, 4, 8, 9, 10, 11, 20 и 22 из Таблиц 1, 2 и 3 могут рассматриваться в сочетании с Фигурой 7, на которой изображены первый нетканый материал (NW1), пленка, содержащая связующий слой (А1), слой сердцевины (В) и поверхностный слой (А2), где А1 и А2 экструдируются первым экструдером и В одновременно коэкструдируется вторым экструдером так, чтобы слои A1, A2 и В были соединены вместе. При этом NW1 одновременно разматывается и соединяется со слоем А1. В этих примерах А2 выполняет роль поверхностного слоя. Это примеры EBL с многослойной пленкой (А1 ВА2), содержащей связующий слой (А1) и поверхностный слой (А2), где композиция А1 имеет состав, идентичный А2. Связующие слои, используемые в примерах 1, 2, 3, 4, 8, 9, 10, 11 15, 16, 17 и 18, представляют собой смесь, в мас.%, Infuse 9107, Ampacet 10562 и Elite 5800 (вытянутый полимер) и выбираются для улучшения связывания пленки с бикомпонентным (ПП/ПЭ, сердцевина/внешняя оболочка волокна) нетканым материалом для уменьшения вероятности деламинирования. Фактические количества, в мас.%, для каждого поверхностного слоя приведены в Таблицах 1-4. Связующий слой, используемый в примерах 20, 22, 23 и 24, представляет собой смесь, в мас.%, 59% VISTAMAXX 6102, 1% Ampacet 10562 и 40% Adflex V109F (доступней от фирмы Basell USA Inc., Элктон, Мэрилэнд или Лапорте, Техас), и выбирается с целью снижения прочности связи пленки с моноволоконным нетканым материалом Sofspan 200 на основе ПП для улучшения живучести при активации экструзионного ламината (например, для минимизации или устранения образования нежелательных точечных отверстий во время активации).
Условия процесса, используемые для получения разных примеров экструзионных ламинатов, не являются идентичными. Условия процесса регулируются с целью обеспечения однородной пленки, включая температуру плавления, линейную скорость и зазор между двумя соединительными валиками (контролируемый давлением или величиной зазора) и приведены в Таблицах 1-4. Примеры 1-14, 19-22, 25 и 26 представляют собой экструзионно-скрепляемые ламинаты с одним нетканым материалом, которые подвергают активации с помощью высокоскоростного исследовательского пресса (HSRP), как описано в патентах США №№7062983 и 6843134. Активация при описанном процессе имитации раскатки относится к использованиию алюминиевых пластин с взаимно зацепляющимися зубцами для селективного вытягивания участков ламината так, чтобы нетканый материал разрывался и/или удлинялся и эластичная пленка могла растягиваться и сокращаться без чрезмерных препятствий с боку нетканого материала. Ламинаты, пригодные для использования в абсорбирующих изделиях по настоящему изобретению, могут быть активированы путем удлинения в поперечном направлении (CD) с заданной относительной продольной деформацией примерно 206% (например, с парой плоских пластин с зацепляющимися зубцами, имеющими глубину зацепления примерно 3,56 мм и шаг примерно 2,49 мм) или с заданной относительной продольной деформацией примерно 245% (например, с парой плоских пластин с зацепляющимися зубцами, имеющими глубину зацепления примерно 4,06 мм и шаг примерно 2,49 мм) или с заданной относительной продольной деформацией примерно 265% (например, с парой плоских пластин с зацепляющимися зубцами, имеющими глубину зацепления примерно 4,32 мм и шаг примерно 2,49 мм). Примеры EBL механически активируют с помощью активирующих пластин, имеющих взаимно зацепляющиеся зубцы с радиусом закругления кончика 0,1 мм, радиусом основания 0,5 мм и высотой зубцов 10,15 мм. Дополнительные данные, касающиеся активации с помощью HSRP, приведены в Таблицах 1, 2 и 3 (шаг активации, заданная максимальная скорость деформации при активации, глубина зацепления и средний % относительной продольной деформации при активации). Активированные EBL выдерживают не менее 1 дня при 23±2°С перед проведением испытаний физических свойств. Примеры 1-14 представляют собой пленки, экструзионно ламинированные с бикомпонентым ПЭ/ПП (70/30, сердцевина/внешняя оболочка волокна) 18 г/кв.м нетканым материалом производства фирмы Fiberweb (Уошугал, Вашингтон). Примеры 25 и 26 представляют собой пленки, экструзионно ламинированные с бикомпонентным ПЭ/ПП (сердцевина/внешняя оболочка) волокна 18 г/кв.м нетканым материалом производства фирмы Fiberweb (Пайне, Германия). Функция связующего слоя (примеры 1-4 и 8-11) заключается в улучшении прочности связи между бикомпонентным нетканым материалом и пленкой ламината. Примеры 19-22 представляют собой пленки, экструзионно ламинированные с 22 г/кв.м моноволокнистым нетканым материалом на основе ПП производства фирмы Fiberweb (Biesheim, Франция), и функция связующего слоя (примеры 20 и 22) заключается в уменьшении прочности связи ламината с целью обеспечения лучшей живучести материала при активаци. Примеры 1-14, 19-22, 25 и 26 выполняются без добавления адгезива.
| Таблица 1 | ||||||||
| Примеры | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 25 |
| NW11 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 4 |
| А1: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 99/1/0 | 84/1/15 | 69/1/30 | 0/1/99 | ||||
| В2 | смесь VM | смесь VM | смесь VM | смесь VM | смесь Infuse | смесь VM | смесь VM | смесь VM |
| А2: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 99/1/0 | 84/1/15 | 69/1/30 | 0/1/99 | ||||
| А2: мас.% (Elite 5800/Fina 3868/luvofilm 9679/Polytech PE 20S) | 82/9/1/8 | |||||||
| А2: мас.% (Elite 5800/ Equistar M6060/Fina 3868/luvofilm 9679/Polytech PE 20S) | 50/32/9/1/8 | |||||||
| NW2 | ||||||||
| A1=A2 | да | да | да | да | ||||
| Общая плотность пленки, г/кв.м | 25 | 25 | 25 | 25 | 25 | 25 | 29 | 22 |
| Плотность пленки (г/кв.м) А1/В/А2 | 3/19/3 | 3/19/3 | 3/19/3 | 3/19/3 | 0/25/0 | 0/25/0 | 0/25/4 | 0/18/4 |
| Использование адгезива | нет | нет | нет | нет | нет | нет | нет | нет |
| Температура расплава (°F) | 460 | 457 | 455 | 460 | 515 | 450 | 450 | 416 |
| Линейная скорость (футов в минуту) | 235 | 235 | 235 | 238 | 230 | 200 | 247 | 260 |
| Прижимное давление (psi) или прижимной зазор (СС) соединительных валиков3 | СС | СС | СС | СС | СС | 50 psi | 80 psi | СС |
| Параметры активации высокоскоростным испытательным прессом (HSRP) | ||||||||
| Заданная максимальная скорость деформации при активации (с-1) | 570 | 570 | 570 | 570 | 570 | 229 | 229 | 229 |
| Шаг активации HSRP (дюймов) | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ |
| Глубина зацепления (DOE), дюймов | 0,140′′ | 0,140′′ | 0,140′′ | 0,140′′ | 0,140′′ | 0,140′′ | 0,140′′ | 0,140′′ |
| Средняя деформация активации (%) | 206% | 206% | 206% | 206% | 206% | 206% | 206% | 206% |
| 1. NW1 = бикомпонентный материал фильерного способа производства, 18 г/кв.м (70/30 сердцевина/внешняя оболочка волокна, ПП/ПЭ), изготавливается фирмой Fiberweb (Уошугал, Вашингтон). | ||||||||
| NW1 = 4 = бикомпонентный материал фильерного способа производства, 18 г/кв.м ПП/ПЭ сердцевина/внешняя оболочка волокна, #07-НН 18-01, изготавливается фирмой Fiberweb (Пайне, Германия) | ||||||||
| 2. Смесь VM=Vistamaxx 6102 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. Смесь Infuse=Infuse 9107 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. | ||||||||
| 3. Прижимной зазор при контролируемом сжатии (СС) представляет собой зазор между двумя соединительными валиками и приблизительно равен толщине материалов, сжимаемых в проходе (примерно 0,005 дюйма) | ||||||||
| Таблица 2 | ||||||||
| Примеры | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 26 |
| NW11 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 4 |
| А1: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 99/1/0 | 84/1/15 | 69/1/30 | 0/1/99 | ||||
| B2 | смесь VM | смесь VM | смесь VM | смесь VM | смесь Infuse | смесь VM | смесь VM | смесь VM |
| А2: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 99/1/0 | 84/1/15 | 69/1/30 | 0/1/99 | ||||
| A2: мас.% (Elite 5800/Fina 3868/luvofilm 9679/Polytech PE 20S) | 82/9/1/8 | |||||||
| A2: мас.% (Elite 5800 /Equistar M6060/Fina 3868/luvofilm 9679/Polytech PE 20S) | 50/32/9/1/8 | |||||||
| NW2 | ||||||||
| A1=A2 | да | да | да | да | ||||
| Общая плотность пленки, г/кв.м | 25 | 25 | 25 | 25 | 25 | 25 | 29 | 22 |
| Плотность пленки (г/кв.м) А1/В/А2 | 3/19/3 | 3/19/3 | 3/19/3 | 3/19/3 | 0/25/0 | 0/25/0 | 0/25/4 | 0/18/4 |
| Использование адгезива | нет | нет | нет | нет | нет | нет | нет | нет |
| Температура расплава (°F) | 460 | 457 | 455 | 460 | 515 | 450 | 450 | 416 |
| Линейная скорость (футов в минуту) | 235 | 235 | 235 | 238 | 230 | 200 | 247 | 260 |
| Прижимное давление (psi) или прижимной зазор (СС) соединительных валиков3 | СС | СС | СС | СС | СС | 50 psi | 80 psi | СС |
| Параметры активации высокоскоростным испытательным прессом (HSRP) | ||||||||
| Заданная максимальная скорость деформации при активации (с-1) | 638 | 638 | 638 | 638 | 638 | 256 | 256 | 256 |
| Шаг активации HSRP (дюймов) | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ |
| Глубина зацепления (DOE) дюймов | 0,160′′ | 0,160′′ | 0,160′′ | 0,160′′ | 0,160′′ | 0,160′′ | 0,160′′ | 0,160′′ |
| Средняя деформация активации (%) | 245% | 245% | 245% | 245% | 245% | 245% | 245% | 245% |
| 1. NW1 = 1 = бикомпонентный материал фильерного способа производства, 18 г/кв.м (70/30 сердцевина/внешняя оболочка волокна, ПП/ПЭ), изготавливается фирмой Fiberweb (Пайне, Германия) | ||||||||
| NW1 = 4 = бикомпонентный материал фильерного способа производства, 18 г/кв.м ПП/ПЭ сердцевина/внешняя оболочка волокна, #07-НН 18-01, изготавливается фирмой Fiberweb (Пайне, Германия) | ||||||||
| 2. Смесь VM = Vistamaxx 6102 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. Смесь Infuse=Infuse 9107 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. | ||||||||
| 3. Прижимной зазор при контролируемом сжатии (СС) представляет собой зазор между двумя соединительными валиками и приблизительно равен толщине материалов, сжимаемых в проходе (примерно 0,005 дюйма) | ||||||||
| Таблица 3 | ||||
| Примеры | 19 | 20 | 21 | 22 |
| NW11 | 3 | 3 | 3 | 3 |
| А1: мас.% (Vistamaxx 6102/Ampacet 10562/Adflex V109F) | - | 59/1/40 | - | 59/1/40 |
| В2 | смесь VM | смесь VM | смесь VM | смесь VM |
| А2: мас.% (Vistamaxx 6102/Ampacet 10562/Adflex V109F) | - | 59/1/40 | - | 59/1/40 |
| NW2 | - | - | - | - |
| A1=A2 | - | да | - | да |
| Общая плотность пленки, г/кв.м | 25 | 25 | 25 | 25 |
| Плотность пленки (А1/В/А2) | 0/25/0 | 3/19/3 | 0/25/0 | 3/19/3 |
| Использование адгезива | нет | нет | нет | нет |
| Температура расплава (°F) | 462 | 462 | 462 | 462 |
| Линейная скорость (футов в минуту) | 230 | 230 | 230 | 230 |
| Прижимное давление (psi) или прижимной зазор (СС) соединительных валиков3 | СС | СС | СС | СС |
| Параметры активации высокоскоростным испытательным прессом (HSRP) | ||||
| Заданная максимальная скорость деформации при активации (с-1) | 570 | 570 | 638 | 638 |
| Шаг активации HSRP (дюймов) | 0,098′′ | 0,098′′ | 0,098′′ | 0,098′′ |
| Глубина зацепления (DOE), дюймов | 0,140′′ | 0,140′′ | 0,160′′ | 0,160′′ |
| Средняя деформация активации (%) | 206 | 206 | 245 | 245 |
| 1. NW1 = 3 = 22 г/кв.м моноволокно фильерного способа производства, Sofspan 200, изготавливается фирмой Fiberweb (Biesheim, Франция). | ||||
| 2. Смесь VM = Vistamaxx 6102 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. | ||||
| 3. Прижимной зазор при контролируемом сжатии (СС) представляет собой зазор между двумя соединительными валиками и приблизительно равен толщине материалов, сжимаемых в проходе (ок. 0,005 дюйма). | ||||
Примеры экструзионно-скрепляемых ламинатов с двумя неткаными материалами приведены в Таблице 4, где указаны структура пленки (монослойная или многослойная), композиция пленки, значение веса на единицу площади пленки и нетканый материал для каждого примера, которые могут рассматриваться в сочетании с Фиг.6А. В примерах 15, 16, 17, 18, 23 и 24 состаренный рулон экструзионного биламината соединяют со вторым нетканым материалом (например, NW2) с помощью способа адгезионного ламинирования, с добавлением приблизительно 4,5 г/кв.м адгезива Bostik H2031 на поверхность раздела пленки A2-NW2, с последующей механической активацией методом раскатки с линейной скоростью примерно 5,3 метра в секунду, с образованием триламината (параметры активации приведены в Таблице 4). EBL по указанным примерам дают состариться в течение минимум 1 дня при 23±2°С после изготовления перед процессом адгезионного ламинирования для получения триламината. Активированным образцам триламината дают состариться в течение минимум 1 дня при 23±2°С перед проведением испытаний физических свойств (например, испытаний на растяжение и гистерезисных испытаний с двумя циклами).
| Таблица 4 | ||||||
| Примеры | 15 | 16 | 17 | 18 | 23 | 24 |
| NW11 | 1 | 1 | 1 | 1 | 3 | 3 |
| А1: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 69/1/30 | 69/1/30 | 0/1/99 | 0/1/99 | ||
| A1: мас.% (Vistamaxx 6102/Ampacet 10562/Adflex V109F) | 59/1/40 | 59/1/40 | ||||
| B2 | смесь VM | смесь VM | смесь VM | смесь VM | смесь VM | смесь VM |
| A2: мас.% (Infuse 9107/Ampacet 10562/Elite 5800) | 69/1/30 | 69/1/30 | 0/1/99 | 0/1/99 | ||
| А2: % мас. (Vistamaxx 6102/Ampacet 10562/Adflex V109F) | 59/1/40 | 59/1/40 | ||||
| NW24 | 2 | 2 | 2 | 2 | 2 | 2 |
| A1=A2 | да | да | да | да | да | да |
| Общая плотность пленки, г/кв.м | 25 | 25 | 25 | 25 | 25 | 25 |
| Плотность пленки (г/кв.м) А1/В/А2 | 3/19/3 | 3/19/3 | 3/19/3 | 3/19/3 | 3/19/3 | 3/19/3 |
| Температура расплава (°F) | 455 | 455 | 460 | 460 | 462 | 462 |
| Линейная скорость (футов в минуту) | 235 | 235 | 238 | 238 | 230 | 230 |
| Прижимное давление (psi) или прижимной зазор (СС) соединительных валиков3 | СС | СС | СС | СС | СС | СС |
| Параметры высокоскоростного ламинирования и активации в производственной линии | ||||||
| Поверхность раздела с адгезивом | A2-NW2 | A2-NW2 | A2-NW2 | A2-NW2 | A2-NW2 | A2-NW2 |
| Тип адгезива (Bostik) | Н2031 | Н2031 | Н2031 | Н2031 | Н2031 | Н2031 |
| Плотность нанесения адгезива (г/кв.м) | 4,5 | 4,5 | 4,5 | 4,5 | 4,5 | 4,5 |
| Прижимной зазор | 0,005′′ | 0,005′′ | 0,005′′ | 0,005′′ | 0,005′′ | 0,005′′ |
| Линейная скорость (м/с) | 5,33 | 5,33 | 5,33 | 5,33 | 5,33 | 5,33 |
| Шаг активации (дюймов) | 0,100′′ | 0,100′′ | 0,100′′ | 0,100′′ | 0,100′′ | 0,100′′ |
| Глубина зацепления (DOE), дюймов | 0,160′′ | 0,170′′ | 0,160′′ | 0,170′′ | 0,160′′ | 0,170′′ |
| Средняя деформация активации (%) | 245 | 265 | 245 | 265 | 245 | 265 |
| 1. NW1 = 1 = бикомпонентный материал фильерного способа производства, 18 г/кв.м (70/30 сердцевина/внешняя оболочка волокна, ПП/ПЭ), изготавливается фирмой Fiberweb (Уошугал, Вашингтон). | ||||||
| NW1 = 3 = моноволокно фильерного способа производства, 22 г/кв.м, Sofspan 200, изготавливается фирмой Fiberweb (Biesheim, Франция). | ||||||
| 2. Смесь VM=Vistamaxx 6102 (92%), Ampacet 10562 (1%), Ampacet 110361 (7%), мас.%. | ||||||
| 3. Прижимной зазор при контролируемом сжатии (СС) представляет собой зазор между двумя соединительными валиками и приблизительно равен толщине материалов, сжимаемых в проходе (примерно 0,005 дюйма). | ||||||
| 4. NW2 = 2 = бикомпонентный материал фильерного способа производства, 20 г/кв.м (70/30 сердцевина/внешняя оболочка волокна, ПП/ПЭ), изготавливается фирмой Fiberweb (Уошугал, Вашингтон). | ||||||
Механические свойства при растяжении экструзионных ламинатов по примерам 1-7 и 25 (активированные с помощью HSRP до 0,140" DOE при шаге 0,098") приведены в Таблице 5. Механические свойства при растяжении экструзионных ламинатов по примерам 8-14 и 26 (активированные с помощью HSRP до 0,160" DOE при шаге 0,098") приведены в Таблице 6. Примеры 1-14, 25 и 26, изготовленные с бикомпонентным ПП/ПЭ (сердцевина/внешняя оболочка волокна) нетканым материалом, имеют значение веса на единицу площади, равное ок. 50 г/кв.м или меньше, предел прочности на растяжение >3 Н/см, и большинство имеет величину растяжения при 1 Н/см, составляющую >70% относительной продольной деформации, и для некоторых примеров >100% относительной продольной деформации или >120% относительной продольной деформации. Примеры 7 и 14 с поверхностным слоем и без связующего слоя являются примерами с меньшей величиной растяжения (62% и 82% соответственно) и совпадают с более высокой остаточной деформаций после активации. Усилие при разрыве в режиме II экструзионных ламинатов с прокладочным слоем (2,3-3,3 Н/см для примеров 1-4 и 8-11) выше, чем усилие при разрыве в режиме II экструзионных ламинатов без связующего слоя (1,0-1,6 Н/см для примеров 5-7 и 12-14, 25 и 26), что показывает, что связующий слой увеличивает прочность связи между пленкой и бикомпонентным нетканым материалом.
После активации экструзионные ламинаты визуально осматривают на наличие точечных отверстий путем растяжения материала до примерно 20% относительной продольной деформации (например, образец с длиной CD 100 мм растягивается до примерно длины CD 120 мм). Нетканые материалы по примерам 13 и 14 с трудом отслаиваются от пленки, однако в экструзионном ламинате наблюдаются точечные отверстия диаметром >примерно 1 мм. Примеры 13 и 14 выполняются с давлением в зазоре между валками (50 psi и 80 psi соответственно) и волокна нетканого материала заходят внутрь слоя пленки, что может создавать слабые места в пленке и приводить к образованию точечных отверстий в экструзионном ламинате во время активации.
Наоборот, нетканый материал по примерам 25 и 26 (изготовленный в режиме контролированного сжатия) легко отслаивается от пленки и точечные отверстия с диаметром >примерно 1 мм не наблюдаются. Использование связующего слоя в экструзионных ламинатах обеспечивает хороший баланс между растяжением, прочностью связи ламината и живучестью при активации (отсутствие деламинирования или нежелательных точечных отверстий). Примеры 1-4 и 9-11 (со связующим слоем) обладают хорошей CD-растяжимостью после активации, имеют хорошую прочность связи (как было указано выше), не расслаиваются и по существу не имеют отверстий с величиной диаметра более примерно 1 мм.
| Таблица 5 | ||||||||
| Примеры | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 25 |
| Значение веса на единицу площади (г/кв.м) | 48 | 49 | 48 | 43 | 43 | 44 | 42 | 37 |
| Результаты испытаний на растяжение | ||||||||
| Растяжение при 1 Н/см (% относительной продольной деформации) | 81 | 79 | 85 | 97 | 118 | 105 | 62 | 102 |
| Предел прочности на разрыв (Н/см) | 3,8 | 4,0 | 3,3 | 3,2 | 5,1 | 4,3 | 4,2 | 3,5 |
| Усилие при разрыве в режиме II (Н/см) | 3,2 | 3,3 | 3,0 | 2,3 | 1,2 | 1,1 | 1,6 | 1,0 |
| Таблица 6 | ||||||||
| Примеры | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 26 |
| Значение веса на единицу площади (г/кв.м) | 50 | 50 | 47 | 44 | 43 | 45 | 42 | 38 |
| Результаты испытаний на растяжение | ||||||||
| Растяжение при 1 Н/см (% относительной продольной деформации) | 109 | 102 | 106 | 122 | 144 | 138 | 82 | 129 |
| Предел прочности на разрыв (Н/см) | 3,5 | 3,8 | 3,1 | 3,8 | 5,3 | 4 | 3,4 | 3,4 |
| Усилие при разрыве в режиме II (Н/см) | 3,3 | 3,2 | 3,0 | 2,5 | 1,2 | 1,1 | 1,6 | 1,0 |
Механические свойства при растяжении экструзионных ламинатов по примерам 19 и 20 (активированных с помощью HSRP до 0,140′′ DOE при шаге 0,098′′) и 21 и 22 (активированных с помощью HSRP до 0,160′′ DOE при шаге 0,098′′) приведены в Таблице 7. Примеры 19-22 (изготовленные с использованием нетканого материала из моноволокна Sofspan 200) имеют значения веса на единицу площади, равные ок. 55 г/кв.м или меньше, предел прочности на растяжение в интервале значений от 1,2 Н/см до 2,0 Н/см и растяжение при 1 Н/см более >100% относительной продольной деформации и, для некоторых примеров, >135% относительной продольной деформации или >160% относительной продольной деформации. Усилия при разрыве в режиме II экструзионных ламинатов со связующим слоем (1,2-1,3 Н/см для примеров 20 и 22) ниже, чем усилие при разрыве в режиме II экструзионных ламинатов без прокладочного слоя (1,6-2,0 Н/см для примеров 19 и 21), что показывает, что связующий слой уменьшает прочность связи между пленкой и нетканым материалом из моноволокна.
| Таблица 7 | ||||
| Примеры | 19 | 20 | 21 | 22 |
| Значение веса на единицу площади (г/кв.м) | 52 | 49 | 54 | 48 |
| Результаты испытаний на растяжение | ||||
| Растяжение при 1 Н/см (% относительной продольной деформации) | 114 | 138 | 139 | 166 |
| Предел прочности на растяжение (Н/см) | 2,4 | 1,8 | 2,7 | 1,6 |
| Усилие при разрыве в режиме II (Н/см) | 1,6 | 1,2 | 2,0 | 1,3 |
Механические свойства при растяжении экструзионных ламинатов по примерам 15, 17 и 23 (активированы на поточной линии до 0,160" DOE при шаге 0,100′′) и 16, 18 и 24 (активированы на поточной линии до 0,170′′ DOE при шаге 0,100") приведены в Таблице 8. Примеры триламината 15, 16, 17, 18, 23 и 24 имеют предел прочности на растяжение >3,2 Н/см и растяжение при разрыве >250% относительной продольной деформации. Результаты испытаний методом бициклического гистерезиса для примеров 15, 16, 17, 18, 23 и 24 также приведены в Таблице 8. Способность к восстанавлению экструзионных ламинатов, при измерении методом бициклического гистерезиса, продемонстрирована усилиями разгрузки при низкой относительной продольной деформации и низким процентом остаточной деформации. Например, усилия, измеренные на возвратном участке первого цикла (усилия разгрузки С1), составляют >0,15 Н/см при 50% относительной продольной деформации и >0,06 Н/см при 30% относительной продольной деформации. Низкий процент остаточной деформации (<10%) после растяжения до 130% относительной продольной деформации показывает, что экструзионные ламинаты обладают желательными эластичными свойствами. Дополнительно релаксация под нагрузкой этих экструзионных ламинатов (примеры 15, 16, 17, 18, 23 и 24), измеренная при 130% относительной продольной деформации, составляет <40% от релаксации под нагрузкой.
| Таблица 8 | ||||||
| Примеры | 15 | 16 | 17 | 18 | 23 | 24 |
| Значение веса на единицу площади (г/кв.м) | 67 | 65 | 66 | 67 | 73 | 73 |
| Результаты бициклического гистерезиса (130% относительной продольной деформации) (С1 = Цикл 1) | ||||||
| Усилие нагрузки С1 при 100% деформации (Н/см) | 1,11 | 0,95 | 1,16 | 0,96 | 0,89 | 0,76 |
| Усилие разгрузки С1 при 50% деформации (Н/см) | 0,16 | 0,15 | 0,15 | 0,15 | 0,20 | 0,18 |
| Усилие разгрузки С1 при 30% деформации (Н/см) | 0,08 | 0,07 | 0,08 | 0,07 | 0,11 | 0,10 |
| % остаточной деформации (% удлинения) | 9 | 10 | 9 | 9 | 8 | 8 |
| Релаксация под нагрузкой (%) | 38,5 | 36,6 | 38,2 | 36,2 | 36,6 | 33,2 |
| Результаты испытаний на растяжение | ||||||
| Предел прочности на разрыв (Н/см) | 4,0 | 3,9 | 4,5 | 3,9 | 3,2 | 3,2 |
| Напряжение при разрыве (% относительной продольной деформации) | 269 | 265 | 278 | 261 | 313 | 277 |
Методы испытаний
Показатель сплавления
Показатель сплавления определяется путем измерений, описанных в ASTM D3418-08 "Стандартный способ испытаний температуры перехода и энтальпии плавления и кристаллизации полимеров методом дифференциальной сканирующей калориметрии". Для определения показателя сплавления материала, энтальпии плавления материала, выраженные в джоулях/грамм, при проведении измерений в соответствии с ASTM D3418, нужно разделить на 208 Дж/г. Например, показатель сплавления полипропилена с экпериментально определенной энтальпией плавления, равной 100 Дж/г, рассчитывают как ((100/208)·100%)=48,1%. Другой пример: показатель сплавления ПЭ с экпериментально определенной энтальпией плавления, равной 30 Дж/г, рассчитывают как ((30/208)·100%)=14,4%.
ДСК
Измерения методом дифференциальной сканирующей калориметрии (ДСК) проводят в соответствии с ASTM D 3418, где образцы ДСК готовят путем сначала прессования в форме полимерной композиции в тонкую пленку толщиной примерно 0,003 дюйма при примерно 140°С между тефлоновыми листами. Пленку отжигают в течение ночи в вакуумной печи, при включенном вакуумировании, при температуре примерно 65°С. Образцы изготавливают штампованием из полученной пленки с помощью пуансона диаметром 6 миллиметров для образцов биопсии кожи. Отбирают образцы с массой приблизительно 5-10 миллиграмм, загружают в маленькие алюминиевые чашечки с крышкой (Perkin Elmer #0219-0041) и загибают кромки с помощью пресса для загибания краев крышек чашечек для стандартных образцов Perkin Elmer (#02190048). Термические испытания и последующие анализы выполняют с помощью прибора Perkin Elmer DSC 7, оснащенного прикладной программой для термических анализов Perkin Elmer версии 4.00.
Температура плавления композиции пленки определяется путем сначала нагревания образца для ДСК от примерно 25°С до 180°С со скоростью 20°С в минуту и выдерживания образца при 180°С в течение 3 минут. Образец затем резко охлаждают до минус 60°С со скоростью 300°С в минуту, выдерживают 3 минуты при минус 60°С, затем нагревают со скоростью 20°С в минуту до 180°С. Температура плавления определяется как температура эндотермического пика плавления. В случае присутствия более чем одной эндотермы плавления используется эндотерма, наблюдающаяся при наивысшей температуре. Если при втором нагреве пик плавления отсутствует, но он наблюдается при первом нагреве (это возможно для композиций пленки, которые кристаллизуются очень медленно), то чашечку с образцом вынимают из прибора, оставляют при примерно 25°С на 24 часа, повторно нагревают в ДСК от примерно 25°С до 180°С со скоростью 20°С в минуту и затем температуру плавления определяют как температуру пика с наивысшей температурой при этом третьем нагреве.
Скорость кристаллизации композиции пленки при температуре кристаллизации на 20 градусов Цельсия ниже ее температуры плавления, определяется путем сначала нагревания образца для ДСК до желательной заданной температуры (которая превышает температуру плавления пленки), выдерживания образца при заданной температуре в течение 2 минут и затем быстрого охлаждения образца до желательной температуры кристаллизации (примерно 300°С в минуту). Когда температура поддерживается постоянной при температуре кристаллизация, процесс кристаллизации проявляется в появлении экзотермы кристаллизации на изотермической кривой ДСК как функции времени. Одноточечным параметром, характеризующим скорость кристаллизации, является момент времени, в который наблюдается минимум экзотермы. Последний показатель часто считается специалистами в данной области техники разумным указателем периода полукристаллизации (t1/2) материала.
Квалифицированный специалист может использовать этот способ для определения скорости кристаллизации пленки, например, из образца, выштампованного из компонента абсорбирующего изделия (например, наружной оболочки), содержащего EBL (конечно, следует сначала удалить любые нежелательные компоненты перед изготовлением штампованных образцов). В этом случае могут наблюдаться дополнительные пики кристаллизации вследствие присутствия дополнительных компонентов (например, нетканого волокнистого материала), но во многих случаях они могут быть легко определены и не влияют на определение скорости кристаллизации пленки или слоя пленки, представляющего интерес.
Сила слипания
Все стадии этих измерений выполняются в помещении, поддерживаемом при температуре 23°С±2°С и относительной влажности 50%±5%.
Материалы и аппараты (которые все должны находиться в этом же помещении)
Для приготовления образцов с краями, не имеющими дефектов, надрезов, засечек и т.д.:
- нож с острым лезвием #11 Xacto-knife или аналогичным
- стальной угольник, используемый как направляющая для ножа
- офисная бумага для принтера/копировального аппарата для обкладывания материала во время резания
Для кондиционирования образцов
- пригодный поднос или полка, обеспечивающие хранение образцов по возможности без попадания загрязнений, таких как пыль, аэрозоли и т.д.
Для приложения давления
- лабораторная печь, установленная на 46°С (Despach LAC или эквивалентная) с открытыми щитками.
- пригодные гири и плоские жесткие пластины для прикладывания к образцам сжимающего давления, равного 0,686 МПа.
Для испытаний на отслаивание при растяжении с Т-образной конфигурацией
- MTS Alliance RT/1 или аналогичная машина, оснащенная зажимами, обеспечивающими четко определенную площадь контакта вдоль отдельной узкой полосы; и зажимы удерживают образец вдоль оси, перпендикулярной к направлению прилагаемого при испытаниях напряжения, зажимы соответствуют описанию, приведенному в ASTM D882.
Полоски компонента абсорбирующего изделия, содержащего EBL ("материал" для данного метода) 150 мм × 25,4 мм (в направлении движения материала и в поперечном направлении, соответственно) готовят путем укладывания материала между листами бумаги и разрезания прямым острым лезвием #11 ножа Xacto или аналогичным. Могут быть использованы более короткие образцы, если имеющийся материал не позволяет изготовить образцы длиной 150 мм.
1. Предварительно выдерживают материал при температуре 23°С±2°С и относительной влажности 50%±5% в течение по меньшей мере 24 часов.
2. Укладывают 5 образцов стопкой друг на друга с краями, ориентированными таким образом, чтобы сторона обращенного к телу нетканого материала каждого образца была направлена кверху. Все образцы в стопке должны иметь одинаковую MD- или CD-ориентацию.
3. Подвергают одну или несколько стопок из пяти полосок воздействию сжимающей нагрузки, равной 0,686 МПа, в лабораторной печи при температуре 46°С±2°С в течение 100 часов ± 1 час. Оставляют несколько миллиметров на конце полосок несжатыми для облегчения последующего закрепления в зажимах машины для испытаний на растяжение.
4. Снимают давление с образцов.
5. Вынимают образцы из печи и выдерживают для уравновешивания при температуре 23°С±2°С и относительной влажности 50%±5% в течение 45 минут ±15 минут.
6. Проводят испытания для одной поверхности раздела за раз, устанавливают стопку в зажимы машины для испытаний на растяжение с Т-конфигурацией и перемещают ползун со скоростью 2,12 мм/с (5 дюймов в минуту) на расстояние 100 мм или, в случае образцов короче 150 мм, до полного отделения соответствующих кусков. Используют методику сбора данных, обеспечивающую надежное определение максимального усилия во время испытаний на отслаивание.
Максимальное усилие, необходимое для разделения двух полосок, регистрируется как сила слипания, в ньютонах силы на ширину полоски пленки в см. Среднее для по меньшей мере четырех значений максимального усилия считают силой слипания материала. Если полоски слиплись настолько слабо, что разделяются под своим собственным весом или во время установки в машину, то сила слипания считается равной нулю.
Испытания на растяжение (режим II) (для компонента абсорбирующего изделия, содержащего EBL)
Этот метод используется для определения кривой зависимости силы от относительной продольной деформации для экструзионно-скрепляемого ламината. Механические свойства при растяжении материалов измеряют в соответствии с методом ASTM D882-02, условия испытаний описаны ниже. Измерение выполняют при постоянной скорости ползуна, равной 50,8 см/мин, при температуре 23°С±2°С. Соотношение между длиной растяжения и относительной продольной деформацией γtensile описывается следующим уравнением:

где L0 обозначает исходную длину, L - длину в растянутом состоянии и γtensile выражена в процентах. Например, если образец с исходной базовой длиной образца, равной 5,08 см, растягивают до 10,16 см, то удлинение соответствует 100% относительной продольной деформации [((10,16/5,08)-1)*100=100% относительной продольной деформации], и если образец с исходной базовой длиной образца, равной 5,08 см, растягивают до 35,6 см, то удлинение соответствует 600% относительной продольной деформации [((35,6/5,08)-1)*100=600% относительной продольной деформации]. Материал, предназначенный для испытаний, разрезают на куски по существу прямоугольной формы. Размеры образца выбирают для достижения требуемой относительной продольной деформации при усилиях, нормальных для инструмента. Пригодные инструменты для данных испытаний включают машины для испытаний на растяжение, коммерчески доступные от фирмы MTS Systems Corp., Eden Prairie, Minn, (например, Alliance RT/1 или Sintech 1/S) или от фирмы Instron Engineering Corp., Canton, Mass. Для указанных выше инструментов Alliance RT/1 или Sintech 1/S, пригодные размеры образца составляют приблизительно 25,4 мм в ширину и приблизительно 100 мм в длину. Однако могут быть использованы более короткие образцы, если имеющийся материал не позволяет получить образцы длиной 100 мм (с ограничениями, описанными ниже).
Следующая процедура иллюстрирует измерение при использовании вышеуказанных размеров образца и прибора Alliance RT/1 или Sintech 1/S. Инструмент подсоединен к компьютеру. Прикладная программа TestWorks 4™ контролирует параметры испытаний, осуществляет сбор данных и расчеты и строит графики и составляет статистические отчеты.
Зажимы, используемые для испытаний, шире эластичного элемента. Типично используются зажимы шириной 2,00 дюйма (5,08 см). Зажимы представляют собой пневматические зажимы, рассчитанные на концентрацию всего усилия зажима на площади контакта; и зажимы удерживают образец вдоль оси, перпендикулярной к направлению напряжения при испытании, и поверхность зажима, выполненная на верхнем и нижнем зажимах, имеет одну плоскую поверхность и противоположную ей поверхность с 6 мм линейным контактом (полукруглый выступ) для минимизации проскальзывания образца. Динамометрический датчик выбирают так, чтобы измеряемые усилия составляли от 10% до 90% от предела измерения динамометрического датчика или используемого диапазона силы. Типично, используется динамометрический датчик на 100 Н. Устанавливают крепления и зажимы. Инструмент калибруют в соответствии с инструкциями производителя. Расстояние от центра полукруглого валика верхней поверхности зажима до центра полукруглого валика нижней поверхности зажима (базовая длина образца) составляет 2,00 дюйма (50,8 мм), измерения выполняют с помощью стальной линейки, расположенной рядом с зажимами. Показания силы инструмента устанавливают на нуль для учета массы креплений и зажимов. Инструмент размещают в комнате с контролируемой температурой для проведения измерений при 23°С±2°С. Образец уравновешивают как минимум 1 час при 23°С±2°С перед испытаниями. Масса и размеры образца измеряются перед испытаниями и используются для расчета значения веса на единицу площади образца в граммах на квадратный метр (г/кв.м). Образец устанавливают в зажимы таким образом, чтобы продольная ось образца была по существу параллельна направлению базовой длины образца, не было провисания и измеряемая сила составляла приблизительно 0,01 Н. Образец деформируют при постоянной скорости ползуна, равной 20 дюймов/мин (50,8 см/мин) до относительной продольной деформации примерно 1000% или до разрушения образца или проявления более чем номинальной потери механической целостности. Во время испытаний на растяжение измеряют силу, время и величину смещения с частотой сбора данных 50 Гц. Для определения средних значений результатов испытаний используется минимум три образца. Для разных размеров образцов скорость ползуна регулируют таким образом, чтобы поддерживать соответствующую скорость относительной продольной деформации при испытаниях. Например, скорость ползуна, равная 10 дюймов/мин (25,4 см/мин), может быть использована для образца с базовой длиной образца 1,00 дюйм (25,4 мм).
Для экструзионно-скрепляемых ламинатов, которые демонстрируют зуб текучести, как показано на Фиг.4, точка текучести определяет % относительной продольной деформации, после которой сила уменьшается (или не возрастает) с увеличением удлинения и обычно вызвана локализованым разрывом волокнистого нетканого материала и/или началом деламинирования волокнистого нетканого материала от эластомерной пленки. Участок кривой в области текучести может достигать минимального значения или выходить на плато. В некоторых примерах после участка плато в области текучести происходит разрушение образца (см., например, Фиг.5В). В других примерах после участка плато в области текучести происходит увеличение силы с ростом удлинения, и в конце концов образец разрушается (см., например, Фиг.5А). Участок плато в области текучести кривой растяжения экструзионно-скрепляемого ламината используется для измерения усилия разрушения режима II (режим поступательного или плоскопараллельного сдвига); и участок плато в области текучести кривой растяжения экструзионно-скрепляемого ламината используется в качестве индикатора прочности связи экструзионных ламинатов. Усилие при разрыве в режиме II измеряется в Н/см и представляет собой среднюю силу в области минимума или плато силы в области текучести, причем размер области выбирают так, чтобы средний процент относительного стандартного отклонения (%RSD) составлял менее 10%. Разрушение в режиме II описал Richard W. Hertzberg в Deformation and Fracture Mechanics of Engineering Materials, 2nd edition, John Wiley & Sons, New York (1976, 1983), page 276.
Результаты испытаний на растяжение регистрируются для каждого примера как одно из или комбинация следующих свойств: процент относительной продольной деформации при величине силы 1 Н/см (удлинение при 1 Н/см), усилие при разрыве в режиме II в Н/см, процент относительной продольной деформации при разрыве и предел прочности на растяжение в Н/см (т.е. максимальное значение силы, деленное на ширину образца, например, при "разрыве" на Фиг.5А и в "точке текучести" на Фиг.5В). Для определения средних результатов испытаний используется минимум три образца.
Типичные значения характеристик разрушения в режиме II для ламинатов с хорошей связью в абсорбирующих изделиях по настоящему изобретению составляют от примерно 1,1 Н/см до примерно 3,5 Н/см для активированных образцов.
В некоторых случаях может быть невозможно измерить усилие при разрыве ламината в режиме II, например, в тех случаях, когда образец разрушается до того, как начнется разрушение в режиме II. Если усилие при разрыве в режиме II измерить невозможно, то прочность связи ламината может быть измерена с помощью испытаний на растяжение (режим I) следующим образом.
Испытания на растяжение (режим I)
Метод испытаний на отслаивание при растяжении в режиме I с Т-конфигурацией выполняют при комнатной температуре (23°С±2°С). Материал для испытаний разрезают на куски по существу прямоугольной формы. Размеры образца выбирают для достижения требуемого растяжения при величине силы, нормальной для инструмента. Пригодные размеры образца составляют приблизительно 25,4 мм в ширину на приблизительно 100 мм в длину. Однако могут быть использованы более короткие образцы, если имеющийся материал не позволяет приготовить образцы длиной 100 мм. Длина образца определяется в направлении, перпендикулярном к оси растяжения. Пригодные инструменты, зажимы, поверхности зажимов, программное обеспечение для сбора данных, расчет, отчеты о результатах испытаний и определение процента деформации описаны в разделе метода испытания на растяжение (режим II) выше.
Динамометрический датчик выбирают так, чтобы измеряемые силы составляли от 10% до 90% от пределов измерения динамометрического датчика или используемого диапазона сил. Типично используется динамометрический датчик на 25 Н. Устанавливают крепления и зажимы. Инструмент калибруют в соответствии с инструкциями производителя. Расстояние между линиями прижимной силы (базовая длина образца, как описано в Испытаниях на растяжение - Режим II) равно 2,54 см, по результатам измерения стальной линейкой, закрепленной рядом с зажимами. Показания силы на инструменте устанавливают на нуль для учета массы креплений и зажимов. Образцы уравновешивают при 23°С±2°С в течение минимум одного часа перед испытаниями. Массу, длину и ширину образца измеряют перед подготовкой образца к испытаниям на отслаивание в Т-конфигурации и данные используют для расчета значения веса на единицу площади образца в граммах на квадратный метр (г/кв.м). Образцы (приблизительно 25,4 мм в ширину на приблизительно 100 мм в длину) готовят для испытаний на отслаивание в Т-конфигурации в соответствии со следующей процедурой: (1) Размечают образец с помощью ручки, проводя поперечную линию по ширине образца, равной 2,54 см, на расстоянии 2,54 см от конца образца. (2) Растягивают участок образца площадью 6,45 см2 от сделанной ручкой метки до конца образца с малыми приращениями для того, чтобы инициировать деламинирование волокнистого нетканого материала от пленки. (3) Закрепляют кусок липкой маскировочной ленты (Corporate Express, MFG# CEB1X60TN, производства фирмы Paperworks, Inc., вебсайт pwiinc.com, или эквивалентной), длиной 5,08 см и шириной 2,54 см, центрированно в поперечном направлении по ширине образца, равной 2,54 см, сверху на конце образца, который был подвергнут вытягиванию для инициации деламинирования. Прикладывают давление для связывания ленты с образцом. В случае биламината ленту помещают на поверхность пленки. В случае триламината ленту помещают на поверхности шириной 2,54 см, противоположной стороне, для которой требуется измерить прочность связи ламината. Эта лента будет удерживать участок пленки образца для испытаний на отслаивание с t-конфигурацией после завершения стадий 4 и 5. (4) Осторожно стягивают волокна с пленки с боку образца, на котором отсутствует лента, на участке площадью 6,45 см2 между сделанной ручкой меткой и концом образца. Для образцов с хорошей связью это можно осуществить путем осторожного вытирания образца резиновым ластиком в направлении приблизительно к сделанной ручкой отметке. (5) Осторожно отдирают нетканый материал от пленки до сделанной ручкой отметки. (6) Помещают второй кусок ленты, длиной 5,08 см и шириной 2,54 см, сверху по центру поперек волокнистого нетканого материала шириной 2,54 см, который был специально деламинирован от образца для получения участка нетканого материала образца для испытаний на отслаивание в Т-конфигурации. Для определения среднего результата испытаний используется минимум пять образцов. Для проведения испытаний на отслаивание в Т-конфигурации устанавливают образец в зажимы в Т-конфигурации таким образом, чтобы участок нетканого материала образца для испытаний на отслаивание в Т-конфигурации был установлен в верхний зажим и участок пленки образца для испытаний на отслаивание в Т-конфигурации был установлен в нижний зажим. Образец устанавливают в зажимы таким образом, чтобы слабина была минимальной и измеряемая сила равнялась менее примерно 0,02 Н. Ползун движется с постоянной скоростью, равной 30,5 см/мин, и образец расслаивается до полного разделения соответствующих материалов (нетканого волокнистого материала и пленки). Данные о силе и величине растяжения регистрируются во время испытаний на отслаивание с частотой 50 Гц. Максимальное значение силы (Н/см) за период, соответствующий первым 50 мм растяжения, считается усилием отслаивания в режиме I. Типичные значения усилия отслаивания в режиме I для хорошо связанного ламината, используемого в абсорбирующих изделиях по настоящему изобретению, составляют от примерно 1,0 Н/см до примерно 2,5 Н/см для неактивированных образцов и от примерно 0,5 Н/см до примерно 2,0 Н/см для активированных образцов.
Гистерезисные испытания с двумя циклами
Этот метод используется для определения свойств, которые могут коррелировать с усилиями, испытываемыми потребителем при использовании продукта, содержащего экструзионно-скрепляемый ламинат, и ощущения посадки продукта при его применении.
Бициклический гистерезисный метод испытаний выполняется при комнатной температуре (23°С±2°С). Материал для испытаний разрезают на куски по существу прямоугольной формы. Размеры образца выбирают для достижения требуемой деформации при силах, нормальных для инструмента. Пригодные размеры образца составляют приблизительно 25,4 мм в ширину на приблизительно 76,2 мм в длину. Однако могут быть использованы более короткие образцы, если имеющийся материал не позволяет изготовить образцы длиной 76,2 мм. Образец выбирают и устанавливают так, чтобы направление растяжения в методе испытаний было перпендикулярным ширине образца, чтобы он мог быть растянут до длины, равной по меньшей мере максимальному проценту относительной деформации при гистерезисных испытаниях. Пригодные инструменты, зажимы, поверхности зажимов, программное обеспечение для сбора данных, расчет и составление отчетов и определение процента деформации описаны в разделе метода испытаний на растяжение (режим II) выше.
Динамометрический датчик выбирают так, чтобы измеряемые усилия находились в интервале между 10% и 90% от предела измерений динамометрического датчика или используемого диапазона сил. Типично используется динамометрический датчик на 25 Н или 100 Н. Устанавливают крепления и зажимы. Инструмент калибруют в соответствии с инструкциями производителя. Расстояние между линией прижимной силы (базовая длина образца, как описано в испытаниях на растяжение - режим II) равно 2,54 см, при измерении стальной линейкой, закрепленной рядом с зажимами. Показания силы на инструменте устанавливают на нуль для учета массы креплений и зажимов. Образцы уравновешивают при 23°С±2°С в течение минимум одного часа перед испытаниями. Массу, длину и ширину образца измеряют перед испытаниями и используют для расчета значения веса на единицу площади образца в граммах на квадратный метр (г/кв.м). Для определения средних результатов испытаний используют минимум пять образцов. Образец устанавливают в зажимы таким образом, чтобы слабина была минимальной и измеряемое усилие составляло менее 0,02 Н. Первый этап бициклического гистерезисного метода испытаний представляет собой стадию калибровки измерительного прибора с помощью предварительного нагружения слабины силой в 5 грамм. Техническая относительная продольная деформация γtensile определена в разделе "Метод испытаний на растяжение" выше и, для этапа предварительной регулировки натяжения, L0 обозначает скорректированную базовую длину образца, L обозначает длину в вытянутом состоянии и γtensile имеет размерность процентов. Бициклические гистерезисные испытания выполняются со следующими этапами:
(1) Регулировка натяжения: Перемещают ползун со скоростью 13 мм/мин до достижения заданного нагружения слабины, равного 5 гс. Расстояние между линиями прижимной силы при слабине, предварительно нагруженной силой 5 гс, представляет собой скорректированную базовую длину образца.
(2) Перемещают ползун до достижения заданного процента относительной продольной деформации (т.е. относительная продольная деформация = 130%) при постоянной скорости ползуна, равной 254 мм/мин. Например, если скорректированная базовая длина образца по этапу 1 равна 26,00 мм, то образец растягивается до 59,80 мм и % относительной продольной деформации = ((59,80/26,00)-1)*100=130%.
(3) Выдерживают образец в течение 30 секунд при заданном проценте относительной продольной деформации (т.е. относительная продольная деформация = 130%).
(4) Уменьшают относительную продольную деформацию до 0% относительной продольной деформации (т.е. возвращают зажимы в положение скорректированной базовой длины образца) при постоянной скорости ползуна, равной 254 мм/мин.
(5) Выдерживают образец в течение 60 секунд при 0% относительной продольной деформации (этапы 1-5 составляют Цикл 1).
(6) Повторяют этапы 2-5 для выполнения второго цикла гистерезисных испытаний с двумя циклами.
Способ позволяет определить усилие нагрузки Цикла 1 при 100% относительной продольной деформации и 130% относительной продольной деформации (на этапе 2), усилие разгрузки Цикла 1 при 50% относительной продольной деформации и 30% относительной продольной деформации (на этапе 4), процент остаточной деформации и релаксацию под нагрузкой. Величины сил измеряются в Н/см, где в см измеряется ширина образца. Процент остаточной деформации определяется как процент относительной продольной деформации после начала второго цикла нагружения (на этапе 6), когда измерения проводят при усилии 7 грамм (нагрузка при определении процента остаточной деформации = 7 грамм). Релаксация под нагрузкой представляет собой уменьшение силы при выдерживании на этапе 3 и измеряется в процентах. Процент релаксации под нагрузкой рассчитывают по силам, измеренным при 130% относительной продольной деформации во время Цикла 1, и равен 100*[((начальное усилие при 130% относительной продольной деформации) - (усилие при 130% относительной продольной деформации после выдерживания в течение 30 секунд))/(начальное усилие при 130% относительной продольной деформации)].
Для разных размеров образца скорость ползуна регулируется для поддержания соответствующей скорости деформации на каждом участке испытаний. Например: скорость ползуна, равная 127 мм/мин, может быть использована на этапах 2, 4 и 6 для образца с базовой длиной образца, равной 12,7 мм, и скорость ползуна, равная 381 мм/мин, может быть использована на этапах 2, 4 и 6 для образца с базовой длиной образца 38,1 мм. Дополнительно, для образцов разной ширины, усилие предварительного нагружения слабины (5 грамм на ширину 2,54 см = 1,97 г/см) и усилие нагружения при измерении процента остаточной деформации (7 грамм на ширину 2,54 см = 2,76 г/см) должны регулироваться для разной ширины образцов. Метод гистерезисных испытаний с двумя циклами также может быть модифицирован в зависимости от ожидаемых свойств испытываемого материала. Например, если образец не может быть растянут до 130% относительной продольной деформации без разрушения, то образец растягивают до 100% относительной продольной деформации. Также если образец не может быть растянут до 100% относительной продольной деформации, то образец растягивают до 70% относительной продольной деформации. В последних двух случаях (удлинение до деформации 100% или 70%) релаксация под нагрузкой определяется при максимальном удлинении Цикла 1, как описано выше для удлинения, равного 130% относительной продольной деформации.
Остаточная деформация
См. гистерезисные испытания с двумя циклами в предыдущем разделе.
Все документы, упоминаемые в детальном описании изобретения, в релевантной части, включены в настоящее изобретение в качестве ссылок; упоминание любого документа не должно истолковываться как допущение того, что он является известным уровнем техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение термина в данном письменном документе противоречит любому значению или определению термина в документе, включенном в качестве ссылки, главенствующим должно считаться значение или определение, приведенное для термина в данном письменном документе.
Хотя были проиллюстрированы и описаны конкретные варианты исполнения настоящего изобретения, специалистам в данной области техники будет понятно, что различные другие изменения и модификации могут быть выполнены без выхода за пределы сущности и объема изобретения. Поэтому прилагаемая формула изобретения должна охватывать все такие изменения и модификации, входящие в объем настоящего изобретения.
Claims (6)
1. Абсорбирующее изделие, содержащее верхний слой, наружную оболочку и абсорбирующую сердцевину, расположенную между верхним слоем и наружной оболочкой, при этом наружная оболочка содержит экструзионно-скрепляемый ламинат, содержащий многослойную коэкструдированную эластомерную пленку, содержащую слой сердцевины, связующий слой и поверхностный слой, причем слой сердцевины расположен между связующим слоем и поверхностным слоем, нетканый материал, состоящий из волокон и/или нитей, выполненных из полипропилена, полиэтилена или их смесей, причем связующий слой неадгезивно соединен с нетканым материалом путем экструзионного нанесения покрытия, причем связующий слой и поверхностный слой выполнены путем экструдирования первым экструдером, а слой сердцевины выполнен путем одновременного коэкструдирования вторым экструдером таким образом, что связующий слой, поверхностный слой и слой сердцевины соединены вместе, и одновременного разматывания и соединения со связующим слоем нетканого материала, причем композиция связующего слоя имеет состав, идентичный составу поверхностного слоя и содержит этилен-пропиленовый сополимер с уровнем содержания этилена 10-97 мас.%, причем экструзионно скрепляемый ламинат активирован с помощью находящихся в зацеплении зубчатых колес или пластин, при этом наружная оболочка является эластичной до, по меньшей мере, примерно 50% относительной продольной деформации, при этом разность параметров растворимости нетканого материала и связующего слоя составляет от 0 до 1,49 МПа1/2, разность параметров растворимости связующего слоя и слоя сердцевины составляет 2,5 МПа1/2 или более, и при этом многослойная коэкструдированная эластомерная пленка характеризуется значением веса на единицу площади не превышающим примерно 40 г/м2.
2. Абсорбирующее изделие по п.1, отличающееся тем, что связующий слой и поверхностный слой характеризуются показателем сплавления от 10% до 20%.
3. Абсорбирующее изделие по п.1, отличающееся тем, что нетканый материал содержит бикомпонентные волокна, содержащие сердцевину и внешнюю оболочку волокна.
4. Абсорбирующее изделие по п.3, отличающееся тем, что внешняя оболочка бикомпонентного волокна содержит полиэтилен, а сердцевина бикомпонентного волокна содержит полипропилен.
5. Абсорбирующее изделие по п.1, отличающееся тем, что сердцевина эластомерной пленки выбрана из группы, состоящей из этиленового сополимера, имеющего показатель сплавления от 5% до 20%, пропиленового сополимера, имеющего показатель сплавления от 5% до 20%, и их комбинаций.
6. Абсорбирующее изделие по п.1, отличающееся тем, что указанная эластомерная пленка содержит, по меньшей мере, один эластомерный полимер на основе олефина, и, по меньшей мере, один вытянутый полимер, в котором указанная эластомерная пленка имеет остаточную деформацию не более чем 15% при измерении методом гистерезисных испытаний с двумя циклами при использовании 100% максимальной относительной продольной деформации.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US2310708P | 2008-01-24 | 2008-01-24 | |
| US61/023,107 | 2008-01-24 | ||
| PCT/US2009/031822 WO2009094530A1 (en) | 2008-01-24 | 2009-01-23 | Extrusion bonded laminates for absorbent articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010125313A RU2010125313A (ru) | 2012-03-20 |
| RU2474406C2 true RU2474406C2 (ru) | 2013-02-10 |
Family
ID=40551388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010125313/12A RU2474406C2 (ru) | 2008-01-24 | 2009-01-23 | Эсктрудированный многослойный материал для абсорбирующих изделий |
Country Status (28)
| Country | Link |
|---|---|
| US (2) | US9327477B2 (ru) |
| EP (3) | EP2234571B1 (ru) |
| JP (3) | JP5101708B2 (ru) |
| KR (1) | KR101606216B1 (ru) |
| CN (2) | CN101951863B (ru) |
| AR (1) | AR070247A1 (ru) |
| AU (2) | AU2009206346B2 (ru) |
| BR (2) | BRPI0906757A2 (ru) |
| CA (3) | CA2712781C (ru) |
| CL (1) | CL2009000140A1 (ru) |
| CO (1) | CO6290613A2 (ru) |
| CR (1) | CR11586A (ru) |
| EA (1) | EA021791B1 (ru) |
| ES (1) | ES2535926T3 (ru) |
| HK (1) | HK1149890A1 (ru) |
| HU (1) | HUE025040T2 (ru) |
| IL (1) | IL207101A0 (ru) |
| MA (1) | MA32077B1 (ru) |
| MX (2) | MX2010008067A (ru) |
| NI (1) | NI201000129A (ru) |
| NZ (1) | NZ586914A (ru) |
| PL (2) | PL2242465T3 (ru) |
| RU (1) | RU2474406C2 (ru) |
| SG (1) | SG187481A1 (ru) |
| SV (1) | SV2010003633A (ru) |
| TW (1) | TWI476102B (ru) |
| WO (2) | WO2009094506A1 (ru) |
| ZA (1) | ZA201005294B (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2630146C1 (ru) * | 2014-09-03 | 2017-09-05 | Кимберли-Кларк Ворлдвайд, Инк. | Многослойные эластичные слоистые материалы с повышенной прочностью и эластичностью и способы их получения |
Families Citing this family (113)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2416957B1 (en) * | 2009-04-08 | 2014-10-22 | The Procter and Gamble Company | Stretchable laminates of nonwoven web(s) and elastic film |
| CA2757877C (en) * | 2009-04-08 | 2013-08-06 | The Procter & Gamble Company | Stretchable laminates of nonwoven web(s) and elastic film |
| RU2011139492A (ru) * | 2009-04-08 | 2013-05-20 | Дзе Проктер Энд Гэмбл Компани | Растягивающиеся ламинаты из нетканого полотна (нетканых полотен) и эластичной плёнки |
| WO2010118220A1 (en) * | 2009-04-08 | 2010-10-14 | The Procter & Gamble Company | Stretchable laminates of nonwoven web(s) and elastic film |
| US20110020619A1 (en) * | 2009-07-23 | 2011-01-27 | Van Den Bossche Linda M | Polypropylene-Based Elastomer Coating Compositions |
| US20110178245A1 (en) * | 2010-01-15 | 2011-07-21 | Tredegar Film Products Corporation | Elastic Blends of High Density Polyethylene Polymers with Olefinic Block Copolymers |
| US8618350B2 (en) * | 2011-02-14 | 2013-12-31 | The Procter & Gamble Company | Absorbent articles with tear resistant film |
| CN103534310B (zh) | 2011-02-14 | 2016-09-07 | 可乐丽美国股份有限公司 | 适用于薄膜和片材的弹性体配方 |
| US8795809B2 (en) * | 2011-02-14 | 2014-08-05 | The Procter & Gamble Company | Tear resistant film |
| US8551896B2 (en) * | 2011-02-14 | 2013-10-08 | The Procter & Gamble Company | Tear resistant laminate |
| CN102744955A (zh) * | 2011-04-20 | 2012-10-24 | 汇良实业股份有限公司 | 弹性布及其无溶剂贴合制程 |
| WO2012163339A1 (de) * | 2011-06-03 | 2012-12-06 | Hogg, Hermann | Mehrlagige fassadenfolie |
| DK2720862T3 (en) | 2011-06-17 | 2016-09-19 | Fiberweb Inc | Vapor permeable, water impervious TOTAL MAJOR MULTI-LAYER ARTICLE |
| DK2723568T3 (en) | 2011-06-23 | 2017-10-23 | Fiberweb Llc | Vapor permeable, essentially all water impermeable, multilayer |
| WO2012178027A2 (en) | 2011-06-23 | 2012-12-27 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| US9765459B2 (en) | 2011-06-24 | 2017-09-19 | Fiberweb, Llc | Vapor-permeable, substantially water-impermeable multilayer article |
| JP5757566B2 (ja) * | 2011-07-26 | 2015-07-29 | リケンテクノス株式会社 | 発泡成形用熱可塑性エラストマー組成物 |
| KR102034326B1 (ko) * | 2012-05-10 | 2019-10-18 | 다우 글로벌 테크놀로지스 엘엘씨 | 개선된 기계적 특성 및 밀봉 특성을 갖는 폴리프로필렌-기재 필름 및 그의 제조 방법 |
| IN2014DN09766A (ru) | 2012-05-15 | 2015-08-07 | Procter & Gamble | |
| US20130334366A1 (en) * | 2012-06-14 | 2013-12-19 | The Boeing Company | Formation of a shaped fiber with simultaneous matrix application |
| US10272655B2 (en) | 2012-10-02 | 2019-04-30 | 3M Innovative Properties Company | Film with alternating stripes and strands and apparatus and method for making the same |
| US9944043B2 (en) | 2012-10-02 | 2018-04-17 | 3M Innovative Properties Company | Laminates and methods of making the same |
| EP2732963A1 (en) * | 2012-11-15 | 2014-05-21 | Dow Global Technologies LLC | Extrusion coated textile laminate with improved peel strength |
| EP3381956B1 (en) | 2012-11-21 | 2021-05-05 | Basf Se | Surface-postcrosslinked water-absorbent polymer particles |
| US20140248471A1 (en) | 2013-03-01 | 2014-09-04 | 3M Innovative Properties Company | Film with Layered Segments and Apparatus and Method for Making the Same |
| US20140255658A1 (en) * | 2013-03-11 | 2014-09-11 | Clopay Plastics Products Company, Inc. | Robust elastomeric materials |
| DE112014002255T5 (de) | 2013-05-03 | 2016-02-18 | The Procter & Gamble Company | Absorptionsartikel, die Stretch-Laminate umfassen |
| JP6169786B2 (ja) | 2013-05-03 | 2017-07-26 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| WO2014179429A1 (en) * | 2013-05-03 | 2014-11-06 | The Procter & Gamble Company | Absorbent articles comprising stretch laminates |
| JP6159880B2 (ja) * | 2013-05-03 | 2017-07-05 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| US10716712B2 (en) * | 2013-06-20 | 2020-07-21 | The Procter & Gamble Company | Absorbent articles with activation-friendly laminates |
| JP6321928B2 (ja) * | 2013-07-18 | 2018-05-09 | 日東電工株式会社 | 伸縮性積層体およびそれを含む物品 |
| JP6022422B2 (ja) * | 2013-07-23 | 2016-11-09 | ミネベア株式会社 | ゲル状潤滑剤、転がり軸受、ピボットアッシー軸受及びハードディスクドライブ |
| US20160206772A1 (en) | 2013-08-26 | 2016-07-21 | Basf Se | Fluid-Absorbent Article |
| US10695235B2 (en) * | 2013-11-27 | 2020-06-30 | Kimberly-Clark Worldwide, Inc. | Printed 3D-elastic laminates |
| US9358759B2 (en) | 2013-12-19 | 2016-06-07 | Kimberly-Clark Worldwide, Inc. | Multilayered elastic laminates with enhanced strength and elasticity and methods of making thereof |
| US9802392B2 (en) | 2014-03-31 | 2017-10-31 | Kimberly-Clark Worldwide, Inc. | Microtextured multilayered elastic laminates with enhanced strength and elasticity and methods of making thereof |
| US10213990B2 (en) | 2013-12-31 | 2019-02-26 | Kimberly-Clark Worldwide, Inc. | Methods to make stretchable elastic laminates |
| US9428638B2 (en) * | 2013-12-19 | 2016-08-30 | Kimberly-Clark Worldwide, Inc. | Strong polyolefin-based thermoplastic elastomeric films and methods of making |
| US10517778B2 (en) * | 2014-02-25 | 2019-12-31 | Tietex International Ltd. | Loop fastener material for diaper and related method |
| US9492332B2 (en) * | 2014-05-13 | 2016-11-15 | Clopay Plastic Products Company, Inc. | Breathable and microporous thin thermoplastic film |
| US9834667B2 (en) * | 2014-06-05 | 2017-12-05 | The Procter & Gamble Company | Elastomer composition comprising polyolefin elastomers |
| WO2015187304A1 (en) * | 2014-06-05 | 2015-12-10 | The Procter & Gamble Company | Elastomer composition comprising polyolefin elastomers |
| KR102309064B1 (ko) * | 2014-06-12 | 2021-10-08 | 다우 글로벌 테크놀로지스 엘엘씨 | 다층 필름 및 이로 제조된 물품 |
| EP3072685B1 (en) * | 2014-08-26 | 2024-04-10 | Nitto Denko Corporation | Stretchable laminate, and article including same |
| JP6429537B2 (ja) * | 2014-08-26 | 2018-11-28 | 日東電工株式会社 | 伸縮性積層体およびそれを含む物品 |
| JP6673653B2 (ja) * | 2014-08-26 | 2020-03-25 | 日東電工株式会社 | 伸縮性積層体およびそれを含む物品 |
| US10913234B2 (en) | 2014-08-29 | 2021-02-09 | Clopay Plastic Products Company, Inc. | Embossed matte and glossy plastic film and methods of making same |
| KR102488825B1 (ko) * | 2014-09-25 | 2023-01-17 | 다우 글로벌 테크놀로지스 엘엘씨 | 폴리올레핀계 탄성 필름 구조체, 라미네이트 및 이의 방법 |
| US20160167334A1 (en) * | 2014-11-06 | 2016-06-16 | The Procter & Gamble Company | Crimped Fiber Spunbond Nonwoven Webs/Laminates |
| JP2016097575A (ja) * | 2014-11-21 | 2016-05-30 | 東レ株式会社 | 凸部または凹部を有するフィルム |
| US20160168345A1 (en) * | 2014-12-12 | 2016-06-16 | Clopay Plastic Products Company, Inc. | Elastomeric compositions for blown-film extrusion |
| WO2016106059A1 (en) | 2014-12-24 | 2016-06-30 | 3M Innovative Properties Company | Polymeric netting with ribbons and strands, and methods of making the same |
| US10239295B2 (en) | 2015-01-09 | 2019-03-26 | Berry Film Products Company, Inc. | Elastomeric films having increased tear resistance |
| JP6468030B2 (ja) * | 2015-03-31 | 2019-02-13 | 三菱瓦斯化学株式会社 | 複合フィルムの製造方法および複合材料 |
| JP6726953B2 (ja) | 2015-04-15 | 2020-07-22 | 日東電工株式会社 | 伸縮性多孔質フィルムおよび物品 |
| EP3284775B1 (en) * | 2015-04-15 | 2022-03-02 | Nitto Denko Corporation | Stretchable film and product including same |
| US9994325B2 (en) * | 2015-05-26 | 2018-06-12 | Goodrich Corporation | Polyether urethane deicer boots |
| US9994326B2 (en) * | 2015-05-26 | 2018-06-12 | Goodrich Corporation | Deicer boots having elastomer fibers with aligned carbon allotrope materials |
| US10485711B2 (en) | 2015-06-30 | 2019-11-26 | The Procter & Gamble Company | Strand-based laminates in absorbent articles |
| KR20180030628A (ko) | 2015-07-10 | 2018-03-23 | 베리 플라스틱스 코포레이션 | 마이크로다공성 통기성 필름 및 마이크로다공성 통기성 필름의 제조 방법 |
| AR105371A1 (es) * | 2015-07-27 | 2017-09-27 | Dow Global Technologies Llc | Composiciones elásticas basadas en poliolefina, métodos para su fabricación y artículos que los comprenden |
| ITUB20153333A1 (it) * | 2015-09-01 | 2017-03-01 | Pantex Int S P A | Metodo per la realizzazione di un laminato elastico e prodotto laminato elastico |
| MX2018003857A (es) | 2015-09-30 | 2018-06-15 | Dow Global Technologies Llc | Estructuras laminadas a base de poliolefina con propiedades elasticas. |
| JP6650730B2 (ja) * | 2015-10-22 | 2020-02-19 | 日東電工株式会社 | 超小型固定用テープおよびそれを含む物品 |
| EP3370943A4 (en) | 2015-11-05 | 2019-05-01 | Berry Global, Inc. | POLYMERIC FILMS AND METHODS OF MAKING POLYMER FILMS |
| US11472085B2 (en) | 2016-02-17 | 2022-10-18 | Berry Plastics Corporation | Gas-permeable barrier film and method of making the gas-permeable barrier film |
| JP6889984B2 (ja) | 2016-03-15 | 2021-06-18 | 日東電工株式会社 | 伸縮性積層体およびそれを含む物品 |
| US10137674B2 (en) | 2016-04-18 | 2018-11-27 | The Procter & Gamble Company | Elastomeric laminate with activation thickness |
| US11311427B2 (en) | 2016-04-18 | 2022-04-26 | The Procter & Gamble Company | Elastomeric laminate with activation thickness |
| US10888635B2 (en) | 2016-06-16 | 2021-01-12 | The Procter & Gamble Company | Absorbent article having odor absorbing material |
| CN113599079B (zh) | 2016-08-12 | 2022-10-11 | 宝洁公司 | 弹性层合体及用于装配用于吸收制品的弹性层合体的方法 |
| CN117503488A (zh) | 2016-08-12 | 2024-02-06 | 宝洁公司 | 带有耳片部分的吸收制品 |
| JP6893974B2 (ja) | 2016-08-12 | 2021-06-23 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 耳部を有する吸収性物品 |
| TW201821494A (zh) * | 2016-11-09 | 2018-06-16 | 美商比瑞塑料有限公司 | 具有對網狀物斷裂的耐受性的預拉伸的有孔彈性膜 |
| CN109843242B (zh) | 2016-11-09 | 2021-07-06 | 宝洁公司 | 具有耳片部分的吸收制品阵列 |
| AR110303A1 (es) * | 2016-12-01 | 2019-03-13 | Dow Global Technologies Llc | Películas multicapa |
| WO2018169656A1 (en) * | 2017-03-14 | 2018-09-20 | Berry Film Products Company, Inc. | Elastomeric films having low tear propagation |
| CN110381901A (zh) * | 2017-03-27 | 2019-10-25 | 宝洁公司 | 具有卷曲纺粘纤维网的弹性体层合体 |
| MX2019011458A (es) | 2017-03-28 | 2019-11-01 | Essity Hygiene & Health Ab | Una coleccion de articulos absorbentes, especificos por genero, de tipo calzoncillo, desechables. |
| MX2019013656A (es) | 2017-05-17 | 2020-01-21 | Berry Global Inc | Metodo y aparato de laminacion de material no tejido elastico. |
| TWI649202B (zh) * | 2017-05-20 | 2019-02-01 | 衛普實業股份有限公司 | 彈性薄膜複合材料及其製造方法 |
| CN107095747A (zh) * | 2017-07-10 | 2017-08-29 | 爹地宝贝股份有限公司 | 具有弹性抛弃贴的纸尿裤 |
| JP2019018557A (ja) * | 2017-07-14 | 2019-02-07 | 積水フーラー株式会社 | 伸長性複合材料 |
| US10759136B2 (en) | 2017-08-01 | 2020-09-01 | Austyn Daniel Crites | Extruded and co-extruded high-altitude balloons and methods and apparatus for manufacture |
| CN111526988B (zh) * | 2017-09-05 | 2022-09-02 | 陶氏环球技术有限责任公司 | 雾度可逆的多层膜 |
| CN111201001B (zh) * | 2017-10-31 | 2022-09-02 | 宝洁公司 | 具有可延展耳片的吸收制品 |
| US11596562B2 (en) | 2017-10-31 | 2023-03-07 | The Procter & Gamble Company | Absorbent article with extensible ears |
| CN111727026B (zh) | 2018-03-20 | 2022-05-31 | 宝洁公司 | 吸收制品中的粘结图案 |
| EP4275667A3 (en) | 2018-03-27 | 2024-01-17 | The Procter & Gamble Company | Elastomeric laminate with soft noncrimped spunbond fiber webs |
| WO2020035878A1 (en) * | 2018-08-17 | 2020-02-20 | Garware Technical Fibres Ltd. | Coated/laminated lightweight, recyclable and inflatable fabric |
| EP3840708A1 (en) | 2018-08-21 | 2021-06-30 | The Procter & Gamble Company | Absorbent articles with components for a uniform appearance |
| WO2020042139A1 (en) * | 2018-08-31 | 2020-03-05 | Dow Global Technologies Llc | Polypropylene laminate sheet |
| US11584111B2 (en) | 2018-11-05 | 2023-02-21 | Windmoeller & Hoelscher Kg | Breathable thermoplastic film with reduced shrinkage |
| WO2020131747A1 (en) * | 2018-12-20 | 2020-06-25 | Kimberly-Clark Worldwide, Inc. | Patterning of an elastic laminate |
| WO2020212906A1 (en) * | 2019-04-17 | 2020-10-22 | Nitto Denko Corporation | Elastic laminate |
| JP2022529430A (ja) * | 2019-04-17 | 2022-06-22 | 日東電工株式会社 | 多層共押出フィルム及び該多層共押出フィルムを含む物品 |
| US20220212451A1 (en) * | 2019-04-26 | 2022-07-07 | Nitto Denko Corporation | Stretchable laminate and method for manufacturing same |
| CN113905698A (zh) * | 2019-05-15 | 2022-01-07 | 宝洁公司 | 一次性吸收制品 |
| US11944522B2 (en) | 2019-07-01 | 2024-04-02 | The Procter & Gamble Company | Absorbent article with ear portion |
| CN110421990A (zh) * | 2019-08-08 | 2019-11-08 | 保定帝鹏实业有限公司 | 一种高强度喷绘布 |
| US11793685B2 (en) | 2019-11-15 | 2023-10-24 | The Procter And Gamble Company | Absorbent article having fastening system |
| US11801168B2 (en) | 2019-11-15 | 2023-10-31 | The Procter And Gamble Company | Tape-type absorbent article with belt structure |
| WO2021163255A1 (en) | 2020-02-13 | 2021-08-19 | The Procter & Gamble Company | Absorbent article with fastening system |
| US20210251824A1 (en) | 2020-02-13 | 2021-08-19 | The Procter & Gamble Company | Absorbent article with fastening system |
| US11612524B2 (en) | 2020-02-19 | 2023-03-28 | Colormasters, LLC | Breathable diaper backsheet |
| US20210275364A1 (en) * | 2020-03-09 | 2021-09-09 | The Procter & Gamble Company | Elastomeric laminate with control layer and methods thereof |
| CN115666476A (zh) | 2020-06-09 | 2023-01-31 | 宝洁公司 | 具有粘结图案的制品 |
| US11864983B2 (en) | 2020-06-25 | 2024-01-09 | The Procter & Gamble Company | Absorbent article with elastic laminate |
| CN115142145B (zh) * | 2021-04-16 | 2023-07-07 | 江苏青昀新材料有限公司 | 一种改性聚合物的闪纺片材 |
| DE102021119678B4 (de) * | 2021-07-29 | 2023-09-07 | K. L. Kaschier- Und Laminier Gmbh | Elastisches Vliesstofflaminat mit nicht elastischen, parallel verlaufenden Längsrändern |
| US20230097347A1 (en) | 2021-09-30 | 2023-03-30 | The Procter & Gamble Company | Absorbent article with laminate bond pattern |
| US20230372164A1 (en) | 2022-05-20 | 2023-11-23 | The Procter & Gamble Company | Absorbent article with laminate bond pattern |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2586558A1 (fr) * | 1985-09-04 | 1987-03-06 | Beghin Say Sa | Change a ceinture |
| US20020052584A1 (en) * | 1999-06-29 | 2002-05-02 | Monica Forgar | Absorbent article provided with a belt |
| US20020193776A1 (en) * | 2001-05-16 | 2002-12-19 | Ingemar Fernfors | Absorbent article and method for its manufacture |
| WO2007146148A2 (en) * | 2006-06-07 | 2007-12-21 | The Procter & Gamble Company | Stretchable outer cover for an absorbent article |
Family Cites Families (204)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3914488A (en) * | 1973-09-24 | 1975-10-21 | Du Pont | Polyester filaments for fur-like fabrics |
| US4527990A (en) | 1982-09-30 | 1985-07-09 | Kimberly-Clark Corporation | Elasticized garment and method for its manufacture |
| JPH0639555B2 (ja) * | 1985-12-03 | 1994-05-25 | 三井石油化学工業株式会社 | 熱可塑性重合体組成物 |
| US4863779A (en) | 1986-03-24 | 1989-09-05 | Kimberly-Clark Corporation | Composite elastomeric material |
| US4929492A (en) | 1987-07-24 | 1990-05-29 | Minnesota Mining And Manufacturing Company | Stretchable insulating fabric |
| US4908263A (en) | 1988-05-13 | 1990-03-13 | Minnesota Mining And Manufacturing Company | Nonwoven thermal insulating stretch fabric |
| US5209801A (en) | 1988-09-19 | 1993-05-11 | Weyerhaeuser Company | Method of forming a disposable elastic structure |
| US5226992A (en) | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
| US4981747A (en) | 1988-09-23 | 1991-01-01 | Kimberly-Clark Corporation | Composite elastic material including a reversibly necked material |
| US5514470A (en) | 1988-09-23 | 1996-05-07 | Kimberly-Clark Corporation | Composite elastic necked-bonded material |
| US4965122A (en) | 1988-09-23 | 1990-10-23 | Kimberly-Clark Corporation | Reversibly necked material |
| US4935287A (en) | 1989-08-30 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Stretchable laminate constructions |
| US5075143A (en) | 1989-09-29 | 1991-12-24 | W. R. Grace & Co.-Conn. | High barrier implosion resistant films |
| US5501679A (en) | 1989-11-17 | 1996-03-26 | Minnesota Mining And Manufacturing Company | Elastomeric laminates with microtextured skin layers |
| US5116662A (en) | 1989-12-15 | 1992-05-26 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material |
| US5114781A (en) | 1989-12-15 | 1992-05-19 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material including a reversibly necked material |
| US5075142A (en) | 1990-02-20 | 1991-12-24 | E. I. Du Pont De Nemours And Company | Thermoformable composite sheet |
| US5344691A (en) | 1990-03-30 | 1994-09-06 | Minnesota Mining And Manufacturing Company | Spatially modified elastic laminates |
| US5429856A (en) | 1990-03-30 | 1995-07-04 | Minnesota Mining And Manufacturing Company | Composite materials and process |
| US5112690A (en) | 1990-11-01 | 1992-05-12 | Kimberly-Clark Corporation | Low hydrohead fibrous porous web with improved retentive wettability |
| JPH04185660A (ja) * | 1990-11-21 | 1992-07-02 | Tonen Chem Corp | エラストマーフィルム用樹脂組成物 |
| US6045921A (en) | 1991-02-07 | 2000-04-04 | Cadillac Products, Inc. | Shield for water and sound |
| US5409779A (en) | 1991-02-07 | 1995-04-25 | Cadillac Products, Inc. | Shield for water and sound |
| US6476289B1 (en) | 1991-02-28 | 2002-11-05 | The Procter & Gamble Company | Garment having elastomeric laminate |
| US5260123A (en) | 1991-06-28 | 1993-11-09 | Bridgestone Corporation | Block copolymers of polysiloxanes and copolymers of conjugated dienes and aromatic vinyl compounds, and multilayer structures containing same |
| US5302443A (en) | 1991-08-28 | 1994-04-12 | James River Corporation Of Virginia | Crimped fabric and process for preparing the same |
| US5238733A (en) | 1991-09-30 | 1993-08-24 | Minnesota Mining And Manufacturing Company | Stretchable nonwoven webs based on multi-layer blown microfibers |
| BR9207014A (pt) | 1991-11-11 | 1995-12-12 | Procter & Gamble | Artigo absorvente |
| US5308906A (en) | 1991-12-11 | 1994-05-03 | Kimberly-Clark Corporation | Extrudable elastomeric composition having controlled rate of degradation |
| US5393599A (en) | 1992-01-24 | 1995-02-28 | Fiberweb North America, Inc. | Composite nonwoven fabrics |
| DE69310406T2 (de) | 1992-02-13 | 1997-09-18 | Japan Absorbent Tech Inst | Zusammengesetzte elastische Bahn für Hygieneartikel, ihr Herstellungsverfahren und ihre Verwendung |
| NZ247178A (en) * | 1992-03-23 | 1995-07-26 | Viskase Corp | Biaxially oriented heat-shrinkable multilayer film having at least two outer layers each comprising an ethylene alpha-olefin plastomer/vldpe blend and a core layer of ethylene alpha-olefin copolymer |
| US5376430A (en) | 1992-06-19 | 1994-12-27 | Minnesota Mining And Manufacturing Company | Elastic film laminate |
| US5385755A (en) | 1992-10-23 | 1995-01-31 | Safelite Glass Corporation | Apparatus and methods for curing an adhesive promoter on a windshield |
| CA2101833A1 (en) | 1992-12-14 | 1994-06-15 | Kimberly-Clark Worldwide, Inc. | Stretchable meltblown fabric with barrier properties |
| DE4243012C2 (de) | 1992-12-18 | 1997-09-11 | Corovin Gmbh | Mehrschichtiges elastisches Flächengebilde sowie Verfahren zur Herstellung eines mehrschichtigen elastischen Flächengebildes |
| US5385972A (en) | 1992-12-28 | 1995-01-31 | Mitsubishi Petrochemical Co., Ltd. | Filler-containing resin composition and stretched films using same |
| US5332613A (en) | 1993-06-09 | 1994-07-26 | Kimberly-Clark Corporation | High performance elastomeric nonwoven fibrous webs |
| US5807368A (en) | 1993-06-14 | 1998-09-15 | Minnesota Mining And Manufacturing Company | Disposable garment formed from an elastic film laminate |
| US5422172A (en) | 1993-08-11 | 1995-06-06 | Clopay Plastic Products Company, Inc. | Elastic laminated sheet of an incrementally stretched nonwoven fibrous web and elastomeric film and method |
| CA2116081C (en) | 1993-12-17 | 2005-07-26 | Ann Louise Mccormack | Breathable, cloth-like film/nonwoven composite |
| US6313372B1 (en) | 1994-01-18 | 2001-11-06 | Paragon Trade Brands, Inc. | Stretch-activated elastic composite |
| CA2147523C (en) | 1994-04-29 | 2005-03-22 | Frank Paul Abuto | Slit elastic fibrous nonwoven laminates |
| US5529830A (en) | 1994-05-25 | 1996-06-25 | W. L. Gore & Associates, Inc. | Two-way stretchable fabric laminate and articles made from it |
| US5830555A (en) | 1994-06-15 | 1998-11-03 | International Paper Company | Thermally apertured nonwoven product and process for making same |
| US5851935A (en) | 1996-08-29 | 1998-12-22 | Bba Nonwovens Simpsonville, Inc. | Cross-directionally stretchable elastomeric fabric laminated by thermal spot bonding |
| US6548147B1 (en) | 1995-06-30 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Apparatus and process for producing a corrugated web and an absorbent article comprising a corrugated web |
| US5635290A (en) | 1994-07-18 | 1997-06-03 | Kimberly-Clark Corporation | Knit like nonwoven fabric composite |
| US5635275A (en) | 1994-08-05 | 1997-06-03 | Tredegar Industries, Inc. | Lamination of non-apertured three-dimensional films to apertured three-dimensional films and articles produced therefrom |
| US6436234B1 (en) | 1994-09-21 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Wet-resilient webs and disposable articles made therewith |
| IT1268105B1 (it) | 1994-10-07 | 1997-02-20 | P & G Spa | Struttura di copertura per un articolo assorbente. |
| US5921973A (en) | 1994-11-23 | 1999-07-13 | Bba Nonwoven Simpsonville, Inc. | Nonwoven fabric useful for preparing elastic composite fabrics |
| US5680653A (en) | 1994-12-02 | 1997-10-28 | Kimberly-Clark Worldwide, Inc. | Surgical gown cuff and method for making the same |
| TW330217B (en) | 1994-12-20 | 1998-04-21 | Kimberly Clark Co | Low gauge films and film/nonwoven laminates |
| US5540976A (en) | 1995-01-11 | 1996-07-30 | Kimberly-Clark Corporation | Nonwoven laminate with cross directional stretch |
| US6069097A (en) | 1995-01-12 | 2000-05-30 | Paragon Trade Brands, Inc. | Composite elastic material having multistage elongation characteristics and method of manufacturing the same |
| DE69637132T3 (de) | 1995-02-23 | 2012-10-31 | H.B. Fuller Company | Verfahren zur Herstellung einer kontinuierlichen Beschichtung aus thermoplastischem Material, und daraus hergestellte Gegenstände |
| US6120887A (en) | 1995-02-23 | 2000-09-19 | H. B. Fuller Licensing & Financing, Inc. | Disposable articles having a continuous thermoplastic coating comprising a metallocene polyolefin |
| US7078075B1 (en) | 1995-02-23 | 2006-07-18 | H.B. Fuller Licensing & Financing Inc. | Method for producing a continuous thermoplastic coating and articles constructed therefrom |
| US5652051A (en) | 1995-02-27 | 1997-07-29 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric from polymers containing particular types of copolymers and having an aesthetically pleasing hand |
| US5773374A (en) | 1995-04-24 | 1998-06-30 | Wood; Leigh E. | Composite materials and process |
| US5814390A (en) | 1995-06-30 | 1998-09-29 | Kimberly-Clark Worldwide, Inc. | Creased nonwoven web with stretch and recovery |
| US5733822A (en) | 1995-08-11 | 1998-03-31 | Fiberweb North America, Inc. | Composite nonwoven fabrics |
| JP3477283B2 (ja) * | 1995-09-01 | 2003-12-10 | 株式会社トクヤマ | ポリオレフィン系ラップストレッチフィルム |
| HU226870B1 (en) | 1995-10-23 | 2010-01-28 | Clopay Plastic Prod Co | Product, apparatus and process for strip lamination of a polymer film and nonwoven or woven webs |
| US5942080A (en) | 1995-10-23 | 1999-08-24 | Clopay Plastic Products Company, Inc. | Apparatus for strip lamination of a polymer film and non-woven webs |
| US5709921A (en) | 1995-11-13 | 1998-01-20 | Kimberly-Clark Worldwide, Inc. | Controlled hysteresis nonwoven laminates |
| US5795834A (en) | 1995-12-22 | 1998-08-18 | Minnesota Mining & Manufacturing Company | Adhesive tape and method of making |
| DE19604956C2 (de) | 1996-02-10 | 1999-03-25 | Corovin Gmbh | Verfahren zur Herstellung eines mehrlagigen elastischen Flächengebildes sowie mehrlagiges elastisches Flächengebilde |
| US5952252A (en) | 1996-02-20 | 1999-09-14 | Kimberly-Clark Worldwide, Inc. | Fully elastic nonwoven fabric laminate |
| US5695849A (en) | 1996-02-20 | 1997-12-09 | Kimberly-Clark Worldwide Inc. | Elastic, breathable, barrier fabric |
| JP3016361B2 (ja) | 1996-03-27 | 2000-03-06 | ユニチカ株式会社 | 一方向伸縮性不織布及びその製造方法 |
| SE510531C2 (sv) | 1996-05-02 | 1999-05-31 | Sca Hygiene Prod Ab | Hålgjort höljesskikt för att absorberande alster, samt sätt att framställa höljesskiktet |
| US5865823A (en) | 1996-11-06 | 1999-02-02 | The Procter & Gamble Company | Absorbent article having a breathable, fluid impervious backsheet |
| US7307031B2 (en) | 1997-05-29 | 2007-12-11 | The Procter & Gamble Company | Breathable composite sheet structure and absorbent articles utilizing same |
| US6677258B2 (en) | 1996-05-29 | 2004-01-13 | E. I. Du Pont De Nemours And Company | Breathable composite sheet structure and absorbent articles utilizing same |
| US5843057A (en) | 1996-07-15 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Film-nonwoven laminate containing an adhesively-reinforced stretch-thinned film |
| US5885908A (en) * | 1996-10-04 | 1999-03-23 | Minnesota Mining And Manufacturing Co. | Anisotropic elastic films |
| US5733628A (en) | 1996-10-10 | 1998-03-31 | Tredegar Industries, Inc. | Breathable elastic polymeric film laminates |
| US5853881A (en) | 1996-10-11 | 1998-12-29 | Kimberly-Clark Worldwide, Inc. | Elastic laminates with improved hysteresis |
| US5789065A (en) | 1996-10-11 | 1998-08-04 | Kimberly-Clark Worldwide, Inc. | Laminated fabric having cross-directional elasticity and method for producing same |
| US5910224A (en) | 1996-10-11 | 1999-06-08 | Kimberly-Clark Worldwide, Inc. | Method for forming an elastic necked-bonded material |
| JP3244441B2 (ja) | 1996-12-25 | 2002-01-07 | 大和紡績株式会社 | 複合弾性シート |
| US6001460A (en) | 1996-12-30 | 1999-12-14 | Kimberly-Clark Worldwide, Inc. | Elastic laminated fabric material and method of making same |
| US6464106B1 (en) | 1996-12-31 | 2002-10-15 | Lever Brothers Company, Division Of Conopco, Inc. | Stress crack resistant bottle |
| US7087287B2 (en) | 1997-02-21 | 2006-08-08 | The Procter & Gamble Company | Tear resistant porous extensible web |
| US6028017A (en) | 1997-03-20 | 2000-02-22 | The Moore Company | High stretch breathable nonwoven textile composite |
| US5851937A (en) | 1997-03-27 | 1998-12-22 | Clopay Plastic Products Company, Inc. | Cloth-like totally biodegradable and/or compostable composites and method of manufacture |
| US6383431B1 (en) | 1997-04-04 | 2002-05-07 | The Procter & Gamble Company | Method of modifying a nonwoven fibrous web for use as component of a disposable absorbent article |
| US5883028A (en) | 1997-05-30 | 1999-03-16 | Kimberly-Clark Worldwide, Inc. | Breathable elastic film/nonwoven laminate |
| US6436080B1 (en) | 1997-08-05 | 2002-08-20 | The Procter & Gamble Company | Anatomically shaped disposable absorbent article with high lobe resiliency |
| US6045900A (en) | 1997-09-15 | 2000-04-04 | Kimberly-Clark Worldwide, Inc. | Breathable filled film laminate |
| US6909028B1 (en) | 1997-09-15 | 2005-06-21 | Kimberly-Clark Worldwide, Inc. | Stable breathable elastic garments |
| US6238767B1 (en) | 1997-09-15 | 2001-05-29 | Kimberly-Clark Worldwide, Inc. | Laminate having improved barrier properties |
| US6096668A (en) | 1997-09-15 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Elastic film laminates |
| US6197404B1 (en) | 1997-10-31 | 2001-03-06 | Kimberly-Clark Worldwide, Inc. | Creped nonwoven materials |
| DE19753266B4 (de) | 1997-12-01 | 2010-10-07 | H.B. Fuller Licensing & Financing, Inc., St. Paul | Verfahren zum Verbinden luftundurchlässiger Materialien |
| US5938648A (en) | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| US6245401B1 (en) | 1999-03-12 | 2001-06-12 | Kimberly-Clark Worldwide, Inc. | Segmented conformable breathable films |
| US6159584A (en) | 1998-03-27 | 2000-12-12 | 3M Innovative Properties Company | Elastic tab laminate |
| US6506695B2 (en) | 1998-04-21 | 2003-01-14 | Rheinische Kunststoffewerke Gmbh | Breathable composite and method therefor |
| US6316688B1 (en) | 1998-04-27 | 2001-11-13 | The Procter & Gamble Company | Sanitary napkin comprising three dimensionally shaped tube of absorbent material |
| US6093496A (en) | 1998-05-12 | 2000-07-25 | Huntsman Petrochemical Corporation | Polyolefin containing polyetheramine modified functionalized polyolefin |
| US7300426B2 (en) | 1998-05-15 | 2007-11-27 | Kimberly-Clark Worldwide, Inc. | Adjustable scroll absorbent article and method |
| JPH11320780A (ja) * | 1998-05-20 | 1999-11-24 | Dainippon Ink & Chem Inc | 多層フィルム及びそれを用いた粘着テープ |
| WO2000020200A1 (en) | 1998-10-02 | 2000-04-13 | 3M Innovative Properties Company | Laminated elastic composites |
| US6551436B1 (en) | 1998-10-16 | 2003-04-22 | The Procter & Gamble Company | Method for forming an apertured web |
| US6953510B1 (en) | 1998-10-16 | 2005-10-11 | Tredegar Film Products Corporation | Method of making microporous breathable film |
| US20010008675A1 (en) | 1998-11-06 | 2001-07-19 | Meece Barry Dewayne | Unidirectionally cold stretched nonwoven webs of multipolymer fibers for stretch fabrics and disposable absorbent articles containing them |
| US6475600B1 (en) | 1998-12-23 | 2002-11-05 | Kimberly-Clark Worldwide, Inc. | Composite material having stretch and recovery including a layer of an elastic material and a transversely extensible and retractable necked laminate of non-elastic sheet layers |
| US6855424B1 (en) | 1998-12-28 | 2005-02-15 | Kinberly-Clark Worldwide, Inc. | Breathable composite elastic material having a cellular elastomeric film layer and method of making same |
| US6475932B1 (en) | 1999-01-29 | 2002-11-05 | Ato Findley, Inc. | High strength through-bonding technique for elastomeric laminates |
| US6680265B1 (en) | 1999-02-22 | 2004-01-20 | Kimberly-Clark Worldwide, Inc. | Laminates of elastomeric and non-elastomeric polyolefin blend materials |
| US6387471B1 (en) | 1999-03-31 | 2002-05-14 | Kimberly-Clark Worldwide, Inc. | Creep resistant composite elastic material with improved aesthetics, dimensional stability and inherent latency and method of producing same |
| US6547915B2 (en) | 1999-04-15 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Creep resistant composite elastic material with improved aesthetics, dimensional stability and inherent latency and method of producing same |
| US6500563B1 (en) * | 1999-05-13 | 2002-12-31 | Exxonmobil Chemical Patents Inc. | Elastic films including crystalline polymer and crystallizable polymers of propylene |
| US6626879B1 (en) | 1999-05-17 | 2003-09-30 | The Procter & Gamble Company | Disposable absorbent article having article retention zones |
| US6410465B1 (en) * | 1999-06-02 | 2002-06-25 | E. I. Du Pont De Nemours And Company | Composite sheet material |
| US6682514B1 (en) | 1999-06-30 | 2004-01-27 | Kimberly-Clark Worldwide Inc. | Efficient zoned elastic laminate |
| US6461457B1 (en) | 1999-06-30 | 2002-10-08 | Kimberly-Clark Worldwide, Inc. | Dimensionally stable, breathable, stretch-thinned, elastic films |
| US6465073B1 (en) | 1999-06-30 | 2002-10-15 | Kimberly-Clark Worldwide, Inc. | Variable stretch material and process to make it |
| JP3794903B2 (ja) | 1999-07-12 | 2006-07-12 | ユニ・チャーム株式会社 | 弾性伸縮性複合シート |
| US6726983B2 (en) | 1999-08-06 | 2004-04-27 | Polymer Group | Thermocalendered non-woven elastic laminate |
| US7625829B1 (en) | 1999-08-30 | 2009-12-01 | Tredegar Film Products Corporation | Tear resistant elastic laminate and method of forming |
| HU225724B1 (en) | 1999-09-14 | 2007-07-30 | Clopay Plastic Prod Co | High speed method of making plastic film and nonwoven laminates |
| ES2252059T3 (es) | 1999-09-17 | 2006-05-16 | THE PROCTER & GAMBLE COMPANY | Materiales elastomericos de baja relajacion de tensiones. |
| US6306234B1 (en) | 1999-10-01 | 2001-10-23 | Polymer Group Inc. | Nonwoven fabric exhibiting cross-direction extensibility and recovery |
| US6479154B1 (en) | 1999-11-01 | 2002-11-12 | Kimberly-Clark Worldwide, Inc. | Coextruded, elastomeric breathable films, process for making same and articles made therefrom |
| US6794024B1 (en) | 1999-11-01 | 2004-09-21 | Kimberly-Clark Worldwide, Inc. | Styrenic block copolymer breathable elastomeric films |
| ATE541543T1 (de) | 1999-12-21 | 2012-02-15 | Procter & Gamble | Mehrschichtige bahn, die eine mit öffnungen versehene schicht umfasst, und verfahren zu deren herstellung |
| US6830800B2 (en) | 1999-12-21 | 2004-12-14 | The Procter & Gamble Company | Elastic laminate web |
| JP3658303B2 (ja) | 2000-09-01 | 2005-06-08 | ユニ・チャーム株式会社 | 弾性伸縮性複合シートおよびその製造方法 |
| US6472084B1 (en) | 2000-02-15 | 2002-10-29 | Tredegar Film Products Corporation | Tear-resistant low set elastic film and method of making |
| JP3768769B2 (ja) | 2000-03-30 | 2006-04-19 | ユニ・チャーム株式会社 | 弾性伸縮性複合シートおよびその製造方法 |
| US6537930B1 (en) | 2000-05-18 | 2003-03-25 | Tredegar Film Products Corporation | Three-dimensional highly elastic film/non-woven composite |
| US6713159B1 (en) | 2000-08-30 | 2004-03-30 | Kimberly-Clark Worldwide, Inc. | Tear-resistant bond pattern |
| US6627564B1 (en) | 2000-08-31 | 2003-09-30 | Kimberly-Clark Worldwide, Inc. | Composite elastic in one direction and extensible in another direction |
| US6969378B1 (en) | 2000-10-27 | 2005-11-29 | Kimberly-Clark Worldwide, Inc. | Biaxial stretch garment |
| US6914018B1 (en) | 2000-10-27 | 2005-07-05 | Kimberly-Clark Worldwide, Inc. | Biaxial stretch, breathable laminate with cloth-like aesthetics and method for making same |
| US6982231B1 (en) | 2000-10-27 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Elastomeric, breathable laminate with enhanced breathability upon extension |
| US6605552B2 (en) | 2000-12-01 | 2003-08-12 | Kimberly-Clark Worldwide, Inc. | Superabsorbent composites with stretch |
| US6582810B2 (en) | 2000-12-22 | 2003-06-24 | Kimberly-Clark Worldwide, Inc. | One-step method of producing an elastic, breathable film structure |
| US6623837B2 (en) | 2000-12-27 | 2003-09-23 | Kimberly-Clark Worldwide, Inc. | Biaxially extendible material |
| WO2002070250A1 (en) | 2001-03-02 | 2002-09-12 | Polymer Group Inc. | Stretchable laminate |
| GB2373256B (en) * | 2001-03-14 | 2005-03-30 | Du Pont | Fabrics comprising melt spun yarns having high lustre |
| US6972010B2 (en) | 2001-04-17 | 2005-12-06 | The Procter & Gamble Company | Absorbent article comprising an agent able to convey a perception to the wearer, without the need to create the external condition perceived |
| US6733484B2 (en) | 2001-05-14 | 2004-05-11 | Kimberly-Clark Worldwide, Inc. | Expandable absorbent garment |
| US7118639B2 (en) | 2001-05-31 | 2006-10-10 | Kimberly-Clark Worldwide, Inc. | Structured material having apertures and method of producing the same |
| US6852392B2 (en) | 2001-06-12 | 2005-02-08 | Teijin Limited | Porous sheet, fiber composite sheet and processes for the production thereof |
| TW552196B (en) | 2001-07-20 | 2003-09-11 | Clopay Corp | Laminated sheet and method of making same |
| US6855223B2 (en) | 2001-11-14 | 2005-02-15 | The Procter & Gamble Company | Method of manufacturing an elasticized composite material |
| AU2002346641A1 (en) | 2001-12-03 | 2003-06-17 | Tredegar Film Products Corporation | Apertured non-woven composites and method for making |
| US7204907B2 (en) | 2002-12-02 | 2007-04-17 | Tredegar Film Products Corporation | Absorbent device using an apertured nonwoven as an acquisition distribution layer |
| DE10161276B4 (de) | 2001-12-14 | 2004-09-09 | Nordenia Deutschland Gronau Gmbh | Elastisches Folienlaminat aus drei verbundenen Kunstoff-Folien |
| US6682512B2 (en) | 2001-12-18 | 2004-01-27 | Kimberly-Clark Worldwide, Inc. | Continuous biaxially stretchable absorbent with low tension |
| US6939334B2 (en) | 2001-12-19 | 2005-09-06 | Kimberly-Clark Worldwide, Inc. | Three dimensional profiling of an elastic hot melt pressure sensitive adhesive to provide areas of differential tension |
| US6843872B2 (en) | 2001-12-28 | 2005-01-18 | Kimberly-Clark Worldwide, Inc. | Neck bonded and stretch bonded laminates with perforated nonwovens and method of making |
| US6902796B2 (en) | 2001-12-28 | 2005-06-07 | Kimberly-Clark Worldwide, Inc. | Elastic strand bonded laminate |
| US7078089B2 (en) | 2001-12-28 | 2006-07-18 | Kimberly-Clark Worldwide, Inc. | Low-cost elastic laminate material |
| DE10202333B4 (de) | 2002-01-23 | 2006-04-06 | Nordenia Deutschland Gronau Gmbh | Verfahren zur Herstellung einer elastischen, luftdurchlässigen Verbundfolie |
| TWI227196B (en) | 2002-02-22 | 2005-02-01 | Clopay Plastic Prod Co | Film, laminated sheet and methods of making same |
| DE10210415C1 (de) | 2002-03-09 | 2003-09-25 | Nordenia Deutschland Gronau | Verfahren zur Herstellung einer luftdurchlässigen Verbundfolie mit textiler Oberfläche, die elastische und nichtelastische Bereiche aufweist |
| US7674733B2 (en) * | 2002-03-22 | 2010-03-09 | Clopay Plastic Products Company, Inc. | Breathable and elastic composite materials and methods |
| US7014631B2 (en) | 2002-04-12 | 2006-03-21 | 3M Innovative Properties Company | Elastic closure tab |
| US7015155B2 (en) | 2002-07-02 | 2006-03-21 | Kimberly-Clark Worldwide, Inc. | Elastomeric adhesive |
| US6978486B2 (en) | 2002-07-02 | 2005-12-27 | Kimberly-Clark Worldwide, Inc. | Garment including an elastomeric composite laminate |
| US7316840B2 (en) | 2002-07-02 | 2008-01-08 | Kimberly-Clark Worldwide, Inc. | Strand-reinforced composite material |
| US7335273B2 (en) | 2002-12-26 | 2008-02-26 | Kimberly-Clark Worldwide, Inc. | Method of making strand-reinforced elastomeric composites |
| US7316842B2 (en) | 2002-07-02 | 2008-01-08 | Kimberly-Clark Worldwide, Inc. | High-viscosity elastomeric adhesive composition |
| JP2004050621A (ja) * | 2002-07-19 | 2004-02-19 | Chisso Corp | 複合フィルム及びそれを用いた吸収性物品 |
| US7355091B2 (en) | 2002-09-18 | 2008-04-08 | Kimberly-Clark Worldwide, Inc. | Elastomeric nonwoven with attached superabsorbent polymer |
| US7338625B2 (en) | 2002-09-18 | 2008-03-04 | Kimberly-Clark Worldwide, Inc. | Methods of restoring elasticity after stiffening treatments |
| CN100585048C (zh) | 2002-10-24 | 2010-01-27 | 陶氏环球技术公司 | 弹性体的多组分纤维、无纺网状结构和无纺织物 |
| US7303642B2 (en) | 2002-11-12 | 2007-12-04 | Kimberly-Clark Worldwide, Inc. | Methods of making responsive film with corrugated microlayers having improved properties |
| US7024939B2 (en) | 2002-11-27 | 2006-04-11 | The Procter & Gamble Company | Method and apparatus for the variable speed ring rolling simulation of substrates |
| US6938309B2 (en) | 2002-12-13 | 2005-09-06 | 3M Innovative Properties Company | Zoned stretching of a web |
| US7320948B2 (en) | 2002-12-20 | 2008-01-22 | Kimberly-Clark Worldwide, Inc. | Extensible laminate having improved stretch properties and method for making same |
| TWI231269B (en) | 2002-12-20 | 2005-04-21 | Procter & Gamble | Tufted laminate web |
| US7329621B2 (en) | 2002-12-26 | 2008-02-12 | Kimberly-Clark Worldwide, Inc. | Stretchable film laminates and methods and apparatus for making stretchable film laminates |
| US7476447B2 (en) * | 2002-12-31 | 2009-01-13 | Kimberly-Clark Worldwide, Inc. | Elastomeric materials |
| US6916750B2 (en) | 2003-03-24 | 2005-07-12 | Kimberly-Clark Worldwide, Inc. | High performance elastic laminates made from high molecular weight styrenic tetrablock copolymer |
| US6964720B2 (en) | 2003-03-26 | 2005-11-15 | The Procter & Gamble Company | Elastomeric nonwoven laminates and process for producing same |
| US7204899B2 (en) | 2003-04-30 | 2007-04-17 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for mechanically bonding and cutting an article |
| US6960375B2 (en) | 2003-05-27 | 2005-11-01 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Bottle containing recycled polymers |
| US7220478B2 (en) | 2003-08-22 | 2007-05-22 | Kimberly-Clark Worldwide, Inc. | Microporous breathable elastic films, methods of making same, and limited use or disposable product applications |
| US7326751B2 (en) | 2003-12-01 | 2008-02-05 | Kimberly-Clark Worlwide, Inc. | Method of thermally processing elastomeric compositions and elastomeric compositions with improved processability |
| US7198742B2 (en) | 2003-12-30 | 2007-04-03 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for deforming sheet material |
| US7247675B2 (en) | 2003-12-30 | 2007-07-24 | Kimberly-Clark Worldwide, Inc. | Elastomer compositions and method of making them |
| US7087285B2 (en) | 2004-03-02 | 2006-08-08 | Dzs, Llc | Elastic stitched composite fabric using inextensible yarns |
| US8182456B2 (en) | 2004-03-29 | 2012-05-22 | The Procter & Gamble Company | Disposable absorbent articles with components having both plastic and elastic properties |
| KR100855245B1 (ko) * | 2004-04-19 | 2008-09-01 | 미쓰이 가가쿠 가부시키가이샤 | 폴리프로필렌 수지 조성물 및 그 조성물로 이루어진 성형체 |
| DE102004029132A1 (de) | 2004-06-17 | 2005-12-29 | Basf Ag | Blends aus Styrol-Butadien-Blockcopolymeren und Polyolefinen für transparente, elastische Folien |
| ATE526925T1 (de) | 2004-06-29 | 2011-10-15 | Avery Dennison Corp | Vlies-elastomerlaminat mit verbesserter bindung zwischen elastomer und vliesstoff |
| DE102004035396A1 (de) * | 2004-07-21 | 2006-03-16 | Nordenia Deutschland Gronau Gmbh | Elastisches Laminat |
| US20060199457A1 (en) * | 2005-03-01 | 2006-09-07 | Kimberly-Clark Worldwide, Inc. | Cloth-like biaxial stretch nonwoven |
| US7910658B2 (en) * | 2005-03-17 | 2011-03-22 | Dow Global Technologies Llc | Compositions of ethylene/α-olefin multi-block interpolymer for elastic films and laminates |
| TW200706370A (en) | 2005-03-24 | 2007-02-16 | Clopay Plastic Prod Co | Methods of manufacturing multilayer elastomeric laminates, and laminates |
| MX2007014151A (es) | 2005-05-12 | 2008-02-07 | Clopay Plastic Prod Co | Peliculas elastomericas con revestimientos fragiles sin bloqueo. |
| US20070003764A1 (en) | 2005-06-02 | 2007-01-04 | Iyad Muslet | Surface treating elastomeric films with coatings to prevent roll blocking |
| EP1913084B1 (en) | 2005-06-20 | 2011-06-08 | Pliant, LLC | Low cost multilayer elastomeric films having a low permanent set |
| KR100996071B1 (ko) * | 2006-05-31 | 2010-11-22 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 그 제조 방법 |
| US9072633B2 (en) | 2006-06-07 | 2015-07-07 | The Procter & Gamble Company | Biaxially stretchable outer cover for an absorbent article |
| EP1900512A1 (en) * | 2006-09-15 | 2008-03-19 | 3M Innovative Properties Company | An activatable zero strain composite laminate |
| TWI411532B (zh) | 2007-01-25 | 2013-10-11 | Clopay Plastic Prod Co | 不需機械活化之彈性積層材料 |
-
2009
- 2009-01-23 BR BRPI0906757-4A patent/BRPI0906757A2/pt not_active IP Right Cessation
- 2009-01-23 NZ NZ586914A patent/NZ586914A/en not_active IP Right Cessation
- 2009-01-23 MX MX2010008067A patent/MX2010008067A/es active IP Right Grant
- 2009-01-23 WO PCT/US2009/031779 patent/WO2009094506A1/en active Application Filing
- 2009-01-23 JP JP2010544437A patent/JP5101708B2/ja not_active Expired - Fee Related
- 2009-01-23 KR KR1020107018507A patent/KR101606216B1/ko active IP Right Grant
- 2009-01-23 CN CN200980103098.0A patent/CN101951863B/zh not_active Expired - Fee Related
- 2009-01-23 CL CL2009000140A patent/CL2009000140A1/es unknown
- 2009-01-23 MX MX2010007861A patent/MX2010007861A/es unknown
- 2009-01-23 RU RU2010125313/12A patent/RU2474406C2/ru not_active IP Right Cessation
- 2009-01-23 AR ARP090100219A patent/AR070247A1/es active IP Right Grant
- 2009-01-23 CA CA2712781A patent/CA2712781C/en not_active Expired - Fee Related
- 2009-01-23 EP EP09704574.4A patent/EP2234571B1/en active Active
- 2009-01-23 SG SG2013003405A patent/SG187481A1/en unknown
- 2009-01-23 CA CA2813544A patent/CA2813544A1/en not_active Abandoned
- 2009-01-23 EP EP09703318.7A patent/EP2242465B1/en not_active Revoked
- 2009-01-23 HU HUE13155905A patent/HUE025040T2/en unknown
- 2009-01-23 US US12/358,533 patent/US9327477B2/en active Active
- 2009-01-23 JP JP2010544430A patent/JP5674475B2/ja active Active
- 2009-01-23 WO PCT/US2009/031822 patent/WO2009094530A1/en active Application Filing
- 2009-01-23 EA EA201070879A patent/EA021791B1/ru not_active IP Right Cessation
- 2009-01-23 TW TW098103103A patent/TWI476102B/zh not_active IP Right Cessation
- 2009-01-23 BR BRPI0906420A patent/BRPI0906420B8/pt active IP Right Grant
- 2009-01-23 ES ES13155905.6T patent/ES2535926T3/es active Active
- 2009-01-23 PL PL09703318T patent/PL2242465T3/pl unknown
- 2009-01-23 AU AU2009206346A patent/AU2009206346B2/en active Active
- 2009-01-23 AU AU2009206370A patent/AU2009206370B2/en not_active Ceased
- 2009-01-23 PL PL13155905T patent/PL2612638T3/pl unknown
- 2009-01-23 CN CN200980109541.5A patent/CN101977577B/zh active Active
- 2009-01-23 CA CA2712517A patent/CA2712517C/en active Active
- 2009-01-23 EP EP13155905.6A patent/EP2612638B1/en active Active
-
2010
- 2010-07-20 IL IL207101A patent/IL207101A0/en unknown
- 2010-07-22 SV SV2010003633A patent/SV2010003633A/es not_active Application Discontinuation
- 2010-07-23 ZA ZA2010/05294A patent/ZA201005294B/en unknown
- 2010-07-23 CR CR11586A patent/CR11586A/es not_active Application Discontinuation
- 2010-07-23 NI NI201000129A patent/NI201000129A/es unknown
- 2010-08-13 MA MA33083A patent/MA32077B1/fr unknown
- 2010-08-24 CO CO10104125A patent/CO6290613A2/es active IP Right Grant
-
2011
- 2011-04-27 HK HK11104174.7A patent/HK1149890A1/xx not_active IP Right Cessation
-
2013
- 2013-08-05 JP JP2013162188A patent/JP5739490B2/ja active Active
-
2014
- 2014-04-17 US US14/255,374 patent/US9669606B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2586558A1 (fr) * | 1985-09-04 | 1987-03-06 | Beghin Say Sa | Change a ceinture |
| US20020052584A1 (en) * | 1999-06-29 | 2002-05-02 | Monica Forgar | Absorbent article provided with a belt |
| US20020193776A1 (en) * | 2001-05-16 | 2002-12-19 | Ingemar Fernfors | Absorbent article and method for its manufacture |
| WO2007146148A2 (en) * | 2006-06-07 | 2007-12-21 | The Procter & Gamble Company | Stretchable outer cover for an absorbent article |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2630146C1 (ru) * | 2014-09-03 | 2017-09-05 | Кимберли-Кларк Ворлдвайд, Инк. | Многослойные эластичные слоистые материалы с повышенной прочностью и эластичностью и способы их получения |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2474406C2 (ru) | Эсктрудированный многослойный материал для абсорбирующих изделий | |
| US10500107B2 (en) | Extrusion bonded laminates for absorbent articles | |
| US9895275B2 (en) | Extrusion bonded laminates for absorbent articles | |
| US20180311398A1 (en) | Absorbent articles with multilayer laminates | |
| US11179278B2 (en) | Absorbent articles comprising stretch laminates | |
| US20070298262A1 (en) | Elastic film exhibiting low tensile force properties in the machine direction | |
| AU2009338132B2 (en) | Extrusion bonded laminates for absorbent articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140124 |