RU2329345C2 - Способ крепирования посредством ткани для изготовления абсорбирующей бумаги - Google Patents
Способ крепирования посредством ткани для изготовления абсорбирующей бумаги Download PDFInfo
- Publication number
- RU2329345C2 RU2329345C2 RU2005113241/12A RU2005113241A RU2329345C2 RU 2329345 C2 RU2329345 C2 RU 2329345C2 RU 2005113241/12 A RU2005113241/12 A RU 2005113241/12A RU 2005113241 A RU2005113241 A RU 2005113241A RU 2329345 C2 RU2329345 C2 RU 2329345C2
- Authority
- RU
- Russia
- Prior art keywords
- web
- creping
- paper
- conveyor belt
- fiber
- Prior art date
Links
Images


















































Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/18—Reinforcing agents
- D21H21/20—Wet strength agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24446—Wrinkled, creased, crinkled or creped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24446—Wrinkled, creased, crinkled or creped
- Y10T428/24455—Paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
Abstract
Изобретение относится к бумажной промышленности, а именно к способу изготовления крепированной абсорбирующей целлюлозной бумаги. Способ включает: обезвоживание с уплотнением исходного полотна, которое обладает хаотическим распределение волокна, укладку полотна на преобразующую передаточную поверхность, перемещаемую с первой скоростью, крепирование под давлением полотна посредством транспортерной ленты при концентрации массы полотна, составляющей около 30-60%, с использованием рисунчатой крепирующей транспортерной ленты, причем ленту перемещают со второй скоростью, меньшей скорости передаточной поверхности. Условия крепирования выбирают так, чтобы полотно подвергалось крепированию и перераспределялось на крепирующей транспортерной ленте для образовния полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы. В предпочтительных вариантах исполнения полотно после этого подают, обеспечивая его приклеивание, в сушильную машину «Янки», используя связующее, с помощью которого обеспечивают высокую скорость передачи полотна. Изобретение относится также к полотну из целлюлозного волокна, абсорбирующей бумаге и способам изготовления однослойной и многослойной тонкой бумаги. Обеспечивается улучшение абсорбирующей способности, объемности и относительного удлинения полотна при сохранении высокой скорости обработки. 13 н. и 137 з.п. ф-лы, 55 ил., 11 табл.
Description
Текст описания приведен в факсимильном виде.


































































































































Claims (150)
1. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
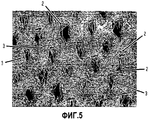
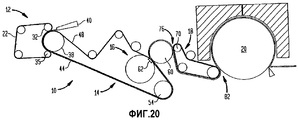
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и
d) сушку полотна.
2. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 20%.
3. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 40%.
4. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 60%.
5. Способ по п.1, выполняемый при степени крепирования посредством транспортерной ленты, составляющей по меньшей мере около 80%.
6. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 5-20%.
7. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 5-10%.
8. Способ по п.1, в котором полотно обладает относительным удлинением в поперечном направлении, составляющим около 6-8%.
9. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 15%.
10. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.
11. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 55%.
12. Способ по п.1, в котором полотно обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 75%.
13. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1.
14. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 0,5-0,9.
15. Способ по п.1, в котором полотно обладает отношением значений прочности на разрыв в продольном и поперечном направлениях, составляющим около 0,6-0,8.
16. Способ по п.1, в котором полотно крепируют посредством транспортерной ленты при его концентрации массы около 35-55%.
17. Способ по п.1, в котором полотно крепируют посредством транспортерной ленты при его концентрации массы около 40-50%.
18. Способ по п.1, в котором давление в крепирующей зоне контакта составляет 7,14-14,28 кг/лин.см (40-80 фунт/лин.дюйм).
19. Способ по п.1, в котором давление в крепирующей зоне контакта составляет 8,93-12,50 кг/лин.см (50-70 фунт/лин.дюйм).
20. Способ по п.1, в котором крепирующую транспортерную ленту поддерживают в крепирующей зоне контакта посредством поддерживающего вала, твердость поверхности которого составляет около 20-120 ед. по шкале Пуссей и Джонса.
21. Способ по п.1, в котором крепирующую транспортерную ленту поддерживают в крепирующей зоне контакта посредством поддерживающего вала, твердость поверхности которого составляет около 25-90 ед. по шкале Пуссей и Джонса.
22. Способ по п.1, в котором крепирующая зона контакта составляет по меньшей мере около 1,587 мм.
23. Способ по п.1, в котором крепирующая зона контакта составляет по меньшей мере около 3,175 мм.
24. Способ по п.1, в котором крепирующая зона контакта составляет около 12,7-50,8 мм.
25. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте;
d) сушку полотна;
в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере 5 г/г.
26. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 6 г/г.
27. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 7 г/г.
28. Способ по п.25, в котором полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 8 г/г.
29. Способ изготовления крепированной посредством ткани абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна;
b) укладку обезвоженного полотна, на поверхность вращаемого передаточного цилиндра, вращаемого с первой скоростью так, чтобы скорость поверхности цилиндра составляла по меньшей мере 304,8 м/мин (1000 фут/мин);
c) крепирование посредством ткани полотна с передаточного цилиндра при концентрации массы полотна около 30-60% под сильным воздействием ткани в крепирующей зоне контакта, образованного между передаточным цилиндром и крепирующей тканью, перемещаемой со второй скоростью, меньшей скорости перемещения поверхности передаточного цилиндра, в котором полотно крепируют с поверхности цилиндра и переформовывают на крепирующей ткани;
d) сушку полотна;
при этом полотно обладает абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, и относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%.
30. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 609,6 м/мин (2000 фут/мин).
31. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 1219,2 м/мин (4000 фут/мин).
32. Способ по п.29, в котором скорость поверхности передаточного цилиндра составляет по меньшей мере около 1828,8 м/мин (6000 фут/мин).
33. Способ по п.29, в котором полотно обладает абсорбирующей способностью, составляющей около 5-12 г/г.
34. Способ по п.29, в котором абсорбирующая способность полотна (г/г) составляет по меньшей мере около 0,7 удельного объема полотна (см3/г).
35. Способ по п.29, в котором абсорбирующая способность полотна (г/г) составляет по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).
36. Способ по п.29, в котором водная бумажная волокнистая композиция содержит полимер, прочный в мокром состоянии.
37. Способ по п.29, в котором полимер, прочный в мокром состоянии, содержит полиамидэпихлоргидрин.
38. Способ по п.29, в котором полотно обезвоживают до концентрации массы, составляющей по меньшей мере 10%, до укладки его на передаточной цилиндр.
39. Способ по п.29, в котором полотно обезвоживают до концентрации массы, составляющей по меньшей мере около 20%, до укладки его на передаточной цилиндр.
40. Способ по п.29, в котором полотно обезвоживают путем его мокрого прессования с помощью бумагоделательного сукна, при этом укладывая полотно на передаточной цилиндр.
41. Способ по п.40, в котором этап мокрого прессования полотна с помощью бумагоделательного сукна при укладывании полотна на передаточный вал осуществляют в прессе с прессовой плитой.
42. Способ по п.29, в котором передаточный вал является прессовым валом с прессовой плитой, и исходное полотно дополнительно обезвоживают путем мокрого прессования полотна при укладывании его при этом на передаточной цилиндр.
43. Способ по п.29, дополнительно содержащий этапы: формования исходного полотна на формующей ткани; передачи исходного полотна на бумагоделательное сукно и обезвоживание полотна путем мокрого прессования его между бумагоделательным сукном и передаточным цилиндром.
44. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере двойному расстоянию между уточными нитями крепирующей ткани.
45. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере четырем расстояниям между уточными нитями крепирующей ткани.
46. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере десяти расстояниям между уточными нитями крепирующей ткани.
47. Способ по п.29, в котором крепирующая зона контакта ткани, соответствует по меньшей мере двадцати расстояниям между уточными нитями крепирующей ткани.
48. Способ по п.29, в котором крепирующая зона контакта ткани соответствует по меньшей мере сорока расстояниям между уточными нитями крепирующей ткани.
49. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего в общем хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков с различной ориентацией волокон, включающих по меньшей мере (i) множество участков со скоплением волокон, имеющих ориентационный уклон в направлении, поперечном продольному направлению, взаимно соединенных посредством (ii) множества соединительных участков, в которых ориентационный уклон волокон смещен относительно ориентации волокон участков со скоплением волокон; и d) сушку полотна.
50. Способ по п.49, в котором множество участков со скоплением волокон и соединительных участков повторяются в виде регулярного рисунка взаимно соединенных участков по всему полотну, где ориентационные наклоны волокон участков со скоплением волокон и соединительных участков расположены в поперечном направлении друг к другу.
51. Способ по п.49, в котором волокна участков со скоплением волокон по существу ориентированы в поперечном направлении.
52. Способ по п.49, в котором множество участков со скоплением волокон обладает более высокой поверхностной плотностью массы, чем соединительные участки.
53. Способ по п.49, в котором по меньшей мере часть соединительных участков состоит из волокон, по существу ориентированных в продольном направлении.
54. Способ по п.49, в котором имеет место повторяющийся рисунок, включающий множество участков со скоплением волокон, первое множество соединительных участков, ориентация волокон в которых наклонена к продольному направлению, и второе множество соединительных участков, ориентация волокон в которых наклонена к продольному направлению, но смещена относительно ориентационного наклона первого множества соединительных участков.
55. Способ по п.54, в котором волокна по меньшей мере одного множества соединительных участков по существу ориентированы в продольном направлении.
56. Способ по п.49, в котором участки со скоплением волокон содержат множество U-образных складок, расположенных поперек продольного направления.
57. Способ по п.49, в котором крепирующая лента представляет собой крепирующую ткань, снабженную поперечными пережимами, определяющими крепирующие поверхности, расположенные поперек продольного направления.
58. Способ по п.57, в котором распределение участков со скоплением волокон соответствует расположению поперечных пережимов на крепирующей ткани.
59. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту вводят в контакт с передаточной поверхностью на ширине зоны контакта посредством деформируемого крепирующего вала, где ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию с передаточной поверхности и перераспределялось на крепирующей ленте; и
d) сушку полотна.
60. Способ по п.59, в котором крепирующий вал снабжен деформируемым покрытием с толщиной, составляющей по меньшей мере 25% ширины зоны контакта.
61. Способ по п.59, в котором крепирующий вал снабжен деформируемым покрытием с толщиной, составляющей по меньшей мере 50% ширины зоны контакта.
62. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами;
d) передачу полотна с крепирующей транспортерной ленты на сушильный цилиндр при концентрации массы полотна около 30-60%, где полотно приклеивают к сушильному цилиндру с помощью гигроскопичного, повторно смачиваемого связующего, приспособленного к прикреплению полотна к сушильному цилиндру;
e) сушку полотна на сушильном цилиндре;
f) крепирование полотна с сушильного цилиндра.
63. Способ по п.62, в котором полотно крепируют с передаточного цилиндра при концентрации массы полотна в диапазоне около 35-55%.
64. Способ по п.62, в котором полотно крепируют с передаточного цилиндра при концентрации массы полотна в диапазоне около 40-50%.
65. Способ по п.62, в котором связующее является по существу несшивающимся связующим.
66. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт.
67. Способ по п.62, в котором крепирующее связующее содержит около 10-90%-ного поливинилового спирта из расчета содержания полимеров в связующем.
68. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер и в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 3:4.
69. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер, в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 5:6.
70. Способ по п.62, в котором крепирующее связующее содержит поливиниловый спирт и по меньшей мере второй полимер и в котором массовое отношение поливинилового спирта к суммарной массе поливинилового спирта и второго полимера составляет по меньшей мере около 5:6 и самое большое около 7:8.
71. Способ по п.62, в котором упомянутое крепирующее связующее состоит по существу из поливинилового спирта и амидного полимера, опционно включая один или более модификаторов.
72. Способ по п.62, в котором крепирующее связующее включает модификатор, содержащий четвертичный аммониевый комплекс с по меньшей мере одним нециклическим амидом.
73. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 304,8 м/мин (1000 фут/мин).
74. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 609,6 м/мин (2000 фут/мин).
75. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 914,4 м/мин (3000 фут/мин).
76. Способ по п.62, осуществляемый при скорости производственной линии, составляющей по меньшей мере около 1524 м/мин (5000 фут/мин).
77. Способ по п.62, в котором этап сушки полотна на сушильном цилиндре включает сушку полотна ударным воздействием высокоскоростными потоками нагретого воздуха в сушильном кожухе вокруг сушильного цилиндра.
78. Способ по п.77, в котором скорость ударных потоков воздуха составляет около 4571,9-9143,8 м/мин (15000-30000 фут/мин).
79. Способ по п.78, в котором на сушильной машине «Янки» сушку полотна осуществляют с производительностью около 20-50 фунтов воды/кв.фут-ч.
80. Способ по п.62, в котором полотно обезвоживают до концентрации массы по меньшей мере 10% перед укладкой его на передаточную поверхность.
81. Способ по п.62, в котором полотно обезвоживают до концентрации массы по меньшей мере 30% перед укладкой его на передаточную поверхность.
82. Способ по п.62, в котором полотно обезвоживают путем мокрого прессования посредством бумагоделательного сукна во время укладывания полотна на передаточной цилиндр.
83. Способ по п.82, в котором этап мокрого прессования полотна посредством бумагоделательного сукна во время укладывания полотна на передаточную поверхность производят, используя пресс с прессовой плитой.
84. Способ по п.62, в котором передаточный вал является прессовым валом с прессовой плитой, и частично обезвоженное полотно обезвоживают путем мокрого прессования полотна во время укладки его на передаточный вал.
85. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 20%.
86. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 40%.
87. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 50%.
88. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 60%.
89. Способ по п.62, осуществляемый при суммарной степени крепирования, составляющей по меньшей мере около 80%.
90. Полотно из целлюлозного волокна, содержащее: (i) множество участков нагроможденных скоплений волокон, обладающих относительно высокой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена вдоль направления между участками с нагроможденными волокнами, взаимно соединенных таким образом.
91. Полотно из целлюлозного волокна по п.90, дополнительно включающее множество покровных участков волокон, перекрывающих пролеты между участками нагроможденных волокон полотна и соединительными участками полотна так, что полотно имеет по существу непрерывные поверхности.
92. Полотно из целлюлозного волокна по п.90, обладающее абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1, в котором бумага обладает максимальным модулем в поперечном направлении при относительном удлинении в поперечном направлении, составляющем менее 1%, и сохраняет модуль в поперечном направлении, составляющий по меньшей мере 50% его максимального модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего по меньшей мере 4%.
93. Полотно из целлюлозного волокна по п.90, в котором абсорбирующее полотно сохраняет модуль в поперечном направлении, составляющий по меньшей мере 75% его пикового значения модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего 2%.
94. Полотно из целлюлозного волокна по п.90, обладающее абсорбирующей способностью, составляющей около 5-12 г/г.
95. Полотно из целлюлозного волокна по п.90, в котором полотно имеет рыхлую сетчатую структуру.
96. Полотно по п.95, пропитанное полимерным веществом.
97. Полотно по п.96, в котором полимерное вещество является отвержденным полимерным веществом.
98. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1, причем бумага обладает максимальным модулем в поперечном направлении при относительном удлинении в поперечном направлении, составляющим менее 1%, и сохраняет модуль в поперечном направлении, составляющий по меньшей мере 50% его максимального значения модуля в поперечном направлении до относительного удлинения в поперечном направлении, составляющего по меньшей мере 4%.
99. Абсорбирующая бумага по п.98, сохраняющая модуль в поперечном направлении, составляющий по меньшей мере 75% его пикового значения модуля в поперечном направлении, до относительного удлинения в поперечном направлении, составляющего 2%.
100. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью, составляющей около 5-12 г/г.
101. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,7 удельного объема полотна (см3/г).
102. Абсорбирующая бумага по п.98, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).
103. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 5-20%.
104. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 5-10%.
105. Абсорбирующая бумага по п.98, обладающая относительным удлинением в поперечном направлении, составляющим около 6-8%.
106. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.
107. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 50%.
108. Абсорбирующая бумага по п.98, обладающая относительным удлинением в продольном направлении, составляющим по меньшей мере около 70%.
109. Абсорбирующая бумага по п.98, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,5-0,9.
110. Абсорбирующая бумага по п.98, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,6-0,8.
111. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, относительным удлинением в продольном направлении, составляющим по меньшей мере около 15%, и отношением прочности на разрыв в продольном и поперечном направлениях, составляющим менее приблизительно 1,1.
112. Абсорбирующая бумага, изготовленная из бумажной волокнистой композиции, обладающая абсорбирующей способностью, составляющей по меньшей мере около 5 г/г, относительным удлинением в поперечном направлении, составляющим по меньшей мере около 4%, и модулем разрыва в продольном направлении, более высоким, чем его исходный модуль в продольном направлении.
113. Абсорбирующая бумага по п.112, обладающая модулем разрыва в продольном направлении, который по меньшей мере приблизительно в 1,5 раза больше его исходного модуля в продольном направлении.
114. Абсорбирующая бумага по п.112, обладающая модулем разрыва в продольном направлении, который по меньшей мере приблизительно в 2 раза больше его исходного модуля в продольном направлении.
115. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью, составляющей около 5-12 г/г.
116. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,7 удельного объема полотна (см3/г).
117. Абсорбирующая бумага по п.112, обладающая абсорбирующей способностью (г/г), составляющей по меньшей мере около 0,75-0,9 удельного объема полотна (см3/г).
118. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 5-20%.
119. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 5-10%.
120. Абсорбирующая бумага по п.112, обладающая относительным удлинением в поперечном направлении, составляющим около 6-8%.
121. Абсорбирующая бумага по п.112, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,5-0,9.
122. Абсорбирующая бумага по п.112, обладающая отношением прочности на разрыв в продольном и поперечном направлениях в сухом состоянии, составляющим около 0,6-0,8.
123. Способ изготовления однослойной тонкой бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, давление в зоне контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и (iii) в котором коэффициент крепирования посредством ткани превышает приблизительно 25%;
d) сушку полотна для получения базовой бумаги, обладающей относительным удлинением в продольном направлении, превышающим приблизительно 25% и характерной поверхностной плотностью массы;
e) преобразование базовой бумаги в однослойное тонкое бумажное изделие, обладающее поверхностной плотностью массы, меньшей той, которой обладала базовая бумага до преобразования, и относительным удлинением в продольном направлении, меньшим относительного удлинения в продольном направлении базовой бумаги до преобразования.
124. Способ по п.123, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.
125. Способ по п.123, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.
126. Способ по п.125, в котором однослойное тонкое бумажное изделие обладает относительным удлинением в продольном направлении, составляющим менее 30%.
127. Способ по п.125, в котором однослойное тонкое бумажное изделие обладает относительным удлинением в продольном направлении, составляющим менее 20%.
128. Способ по п.123, в котором изделие подвергают каландрированию.
129. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95.
130. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет от более приблизительно 95 до приблизительно 120.
131. Способ по п.123, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 120.
132. Способ изготовления многослойной тонкой бумаги, включающий следующие этапы:
a) обезвоживание с уплотнением бумажной волокнистой композиции для формования исходного полотна, обладающего явным хаотическим распределением волокна бумажной волокнистой композиции;
b) укладку обезвоженного полотна, обладающего явным хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
c) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена к направлению между участками с нагроможденными волокнами; и (iii) в котором коэффициент крепирования посредством ткани превышает приблизительно 25%;
d) сушку полотна для получения базовой бумаги, обладающей относительным удлинением в продольном направлении, превышающим приблизительно 25% и характерной поверхностной плотностью массы;
e) преобразование базовой бумаги в многослойное изделие из тонкой бумаги, содержащий n слоев, изготовленных из базовой бумаги, где n равно 2 или 3, обладающий относительным удлинением в продольном направлении, меньшим относительного удлинения в продольном направлении базовой бумаги.
133. Способ по п.132, в котором многослойное изделие из тонкой бумаги обладает поверхностной плотностью массы, меньшей n поверхностных плотностей массы базовой бумаги.
134. Способ по п.132, в котором n=2, так что изделие из тонкой бумаги является двухслойным продуктом из тонкой бумаги.
135. Способ по п.132, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 30%.
136. Способ по п.132, в котором базовая бумага обладает относительным удлинением в продольном направлении, составляющим по меньшей мере около 40%.
137. Способ по п.136, в котором многослойное изделие из тонкой бумаги обладает относительным удлинением в продольном направлении, составляющим меньше 30%.
138. Способ по п.136, в котором многослойное изделие из тонкой бумаги обладает относительным удлинением в продольном направлении, составляющим меньше 20%.
139. Способ по п.132, в котором изделие подвергают каландрированию.
140. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95.
141. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 95 и доходит приблизительно до 120.
142. Способ по п.132, в котором отношение толщины (мкм) изделия, включающего 12 слоев, к поверхностной плотности массы (г/м2) составляет более приблизительно 120.
143. Способ изготовления крепированной посредством транспортерной ленты абсорбирующей целлюлозной бумаги, включающий следующие этапы:
a) напуск бумажной волокнистой композиции на сукно бумагоделательной машины, находящееся в контакте с формующим валом с вакуумом;
b) по меньшей мере частичное обезвоживание бумажной волокнистой композиции путем использования вакуума со стороны формующего вала к бумагоделательному сукну для формования исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
c) обезвоживание с уплотнением исходного полотна, обладающего в общем хаотическим распределением волокна бумажной волокнистой композиции;
d) укладку обезвоженного полотна, обладающего в общем хаотическим распределением волокна, на преобразующую передаточную поверхность, перемещаемую с первой скоростью;
e) крепирование посредством транспортерной ленты полотна с передаточной поверхности при концентрации массы полотна около 30-60% с использованием рисунчатой крепирующей транспортерной ленты, причем этап крепирования выполняют под давлением в зоне контакта крепирующей транспортерной ленты, образованного между передаточной поверхностью и крепирующей транспортерной лентой, где крепирующую транспортерную ленту перемещают со второй скоростью, меньшей скорости упомянутой передаточной поверхности, причем рисунок ленты, параметры зоны контакта, разность скоростей и концентрацию массы полотна выбирают так, чтобы полотно подвергалось крепированию при переходе с передаточной поверхности и перераспределялось на крепирующей транспортерной ленте для образования полотна с сетчатой структурой, содержащей множество взаимно соединенных участков, обладающих различной поверхностной плотностью массы, включающих по меньшей мере: (i) множество участков со скоплением нагроможденных волокон с большой местной поверхностной плотностью массы, взаимно соединенных посредством (ii) множества соединительных участков с меньшей местной поверхностной плотностью массы, в которых ориентация волокон наклонена вдоль направления между участками с нагроможденными волокнами; и
f) сушку полотна.
144. Способ по п.143, осуществляемый на бумагоделательной машине, содержащей три ткани.
145. Способ по п.144, в котором этап сушки полотна содержит процесс подачи полотна в сушильную машину «Янки».
146. Способ по п.145, в котором этап подачи полотна в сушильную машину «Янки» включает использование связующего, содержащего поливиниловый спирт.
147. Способ по п.143, в котором бумагоделательное сукно отклонено вверх.
148. Способ по п.143, в котором прижимание бумагоделательного сукна к формующему валу осуществляют посредством прессового вала.
149. Способ по п.148, в котором твердость поверхности прессового вала составляет около 20-120 ед. по шкале Пуссей и Джонса.
150. Способ по п.148, в котором твердость поверхности прессового вала составляет около 25-90 ед. по шкале Пуссей и Джонса.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US41666602P | 2002-10-07 | 2002-10-07 | |
| US60/416,666 | 2002-10-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005113241A RU2005113241A (ru) | 2006-01-20 |
| RU2329345C2 true RU2329345C2 (ru) | 2008-07-20 |
Family
ID=32093884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005113241/12A RU2329345C2 (ru) | 2002-10-07 | 2003-10-06 | Способ крепирования посредством ткани для изготовления абсорбирующей бумаги |
Country Status (19)
| Country | Link |
|---|---|
| US (4) | US7399378B2 (ru) |
| EP (2) | EP1556548B1 (ru) |
| CN (3) | CN100465375C (ru) |
| AT (1) | ATE414819T1 (ru) |
| AU (1) | AU2003279792A1 (ru) |
| CA (4) | CA2724119C (ru) |
| CY (1) | CY1118278T1 (ru) |
| DE (1) | DE60324829D1 (ru) |
| DK (1) | DK1985754T3 (ru) |
| EG (1) | EG23827A (ru) |
| ES (2) | ES2593793T3 (ru) |
| HK (2) | HK1079828B (ru) |
| HU (1) | HUE030632T2 (ru) |
| IL (1) | IL167838A (ru) |
| PT (1) | PT1985754T (ru) |
| RU (1) | RU2329345C2 (ru) |
| SI (1) | SI1985754T1 (ru) |
| TN (1) | TNSN05100A1 (ru) |
| WO (1) | WO2004033793A2 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2573482C2 (ru) * | 2010-12-28 | 2016-01-20 | Кимберли-Кларк Ворлдвайд, Инк. | Материал из крепированной санитарно-гигиенической бумаги с повышенной удерживающей емкостью |
| US10731301B2 (en) | 2014-09-25 | 2020-08-04 | Gpcp Ip Holdings Llc | Absorbent sheet made by creping a nascent web on a multilayer belt having openings |
| EA039115B1 (ru) * | 2015-09-25 | 2021-12-06 | Джиписипи Айпи Холдингз Элэлси | Абсорбирующий лист из целлюлозных волокон |
Families Citing this family (133)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050230069A1 (en) * | 2001-02-16 | 2005-10-20 | Klaus Hilbig | Method of making a thick and smooth embossed tissue |
| US7959761B2 (en) * | 2002-04-12 | 2011-06-14 | Georgia-Pacific Consumer Products Lp | Creping adhesive modifier and process for producing paper products |
| DK1985754T3 (en) * | 2002-10-07 | 2016-09-19 | Georgia Pacific Consumer Products Lp | A process for producing a bæltekreppet absorbent cellulose layer, and absorbent layer |
| US7442278B2 (en) | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7494563B2 (en) * | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7789995B2 (en) | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| US8673115B2 (en) | 2002-10-07 | 2014-03-18 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US7585389B2 (en) * | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US8545574B2 (en) * | 2003-06-17 | 2013-10-01 | The Procter & Gamble Company | Methods for treating fibrous structures |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| US8293072B2 (en) * | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| US7503998B2 (en) | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US7416637B2 (en) * | 2004-07-01 | 2008-08-26 | Georgia-Pacific Consumer Products Lp | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| US7476701B2 (en) * | 2004-12-22 | 2009-01-13 | Celanese International Corporation | Corrosion-resistant ply bond adhesives and products and processes incorporating such adhesives |
| US8133353B2 (en) * | 2005-03-15 | 2012-03-13 | Wausau Paper Corp. | Creped paper product |
| US7468117B2 (en) | 2005-04-29 | 2008-12-23 | Kimberly-Clark Worldwide, Inc. | Method of transferring a wet tissue web to a three-dimensional fabric |
| EP1907625B1 (en) | 2005-06-24 | 2014-04-02 | Georgia-Pacific Consumer Products LP | Fabric-creped sheet for dispensers |
| US20070018364A1 (en) * | 2005-07-20 | 2007-01-25 | Pierre Riviere | Modification of nonwovens in intelligent nips |
| US20070062656A1 (en) * | 2005-09-20 | 2007-03-22 | Fort James Corporation | Linerboard With Enhanced CD Strength For Making Boxboard |
| US7678231B2 (en) * | 2005-12-15 | 2010-03-16 | Dow Global Technologies, Inc. | Process for increasing the basis weight of sheet materials |
| US20070137807A1 (en) * | 2005-12-15 | 2007-06-21 | Schulz Thomas H | Durable hand towel |
| US8444811B2 (en) * | 2005-12-15 | 2013-05-21 | Kimberly-Clark Worldwide, Inc. | Process for increasing the basis weight of sheet materials |
| DE102005060379A1 (de) * | 2005-12-16 | 2007-06-21 | Voith Patent Gmbh | Vorrichutng und Verfahren zur Behandlung einer Faserstoffbahn, insbesondere zur Herstellung einer Tissuepapierbahn |
| DE102005060378A1 (de) * | 2005-12-16 | 2007-06-21 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Behandlung einer Faserstoffbahn, insbesondere zur Herstellung einer Tissuepapierbahn |
| DK1979536T3 (en) * | 2006-01-25 | 2017-06-19 | Georgia Pacific Consumer Products Lp | MACHINE FOR THE MANUFACTURE OF A FIBER FABRIC |
| JP4940685B2 (ja) * | 2006-02-15 | 2012-05-30 | 日油株式会社 | 紙用柔軟剤およびそれを用いた紙の製造方法 |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US7718036B2 (en) | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| US8540846B2 (en) * | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US8388992B2 (en) | 2006-03-28 | 2013-03-05 | Georgia-Pacific Consumer Products Lp | Anti-microbial hand towel with time-delay chromatic transfer indicator and absorbency rate delay |
| US7815768B2 (en) | 2006-04-19 | 2010-10-19 | Albany International Corp. | Multi-layer woven creping fabric |
| WO2007139726A1 (en) | 2006-05-26 | 2007-12-06 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet wth variable local basis weight |
| US20080008865A1 (en) | 2006-06-23 | 2008-01-10 | Georgia-Pacific Consumer Products Lp | Antimicrobial hand towel for touchless automatic dispensers |
| LT2057016T (lt) | 2006-08-30 | 2017-07-25 | Georgia-Pacific Consumer Products Lp | Daugiasluoksnis popierinis rankšluostis |
| CL2007002685A1 (es) * | 2006-09-18 | 2008-01-25 | Sca Hygiene Prod Ab | Tela multicapas de material flexible que comprende un agente blanqueador fluorescente, la tela incluye primera y segunda capa interconectadas por una composicion adhesiva de polivinil alcohol y polimero cationico; producto; metodo para optimizar la rapidez de corrimiento del agente blanqueador. |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7563344B2 (en) * | 2006-10-27 | 2009-07-21 | Kimberly-Clark Worldwide, Inc. | Molded wet-pressed tissue |
| US8021518B2 (en) * | 2006-11-30 | 2011-09-20 | Nalco Company | Method of applying a super-absorbent composition to tissue or towel substrates |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US7608164B2 (en) * | 2007-02-27 | 2009-10-27 | Georgia-Pacific Consumer Products Lp | Fabric-crepe process with prolonged production cycle and improved drying |
| US8273286B2 (en) * | 2007-09-10 | 2012-09-25 | Fram Jerry R | Positive pressure shear impregnator and wetout |
| US7704601B2 (en) | 2008-02-29 | 2010-04-27 | The Procter & Gamble Company | Fibrous structures |
| US7811665B2 (en) | 2008-02-29 | 2010-10-12 | The Procter & Gamble Compmany | Embossed fibrous structures |
| US7687140B2 (en) | 2008-02-29 | 2010-03-30 | The Procter & Gamble Company | Fibrous structures |
| US8025966B2 (en) | 2008-02-29 | 2011-09-27 | The Procter & Gamble Company | Fibrous structures |
| US7960020B2 (en) * | 2008-02-29 | 2011-06-14 | The Procter & Gamble Company | Embossed fibrous structures |
| US8257551B2 (en) * | 2008-03-31 | 2012-09-04 | Kimberly Clark Worldwide, Inc. | Molded wet-pressed tissue |
| EP2281084A4 (en) | 2008-05-27 | 2015-11-18 | Georgia Pacific Consumer Prod | ULTRA PREMIUM BATH TISSUE |
| WO2009151612A2 (en) | 2008-06-11 | 2009-12-17 | Georgia-Pacific Consumer Products Lp | Absorbent sheet prepared with papermaking fiber and synthetic fiber exhibiting improved wet strength |
| WO2010033536A2 (en) | 2008-09-16 | 2010-03-25 | Dixie Consumer Products Llc | Food wrap basesheet with regenerated cellulose microfiber |
| AU2013202347B2 (en) * | 2009-01-28 | 2014-06-05 | Gpcp Ip Holdings Llc | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| CA2722650C (en) | 2009-12-07 | 2018-05-01 | Georgia-Pacific Consumer Products Lp | Method of moist creping absorbent paper base sheet |
| US8334049B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| US8334050B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| DE102010017648A1 (de) * | 2010-06-29 | 2011-12-29 | Papierwerke Lenk Ag | Verfahren zur Herstellung von einseitig glattem Krepppapier |
| US8211271B2 (en) * | 2010-08-19 | 2012-07-03 | The Procter & Gamble Company | Paper product having unique physical properties |
| US8584864B2 (en) | 2010-11-19 | 2013-11-19 | Coldcrete, Inc. | Eliminating screens using a perforated wet belt and system and method for cement cooling |
| US9382664B2 (en) * | 2011-01-05 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Creping adhesive compositions and methods of using those compositions |
| US9670617B2 (en) | 2011-02-15 | 2017-06-06 | Georgia-Pacific Consumer Products Lp | System and methods involving fabricating sheet products |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9925731B2 (en) | 2011-04-26 | 2018-03-27 | The Procter & Gamble Company | Corrugated and apertured web |
| US9242406B2 (en) | 2011-04-26 | 2016-01-26 | The Procter & Gamble Company | Apparatus and process for aperturing and stretching a web |
| DE102011078743A1 (de) * | 2011-07-06 | 2013-01-10 | Voith Patent Gmbh | Abzugskraftprofilierter trockenzylinder |
| US9309627B2 (en) | 2011-07-28 | 2016-04-12 | Georgia-Pacific Consumer Products Lp | High softness, high durability bath tissues with temporary wet strength |
| US9267240B2 (en) | 2011-07-28 | 2016-02-23 | Georgia-Pacific Products LP | High softness, high durability bath tissue incorporating high lignin eucalyptus fiber |
| CN103286988B (zh) * | 2012-02-15 | 2016-06-22 | 金红叶纸业集团有限公司 | 起皱装置,应用该起皱装置的起皱方法及起皱纸 |
| US8871059B2 (en) * | 2012-02-16 | 2014-10-28 | International Paper Company | Methods and apparatus for forming fluff pulp sheets |
| EP2664451B1 (en) * | 2012-05-14 | 2014-12-31 | Sca Tissue France | Hybrid multi-ply tissue paper product and method for manufacturing the same |
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| US8845940B2 (en) | 2012-10-25 | 2014-09-30 | Carboncure Technologies Inc. | Carbon dioxide treatment of concrete upstream from product mold |
| FI126174B (en) * | 2012-12-04 | 2016-07-29 | Valmet Automation Oy | Tissue measurement |
| US20140216303A1 (en) | 2013-02-04 | 2014-08-07 | Michael Lee | System and method of applying carbon dioxide during the production of concrete |
| JP6217002B2 (ja) * | 2013-05-20 | 2017-10-25 | デュプロ精工株式会社 | 抄紙装置、製紙機及び抄紙方法 |
| US9376345B2 (en) | 2013-06-25 | 2016-06-28 | Carboncure Technologies Inc. | Methods for delivery of carbon dioxide to a flowable concrete mix |
| US20160107939A1 (en) | 2014-04-09 | 2016-04-21 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US9388072B2 (en) | 2013-06-25 | 2016-07-12 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US10927042B2 (en) | 2013-06-25 | 2021-02-23 | Carboncure Technologies, Inc. | Methods and compositions for concrete production |
| BR122021012179B1 (pt) | 2013-11-14 | 2022-09-20 | Gpcp Ip Holdings Llc | Métodos para preparar um produto de papel, e máquinas de fabricação de papel para fabricar um produto de papel |
| WO2015123769A1 (en) | 2014-02-18 | 2015-08-27 | Carboncure Technologies, Inc. | Carbonation of cement mixes |
| EP3129126A4 (en) | 2014-04-07 | 2018-11-21 | Carboncure Technologies Inc. | Integrated carbon dioxide capture |
| EP2944720B1 (en) | 2014-05-15 | 2018-07-25 | ICONè S.R.L. | Former section and method for producing paper |
| MX2016014887A (es) | 2014-05-16 | 2018-03-01 | First Quality Tissue Llc | Toallita lavable y metodo para formarla. |
| US9896805B2 (en) | 2014-08-27 | 2018-02-20 | Kimberly-Clark Worldwide, Inc. | Durable wet-pressed tissue |
| MA40758A (fr) * | 2014-09-25 | 2017-08-01 | Georgia Pacific Consumer Products Lp | Procédés de fabrication de produits de papier à l'aide d'une courroie de crêpage multicouche et produits de papier fabriqués à l'aide d'une courroie de crêpage multicouche |
| CA2967043C (en) | 2014-11-12 | 2022-09-20 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| MX2017006716A (es) | 2014-11-24 | 2018-03-21 | First Quality Tissue Llc | Papel tisu suave producido usando una tela estructurada y prensado energetico eficiente. |
| US9719213B2 (en) * | 2014-12-05 | 2017-08-01 | First Quality Tissue, Llc | Towel with quality wet scrubbing properties at relatively low basis weight and an apparatus and method for producing same |
| CA2967986C (en) | 2014-12-05 | 2023-09-19 | Structured I, Llc | Manufacturing process for papermaking belts using 3d printing technology |
| US10040265B2 (en) | 2015-03-31 | 2018-08-07 | Kimberly-Clark Worldwide, Inc. | Smooth and bulky rolled tissue products |
| US9963831B2 (en) | 2015-06-08 | 2018-05-08 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| US10138601B2 (en) | 2015-06-08 | 2018-11-27 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| CA3001475C (en) | 2015-10-13 | 2023-09-26 | First Quality Tissue, Llc | Disposable towel produced with large volume surface depressions |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| US11220394B2 (en) | 2015-10-14 | 2022-01-11 | First Quality Tissue, Llc | Bundled product and system |
| US11098444B2 (en) | 2016-01-07 | 2021-08-24 | Tommie Copper Ip, Inc. | Cotton performance products and methods of their manufacture |
| JP6989511B2 (ja) | 2016-02-08 | 2022-01-05 | ジーピーシーピー アイピー ホールディングス エルエルシー | モールディングロールを使用して紙製品を作製する方法 |
| EP3414383B1 (en) * | 2016-02-08 | 2019-08-28 | Lafer S.p.A. | Compacting machine for fabrics and corresponding compacting method |
| RU2738075C2 (ru) | 2016-02-08 | 2020-12-07 | Джиписипи Айпи Холдингз Элэлси | Способы изготовления бумажных продуктов с использованием формовочного барабана |
| BR112018016166B1 (pt) | 2016-02-08 | 2022-07-26 | Gpcp Ip Holdings Llc | Rolo para moldar uma folha fibrosa |
| AU2017218159A1 (en) | 2016-02-11 | 2018-08-30 | Structured I, Llc | Belt or fabric including polymeric layer for papermaking machine |
| WO2017152082A1 (en) | 2016-03-04 | 2017-09-08 | Georgia-Pacific Consumer Products Lp | Dispersible wipe |
| AU2017249444B2 (en) | 2016-04-11 | 2022-08-18 | Carboncure Technologies Inc. | Methods and compositions for treatment of concrete wash water |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| US10519607B2 (en) | 2016-05-23 | 2019-12-31 | Gpcp Ip Holdings Llc | Dissolved air de-bonding of a tissue sheet |
| TW201742967A (zh) * | 2016-06-07 | 2017-12-16 | 喬治亞-太平洋消費者產品公司 | 柔軟吸收片、用於製造柔軟吸收片之結構化織物及製造柔軟吸收片之方法 |
| EP3504378B1 (en) | 2016-08-26 | 2022-04-20 | Structured I, LLC | Method of producing absorbent structures with high wet strength, absorbency, and softness |
| US10422078B2 (en) | 2016-09-12 | 2019-09-24 | Structured I, Llc | Former of water laid asset that utilizes a structured fabric as the outer wire |
| CN106436466B (zh) * | 2016-09-30 | 2018-01-02 | 浙江晶鑫特种纸业有限公司 | 一种纯木浆细纹吸水纸的制备工艺 |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| IT201700019934A1 (it) * | 2017-02-22 | 2018-08-22 | Giorgio Trani | Metodo ed apparecchiatura per produrre un nastro di materiale fibroso estensibile. |
| US10501274B2 (en) * | 2017-07-06 | 2019-12-10 | Honeywell International Inc. | Continuous web sheet defect analytics, classification and remediation for enhancing equipment efficiency and throughput |
| US10697120B2 (en) | 2017-08-08 | 2020-06-30 | Gpcp Ip Holdings Llc | Methods of making paper products using a patterned cylinder |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| US10895040B2 (en) | 2017-12-06 | 2021-01-19 | The Procter & Gamble Company | Method and apparatus for removing water from a capillary cylinder in a papermaking process |
| USD897116S1 (en) * | 2018-01-10 | 2020-09-29 | Yupoong, Inc. | Cloth for a cap |
| DE102018114748A1 (de) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminierte Papiermaschinenbespannung |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| CN112533567A (zh) | 2018-08-22 | 2021-03-19 | 宝洁公司 | 一次性吸收制品 |
| US11559963B2 (en) * | 2019-09-09 | 2023-01-24 | Gpcp Ip Holdings Llc | Multilayer creping belt having connected openings, methods of making paper products using such a creping belt, and related paper products |
| US11124920B2 (en) | 2019-09-16 | 2021-09-21 | Gpcp Ip Holdings Llc | Tissue with nanofibrillar cellulose surface layer |
| CN112760816B (zh) * | 2019-11-01 | 2022-07-26 | 欣龙控股(集团)股份有限公司 | 一种高效节能的起皱木浆复合水刺布及其制备方法 |
| US11286623B2 (en) | 2020-08-31 | 2022-03-29 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US11427967B2 (en) | 2020-08-31 | 2022-08-30 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue products having improved cross-machine direction properties |
| US11299856B2 (en) | 2020-08-31 | 2022-04-12 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US20230140783A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| US20230137439A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| CA3181031A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| CA3180938A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structure belt, method for making and method for using |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3926716A (en) * | 1974-03-19 | 1975-12-16 | Procter & Gamble | Transfer and adherence of relatively dry paper web to a rotating cylindrical surface |
| US4551199A (en) * | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4849054A (en) * | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| US5840404A (en) * | 1995-08-25 | 1998-11-24 | Fort James France | Absorbent multilayer sheet and method for making same |
Family Cites Families (200)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL231136A (ru) | 1957-09-05 | |||
| US3058873A (en) | 1958-09-10 | 1962-10-16 | Hercules Powder Co Ltd | Manufacture of paper having improved wet strength |
| US3556932A (en) | 1965-07-12 | 1971-01-19 | American Cyanamid Co | Water-soluble,ionic,glyoxylated,vinylamide,wet-strength resin and paper made therewith |
| US3545705A (en) | 1967-04-14 | 1970-12-08 | Jwi Ltd | Stainless steel fourdrinier cloth |
| US3432936A (en) | 1967-05-31 | 1969-03-18 | Scott Paper Co | Transpiration drying and embossing of wet paper webs |
| US3549742A (en) | 1967-09-29 | 1970-12-22 | Scott Paper Co | Method of making a foraminous drainage member |
| NL6917625A (ru) * | 1968-12-16 | 1971-05-25 | ||
| US3556933A (en) | 1969-04-02 | 1971-01-19 | American Cyanamid Co | Regeneration of aged-deteriorated wet strength resins |
| US3858623A (en) | 1969-06-10 | 1975-01-07 | Huyck Corp | Papermakers fabrics |
| US3772076A (en) | 1970-01-26 | 1973-11-13 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3700623A (en) | 1970-04-22 | 1972-10-24 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US4071050A (en) | 1972-09-01 | 1978-01-31 | Nordiska Maskinfilt Aktiebolaget | Double-layer forming fabric |
| SE385486B (sv) | 1974-10-10 | 1976-07-05 | Nordiska Maskinfilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner samt sett att framstella densamma |
| DE2517228C2 (de) | 1975-04-18 | 1981-09-24 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinensieb und Verwendung desselben in der Nasspartie einer Papiermaschine |
| US3994771A (en) | 1975-05-30 | 1976-11-30 | The Procter & Gamble Company | Process for forming a layered paper web having improved bulk, tactile impression and absorbency and paper thereof |
| SE397371C (sv) | 1976-02-24 | 1980-08-07 | Nordiska Maskinfilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| GB1572905A (en) | 1976-08-10 | 1980-08-06 | Scapa Porritt Ltd | Papermakers fabrics |
| US4102737A (en) | 1977-05-16 | 1978-07-25 | The Procter & Gamble Company | Process and apparatus for forming a paper web having improved bulk and absorptive capacity |
| US4161195A (en) | 1978-02-16 | 1979-07-17 | Albany International Corp. | Non-twill paperforming fabric |
| US4149571A (en) | 1978-03-03 | 1979-04-17 | Huyck Corporation | Papermaking fabrics |
| US4184519A (en) | 1978-08-04 | 1980-01-22 | Wisconsin Wires, Inc. | Fabrics for papermaking machines |
| US4314589A (en) | 1978-10-23 | 1982-02-09 | Jwi Ltd. | Duplex forming fabric |
| US4225382A (en) | 1979-05-24 | 1980-09-30 | The Procter & Gamble Company | Method of making ply-separable paper |
| US4453573A (en) | 1980-02-11 | 1984-06-12 | Huyck Corporation | Papermakers forming fabric |
| US4359069A (en) | 1980-08-28 | 1982-11-16 | Albany International Corp. | Low density multilayer papermaking fabric |
| US4482429A (en) | 1980-08-29 | 1984-11-13 | James River-Norwalk, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4448638A (en) | 1980-08-29 | 1984-05-15 | James River-Dixie/Northern, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4376455A (en) | 1980-12-29 | 1983-03-15 | Albany International Corp. | Eight harness papermaking fabric |
| US4379735A (en) | 1981-08-06 | 1983-04-12 | Jwi Ltd. | Three-layer forming fabric |
| US4356059A (en) | 1981-11-16 | 1982-10-26 | Crown Zellerbach Corporation | High bulk papermaking system |
| US4420372A (en) | 1981-11-16 | 1983-12-13 | Crown Zellerbach Corporation | High bulk papermaking system |
| DE3146385C2 (de) | 1981-11-23 | 1985-10-31 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Doppellagiges Gewebe als Bespannung für Papiermaschinen |
| US4440597A (en) * | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| SE441016B (sv) | 1982-04-26 | 1985-09-02 | Nordiskafilt Ab | Formeringsvira for pappers-, cellulosa- eller liknande maskiner |
| US4543156A (en) | 1982-05-19 | 1985-09-24 | James River-Norwalk, Inc. | Method for manufacture of a non-woven fibrous web |
| US4689119A (en) | 1982-07-01 | 1987-08-25 | James River Corporation Of Nevada | Apparatus for treating web material |
| US4445638A (en) | 1982-09-20 | 1984-05-01 | Honeywell Inc. | Hydronic antitrust operating system |
| US4533437A (en) | 1982-11-16 | 1985-08-06 | Scott Paper Company | Papermaking machine |
| US4614679A (en) | 1982-11-29 | 1986-09-30 | The Procter & Gamble Company | Disposable absorbent mat structure for removal and retention of wet and dry soil |
| US4556450A (en) | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| SE435739B (sv) | 1983-02-23 | 1984-10-15 | Nordiskafilt Ab | Formeringsvira av dubbelvevnadstyp |
| DE3307144A1 (de) | 1983-03-01 | 1984-09-13 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Papiermaschinenbespannung in einer gewebebindung, die keine in laengsrichtung verlaufenden symmetrieachse aufweist |
| US4637859A (en) | 1983-08-23 | 1987-01-20 | The Procter & Gamble Company | Tissue paper |
| US4529480A (en) | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4528316A (en) | 1983-10-18 | 1985-07-09 | Kimberly-Clark Corporation | Creping adhesives containing polyvinyl alcohol and cationic polyamide resins |
| US4552709A (en) | 1983-11-04 | 1985-11-12 | The Procter & Gamble Company | Process for high-speed production of webs of debossed and perforated thermoplastic film |
| JPS60119293A (ja) | 1983-11-30 | 1985-06-26 | 日本フィルコン株式会社 | 製紙用織物 |
| US4605702A (en) | 1984-06-27 | 1986-08-12 | American Cyanamid Company | Temporary wet strength resin |
| US4703116A (en) | 1984-08-17 | 1987-10-27 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4983748A (en) | 1984-08-17 | 1991-01-08 | National Starch And Chemical Investment Holding Corporation | Acetals useful for the preparation of polysaccharide derivatives |
| US4675394A (en) | 1984-08-17 | 1987-06-23 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4603176A (en) | 1985-06-25 | 1986-07-29 | The Procter & Gamble Company | Temporary wet strength resins |
| US5066532A (en) | 1985-08-05 | 1991-11-19 | Hermann Wangner Gmbh & Co. | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US5114777B2 (en) | 1985-08-05 | 1997-11-18 | Wangner Systems Corp | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4795530A (en) | 1985-11-05 | 1989-01-03 | Kimberly-Clark Corporation | Process for making soft, strong cellulosic sheet and products made thereby |
| DE3600530A1 (de) | 1986-01-10 | 1987-07-16 | Wangner Gmbh Co Kg Hermann | Verwendung einer papiermaschinenbespannung zur herstellung von tissue-papier oder poroesem vlies und dafuer geeignete papiermaschinenbespannung |
| US4709732A (en) | 1986-05-13 | 1987-12-01 | Huyck Corporation | Fourteen harness dual layer weave |
| US4720383A (en) | 1986-05-16 | 1988-01-19 | Quaker Chemical Corporation | Softening and conditioning fibers with imidazolinium compounds |
| US4834848A (en) * | 1986-10-29 | 1989-05-30 | Tenneco Canada Inc. | Electrical removal of chromium from chlorate solutions |
| US4834838A (en) | 1987-02-20 | 1989-05-30 | James River Corporation | Fibrous tape base material |
| US4866151A (en) | 1987-03-25 | 1989-09-12 | National Starch And Chemical Corporation | Polysaccharide graft polymers containing acetal groups and their conversion to aldehyde groups |
| DE3713510A1 (de) | 1987-04-22 | 1988-11-10 | Oberdorfer Fa F | Papiermaschinensieb aus einem doppellagigen gewebe |
| US4759976A (en) | 1987-04-30 | 1988-07-26 | Albany International Corp. | Forming fabric structure to resist rewet of the paper sheet |
| US5277761A (en) | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| USH1672H (en) | 1988-03-28 | 1997-08-05 | Kimberly-Clark Corporation | Tissue products made from low-coarseness fibers |
| US5223092A (en) | 1988-04-05 | 1993-06-29 | James River Corporation | Fibrous paper cover stock with textured surface pattern and method of manufacturing the same |
| DE3817144A1 (de) | 1988-05-19 | 1989-11-30 | Wangner Gmbh Co Kg Hermann | Doppellagige bespannung fuer den blattbildungsbereich einer papiermaschine |
| EP0346307A3 (en) | 1988-06-09 | 1991-03-06 | Nordiskafilt Ab | Wet press felt to be used in a papermaking machine |
| US5085736A (en) | 1988-07-05 | 1992-02-04 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US5138002A (en) | 1988-07-05 | 1992-08-11 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US4981557A (en) | 1988-07-05 | 1991-01-01 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US5008344A (en) | 1988-07-05 | 1991-04-16 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US4967085A (en) | 1989-02-03 | 1990-10-30 | Eastman Kodak Company | X-ray intensifying screen including a titanium activated hafnium dioxide phosphor containing neodymium to reduce afterglow |
| US4942077A (en) | 1989-05-23 | 1990-07-17 | Kimberly-Clark Corporation | Tissue webs having a regular pattern of densified areas |
| US5054525A (en) | 1989-06-23 | 1991-10-08 | F. Oberdorfer Gmbh & Co. | Double layer forming wire fabric |
| US5225269A (en) | 1989-06-28 | 1993-07-06 | Scandiafelt Ab | Press felt |
| US5211815A (en) | 1989-10-30 | 1993-05-18 | James River Corporation | Forming fabric for use in producing a high bulk paper web |
| US5098519A (en) | 1989-10-30 | 1992-03-24 | James River Corporation | Method for producing a high bulk paper web and product obtained thereby |
| US4973512A (en) | 1990-04-03 | 1990-11-27 | Mount Vernon Mills, Inc. | Press felt for use in papermaking machine |
| US5023132A (en) | 1990-04-03 | 1991-06-11 | Mount Vernon Mills, Inc. | Press felt for use in papermaking machine |
| US5199467A (en) | 1990-06-06 | 1993-04-06 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5167261A (en) | 1990-06-06 | 1992-12-01 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns of a high warp fill |
| US5103874A (en) | 1990-06-06 | 1992-04-14 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5199261A (en) | 1990-08-10 | 1993-04-06 | Cummins Engine Company, Inc. | Internal combustion engine with turbocharger system |
| DE69120629T2 (de) | 1990-10-17 | 1996-10-31 | James River Corp | Schaumbildende Methode und Vorrichtung |
| US5087324A (en) | 1990-10-31 | 1992-02-11 | James River Corporation Of Virginia | Paper towels having bulky inner layer |
| CA2069193C (en) | 1991-06-19 | 1996-01-09 | David M. Rasch | Tissue paper having large scale aesthetically discernible patterns and apparatus for making the same |
| US5129988A (en) | 1991-06-21 | 1992-07-14 | Kimberly-Clark Corporation | Extended flexible headbox slice with parallel flexible lip extensions and extended internal dividers |
| US5245025A (en) | 1991-06-28 | 1993-09-14 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| US6136146A (en) | 1991-06-28 | 2000-10-24 | The Procter & Gamble Company | Non-through air dried paper web having different basis weights and densities |
| US5223096A (en) | 1991-11-01 | 1993-06-29 | Procter & Gamble Company | Soft absorbent tissue paper with high permanent wet strength |
| US5217576A (en) | 1991-11-01 | 1993-06-08 | Dean Van Phan | Soft absorbent tissue paper with high temporary wet strength |
| EP0662173A1 (en) | 1991-11-27 | 1995-07-12 | The Procter & Gamble Company | Cellulosic fibrous structures having pressure differential induced protuberances and a process of making such cellulosic fibrous structures |
| US5338807A (en) | 1991-12-23 | 1994-08-16 | Hercules Incorporated | Synthesis of creping aids based on polyamides containing methyl bis(3-aminopropylamine) |
| US5219004A (en) | 1992-02-06 | 1993-06-15 | Lindsay Wire, Inc. | Multi-ply papermaking fabric with binder warps |
| US5264082A (en) | 1992-04-09 | 1993-11-23 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a permanent wet strength resin |
| US5262007A (en) | 1992-04-09 | 1993-11-16 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a temporary wet strength resin |
| US5501768A (en) | 1992-04-17 | 1996-03-26 | Kimberly-Clark Corporation | Method of treating papermaking fibers for making tissue |
| US5348620A (en) | 1992-04-17 | 1994-09-20 | Kimberly-Clark Corporation | Method of treating papermaking fibers for making tissue |
| US5368696A (en) | 1992-10-02 | 1994-11-29 | Asten Group, Inc. | Papermakers wet press felt having high contact, resilient base fabric with hollow monofilaments |
| US5240562A (en) | 1992-10-27 | 1993-08-31 | Procter & Gamble Company | Paper products containing a chemical softening composition |
| US5336373A (en) | 1992-12-29 | 1994-08-09 | Scott Paper Company | Method for making a strong, bulky, absorbent paper sheet using restrained can drying |
| US5312522A (en) | 1993-01-14 | 1994-05-17 | Procter & Gamble Company | Paper products containing a biodegradable chemical softening composition |
| US5494554A (en) | 1993-03-02 | 1996-02-27 | Kimberly-Clark Corporation | Method for making soft layered tissues |
| US5667636A (en) | 1993-03-24 | 1997-09-16 | Kimberly-Clark Worldwide, Inc. | Method for making smooth uncreped throughdried sheets |
| US5411636A (en) | 1993-05-21 | 1995-05-02 | Kimberly-Clark | Method for increasing the internal bulk of wet-pressed tissue |
| US5372876A (en) | 1993-06-02 | 1994-12-13 | Appleton Mills | Papermaking felt with hydrophobic layer |
| US5607551A (en) | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
| US5695607A (en) | 1994-04-01 | 1997-12-09 | James River Corporation Of Virginia | Soft-single ply tissue having very low sidedness |
| CA2134594A1 (en) | 1994-04-12 | 1995-10-13 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue products |
| CA2142805C (en) | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| US5504300A (en) | 1994-04-18 | 1996-04-02 | Zimmer, Inc. | Orthopaedic implant and method of making same |
| US5549790A (en) | 1994-06-29 | 1996-08-27 | The Procter & Gamble Company | Multi-region paper structures having a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5556509A (en) | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5814190A (en) | 1994-06-29 | 1998-09-29 | The Procter & Gamble Company | Method for making paper web having both bulk and smoothness |
| US5415737A (en) | 1994-09-20 | 1995-05-16 | The Procter & Gamble Company | Paper products containing a biodegradable vegetable oil based chemical softening composition |
| US6436234B1 (en) | 1994-09-21 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Wet-resilient webs and disposable articles made therewith |
| US5508818A (en) | 1994-09-23 | 1996-04-16 | Scan-Code, Inc. | Mixed mail transport |
| US5690788A (en) | 1994-10-11 | 1997-11-25 | James River Corporation Of Virginia | Biaxially undulatory tissue and creping process using undulatory blade |
| US6425983B1 (en) * | 1994-10-11 | 2002-07-30 | Fort James Corporation | Creping blade, creped paper, and method of manufacturing paper |
| US5601871A (en) | 1995-02-06 | 1997-02-11 | Krzysik; Duane G. | Soft treated uncreped throughdried tissue |
| FI102623B1 (fi) | 1995-10-04 | 1999-01-15 | Valmet Corp | Menetelmä ja laite paperikoneessa |
| DE69603539T2 (de) | 1995-05-18 | 2000-01-13 | Fort James Corp | Neue adhesive Zusammensetzungen zum Kreppen, Verfahren zum Kreppen und gekrepptes fibröses Gewebe |
| US5618612A (en) | 1995-05-30 | 1997-04-08 | Huyck Licensco, Inc. | Press felt having fine base fabric |
| US5674590A (en) | 1995-06-07 | 1997-10-07 | Kimberly-Clark Tissue Company | High water absorbent double-recreped fibrous webs |
| US5730839A (en) * | 1995-07-21 | 1998-03-24 | Kimberly-Clark Worldwide, Inc. | Method of creping tissue webs containing a softener using a closed creping pocket |
| US5657797A (en) | 1996-02-02 | 1997-08-19 | Asten, Inc. | Press felt resistant to nip rejection |
| US6027611A (en) * | 1996-04-26 | 2000-02-22 | Kimberly-Clark Worldwide, Inc. | Facial tissue with reduced moisture penetration |
| US6350349B1 (en) | 1996-05-10 | 2002-02-26 | Kimberly-Clark Worldwide, Inc. | Method for making high bulk wet-pressed tissue |
| US6096169A (en) | 1996-05-14 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Method for making cellulosic web with reduced energy input |
| US6143135A (en) | 1996-05-14 | 2000-11-07 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6149767A (en) * | 1997-10-31 | 2000-11-21 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue |
| US6083346A (en) | 1996-05-14 | 2000-07-04 | Kimberly-Clark Worldwide, Inc. | Method of dewatering wet web using an integrally sealed air press |
| US5830321A (en) * | 1997-01-29 | 1998-11-03 | Kimberly-Clark Worldwide, Inc. | Method for improved rush transfer to produce high bulk without macrofolds |
| US5840403A (en) | 1996-06-14 | 1998-11-24 | The Procter & Gamble Company | Multi-elevational tissue paper containing selectively disposed chemical papermaking additive |
| US6420013B1 (en) | 1996-06-14 | 2002-07-16 | The Procter & Gamble Company | Multiply tissue paper |
| US6119362A (en) | 1996-06-19 | 2000-09-19 | Valmet Corporation | Arrangements for impingement drying and/or through-drying of a paper or material web |
| ATE237715T1 (de) | 1996-09-06 | 2003-05-15 | Kimberly Clark Co | Vliesstoffsubstrat und darauf basierendes verfahren zur herstellung voluminöser tissuebahnen |
| US5968590A (en) | 1996-09-20 | 1999-10-19 | Valmet Corporation | Method for drying a surface-treated paper web in an after-dryer of a paper machine and after-dryer of a paper machine |
| US6447641B1 (en) | 1996-11-15 | 2002-09-10 | Kimberly-Clark Worldwide, Inc. | Transfer system and process for making a stretchable fibrous web and article produced thereof |
| US5725734A (en) * | 1996-11-15 | 1998-03-10 | Kimberly Clark Corporation | Transfer system and process for making a stretchable fibrous web and article produced thereof |
| US6001421A (en) | 1996-12-03 | 1999-12-14 | Valmet Corporation | Method for drying paper and a dry end of a paper machine |
| US5851353A (en) | 1997-04-14 | 1998-12-22 | Kimberly-Clark Worldwide, Inc. | Method for wet web molding and drying |
| US6214146B1 (en) | 1997-04-17 | 2001-04-10 | Kimberly-Clark Worldwide, Inc. | Creped wiping product containing binder fibers |
| US5935381A (en) | 1997-06-06 | 1999-08-10 | The Procter & Gamble Company | Differential density cellulosic structure and process for making same |
| US6139686A (en) | 1997-06-06 | 2000-10-31 | The Procter & Gamble Company | Process and apparatus for making foreshortened cellulsic structure |
| US6133405A (en) | 1997-07-10 | 2000-10-17 | Hercules Incorporated | Polyalkanolamide tackifying resins for creping adhesives |
| US6187137B1 (en) | 1997-10-31 | 2001-02-13 | Kimberly-Clark Worldwide, Inc. | Method of producing low density resilient webs |
| US6197154B1 (en) | 1997-10-31 | 2001-03-06 | Kimberly-Clark Worldwide, Inc. | Low density resilient webs and methods of making such webs |
| CA2325908C (en) | 1997-10-31 | 2006-02-28 | Beloit Technologies, Inc. | Air press |
| US6547924B2 (en) | 1998-03-20 | 2003-04-15 | Metso Paper Karlstad Ab | Paper machine for and method of manufacturing textured soft paper |
| US6149769A (en) | 1998-06-03 | 2000-11-21 | The Procter & Gamble Company | Soft tissue having temporary wet strength |
| US6306257B1 (en) | 1998-06-17 | 2001-10-23 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6280573B1 (en) | 1998-08-12 | 2001-08-28 | Kimberly-Clark Worldwide, Inc. | Leakage control system for treatment of moving webs |
| US6287426B1 (en) * | 1998-09-09 | 2001-09-11 | Valmet-Karlstad Ab | Paper machine for manufacturing structured soft paper |
| AR023070A1 (es) | 1998-12-21 | 2002-09-04 | Kimberly Clark Co | Tejido de papel impreso crespado humedo y proceso para obtener dicho tejido. |
| US6423180B1 (en) | 1998-12-30 | 2002-07-23 | Kimberly-Clark Worldwide, Inc. | Soft and tough paper product with high bulk |
| US6458343B1 (en) | 1999-05-07 | 2002-10-01 | Goldschmidt Chemical Corporation | Quaternary compounds, compositions containing them, and uses thereof |
| US6601173B1 (en) | 1999-07-06 | 2003-07-29 | Avaya Technology Corp. | Multi-user internet access and security system |
| US6162327A (en) | 1999-09-17 | 2000-12-19 | The Procter & Gamble Company | Multifunctional tissue paper product |
| US6318727B1 (en) | 1999-11-05 | 2001-11-20 | Kimberly-Clark Worldwide, Inc. | Apparatus for maintaining a fluid seal with a moving substrate |
| US6432267B1 (en) | 1999-12-16 | 2002-08-13 | Georgia-Pacific Corporation | Wet crepe, impingement-air dry process for making absorbent sheet |
| US6447640B1 (en) * | 2000-04-24 | 2002-09-10 | Georgia-Pacific Corporation | Impingement air dry process for making absorbent sheet |
| AU5985001A (en) | 2000-05-12 | 2001-11-20 | Kimberly Clark Co | Process for increasing the softness of base webs and products made therefrom |
| KR20030007562A (ko) | 2000-05-18 | 2003-01-23 | 멧소 페이퍼 칼스타드 아크티에보라그 | 소프트 크레이프 제지기 및 그것의 프레스부 |
| US6749723B2 (en) | 2000-06-28 | 2004-06-15 | Metso Paper Karlstad Ab | Measuring arrangements in a shortened dry end of a tissue machine |
| US6454904B1 (en) | 2000-06-30 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Method for making tissue sheets on a modified conventional crescent-former tissue machine |
| US6497789B1 (en) | 2000-06-30 | 2002-12-24 | Kimberly-Clark Worldwide, Inc. | Method for making tissue sheets on a modified conventional wet-pressed machine |
| US6478927B1 (en) | 2000-08-17 | 2002-11-12 | Kimberly-Clark Worldwide, Inc. | Method of forming a tissue with surfaces having elevated regions |
| US6464829B1 (en) | 2000-08-17 | 2002-10-15 | Kimberly-Clark Worldwide, Inc. | Tissue with surfaces having elevated regions |
| US6610173B1 (en) | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| US6752907B2 (en) * | 2001-01-12 | 2004-06-22 | Georgia-Pacific Corporation | Wet crepe throughdry process for making absorbent sheet and novel fibrous product |
| US6551461B2 (en) | 2001-07-30 | 2003-04-22 | Kimberly-Clark Worldwide, Inc. | Process for making throughdried tissue using exhaust gas recovery |
| DE10157451A1 (de) | 2001-11-23 | 2003-06-05 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer Faserstoffbahn |
| US7070678B2 (en) | 2001-11-30 | 2006-07-04 | Kimberly-Clark Worldwide, Inc. | Paper webs having a watermark pattern |
| US20030111195A1 (en) | 2001-12-19 | 2003-06-19 | Kimberly-Clark Worldwide, Inc. | Method and system for manufacturing tissue products, and products produced thereby |
| US6698681B1 (en) | 2002-10-04 | 2004-03-02 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for winding paper |
| DK1985754T3 (en) * | 2002-10-07 | 2016-09-19 | Georgia Pacific Consumer Products Lp | A process for producing a bæltekreppet absorbent cellulose layer, and absorbent layer |
| US7585389B2 (en) | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7442278B2 (en) * | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7789995B2 (en) * | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| US7300543B2 (en) | 2003-12-23 | 2007-11-27 | Kimberly-Clark Worldwide, Inc. | Tissue products having high durability and a deep discontinuous pocket structure |
| EP2492393B1 (en) * | 2004-04-14 | 2016-07-06 | Georgia-Pacific Consumer Products LP | Absorbent product with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7503998B2 (en) * | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US7416637B2 (en) * | 2004-07-01 | 2008-08-26 | Georgia-Pacific Consumer Products Lp | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| EP1907625B1 (en) * | 2005-06-24 | 2014-04-02 | Georgia-Pacific Consumer Products LP | Fabric-creped sheet for dispensers |
| US20070062656A1 (en) * | 2005-09-20 | 2007-03-22 | Fort James Corporation | Linerboard With Enhanced CD Strength For Making Boxboard |
| US20070137807A1 (en) * | 2005-12-15 | 2007-06-21 | Schulz Thomas H | Durable hand towel |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US7718036B2 (en) * | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| WO2007139726A1 (en) * | 2006-05-26 | 2007-12-06 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet wth variable local basis weight |
| US20080008865A1 (en) * | 2006-06-23 | 2008-01-10 | Georgia-Pacific Consumer Products Lp | Antimicrobial hand towel for touchless automatic dispensers |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7563344B2 (en) | 2006-10-27 | 2009-07-21 | Kimberly-Clark Worldwide, Inc. | Molded wet-pressed tissue |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US7608164B2 (en) | 2007-02-27 | 2009-10-27 | Georgia-Pacific Consumer Products Lp | Fabric-crepe process with prolonged production cycle and improved drying |
| WO2009151612A2 (en) * | 2008-06-11 | 2009-12-17 | Georgia-Pacific Consumer Products Lp | Absorbent sheet prepared with papermaking fiber and synthetic fiber exhibiting improved wet strength |
-
2003
- 2003-10-06 DK DK08012591.7T patent/DK1985754T3/en active
- 2003-10-06 RU RU2005113241/12A patent/RU2329345C2/ru active
- 2003-10-06 CN CNB2003801048192A patent/CN100465375C/zh not_active Expired - Lifetime
- 2003-10-06 ES ES08012591.7T patent/ES2593793T3/es not_active Expired - Lifetime
- 2003-10-06 PT PT80125917T patent/PT1985754T/pt unknown
- 2003-10-06 AU AU2003279792A patent/AU2003279792A1/en not_active Abandoned
- 2003-10-06 CA CA2724119A patent/CA2724119C/en not_active Expired - Lifetime
- 2003-10-06 EP EP03773123A patent/EP1556548B1/en not_active Expired - Lifetime
- 2003-10-06 CA CA2724121A patent/CA2724121C/en not_active Expired - Lifetime
- 2003-10-06 US US10/679,862 patent/US7399378B2/en active Active
- 2003-10-06 CA CA2501329A patent/CA2501329C/en not_active Expired - Lifetime
- 2003-10-06 WO PCT/US2003/031418 patent/WO2004033793A2/en not_active Application Discontinuation
- 2003-10-06 CN CN201110197477XA patent/CN102268834B/zh not_active Expired - Lifetime
- 2003-10-06 DE DE60324829T patent/DE60324829D1/de not_active Expired - Lifetime
- 2003-10-06 SI SI200332490A patent/SI1985754T1/sl unknown
- 2003-10-06 AT AT03773123T patent/ATE414819T1/de active
- 2003-10-06 HU HUE08012591A patent/HUE030632T2/en unknown
- 2003-10-06 EP EP08012591.7A patent/EP1985754B1/en not_active Expired - Lifetime
- 2003-10-06 CN CN200910003613XA patent/CN101538813B/zh not_active Expired - Lifetime
- 2003-10-06 CA CA2724104A patent/CA2724104C/en not_active Expired - Lifetime
- 2003-10-06 ES ES03773123T patent/ES2316835T3/es not_active Expired - Lifetime
-
2005
- 2005-04-03 IL IL167838A patent/IL167838A/en active IP Right Grant
- 2005-04-04 EG EGNA2005000104 patent/EG23827A/xx active
- 2005-04-05 TN TNP2005000100A patent/TNSN05100A1/en unknown
- 2005-12-29 HK HK05112078.5A patent/HK1079828B/zh not_active IP Right Cessation
- 2005-12-29 HK HK09101719.9A patent/HK1121790A1/zh not_active IP Right Cessation
-
2008
- 2008-06-05 US US12/156,820 patent/US7588661B2/en not_active Expired - Lifetime
- 2008-06-05 US US12/156,834 patent/US7704349B2/en not_active Expired - Lifetime
-
2009
- 2009-07-27 US US12/460,972 patent/US7935220B2/en not_active Expired - Lifetime
-
2016
- 2016-09-13 CY CY20161100909T patent/CY1118278T1/el unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3926716A (en) * | 1974-03-19 | 1975-12-16 | Procter & Gamble | Transfer and adherence of relatively dry paper web to a rotating cylindrical surface |
| US4551199A (en) * | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4849054A (en) * | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| US5840404A (en) * | 1995-08-25 | 1998-11-24 | Fort James France | Absorbent multilayer sheet and method for making same |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2573482C2 (ru) * | 2010-12-28 | 2016-01-20 | Кимберли-Кларк Ворлдвайд, Инк. | Материал из крепированной санитарно-гигиенической бумаги с повышенной удерживающей емкостью |
| US10731301B2 (en) | 2014-09-25 | 2020-08-04 | Gpcp Ip Holdings Llc | Absorbent sheet made by creping a nascent web on a multilayer belt having openings |
| EA039115B1 (ru) * | 2015-09-25 | 2021-12-06 | Джиписипи Айпи Холдингз Элэлси | Абсорбирующий лист из целлюлозных волокон |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2329345C2 (ru) | Способ крепирования посредством ткани для изготовления абсорбирующей бумаги | |
| US4166001A (en) | Multiple layer formation process for creped tissue | |
| US8012309B2 (en) | Method of making wet embossed paperboard | |
| DE60121385T2 (de) | Prallströmtrockenverfahren zur Herstellung eines absorbierenden Blattes | |
| AU640805B2 (en) | Fibrous tape base material | |
| EP1125021B1 (en) | Method of producing a paper having a three-dimensional pattern | |
| US20040076798A1 (en) | Embossed high flexible paper and a method of producing the same | |
| RU2008102737A (ru) | Крепированный с использованием материала лист для выдачных устройств | |
| AU755216B2 (en) | Method of producing an extensible paper having a three-dimensional pattern and a paper produced by the method | |
| AU756203B2 (en) | Method of producing a paper having a three-dimensional pattern | |
| CN112203568B (zh) | 软质薄纸 | |
| CA2617812C (en) | Wet embossed paperboard and method and apparatus for manufacturing same | |
| EP1133599B1 (en) | Method of producing a paper having a three-dimensional pattern | |
| ZA200102464B (en) | Method of producing a paper having a three-dimensional pattern and paper produced by the method. | |
| US20020079078A1 (en) | Device for producing an extensible paper having a three-dimensional pattern | |
| MXPA01003314A (en) | Method of producing a paper having a three-dimensional pattern | |
| KR20090019793A (ko) | 다층 직조 크레이핑 직물 | |
| MXPA01003250A (en) | Method of producing a paper having a three-dimensional pattern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC41 | Official registration of the transfer of exclusive right |
Effective date: 20160725 |
|
| PC41 | Official registration of the transfer of exclusive right |
Effective date: 20180312 |