RU2294252C2 - Устройство для нанесения смазочного материала на внешние поверхности валков прокатных клетей - Google Patents
Устройство для нанесения смазочного материала на внешние поверхности валков прокатных клетей Download PDFInfo
- Publication number
- RU2294252C2 RU2294252C2 RU2004110043/02A RU2004110043A RU2294252C2 RU 2294252 C2 RU2294252 C2 RU 2294252C2 RU 2004110043/02 A RU2004110043/02 A RU 2004110043/02A RU 2004110043 A RU2004110043 A RU 2004110043A RU 2294252 C2 RU2294252 C2 RU 2294252C2
- Authority
- RU
- Russia
- Prior art keywords
- roll
- rolls
- lubricant
- rolling
- strip
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/06—Lubricating, cooling or heating rolls
- B21B27/10—Lubricating, cooling or heating rolls externally
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Metal Rolling (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Lubrication Of Internal Combustion Engines (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
Изобретение относится к области прокатки полос, в частности, в многовалковых клетях с опорными и рабочими валками, в которых смазочный материал наносится на область внешней поверхности рабочего валка, контактирующего с полосой, между верхней или нижней поверхностью полосы и скребками, установленными рядом с внешней поверхностью. Задача изобретения - повышение равномерности покрытия, возможность локального ограничения его нанесения. Нанесение смазочного материала осуществляется наносящими валками, прижимаемыми к внешней поверхности рабочего валка, внешняя поверхность которого взаимодействует с внешней поверхностью установленного параллельно передающего валка, на внешнюю поверхность которого смазочный материал наносится посредством распылительно-центробежного устройства или погружного передающего устройства. Устройство содержит средства нанесения смазки на выбранные участки поверхности валков посредством регулируемого перемещения погружного валка, распылительного устройства, центробежного устройства или бесконечной ленты параллельно оси рабочего валка. Изобретение обеспечивает возможность улучшения условий регулирования подачи смазки. 8 з.п. ф-лы, 5 ил.
Description
Изобретение касается устройства для нанесения смазочных материалов на внешние поверхности валков в прокатных клетях для прокатки полос, в частности многовалковых клетях с опорными и рабочими валками, при помощи которого смазочные материалы наносятся соответственно на внешнюю поверхность рабочего валка, контактирующую с прокатываемой полосой, и нанесение смазочного материала осуществляется наносящими валками, выполненными с возможностью прижимания к внешней поверхности рабочего валка, или вращающимися бесконечными лентами, на внешнюю поверхность которых наносится смазочный материал посредством погруженных валков, распылительного устройства, центробежного устройства или устройства промежуточного валка.
Устройства такого типа были известны в многочисленных формах выполнения. Так патент США 1634258 показывает дуо-горизонтальную прокатную клеть, в которой перед каждым валком размещен прижимаемый к их внешней поверхности, выполненный из эластичного материала наносящий валок, на поверхность которого подается из нескольких распылительных форсунок смазочный материал, который затем будет перенесен с поверхности этого наносящего валка на поверхность горизонтальных валков. В заявке Японии 60227096 описан держатель смазывающих валков, перемещаемый радиально по отношению к поверхности рабочего валка, а в патенте США 4272976 описаны расположенные спереди и сзади рабочих валков четырехвалковой прокатной клети распылительные форсунки с прижимными валками, распределяющими нанесенный распылительными форсунками на поверхность рабочих валков смазочный материал, и с вентиляторами холодного воздуха, которые подают на валки холодный воздух. Согласно заявке Японии 57137010 было предложено наносить смазочный материал на внешнюю поверхность рабочих валков четырехвалковой прокатной клети за счет того, что между рабочим валком и погруженным валком, помещенным в открытую емкость со смазочным материалом, расположен передающий валок, который принимает смазочный материал от поверхности погруженного валка и наносит на поверхность рабочего валка. И, наконец, из авторского свидетельства СССР 532417 известно решение, согласно которому бесконечная лента проводится посредством направляющих и натяжных роликов через емкость со смазочным материалом и затем смоченной смазочным материалом стороной - по рабочему валку прокатной клети.
С помощью этих устройств соответственно всегда вся ширина внешней поверхности рабочих валков покрывается смазочным материалом, и требуются особые подготовительные операции, чтобы предохранить область нанесения смазочного материала на внешнюю поверхность рабочих валков над и под полосой прокатки от беспорядочного попадания воды из устройства охлаждения прокатной клети. К тому же требуется особенный, управляемый скребок, расположение и принцип действия которого, особенно под проходящей полосой, зачастую обуславливает проблемы и всегда требует квалифицированного технического обслуживания.
В основе изобретения лежит задача создать устройство для нанесения смазочного материала на внешние поверхности рабочих валков прокатной клети, которое позволяет устранить эти недостатки и исключить упомянутые проблемы.
Эта задача решена за счет того, что нанесение смазочного материала на выбранные участки внешней поверхности рабочих валков осуществляется посредством регулируемого перемещения погруженных валков, распылительного устройства, центробежного устройства, устройства промежуточного валка или бесконечных лент параллельно оси рабочих валков. Центробежное устройство, согласно изобретению, может состоять из щеточного валка, контактирующего с внешней поверхностью погруженного валка и ось которого параллельна оси погруженного валка, причем щеточный элемент щеточного валка счищает смазочный материал с внешней поверхности погруженного валка в направлении промежуточных валков и рабочего валка. При применении одной вращающейся бесконечной ленты на ее внешние поверхности может путем распыления подаваться смазочный материал и используется пара регулируемых роликов, воздействующих на внешнюю поверхность и внутреннюю поверхность ленты с возможностью регулирования давления. Далее за распылительным или конвейерным устройствами, параллельно их оси вращения, могут быть расположены передвигаемые запирающие заслонки. Наносящие валки, как предложено в изобретении, могут быть покрыты эластичным материалом, впитывающим суспензии или пастообразные материалы. Погруженные валки, распылительное устройство, центробежное устройство, устройство промежуточного валка, или бесконечные ленты, с соответственно установленным держателем, могут быть расположены с возможностью перемещения из положения в области концов рабочего валка, поверх соответствующих продольных кромок полосы, относительно друг друга в область продольного центра полосы прокатки, и обратно. При этом держатель или держатели могут быть выполнены как присоединяемые к прокатной клети отдельные и съемные кассеты, и держатели и/или один или более валков могут быть оснащены параллельным оси вращения возвратно-поступательным приводом. Далее, наносящие валки и устройства промежуточного валка при необходимости могут иметь разные осевые длины.
При помощи описанных форм выполнения устройства, соответствующего изобретению, можно получить очень равномерное, при необходимости локально определенным образом ограниченное распределение смазочного материала на внешней поверхности рабочего валка и, следовательно, однородное распределение величины трения. Смазочный материал может также точно дозироваться, что приводит к значительному снижению его потребления. Промежуточные передающие валки между передающим валком и наносящим валком могут еще более усилить этот эффект. Покрытие валков, в частности наносящего валка, эластичным материалом, впитывающим суспензии или пастообразный материал, приводит при прижатии к внешней поверхности рабочего валка, например, к тому, что имеющаяся на этой внешней поверхности водяная пленка продавливается и тем самым смазочный материал может надежно наноситься на внешнюю поверхность рабочего валка. Неравномерности, которые могут возникать в процессе прокатного производства на поверхности рабочего валка, могут быть при этом сглажены и тем самым устранены. При помощи частичного нанесения можно в соответствии с потребностями дозированно устанавливать значения ширины слоев смазочного материала, наносимого на внешнюю поверхность рабочего валка, а также значения их толщины.
Расположение наносящего валка и передающих валков на держателе, перемещаемом поперечно к оси вращения рабочего валка, не только улучшает распределение смазочного материала на внешней поверхности рабочего валка, но и может использоваться для смазки кромок полосы, чтобы уменьшить износ кромок и улучшить профиль полосы.
Накапливание смазочного материала на определенных участках внешней поверхности рабочего валка, которого обычно невозможно избежать, устраняется согласно изобретению возвратно-поступательным движением держателя наносящих и/или передающих валков. Следующее преимущество выполнения устройства, соответствующего изобретению, состоит в том, что не возникают никакие потери смазочного материала вследствие эффектов разбрызгивания. При прокатке полосы в реверсивном режиме требуется только расположение устройства на одной стороне прокатной клети, в то время как в известном вышеупомянутом методе распыления соответствующие распылительные форсунки должны предусматриваться с обеих сторон прокатной клети. В отличие от него могут устанавливаться и применяться дополнительные устройства охлаждения для рабочего валка, которые работают с распыляющей воду форсункой, а также очищающие устройства.
Изобретение поясняется далее на чертежах, изображающих варианты осуществления изобретения.
Показано:
на фиг. 1 - радиальный разрез валков многовалковой клети с двумя различными формами выполнения устройства в схематичном изображении;
на фиг. 2 - вид части фиг. 1 с другой формой выполнения устройства в увеличенном масштабе;
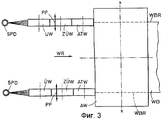
на фиг. 3 - горизонтальная проекция еще одной формы выполнения устройства в схематичном изображении;
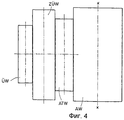
на фиг. 4 - горизонтальная проекция еще одной формы выполнения устройства, соответствующего изображению на фиг. 3;
на фиг. 5 - следующая форма выполнения устройства в схематичном изображении.
Как видно из фиг. 1, упрощенно представленная многовалковая клеть имеет два опорных валка SW1 и SW2, каждый из которых соединен с рабочим валком AW1 или AW2. Оба рабочих валка AW1 и AW2 за счет фрикционного привода от опорных валков SW1 и SW2 в направлении стрелки перемещаются и воздействуют на двигающуюся в направлении прокатки WR полосу WB; их внешние поверхности подвергаются воздействию от устройства охлаждения или очищающего устройства KE.
Перемещаемая в направлении прокатки WR внешняя поверхность рабочего валка AW1 контактирует с наносящим валком ATW, который размещен после промежуточного передающего валка ZÜW и передающего валка ÜW. Эти валки находятся во фрикционном зацеплении друг с другом, а передающий валок ÜW частично погружен в ванну TW погружения, которая содержит смазочный материал. На месте ванны TW погружения может быть также расположено не показанное на чертеже распылительное устройство для смазочного материала. Над и под наносящим валком ATW вместе с промежуточным передающим валком ZÜW, передающим валком ÜW, а также ванной TW погружения, расположены скребки AS, воздействующие на внешнюю поверхность рабочего валка AW1. Еще один перемещаемый параллельно оси вращения рабочего валка AW1 скребок ASÜ, прилегает к поверхности передающего валка ÜW.
На внешнюю поверхность другого рабочего валка AW2, под полосой прокатки WB, воздействует бесконечная лента ЕВ, которая состоит из эластичного материала, впитывающего смазочный материал, и охватывает пару обводных роликов UR. На обращенные вверх и вниз поверхности этой бесконечной ленты ЕВ через струйно-распылительные форсунки SD подается смазочный материал, и верхняя ветвь ленты проходит в зазоре между парой зажимающих роликов QR. Над и под этой конструкцией также расположены скребки AS, воздействующие на внешнюю поверхность рабочего валка AW2.
Расположение наносящего валка ATW, промежуточного передающего валка ZÜW и передающего валка ÜW на фиг. 2 соответствует изображенному на фиг. 1 чертежу с тем дополнением, что на передающий валок ÜW воздействует распылительная форсунка SPD, в распылительной струе которой расположена дисковая заслонка SB, перемещаемая параллельно оси вращения передающего валка ÜW, с помощью которой может определяться и, при необходимости, изменяться участок для подачи смазочного материала на обращенной к распылительной форсунке SPD части внешней поверхности передающего валка ÜW. Это также может быть достигнуто с помощью скребка ASÜ, прикладываемого к внешней поверхности передающего валка ÜW, и при этом регулируется толщина наносимого смазочного материала.
В варианте согласно фиг. 3 наносящий валок ATW, промежуточный передающий валок ZÜW, передающий валок ÜW и распылительная форсунка SPD расположены совместно на соответствующем не показанном подробно держателе, который может смещаться в направлении двойной стрелки PF параллельно оси вращения х-х рабочего валка AW. Держатели с валками и соответствующей распылительной форсункой сдвигаются из изображенного положения над соответствующими кромками WBR полосы WB параллельно оси вращения х-х рабочего валка AW в направлении друг к другу и друг от друга и позволяют при этом подавать смазочный материал, в частности, в область кромок, но также и в другие области полосы.
Если по производственным причинам в областях валков накапливается наносимый смазочный материал, то это вследствие вызванного этим неравномерного распределения смазочного материала может привести к проблемам движения полосы. Чтобы достичь равномерную толщину покрытия или пленки на валках, валки могут двигаться возвратно-поступательно в направлении своей оси вращения. Это может осуществляться для одного или нескольких валков. Согласованные между собой длины валков ÜW, ZÜW и ATW содействуют равномерному распределению поступающего смазочного материала.
В варианте с передающим валком ÜW согласно фиг. 5 над этим валком и его ванной TW погружения расположен приводимый во вращение щеточный валок BW, эластичные щеточные элементы BE которого счищают смазочный материал с поверхности передающего валка ÜW на поверхность промежуточного передающего валка ZÜW. От него смазочный материал переносится, как в варианте по фиг. 1, на наносящий валок ATW и посредством него с усилием наносится на поверхность рабочего валка AW. Между щеточным валком BW и промежуточным передающим валком ZÜW расположена, как в варианте по фиг. 2, перемещаемая дисковая заслонка SB, с помощью которой смазочный материал может подаваться в область подачи на поверхности промежуточного передающего валка ZÜW и через него в область подачи на поверхности наносящего валка ATW, в зависимости от ширины также, например, для смазывания кромок полосы WB.
Краткие обозначения
SW1 - опорный валок
SW2 - опорный валок
AW - рабочий валок
AW1 - рабочий валок
AW2 - рабочий валок
KE - устройство охлаждения/очищающее устройство
WR - направление прокатки
WB - полоса
ATW - наносящий валок
ÜW - передающий валок
ZÜW - промежуточный передающий валок
AS - скребок
ASÜ - скребок
SD - струйно-распылительная форсунка
QR - зажимной ролик
EB - бесконечная лента
UR - обводной ролик
TW - ванна погружения
SPD - распылительная форсунка
SB - дисковая заслонка
WBR - кромка полосы
PF - двойная стрелка
BW - щеточный валок
BE - щеточный элемент
Claims (9)
1. Устройство для нанесения смазочных материалов на внешнюю поверхность валков в прокатных клетях для прокатки полос, в частности многовалковых клетях с опорными и рабочими валками (SW; AW), в котором смазочные материалы наносят на внешнюю поверхность рабочего валка (AW), контактирующего с полосой (WB), содержащее наносящие валки (ATW), прижимаемые к внешней поверхности рабочего валка (AW), или вращающиеся бесконечные ленты (ЕВ), на внешнюю поверхность которых наносится смазочный материал посредством погруженных валков, распылительного устройства, центробежного устройства или устройства промежуточного валка, отличающееся тем, что оно содержит средства нанесения смазочного материала на выбранные участки внешней поверхности рабочих валков (AW) посредством регулируемого перемещения погруженных валков, распылительного устройства, центробежного устройства, устройства промежуточного валка или бесконечных лент параллельно оси рабочего валка.
2. Устройство по п.1, отличающееся тем, что центробежное устройство состоит из щеточного валка (BW), взаимодействующего с внешней поверхностью погруженного валка, ось которого параллельна оси погруженного валка, причем щеточный элемент (BE) щеточного валка счищает смазочный материал с внешней поверхности погруженного валка в направлении промежуточных валков и рабочего валка.
3. Устройство по п.1, отличающееся тем, что при применении вращающейся бесконечной ленты с подачей на ее поверхность путем распыления смазочного материала в нем использована пара регулируемых роликов (QR), воздействующих на внешнюю поверхность и внутреннюю поверхность ленты с возможностью регулирования давления.
4. Устройство по п.1, отличающееся тем, что за распылительным или центробежным устройством параллельно их оси вращения расположены передвигаемые заслонки.
5. Устройство по п.1, отличающееся тем, что наносящие валки (ATW) покрыты эластичным материалом, впитывающим суспензии или пастообразные материалы.
6. Устройство по п.1, отличающееся тем, что наносящий валок (ATW), промежуточные валки (ZÜW), распылительные форсунки (SPD) или щеточный валок (BW) сгруппированы в пары соответственно с установленным держателем и расположены с возможностью перемещения из положения в области концов рабочего валка (AW) поверх соответствующих продольных кромок (WBR) полосы (WB) в область продольного центра полосы прокатки (WB) и обратно и с возможностью перемещения друг относительно друга.
7. Устройство по п.6, отличающееся тем, что держатель или держатели выполнены как присоединяемые к прокатной клети отдельные и съемные кассеты.
8. Устройство по п.6, отличающееся тем, что держатели и/или один или более валков оснащены приводом параллельного оси вращения возвратно-поступательного перемещения.
9. Устройство по п.6, отличающееся тем, что наносящий валок (ÜW) и при необходимости промежуточный валок (ZÜW) имеют разные осевые длины.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10143252.6 | 2001-09-04 | ||
| DE10143252A DE10143252A1 (de) | 2001-09-04 | 2001-09-04 | Vorrichtung zum Auftragen von Schmierstoffen auf die Umfangsfläche von Walzen in Walzgerüsten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004110043A RU2004110043A (ru) | 2005-05-20 |
| RU2294252C2 true RU2294252C2 (ru) | 2007-02-27 |
Family
ID=7697626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004110043/02A RU2294252C2 (ru) | 2001-09-04 | 2002-08-23 | Устройство для нанесения смазочного материала на внешние поверхности валков прокатных клетей |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7322221B2 (ru) |
| EP (1) | EP1423212B1 (ru) |
| JP (1) | JP4410558B2 (ru) |
| CN (1) | CN1287918C (ru) |
| AT (1) | ATE288797T1 (ru) |
| BR (1) | BR0212283B1 (ru) |
| CA (1) | CA2459078C (ru) |
| DE (2) | DE10143252A1 (ru) |
| ES (1) | ES2236567T3 (ru) |
| RU (1) | RU2294252C2 (ru) |
| UA (1) | UA84121C2 (ru) |
| WO (1) | WO2003020451A1 (ru) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004025058A1 (de) * | 2004-05-18 | 2005-12-08 | Sms Demag Ag | Verfahren und Vorrichtung zur Kühlung und/oder Schmierung von Walzen und/oder Walzgut |
| JP4355280B2 (ja) * | 2004-11-22 | 2009-10-28 | 新日本製鐵株式会社 | 冷間圧延における潤滑油供給方法 |
| US7727598B2 (en) | 2006-05-02 | 2010-06-01 | Boston Scientific Scimed, Inc. | Partially roll coated workpiece and methods and systems for making the same |
| US8094982B2 (en) * | 2007-03-08 | 2012-01-10 | Oclaro (North America), Inc. | Fiber lens assembly for optical device |
| KR100987527B1 (ko) * | 2007-03-14 | 2010-10-13 | 가부시키가이샤 아이에이치아이 | 단수 교체 다단 압연기 |
| USD601597S1 (en) | 2008-09-03 | 2009-10-06 | P & B Construction, Inc. | Enclosed chamber, adjustable finish-applicator for flat and dimensional surfaces |
| DE102010049645A1 (de) * | 2010-06-28 | 2011-12-29 | Sms Meer Gmbh | Verfahren zum Warmwalzen metallischer Hohlkörper sowie entsprechendes Warmwalzwerk |
| CN109823015A (zh) * | 2018-12-29 | 2019-05-31 | 浙江华江科技股份有限公司 | 一种聚氨酯三维增强gmt复合板及其制备方法 |
| CN114951317A (zh) * | 2022-07-27 | 2022-08-30 | 江苏绿能汽配科技有限公司 | 一种金属板材轧制用润滑装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1634258A (en) | 1926-03-08 | 1927-07-05 | Seymour Mfg Co | Apparatus for rolling metal |
| US3803888A (en) * | 1973-03-07 | 1974-04-16 | Bethlehem Steel Corp | Method of reducing rolling mill roll wear |
| SU532417A1 (ru) | 1975-07-16 | 1976-10-25 | Днепропетровский Металлургический Институт | Устройство дл подачи технологической смазки на прокатные валки |
| US4272976A (en) | 1979-06-05 | 1981-06-16 | Mesta Machine Company | Hot strip rolling mill stand |
| JPS57137010A (en) | 1981-02-18 | 1982-08-24 | Sumitomo Metal Ind Ltd | Rolling method by solid lubrication |
| JPS60227906A (ja) | 1984-04-24 | 1985-11-13 | Sumitomo Metal Ind Ltd | 調質圧延装置 |
| FR2568495B1 (fr) * | 1984-08-02 | 1986-10-24 | Cegedur | Dispositif de brossage et le lubrification en continu de cylindres de laminoirs pour produits plats lamines. |
| SE463078B (sv) * | 1988-09-27 | 1990-10-08 | Btg Kaelle Inventing Ab | Paafoeringsanordning foer en- eller tvaasidig belaeggning av en loepande bana |
| DE4134599C1 (ru) * | 1991-10-18 | 1993-02-25 | Thyssen Stahl Ag, 4100 Duisburg, De | |
| JPH06226323A (ja) | 1993-02-02 | 1994-08-16 | Nippon Steel Corp | 形鋼の潤滑圧延法および潤滑装置 |
| US5523123A (en) * | 1994-07-15 | 1996-06-04 | International Rolling Mill Consultants, Inc. | Oil applicator and method for applying a film of oil to a metal strip |
| US7209699B2 (en) * | 2004-02-16 | 2007-04-24 | Ricoh Company, Limited | Lubricant applying unit, process cartridge, image forming apparatus, and image forming method |
-
2001
- 2001-09-04 DE DE10143252A patent/DE10143252A1/de not_active Withdrawn
-
2002
- 2002-08-23 UA UA2004042506A patent/UA84121C2/ru unknown
- 2002-08-23 BR BRPI0212283-9A patent/BR0212283B1/pt not_active IP Right Cessation
- 2002-08-23 RU RU2004110043/02A patent/RU2294252C2/ru not_active IP Right Cessation
- 2002-08-23 AT AT02762461T patent/ATE288797T1/de active
- 2002-08-23 EP EP02762461A patent/EP1423212B1/de not_active Expired - Lifetime
- 2002-08-23 CN CNB02817335XA patent/CN1287918C/zh not_active Expired - Fee Related
- 2002-08-23 US US10/487,520 patent/US7322221B2/en not_active Expired - Fee Related
- 2002-08-23 CA CA2459078A patent/CA2459078C/en not_active Expired - Fee Related
- 2002-08-23 ES ES02762461T patent/ES2236567T3/es not_active Expired - Lifetime
- 2002-08-23 DE DE50202243T patent/DE50202243D1/de not_active Expired - Lifetime
- 2002-08-23 WO PCT/EP2002/009437 patent/WO2003020451A1/de active IP Right Grant
- 2002-08-23 JP JP2003524747A patent/JP4410558B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CA2459078C (en) | 2010-05-25 |
| RU2004110043A (ru) | 2005-05-20 |
| BR0212283B1 (pt) | 2010-06-29 |
| BR0212283A (pt) | 2004-09-14 |
| ES2236567T3 (es) | 2005-07-16 |
| US20040250756A1 (en) | 2004-12-16 |
| DE10143252A1 (de) | 2003-03-20 |
| JP4410558B2 (ja) | 2010-02-03 |
| UA84121C2 (ru) | 2008-09-25 |
| ATE288797T1 (de) | 2005-02-15 |
| US7322221B2 (en) | 2008-01-29 |
| CN1551807A (zh) | 2004-12-01 |
| EP1423212A1 (de) | 2004-06-02 |
| DE50202243D1 (de) | 2005-03-17 |
| CN1287918C (zh) | 2006-12-06 |
| JP2005501717A (ja) | 2005-01-20 |
| CA2459078A1 (en) | 2003-03-13 |
| EP1423212B1 (de) | 2005-02-09 |
| WO2003020451A1 (de) | 2003-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3029779A (en) | Reverse bar coater | |
| KR830002849B1 (ko) | 웨브도표 장치용 로드 지지체 | |
| RU2294252C2 (ru) | Устройство для нанесения смазочного материала на внешние поверхности валков прокатных клетей | |
| US4167914A (en) | Rotating rod, rotating press roll nip coating apparatus | |
| JPH09225391A (ja) | 走行中の材料ウェブに液状又はペースト状の塗工媒体を塗被する方法と装置 | |
| US3182632A (en) | Coating apparatus with improved doctor means | |
| JP2005501717A5 (ru) | ||
| US1955414A (en) | Roll coating machine | |
| US4418503A (en) | Apparatus for continuously polishing the pressure roller of a coiling machine | |
| JPH07505573A (ja) | 紙ウェブコーティング方法および装置 | |
| US1288643A (en) | Stretching device for web-carrying rolls. | |
| JP4093330B2 (ja) | 帯状材料の連続塗装方法及び装置 | |
| US5782976A (en) | Continuous coater blade | |
| US3970039A (en) | High speed carbonizing machine | |
| CN216296870U (zh) | 一种涂布边白控制机构 | |
| JPS6331762Y2 (ru) | ||
| JP4217939B2 (ja) | ロッド塗布方法及び装置 | |
| SU856580A1 (ru) | Устройство дл разглаживани и втирани покрытий | |
| KR20040057334A (ko) | 열간 압연용 윤활장치 | |
| JP3157355U (ja) | 紙、厚紙または別の繊維材料ウェブの走行端部を被覆するための装置 | |
| JPS6218223B2 (ru) | ||
| JPH06226323A (ja) | 形鋼の潤滑圧延法および潤滑装置 | |
| FI93243C (fi) | Menetelmä ja laite filmiliimapuristimessa | |
| JPH09234404A (ja) | ロールコータ方式塗装装置 | |
| JP3685611B2 (ja) | 塗布液除去方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140824 |