RU2201542C2 - Элемент тормозного устройства из композитного материала c/c-sic и способ его изготовления - Google Patents
Элемент тормозного устройства из композитного материала c/c-sic и способ его изготовления Download PDFInfo
- Publication number
- RU2201542C2 RU2201542C2 RU99109600/28A RU99109600A RU2201542C2 RU 2201542 C2 RU2201542 C2 RU 2201542C2 RU 99109600/28 A RU99109600/28 A RU 99109600/28A RU 99109600 A RU99109600 A RU 99109600A RU 2201542 C2 RU2201542 C2 RU 2201542C2
- Authority
- RU
- Russia
- Prior art keywords
- phase
- matrix
- silicon
- carbon
- silicon carbide
- Prior art date
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000011159 matrix material Substances 0.000 claims abstract description 70
- 229910010271 silicon carbide Inorganic materials 0.000 claims abstract description 70
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims abstract description 67
- 239000010703 silicon Substances 0.000 claims abstract description 54
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 54
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 52
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 46
- 239000000835 fiber Substances 0.000 claims abstract description 32
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 21
- 239000004917 carbon fiber Substances 0.000 claims abstract description 21
- 239000000203 mixture Substances 0.000 claims abstract description 20
- 239000002243 precursor Substances 0.000 claims abstract description 19
- 238000000197 pyrolysis Methods 0.000 claims abstract description 15
- 239000007788 liquid Substances 0.000 claims abstract description 12
- 239000000126 substance Substances 0.000 claims abstract description 8
- 239000003779 heat-resistant material Substances 0.000 claims abstract description 7
- 238000005475 siliconizing Methods 0.000 claims abstract description 5
- 239000012071 phase Substances 0.000 claims description 109
- 238000000034 method Methods 0.000 claims description 66
- 239000000463 material Substances 0.000 claims description 60
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 56
- 238000005229 chemical vapour deposition Methods 0.000 claims description 31
- 239000011148 porous material Substances 0.000 claims description 31
- 238000005056 compaction Methods 0.000 claims description 26
- 229920005989 resin Polymers 0.000 claims description 25
- 239000011347 resin Substances 0.000 claims description 25
- 230000015572 biosynthetic process Effects 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 17
- 239000000919 ceramic Substances 0.000 claims description 12
- 238000006243 chemical reaction Methods 0.000 claims description 12
- 239000000945 filler Substances 0.000 claims description 12
- 239000007791 liquid phase Substances 0.000 claims description 12
- 230000003647 oxidation Effects 0.000 claims description 12
- 238000007254 oxidation reaction Methods 0.000 claims description 12
- 238000009736 wetting Methods 0.000 claims description 10
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 9
- 238000011049 filling Methods 0.000 claims description 7
- 238000005234 chemical deposition Methods 0.000 claims description 6
- 239000000725 suspension Substances 0.000 claims description 6
- 239000012705 liquid precursor Substances 0.000 claims description 5
- 229910010293 ceramic material Inorganic materials 0.000 claims description 4
- 230000035515 penetration Effects 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 3
- 238000002844 melting Methods 0.000 claims description 3
- 239000011863 silicon-based powder Substances 0.000 claims description 3
- 239000002244 precipitate Substances 0.000 claims 2
- 238000007789 sealing Methods 0.000 claims 2
- 150000001875 compounds Chemical class 0.000 claims 1
- 238000010992 reflux Methods 0.000 claims 1
- 239000012783 reinforcing fiber Substances 0.000 claims 1
- HMDDXIMCDZRSNE-UHFFFAOYSA-N [C].[Si] Chemical compound [C].[Si] HMDDXIMCDZRSNE-UHFFFAOYSA-N 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 230000003014 reinforcing effect Effects 0.000 abstract description 2
- 238000009388 chemical precipitation Methods 0.000 abstract 1
- 230000008569 process Effects 0.000 description 23
- 239000011162 core material Substances 0.000 description 18
- 239000007789 gas Substances 0.000 description 18
- 239000000571 coke Substances 0.000 description 11
- 239000002296 pyrolytic carbon Substances 0.000 description 9
- 239000000047 product Substances 0.000 description 8
- 239000000843 powder Substances 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 239000011269 tar Substances 0.000 description 6
- 239000007787 solid Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 229920003257 polycarbosilane Polymers 0.000 description 4
- 229910052580 B4C Inorganic materials 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 3
- 239000007833 carbon precursor Substances 0.000 description 3
- 210000004027 cell Anatomy 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000007849 furan resin Substances 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 229920001568 phenolic resin Polymers 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 229920001709 polysilazane Polymers 0.000 description 3
- -1 that is Substances 0.000 description 3
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000012700 ceramic precursor Substances 0.000 description 2
- 239000011365 complex material Substances 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- HDNHWROHHSBKJG-UHFFFAOYSA-N formaldehyde;furan-2-ylmethanol Chemical compound O=C.OCC1=CC=CO1 HDNHWROHHSBKJG-UHFFFAOYSA-N 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 210000003850 cellular structure Anatomy 0.000 description 1
- 239000011280 coal tar Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 150000008442 polyphenolic compounds Chemical class 0.000 description 1
- 235000013824 polyphenols Nutrition 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
- C04B35/521—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite obtained by impregnation of carbon products with a carbonisable material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/573—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained by reaction sintering or recrystallisation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62844—Coating fibres
- C04B35/62857—Coating fibres with non-oxide ceramics
- C04B35/6286—Carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62844—Coating fibres
- C04B35/62857—Coating fibres with non-oxide ceramics
- C04B35/62873—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62894—Coating the powders or the macroscopic reinforcing agents with more than one coating layer
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/628—Coating the powders or the macroscopic reinforcing agents
- C04B35/62897—Coatings characterised by their thickness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/52—Multiple coating or impregnating multiple coating or impregnating with the same composition or with compositions only differing in the concentration of the constituents, is classified as single coating or impregnation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/89—Coating or impregnation for obtaining at least two superposed coatings having different compositions
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/023—Composite materials containing carbon and carbon fibres or fibres made of carbonizable material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00241—Physical properties of the materials not provided for elsewhere in C04B2111/00
- C04B2111/00362—Friction materials, e.g. used as brake linings, anti-skid materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3826—Silicon carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/524—Non-oxidic, e.g. borides, carbides, silicides or nitrides
- C04B2235/5248—Carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/614—Gas infiltration of green bodies or pre-forms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/616—Liquid infiltration of green bodies or pre-forms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/95—Products characterised by their size, e.g. microceramics
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Braking Arrangements (AREA)
- Ceramic Products (AREA)
- Carbon And Carbon Compounds (AREA)
Abstract
Изобретение относится к композитным материалам C/C-SiC, то есть к материалам с основой из волокон углерода, усиленной композитной матрицей углерод - карбид кремния для элементов тормозов. Элемент тормозного устройства изготавливается из композитного материала, включающего в себя основу из волокон углерода и матрицу, которая вблизи рабочей трущейся поверхности или поверхностей включает в себя первую фазу из пироуглерода, окружающего волокна основы и получаемого химическим осаждением из газовой фазы, вторую жаропрочную фазу из углерода или керамики, получаемуюя за счет пиролиза предшественника в жидком состоянии, и фазу карбида кремния, получаемую путем силицирования. Композитный материал вблизи рабочей поверхности или поверхностей состоит по объему из волокон углерода 15 - 35%, фазы с пироуглеродом 10 - 55%, фазы жаропрочного материала 2 - 30%, карбида кремния 10 - 35%. Технический результат - создание элементов тормозных устройств, обладающих стабильной воспроизводимой эффективностью торможения. 5 с. и 25 з.п.ф-лы, 4 ил.
Description
Изобретение относится к композитным материалам C/C-SiC, то есть к материалам с основой из волокон углерода, усиленной композитной матрицей углерод - карбид кремния для элементов тормозов, таких как тормозные диски и/или тормозные башмаки.
На практике широко применяются трущиеся элементы из композитных материалов С/С, изготавливаемые на первичной основе в виде волокон углерода, и эта основа усиливается за счет использования углеродистой матрицы.
Заготовки выполняются из материала структуры войлока или материала с волокнами, таких как ткань, пряжа, трикотаж, однонаправленно расположенные нити, стренг или плетение подобно жилам кабеля, а также в виде сложных материалов, образованных множеством слоев с разным направлением волокон и взаимоперекрываемых; между собой эти слои скрепляются за счет облегченной прошивки. При изготовлении подобных материалов для заготовок используется ряд наложенных друг на друга и скрепленных между собой слоев типа войлока и/или материала с волокнами для получения заготовки требуемой толщины. Связь между слоями обеспечивается за счет прошивки отдельных слоев, как это описано, например, в патенте США 4790052. Используемый войлок или материал основы состоят из волокон углерода или его предшественника, в то время как видоизменение предшественника в этом последнем случае осуществляется с использованием термической обработки подготовленной основы.
Упрочнение матрицы из углерода выполняется за счет химического осаждения из газовой или жидкостной фазы.
Химическое осаждение из газовой фазы включает в себя помещение заготовки в реактор, создание в нем газовой фазы, которая при заданных температуре и давлении обеспечивает диффузию вещества в материал заготовки, и это приводит к образованию на нитях отложений углерода, получаемого за счет процесса пиролиза. Как правило, в состав газовой фазы входит один углеводород или ряд углеводородов, например метан, что приводит в результате пиролиза к выделению углерода.
Уплотнение углеродом в жидкой фазе включает в себя погружение заготовки в предшественник (источник) углерода в жидкой фазе, например смолу с ненулевым содержанием кокса, и видоизменение первичного источника углерода путем его термической обработки.
В настоящее время технология изготовления тормозных устройств с использованием композитных материалов на основе С/С применяется при создании дисковых тормозов самолетов, однако использование этих материалов для тормозов наземных машин ограничено спортивными автомобилями, принимающими участие в гонках в рамках Формулы 1.
При таком применении композитные материалы на основе С/С обычно получаются при уплотнении заготовки матрицей углерода, получаемого пиролизом при химическом осаждении из газовой фазы. Однако такой способ требует много времени и является дорогостоящим, что приводит к конечной цене продукта, не сопоставимой с тем, что требуется при широком использовании таких материалов в других областях, например на железной дороге или в легковых автомобилях. Кроме того, в этих случаях требования к элементам тормозных устройств совершенно другие по сравнению с тем, что имеет место в авиации или при проведении соревнований по Формуле 1. И хотя эти требования в целом являются менее жесткими, как показали испытания, проведенные заявителем, был выявлен целый ряд нерешенных проблем. Так, например, оказалось, что эффективность торможения существенным образом меняется в зависимости от интенсивности торможения, и она оказывается весьма низкой в условиях повышенной влажности. Кроме того, имеет место значительный износ тормозных устройств, что определяет их слишком короткий срок службы.
Для разрешения, хотя бы частично, этих задач, например для увеличения износостойкости, в европейском патенте ЕР-А-0300756 было предложено изготавливать трущиеся элементы из композитного материала на основе С/С, полученного путем упрочнения заготовки при химическом осаждении из газовой фазы, и в финальной фазе насыщать их кремнием при погружении в расплавленный кремний, что приводит к химической реакции между кремнием и углеродом матрицы и к образованию карбида кремния (SiC).
При этом процесс химического осаждения из газовой фазы, как это имеет обычно место в настоящее время, остается достаточно длительным и дорогостоящим.
Задачей настоящего изобретения является создание элементов тормозных устройств на основе композитного материала С/С-SiC, себестоимость которых и рабочие характеристики были бы таковы, что эти устройства можно было бы применять в конструкции тормозов железнодорожного транспорта или в серийно выпускаемых легковых автомобилях или спортивных автомашинах, а также на транспорте, используемом в промышленности и народном хозяйстве, например в грузовых автомобилях.
В частности, задачей изобретения является создание элементов тормозных устройств, обладающих стабильной и воспроизводимой эффективностью торможения вне зависимости от интенсивности торможения и от степени влажности окружающей среды.
Также задачей изобретения является создание элементов тормозных устройств с высокой износостойкостью, обеспечивающих возможность работы трущихся элементов в контакте с материалами с различными свойствами.
Эти задачи решаются путем использования элементов тормозных устройств, имеющих по меньшей мере одну поверхность трения и выполненных на основе композитного материала, включающего в себя прочную основу из углеродных нитей и матрицу, имеющую в своем составе хотя бы одну фазу углерода и фазу карбида кремния, при этом в тормозном элементе по меньшей мере вблизи его одной или каждой поверхности трения матрица включает в себя первую фазу, содержащую вблизи от упрочняющей волокнистой основы пироуглерод, полученный в процессе химического осаждения из газовой фазы, и вторую жаропрочную фазу, полученную, хотя бы частично, путем пиролиза жидкостной фазы-предшественника, а также фазы карбида кремния.
Подобный элемент тормозного устройства может представлять собой тормозной диск или, по меньшей мере, накладку дискового тормоза в конструкции тормозов железнодорожных вагонов, тормоз серийного легкового автомобиля или спортивного автомобиля или тормоз транспортного средства, используемого в народном хозяйстве или промышленности.
Под фазой пироуглерода здесь понимается фаза углерода, полученная в результате пиролиза при химическом осаждении из газовой фазы при использовании одного или целого ряда источников углерода, взятых в газовой фазе.
Под жаропрочной фазой здесь подразумевается фаза углерода или керамики.
Наилучшим составом композитного материала, во всяком случае вблизи одной или каждой трущейся рабочей поверхности, является следующий процентный состав по объему:
- 15-35% волокна на основе углерода,
- 10-55% первой фазы матрицы на основе пироуглерода, полученного при химическом осаждении из газовой фазы,
- 2-30% второй фазы матрицы из жаропрочного материала, получаемого, хотя бы частично, из жидкого предшественника, и
- 10-35% карбида кремния.
- 15-35% волокна на основе углерода,
- 10-55% первой фазы матрицы на основе пироуглерода, полученного при химическом осаждении из газовой фазы,
- 2-30% второй фазы матрицы из жаропрочного материала, получаемого, хотя бы частично, из жидкого предшественника, и
- 10-35% карбида кремния.
Фаза матрицы, получаемая путем химического осаждения из газовой фазы, образует на волокнах сплошное покрытие из пироуглерода постоянной толщины, которое, по меньшей мере, первоначально не имеет трещин. Пироуглерод, полностью закрывая волокна, способен их защитить в процессе формирования фазы матрицы из карбида кремния. Кроме того, пироуглерод, полученный путем химического осаждения из газовой фазы, обладает повышенной теплопроводностью и обеспечивает композитному материалу минимально необходимые термомеханические характеристики, в частности, он способен играть роль теплоотвода для энергии, выделяющейся в процессе трения. Помимо пироуглерода первая фаза матрицы может включать в себя один или несколько слоев материала, способного защитить пироуглерод, а также лежащий под ним слой волокон из углерода от воздействия кислорода. В качестве материала, обеспечивающего защиту от кислорода и наносимого за счет химического осаждения из газовой фазы, используется карбид кремния, тройная система Si-B-C или карбид бора. Этот материал может быть выбран из предшественников стекол, самозаполняющих поры, то есть материалов, способных после окисления образовывать стекло, которое, меняя свою вязкость при рабочей температуре элемента тормозного устройства, заполняет трещины, возникшие в первой фазе матрицы.
Для осуществления химического осаждения из газовой фазы могут использоваться различные способы, в частности изобарно-изотермические способы, способы с градиентом температуры, способы с градиентом давления или способы пленочного испарения. Способ, использующий градиент температуры, может осуществляться при использовании индуктивной связи между индуктором и якорем, расположенным рядом с упрочняемой заготовкой, или с помощью прямой связи между индуктором и заготовкой. Изотермические способы и способы с градиентом давления реализуются путем организации пути для предшественника в газовой фазе для матрицы либо в виде потока, направляемого в изобарных условиях, как это описано в заявке на патент Франции 2733254, либо с использованием принудительного потока, как это описано в международной заявке WO 96/15288. Способы пленочного испарения включают в себя погружение заготовки в ванну и ее разогрев до такой температуры, что вокруг нее образуется слой пара предшественника так, что осаждение происходит из газовой фазы, и это описано в патенте US 4472454.
Вторая фаза матрицы из углерода или из керамики может быть сформирована с использованием продукта перегонки смолы или дегтя или при использовании продуктов пиролиза предшественников керамики. Так, в качестве смол-предшественников углерода в жидком состоянии были выбраны вещества среди затвердевающих при нагревании смол, например фенольные смолы, фурановые смолы или эпоксидные смолы, термопластичные смолы, деготь или их комбинации. В качестве керамических предшественников в жидком состоянии брались, например, поликарбосилановые или полисилазановые смолы или их комбинации. В качестве предшественников керамических материалов в жидком состоянии, как правило, берутся поликарбосилановые смолы, полисилазаны или их комбинации. Если одна фаза матрицы получена из жидкой фазы, например из угольной смолы, то ее теплопроводность оказывается сравнительно невысокой. В результате с самого начала процесса торможения местная температура вблизи трущейся поверхности становится достаточно высокой. Если в качестве трущихся веществ использованы композитные материалы C/C-SiC, то они характеризуются сравнительно низким значением коэффициента трения при низких температурах, но с повышением температуры этот коэффициент возрастает. Быстрый рост коэффициента трения до значительных значений обеспечивает высокую эффективность торможения, начиная с самых малых скоростей, а также при торможении в условиях повышенной влажности. Кроме того, так как жаропрочная фаза, полученная из жидкого состояния, составляет только часть матрицы, не находящейся в контакте с волокнами, то она по существу не влияет на процесс теплопередачи. Более того, вторая фаза матрицы представляет собой зерна углерода или керамики, расположенные в сердцевине пор, присутствующих в материале после формирования первой фазы матрицы. В результате появляется возможность заполнить поры последней фазы матрицы карбидом кремния. Это заполнение пор позволяет исключить влияние влажности окружающей среды на свойства трущихся поверхностей.
Возможно частичное образование второй фазы матрицы с использованием твердых наполнителей, например порошка углерода или керамического материала или порошка материала, обеспечивающего защиту от окисления. Наполнители можно вводить в виде суспензий предшественника в жидкой фазе.
Фаза матрицы из карбида кремния оказывается эффективной в борьбе против износа. Она обеспечивает композитному материалу повышенную жесткость, что позволяет использовать в качестве трущихся материалов широкий спектр веществ. Кроме того, присутствие SiC позволяет повысить эффективность торможения при сухих поверхностях, начиная с самых малых энергий. SiC тактика повышает стойкость изделий против окисления, так как при этом образуется барьер, препятствующий проникновению кислорода воздуха в сердцевину композитного материала, кроме того, в значительной степени снижается пористость материала.
Одной из особенностей предлагаемых в изобретении элементов тормозных устройств является то, что в матрице имеется фаза карбида кремния, которая может начинаться только с некоторой определенной глубины от каждой или всех трущихся поверхностей.
Таким образом, если речь идет об элементе тормозного устройства и таким элементом является тормозной диск, состоящий из сердцевины и по меньшей мере одной трущейся детали или детали, подверженной износу, с одной поверхностью трения, то сердцевина диска, хотя бы частично, может быть выполнена из композитного материала, где в матрице нет фазы карбида кремния. При этом отсутствие фазы карбида кремния снижает жесткость сердцевины и это гарантирует ее высокие механические качества при переменном режиме торможения, когда эти усилия, как правило, передаются за счет механических связей к внутреннему или внешнему ободу сердцевины.
Кроме этого, возможно создание элемента тормозного устройства согласно изобретению в виде тормозной накладки, или накладки, работающей на износ, закрепляемой на сердцевине металлического диска. В такой накладке может быть фаза карбида кремния, пронизывающая ее по всей толщине или только до определенной глубины, начиная с трущейся поверхности.
Еще одной задачей настоящего изобретения является создание способа изготовления элемента тормозного устройства из композитного материала С/C-SiC, основой которого является способ создания заготовки из волокон углерода с определенной пористостью и плотностью с использованием матрицы, включающей в себя как минимум одну фазу из углерода и одну фазу из карбида кремния.
Согласно изобретению уплотнение заготовки включает в себя первый этап химического внедрения из газовой фазы такой, чтобы обеспечить заполнение от 10% до 55% по объему заготовки первой фазой матрицы, содержащей пироуглерод, образующий на волокнах углерода сплошное покрытие; второй этап уплотнения включает в себя смачивание уже частично уплотненной заготовки смесью, включающей в себя предшественник жаропрочного материала в жидкой фазе и преобразование этого предшественника путем термообработки; на третьем этапе формируется матрица из карбида кремния, по меньшей мере, вблизи единственной или всех трущихся поверхностей.
Одной из особенностей способа является то, что на первом этапе уплотнения можно сформировать первую фазу матрицы, содержащую пироуглерод и по меньшей мере один слой материала, защищающего от окисления, и все это выполняется путем химического осаждения из газовой фазы.
Другой особенностью способа является то, что второй этап уплотнения заключается в пропитке уже частично уплотненной основы специальной смесью. В ее состав входит в жидком состоянии предшественник, включающий в себя хотя бы один компонент, выбранный из целого ряда смол и дегтей, поставляющих в результате пиролиза углеродистый остаток. В составе смеси могут быть и смолы, выделяющие в результате пиролиза керамический остаток. В ее состав также может входить в виде суспензии твердотельный заполнитель, например порошок углерода, керамики или материал, защищающий от окисления.
Согласно еще одной особенности изобретения термообработка при высокой температуре выполняется на втором этапе уплотнения и перед формированием фазы матрицы из карбида кремния. Эта термообработка производится при температуре между 1800oС и примерно 2850oС, что позволяет улучшить термические свойства конечного материала, в частности его теплопроводность, и это особенно проявляется в случае, когда вторая фаза матрицы - углерод.
Фаза матрицы из карбида кремния может быть получена различными способами:
- силицированием за счет введения кремния в расплав и осуществлением реакции кремния с углеродом, входящим в состав по меньшей мере одной из двух фаз матрицы;
- силицированием путем введения газа-носителя кремния или путем введения паров кремния при высокой температуре, как правило, свыше 1800oС;
- силицированием путем введения твердого наполнителя в виде порошка кремния и последующей термической обработки, приводящей к реакции кремния с углеродом матрицы;
- химическим осаждением из газовой фазы или
- введением твердотельного наполнителя в виде порошка SiC, взвешенного в жидкости, смачивающей предварительно уплотненную заготовку.
- силицированием за счет введения кремния в расплав и осуществлением реакции кремния с углеродом, входящим в состав по меньшей мере одной из двух фаз матрицы;
- силицированием путем введения газа-носителя кремния или путем введения паров кремния при высокой температуре, как правило, свыше 1800oС;
- силицированием путем введения твердого наполнителя в виде порошка кремния и последующей термической обработки, приводящей к реакции кремния с углеродом матрицы;
- химическим осаждением из газовой фазы или
- введением твердотельного наполнителя в виде порошка SiC, взвешенного в жидкости, смачивающей предварительно уплотненную заготовку.
В случае силицирования эта операция с успехом применяется при одновременной обработке целого ряда предварительно уплотненных заготовок, когда эти детали располагаются поочередно с источниками кремния, где основная часть включает в себя кремний, а добавочная часть позволяет сформировать удерживающую структуру и обеспечивает дренаж для расплавленного кремния; затем эта конструкция нагревается до температуры, превышающей температуру плавления кремния так, что расплавленный кремний из каждого источника может поступать к одной или ко всем близко лежащим уже уплотненным заготовкам. Подобный способ силицирования описан в заявке на патент Франции 9513458 от 14 ноября 1995 г. того же заявителя.
Преимуществом заявленного способа является возможность контроля степени силицирования. Для этого количество кремния, вводимое в уплотненную заготовку через одну или каждую доступную для расплава поверхность, определяется в зависимости от требуемой глубины силицирования так, чтобы сформировать фазу матрицы из карбида кремния на ограниченной глубине, начиная от этой поверхности или этих поверхностей трения.
Ниже на примерах, не ограничивающих изобретение, детально описываются варианты осуществления настоящего изобретения. При этом описание иллюстрируется чертежами, на которых представлено следующее:
фиг.1 - последовательные этапы способа, соответствующего изобретению,
фиг. 2А, 2В и 2С - схематичное представление микроструктуры композитного материала на разных этапах изготовления элемента тормозного устройства и
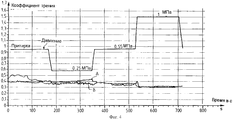
фиг.3 и 4 - кривые, представляющие изменение коэффициента трения во времени в ходе испытаний элемента тормозного устройства согласно изобретению при различных скоростях скольжения, различных величинах давления при торможении и в условиях низкой и высокой влажности.
фиг.1 - последовательные этапы способа, соответствующего изобретению,
фиг. 2А, 2В и 2С - схематичное представление микроструктуры композитного материала на разных этапах изготовления элемента тормозного устройства и
фиг.3 и 4 - кривые, представляющие изменение коэффициента трения во времени в ходе испытаний элемента тормозного устройства согласно изобретению при различных скоростях скольжения, различных величинах давления при торможении и в условиях низкой и высокой влажности.
В последующем описании более подробно рассматривается способ изготовления элемента тормозного устройства в виде тормозного диска из композитного материала C/C-SiC с условием, что и другие типы элементов тормозного устройства также могут выполняться из того же материала, например тормозные колодки и тормозные накладки на одной или двух поверхностях сердцевины диска с одной или с двумя трущимися поверхностями.
Способ изготовления тормозного диска включает в себя (фиг.1):
- изготовление заготовки круглой формы 10 из углеродных волокон,
- первый этап частичного уплотнения заготовки фазой матрицы, хотя бы частично, состоящей из пироуглерода, полученного путем химического осаждения из газовой фазы,
- второй этап частичного уплотнения за счет фазы матрицы из углерода или керамики, получаемой, хотя бы частично в жидком состоянии,
- этап формирования фазы матрицы из карбида кремния и
- конечный этап обработки диска для достижения им требуемых размеров.
- изготовление заготовки круглой формы 10 из углеродных волокон,
- первый этап частичного уплотнения заготовки фазой матрицы, хотя бы частично, состоящей из пироуглерода, полученного путем химического осаждения из газовой фазы,
- второй этап частичного уплотнения за счет фазы матрицы из углерода или керамики, получаемой, хотя бы частично в жидком состоянии,
- этап формирования фазы матрицы из карбида кремния и
- конечный этап обработки диска для достижения им требуемых размеров.
Первичная заготовка 10 из волокон изготавливается как суперпозиция слоев или страт волокнистой структуры 12 или из ряда слоев различных текстур, причем между собой слои прошиваются. Волокнистая структура 12 может представлять собой материал типа фетра, ткани, трикотажа, ткани с однонаправленно расположенными нитями, сплетенными как в кабеле или в виде жгута, либо это сложный материал, образованный целым рядом слоев однонаправленных волокон, наложенных друг на друга при их различной ориентации и неплотно прошитых между собой. Различные слои или страты накладываются друг на друга и скрепляются одна с другой как это описано, в частности, в патенте США 4790052, причем каждая сшивка выполняется с определенной поверхностной плотностью стежков, а глубина проникновения игл сохраняется неизменной с тем, чтобы достичь равномерной по объему прошивки материала. Подбор числа слоев или страт в наборе и их прошивка обеспечивают получение материала требуемой толщины.
Волокнистая структура 12 состоит из нитей углерода или из нитей предшественника углерода, например из волокон предварительно окисленного полиакрилонитрила. В последнем случае преобразование предшественника в углерод выполняется за счет термообработки волокнистой структуры до или после изготовления основы.
Заготовка круглой формы может быть изготовлена путем наложения друг на друга и прошивки плоских страт и вырезания из них основы с помощью пробойника по окончании процесса прошивки. Кроме того, можно использовать предварительно обрезанные страты круглой формы. Технология изготовления таких изделий хорошо известна и здесь нет необходимости останавливаться на ней подробно.
Объем в процентах, занимаемый волокнами углерода в заготовке, как правило, должен заключаться между 15 и 35%. Он зависит от коэффициента перекрытия волокон в используемой структуре и от плотности прошивки, что вызывает эффект уплотнения волокнистой структуры. Под объемным коэффициентом волокон здесь понимается доля эффективного объема заготовки, в действительности занимаемая волокнами. Объемный коэффициент волокон может оказаться ниже вблизи свободных поверхностей, например он может быть снижен на 10% по сравнению с частью заготовки, соответствующей сердцевине диска. Слишком низкое значение объемного коэффициента волокон на уровне сердцевины диска препятствует процессу укрепления волокон, то есть снижает механическую прочность сердцевины полученного диска из композитного материала, в то время как слишком высокое значение объемного коэффициента волокон снижает степень пористости, которая необходима для проведения запланированного уплотнения. В итоге в заготовке достигается пористость от 65 до 85% по объему и в зависимости, главным образом, от способа обработки эти поры остаются открытыми, то есть доступными извне.
После первого этапа уплотнения в заготовку можно ввести твердотельное наполнение с тем, чтобы заполнить ее примерно от 2 до 10% по объему. Это твердотельное заполнение может быть в виде жаропрочного порошка, то есть порошка углерода или керамики.
Первый этап уплотнения заключается в помещении заготовки в камеру установки для химического осаждения в газовой фазе в ходе изобарно-изотермного процесса. Газовая фаза для проведения реакции вводится в камеру, когда в ней созданы требуемые условия по температуре и давлению, способствующие прохождению процесса диффузии газовой фазы в поры заготовки и отложению материала матрицы на волокнах как результат реакции в газовой фазе при контакте на поверхности волокон. Как правило, осуществляется отложение пиролитического углерода из газовой фазы, содержащей один или несколько видов углеводородов, например метан. Обычно в реакторе поддерживается температура в пределах от 950 до 1150oС, а давление - от 1 до 3 кПа.
Желательно, чтобы при проведении процесса химического осаждения из газовой фазы в камере размещался для одновременной обработки целый ряд заготовок круглой формы. Во французской заявке на патент 2733254, указанной ранее, приведен пример одновременной загрузки "столбиком" целого ряда заготовок и их обработки в потоке газа.
Как уже указывалось ранее, можно использовать другие процессы химического осаждения из газовой фазы, например процессы с градиентом температур или с непосредственным нагревом заготовок с помощью индуктора, процессы с градиентом давления или процессы с пленочным распылением.
Химическое осаждение из газовой фазы приводит к формированию сплошного покрытия 15 из полученного в результате пиролиза углерода, покрывающего каждое волокно 14 (фиг. 2А). Этот первый этап уплотнения заготовки должен продолжаться до тех пор, пока она не заполнится пироуглеродом от 10 до 55% по объему. Действительно, количество осажденного на волокнах пироуглерода должно быть достаточным для того, чтобы обеспечить диску требуемую теплопроводность и играть роль каналов для удаления тепла, а также обеспечить необходимую механическую прочность. Однако количество осажденного углерода должно быть ограниченным с тем, чтобы в материале сохранялось определенное количество пор, которые будут заполнены в процессе дальнейшего уплотнения материала.
Первый этап уплотнения также может включать в себя образование одного или нескольких слоев материала, защищающего изделие от окисления; материал наносится на пироуглерод или вводится вместе со слоями пироуглерода. В качестве материала, защищающего от окисления и наносимого путем химического осаждения в газовой фазе, может быть выбран карбид кремния, карбид бора или тройная смесь Si-B-C. Удобно для среды с окислителем выбирать материал, способный при рабочей температуре тормозного диска превращаться в стекло, автоматически заполняющее поры.
Второй этап уплотнения проводится в жидкой фазе при смачивании заготовки, уже частично уплотненной, предшественником углерода или керамического материала, взятых в жидкой форме, и затем выполняется термообработка материала.
Как правило, в качестве предшественника углерода берется смола, характеризуемая ненулевым выходом кокса (выходом кокса является отношение в процентах углеродного остатка, полученного после обугливания, к начальной массе смолы), или деготь. В качестве таких смол берут затвердевающие при нагреве материалы, например полифенольные смолы, фурановые смолы или эпоксидные смолы. В качестве источника керамики, как правило, берут какую-либо смолу, например поликарбосилановую или полисилазановую или их комбинацию.
Смачивание, как правило, выполняется путем погружения заготовки в ванну со смесью, обычно образованной смолой и растворителем. Смачивание может проходить под давлением или в вакууме так, чтобы способствовать процессу проникновения смеси во все поры, оставшиеся в заготовке. Смоченная заготовка высушивается и после распределения смолы подвергается процессу пиролиза при температуре от 900 до 1000oС.
Второй этап уплотнения состоит из целого ряда последовательно выполняемых циклов смачивания - выделения углерода таких, чтобы заполнить от 4 до 40% заготовки по объему жаропрочной фазой. Действительно, количество углерода или керамики, полученное из жидкой фазы, должно быть достаточно, чтобы в конечном композитном материале жаропрочная фаза с низким коэффициентом теплопроводности обеспечивала быстрый переход к повышенному коэффициенту трения. Тем ни менее в материале должно оставаться определенное количество открытых пор, что обеспечивает формирование фазы матрицы из карбида кремния.
В описываемом примере полученным из жидкой фазы жаропрочным материалом является углерод. Он используется в виде зерен 16 из кокса смолы или дегтя, вводимых в поры 17 первоначально уплотненной заготовки (фиг.2В).
На втором этапе уплотнения в материал может быть введен твердотельный наполнитель, используемый в виде суспензии в жидком предшественнике. Таким наполнителем может быть, например, порошок углерода, измельченная керамика или порошок материала, способного защитить смесь от окисления; таким материалом является предшественник стекла, заполняющего поры.
Сразу после формирования второй фазы матрицы проводят термообработку при температуре в диапазоне от 1800 до 2850oС, особенно если в процессе используется углерод, и выполняется это для улучшения теплопроводности материала.
Фаза матрицы из карбида кремния может быть получена путем силицирования заготовки, то есть путем введения в оставшиеся и доступные извне поры кремния, либо расплавленного, либо из газовой фазы, и проведения реакции кремний - пиролитический углерод первой фазы матрицы и реакции кремний - углерод второй фазы. Можно использовать известные технологии силицирования, например, при погружении в ванну с расплавленным кремнием или приводя уплотняемую заготовку через дренаж в контакт с расплавленным кремнием, помещенным в ванну, и используя явление капиллярности.
Преимуществом обладает процесс силицирования в "стопке" как пример, описанный в указанной выше заявке на патент Франции 9513458. Несколько заготовок после первичного уплотнения 10' укладываются друг на друга, причем между ними помещают источники кремния 18 и эти же источники располагаются сверху и снизу стопки. В качестве источника кремния 18 берется материал с преимущественным содержанием этого элемента или материал на основе кремния, например, в виде порошка, а также материал с низким содержанием кремния, но способный сформировать структуру, удерживающую расплавленный кремний и способную обеспечить его подачу. В качестве фазы с низким содержанием кремния берется материал с жесткой ячеистой структурой, подобной структуре пчелиных сот 18а, причем ячейки заполняются порошком кремния 18b. Как вариант, в качестве фазы с низким содержанием кремния берется материал в виде трехмерной решетки с развитой системой пор, подобной войлоку с короткими волокнами, или нежесткая пористая структура типа вспененного материала, причем фаза с низким содержанием кремния распространяется на весь объем источника кремния.
Процесс силицирования осуществляется путем нагрева стопки заготовок 10' и источников кремния 18 до температуры в диапазоне от 1410 до 1600oС при пониженном давлении, например при давлении ниже 50 кПа, и в нейтральной атмосфере, например в атмосфере аргона или в вакууме. Когда кремний в ячейках 18 достигнет температуры плавления, он стекает к прилегающим заготовкам и проникает в них через стенки, находящиеся в контакте с ячейками 18. Истечение кремния из источника 18 происходит под действием силы тяжести в направлении к заготовке 10', расположенной ниже источника, а под действием капиллярных сил вверх к заготовке 10', расположенной над источником.
Расплавленный кремний проникает в оставшиеся в предварительно уплотненной заготовке 10' поры, где образует в ходе реакции с углеродом (либо с пироуглеродом 15, либо с углеродом, полученным из жидкой фазы (фиг.2C)) карбид кремния (SiC). В результате получается слой карбида кремния вплоть до сердцевины уплотненной заготовки там, где поры доступны. Этот слой в зависимости от распределения пор, оставшихся в заготовке после уплотнения, но до силицирования, может составлять от нескольких микрон до 10 микрон, если в источнике достаточно кремния. В результате получается диск с внутренней защитой от окисления слоем SiC 19, образующим барьер для кислорода воздуха. Кроме того, вблизи трущихся поверхностей диска карбид кремния SiC обеспечивает изделию твердость и износостойкость. После реакции кремния с пиролитическим углеродом, который покрывает поверхность пор 17, а также с углеродом в виде зерен 16, который частично заполняют поры, полученный карбид кремния SiC 19 хотя бы частично закрывает поры и таким образом обеспечивает непроницаемость композитного материала. В результате на материал практически не влияет влажность окружающей среды.
Полученный диск 20 обрабатывается до получения требуемых размеров, в частности, путем шлифования своей или своих рабочих поверхностей; обрабатываются периферия и внутренние поверхности пазов или отверстий (не показаны), которые позволяют прикреплять диск 20 к устройству, где он эксплуатируется.
Обработка диска может осуществляться до процесса силицирования. При этом поверхности источников кремния 18 должны иметь форму, комплементарную к форме поверхностей диска.
Процесс силицирования приводит к тому, что в уплотняемой заготовке заполняется карбидом кремния от 10 до 35% объема. Остаточный объем пор в уплотненной заготовке после силицирования снижается до величины, не превышающей 10%.
В итоге объем полученного диска 20 составляет:
- от 15 до 36% углеродных волокон,
- от 5 до 45% пиролитического углерода, полученного в результате химического осаждения из газовой фазы и не перешедшего в SiC,
- от 2 до 30% углерода, полученного из жидкой фазы и не перешедшего в SiC, и
- от 10 до 35% SiC.
- от 15 до 36% углеродных волокон,
- от 5 до 45% пиролитического углерода, полученного в результате химического осаждения из газовой фазы и не перешедшего в SiC,
- от 2 до 30% углерода, полученного из жидкой фазы и не перешедшего в SiC, и
- от 10 до 35% SiC.
Полученный материал обладает очень невысокой плотностью, составляющей от 1600 до 2100 кг/куб. м; он имеет коэффициент теплового расширения не более 2/1000000 на К и коэффициент температуропроводности, превышающий этот показатель для сталей. Ниже будет показано, что материал обладает стабильными и воспроизводимыми характеристиками трения без скачков и без заметного влияния на них параметров окружающей среды.
Хотя ранее уже указывалось на возможность силицирования уплотненной заготовки вплоть до ее сердцевины, преимуществом способа является то, что можно ограничить глубину силицирования, начиная от каждой рабочей поверхности. Такое ограничение получается, если использовать источники кремния, содержащие в себе минерал в количествах, недостаточных для полного силицирования заготовки. Недостаток кремния задается в зависимости от требуемой глубины обработки. В результате можно получить диски, подобные образцам 20' (фиг.1), где трущиеся части или части, подверженные износу 21'а и 21'b, силицируются в то время, как в сердцевине диска 22' не содержится SiC, во всяком случае, в его центральной части. Таким образом, SiC обеспечивает требуемую жесткость и износостойкость, а также снижает число пор в материале в рабочих зонах в то время, как отсутствие SiC хотя бы в значительной части сердцевины способствует повышению теплопроводности материала и его механической стойкости. Действительно, меньшая жесткость материала сердцевины обеспечивает лучшую передачу усилий от диска к вращающейся или неподвижной детали, с которой он связан, как правило, через пазы, образованные вдоль верхнего или нижнего обода сердцевины.
Ранее был описан способ формирования фазы матрицы из карбида кремния путем силицирования при подаче кремния в расплавленном состоянии. Однако можно рассмотреть другие способы формирования такой фазы матрицы, например силицирование кремнием, вводимым в виде порошка, с последующей термической обработкой, химическое осаждение из газовой фазы и введение твердотельного наполнителя SiC.
Хорошо известен способ химического осаждения из газовой фазы SiC, где в качестве предшественника в газовой фазе, как правило, берется метилтихлорсилан (МТС). Способ осуществляется в изобарно-изотермных условиях или в условиях градиента температуры или давления. При осуществлении способа с градиентом температуры нагрев предварительно уплотненной заготовки можно осуществлять, непосредственно используя индуктор.
Внесение наполнителя осуществляется путем погружения в вакууме в суспензию порошка SiC. Способ может быть дополнен конечным этапом химического осаждения из газовой фазы.
В случае химического осаждения из газовой фазы и внесения наполнителя химического взаимодействия с пиролитическим углеродом или углеродом, как правило, входящим в состав жаропрочной фазы, не происходит. В итоге в состав композитного материала, полученного в конечной стадии, входит углерод, выделенный на первом и втором этапах уплотнения.
Пример 1
Диски и башмаки для тормозов железнодорожных вагонов изготавливают следующим образом.
Диски и башмаки для тормозов железнодорожных вагонов изготавливают следующим образом.
Волокнистые заготовки приготавливают путем прошивки наложенных друг на друга слоев из материала типа войлока с углеродными волокнами, и образцы обрезают так, чтобы получить заготовки дисков круглой формы толщиной 60 мм c внутренним диаметром 235 мм и внешним диаметром 660 мм, а заготовки башмаков в виде параллелепипеда имеют размеры 15•8•40 мм. Волокна в заготовках по объему занимают 25%.
Первый этап уплотнения заготовок путем химического осаждения из газовой фазы осуществляется в атмосфере, содержащей смесь природного газа и пропана, причем температура процесса составляет примерно 1000oС, а давление - около 1,3 кПа. Химическое осаждение продолжается до заполнения примерно 42% объема заготовок пиролитическим углеродом.
Частично уплотненные заготовки погружаются в фурановую смолу и затем обрабатываются термически так, чтобы образовать вторую фазу матрицы из кокса смолы. После сушки и полимеризации смолы последняя подвергается обугливанию при температуре 900oС. Смачивание смолой позволяет получить кокс, занимающий по объему до 17% заготовки.
Уплотненные таким образом углеродом заготовки характеризуются наличием пор, доступных снаружи и составляющих около 16% объема изделия.
После обработки уплотненные заготовки подвергаются силицированию в стопках по способу, описанному в указанной выше заявке на патент Франции 9513458.
Количество кремния в расплаве, вводимого в заготовки, выбирается таким, чтобы получить фазу матрицы SiC, составляющую около 20% по объему от композитного силицированного материала, что соответствует отложению SiC примерно на 10 микрон в глубину.
Изготовленные таким образом элементы тормозных устройств (диски и башмаки) характеризуются плотностью примерно 1950 кг/куб. м и окончательным содержанием пор около 10% по объему, при этом состав материала по объему следующий:
- около 25% волокон углерода,
- около 37% пиролитического углерода, полученного в результате химического осаждения из газовой фазы,
- около 8% углерода из кокса смол и
- около 20% SiC.
- около 25% волокон углерода,
- около 37% пиролитического углерода, полученного в результате химического осаждения из газовой фазы,
- около 8% углерода из кокса смол и
- около 20% SiC.
Изготовленные таким способом диск и башмаки были испытаны на стенде для проверки тормозных устройств при низкой влажности при скорости скольжения в пределах от 5 до 100 м/с. Коэффициент трения измерялся для различных скоростей скольжения и в различные рабочие моменты. На фиг.3 заштрихованная область представляет зону, где находятся все измеренные значения. Таким образом, видно, что эффективность трения в широких границах изменения скорости скольжения остается неизменной.
Такое же тормозное устройство было испытано в условиях сухого торможения при постоянной скорости скольжения 20 м/с. После притирки в течение 3 мин под давлением торможения 0,55 МПа был измерен коэффициент трения при приложении давления торможения соответственно 0,25, 0,55 и 1 МПа в течение 3 минут. Кривая А на фиг.4 представляет изменение коэффициента торможения в зависимости от времени.
Подобное тормозное устройство было испытано в таких же условиях, за исключением того, что была повышена влажность, когда тормозное устройство постоянно опрыскивалось водой. Кривая В на фиг.4 представляет изменения коэффициента торможения в зависимости от времени.
Кривые А и В свидетельствуют о совершенной работе тормозных устройств с использованием композитного материала на основе С-С с силицированием, полученным по способу, описанному в настоящем изобретении. Коэффициент трения остается чрезвычайно стабильным в условиях изменения давления торможения и, с другой стороны, видно, что измеренные величины практически не меняются при изменении влажности серы. Таким образом, можно сказать, что достигнута постоянная эффективность торможения, не зависящая от внешний условий в ходе испытаний.
Пример 2
Диски для дисковых тормозов легковых автомобилей, самых дорогих в серии, были изготовлены следующим образом.
Диски для дисковых тормозов легковых автомобилей, самых дорогих в серии, были изготовлены следующим образом.
Заготовки из волокнистого материала изготавливали из наложенных друг на друга и прошитых слоев из волокон углерода, затем их обрезали так, чтобы получить заготовки круглой формы в виде дисков толщиной 35 мм с внутренним диаметром 160 мм и внешним диаметром 360 мм. Волокна в заготовках по объему занимали 22%.
Первый этап химического осаждения из газовой среды проводился так, чтобы чередовать слои из пиролитического углерода и тонкие слои (толщиной примерно 0,5 мкм) из карбида бора В4С, при этом заполнялось 40% начального объема заготовок.
Предварительно уплотненные заготовки погружали в фенольную смолу и затем подвергали термообработке при 900oС с тем, чтобы сформировать вторую фазу матрицы из кокса смолы. Смачивание позволяло заполнить примерно 18% объема заготовок так, что конечный объем пор в них был около 10%.
После обработки проводили силицирование, так же как и в примере 1, но на ограниченную глубину, начиная от каждой рабочей поверхности; здесь использовался источник кремния, специально заполненный так, чтобы кремния было недостаточно для силицирования заготовки на всю ее глубину. Полученные диски имели переменный состав:
- на первых 10 см, начиная от каждой рабочей поверхности, состав по объему был следующим: 22% волокон углерода, 25% пироуглерода/В4С, 5% кокса смолы и примерно 33% SiC; объем оставшихся в материале пор был около 7%,
- в остальной части диска, особенно в центральной зоне, состав по объему был следующим: 22% волокон углерода, 40% пироуглерода/В4С, 18% кокса смолы и следы карбида кремния; объем незаполненных пор 10%.
- на первых 10 см, начиная от каждой рабочей поверхности, состав по объему был следующим: 22% волокон углерода, 25% пироуглерода/В4С, 5% кокса смолы и примерно 33% SiC; объем оставшихся в материале пор был около 7%,
- в остальной части диска, особенно в центральной зоне, состав по объему был следующим: 22% волокон углерода, 40% пироуглерода/В4С, 18% кокса смолы и следы карбида кремния; объем незаполненных пор 10%.
Полученные диски имеют более низкую плотность, около 1700 кг/куб. м, а также сниженную жесткость, однако характеристики трения зон, подвергаемых в дисках износу, близки к параметрам, приведенным в примере 1.
Пример 3
Диски для автомобильных тормозов изготовляли следующим образом.
Диски для автомобильных тормозов изготовляли следующим образом.
Заготовки с волокнами получали путем прошивки наложенных друг на друга слоев материала с волокнами из углерода и их обрезали так, чтобы получить заготовки круглой формы в виде дисков толщиной 32 мм с внутренним диаметром 180 мм и внешним диаметром 320 мм. Волокна занимали в заготовках 30% по объему.
Первый этап химического осаждения в газовой фазе проводился с тем, чтобы сформировать первую фазу матрицы из пиролитического углерода, занимающую 30% объема заготовки.
Частично уплотненные заготовки погружали в поликарбосилановую смолу и затем подвергали термообработке так, чтобы сформировать вторую фазу матрицы с SiC, образуемого из продуктов пиролиза и занимающего 12% объема заготовки.
Уплотненные таким способом заготовки обрабатывали и в них химически осаждали из газовой фазы карбид кремния в ходе изотермно-изобарного процесса вплоть до заполнения 20% объема заготовки SiC.
В изготовленном диске сохранялось по объему до 8% пор.
Полученные диски имели сниженную плотность, но характеристики трения рабочих зон были близки к данным, полученным для дисков из примера 1.
Пример 4
Диски для тормозов получали следующим способом.
Диски для тормозов получали следующим способом.
Заготовки с волокнами получали путем прошивки наложенных друг на друга слоев материала с волокнами из углерода и их обрезали так, чтобы получить заготовки круглой формы, в которых волокна занимали 23% общего объема.
На первом этапе химического осаждения из газовой фазы получали фазу матрицы из пироуглерода, занимающую 45% объема заготовки.
Частично уплотненные заготовки смачивали фенольной смолой, а затем подвергали термообработке при 900oС с тем, чтобы сформировать вторую фазу матрицы из кокса смолы, занимающую 10% объема заготовки.
Уплотненные по такой технологии заготовки подвергали термообработке при 2800oС с тем, чтобы повысить теплопроводность углеродной фазы матрицы.
На третьем этапе проводили химическое осаждение из газовой фазы для образования фазы карбида кремния (SiC), занимающей 15% объема заготовки.
Полученные диски имели высокие характеристики трения.
Claims (30)
1. Элемент тормозного устройства по меньшей мере с одной рабочей поверхностью трения и изготовленный из композитного материала, включающего в свой состав основу из волокон углерода и матрицу по меньшей мере с одной фазой углерода и фазой из карбида кремния, отличающийся тем, что по меньшей мере вблизи этой рабочей поверхности или вблизи каждой рабочей поверхности трения матрица включает в себя первую фазу, расположенную вблизи усиливающих волокон, содержащую пироуглерод, полученный путем химического осаждения из газовой фазы, вторую жаропрочную фазу, полученную по меньшей мере частично за счет пиролиза материала-предшественника в жидком состоянии, и фазу карбида кремния.
2. Элемент тормозного устройства по п. 1, отличающийся тем, что вблизи рабочей поверхности или рабочих поверхностей трения композитный материал содержит по объему 15 - 35% волокон углерода, 10 - 55% первой фазы матрицы, содержащей пироуглерод, полученный путем химического осаждения из газовой фазы, 2 - 30% второй фазы матрицы жаропрочного материала, получаемой по меньшей мере частично из жидкого предшественника и 10 - 35% карбида кремния.
3. Элемент тормозного устройства по п. 1 или 2, отличающийся тем, что первая фаза матрицы включает в себя по меньшей мере один слой из материала, защищающего от окисления.
4. Элемент тормозного устройства по любому из пп. 1-3, отличающийся тем, что вторая жаропрочная фаза состоит из углерода.
5. Элемент тормозного устройства по любому из пп. 1-3, отличающийся тем, что вторая жаропрочная фаза состоит из керамического материала.
6. Элемент тормозного устройства по любому из пп. 1-5, отличающийся тем, что в матрице присутствует фаза из карбида кремния, распространяющаяся на ограниченную глубину, начиная от рабочей или каждых рабочих поверхностей трения.
7. Тормозной диск, содержащий сердцевину и по меньшей мере одну часть, подвергаемую износу с поверхностью трения, отличающийся тем, что он выполнен согласно любому из пп. 1-6.
8. Тормозной диск по п. 7, отличающийся тем, что его сердцевина по меньшей мере частично выполнена из композитного материала, в котором в состав матрицы не включена фаза карбида кремния.
9. Дисковый тормоз для железнодорожных вагонов, отличающийся тем, что содержит по меньшей мере один диск по п. 7 или 8.
10. Дисковый тормоз для легкового автомобиля, спортивного автомобиля, автомобиля, используемого для работы в хозяйстве или промышленности, отличающийся тем, что содержит диск по п. 7 или 8.
11. Способ изготовления элемента тормозного устройства из композитного материала по меньшей мере с одной рабочей поверхностью трения, включающий в себя изготовление заготовки из волокон углерода, обладающей развитой системой пор, ее уплотнение матрицей, состоящей по меньшей мере из одной фазы углерода и одной фазы карбида кремния, отличающийся тем, что уплотнение заготовки включает в себя первый этап химического осаждения из газовой фазы для заполнения 10 - 55% объема пор первой фазой матрицы из пироуглерода, покрывающего полностью волокна углерода, второй этап уплотнения за счет смачивания частично уплотненной заготовки в смеси, содержащей предшественник жаропрочного материала в жидком состоянии, преобразование этого предшественника путем термообработки, и третий этап формирования фазы матрицы из карбида кремния по меньшей мере вблизи одной рабочей или каждой рабочей поверхности.
12. Способ по п. 11, отличающийся тем, что изготавливают заготовку, имеющую объемный коэффициент заполнения волокнами 15 - 35%.
13. Способ по п. 11 или 12, отличающийся тем, что в заготовку до проведения первого этапа уплотнения вводят твердотельный жаропрочный наполнитель.
14. Способ по любому из пп. 11-13, отличающийся тем, что на первом этапе уплотнения за счет химического осаждения из газовой фазы формируют первую фазу матрицы из пироуглерода и по меньшей мере один слой материала, защищающего от окисления.
15. Способ по любому из пп. 11-14, отличающийся тем, что на втором этапе уплотнения заполняют 4 - 40% по объему заготовки жаропрочным материалом, получаемым из жидкой фазы.
16. Способ по любому из пп. 11-15, отличающийся тем, что второй этап уплотнения включает в себя смачивание уже частично уплотненной заготовки в смеси, включающей в себя предшественник в жидком состоянии и содержащий по меньшей мере одно из соединений, выбранных из ряда смол или дегтей, образующих в результате пиролиза осадок углерода и смолы, образующие в результате пиролиза осадок керамики.
17. Способ по п. 16, отличающийся тем, что в состав для смачивания входит также твердотельный наполнитель в виде суспензии из порошка углерода, керамики, а также вещество, защищающее от окисления.
18. Способ по любому из пп. 11-17, отличающийся тем, что после второго этапа уплотнения и перед третьим этапом проводят термообработку при температуре 1800 - 2850oС.
19. Способ по любому из пп. 11-18, отличающийся тем, что проводят третий этап уплотнения для заполнения 5 - 35% заготовки по объему карбидом кремния по меньшей мере в зонах около рабочей поверхности трения или около каждой рабочей поверхности.
20. Способ по любому из пп. 11-19, отличающийся тем, что третий этап уплотнения проводят так, чтобы довести остаточный объем пор в уже уплотненной заготовке до величины менее 10% по объему по меньшей мере вблизи рабочей поверхности трения или около каждой рабочей поверхности.
21. Способ по любому из пп. 11-20, отличающийся тем, что третий этап формирования фазы матрицы из карбида кремния включает силицирование путем введения кремния в расплавленном состоянии и его реакцию с углеродом, входящим в состав по меньшей мере одной из первых двух фаз матрицы.
22. Способ по п. 21, отличающийся тем, что силицирование проводят сразу для нескольких уплотненных заготовок, располагая их поочередно с источниками кремния, содержащих главную фазу на основе кремния и вспомогательную фазу для формирования структуры, предназначенной для удерживания расплавленного кремния и обеспечения его подачи, причем указанные операции выполняют при нагреве свыше температуры плавления кремния так, что расплавленный кремний из каждого источника способен проникать в прилегающую уплотненную заготовку или каждую из соседних уплотненных заготовок.
23. Способ по п. 22, отличающийся тем, что в источниках кремния используют в качестве главной фазы порошкообразный кремний.
24. Способ по п. 22 или 23, отличающийся тем, что в источниках кремния в качестве вспомогательной фазы используют трехмерную структуру, охватывающую весь источник кремния.
25. Способ по п. 24, отличающийся тем, что в качестве трехмерной структуры выбирают жесткий материал с ячейками, решетки из волокон и нежесткий материал с ячейками.
26. Способ по любому из пп. 21-25, отличающийся тем, что количество кремния, вводимое в уплотненную заготовку через рабочую поверхность трения или каждую рабочую поверхность, зависит от заданной глубины проникновения при силицировании, чтобы сформировать фазу матрицы из карбида кремния на ограниченной глубине, начиная от уровня рабочей поверхности трения или каждой рабочей поверхности.
27. Способ по любому из пп. 11-20, отличающийся тем, что третий этап формирования фазы матрицы из карбида кремния выполняют путем химического осаждения из газовой фазы.
28. Способ по любому из пп. 11-20, отличающийся тем, что третий этап формирования фазы матрицы из карбида кремния выполняют путем силицирования за счет подачи при высокой температуре газа, содержащего кремний.
29. Способ по любому из пп. 11-20, отличающийся тем, что третий этап формирования третьей фазы матрицы из карбида кремния выполняют путем силицирования при введении порошка кремния и с термообработкой.
30. Способ по любому из пп. 11-20, отличающийся тем, что третий этап формирования третьей фазы из карбида кремния выполняют хотя бы частично путем введения твердотельного наполнителя в виде суспензии порошка карбида кремния в жидкости.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP96402184.4 | 1996-10-14 | ||
| EP96402184A EP0835853A1 (fr) | 1996-10-14 | 1996-10-14 | Elément de friction en matériau composite carbone/carbone-carbure de silicium et procédé pour sa fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU99109600A RU99109600A (ru) | 2001-03-27 |
| RU2201542C2 true RU2201542C2 (ru) | 2003-03-27 |
Family
ID=8225300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99109600/28A RU2201542C2 (ru) | 1996-10-14 | 1997-10-14 | Элемент тормозного устройства из композитного материала c/c-sic и способ его изготовления |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6221475B1 (ru) |
| EP (2) | EP0835853A1 (ru) |
| JP (1) | JP2001505863A (ru) |
| KR (1) | KR100512307B1 (ru) |
| CN (1) | CN1128773C (ru) |
| AT (1) | ATE255545T1 (ru) |
| CA (1) | CA2268516C (ru) |
| DE (1) | DE69726604T3 (ru) |
| HK (1) | HK1023984A1 (ru) |
| RU (1) | RU2201542C2 (ru) |
| UA (1) | UA54452C2 (ru) |
| WO (1) | WO1998016484A1 (ru) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2477686C2 (ru) * | 2007-11-30 | 2013-03-20 | Мессье-Бугатти-Доути | Способ изготовления деталей из композиционного материала, армированного углеродным волокном |
| RU2508517C1 (ru) * | 2009-12-11 | 2014-02-27 | Сгл Карбон Се | Пропитанное смолой изделие из карбида кремния |
| RU2568660C1 (ru) * | 2014-11-05 | 2015-11-20 | Открытое Акционерное Общество "Уральский научно-исследовательский институт композиционных материалов" | Способ изготовления тонкостенных изделий из композиционного материала с градиентными по толщине свойствами |
| CN110396000A (zh) * | 2019-07-30 | 2019-11-01 | 湖南博望碳陶有限公司 | 一种碳陶飞机刹车盘的制备方法 |
| CN110395999A (zh) * | 2019-07-30 | 2019-11-01 | 湖南博望碳陶有限公司 | 一种碳陶摩擦材料的制备方法和应用 |
| RU2784696C1 (ru) * | 2021-12-30 | 2022-11-29 | Акционерное общество "Уральский научно-исследовательский институт композиционных материалов" | Тормозное устройство из композиционного материала и способ изготовления его элементов силицированием углеродсодержащего материала |
Families Citing this family (104)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19721473C2 (de) * | 1997-05-22 | 2002-11-14 | Deutsch Zentr Luft & Raumfahrt | Reibeinheit zum reibenden Eingriff mit einem Gegenkörper sowie Verfahren zur Herstellung einer solchen Reibeinheit |
| DE19727586C2 (de) * | 1997-06-28 | 2002-10-24 | Daimler Chrysler Ag | Bremseinheit aus Bremsscheibe und Bremsbelag |
| GB9717152D0 (en) * | 1997-08-13 | 1997-10-22 | Surface Transforms Ltd | Improvements in or relating to carbon-carbon fibre composite materials |
| DE69806333T3 (de) † | 1997-12-16 | 2006-06-14 | Ngk Insulators Ltd | Faserverbundwerkstoff und seine Verwendung |
| KR20000046407A (ko) * | 1998-12-31 | 2000-07-25 | 추호석 | 탄소/탄소 복합재 제조방법 |
| US7169465B1 (en) | 1999-08-20 | 2007-01-30 | Karandikar Prashant G | Low expansion metal-ceramic composite bodies, and methods for making same |
| US20050181209A1 (en) * | 1999-08-20 | 2005-08-18 | Karandikar Prashant G. | Nanotube-containing composite bodies, and methods for making same |
| US7244034B1 (en) | 1999-08-20 | 2007-07-17 | M Cubed Technologies, Inc. | Low CTE metal-ceramic composite articles, and methods for making same |
| DE60010845T3 (de) * | 2000-02-09 | 2011-05-05 | Freni Brembo S.P.A., Curno | Geformtes Verbundmaterial für Bremsen und Verfahren zu seiner Herstellung |
| DE10009432C1 (de) * | 2000-02-28 | 2001-12-06 | Mtu Aero Engines Gmbh | Bürste für eine Bürstendichtung |
| DE10045881A1 (de) | 2000-09-14 | 2002-05-08 | Inventio Ag | Sicherheitseinrichtung für einen Aufzug |
| JP2002121087A (ja) * | 2000-10-13 | 2002-04-23 | Toshiba Ceramics Co Ltd | セラミックス多孔質焼結体及びその製造方法 |
| CA2361992A1 (en) * | 2000-11-13 | 2002-05-13 | Mikronwood, Llc | Multi-component coextrusion |
| JP4464552B2 (ja) | 2000-12-08 | 2010-05-19 | 日本碍子株式会社 | 新規な複合材料および複合材料の製造方法 |
| US6376431B1 (en) * | 2001-03-15 | 2002-04-23 | Honeywell International Inc. | Reduced wear carbon brake material |
| JP2003097552A (ja) * | 2001-09-21 | 2003-04-03 | Nsk Ltd | 摩擦付加装置および直動案内装置 |
| FR2833204B1 (fr) * | 2001-12-11 | 2004-05-28 | Snecma | Realisation de preforme fibreuse aiguilletee pour fabrication de piece en materiau composite |
| EP1382879B1 (de) * | 2002-07-16 | 2009-06-10 | SGL Carbon SE | Verwendung von Reibmaterialien für nassreibende Reibpaarungen |
| FR2851244B1 (fr) | 2003-02-17 | 2005-06-17 | Snecma Propulsion Solide | Procede de siliciuration de materiaux composites thermostructuraux et pieces telles qu'obtenues par le procede |
| JP3938558B2 (ja) * | 2003-05-13 | 2007-06-27 | 本田技研工業株式会社 | ブレーキディスクの製造方法 |
| GB2403989B (en) * | 2003-07-15 | 2006-06-14 | Dunlop Aerospace Ltd | Composite article |
| ES2317001T5 (es) | 2003-07-15 | 2012-10-18 | Meggitt Aerospace Limited | Artículo compuesto |
| DE10334895B3 (de) * | 2003-07-29 | 2005-05-19 | Diehl Metall Stiftung & Co.Kg | Synchronring |
| US20060237279A1 (en) * | 2004-07-06 | 2006-10-26 | Meinrad Holderied | Synchronizer ring |
| DE10346499A1 (de) * | 2003-10-02 | 2005-04-28 | Sgl Carbon Ag | Reibpaarung für Feststellbremsen in Kraftfahrzeugen |
| US20050158171A1 (en) * | 2004-01-15 | 2005-07-21 | General Electric Company | Hybrid ceramic matrix composite turbine blades for improved processibility and performance |
| US20060062985A1 (en) * | 2004-04-26 | 2006-03-23 | Karandikar Prashant G | Nanotube-containing composite bodies, and methods for making same |
| KR100624094B1 (ko) * | 2004-05-28 | 2006-09-19 | 주식회사 데크 | 탄소섬유 강화 세라믹 복합체 제조방법 |
| US7799375B2 (en) * | 2004-06-30 | 2010-09-21 | Poco Graphite, Inc. | Process for the manufacturing of dense silicon carbide |
| US7332049B2 (en) * | 2004-12-22 | 2008-02-19 | General Electric Company | Method for fabricating reinforced composite materials |
| US7335012B2 (en) * | 2004-12-22 | 2008-02-26 | General Electric Company | Apparatus for fabricating reinforced composite materials |
| US7431978B2 (en) * | 2004-12-22 | 2008-10-07 | General Electric Company | Reinforced matrix composite containment duct |
| FR2880016B1 (fr) * | 2004-12-23 | 2007-04-20 | Messier Bugatti Sa | Procede de realisation de preforme fibreuse pour la fabrication de pieces en materiau composite de type carbone/carbone incorporant des particules en ceramique, et produit ainsi obtenus |
| DE102005026635A1 (de) * | 2005-06-03 | 2006-12-07 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Strukturelement und Verfahren zur Herstellung desselben |
| GB2428671B (en) | 2005-07-29 | 2011-08-31 | Surface Transforms Plc | Method for the manufacture of carbon fibre-reinforced ceramic brake or clutch disks |
| DE102005052802A1 (de) * | 2005-11-05 | 2007-05-10 | Audi Ag | Bremsscheibe mit Zwischenschicht |
| KR100694245B1 (ko) * | 2006-01-04 | 2007-03-14 | 주식회사 데크 | 탄소/세라믹 브레이크 디스크 제조방법 |
| DE102006009388B4 (de) | 2006-03-01 | 2009-02-26 | Audi Ag | Vorrichtung zur Silicierung von kohlenstoffhaltigen Werkstoffen und darin durchführbares Verfahren |
| CN100371302C (zh) * | 2006-05-26 | 2008-02-27 | 中国科学院上海硅酸盐研究所 | 气相渗硅工艺制备碳纤维增强碳化硅基复合材料的方法 |
| CN100372809C (zh) * | 2006-06-27 | 2008-03-05 | 西北工业大学 | 基体前驱物液气相热解制备碳/碳-碳化硅复合材料的方法 |
| RU2431628C2 (ru) * | 2006-08-07 | 2011-10-20 | Мессье-Бугатти | Способ уплотнения пористых изделий |
| FR2907778B1 (fr) * | 2006-10-26 | 2010-12-10 | Snecma Propulsion Solide | Procede de fabrication d'une piece en materiau composite thermostructural. |
| US20080135359A1 (en) * | 2006-12-11 | 2008-06-12 | Basirico John T | Brake rotor with ceramic matrix composite friction surface plates |
| GB0701847D0 (en) * | 2007-01-31 | 2007-03-14 | Surface Transforms Plc | Improvements in or relating to brake and clutch discs |
| DE102007007410A1 (de) * | 2007-02-12 | 2008-08-14 | Sgl Carbon Ag | Verfahren zur Herstellung eines faserverstärkten carbidkeramischen Bauteils und ein carbidkeramisches Bauteil |
| CN101070395B (zh) * | 2007-06-20 | 2010-05-26 | 中南大学 | 炭/炭-碳化硅复合材料刹车闸瓦闸片的制造方法 |
| DE102007044783A1 (de) | 2007-09-19 | 2009-04-09 | Audi Ag | Verfahren und Vorrichtung zur Silicierung von kohlenstoffhaltigen Werkstoffen |
| JP5352893B2 (ja) * | 2008-04-14 | 2013-11-27 | 東洋炭素株式会社 | 炭素繊維炭素複合成形体及び炭素繊維強化炭素複合体材料並びにその製造方法 |
| CN101486588B (zh) * | 2009-03-04 | 2013-03-20 | 中南大学 | 炭纤维增强炭-碳化硅双基体摩擦材料的制备方法 |
| US8383197B2 (en) * | 2009-05-28 | 2013-02-26 | Honeywell International Inc. | Titanium carbide or tungsten carbide with combustion synthesis to block porosity in C-C brake discs for antioxidation protection |
| US20110033623A1 (en) * | 2009-08-05 | 2011-02-10 | Honeywell International Inc. | Method of preventing carbon friction material anti oxidation system migration by utilizing carbon vapor deposition |
| FR2953826B1 (fr) * | 2009-12-16 | 2019-10-11 | Safran Landing Systems | Procede de fabrication d'une piece de friction a base de materiau composite c/c |
| KR101094785B1 (ko) | 2010-02-19 | 2011-12-20 | 국방과학연구소 | 탄소-탄소 복합재 함침용 피치의 제조방법 |
| DE102010038914A1 (de) | 2010-08-04 | 2012-02-09 | Sgl Carbon Se | Vorrichtung und Verfahren zum Silizieren |
| FR2967170B1 (fr) * | 2010-11-10 | 2013-09-20 | Messier Bugatti | Procede de fabrication d'une piece de friction a base de materiau composite c/c |
| CN102424597B (zh) * | 2011-09-26 | 2013-01-23 | 宁波伏尔肯机械密封件制造有限公司 | 碳/碳-碳化硅陶瓷复合材料的制备方法 |
| US8900661B2 (en) * | 2011-10-03 | 2014-12-02 | United Technologies Corporation | Method of filling porosity of ceramic component |
| FR2983193B1 (fr) * | 2011-11-30 | 2014-05-09 | Snecma Propulsion Solide | Procede de fabrication de piece en materiau cmc |
| CN102537155B (zh) * | 2011-12-29 | 2014-02-26 | 中国科学院过程工程研究所 | C/C-SiC-ZrC-ZrB2复相陶瓷基摩擦制动材料及其制备方法 |
| IN2014DN08953A (ru) * | 2012-04-30 | 2015-05-22 | Otis Elevator Co | |
| EP2849942B1 (en) * | 2012-05-16 | 2020-10-07 | Petroceramics S.p.A. | Shaped composite material |
| US9409823B2 (en) | 2013-02-15 | 2016-08-09 | Deborah D. L. Chung | Microstructured high-temperature hybrid material, its composite material and method of making |
| CN103145437B (zh) * | 2013-04-07 | 2014-05-28 | 山东国晶新材料有限公司 | 一种快速填充碳/碳复合材料内部孔隙的树脂等压液相浸渍致密化方法 |
| CN105531493B (zh) * | 2013-04-26 | 2018-11-02 | 派特欧赛拉米克斯股份公司 | 以纤维增强材料制造制动盘的方法和该方法制造的制动盘 |
| CN103724031B (zh) * | 2013-05-28 | 2015-08-26 | 太仓派欧技术咨询服务有限公司 | 一种用于高速动车刹车盘的陶瓷基复合材料及其制备方法 |
| CN103553695B (zh) * | 2013-10-23 | 2015-01-21 | 中南大学 | 一种碳陶复合材料制动盘及制备方法 |
| US10414142B2 (en) | 2014-12-29 | 2019-09-17 | Rolls-Royce Corporation | Needle punching of composites for preform assembly and thermomechanical enhancement |
| US9975815B2 (en) | 2015-02-26 | 2018-05-22 | General Electric Company | Methods for forming ceramic matrix composite articles |
| CA2920513C (en) * | 2015-02-26 | 2018-04-10 | General Electric Company | Ceramic matrix composite articles and methods for forming same |
| KR101628609B1 (ko) | 2015-03-13 | 2016-06-08 | 현대자동차주식회사 | 가압식 냉각수 리저버 탱크에 결합되는 화상방지커버를 구비한 가압식 냉각수 리저버 탱크 어셈블리 |
| US10302163B2 (en) | 2015-05-13 | 2019-05-28 | Honeywell International Inc. | Carbon-carbon composite component with antioxidant coating |
| US10131113B2 (en) | 2015-05-13 | 2018-11-20 | Honeywell International Inc. | Multilayered carbon-carbon composite |
| US9944526B2 (en) | 2015-05-13 | 2018-04-17 | Honeywell International Inc. | Carbon fiber preforms |
| US10035305B2 (en) | 2015-06-30 | 2018-07-31 | Honeywell International Inc. | Method of making carbon fiber preforms |
| US10022890B2 (en) | 2015-09-15 | 2018-07-17 | Honeywell International Inc. | In situ carbonization of a resin to form a carbon-carbon composite |
| US10253832B2 (en) | 2015-10-07 | 2019-04-09 | Goodrich Corporation | Composite brake disks with an integrated heat sink, methods for manufacturing the same, and methods for producing encapsulated heat sink material |
| US10300631B2 (en) | 2015-11-30 | 2019-05-28 | Honeywell International Inc. | Carbon fiber preforms |
| CN105622172B (zh) * | 2015-12-25 | 2018-08-24 | 中国科学院上海硅酸盐研究所 | 非氧化物纤维增强陶瓷基复合材料的纤维表面原位制备(C-SiC)n或SiC涂层的方法 |
| TWI602794B (zh) * | 2016-03-14 | 2017-10-21 | National Chung-Shan Institute Of Science And Tech | Ceramic composite materials production methods |
| RU2641748C2 (ru) * | 2016-06-28 | 2018-01-22 | Акционерное общество "Уральский научно-исследовательский институт композиционных материалов" | Герметичное изделие из высокотемпературного композиционного материала, армированного длинномерными волокнами, и способ его изготовления |
| CN107935617A (zh) * | 2016-10-12 | 2018-04-20 | 平顺县西沟龙鼎新材料科技有限公司 | 一种高速列车用碳陶刹车材料的制造方法 |
| US10486967B2 (en) | 2017-05-04 | 2019-11-26 | Honeywell International Inc. | Inductively heated methane pyrolysis reactor for advanced oxygen recovery in environmental control and life support systems |
| US10479739B2 (en) | 2017-05-04 | 2019-11-19 | Honeywell International Inc. | Integrated system for oxygen recovery for deep space mission |
| FR3067367B1 (fr) * | 2017-06-13 | 2019-07-26 | Safran Ceramics | Procede de fabrication d'une piece en materiau composite |
| IT201700089398A1 (it) * | 2017-08-03 | 2019-02-03 | Freni Brembo Spa | Preforma per la realizzazione di un componente di impianto frenante, costituita in un materiale composito ceramico fibro-rinforzato ottenuto per formatura e pirolisi di un pre-preg |
| CN107725648A (zh) * | 2017-09-22 | 2018-02-23 | 北京天宜上佳新材料股份有限公司 | 一种摩擦材料及由其制备形成的碳陶刹车片及其制备方法 |
| US10450236B2 (en) | 2017-09-25 | 2019-10-22 | Goodrich Corporation | Carbon/carbon composites and methods of making carbon/carbon composites having increased fiber volume and ceramic compounds |
| DE102017217358A1 (de) * | 2017-09-28 | 2019-03-28 | Sgl Carbon Se | Verfahren zur Herstellung von komplexen geometrischen Bauteilen enthaltend Kohlenstoff oder Siliziumkarbid |
| CN108299002A (zh) * | 2018-02-12 | 2018-07-20 | 西安鑫垚陶瓷复合材料有限公司 | 一种带有碳化硅摩擦功能层的C/C-SiC通风刹车盘的制备工艺 |
| US11053168B2 (en) * | 2018-03-20 | 2021-07-06 | Goodrich Corporation | Systems and methods for carbon structures incorporating silicon carbide |
| KR102085117B1 (ko) * | 2018-07-26 | 2020-03-05 | (주) 데크카본 | 탄소 세라믹 브레이크 디스크 재생방법 |
| CN112543749A (zh) * | 2018-08-03 | 2021-03-23 | 赛峰集团陶瓷 | 由cmc制成的零件的制造方法 |
| CA3213973A1 (en) * | 2018-11-20 | 2020-05-28 | Ut-Battelle, Llc | Additive manufacturing of complex objects using refractory matrix materials |
| US20200200227A1 (en) * | 2018-12-19 | 2020-06-25 | Goodrich Corporation | Aircraft brake heatsink wear liner |
| KR102208645B1 (ko) * | 2019-04-18 | 2021-01-29 | 김영근 | 차량용 브레이크 디스크 제조방법 및 차량용 브레이크 디스크 |
| KR102208646B1 (ko) * | 2019-04-18 | 2021-01-29 | 김영근 | 차량용 브레이크 디스크 패드 제조방법 및 차량용 브레이크 디스크 패드 |
| CN110606763A (zh) * | 2019-10-21 | 2019-12-24 | 山东道普安制动材料有限公司 | 一种表面纯陶瓷层碳/陶刹车盘的制备方法 |
| US11448274B2 (en) | 2020-02-03 | 2022-09-20 | Goodrich Corporation | Composites and methods of forming composites having ceramic inserts |
| US11655871B2 (en) * | 2020-03-13 | 2023-05-23 | Goodrich Corporation | Composites and methods of forming composites via pitch infiltration |
| CN111848202B (zh) * | 2020-07-24 | 2022-09-02 | 西安超码科技有限公司 | 一种具有碳化硅/硅涂层的炭/炭导流筒及其制备方法 |
| FR3113049B1 (fr) * | 2020-07-30 | 2022-10-21 | Safran Ceram | Procédé de recyclage de sous-produits carbonés |
| CN114225843B (zh) * | 2021-12-06 | 2022-08-05 | 中南大学 | 一种限域定向流动全饱和渗透反应器及制备炭/炭复合材料刹车盘的方法 |
| US20230382810A1 (en) * | 2022-05-25 | 2023-11-30 | Goodrich Corporation | Composites and methods of forming composites having an increased volume of oxidation resistant ceramic particles |
| WO2023237976A1 (en) * | 2022-06-07 | 2023-12-14 | Brembo S.P.A. | Shaped material and manufacturing method thereof |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3897582A (en) * | 1970-08-21 | 1975-07-29 | Atlantic Res Corp | Braking elements |
| DK134384B (da) † | 1973-10-09 | 1976-11-01 | Nordisk Fjerfabrik As | Kanalvår og fremgangsmåde til fremstilling af samme. |
| FR2544661A1 (fr) * | 1983-04-19 | 1984-10-26 | Europ Propulsion | Materiaux composites constitues par une matrice en carbone coke de resine, renforcee par des fibres refractaires revetues de carbone pyrolytique, et procede pour leur obtention |
| US4815572A (en) * | 1987-07-24 | 1989-03-28 | Parker-Hannifin Corporation | Brake system with improved brake material |
| FR2671797B1 (fr) * | 1991-01-18 | 1994-02-25 | Propulsion Ste Europeenne | Procede de densification d'un substrat poreux par une matrice contenant du carbone. |
| RU2084425C1 (ru) † | 1992-12-30 | 1997-07-20 | Государственный научно-исследовательский институт конструкционных материалов на основе графита | Способ получения изделий из углерод-карбидокремниевого композиционного материала и углерод-карбидокремниевый композиционный материал |
| FR2741063B1 (fr) * | 1995-11-14 | 1998-02-13 | Europ Propulsion | Procede pour l'introduction dans des substrats poreux d'une composition en fusion a base de silicium |
-
1996
- 1996-10-14 EP EP96402184A patent/EP0835853A1/fr not_active Withdrawn
-
1997
- 1997-10-14 UA UA99042046A patent/UA54452C2/ru unknown
- 1997-10-14 DE DE69726604T patent/DE69726604T3/de not_active Expired - Lifetime
- 1997-10-14 AT AT97909404T patent/ATE255545T1/de not_active IP Right Cessation
- 1997-10-14 CN CN97199764A patent/CN1128773C/zh not_active Expired - Fee Related
- 1997-10-14 RU RU99109600/28A patent/RU2201542C2/ru not_active IP Right Cessation
- 1997-10-14 EP EP97909404A patent/EP0956276B2/fr not_active Expired - Lifetime
- 1997-10-14 US US09/284,402 patent/US6221475B1/en not_active Expired - Lifetime
- 1997-10-14 WO PCT/FR1997/001831 patent/WO1998016484A1/fr active IP Right Grant
- 1997-10-14 JP JP51806998A patent/JP2001505863A/ja active Pending
- 1997-10-14 CA CA002268516A patent/CA2268516C/en not_active Expired - Fee Related
- 1997-10-14 KR KR10-1999-7003211A patent/KR100512307B1/ko not_active IP Right Cessation
-
2000
- 2000-05-24 HK HK00103079A patent/HK1023984A1/xx not_active IP Right Cessation
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2477686C2 (ru) * | 2007-11-30 | 2013-03-20 | Мессье-Бугатти-Доути | Способ изготовления деталей из композиционного материала, армированного углеродным волокном |
| RU2508517C1 (ru) * | 2009-12-11 | 2014-02-27 | Сгл Карбон Се | Пропитанное смолой изделие из карбида кремния |
| RU2568660C1 (ru) * | 2014-11-05 | 2015-11-20 | Открытое Акционерное Общество "Уральский научно-исследовательский институт композиционных материалов" | Способ изготовления тонкостенных изделий из композиционного материала с градиентными по толщине свойствами |
| CN110396000A (zh) * | 2019-07-30 | 2019-11-01 | 湖南博望碳陶有限公司 | 一种碳陶飞机刹车盘的制备方法 |
| CN110395999A (zh) * | 2019-07-30 | 2019-11-01 | 湖南博望碳陶有限公司 | 一种碳陶摩擦材料的制备方法和应用 |
| CN110395999B (zh) * | 2019-07-30 | 2021-12-28 | 湖南博望碳陶有限公司 | 一种碳陶摩擦材料的制备方法和应用 |
| CN110396000B (zh) * | 2019-07-30 | 2021-12-28 | 湖南博望碳陶有限公司 | 一种碳陶飞机刹车盘的制备方法 |
| RU2784696C1 (ru) * | 2021-12-30 | 2022-11-29 | Акционерное общество "Уральский научно-исследовательский институт композиционных материалов" | Тормозное устройство из композиционного материала и способ изготовления его элементов силицированием углеродсодержащего материала |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE255545T1 (de) | 2003-12-15 |
| CN1237950A (zh) | 1999-12-08 |
| DE69726604T2 (de) | 2004-09-30 |
| CA2268516A1 (en) | 1998-04-23 |
| EP0956276B1 (fr) | 2003-12-03 |
| CN1128773C (zh) | 2003-11-26 |
| EP0956276B8 (fr) | 2005-03-16 |
| EP0956276A1 (fr) | 1999-11-17 |
| CA2268516C (en) | 2007-04-03 |
| KR100512307B1 (ko) | 2005-09-05 |
| KR20000049126A (ko) | 2000-07-25 |
| HK1023984A1 (en) | 2000-09-29 |
| JP2001505863A (ja) | 2001-05-08 |
| US6221475B1 (en) | 2001-04-24 |
| UA54452C2 (ru) | 2003-03-17 |
| DE69726604T3 (de) | 2009-12-10 |
| EP0956276B2 (fr) | 2009-05-27 |
| DE69726604D1 (de) | 2004-01-15 |
| EP0835853A1 (fr) | 1998-04-15 |
| WO1998016484A1 (fr) | 1998-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2201542C2 (ru) | Элемент тормозного устройства из композитного материала c/c-sic и способ его изготовления | |
| RU2084425C1 (ru) | Способ получения изделий из углерод-карбидокремниевого композиционного материала и углерод-карбидокремниевый композиционный материал | |
| JP6027032B2 (ja) | 多孔性材料の第二の材料による浸透方法及び関連設備 | |
| CN103998396B (zh) | 一种由cmc材料制造部件的方法 | |
| CN108516852B (zh) | 一种碳-碳化硅双元基体碳纤维复合材料、其制备方法及应用 | |
| RU99109600A (ru) | Элемент тормозного устройства из композитного материала c/c-sic и способ его изготовления | |
| RU2194683C2 (ru) | Способ изготовления изделий из силицированного углеродного композиционного материала с переменным содержанием карбида кремния | |
| JP5027253B2 (ja) | ブレーキディスクおよびクラッチディスクの改良またはそれに関連する改良 | |
| GB2475233A (en) | Process for forming carbon fibre reinforced ceramic composite | |
| JP2010516617A (ja) | ブレーキディスクおよびクラッチディスクの改良またはそれに関連する改良 | |
| CN108863422A (zh) | 包含包封的各向同性碳的碳-碳复合材料 | |
| JPH03205358A (ja) | 炭素繊維強化炭素複合材料の製造方法 | |
| EP1903016A1 (en) | Impregnation of stabilized pitch fiber performs with pitch during the preforming process | |
| UA82267C2 (ru) | Композитный материал на основе углерод-углерод для фрикционных элементов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HK4A | Changes in a published invention | ||
| PD4A | Correction of name of patent owner | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20101015 |