KR900009172B1 - 테이프 이송방법 및 장치 - Google Patents
테이프 이송방법 및 장치 Download PDFInfo
- Publication number
- KR900009172B1 KR900009172B1 KR1019860008546A KR860008546A KR900009172B1 KR 900009172 B1 KR900009172 B1 KR 900009172B1 KR 1019860008546 A KR1019860008546 A KR 1019860008546A KR 860008546 A KR860008546 A KR 860008546A KR 900009172 B1 KR900009172 B1 KR 900009172B1
- Authority
- KR
- South Korea
- Prior art keywords
- tape
- value
- tension
- rail
- operating
- Prior art date
Links
Images








Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/60—Guiding record carrier
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/18—Driving; Starting; Stopping; Arrangements for control or regulation thereof
- G11B15/43—Control or regulation of mechanical tension of record carrier, e.g. tape tension
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/18—Driving; Starting; Stopping; Arrangements for control or regulation thereof
- G11B15/46—Controlling, regulating, or indicating speed
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/18—Driving; Starting; Stopping; Arrangements for control or regulation thereof
- G11B15/46—Controlling, regulating, or indicating speed
- G11B15/48—Starting; Accelerating; Decelerating; Arrangements preventing malfunction during drive change
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B15/00—Driving, starting or stopping record carriers of filamentary or web form; Driving both such record carriers and heads; Guiding such record carriers or containers therefor; Control thereof; Control of operating function
- G11B15/60—Guiding record carrier
- G11B15/66—Threading; Loading; Automatic self-loading
- G11B15/665—Threading; Loading; Automatic self-loading by extracting loop of record carrier from container
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Control Of Electric Motors In General (AREA)
- Control Of Multiple Motors (AREA)
Abstract
내용 없음.
Description
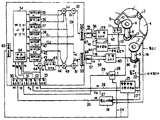
제1도는 본 발명의 실시예에 있어서의 블럭 구성도.
제2도는 제1도에 있어서의 디지틀 제어기내의 개략적인 동작 플로우챠트.
제3도는 제1도에 있어서의 디지틀 제어기 내의 더욱 상세한 동작 플로우챠트.
제4도는 테이프에 가해지는 장력 편차의 평균치의 연산에 대한 설명도.
제5a도는 제3도의 스탭 F100의 더욱 상세한 동작 플로우챠트.
제5b도는 제3도의 스탭F100의 다른 실시예에 있어서의 상세한 플로우챠트.
제6도는 본 발명의 다른 실시예에 있어서의 디지틀 제어기 내의 동작 플로우챠트.
제7도는 본 발명의 다른 실시예에 있어서의 블럭 구성도.
제8도는 제7도에 있어서의 디지틀 제어기 내의 동작 플로우챠트이다.
* 도면의 주요부분에 대한 부호의 설명
1 : 자기테이프 2 : 자기헤드
3, 4, 5 : 테이프 가이드 6, 7 : 리일
8, 9 : 리일 모터 10 : 장력 센서
11 : 검출기 14 : 보상 필터
28 : AD변환기 34 : 연산기
59 : 전력 증폭기 60 : 전력증폭기
54 : 디지틀 제어기
본 발명은 한 리일로부터 다른 리일에 테이프(예를 들어 자기테이프)를 직접 이송하는 장치에 관한 것이며, 특히 테이프를 고속으로 또한 정밀도로 반송하는데 적합한 테이프 이송 방법 및 장치에 관한 것이다.
종래의 테이프 이송장치는 예를 들어 미국특허 제4,125,881호 공보에 기재된 것이 있다. 이 미국특허에 기재된 장치는 공급 리일과 권회리일을 구동하는 각 모터의 구동전류를 각 리일에 감겨진 리일의 직경에 의거하여 산출하고 그 구동전류를 각 모터에 공급함으로서 자기 헤드부의 테이프의 속도와 장력을 일정하게 유지하도록 제어하고 있다. 그러나 상기 장치가 안정하게 동작하게 위해서는 실제의 리일 구동계가 설계된 대로 되어 있어야할 필요가 있다. 왜냐하면 두 개의 리일을 구동하기 위한 모터에 공급되는 구동전류를 연산함에 있어서, 그 연산에 사용되는 각종 설정정수나 기타의 설정치 등은 실제의 구동계가 실계와 같이 제조 되고, 동작하는 것으로 간주하여 그 설계시의 리일 구동계에 관한 설정 정수 등을 이용하고 있기 때문이다. 그러나 설계의 리일 구동계는 각 부품의 칫수, 특성, 성능의 불균일에 의하여 또는 조립시의 여러 가지 오차 등에 의하여, 설계한 것과는 같다고 할 수 없는 것이 일반적이다. 특히 테이프 이송장치는 두 개의 리일을 각각 구동하기 때문에 두 개의 리일 구동계를 가지며, 두 개의 리일 구동계 사이의 성능, 특성 등의 불균일은, 두 개의 리일 사이에서 테이프를 안정하게 이송하기 위해서는 큰 장해가 된다. 즉, 테이프 이송시에 테이프에 가해지는 장력(테이프 장력)의 변동이 생기거나, 혹은 고속에서의 안정 주행이 곤란해지는 등의 원인이 된다. 이러한 성능, 특성의 불균일은 아무리 품질 관리를 엄하게 하였다 하더라도 발생한다.
테이프 장력을 소정치로 제어하는데는 장력을 검출하고 이 장력을 설정장력과 비교함으로써 장력 오차를 구하고, 이 장력 오차가 없어지도록 리일 구동 모터에 공급되는 구동전류를 보정하는 피이드백 제어를 행하는 것이 일반적이다. 상기 미국특허 제4,125,881호에 기재된 테이프 이송장치도 상기와 같이 피이드백 제어에 의하여 테이프 장력을 제어한다.
그러나 이와같은 피이드백 제어에서는 테이프 장력을 소정치로 유지하는 것은 곤란하다. 특히 정지상태로부터 소정속도까지 가속 운전하는 기간(가속기간)이나, 소정속도로부터 정지에 이르기 까지의 기간(감속기간)에 있어서는 두 개의 리일 구동계의 성능, 특성의 불균일에 의하여 큰 장력 변동이 발생하여 상기 피이드백 제어로서는 제어기의 동작 지연에 의하여 불충분한 장력제어 밖에는 실현될 수가 없다.
본 발명의 목적은 두 개의 리일 사이에서 테이프를 안정하게 이송할 수가 있는 테이프 이송방법 및 장치를 제공하는데 있다.
본 발명의 다른 목적은 두 개의 리일 사이를 이송되는 테이프의 장력을 높은 정밀도로 제어할 수 있는 테이프 이송방법 및 장치를 제공하는데 있으며, 또한 리일 구동계의 특성의 불균일을 보상하는 적절한 구동지령의 보정을 행하여 단시간내에 안정된 테이프 이송을 행할 수 있는 테이프 이송방법 및 장치를 제공하는 것이다.
본 발명의 한 형태에 의하면 각각 별개의 모터에 의하여 두 개의 리일을 구동하고, 한쪽의 리일로부터 독출·기록 헤드를 거쳐 다른쪽의 리일까지 직접 테이프를 이송하는 테이프 이송장치에 있어서, 테이프 이송을 행하였을 때의 정지상태로부터 기준속도에 도달하는 가속 기간중의 테이프에 가해지는 장력의 목표장력으로부터의 편차를 구하는 수단과, 이 장력 편차를 사용하여 각 리일 구동계의 가속도 오차를 보정하는 보정치를 연산하는 수단과, 다음번의 테이프 이송시에, 이 연산된 보정치에 의거하여 각 리일의 구동 모터에 공급하는 구동전류를 보정하는 수단 등을 구비한 것을 특징으로 한다.
본 발명의 다른 형태에 의하면 각각 별개의 모터에 의하여 두 개의 리일을 구동하고, 한쪽의 리일로부터 독출·기록 헤드를 거쳐 다른쪽의 리일까지 직접 테이프를 이송하는 테이프 이송장치에 있어서, 테이프 이송을 행하였을 때의 정지상태로부터 기준속도에 도달할 때 까지의 시간과 그 시간내에서의 테이프의 장력편차를 구하는 수단과, 이 시간 및 장력 편차를 사용하여 각 리일 구동계의 가속도 오차를 보정하는 보정치를 연산하는 수단과, 다음번의 테이프 이송시에, 이 보정치에 의거하여 리일 구동용 모터의 구동 지령을 보정하는 수단을 구비한 것을 특징으로 한다.
본 발명의 또 다른 형태에 의하면 테이프 기동시에 한쪽의 리일이 정지 상태로부터 예정된 기준속도에 도달할 때까지의 시간과, 이 시간 내에서의 테이프의 평균 장력 오차를 구하고, 이 시간 평균 장력 오차의 두 개의 파라미터를 사용하여 두 개의 리일 구동계의 가속도 오차를 각각 연산하고, 각각의 가속도 오차를 없애도록 두 개의 리일 구동계에 대한 구동 지령의 보정을 행하는 것을 특징으로 한다.
이하 본 발명을 구체적인 실시예에 의거하여 상세히 설명한다. 제1도는 본 발명의 한 실시예를 나타낸 블럭 구성도이다.
본 장치는 칼럼(column)등의 테이프 버퍼를 갖지 않고, 디지틀 제어기(54)가 후술과 같이 결정하는 모터 구동신호에 의하여 리일모터(8, 9)를 구동하여, 리일(6, 7)을 회전시켜 자기 테이프(1)는 한쪽의 리일에서 송출하여 소정속도로 자기헤드(2)를 지나 다른쪽의 리일에 감게된다.
리일모터(8, 9)는 각각 정전류 증폭기로 이루어진 전력증폭기(59, 60)의 입력(56, 58)은 DA변환기(55, 57)의 출력이다. DA변환기(55, 57)는 디지틀 제어기(54)로부터 각각 출력 포오트(52, 53)을 거쳐 디지틀 신호(67, 68)로 모터에 공급하는 구동전류의 지령치를 받아 이것을 애널로그 신호로 변환하여 출력한다.
디지틀 제어기(54)는 상기 모터(8, 9)를 제어하고, 자기헤드(2)를 거쳐 자기 테이프(1)에 대한 데이터의 독출과 기록을 제어한다.
모터(8)에는 적합한 타코미터(tachometer)(17)가 설치되어 있고, 이것이 모터(8)에 직결된 권회리일(6)의 1회전 마다 펄스 C(18)를 한 개 발생하여 펄스 카운터(19)에 보낸다. 모터(9)에는 미세 타코미터(21)가 부착되어 있고, 이것이 동일하게 공급리일(7)의 회전량을 검출하여 공급리일(7)의 회전량에 비례하는 수의 미세펄스 A(23)를 방향 판별식 주기 카운터(25)와 펄스 카운터(19)에 보낸다. 미세 타코미터(21)는 위상이 90도 어긋난 미세펄스 B(22)를 동시에 출력하여 방향 판별식 주기 카운터(25)에 보낸다. 따라서 카운터(25)는 미세 펄스 A, B의 위상 관계를 비교하면 공급리일(7)의 회전 방향을 판별할 수가 있다. 방향 판별식 주기 카운터(25)에서는 양자의 위상관계에 의거하여 자기 테이프(1)의 이동 방향을 검출하여 회전방향 신호(27)를 디지틀 제어기(54)의 입력 포오트(32)에 보낸다. 또 방향 판별식 주기 카운터(25)는 디지틀 제어기(54)로부터 출력 포오트(63)를 거쳐 출력되는 클럭(24)을 사용하여, 미세펄스 A(23)의 펄스 주기를 카운트하고, 카운트 값 n1(26)을 디지틀 제어기(54)의 입력 포오트(33)에 보낸다.
펄스카운처(19)는 권회리일(6)의 1회전마다 미세펄스 A(23)의 펄스수, 즉 공급리일(7)의 회전량을 나타내는 카운트 값 n2(20)를 출력하여 디지틀 제어기(54)의 입력 포오트(30)에 보낸다.
장력센서(1)는 테이프 가이드(5)내의 압력치로부터 자기 테이프(1)의 장력을 검출하여 검출기(11)에 신호를 보낸다. 검출기(11)는 테이프 장력의 측정치 f(12)를 출력하여 보상필터(14)와 AD변환기(28)에 보낸다. 보상필터(14)는 장력 목표치(13)를 받아 테이프의 이동이 소정의 장력을 유지하도록 보상신호 ic1(15)을 권회리일측의 전력증폭기(59)에 피이드백함과 동시에 보상신호 ic2(16)를 공급리일측의 전력증폭기(60)에 피이드백 한다. 또 AD변환기(28)는 디지틀 제어기(54)로부터 출력포오트(63)를 거쳐 출력되는 클럭(24)를 사용하여, 테이프장력 측정치 f(12)를 샘플링하여 디지틀 신호로 변환하여 테이프 장력측정치 fd(29)를 출력하고 디지틀 제어기(54)의 입력포오트(31)에 보낸다.
디지틀 제어기(54)내에는 입력포오트(30 내지 33)가 설치되어 있어 외부로부터 보내오는 신호 n2(20), fd(29), F/B(27), n1(26)을 받아 메모리가 내장된 연산기(34)에 보낸다. 연산기(34)는 디지틀 제어기(54) 전체를 제어하는 기능을 가지고 있고, 리일모터(8, 9)를 구동하며, 리일(6, 7)을 회전시켜 자기헤드(2)를 통과할 때의 자기테이프(1)의 테이프 속도와 장력을 소정의 목표치로 제어하기 위한 모터에 공급하는 구동전류를 결정한다. 연산기(34)는 상기 모터에 공급하는 구동전류를 결정하기 위하여 필요한 제어정수를 입력 포오트(30 내지 33)로부터 보내오는 입력 데이터와 사전에 메모리내에 기억되어 있는 기구특성 데이터를 사용하여 연산한다.
그리고 그 출력인 각 제어정수를 적당한 시간 타이밍으로 각 레지스터(35, 36, 37, 38, 40, 42, 43)에 보내 제어정수의 갱신을 행한다. 입력포오트(33)에 보내진 데이터신호(26)는 연산기(34)와 가산기(44)에 보낸다. 한편 가산기(44)는 레지스터(-nref)(43)로부터의 출력과 입력포오트(33)로부터의 출력을 받아 양자의 비교를 행하고, 그 결과인 n1-nref를 리미터(45)에 입력시킨다. 리미터(55)는 그 출력신호(46)를 곱셈기(48, 49)에 보낸다. 곱셈기(48)는 리미터(45), 레지스터(35), 레지스터(36), 레지스터(37)의 각 출력을 받아 각 신호의 곱셈을 행하고 그 출력을 가산기(50)에 보낸다. 가산기(50)는 곱셈기(48), 레지스터(38)의 각 출력을 받아, 각 신호의 덧셈을 행하고 그 출력인 모터(8)에 공급하는 구동전류의 지령치를 출력포오트(52)에 보낸다. 곱셈기(49)는 리미터(45), 레지스터(37), 레지스터(42)의 각 출력을 받아, 각 신호의 곱셈을 행하고 그 출력을 가산기(51)에 보낸다. 가산기(51)는 곱셈기(49), 레지스터(40)의 출력을 받아 두 신호의 곱셈을 행하고 그 출력을 가산기(51)에 보낸다. 가산기(51)는 곱셈기(49), 레지스터(40)의 출력을 받아 두 신호의 덧셈을 하여 그 출력인 모터(9)에 공급하는 구동 전류의 지령치를 출력포오트(53)에 보낸다.
연산기(34)내에는 워크 레지스터(64)가 설치되어 있고, 여기에는 테이프 이송을 행하였을 때의 정지상태로부터 기준속도에 도달할 때 까지의 시간과 그 신간중에 테이프의 장력편차가 허용치내에 있는지의 여부를 판단하기 위한 제한치가 세트 되어 있다. 또한 제1도에 있어서 부호 3 내지 5는 테이프 가이드를 나타낸다.
다음에 제1도의 동작을 제2도에 따라 설명한다. 제2도는 디지틀 제어기(54)의 동작을 나타낸 동작 플로우챠트이다.
먼저 제2도에 있어서의 스탭(F1)의 처리가 행해진다. 이 스탭(F1)에서는 각각의 모터에 공급되는 구동전류의 연산에 사용되는 제어정수를 레지스터에 설정하는 처리가 행해진다. 이 스탭(F1)의 상세한 내용은 후술하는 제3도의 스탭(F10 내지 F30)에서 설명한다.
이어서, 스탭(F2)으로 이행하고, 이 스탭에서는 1회만 테이프의 이송을 행하여 이송시에 정지상태로부터 기준속도에 도달할 때 까지의 시간과 그 시간중에 있어서의 테이프의 장력 편차가 측정되어, 그 측정치가 메모리에 기억된다. 특히 장력 편차는 테이프의 손상과 깊은 관련이 있으므로 중요하기 때문에 반드시 측정된다. 이 스탭(F2)의 상세한 내용은 후술하는 제3도의 스탭(F40 내지 F70)에서 설명한다. 스탭(F2)에서 처리가 종료되면 스텝(F3)으로 진행한다. 스탭(F3)에서는 스탭(F2)에서 얻은 측정치가 제한치(허용치)를 초과하고 있는지의 여부가 판단된다. 그 판단결과 허용치내에 들어가 있는 경우에는 그 이상의 보정동작은 행해지지 않는다. 허용치를 초과하고 있는 경우에는 스탭(F4)으로 진행한다. 스탭(F3)의 상세한 내용은 후술하는 제3도의 스탭(F80)과 스탭(F90)에서 설명한다.
스탭(F4)에서는 스탭(F2)에서 얻은 측정치를 사용하여 각각의 리일 구동계의 가속도 오차와 그 보정치를 연산하고, 다음번의 테이프 이송에서 그 보정치에 의거하여 각각의 모터에 공급되는 구동 전류의 보정이 가능하도록 그 보정치를 갱신한다. 이 스탭(F4)의 상세한 내용은 후술하는 제3도의 스탭(F95 내지 F120)에서 설명한다.
다음에 제3도을 사용하여 제1도의 디지틀 제어기 내의 동작 플로우를 더욱 상세히 설명한다.
먼저 제3도에 있어서의 스탭(F10)의 처리가 행해진다. 이것은 연산기(34)가 레지스터(36)에 Ca=1.0, 레지스터(37)에 Cb=1.0을 설정하는 스탭이다. 이어서, 스탭(F20)으로 진행하고, 연산기(34)는 리일(6)과, 리일(7)의 반경(R1, R2)을 연산하고 기억한다. 이 반경의 연산은 어떤 알고리즘(Algorism)에 의해 구하더라도 좋으나, 여기서는 다음과 같이 구한다. 권회리일(6)이 1회전하는 사이에 감겨진 테이프 길이는 공급리일(7)이 내보낸 테이프 길이와 같으므로 다음 식(1)이 성립한다. 또 테이프의 길이는 변하지 않으므로 각 리일에 감겨진 테이프 길이의 합은 일정하므로 다음 식(2)이 성립된다.

여기서 R1: 리일(6)의 반경
R2: 리일(7)의 반경
n2: 펄스 카운터(19)의 계수치(20)
N : 미세 타코미터(21)의 1회전당의 펄스수
R0: 각 리일에 테이프가 감겨 있지 않을 때의 반경
L : 테이프 길이
T : 테이프 두께
상기 두식(1), (2)을 풀면 각 리일의 반경은 다음 식(3)과 같이 계수치 n2(20)를 변수로 하여 결정할 수가 있다.

연산기(34)는 상기 식(3)의 연산에 의하여 각 리일의 반경을 연산한다. 이 연산은 새로운 계수치(n2)가 입력포오트(30)를 거쳐 입력될 때 마다 행해진다. 이 연산에 필요한 R0, L, T, N의 정수(기구부 데이터의 일부)는 미리 내부의 메모리에 기억해 둔다.
이어서 스탭(F30)으로 진행하여 연산에 의하여 구해진 반경(R1, R2)을 사용하여 각각의 모터에 공급되는 구동전류의 연산에 사용하는 속도 제어 게인(G1, G2)과 장력 전류 지령치(it1, it2)와 테이프 속도를 설정속도(V0)로 하는데 필요한 각 속도에 대응하는 설정계수치(nref)를 연산하고, 그 결과를 레지스터에 세트한다. 즉, G1은 레지스터(35)에, G2는 레지스터(42)에 it1은 레지스터(38)에, it2는 레지스터(40)에 -nref는 레지스터(43)에 각각 세트한다. 이 실시예에서 각각의 정수는 다음과 같이하여 구해진다.
먼저, 레지스터(35, 42)에 세트되는 제어 게인은 다음식(4), (5)으로부터 얻어진다.

여기서 G1: 모터(8)의 속도제어 보상게인
G2: 모터(9)의 속도제어 보상게인
C0: 정수
KT: 모터 토오크 정수
J1: 권회리일에 테이프를 감지 않을 때의 관성
J2: 공급 리일에 테이프를 감지 않을 때의 관성
α: 자기 테이프의 정수
메모리가 내장된 연산기(34)는 메모리내에 미리 기억되어 있는 기구부 데이터 중으로부터 C0, KT, J1, J2, a, R0와 메모리내에 기억된 리일 반경(R1), (R2)의 데이터를 사용하여 식(4), (5)에 의하여 G1, G2를 연산하여 그 결과를 각 레지스터(35), (42)에 보낸다. 이 값은 연산기내의 리일 반경(R1, R2)이 기입 변환될 때마다 값이 갱신된다.
다음에 레지스터(38, 40)에 레지스트 되는 제어정수는 다음식(6), (7)로부터 얻어진다.

여기서 it1: fref를 발생시키기 위한 모터(8)로의 전류지령
it2: fref를 발생시키기 위한 모터(9)로의 전류지형
fref: 테이프 장력 목표치
F : 마찰력(주행방향에 따라 부호가 바뀐다)
메모리가 내장된 연산기(34)는 미리 메모리내에 기억되어 있는 기구부 데이터 중에서 KT, fref, F와 메모리내에 기억된 리일 반경(R1, R2)의 데이터를 사용하여 식(6), (7)에 의하여 it1, it2를 연산하여 그 결과를 각 레지스터(38, 40)에 보낸다.
이 값은 연산기 내에 기억되어 있는 리일 반경 R1, R2가 기록 변환될 때마다 연산된다.

여기서 nref: 반경 R2일 때의 타코미터(21)의 펄스 주기내의 클럭 펄스수(테이프 속도를 목표속도 V0로 하는데 소요되는 각 속도 대응치)
V0: 테이프 속도의 목표치
td: 클럭 펄스의 주기
연산기(34)는 (8)식에 의하여 nref를 연산하고, 결과에 마이너스를 붙여 레지스터(43)에 세트한다. 이 연산은 반경 R2가 갱신될 때마다 행해진다.
다음에 스탭(F40)에서, 테이프 이송개시 지령이 발생되면 스탭(F50)으로 진행한다.
스탭(F50)에서는 각각의 모터에 공급하는 구동전류의 지령치(i1, i2)가 연산되고, 각각의 출력 포오트(52, 53)를 거쳐 출력된다. 이 연산은,
i1=G1·Ca(n1-nref)+it1…………………………………………………… (9)
i2=G2·Cb(n1-nref)+it2……………………………………………………(10)
와 같이 행하여 진다. 그러나 이 단계에 있어서는, Ca=Cb=1.0이므로(스탭 F10 참조), Ca, Cb에 의한 보정은 행해지지 않는다. 각각의 모터에 공급되는 구동전류의 지령치(i1, i2)가 출력됨으로서 리일이 구동되게 된다. 이 단계에 있어서, 디지틀 제어기(54)는 정지상태로부터 예정된 기준속도 Vs(_V0)에 이르기 까지의 시간(tα)과 그 시간내에 있어서의 테이프의 평균장력 편차(fav)를 측정한다. 이 ta, fav의 구체적인 측정 방법은 다음과 같다. 먼저, 기동개시로부터 기준속도(Vs)에 이르기까지의 시간(ta)을 구하는 방법에 대하여 설명한다. 테이프 속도를 나타내는 계수치(n1)는 연산기(34)에 입력되므로 이 n1과 미리 기억되어 있는 기준속도 Vs에 대응하는 계수치(ns)를 비교하여 n1_ns가 될때까지의 시간을 내부의 클럭을 사용하여 측정한다. 이 시간이 ta로 된다. 그리고 평균 장력 편차(fav)에 대하여는 연산기(34)에 입력되는 장력 검출치(fa)를 사용하여 구할 수가 있다. 제4도는 그 검출의 모양을 나타내고 있다. 장력 목표치(fref)는 미리 알고 있으므로(메모리에 기억되어 있음) 샘플링 시간마다 입력되는 장력 검출치(fdl)로부터 fref를 감산하여 이것을 가산한다. 그리고 이것을 샘플수로 나눔으로써 평균장력 편차(fav)를 얻는다. 디지틀 제어기(54)는 측정치(ta, fav)를 메모리에 기억하고 스탭(F60)의 처리를 종료하고 스탭(F70)으로 진행하여 테이프의 이송을 정지한다.
여기서 fav로부터 각각의 리일 구동계의 상대 가속도 오차를 구할 수가 있고, ta로부터 공급리일 구동계의 가속도 오차를 구할 수 있는 이론적 근거는 다음과 같다. 권회리일 및 공급리일 구동계에서 발생하는 실제의 가속도(X1, X2)는 다음과 같이 나타낼 수가 있다.

여기서, K0: 설정가속도
β1: 권회리일 구동계의 가속도 오차계수
β2: 공급리일 구동계의 가속도 오차계수
이 가속도(X1, X2)로 리일(6, 7)이 회전하였을 때에 발생하는 장력 편차(fs)는 다음식과 같이 된다.
여기서, t : 가속개시후의 시간
Ks: 테이프의 스프링 정수
(12)식에 있어서의 계수(β1, β2)는 각각 리일 구동계의 특정 오차를 집약하여 가속도 오차로서 일차근사시킨 값이다. (12), (13)식으로부터 (14)식이 얻어진다.
식(14)으로부터 장력편차(fs)를 측정하면 각각의 리일 구동계의 상대 가속도 오차(β1-β2)를 구할 수가 있다. 그러나 장력편차(fs)는 측정상의 오차나 기구부 진동 등의 외란이 포함되므로 데이터의 신뢰성이 낮다. 이 때문에 이 장력편차(fs)의 평균치(fav)를 사용한다.
다음에 설정 가속도(K0)로 가속하여 기준속도(Vs)에 달하는 시간(ts)(=V0/K0)과, 실제로 Vs에 달하는 시간(ta)과의 사이에는 다음식의 관계가 있다.
K0β2ta=Vs=K0ts………………………………………………………… (15)
(15)식으로부터 β2는
식(16)으로부터 시간(ta)을 측정하면 공급리일 구동계의 가속도 오차를 구할 수가 있다.
여기서 디지틀 제어기(54)는 스탭(F80)으로 진행하고, 평균장력 편차(fav)가 제한치(허용치)를 초과하였는지의 여부를 판단한다. 이 판단의 결과, 허용치를 초과하였을 경우 스탭(F95)으로 진행하고 후술하는 리일 구동계 사이의 상대 가속도 오차의 보정 처리를 행한다. 허용치 내에 들어가 있는 경우에는 스탭(F90)으로 진행하고 시간(ta)이 허용치를 초과하고 있는지의 여부를 판단한다. 이 판단결과, 허용치를 초과하고 있을 경우에는 스탭(F120)으로 진행하고, 후술하는 각각의 리일구동계의 가속도를 설정 가속도에 일치시키는 보정을 행한다. 허용치 내에 들어가 있을 경우에는 그 이상의 보정 동작을 행하지 않는다. 1회째의 테이프 동작에서 스탭(F95)으로 진행하면 이미 구한 fav를 사용하여 리일 구동계간의 상대 가속도 오차(βa-β2)를 연산한다. 이 연산은 (14)식에 따른다. 다음에 스탭(F100)에서는 이 상대 가속도 오차(β1-β2)에 배당하는 처리를 행한다. 이 처리 과정에 있어서 2개의 실시형태가 있으며, 하나의 실시형태의 상세한 내용을 후술하는 제5a도에 있어서의 스탭(F101 내지 F105)에서 설명한다. 다른 실시 형태의 상세한 내용은 후술하는 제5b도에서의 스탭(F101 내지 F109)에서 설명한다.
제5a도에 있어서, 스탭(F101)에서는 앞서 설정한 테이프 이송방향이 참조된다. 이것은 테이프 이송방향에 따라 fav의 부호가 반전되기 때문이고, 스탭(F101 내지 F103)은 식(14)의 상대 가속도 오차(β1-β2)와 fav와의 관계를 바르게 하는 처리가 행해진다. 테이프 이송방향이 리일(7)에서 리일(6)로 되는 경우에는 테이프 이송방향은 F이고, 스탭(F102)으로 진행하고 식(14)의 부호는 변경되지 않는다.
반대방향인 경우에는 스탭(F103)으로 진행하여 식(14)의 부호를 반전시킨다. 스탭(F104 내지 F105)의 과정에서 β2=1로 하여 연산하고 상대 가속도 오차(β1-β2)는 모두 β1쪽으로 배당하는 처리를 하게 된다.
한편 제5b도에 있어서 스탭(F101 내지 F103)은 제5a도와 동일한 처리가 행해진다. 스탭(F106과 F107)은 fav의 부호가 참조되어서 테이프 이송방향이 F방향에서 Fav>0의 경우와, 테이프 이송방향이 B방향에서 Fav<0의 경우는 β1>β2이고, β2=1로 하여 연산하며 상대 가속도 오차(β1-β2)는 가속도 오차가 큰 β1에 배당한다.
그 이외의 경우에는 β2>β1이고 β1=1로 하여 연산하며 상대 가속도 오차(β1-β2)는 가속도 오차가 큰 β2에 배당한다.
스탭(F100)의 처리가 종료되면 스탭(F110)으로 진행하고 스탭(F110)에서는 이 가속도 오차를 이용하여 각 리일 구동계의 보정치를 구하고 이것을 기억한다. 이 실시예에서는 레지스터(36), 레지스터(37)에, β1, β2의 역수 을 설정한다. 그리고 스탭(F40)으로 진행하고, 이들 설정된 각 파라미터를 사용하여 보정후의 각 리일 모터의 구동 전류의 지령치(i1, i2)가 연산되고 이 결과에 따라 실제로 테이프 동작이 이루어진다. 상기와 같이 하여 구한 구동전류의 지령치는 실제의 구동리일계의 특성의 불균일에 의거하여 그것을 보상하는 것이 되고, 최적 보상에 가까운 것이다. 따라서 이 단계에서 장력이 소기의 설정치에 가까운 상태로 제어된다.
을 설정한다. 그리고 스탭(F40)으로 진행하고, 이들 설정된 각 파라미터를 사용하여 보정후의 각 리일 모터의 구동 전류의 지령치(i1, i2)가 연산되고 이 결과에 따라 실제로 테이프 동작이 이루어진다. 상기와 같이 하여 구한 구동전류의 지령치는 실제의 구동리일계의 특성의 불균일에 의거하여 그것을 보상하는 것이 되고, 최적 보상에 가까운 것이다. 따라서 이 단계에서 장력이 소기의 설정치에 가까운 상태로 제어된다.
다음에 디지틀 제어기(54)는 새로운 보정치로서 2회째의 테이프 동작을 행한다. 2회째의 테이프 동작에서 보정치(Ca)에 의하여 장력 편차가 작게 보정된다. 이 결과 스탭(F80)으로부터 스탭(F90)으로 진행하고 시간(ta)이 허용치를 초과할 경우에는 스탭(F120)으로 진행한다. 스탭(F120)에서는 시간(ta)으로부터 공급리일 구동계의 가속도 오차(β2)를 연산한다. 이 연산은 식(16)에 의한다. 이 가속도 오차(β2)로부터 보정치(Cb)를 구하고 이것을 기억한다. 제3도에 있어서의 스탭(F100)을 제5a도로 하는 실시예에서는, 레지스터(37)에 β2의 역수를 로 설정한다.
로 설정한다.
한편, 제5b도의 실시예에서는 레지스터(37)에 기억되어 있는 값과 β2의 역수와의 곱을 Cb로 설정한다. 그리고 스탭(F40)으로 진행하여 새로운 보정치에 의해 다시 테이프를 동작시킨다. 이 단계에서는 가속 특성이 소기의 설정치에 가까운 상태로 제어된다.
또한 실제의 보정후의 운전 결과는 스탭(F80)과 스탭(F90)에 의하여 모니터 되고, 그 단계에서도 보정이 불충분할 경우에는 스탭(F95 내지 F120)의 처리 및 그 결과에 의거한 스탭(F40, F50)의 처리가 다시 실행된다.
본 실시예는 리일 구동계의 특성 오차를 추출하는 과정에서 2개의 파라미터(ta, fa)를 2차에 나누어 검출하는 점에 특징이 있다. 테이프 속도와 장력은 상호 관련이 있는 특정이기 때문에 특히 특성 오차가 클 경우에는 상호간에 영향이 나타나고, ta와 fa의 검출 정밀도가 나빠지는 점을 해소하는 것이 본 실시예의 목표인 것이다. 본 실시예의 효과는 2차로 나누어서 리일 구동계의 특성 오차를 추출하기 때문에 그 오차의 검출 정밀도가 향상하여 상기 특성 오차에 대하여 한층 더 적절한 보정이 실현될 수 있다는 것이다.
그리고, 상기의 실시예에 있어서, 제3도에 있어서의 스탭(F100)을 제5b도의 처리를 행하면 각각의 리일구동계에 있어서 가속도 오차가 큰 쪽을 선택하여 보정치가 연산되기 때문에 모터에 공급되는 구동전류는 모두가 감소방향으로 보정된다. 따라서 특성의 불균일에 의한 오차를 수정하기 위한 보정과정에 있어서 한쪽의 모터에만 과전류를 인가하는 등의 현상을 방지하는 효과가 있다.
제6도는 본 발명의 다른 실시예를 나타낸 동작 플로우챠트이다. 이 실시예에 있어서의 블럭 구성도는 제1도와 유사하기 때문에 그 설명을 생략한다. 제6도에 있어서, 스탭(F10)으로부터 스탭(F80)까지의 동작은 제3도의 경우와 유사하기 때문에 그 설명은 생략한다. 스탭(F80)에 있어서, 평균장력 편차(fav)가 혀용치를 초과하였을 경우, 스탭(F90)으로 진행한다. 그리고 스탭(F90) 및 스탭(F100)의 처리를 실행한다. 이 처리 후 다음번 테이프 이송시에 있어서 이 처리에 의하여 얻어진 보정치(Ca, Cb)를 사용하여 스탭(F50)에서 보정된 구동전류 지령(i1, i2)을 연산하여 리일 구동용의 모터를 제어한다. 이 결과 테이프에 걸리는 장력 편차가 허용치내로 제어된다. 제6도의 실시예에 있어서는 보정치(Ca, Cb)를 fav, ta로부터 동시에 연산한다. 이 점만이 제3도의 경우와 다르다.
제7도는 본 발명의 다른 실시예에 관한 블록 구성도이고, 제8도는 그 동작 플로우챠트를 나타낸다. 제7도는 그 대부분에 있어서 제1도와 동일하다.
이 제7도는 제1도의 구성과 타코미터(17)의 미세 펄스(69)가 펄스(C)(18)외에 검출할 수 있도록 변경하는 일, 상기 타코미터(17)의 미세 펄스를 주기 카운터(70)로 보내는 주기 카운터(70)가 클록(24)을 받아 미세 타코펄스(69)의 펄스주기를 계수하고 계수치(n3)(71)를 디지틀 제어기(54)의 입력포오트(72)에 보내는일, 메모리가 내장된 연산기(34)가 입력포오트(72)로부터 보내져오는 계수치(n3)를 입력하는 일 등에서 다른 점이 있다. 기타의 구성은 제1도의 구성과 같다.
리일 구동계의 특성 오차를 추출하기 위한 파라미터는 ta1, ta를 사용하는 점이 서로 다르다.
제8도는 본 실시예에 있어서의 보정치를 결정하는 과정을 나타낸 플로우챠트이다. 도면에 있어서 테이프 동작에 이르기 까지의 과정은 앞서의 실시예(제3도)와 동일하므로 설명을 생략한다.
디지틀 제어기(54)는 테이프 동작 후, 스탭(F91)에서 2개의 파라미터(ta1, ta)를 검출하여 리일 구동계의 특성 오차중 과동상태에서의 응답을 보정하기 위한 게인 값(Ca, Cb)을 결정한다. 본 실시예에 있어서 사용하는 파라미터(ta)는 제1도의 실시예에서 사용한 파라미터(ta)와 동일하므로 설명을 생략한다. 그리고 새로운 파라미터(ta1)는 권회리일측의 테이프 속도에 대하여 과도상태 내에 있는 시간(tㅁ)에서의 테이프속도(Vv)에 도달하는 시간에 상당하고, 다음식(17)의 관계가 있으며, 권회리일 구동계의 오차계수(β1)를 검출할 수가 있다.

여기서, β : 권회리일측의 오차계수
K0: 설정 가속도
ts: 측정시간
그리고, 식(16)으로부터 공급리일 구동계의 오차계수(β2)를 검출할 수가 있다. 따라서 ta1, ta를 리일 구동계의 특성 오차를 추출하기 위한 파라미터로서 선택할 수가 있다. 다음에 2개의 파라미터(ta1, ta)의 구체적인 검출 방법에 대하여 상술하지만, ta에 대해서는 앞서의 실시예와 동일하므로 설명을 생략한다.
권회리일측의 테이프 속도를 나타내는 계수치(n3)는 입력 포오트(72)를 거쳐 메모리가 내장된 연산기(34)에 이송되어 온다. 연산기(34)는 미리 메모리에 설정된 계수치(ns1, n3)을 비교하여 n3_ns1이 되는 시간을 내장된 클럭(242)을 사용하여 클럭수로서 측정한다. 또한 ns1은 다음식을 사용하여 연산하고, 메모리내에 설정된다.

메모리가 내장된 연산기(34)는 상기 검출한 파라미터(ta1, ta2)를 사용하여 리일 구동계의 특성 오차중의 과도상태에서의 응답을 보정하기 위한 보정치(Ca, Cb)를 연산하여 결정한다. 결정된 보정치(Ca, Cb)는 레지스터(36, 37)에 각각 설정된다. 다음에 리일 구동계의 특성 오차중, 정상 상태에서의 응답을 보정하는 보정치(itc)의 결정에 대해서는 앞서의 실시예와 같으므로 설명을 생략한다. 이상으로 리일 구동계의 특성 오차를 보정하기 위한 2종류의 보정치가 결정된다. 메모리가 내장된 연산기(34)는 적용 보정이 바르게 실행되었는지의 여부를 첵크하기 위하여 새로운 보정치에 의해 다시 테이프를 동작시킨다. 그후의 처리과정은 앞서의 실시예(제1도)와 같으므로 설명을 생략한다.
본 실시예는 리일 구동계의 특성 오차를 추출하는 과정에서 모터축의 타코미터로부터 검출하기 때문에 기구부 진동등의 영향을 받기 어렵고 검출 정밀도가 높기 때문에 적절한 보정치가 결정된다. 또한 1회의 테이프 동작으로 보정이 가능하다.
이상 설명한 바와 같이 본 발명에 의하면 리일 구동계의 특성 오차를 보상하는 적절한 구동지령을 구하고, 이에 따라 테이프 구동을 행하므로, 단시간내에 안정된 테이프 이송을 실현할 수가 있다.
Claims (12)
- 각각 별개의 모터(8, 9)에 의하여 2개의 리일(6, 7)을 구동하고, 한쪽의 리일로부터 독출 기록헤드(2)를 지나 다른쪽의 리일까지 직접 테이프를 이송하는 테이프 이송장치에 있어서, 이 테이프를 이송할 때의 정지 상태로부터 기준 속도에 이르는 가속 기간중에 테이프에 가해지는 장력을 장력센서(10)에 의해 측정하여 목표 장력과 측정 장력을 비교하여 장력 편차를 구하는 수단과, 이 장력 편차를 사용하여 각 리일 구동계의 가속도 오차를 보정하는 보정치를 연산하는 수단과, 다음회의 테이프 이송시 이 보정치에 의거하여 각각의 리일을 구동하는 모터의 공급할 구동전류를 보정하는 수단을 구비한 것을 특징으로 하는 테이프 이송장치.
- 제1항에 있어서 상기 보정치를 연산하는 수단이 기준속도에 이르기 까지의 시간과 그 시간중에 장력의 변화에 의하여 평균편차(fav)를 구하는 수단을 가진 구성의 테이프 이송장치.
- 제1항 또는 제2항에 있어서, 상기 장력센서(10)에 의하여 구해진 장력 편차가 미리 정해진 장력 편차의 허용치를 초과하였을 경우에 상기 보정치를 연산하는 것을 특징으로 하는 테이프 이송장치.
- 제1항 또는 제2항에 있어서, 상기 장력 편차가 상기 시간중의 평균장력 편차인 것을 특징으로 하는 테이프 이송장치.
- 두 개의 리일(6, 7)의 사이에서 하나의 테이프(1)를 이송하고 이 리일을 개별로 운전하는 두 개의 모터(8, 9) 및 모터 가세수단으로 구성되는 테이프 이송 시스템을 제어하는 테이프 이송방법에 있어서, 상기 테이프가 리일에 설치되어 이송중에 상기 테이프 이송 시스템의 운전 파라미터의 실제치를 측정하는 스탭과, 상기 설정운전 파라미터의 측정된 실제치에 근거하여 테이프 이송시스템을 가세하는 각각의 리일운전 모터의 운전전류에 관한 특성치의 보정을 연산하는 스텝과, 다음회의 테이프 이송에 사용하기 위해 보정치를 저장하는 스탭과, 상기 저장된 보정치에 의거하여, 각각의 리일모터의 운전 전류를 보정하는 스텝으로 되는 테이프 이송방법.
- 제5항에 있어서, 상기 보정치를 연산하는 스탭을 상기 설정된 허용치가 상기 설정 운전 파라미터의 실제치의 측정에 의하여 구해진 설정 허용치 보다도 작은 값이 될 때까지 반복하는 스탭으로 이루어지는 테이프 이송방법.
- 각각 별개의 모터(8, 9)에 의하여 두 개의 리일(6, 7)을 구동하고 한쪽 리일로부터 독출 기록헤드(2)를 지나 다른쪽의 리일까지 직접 테이프를 이송하는 테이프 이송장치에 있어서, 상기 모터가 각각 지령에 응답하여 운전전류를 공급하도록 운전전류 지령에 응답하는 전력 증폭기(59, 60)와 같은 수단과 복수의 운전특성을 근거로하여 운전전류 지령을 연산하여 이 연산된 전류지령을 상기 수단에 인가하는 수단과, 테이프를 리일상에 감아둔 상태에서 이 테이프가 상기 리일 사이에서 이송될 때, 테이프 이송 조건을 대표하는 최소한 한 개의 파라미터의 값을 구하는 장력센서(10)와 같은 수단과, 설정기준치로부터 상기 운전 파라미터의 편차를 감소시키도록 운전특성의 최소한 일부를 보정하는 수단과 다음회의 테이프 이송에서 상기 응답하는 수단에 의해 보정한 전류지령이 인가되도록 보정된 운전특성에 의거하여, 전류지령을 연산하는 수단을 가진 테이프 이송장치.
- 제7항에 있어서, 상기 하나의 운전 파리미터의 값이 테이프 정지상태로부터 설정기준속도에 도달할 때까지 소요되는 시간중에 반복하여 연산되는 수단을 가진 구성의 테이프 이송장치.
- 제7항에 있어서, 상기 하나의 운전 파라미터의 값이 테이프의 운전속도가 변화할 때에 연산되는 수단을 가진 구성의 테이프 이송장치.
- 제9항에 있어서, 상기 하나의 운전 파라미터의 값이 테이프 속도의 변화 후에 설정된 시간 간격을 두고 주기적으로 연산되는 구성의 테이프 이송장치.
- 제7항에 있어서, 상기 응답 수단이 각각 모터의 전류지령에 비례하는 운전전류를 공급하는 전력 증폭기(59, 60)를 가진 구성의 테이프 이송장치.
- 제7항에 있어서, 상기 운전 파라미터가 상기 리일 사이의 테이프 이송에 인가되는 장력인 테이프 이송장치.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP60226384A JPS6288768A (ja) | 1985-10-11 | 1985-10-11 | テ−プ送り制御方法及び装置 |
| JP226384 | 1985-10-11 | ||
| JP60-226384 | 1985-10-11 | ||
| JP61094525A JP2791008B2 (ja) | 1986-04-25 | 1986-04-25 | テープ移送装置の制御方法 |
| JP94525 | 1986-04-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR870004431A KR870004431A (ko) | 1987-05-09 |
| KR900009172B1 true KR900009172B1 (ko) | 1990-12-24 |
Family
ID=26435806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860008546A KR900009172B1 (ko) | 1985-10-11 | 1986-10-11 | 테이프 이송방법 및 장치 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4786992A (ko) |
| KR (1) | KR900009172B1 (ko) |
| DE (1) | DE3634662A1 (ko) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4977466A (en) * | 1988-07-04 | 1990-12-11 | Fuji Photo Film Co., Ltd. | Magnetic tape wind-up control method, and tape wind-up apparatus |
| JPH02282961A (ja) * | 1989-04-25 | 1990-11-20 | Sony Corp | テンションサーボ装置 |
| US5259563A (en) * | 1989-11-13 | 1993-11-09 | Sharp Kabushiki Kaisha | Magnetic recording/reproducing apparatus without capstan |
| DE3939521A1 (de) * | 1989-11-30 | 1991-06-06 | Thomson Brandt Gmbh | Verfahren zur einstellung der bandspannung |
| US5313343A (en) * | 1990-06-28 | 1994-05-17 | Canon Kabushiki Kaisha | Magnetic recording or reproducing apparatus |
| JP2948887B2 (ja) * | 1990-09-07 | 1999-09-13 | 株式会社日立製作所 | 電動機の速度制御装置 |
| GB9116246D0 (en) * | 1991-07-27 | 1991-09-11 | Metool Prod Ltd | Cable reeling system |
| JPH0580810A (ja) * | 1991-09-20 | 1993-04-02 | Hitachi Ltd | サーボ制御方法及び装置 |
| JP2651639B2 (ja) * | 1992-02-18 | 1997-09-10 | 富士写真フイルム株式会社 | テープ巻取装置 |
| US5367471A (en) * | 1992-07-23 | 1994-11-22 | Storage Technology Corporation | Method and apparatus for reducing tape stiction |
| JPH06131753A (ja) * | 1992-10-21 | 1994-05-13 | Sony Corp | テンションサーボ装置 |
| JPH0737295A (ja) * | 1993-07-21 | 1995-02-07 | Sony Corp | 磁気記録装置のテープ張力検出手段の異常検出装置 |
| JPH08171755A (ja) * | 1994-12-19 | 1996-07-02 | Hitachi Ltd | テープ走行制御装置 |
| KR0142234B1 (ko) * | 1995-01-27 | 1997-05-20 | 김광호 | 브이씨알의 서보제어방법 및 그 장치 |
| JPH0935371A (ja) * | 1995-07-19 | 1997-02-07 | Hitachi Ltd | キャプスタンレステープ駆動方法及び情報記録再生装置 |
| DE19652771A1 (de) * | 1996-12-18 | 1998-06-25 | Thomson Brandt Gmbh | Adaptive Bandantriebssteuerung in einem Videorecorder |
| US5909335A (en) * | 1997-01-17 | 1999-06-01 | Tandberg Data Asa | Tape drive start up and stop tape speed control |
| US5829702A (en) * | 1997-03-26 | 1998-11-03 | Exabyte Corporation | Method and apparatus for counteracting interlayer slip in magnetic tape drive |
| JP2000215559A (ja) * | 1999-01-25 | 2000-08-04 | Matsushita Electric Ind Co Ltd | テ―プ状媒体走行装置 |
| JP3540680B2 (ja) * | 1999-08-31 | 2004-07-07 | 三洋電機株式会社 | カセットテープレコーダ |
| EP2255969B1 (en) * | 2000-09-11 | 2011-06-01 | Zipher Limited | Printing apparatus |
| US20060285240A1 (en) * | 2005-06-16 | 2006-12-21 | Quantum Corporation | Environmental watch device for magnetic storage |
| GB2448301B (en) * | 2007-03-07 | 2009-03-11 | Zipher Ltd | Tape drive |
| GB2448302B (en) | 2007-03-07 | 2009-04-08 | Zipher Ltd | Tape drive |
| WO2008119927A1 (en) | 2007-03-31 | 2008-10-09 | Zipher Limited | Tape drive |
| JP5088975B2 (ja) * | 2010-10-19 | 2012-12-05 | 株式会社ソディック | ワイヤ放電加工装置 |
| JP5005116B1 (ja) * | 2011-05-16 | 2012-08-22 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| WO2017072976A1 (ja) * | 2015-10-30 | 2017-05-04 | 三菱電機株式会社 | ワイヤ放電加工機、ワイヤ放電加工機の制御装置の制御方法及び位置決め方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3606201A (en) * | 1969-07-15 | 1971-09-20 | Sperry Rand Corp | Constant speed,constant tension tape transport |
| US3809335A (en) * | 1972-06-29 | 1974-05-07 | Ibm | Web movement control in a reel-to-reel web transport |
| US3781490A (en) * | 1973-06-01 | 1973-12-25 | Ibm | Web tension and speed control in a reel-to-reel web transport |
| US4125881A (en) * | 1977-05-19 | 1978-11-14 | International Business Machines Corporation | Tape motion control for reel-to-reel drive |
| US4278213A (en) * | 1979-05-03 | 1981-07-14 | Siemens Aktiengesellschaft | Control arrangement for a roll carrier |
| US4531166A (en) * | 1981-03-16 | 1985-07-23 | Storage Technology Corporation | Magnetic tape drive with adaptive servo |
| GB2106270B (en) * | 1981-09-17 | 1985-10-02 | Emi Ltd | Tape transport control systems |
| JPS5898867A (ja) * | 1981-12-09 | 1983-06-11 | Hitachi Ltd | テ−プ移送制御装置 |
| US4448368A (en) * | 1982-03-23 | 1984-05-15 | Raymond Engineering Inc. | Control for tape drive system |
-
1986
- 1986-10-10 DE DE19863634662 patent/DE3634662A1/de active Granted
- 1986-10-11 KR KR1019860008546A patent/KR900009172B1/ko not_active IP Right Cessation
- 1986-10-14 US US06/917,980 patent/US4786992A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR870004431A (ko) | 1987-05-09 |
| DE3634662C2 (ko) | 1989-09-21 |
| US4786992A (en) | 1988-11-22 |
| DE3634662A1 (de) | 1987-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900009172B1 (ko) | 테이프 이송방법 및 장치 | |
| US4125881A (en) | Tape motion control for reel-to-reel drive | |
| US4525654A (en) | Tape transport control unit | |
| US4015799A (en) | Adaptive reel-to-reel tape control system | |
| US5138564A (en) | Automatic encoder calibration | |
| US5532583A (en) | System and method for calibrating a position sensing system | |
| EP0164256B1 (en) | Motor control apparatus for reel-to-reel tape drive system | |
| US5222684A (en) | Tape driving apparatus for tape medium record reproducing apparatus | |
| KR100241148B1 (ko) | 수치 제어기의 백래시 보정 장치 및 그 방법 | |
| KR920002347B1 (ko) | 속도 제어 시스템 | |
| US20040041047A1 (en) | Combined tension control for tape | |
| US4739950A (en) | Constant velocity tape drive system | |
| JPS5935104B2 (ja) | 張力制御方法 | |
| JP2739963B2 (ja) | テープ移送装置の制御装置 | |
| JP3320974B2 (ja) | 可逆式圧延機の板厚制御装置 | |
| US5085379A (en) | Method of controlling reel drive | |
| JP2791008B2 (ja) | テープ移送装置の制御方法 | |
| JP2930593B2 (ja) | テープ移送装置の制御装置 | |
| JP2891169B2 (ja) | テープ移送装置とその制御方法 | |
| US6712302B2 (en) | Delta velocity tension control for tape | |
| JPS6288768A (ja) | テ−プ送り制御方法及び装置 | |
| JP2815155B2 (ja) | テープ移送装置の制御装置 | |
| JP2810059B2 (ja) | テープ移送装置の調整方法 | |
| KR980012819A (ko) | 회전모터의 절대각위치 산출장치 및 이를 적용한 속도제어장치 | |
| EP0448014B1 (en) | Tape driving apparatus for tape medium record reproducing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20021203 Year of fee payment: 13 |
|
| LAPS | Lapse due to unpaid annual fee |