KR900004334B1 - 퓨즈 및 그의 제조방법 - Google Patents
퓨즈 및 그의 제조방법 Download PDFInfo
- Publication number
- KR900004334B1 KR900004334B1 KR1019840005761A KR840005761A KR900004334B1 KR 900004334 B1 KR900004334 B1 KR 900004334B1 KR 1019840005761 A KR1019840005761 A KR 1019840005761A KR 840005761 A KR840005761 A KR 840005761A KR 900004334 B1 KR900004334 B1 KR 900004334B1
- Authority
- KR
- South Korea
- Prior art keywords
- body portion
- fuse
- cavity
- fuse element
- insulating
- Prior art date
Links
Images




























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/041—Fuses, i.e. expendable parts of the protective device, e.g. cartridges characterised by the type
- H01H85/0411—Miniature fuses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/05—Component parts thereof
- H01H85/143—Electrical contacts; Fastening fusible members to such contacts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H11/00—Apparatus or processes specially adapted for the manufacture of electric switches
- H01H11/0056—Apparatus or processes specially adapted for the manufacture of electric switches comprising a successive blank-stamping, insert-moulding and severing operation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H2085/0008—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive making use of heat shrinkable material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/041—Fuses, i.e. expendable parts of the protective device, e.g. cartridges characterised by the type
- H01H85/0411—Miniature fuses
- H01H2085/0412—Miniature fuses specially adapted for being mounted on a printed circuit board
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/0013—Means for preventing damage, e.g. by ambient influences to the fuse
- H01H85/0021—Means for preventing damage, e.g. by ambient influences to the fuse water or dustproof devices
- H01H85/003—Means for preventing damage, e.g. by ambient influences to the fuse water or dustproof devices casings for the fusible element
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/0078—Security-related arrangements
- H01H85/0082—Security-related arrangements preventing explosion of the cartridge
- H01H85/0086—Security-related arrangements preventing explosion of the cartridge use of a flexible body, e.g. inside the casing
Abstract
내용 없음.
Description
제 1 도는 퓨즈의 절연 몸체부의 양단부로부터 연장하는 축방향의 단자들을 가지고 있고 열수축 튜브(슬리이브)로 둘러싸인 대체로 장방형의 절연 몸체부를 나타내는, 본 발명의 일 실시예에 따른 퓨즈의 사시도.
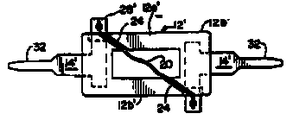
제 2a 도는 튜브의 상부의 일부분이 절제되고, 퓨즈 요소가 공동부를 가로질러대각적으로 배치되고 원통형의 땜납 슬러그에 의해 대각적으로 연장하는 홈내에 고정되어 있는 것을 나타내는, 제 1 도의 퓨즈의 평면도.
제 2b 도는 장방형의 용융 지역이 퓨즈 요소의 일부분을 완전히 둘러싸도록 절연 몸체부내에 형성되는 다른 조립방식을 나타내는, 제 2a 도의 노출된 퓨즈 요소 부착지역의 부분 평면도.
제 2c 도는 용융 공구가 용융된 지역위에 배치되어 도시된, 제 2b 도의 선 2C-2C에 따라 취한 단면도.
제 3 도는 제 2a 도의 선 3-3에 따라 취한 퓨즈의 종단면도.
제 4 도는 하나의 단자에 인접한 절연 몸체부의 측부에서의 퓨즈 요소의 노출을 나타내도록 수축 튜브의 일부분이 절제되어 있고, 단자들이 인쇄 회로 기판에의 삽입을위해 절연 몸체부로 부터 하방으로 구부러져 도시된, 제 3 도 퓨즈의 측면도.
제 5 도는 제 1 도에 도시된 퓨즈의 단부도.
제 6 도는 지지 스트립에 의해 서로 연결되고 절연 몸체부들내에 삽입 성형되도록 배치된 퓨즈 단자들의 다수의 서로 연결된 쌍들을 형성하기 위해 스탬핑 가공된 지지 스트립의 일부분의 평면도.
제 7 도는 절연 몸체부를 성형하기 위해 금형의 두 절반부들 사이에 배치된 지지 스트립의 단자부분들을 보유하도록 제 6 도의 지지 스트립을 점선으로 나타낸 바와같이 보유하는 구조로된 상하부 금형 절반부의 사시도.
제 8 도는 성형 작업이 완료된 후, 절연 몸체부의 요홈부내에 끼워지는 땜납 슬러그에 의해 퓨즈 요소를 고정 보유하는 방식을 나타내는, 제 6 도의 단자 지지 스트립의 사시도.
제 9 도는 절연 몸체부가 열수축 튜브에 삽입되기 의해 준비된 상태를 나타내는, 절연 몸체부 조립체의 사시도.
제 10 도는 단자 탭의 부착 지점이 수용홈의 기부 아래에서 절연 몸체부의 외측으로 돌출하여 배치된, 다른 실시예의 절연 몸체부 조립체의 사시도.
제 11 도는 제 10 도에 도시된 절연 몸체부 조립체의 평면도.
제 12 도는 제 11 도에 도시된 절연 몸체부 조립체의 측면도.
제 13 도는 퓨즈 요소가 수용홈내에 배치되고 의한 연장 단자부분에 부착된 것을 나타내는, 제 11 도와 유사한 평면도.
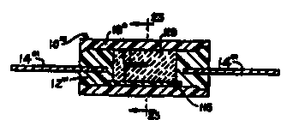
제 14 도는 단자 탭이 측부 요홈부내로 하방으로 구부러져 퓨즈 요소의 일부분이 절연 몸체부의 외측벽의 일부분을 가로지르는 것을 나타내는, 제 13 도의 절연 몸체부의 부분 단면 단부도.
제 15 도는 단자 탭이 측부 요홈부내로 하방으로 구부러지고, 수용홈내와, 퓨즈 요소가 절연 몸체부의 외벽을 가로지르는 지역에서 그 퓨즈 요소 주위에 아아크 억제물질이 배치된 것을 나타내는, 제 13 도의 절연 몸체부 조립체의 일부분의 측면도.
제 16 도는 퓨즈 요소의 단부를 절연 몸체부의 측벽에 고정시키도록 배치되어 수축된 튜브와 임의의 아아크 억제물질을 나타내는, 제 15 도의 선 16-16에 따라 취한 부분 단면도.
제 17a 및 17b 도의 예비성형된 가요성 슬리이브를 수용하도록 하는 구조를 가지는 또다른 실시예의 절연 몸체부의 평면도 및 측면도.
제 17c 도는 아아크 억제 플러그를 수용하는 구조의 통로의 세부를 나타내는, 제 17a 도의 선 17C-17C에 따라 취한 단면도.
제 18a 도는 퓨즈 요소가 단자 단부 부분에 납땜된 것을 나타내는, 제 17a 및 17b 도의 절연 몸체부의 부분 절제 사시도.
제 18b 도는 제 18a 도의 절연 몸체부의 모서리 지역의 평면도.
제 18c 도는 단자 탭이 아래로 구부려지기 전의, 제 17a 도의 선 18C-18C에 따른 단면도.
제 19a, 19b 및 19c 도는 절연 몸체부위에 가요성 슬리이브를 끼우는 단계들을 나타내는 도면.
제 19d 도는 완성된 퓨즈의 사시도.
제 20 도는 본 발명의 또다른 실시예의 소형 퓨즈의 종단면도.
제 21 도는 제 20 도에 도시된 퓨즈의 절연 몸체부의 저면도.
제 22 도는 공동부 덮개판이 퓨즈내 제위치에 배치되고 아아크 억제물질이 그 덮개판위 공동부내에 채워져 있는 것을 나타내는, 제 20 도의 퓨즈의 종단면도.
제 23 도는 제 22 도의 선 23-23에 따라 취한 단면도.
제 24 도는 제 1-22 도에 도시된 퓨즈들에서, 소켓 단자의 간격에 따라 퓨즈의 단자 단부가 다르게 변형된 예들 나타내는 완성된 퓨즈의 측면도이다.
* 도면의 주요부분에 대한 부호의 설명
10 : 퓨즈 12 : 절연 몸체부
14 : 단자 16 : 공동부
18 : 슬리이브 20 : 퓨즈 요소
24 : 수용흄 26 : 땜납수용 요홈부
28 : 단자 탭 40 : 지지 스트립
52,54 : 상하부 금형 절반부 70 : 땜납 슬러그
96 : 아아크 억제물질
본 발명은 전기 퓨즈에 관한 것으로, 더 구체적으로는 인쇄 회로판에 장착될 소형 퓨즈에 관한 것이다. 250볼트 만큼 높은 전압에서, 본 발명의 소형 퓨즈는 대개 2.54cm(1인치)보다 작은 길이를 가지며, 바람직하게는, 대부분의 전류 정격에서 l.27cm(0.5인치)보다 작은 길이와 약 0.635cm(0.25인치)보다 작은 폭을 가진다.
퓨즈가 끊어질 때, 아아크가 발생되고 그 아아크는 퓨즈 단자의 금속 표면으로 확산되는 경우 그 금속 표면층을 기화시키고 퓨즈 폭발 압력을 발생시킨다. AC 회로에서, 아아크는 대개 AC 전류가 제로(0)로 강하할때 소멸되고, 퓨즈 공동부내 압력과 온도가 허용가능한 한계치들내에 유지될 수 있는 경우에는 퓨즈의 파열을 야기하지 않을 수 있다. 퓨즈 구조가 점차 작게 만들어지기 때문에, 그의 매개변수(파라미터)들을 요구되는 한계내에 유지하는 것이 더 어렵게 된다.
인쇄 회로 기판에서, 높은 전압 정격, 즉, 125-250볼트의 전압 정격을 가지며 전체 칫수가 가능한한 작은 퓨즈가 요구되고 있다. 그러한 요구조건들은 고유적으로 서로 상충되는데, 그 이유는 퓨즈이 용단시 퓨즈 요소(와이어)를 따라 아아크가 주행하는 동안의 가스 방출 및 발열로 인한 파열력이 발생되는 경향이 있고, 또한 용단중의 높은 파열 전압에 견딜 수 있는 퓨즈는 아아크를 소멸시키고 퓨즈 케이싱의 파열을 방지하는데 요구되는 것보다 큰 길이를 가지도록 설계되어야 하기 때문이다. 퓨즈 케이싱의 파열시, 화재 위험 및 인쇄 회로 기판상의 다른 소자들에의 손상이 일어날 수 있다. 또한, 인쇄 회로용 퓨즈는, 소자들의 최종조립후 인쇄 회로 기판의 세척시에 통상 사용되는 분무 또는 침지 용제의 침입에 대한 적절한 보호책을 가지고 있어야 한다.
본 발명자가 알고 있는 한에서는, 본 발명 이전에는, 퓨즈 하우징의 파괴없이 높은 에너지의 퓨즈 용단조건에 견딜 수 있고 신뢰성 있는 매우작은 밀봉된 퓨즈가 제안된 바 없다. 예를들어, 50암페어, 250볼트 또는 그와 동등한 에너지의 용단 전류에 대해서도, 요구되는 동일한 칫수의 단자 간격(단자들이 퓨즈 몸체부 단부들로부터 축방향으로 돌출하고 하방으로 구부려진때)을 가지면서 전체 길이가 약 1.016cm(0.4인치) 이하이고 높이도 작게 신뢰성있게 만들어질 수 있는 소형의 인쇄 회로용 퓨즈가 요구되고 있다. 이때까지, 퓨즈의 가장자리 내측에 직립단자들을 가지고 약 0.762-1.016cm(0.3-0.4인치)의 직경을 가지는 원통형 퓨즈가 개발되었다. 그 퓨즈의 폭은 단자 간격보다 커야 했고 퓨즈의 높이는 그의 폭보다 크거나 같았다. 그리하여, 현재, 전술한 에너지에 견딜 수 있는 인쇄 회로용 퓨즈는 원통형 절연 몸체부를 가진 비교적 큰 퓨즈이었다. 또한, 그러한 원통형 퓨즈는 너무 커서, 퓨즈를 인쇄 회로 기판에 자동적으로 삽입하는 자동삽입 장치내에 편리하게 삽입될 수 있는 분배리일(reel)상에 감긴 지지 스트립 상에 장착될 수 없었다.
인쇄 회로 기판에 사용되는 퓨즈는 대개, 퓨즈 단자들 사이에서 퓨즈 요소가 배치되는 공동부들 가지는 절연 몸체부를 포함하며, 퓨즈 단자들이 그 절연 몸체부의 양 반대측 단부로 부터 돌출하고, 인쇄 회로 기판의 소켓 구멍에 끼워질 수 있는 평행하게 대면하는 단자 단부들을 끝에 가지고 있다. 인쇄 회로의 일반적인 목적이 소형화이기 때문에, 퓨즈 자체도 인쇄 회로 기판에서 가능한한 적은 공간을 차지하는 것이 바람직하다.
낮은 암페어의 퓨즈에서는 예를들어 0.0076mm(0.0003인치)정도로 매우 작은 직경의 퓨즈 와이어를 사용하는 것이 빈번히 요구된다. 그러한 미세한 퓨즈 와이어를 사용하는 퓨즈를 조립하는데에는 고유적인 어려움이 있는데, 그 이유는 미세한 납땜 작업중의 그러한 퓨즈 와이어들의 배치 및 장력부여가 전형적으로 수동으로 행해져 많은 노동비를 요하기 때문이다. 그리하여, 자동화된 방법으로 저렴하게 제조될 수 있는 비교적 낮은 용단 전류의 소형 고전압 퓨즈가 본 기술분야에 유용한 기여를 한다. 본 발명은 작은 크기의 퓨즈 와이어를 가지며 소정의 전류 및 전압 정격의 신뢰성있는 퓨즈가 동일 정격의 통상의 퓨즈에서 보다 매우 더 작은 자동화 수단에 의해서도 제조될 수 있도록 독특한 구조의 밀봉의 퓨즈를 제공한다
몇몇 종래의 소형 퓨즈가 공동부와 퓨즈 요소 수용홈을 가진 절연 몸체부, 축방향으로 독출하는 단자, 및 둘러싸는 슬리이브와 같은, 본 발명과 공통적인 몇몇 특징들을 가지지만, 그들 특징은 각기 다른 퓨즈에 대해 각기 다르게 제공되고 본 발명에서와 같이 조합되지 못하였다. 또한, 본 발명에서 사용되는 수용홈, 공동부 및 단자의 크기 및 배치 관계가 종래의 퓨즈의 것들과 매우 다르다.
미국 특허 제 3,913,051 호는 작은 요홈부가 형성되고 퓨즈 요소가 그 요홈부위를 통과하고 그 요홈부를 지나 몸체부상의 금속화 지지 표면에 얹히는 구조의 절연 몸체부를 포함하는 소형 퓨즈를 기술하고 있다. 1쌍의 다른 내측단부들이 퓨즈 요소의 단부부분들 위에 배치되어 땜납에 의해 그 단부부분들에 접합된다. 이러한 전체 조립체 위에 수축 튜브가 긴밀하게 씌워져 퓨즈 내부를 주위환경으로부터 밀봉한다. 이 특허에서, 용단된 퓨즈를 시각적으로 탐지할 수 있도록 투명한 튜브가 사용되지만, 퓨즈의 배경이 퓨즈뒤의 요홈부의 벽이기 때문에 투명한 튜브에 의해 형성된 창을 통하여 퓨즈 요소를 선명하게 볼 수 없다. 또한, 이 특허에서의 요홈부는 퓨즈 요소와 절연 몸체부 사이에 공간을 제공한다. 이 공간은 그들 사이에 열절연물을 제공하는 것을 요하지만, 상기 특허 발명의 일형태에서, 튜브가 요홈부위를 통과하는 퓨즈 요소의 부분에 접촉하도록 수축된다. 그러한 경우, 작은 크기의 요홈부는 퓨즈의 전체 체적의 10% 이하의 공동부(퓨즈 요소를 위한)를 제공한다. 상기 특허 발명의 다른 형태에서는, 요홈부를 통과하는 퓨즈요소의 중앙부분위에 배치되는 수축 튜브의 부분이 퓨즈 요소의 중앙부분으로부터 떨어져 있다. 전체 공동부 크기는 이 구조에서도 매우 제한을 받으며, 1.016cm(0.4인치)의 단자 간격을 가지는 이 퓨즈는 250볼트 전류에서 파열없이 아아크에 견딜 수 없다.
수축 튜브가 가요성 물질로 만들어진다는 사실이 상기 미국 특허에 약간 언급되어 있으나, 그 특허에서는, 본 발명의 특징들중 하나에 따라 만들어진 퓨즈의 경우에서와 같이 퓨즈 파열력의 발생을 제거하기 위해 공동부의 크기를 중대시키도록 튜브가 퓨즈 용단시 파열없이 팽창한다고 하는 점에 대해서 언급 및 시사가 없다.
종래 기술은 각종 아아크 억제수단을 결합시킴으로써 퓨즈의 작동 전압을 증가시키기 위한 각종 기술들을 사용하였다. 그리하여, 퓨즈 요소들이 적당한 아아크 억제물질에 의해 둘러싸여 있다. 그러나, 이러한 시도는 퓨즈를 소형으로 하는데 어려움이 있고 매우 미세한 퓨즈 요소들이 퓨즈에 사용되는 경우에도 어려움이 있다.
또다른 아아크 억제기술은 미국 특허 제 4,267,543 호에 개시된 바와같이, 퓨즈 요소가 퓨즈 단자들에 납땜되는 지점들의 바로 앞에서 퓨즈 요소의 일부분을 몸체부의 절연 들질의 제한된 구멍 또는 홈에 통과시키는 것이다. 이 특허는 퓨즈의 원통형 기부부분의 D자형의 절연 아아크 억제 보스(boss)들 사이에 형성된 공동부위에서 퓨즈 요소가 통과하는 퓨즈 구조를 기술하고 있다. 그 보스들은 퓨즈 요소를 수용하는 슬로트를가지고 있고, 퓨즈 요소의 단부들이 납땜되는 단자들을 수용 및 노출시키는 요홈부들을 가지고 있다. 강직한 덮개가 그 퓨즈의 기부 부분위에 배치된다. 그러나, 그 퓨즈는 아아크에 노출되는 단자 간격이 1.016cm(0.4인치)보다 작게 만들어질때 250볼트 전류에 존재하는 압력 및 온도에 파열없이 견디기에는 부적당하다. 더욱이, 단자들이 평행히 떨어져 있는 핀들이기 때문에, 그러한 퓨즈의 전체 크기가 단자 간격보다 매우 더 크게 된다.
본 발명전에 본 발명자는 전술한 미국 특허 제 3,913,051 호 및 제 4,267,543 호의 퓨즈 구조를 개량한 퓨즈 구조를 설계한바 있다. 이 퓨즈 구조는 회로에 끼워지는 단자들을 지지하는 기부부분을 포함하고 퓨즈 공동부의 일부와 그 공동부의 양 단부의 퓨즈 요소 수용홈을 형성하는 하우징을 포함한다. 덮개가 그 퓨즈 하우징의 기부부분을 둘러 싸고, 하방으로 연장하는 리브(rib)들을 제공한다. 그 리브들은 퓨즈 요소의 각 단부에서 절연 물질에 의해 4개의 모든 측부에서 퓨즈 요소가 둘러싸이도록 수용홈내로 연장한다. 그 덮개와 하우징의 기부는 초음파에 의해 서로 접합된다. 이런 타입의 퓨즈 구조는 전술한 미국 특허 제 3,913,051 호 및 제 4,267,543 호의 퓨즈 구조보다 개량된 것으로 믿어지지만, 250볼트 또는 다른 높은 에너지의 회로에서 퓨즈 파열력에 항상 견디지 못한다. 그리하여, 본 발명 이전에, 완전 자동 조립 기술에 의해 쉽게 제조될 수있고, 분무 또는 침지용제에 대하여 저항성을 가지며, 폭발적인 파열없이, 250볼트 회로에 존재하는 것만큼 높은 아아크 에너지에 견딜 수 있고, 시각적으로 용단 상태를 볼 수 있는 소형 퓨즈가 아직도 요구되어 왔다. 그러나, 넓은 의미에서, 본 발명이 250볼트 회로에 사용하기 위한 퓨즈에만 한정되는 것은 아니다.
본 발명의 일실시예에 따른 퓨즈는 퓨즈 요소를 수용하는 공동부를 형성하는 절연 몸체부를 포함하며, 그 절연 몸체부는 퓨즈 용단 상태하에서 파열없이 적어도 약 30% 만큼 퓨즈 공동부 체적을 증가시키도록 슬리이브의 가요성을 이용하는 구조로 되고 밀접히 끼워지는 팽창가능한 슬리이브에 의해 둘러싸인다. 미국 특허 제 3,913,051 호의 퓨즈의 절연 몸체부와 달리, 이 퓨즈의 절연 몸체부는 그의 적어도 일측부에서 개방되어 있는 비교적 큰 공동부를 가지고 있고, 그 공동부는 바람직하게는 절연 몸체부에 의해 차지하는 전체 체적의 적어도 약 20%의 체적을 가진다. 그 공동부는 절연 몸체부의 종방향으로 연장하는 양측부에서 개방되어 있는 것이 바람직하다. 그리하여, 예를들어, 절연 몸체부는 그 몸체부를 완전히 관통하여 연장하는 비교적 장방형의 구멍에 의해 형성된 공동부를 가진 수평으로 긴 장방형의 절연 몸체부일 수 있다. 팽창가능한 슬리이브(바람직하게는, 반경직성의 튜브)가 절연 몸체부의 종방향 측부들을 둘러싸서 퓨즈 요소에 간격을 가지고 떨어져 있는 지점들에서 절연 몸체부의 공동부의 모든 개방 측부를 밀폐한다. 퓨즈 요소는 공동부의 중앙부분에 대각적으로 배치되는 것이 바람직하다. 그리하여, 슬리이브는 절연 몸체부의 공동부의 개방 측부들상에 2개의 팽창 벽 부분들을 형성한다. 그 벽은 퓨즈의 용단시 파손없이 팽창한다.
본 발명의 팽창가능한 슬리이브는 퓨즈 요소를 쉽게 볼 수 있도록 투명한 것이 바람직하다. 공동부가 절연몸체부의 양 횡측부 또는 종방향측부로 개방되어 있는 본 발명의 퓨즈 형태에서, 퓨즈 요소를 확실하게 볼 수 있는데, 그 이유는 튜브의 투명한 벽이 퓨즈를 조명이나 일광하에서 볼 때 뒷면에서 조명되기 때문이다. 그러나, 매우 높은 전압 및 전류 정격의 퓨즈에서는 공동부의 저면을 덮고, 슬리이브의 설치전 공동부의 상부 개방부를 통해 공급되는 아아크 억제물질을 수용하는 요홈부를 형성하도록 절연 몸체부의 일측부의 요홈부내에 덮개판이 설치된다.
미국 특허 제 3,291,939 호는 절연판의 양면상의 구리 피복층의 두 단부들 사이에 대각적으로 지지되고 절연판의 개방부를 통과하는 퓨즈 요소(3')를 들러싸는 탄성 슬리이브(5')를 사용하는 것을 기술하고 있다. 이 슬리이브의 목적은, "아아크 발생시보다 아아크 발생후 일정기간에 아아크 전압의 중대 및 아아크의 전파"를 제공하도록 용단중의 주행 아아크를 퓨즈의 단부 단자들을 포함하는 인쇄 회로 기판의 어느 일표면에근접한 좁은 채널에 국한시키기 위한 것이다. 이 특허는 압력을 경감시키도록 공동부 주위에서 슬리이브가 팽창하는 성질을 이용하는 개념을 언급하고 있지 않고, 대신, 그 슬리이브의 작용은 높은 국부 압력을 접촉부재의 단부 부근에만 유지시켜 아아크가 접촉 부재를 따라 주행할 때 그 아아크를 강제로 억류시키는 것이다.
미국 특허 제 4,016,521 호는 본 발명과 관련된 타임의 퓨즈가 아니라 열 제한기 스위치를 기술하고 있다. 그 스위치는 스위치 내부의 팽창을 제한하도록 임계 온도에 도달된 때 영구적으로 팽창하고 본 발명의 슬리이브의 것과 완전히 다른 목적을 위한 작은 벽을 가진 하우징을 구비하고 있다. 그리하여, 이 특허에 기술된 퓨즈 하우징의 팽창 가능한 벽 부분은 열 제한기가 트리거(trigger)된 것을 나타내는 지시기로 작용하도록, 임계 온도를 초과한 때 팽창된 채 유지된다. 탄성벽을 이용하는 고전류 퓨즈 용단파열 보호성질은 그러한 열에 의한 플라스틱 연화에 의존하지 않아야 하는데, 그 이유는 압력 쇄도가 너무 빨라서 필요한 온도를 얻을 수 없게 하기 때문이다.
공동부를 형성하는 절연 몸체부위에 팽창성 슬리이브가 사용되는 본 발명의 다른 특징에 따라, 퓨즈 단자는 절연 몸체부 내에 삽입 성형되고 절연 몸체부의 종방향 양단부로 부터 연장하여 있는 것이 바람직하다. 그 절연 몸체부는 대각적으로 배치된 퓨즈 요소 수용홈 및 아아크 억제홈을 가지고 있으며, 그 홈들은 공동부의 대각적으로 정반대의 가장자리로부터 절연 몸체부의 종방향 연장 양측부들까지 그리고 단자-퓨즈 요소 부착 표면에 인접한 곳까지 연장하여 있다.
퓨즈 요소 수용홈은, 퓨즈 요소가 그 홈내에 배치된 때 퓨즈 요소의 단부들이 홈단부를 지나 연장하도록 하고 퓨즈 요소의 부분들이 단자 탭(tab) 또는 퓨즈 단자의 다른 노출 표면에 납땝된 후 그 납땝 지점 뒤에서 편리하게 절단될 수 있도록 절연 몸체부의 종방향 연장 양측부들까지 연장하는 것이 바람직하다. 이것은 퓨즈 요소가 리일(reel)로 부터 퓨즈 조립부로 공급되는 퓨즈 요소가 자동 대량 생산에 도움을 준다. 수용홈의 벽들은, 퓨즈 요소가 납땝된 단자 탭 또는 다른 노출 단자 표면의 부근으로 아아크가 전파되는 것을 방지하는 아아크 차단벽으로 작용한다. 그 수용홈의 일부분은 땜납 또는 절연 플러그를 수용하는 요홈부들을 형성하도록 확장되어 있는 것이 바람직하다. 이 요홈부들은 절연 몸체부의 공동부의 일측부가 개방하여 있는 절연 몸체부의 측부로 개방되어 있다. 각종 공동부 및 수용홈 개방부들은 절연 몸체부의 일단부로부터 그 절연 몸체부위에 끼워지는 투명하고, 단부가 개방된 슬리이브에 의해 밀봉되는 것이 바람직하다. 그 슬리이브는 수축 튜브일 수 있으나, 절연 몸체부의 양 단부 주위에 그 슬리이브를 초음파 용접함에 의해 밀봉되는 반경직성 슬리이브인 것이 바람직하다. 전술한 미국 특허 제 4,267,543 호가 수용홈을 가진 절연 몸체부를 구비한 퓨즈를 기술하고 있으나, 그것은 본 발명의 상술한 퓨즈와 매우 다른 구조를 가진다.
본 발명의 바람직한 형태의 크기의 소형 퓨즈에서, 퓨즈 요소가 납땜되는 노출된 단자의 지역들은 납땜지역을 최대화시키기 위해 평편한 표면으로 되어 있다. 그리하여, 그 단자들은 블레이드(blade) 또는 리본구조로 되어 있는 것이 바람직하고, 가장 바람직한 구조에서는 굴곡가능한 연장 탭을 가지고 있다. 그 연장탭은 공동부 및 수용홈이 개방되어 있는 절연 몸체부의 종방향 측부 표면에 평행히 연장하고 절연 몸체부의 측부를 지나 돌출한다. 그 노출된 단자 탭은 절연 몸체부의 한계내에서 하방으로 구부려지고 수용홈의 저부아래에 위치하여, 단자의 노출된 급속 표면은, 아아크가 수용홈의 단부 부분에 도달할 때까지 소멸되지 않을 때 수용홈내에서 외측으로 확장하는 아아크의 직선 이동 통로로부터 멀리있게 된다.
본 발명의 또 다른 특징은, 퓨즈 단자들을 형성하는 금속 지지 스트립에 절연 몸체부가 성형되어 퓨즈를 제조하는 방식이다. 본 발명의 바람직한 실시예들을 첨부도면을 참조하여 상세히 설명하면 다음과 같다.
제 1-5 도는 본 발명의 개량된 형태의 퓨즈(10)를 나타내는 각종 도면이다. 이 퓨즈(10)는 적당한 합성 플라스틱 물질로 만들어진 대체로 장방향의 절연 몸체부(12)를 가지고 있고, 그 절연 몸체부에는, 평편한 형태의 단자(14)들이 일체로 삽입 성형되어 있다. 그 단자들은 절연 몸체부(12)의 중간면 지역에 배치되는 것이 바람직하다. 그 단자들은 그 절연 몸체부내에 후술되는 방식으로 삽입 성형되고, 절연 몸체부의 양단부로부터 종방향으로 돌출하여 있다. 사용시, 단자의 단부들은 인쇄 회로기판의 소켓 구멍내에 삽입될 수 있도록 평행히 대면하는 상태로 구부려진다. 퓨즈의 절연 몸체부는 중앙에 배치된 대체로 장방형의 공동부(cavity)(16)를 가지며, 그 공동부는 절연 몸체부(l2)의 2개의 넓은 표면들에서 개방하여 있도록 그 절연몸체부를 완전히 관통하여 있다(제 3 도 참조).
제 1 도에 도시된 바와같이, 완성된 퓨즈에서 단자(14)들은 평상시에는 그 단자들이 단일의 평행면에 위치하여 퓨즈가 인쇄회로 기판에 사용될 장소로의 운반을 위해 간결하게 포장될 수 있게 하는 상태로 배치된다. 그러한 포장시, 단자들이 지지 스트립으로부터 측방으로 돌출한 채 개개의 퓨즈들이 지지 스트립에 대하여 종방향으로 떨어져 취부되는 가요성의 지지 스트립(도시 안됨)이 포함될 수도 있다. 그 지지 스트립은 운반 및 저장을 위해서는 리일상에 권취되고, 자동 퓨즈 공급 장치에 수용될 때 풀린다. 그 퓨즈 공급 장치는 지지 스트립으로부터 분리된 후 인쇄 회로 기판의 구멍들내에 삽입되는 단자 단부들이 떨어져 대면하도록 하는 구조(제 4 도 참조)를 형성하기 위해 그 단자 단부(32)들을 구부린다.
각 단자(14)는 절연 몸체부(12)의 일측부까지 측방으로 연장하는 내측의 비굴곡성 단자 탭(tab)(28)을 가지고 있고, 그 단자 탭(28)은 전방으로 연장하는 단자 탭 첨단부(30)(제 2a, 6,8 및 9 도 참조)를 가지고 있다. 단자 탭(28)들은 퓨즈의 절연 몸체부(12)의 대각적으로 반대 가장자리들에, 즉, 그 절연 몸체부의 종축의 양측부에 위치된다.
정렬되어 있고 대각적으로 연장하는 1쌍의 좁은 수용홈(24)들이 제 2a 도에서 볼 수 있는 바와같이 절연몸체부(12)의 상부 표면(12a)에 형성되어 있고, 그 수용홈들은 그들의 전체 길이에 걸쳐 상기 상부 표면으로 개방되어 있으며, 후술하는 바와같이 퓨즈 요소를 수용한다. 상부 표면(12a)의 땜납 수용 요홈부(26)들이 각 단자 탭(28)의 표면의 일부분과 단자 탭 첨단부(30)를 노출시키도록 상기 수용홈(24)들과 교차하여있다. 각 수용홈(24)은 절연 몸체부(12)의 종방향 측부 표면(12b)에 위치된 출구, 또는 측부 통로(25)를 통하여 절연 몸체부의 외측으로 연장하여 있다.
퓨즈 요소(20)(신속 용단(fast-blowing) 퓨즈 필라멘트인 것으로 도시됨)이 단자 탭 첨단부(30)에 접촉하도록 수용홈(24)내에 배치된다. 단자 탭 첨단부에의 퓨즈 요소의 전기적 및 기계적 접촉이 단자 탭 첨단부의 상부 표면에 접촉하는 요홈부(22)내의 땜납 푸울(pool)에 의해 확보된다. 후술되는 바와 같이, 땝납은 초기에는, 땝납 수용 요홈부(26)내에 눌러 끼워지는 슬러그(slug)형태를 가지는 것이 바람직하다. 그 땜납수용 요홈부(26)는 실제에 있어서는, 각 단자 탭(28)의 상부 표면까지 하방으로 연장하는 수용홈(24)이 확장된 부분이다.
수축 튜브로 만들어진 슬리이브(18)가, 퓨즈의 절연 몸체부(12)의 종방향 표면들에 꼭맞게 밀봉적으로 결합하여 절연 몸체부의 공동부의 개방 단부들을 밀봉하고 수용홈(24) 및 요홈부(22)를 밀봉하도록 절연 몸체부 위에 끼워진다. 그리하여, 퓨즈 요소의 단부(36)들이 절연 몸체부(12)의 측부들에 확고하게 고정된다.(그러나, 후술되는 바와같이 주로 외관 및 가격을 고려하여, 반강직성의 평창가능한 슬리이브가 이러한 수축 튜브에 바람직하다). 퓨즈의 절연 몸체부(l2)의 하부 표면상에 서로 평행히 배치된 돌기들(34)(제 3 도)은 설치후 절연 몸체부와 인쇄 회로 기판 사이에 간격을 제공하도록 작용한다.
그리하여, 완성된 퓨즈는, 슬리이브(18)의 대향면들 사이에서 연장하는 공동부(16)에 의해 형성된 자유공간내에 매달려 있도록 양 단부에서 대각적으로 지지된 퓨즈 요소(20)를 가지게 된다. 수용홈(24)의 대각적인 배치 및 퓨즈 요소의 대각적인 배치에 의해, 특히 자동 조립 작동에서 리일로부터 풀리는 긴 길이의 퓨즈 와이어의 일부분으로 퓨즈 요소를 형성하는 경우 붙잡은 후 퓨즈 요소 단부들을 절단하는 것과 관련하여퓨즈의 자동 조립이 매우 용이하게 행해질 수 있다. 또한, 이러한 대각적인 배치에 의해, 퓨즈 요소가 걸치는 공동부의 길이가 최대로 되어 퓨즈의 아아크 억제 능력을 증진시킨다. 절연 몸체부내 단자의 삽입 성형에 의해, 수축 튜브가 쉽게 밀봉할 수 없는 절연 몸체부의 축방한 단부들에서 인쇄 회로 기판 분무 용제에 대한 퓨즈 내부의 밀봉이 확실하게 된다. 이것은, 구성 요소들의 최종 조립후 용제에 의해 땜납 플럭스를 제거하는 인쇄 회로 제조공정에 이용되도록 설계된 퓨즈에서 필요한 사항이다.
아아크 억제 능력과 퓨즈의 소형화에 가장 중요한 점은, 공동부 체적을 적어도 약 30% 증가시키도록 파열없이 팽창할 수 있는 팽창성 슬리이브와 함께 적절한 크기(예를 들어, 미국 특허 제 3,913,051 의 매우 작은 크기와 공동부와 비교하여 절연 몸체부의 전체 체적의 적어도 약 20%의 크기)의 공동부를 제공하도록 지지체를 설계하는 것이다. 그러한 경우, 팽창 튜브는 퓨즈가 용단될 때 공동부내 압력을 경감시키도록 통풍 간격을 제공하는 것으로 믿어진다. 그리하여, 절연 몸체부(12)의 전체 기하학적 구조와 일치하는 최대팽창 체적이 확보된다. 절연 몸체부(12)의 서로 반대측의 종방향 표면들에서 개방되도록 절연 몸체부의 공동부(16)를 설계함으로써, 그 공동부는 지지체의 양측부(미국 특허 제 3,913,051 호의 퓨즈에서의 일측부에 비교하여)의 팽창가능한 벽들에 의해 한정되어, 고 전류 고전압 상태하에서의 퓨즈 요소(20)의 폭발적인 소실(burn out)에 의해 발생되는 충격파가 2개의 팽창가능한 벽들에 부딪치게 된다. 그 결과, 일시적인 초과압력이 슬리이브(18)의 외향 팽창에 의해 최소로 되고 따라서 폭발적인 소실에 견디는 퓨즈의 능력이 크게 개선된다. 또한, 투명한 슬리이브(18)를 설치함에 의해, 용단된 퓨즈가 쉽게 시각적으로 탐지될 수 있다. 0.635cm(0.250인치)의 예비수축 직경과 0.02cm(0.008인치)의 벽 두께를 가지는 폴리비닐리덴 플루오라이드 튜브가 그러한 목적에 만족한 것으로 입증되었다.
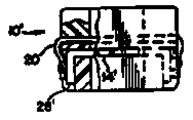
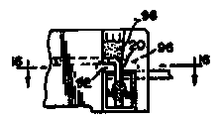
부가적인 아아크 억제 능력을 제공하기 위해, 수용홈(24)은 예를 들어 실온 유황 처리(RTV) 실리콘 고무와 같은 적당한 아아크 억제 물질로 채워질 수 있다. 이러한 RTV물질은 땜납 펠리트의 용융중에 수용홈내에 퓨즈 요소를 적절히 보유시키는 목적으로도 사용될 수 있는 반죽과 같은 물질이다. 다른예의 퓨즈 요소 고정 수단이 제 2a 및 2b 도에 도시되어 있다. 수용홈(24)의 부근의 절연 몸체부(12)의 일부분(80)은, 퓨즈의 땜질 및 조립이 완료되기 전에 퓨즈 요소(20)를 재위치에 보유시키고 또한 단자 탭 첨단부(30)에의 작지만 부분적으로 개방된 통로의 아아크 억제 능력을 증가시키도록, 단자 탭 첨단부(30)와 공동부(16)사이 수용홈(24)의 부분에서 퓨즈 요소(20) 주위에 절연 몸체부(12)의 국부적인 부분들을 열성형(hot-forming)하기 위해 통상의 초음파 기술에 의해 국부적으로 용융될 수 있다. 제 2c 도는 열성형 직후의 완전히 둘러싸인 퓨즈 요소(20)를 나타내며, 성형 공구(82)가 철회 위치에 도시되어 있다.
제 1-5 도에 도시된 바와같이 구성된 퓨즈는 9.53mm(0.375인치)의 길이, 2.54mm(0.100인치)의 높이 및 4.45mm(0.175인치)의 폭을 가진다. 절연 몸체부(12)의 공동부 칫수는 4.32mm×2.03mm(0.170인치×0.080인치) 이다. 수용홈(24)의 통로의 폭은 0.38mm(0.015인치) 이다. 이러한 퓨즈는 통상, 파열없이 50암페어 및 250볼트 AC의 용단 전류에 견딘다. 그리하여, 공동부 체적은 전체 절연 몸체부 체적의 20%를 초과한다. 실제의 측정 결과, 용단중의 막휨에 의해 전체 공동부 체적이 약 30%를 초과할 수도 있음이 나타났다. 그리하여, 퓨즈 요소(20)를 대각적으로 배치함에 의해 보다 더 호율적으로 퓨즈의 최대 길이를 이용하고 퓨즈 벽돌 주위에 큰 팽창 체적부를 제공함으로써, 작은 칫수와 개선된 용단 특성을 가지는 소형 퓨즈가 얻어졌다.
제 1-5 도에 도시된 퓨즈는 자동제조 기술에 적합하도록 하는 구조로 되어 있다. 그리하여, 제 6 도에, 다수의 퓨즈들의 만자(14)들이 금속(가장 바람직하게는 도금된 동판)의 지지 스트립(40)으로부터 스탬핑(stamping)가 공에 의해 형성된 것으로 도시되어 있다. 각 퓨즈의 단자 쌍들은 스트립의 장방형 절제부(44')로부터 돌출하는 측방으로 대면하는 단자쌍들로 배치되어 있다. 그 절제부(44) 인접한 절제부들 사이의 횡방향 웨브(44)와, 인접한 단자들 사이의 지지 웨브(45)에 의해 형성된다. 그리하여, 횡방향 웨브(44)는 단자(14)를 종방향으로 떨어져있는 방식으로 지지하며, 이때 그 단자들의 측방으로 떨어져 있는 내측 단부들이 후술되는 바와같이 절연 몸체부내에 삽입 성형되도록 적절히 배열된 단자 탭(28)과 단자 탭 첨단부(30)를 형성한다.(후술되는 유사한 성형 작동이 스위치의 제조에서는 수행되었지만, 후술된 전체 공정이 본 발명자가 알고 있는 한에서는 퓨즈를 제조하는 데에는 아직 이용되지 않았다). 점선(50)은 나중에 개개의 단자(14)들을 절단하기 위해 절단 작동이 수행되는 위치를 나타낸다. 위치결정 및 자동 공급 작동에 이용되도록 인덱싱 구멍들이 지지 스트립(40)을 따라 적당한 위치를에서 떨어져 형성된다.
지지 스트립(40)의 그러한 구조에 의해, 대량 생산 작업이 효과적으로 수행될 수 있고, 그 제조 작업에서 지지스트립은 각종 장소들을 지나 단계적으로 종방향으로 전진 이송된다. 그 장소들 중 하나는 제 7 도에 도시된 금형 절반부들이 지지 스트립(40)의 절제부(44')들중 하나의 내로 이동되어 절연 몸체부들이 동시에 성형되는 장소이다. 그 금형 절반부들은 하나 이상의 절제부를 포함하도록 하는 구조로 될 수 있고, 그 경우 4개 이상의 절연 몸체부들이 지지 스트립의 특정 부분에서 동시에 형성된다.
제 7 도는 단자(14)의 단부들 주위에 절연 몸체부(12)를 성형하도록 각 그룹의 단자 쌍(49)들 주위에 배치되는 구조의 상하부 금형 절반부(52, 54)를 나타낸다. 하부 금형 절반부(54)는 대체로 장방형이고 상방으로 개방되어 있으며, 절연 몸체부의 하부 가장자리를 형성하는 다수의 나란한 직사각형 홈(56)들을 가지고 있다.
지지 스트립(40)의 일부분을 지지하는 구조의 1쌍의 단자 지지 지주(58)들이 각 홈(56)의 기부로부터 상방으로 연장하여 있고, 단자 지지 지주(58)에 대한 1쌍의 단자(14)의 위치가 점선으로 도시되어 있다. 하부 금형 절반부(54)의 상부 표면의 얕은 홈 형태의 단자 수용 채널(60)들이 제 7 도에 점선으로 도시된 단자(14)의 중간 부분을 수용하도록 각 홈(56)의 중앙선과 동축으로 정렬되어 있다.
상부 금형 절반부(52)는 하부 금형 절반부(54)와 보충적인 구조로 되어 있고, 직사각형의 홈(68)들을 가지고 있다. 그 홈(68)은 그 상부 금형 절반부(52)의 하부 표면에 형성되어 있고 하부 금형 절반부의 홈(56)과 일치하도록 하는 구조로 배치되어 있다. 각 홈(68)은 절연 몸체부(12)의 상부 표면과 그의 외측벽들을 형성한다. 각 홈(68)내에, 각 홈(68)이 상부 표면으로부터 하방으로 연장하는 장방형의 퓨즈 공동부 형성코어(core)(64)가 배치되어 있다. 그 코어는 점선(72)로 도시된 바와같이 하부 금형 절반부(564)내 각 홈(56)의 바닥에 얹혀 성형 과정중에 퓨즈의 공동부(16)를 형성하도록 상부 금형 절반부(52)로부터 더 많이 하방으로 연장하는 구조로 되어 있다.
수용홈(24)를 형성하기 위해, 상부 금형 절반부의 각 홈(68)의 바닥으로부터 하방으로 연장하고 각 홈(68)을 둘러싸는 분리 벽(62)과 동일 높이를 가지는 리브(rib)(66)가 각 코어(64)의 대각적으로 정반대의 단부들로부터 돌출하여 있다. 각 홈(68)의 모서리에 인접하여 배치된 땜납 슬러그 통과 코어(71)가 각 리브(66)와 일체로 되어 있고 각 홈(68)이 바닥으로부터 하방으로 연장하여 있다. 상기 땜납 슬러그 통과 코어는 원통형 부채꼴 형상으로 되어 있고, 각 땜납 슬러그 통과 코어의 하부면이 리브(66)와 대체로 동리면에 있고, 각 땜납 슬러그 통과 코어의 하부면이 리브(66)와 대체로 동일면에 있고 면(74)들을 접속시킴에 의해 그 리브로부터 약간 치우쳐 있다.
그리하여, 제 6 도에 도시된 형태의 지지 스트립(470)이 하부금형 절반부(54)위에 배치되고, 각 단자(14)의 단자 탭(28)이 단자 지지 지주(58)에 의해 지지된 때, 상부 금형 절반부가 하강되어 하부 금형 절반부와 밀봉적으로 결합하고, 각 금형 공동부에 적당한 성형 플라스틱 물질이 주입되어 제 8 도에 도시된 바와같이 단자들 주위에 절연 몸체부(12)를 성형한다. 제 8 도에, 대표적인 절연 몸체부(12)들이 지지 스트립(40)에 부착된 채로 도시되어 있고, 절연 몸체부(12)는 수용홈(24)과 땜납 수용 요홈부(26)가 단자 탭(28)과 단자 탭 첨단부(30)의 일부분의 상부 표면들을 노출시키도록 하방으로 연장한 채로 단자(14)주위에 성형되어 있다.
일련의 절연 몸체부(12)들이 그렇게 하여 제조될 때, 그 절연 몸체부들과 그들의 단자들은 지지 스트립(40)으로부터 절단되고 퓨즈의 다른 요소들이 그에 부착된다. 그러나, 도시된 바와같이, 그들 다른 요소들은 절연 몸체부(12)가 지지 스트립에 아직 부착되어 있는 동안에 부착된다. 그러한 경우, 퓨즈 요소(20)는 노출된 단자 탭 첨단부(30)의 상부 표면에 접촉하도록 제 8 도에 도시된 바와같이 대각적으로 배치될 수 있다. 그 접촉 지점에서, 땜납 수용 요홈부(26)에 눌려끼워지는 구조의 납땜 슬러그(70)가 위로부터 눌려 삽입되어 퓨즈 요소(20)를 단자 탭 첨단부(30)에 접촉한 채로 임시 보유시킨다. 다음, 각 퓨즈 요소가 홈 측부 통로(23)를 지나 약간 연장하는 단부(36)를 남기고 통상의 방법에 의해 절단된다. 제 2a 및 2b 도에서 설명한 국부 용융 작동이 이 시점에서 임의적으로 수행될 수 있고, 또 다르게는, RTV실리콘 충전 작업이 수행될 수 있다. 수축 튜브가 앞에 설명된 방식으로 설치된 후 땝납 슬러그가 용융되는 경우에는, 퓨즈 요소 고정 과정들중 어느 것도 수행될 필요가 없다. 개개의 절연 몸체부 조립체는 제 8 도에 도시된 바와같은 점선(50)에 따른 절단 작동에 의해 지지 스트립(40)으로부터 절단될 수 있다.
다음, 홈 측부 통로(23)로부터 연장하는 퓨즈 요소(20)의 단부(36)들이 제 9 도에 도시된 바와같이 절연몸체부(12)의 측벽들에 접하도록 하방으로 구부러진다. 그 작업후, 열수축성 튜브로된 슬리이브가 절연 몸체부(12)위에 끼워진다. 그 슬리이브(18)의 길이는 절연 몸체부(12)를 약간 초과한다. 슬리이브(18)를 구성하는 물질은 개개의 땜납 슬러그(70)의 용융 온도보다 낮은 온도에서 수축 작용이 수행될 수 있는 성질을 가지도록 선택된다. 다음, 각 슬리이브(18)는 도시된 바와같이 제 위치에서 수축하도록 오븐에서 또는 다른 방식으로 가열되어, 퓨즈 요소의 단부(36)들이 절연 몸체부(12)의 측면들에 확고하게 고정되게 하고 수용홈(24), 땜납 수용 요홈부(26) 및 측부 통로(23)가 밀봉되게 한다. 단자(14)가 플라스틱 제의 절연 몸체부(12)에 일체로 성형되기 때문에, 이 조립체는 분무 또는 용제 침지에 대한 완전한 저항성을 가진다. 최종적으로, 슬리이브(18)가 제 위치에서 수축한 때, 각 절연 몸체부(12)는 동일한 오븐에서 또는 다른 방식으로 가열되어 각개 땜납 슬러그(70)를 용융시켜, 그 땜납 슬러그들이 단자 탭(28)과 단자 탭 첨단부(30)이 노출표면들위로 흐르게 하고 그리하여 퓨즈 요소(20)를 두 단자(14)에 접합시킨다.
그리하여, 전술한 바와같이 개선된 퓨즈가 제공될 뿐만 아니라, 조립의 중간 단계중의 안전한 퓨즈 요소 취급과 퓨즈의 주요 표면들의 완전한 밀봉을 제공하는 대량 조립기술이 제공되고, 전체 조립공정이 자동 취급기술에 적합하게 된다. 또한, 개선된 퓨즈가 제조될 뿐만 아니라, 퓨즈의 신규한 특징을 이용하므로서, 그러한 개량된 퓨즈를 비교적 저렴한 공정에 의해 대량으로 제조할 수 있게 된다.
제 10-16 도는 연소 아아크를 위한 긴 주행로를 가질 뿐만아니라, 금속 도선 구조물에의 부착 지점에 바로 인접한 지점에서 퓨즈 와이어의 단부를 가압하여 고정시키는 것을 특징으로 하는 개조된 실시예의 퓨즈를 나타낸다. 전술한 실시예와 비교하여 동일한 기능과 기하학적 구조가 사용되는 하기 설명에서는 유사한 요소들이 유사한 번호로 표시되었다.
제 10-12 도는 제 6 도에 도시된 바와같은 지지 스트립(45)이 절제된 후의 개조된 절연 몸체부(12')를 나타내며, 그 절연 몸체부(12')에는 개조된 도선(14')이 일체로 부착되어 있다. 이 실시예의 도면 및 하기 설명으로부터 명백한 바와같이, 제 7 도에 도시된 성형다이 및 제 6 도에 도시된 지지 스트립에 대한 필요한 개조는 해당 기술에 통상의 기술을 가진자에 의해 쉽게 수행될 수 있다. 여기서, 단자 탭(28')은 절연 몸체부(12')의 종방향의 상부 표면(12a')에 평한한 면에서 절연 몸체부(12')의 종방향의 두 측부 표면(12b'-12b')으로부터 돌출하는 굴곡 가능한 탭이다. 각 굴곡 가능한 단자 탭(28') 아래에 요홈부(90)가 형성되어 있고, 그 요홈부(90)는, 후술되는 바와같이 단자 탭이 해당 요홈부내에 완전히 배치된 후 열 수축 튜브형의 슬리이브(18')(제 16 도)의 설치에 의해 밀봉될 수 있도록 하방으로 구부려질 수 있게 하는 형상으로 되어 있다.그러나, 이 경우, 단자 탭(28')들은 수용홈(24)의 기부와 동일한 면에 있지 않고, 수용홈(24)의 기부와 외향 연장 단자 탭(28')사이에 좁은 벽 부분(92)(제 15 도)을 남기고 상기 면보다 약간 아래에 배치되며, 절연몸체부(12')의 측벽들에서 돌출한다. 장착 돌기(34')들이 요홈부(90)를 가지도록 유사하게 연장되어 있다.
제 13-16 도는 그러한 퓨즈의 조립 공정을 나타낸다. 처음에, 단자 탭(28')이 절연 몸체부(12)로부터 측방외측으로 연장한 채, 일정 길이의 퓨즈 요소(20)가 2개의 수용 홈(24)의 상부 표면에 얹히도록 절연 몸체부(12)내에 대각적으로 삽입되며, 퓨즈 요소의 단부들이 납땜 또는 동등한 공정에 의해 단자 탭(28')에 부착된다. 제 13 도에 도시된 바와같이, 퓨즈 요소(20)가 팽괭한 상태로 취부되지 않고 후술되는 이유로 느슨하게 배치된다. 다음, 퓨즈 요소(20)이 단부들이 단자 탭(28')들에 영구적으로 부착된채 그 단자 탭(28')들을, 그 단자 탭들이 요홈부(90)의 기부와 동일면에 있고 그 요홈부에 완전히 수용되는 지점까지 통상의 기계적 변형 수단에 의해 아래로 구부린다(제 l4 및 15 도). 그때, 퓨즈 요소(20)의 단부들은 수용 홈(24)의 기부와 요홈부(90)의 상부와의 사이의 벽 부분(92)위를 통과한다.
이때, 적당한 아아크 억제성질을 가지는 실온 유광처리 실리콘 고무, 에폭시 시멘트, 등의 적당한 아아크 억제 물질(96)이 수용 홈(24)내에, 또는 벽 부분(92)을 따라 임의적으로 부가될 수도 있다. 바람직한 예에서, 그러한 형태의 물질은 퓨즈 요소가 벽 부분(92)위를 통과하는 지역에서 그 퓨즈 요소(20)위에 부여된 다음, 수축성 튜브가 제 9 도에 도시된 바와같이 전체 구조물위에 끼워진다. 그 튜브의 수축시, 퓨즈 요소(20)는 절연 몸체부(12)의 각 단부에서 벽 부분(92)에 대하여 압착되어 아아크 억제 물질(96)에 의해 완전히 둘러싸이게 되고, 또한 그 슬리이브(18')의 수축 성질에 기인하여 상당한 압력하에 고정된다.
제 16 도는 수축된 슬리이브(18')에 의해 압박되어 둘러싸인 고정된 퓨즈 요소(20)를 나타내는 벽 부분(92)의 단면도이다. 그 슬리이브의 벽 부분사이 공간에는 적당한 아아크 억제물질(96)이 채워져 있다.
바람직한 예에서, 아아크 억제 물질은 튜브의 전체 수축 작동에서 비유동성을 유지할 수 있는 것으로 선택되어야 한다. 실리콘 고무, 각종 에폭시 시멘트를 포탭하여 각종의 자기 경화(self-curing)물질들이 그러한 성질을 나타낸다.
이 실시예에서, 아아크가 단자 탭(28')에 도달하는 연소 통로가 상당히 길게 확보되고, 압력 밀봉 지역내에의 퓨즈 요소(20)의 단자 부분의 포획에 의해, 높은 전압 상태하에서의 퓨즈의 폭발적인 파열을 방지하는 부가적인 수단이 제공된다.
제 2a 및 2b 도와 관련하여 앞에서 기술된 열성형 기술이 이 실시예에도 적용된 수 있다.
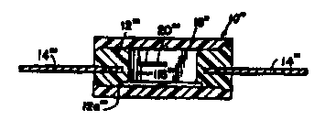
제 17a-19d 도는 개조된 또 다른 실시예의 절연 몸체부(12")를 가지는 소형 퓨즈의 부품 및 조립을 나타내며, 19a-19d도는 절연 몸체부를 밀봉하고 둘러싸도록 예비 성형되고 단부가 개방된 반경직성의 슬리이브(18")가 설치된 퓨즈(10")를 나타낸다. 그 슬리이브가 설치되기 전 조립 공정에서의 퓨즈를 나타내는 제 17a-17c 도에 상세히 도시된 바와 같은 몸체부(12'')를 먼저 고려하면, 전술한 본 발명의 실시예에서와 같이 아직 구부러지지 않고 외측으로 연장하는 단자 탭(28")이 설치되어 있음을 볼수 있다. 원통형의 절연된 땜납 수용 요홈부(126')가 절연 몸체부(12")의 상부 표면(12a")으로부터 하방으로 연장하고 있고, 이 요홈부는 제 17c 도의 단면도에 도시된 바와같이 수용홈(24')의 저부 약간 위까지 달하여 있다. 그 수용홈(24')은 퓨즈 요소의 삽입을 용이하게 하도록 하방으로 집중하는 측부들을 가지는 것이 바람직하다. 장방향의 공동부(16')는 수용홈(24')의 전체 길이를 증가시키기 위해 퓨즈 구조물의 내부로 더 내측으로 그 수용홈이 연장되게 하는 대각적으로 정반대의 개조된 모서리(116)를 가지고 있다.
절연 몸체부는, 경사면(112)을 통하여 절연 몸체부의 나머지 부분에 접속된 대체로 장방형의 플렌지형 단부 부분(110)을 가지고 있다. 절연 몸체부(12")의 반대측 단부는 경사면(114)을 가지는 형상으로 되어 있고, 이 경사부는 내측으로 경사져 있다. 이러한 특정 단부 형태는 후술될 개조된 슬리이브 또는 덮개의 이용에 특히 적당하게 된다.
제 18a 도는 퓨즈 요소(20)가 삽입되고 예를들어 땜납 수단에 의해, 하방으로 구부려진 단자 탭(28')에 부착되어 있는 절연 몸체부(12")를 나타낸다. 그 단자 탭(28")은 제 10-16 도의 실시예와 관련하여 기술된 단자 탭(28")과 유사하고 그와 동일한 작용을 한다. 단자 탭(28'')은 퓨즈 요소가 그 단자 탭(28')에 먼저 접합된 후 하방으로 절곡될 수 있다. 그러한 경우, 퓨즈 요소(20)는 단자 탭들이 퓨즈 요소의 느즌함을 제거하기 위해 하방으로 구부려지기 전 또는 후에 낮은 저항의 연결을 형성하도록 단자 탭들에 납땜된다. 또 다르게는, 퓨즈 요소는 용접된 필요가 없고, 단자 탭들이 하방으로 구부려지기 전 또는 후에 단자 탭에 납땜될수 있다. 또한, 임의의 원통형 아아크 억제 플러그(70'-70')가 제 17a 도의 요홈부(26'-26')내에 삽입된 채로 도시되어 있다.
삽입된 아아크 억제 플러그(70'-70')는 퓨즈 요소(20)위에 최종의 상부 덮개면을 형성하고, 초음파 용접에 의해, 공동부(16')와 금속제 단자 탭(28')사이에서 퓨즈 요소(20)의 단부 부분들을 완전히 접촉하여 둘러싸도록 수용홈(24)(제 17c 도 참조)의 기부내로 완전히 흐르게 될 수 있다. 또 다르게는, 요홈부(26')가 에폭시 수지 또는 실리콘 화합물과 같은 적당한 아아크 억제 물질로 채워질 수 있다.
제 18b 및 18c 도에서, 단자 탭(28")이 제 18a 도에 도시된 바와 같이 하방으호 구부려진 후 퓨즈 요소(20)의 각 단부가 하방으로 구부려지고 해당 수용홈의 단부에서 절연 몸체부(12'')의 모서리(120)(제 18c 도)위를 통과하는 것을 볼 수 있다. 제 18c 도는 하방으로 구부러지기 전의 단자 탭(28")을 단면으로 나타낸다. 그리하여, 전술한 실시예의 경우와 같이, 아아크가 단자(32) 또는 단자 탭(28")의 금속에 직선적으로 전파되지 않는다. 그러한 구조가 고전류 시험 조건하에서 큰 손상을 감소시키는데 매우 효과적임이 밝혀졌다.
퓨즈 요소(20)가 하방으로 구부러진 단자 탭(28")에 부착된 때, 절연 몸체부(12'')는 밀봉을 위해 준비된다.
제 19a 도는, 전방 개방 단부(121)에 개방부(123a)를 가지고 후방 단부에 작은 개방부(l23b)를 가지는 장방형의 절연 몸체부 수용실(123)을 형성하는 대체로 장방형이고 단부가 개방된 반직경직성의 슬리이브(또는, 덮개)(18")를 나타내고 있다. 작은 개방부(123b)는 경사면(123c)을 통해 수용실(123)과 연결되어 있다. 이러한 슬리이브(18")는 퓨즈 용단을 알 수 있도록 투명한 것이 바람직하고, 고전류에 의한 퓨즈 용단시발생되는 과압력을 흡수하는 것을 돕도록 충분히 굴곡성을 가져야 한다.
제19a 및 19b 도에 도시된 바와 같이, 슬리이브(18")의 전방개방 단부(121)가 먼저, 절연 몸체부(12'')의 단부 부분(110)의 경사면(112)에 접촉할 때까지 절연 몸체부(12'')의 작은 단부위에 끼워진다. 그 슬리이브(18")는, 제 19b 도에 도시된 바와 같이 그의 우측 단부가 경사면(112)에 접촉한 때 동시에 슬리이브(18")의 후방 단부의 내측 경사면(123c)이 절연 몸체부의 작은 단부상의 경사면(114)에 접촉하도록 하는 칫수로 만들어진다. 그리하여, 슬리이브(18") 및 절연 몸체부(12'')는 동일한 전체 길이를 가진다.
다음, 슬리이브(18")가 초음파 용접에 의해 열성형되고 절연 몸체부(12'')위에 더 끼워져, 그 절연 몸체부(12'')의 경사면들(112)(114)과, 경사면(114)에 바로 인접한 절연 몸체부의 단부 부분(110)에 그 단부 부분(110)의 외측 표면을 따라 밀봉적으로 접촉하게 된다. 그리하여, 퓨즈 내부에의 모든 통로가 완전히 밀봉되어 퓨즈를 용제내에 완전히 집어 넣어도 영향을 받지않게 된다. 제 19d 도는 완성된 퓨즈(10")를 나타낸다.
특히 제 19b 및 19c 도에서, 퓨즈 요소의 단부들이 하방으로 구부러진 상태에 있을때 슬리이브(18")의 내벽과 퓨즈 요소(20)사이에 약간의 간격이 형성됨을 볼 수 있다.
그러나, 슬리이브 외측벽들은, 전기 아아크가 아아크 억제 플러그(70'-70')를 지나 계속 전파되어 단자 탭(28'')에 도달하려할 때 큰 억제 작용을 제공하도록 퓨즈 요소의 단부 부분들에 충분히 인접하여 있는다. 제 19d 도에 도시된 완성된 퓨즈의 전체 칫수는 길이가 8.76mm(0.345인치), 폭이 6.09mm(0.240인치), 전체 두께(즉, 높이)가 약 4.06mm(0.160인치)이다.
강직성의 요구 때문에, 예비 성형된 슬리이브(18")는 0.762m(0.030인치) 정도의 벽두께를 가져야 하고, 절연 몸체부에의 슬리이브의 조립이 자동기계에 의해 쉽게 행해질 수 있도록 전술한 칫수에서 벽들이 자립성을 가지는테 충분히 뻣뻣한 투명한 플라스틱 물질로 만들어져야 한다. 이것은 열 수축성 튜브를 이용하는 전술한 방법들보다 많은 시점을 제공한다. 열수축성 튜브는 짧은 길이로는 취급이 곤란하고, 긴 재료로부터 공급되는 경우 복잡한 취급 및 절단 장치를 요한다. 또한 수축 튜브 물질은 슬리이브(18'')를 구성하는 반경직성 물질보다 매우 비싸다.
최적 재료의 선택에 있어서, 특히, 제 17a-19d 도에 도시된 실시예에 적용될때, 절연 몸체부(l2")를 제조하는 재료는 각종의 요구되는 성질들을 최적으로 가져야 한다. 첫째, 그 재료는 비연소성을 가져야 한다. 즉, 그 재료에서의 아아크의 전파가 탄소질 또는 다른 전기 전도 형태로의 국부적인 분해를 야기하지 않아야 한다. 그러한 연소 성질은 고전류 시험하에서 절연 몸체부를 폭발적으로 파열시키는데 기여하는 것으로 알려져 있다. 둘째, 절연 몸체부의 재료가 퓨즈 용단 조건하에서, 전파되는 아아크를 소멸시키는 것을 돕도록 아아크 억제 성질을 가지는 가스를 발생시켜야 한다. 셋째, 절연 몸체부가 최대 전류에서 퓨즈의 일정한 작동에 의해 발생되는 장시간의 높은 온도에서 칫수적으로 안정되어야 한다. 넷째, 이용되는 재료는 사출성형 기술과, 특히, 완성된 절연 몸체부내에 금속제의 단자 단부를 밀봉적으로 포획 고정시키는 기술에 적합하여야 한다. 마지막으로, 그 재료는 완성된 퓨즈의 가격을 낮추기 위해 충분히 저렴하여야 한다.
전술한 기준에 따라 시험된 각종 재료들중 절연 몸체부에 가장 적합한 물질은 폴리에틸렌 테레프탈레이트수지인 것으로 입증되었다.
최적의 슬리이브 재료에 대해서는, 장시간의 높은 온도에서 칫수 안정성을 가져야 하는 필요조건은, 그 재료가 전술한 환경에서 중앙 공동부내로 늘어지지 않는한 상당히 완화될 수도 있다. 또한, 슬리이브 재료는 투명하고 폴리에틸렌 테레프탈레이트 수지에 열봉합 가능하여야 하며, 시판되는 세척 용제에의 노출에 견딜 수 있어야 한다. 충격 흡수 성질을 제공할 필요가 있기 때문에, 그 재료는 고전류 용단 조건하에서 파열없이 상당히 팽창할 수 있어야 한다. 그러한 파열은 화재의 위험을 야기한다. 절연 몸체부의 경우와 같이 슬리이브 재료는 고전류용단하에서 분해되어 탄소질 퇴적물을 제공하는 일이 없는 타입의 것이어야 한다.
시험된 각종 재료들중 전술한 모든 특성을 충족시키는 재료는 폴리설폰과 폴리에테르 설폰이다.
전술한 재료들을 사용함으로써, 5암페어 이하의 공칭 등급을 가지는 제 17a-19d 도에 도시된 타입의 퓨즈는 폭발적인 파열없이 50암페어, 250볼트 AC에서도 용단하지 않는다. 본 발명자가 알고 있는 한, 전술한 규격의 다른 공지의 퓨즈들은 그러한 시험에 통과하지 못한다.
슬리이브(18")가 부착된 (10"')를 나타내는 제 20-23 도에서, 절연 몸체부(12'')의 공동부(16'')는 퓨즈가 부가적인 아아크 억제물질을 요하는 매우 높은 에너지의 전류를 차단하는데 사용되는 경우 그러한 아아크 억제 물질로 채워질 수 있다. 그러나, 제 20 및 21 도에서, 절연 몸체부의 공동부는 아아크 억제 물질을 수용하지 않고, 절연 몸체부는 제 22 및 23 도에 도시된 공동부 덮개판(115)을 수용하는데 적합하게 되어 있다. 제 20 및 21 도에 도시된 퓨즈는, 절연 몸체부(12''')의 저부 표면(12a"')에 공동부(16"')의 가장자리를 둘러싸는 어깨부(117)를 형성하는 요홈부가 제공되어 있다는 것을 제외하고는 제 17a-19d 도에 도시된 것과 동일하다. 이 요홈부는, 공동부(16''')가 그의 개방된 상부를 통해 적당한 아아크 억제 물질(119)로 채워질 수 있도록 (16''')에 저부벽을 형성하는 제 22 도에 도시된 공동부 덮개판(115)의 두께를 수용하는데 충분한 깊이를 가진다. 공동부(16''')의 개방된 상부는 제 22 및 23 도에 도시된 슬리이브(18')에 의해 밀폐된다. 제 17a-19d 도에 도시된 퓨즈의 각종 구성 요소들에 상응하는 퓨즈(10"')의 구성 요소들이 제 20-23 도에서 번호에 3중 프라임 부호(''')가 추가된 것을 제외하고는 동일한 번호로 나타내어져 있다. 즉, 번호(116''')는 공동부의 대각적으로 정반대의 모서리를 나타내고, 번호(20"')는 퓨즈 요소를 나타낸다.
퓨즈가 인쇄회로에 사용될 때, 전술한 각종 퓨즈의 단자들은 인쇄 회로 기판의 소켓 구멍내에 삽입되도록 평행히 대면하는 방식으로 하방으로 구부려진다. 안전을 위해, 저전압 등급의 퓨즈는 높은 전압의 회로에 끼워질 수 없도록 하는 것이 바람직하다. 용단 전류의 한계가 각기 다른 퓨즈들은 퓨즈 요소의 두께 또는 조성을 제외하고는 동일한 크기와 형상으로 만들어질 수 있다. 따라서, 전압 둥급에 따라 여러간격으로 단자단부들이 배치되도록 단자를 각기 다른 형상으로 구부릴 수 있다. 그리고, 상웅하는 소켓이 인쇄 회로 기판에 설치되어야 한다. 이 목적을 위해, 제 24 도는 짧게 하방으로 연장하는 처음 부분(14a"')과, 내측 수평으로 연장하는 중간 부분(14b"') 및, 상응하는 간격의 소켓 단자들(도시 안됨)에 삽입되는 단자 단부(32''')로 이루어진 단자(14''')를 나타낸다.
Claims (52)
- 몸체부의 길이에 평행한 긴 칫수를 가지고 있고 몸체부의 적어도 하나의 종방향 측부 표면으로 개방되어 있는 긴 공동부를 가지고 절연물질로 된 대략 장방형의 긴 절연 몸체부와 ; 상기 절연 몸체부의 양단부 부분내에 고정되고, 공동부의 가장 자리를 지나 단자의 내측 단부에 전도성 연장부를 형성하며 절연 몸체부의 종축의 양측부에서 그 몸체부의 대각적으로 양 단부 부분에 위치하는 전도성의 퓨즈 요소 부착 표면을 가지며, 외부 회로에의 직접적인 전기적 연결을 위해 절연 몸체부로부터 돌출하여 있는 1쌍의 단자와 ; 상기 퓨즈 요소 부착 표면의 쪽으로 상기 공동부의 대각적으로 정반대의 가장자리로부터 외측으로 연장하고, 절연 몸체부의 종방향 양측부와 상부로 개방되어 퓨즈 요소를 수용하도록 상기 절연 몸체부에 형성된 1쌍의 정렬된 좁은 수용 홈들과 : 아아크 차단벽을 형성하여 퓨즈 요소용단시 단자의 상기 부착 표면상으로의 아아크의 확장을 방지하는 벽들을 가지는 상기 수용 홈들내에 배치되고 단자의 노출 표면들 사이에 전도적으로 취부되고 상기 공동부의 개방측부에서 통과하는 퓨즈요소와; 상기 절연 몸체부의 종방향 측부의 모든 개방부를 밀폐하는 수단으로 이루어진 퓨즈.
- 몸체부의 적어도 하나의 종방향 측부 표면으로 개방되어 있는 공동부를 가지고 절연 물질로 된 절연 몸체부와 : 상기 절연 몸체부의 정반대 단부 부분내에 고정되고, 공동부의 양 가장자리를 지나 단자의 내측단부에 전도성 연장부를 형성하는 전도성 퓨즈 요소 부착 표면을 가지며, 외부 회로에의 전기적 연결을 위해 절연 몸체부의 종방향 단부들에서 퓨즈 외측으로 노출되어 있는 외측 단부를 가진 1쌍의 단자와 : 상기 공동부의 양 가장자리들로부터 상기 퓨즈 요소 부착 표면쪽으로 외측으로 연장하고 절연 몸체부의 양측부에서 개방되어 있으며, 초기에는 절연 몸체부의 상기 측부 표면으로 전체 길이에 걸쳐 개방되어 퓨즈 요소가 상기 절연 몸체부의 측부 표면으로부터 돌출되도록 그 퓨즈 요소를 수용하기 위해 상기 절연 몸체부에 형성된 1쌍의 좁은 수용홈들과 : 아아크 차단벽을 형성하여 퓨즈 요소 용단시 상기 부착 표면상으로의 아아크의 확장을 방지하는 벽들을 가지는 상기 수용 홈들내에 배치되고 단자의 상기 퓨즈 요소 부착 표면들 사이에 전도적으로 취부되며 상기 공동부의 개방 측부에서 통과하는 퓨즈 요소 : 및 절연 몸체부의 종방향 측부들의 개방부들을 밀봉하기 위해 상기 절연 몸체부의 종방향 측부들을 둘러싸는 밀폐 수단으로 이루어진 퓨즈.
- 제 2 항에 있어서, 상기 퓨즈 요소 부착 표면이 상기 수용 홈이 단부를 지나 위치되는 상기 퓨즈.
- 제 3 항에 있어서, 상기 퓨즈 요소 부착 표면이 상기 절연 몸체부의 1쌍의 서로 반대로 향한 종방향 표면들로 향하여 각각 노출되고, 상기 수용 홈들과의 정렬에서 벗어나 있고, 상기 수용 홈에서 돌출한 퓨즈 요소의 단부들이 상기 퓨즈 요소 부착 표면에 접하도록 내측으로 구부려지고, 상기 수용 흠들과 노출된 금속 표면이 정렬되어 있지 않은 상기 퓨즈.
- 제 1 항 또는 제 2 항에 있어서, 상기 밀폐 수단이 상기 절연 몸체부의 둘러싸는 반경직성 절연 부재인 상기 퓨즈.
- 제 1 항 또는 제 2 항에 있어서, 상기 밀폐 수단이, 절연 몸체부의 일단부로부터 그 몸체부 위에 종방향으로 끼워져 배치되고 서로 반대측의 종방향 단부들 주위에서 밀봉되고 단부가 개방된 반경직성의 팽창가능한 절연 슬리이브인 상기 퓨즈.
- 제 3 항에 있어서, 상기 단자들이 평편한 스트립이고, 상기 퓨즈 요소 부착 표면들이, 초기에는 상기 절연 몸체부의 일 측부 표면에 평행한 면에서 수용 홈의 단부에 인접하여 위치되고 상기 절연 몸체부를 지나 돌출하는 연장부가 절연 몸체부에 밀접히 연장하도록 구부려진 탭인 상기 퓨즈.
- 제 7 항에 있어서, 상기 단자 스트립들 및 그의 탭들 각각은 동일한 평편한 금속편으로 부터 일체로 형성되고, 상기 탭의 연장부가 구부러질때 수용 홈의 단부들로부터 더 먼쪽으로 이동되도록 상기 수용 홈의 저부아래 또는 내측에서 평면의 공간내에 배치되는 상기 퓨즈.
- 제 2 항에 있어서, 상기 절연 몸체부는 단자들이 노출된 지점들에서 절연 몸체부의 내부가 퓨즈의 외부로부터 밀폐되도록 단자들 주위에 성형되는 상기 퓨즈.
- 제 1 항 또는 제 2 항에 있어서, 상기 밀폐 수단이 절연 몸체부의 일단부로부터 상기 몸체 부위에 종방향으로 끼워지고 몸체부의 양 종방향 단부들 주위에서 밀봉되고 단부가 개방된 슬리이브인 상기 퓨즈.
- 몸체부의 적어도 하나의 종방향 측부로 개방되어 있는 공동부를 가지고 절연 물질로 된 절연 몸체부와; 외부 회로에의 직접적인 연결을 위해 상기 절연 몸체부의 양 종방향 단부들로부터 외측으로 연장하고, 단자의 전도성 연장부를 형성하고 절연 몸체부의 양단부 부분들에서 공동부의 가장자리를 지나 위치되는 전도성 퓨즈 요소 부착 표면들은 가진 1쌍의 단자들과; 상기 공동부의 양 가장자리들로 부터 상기 퓨즈 요소부착 표면쪽으로 연장하도록 상기 절연 몸체부에 형성된 1쌍의 좁은 수용 홈들과; 아아크 차단벽을 형성하여 퓨즈 요소 용단시 상기 부착 표면상으로의 아아크의 확장을 방지하는 벽을 가지는 상기 수용 홈내에 배치되고 상기 부착 표면들 사이에 전도적으로 취부되며 상기 공동부의 개방 측부에서 통과하는 퓨즈 요소 : 및 상기 공동부와 연통하는 상기 절연 몸체부의 측부들 상의 개방부를 밀봉하고, 절연 몸체부의 일단부로부터 그 몸체부위에 종방향으로 끼워져 몸체부의 양 종방향 단부들 주위에서 밀폐되고 단부가 개방된 절연 슬리이브로 된 밀폐 수단으로 이루어진 퓨즈.
- 제 2 항 또는 제 11 항에 있어서, 1쌍의 상기 수용 홈들이 공통의 대각선을 따라 배치된 상기 퓨즈.
- 제 1 항, 제 2 항 또는 제 11 항에 있어서, 상기 퓨즈 요소 부착 표면들은 퓨즈 요소 단부들이 상기 부착표면에 결합하도록 상기 수용 홈의 단부에서 절연 몸체부 위로 구부려지고 확장 아아크가 상기 노출된 단자표면 또는 상기 단자들의 다른 부분에 직접 전달되지 않도록 상기 수용 홈들과의 정렬에서 벗어나 배치되는상기 퓨즈.
- 제 1 항 또는 제 11 항에 있어서, 상기 수용 흠들이 퓨즈 요소를 수용하기 위해 처음에는 상기 절연 몸체부의 일측부 표면으로 개방되어 있고, 아아크 억제 물질이 상기 퓨즈 요소 위에서 상기 수용 홈들내에 배치되는 상기 퓨즈.
- 제 2 항 또는 제 11 항에 있어서, 상기 절연 몸체부가 종방향의 양단부 표면들과 제 1 및 제 2 쌍의 평행한 종방향 대향 측부 표면들을 가지는 장방형의 긴 형태를 가지며, 상기 공동부가 상기 제 2 쌍의 측부 표면들중 적어도 하나의 표면으로 개방되어 있고, 상기 단자들이 단부 표면들로부터 종방향으로 돌출하여 있는 상기 퓨즈.
- 제 2 항 또는 제 11 항에 있어서, 상기 절연 몸체부가 종방향의 양단부 표면들과 제 1 및 제 2 쌍의 평행한 종방향 대한 측부 표면들을 가지는 장방형의 긴 형태를 가지며, 상기 공동부가 상기 제 2 쌍의 측부 표면들중 적어도 하나의 표면으로 개방되어 있고, 상기 단자들이 단부 표면으로부터 종방향으로 돌출하여 있으며, 상기 밀폐 수단이 상기 절연 몸체부의 제 1 및 제 2 쌍의 대향 측부 표면들에 평행한 평편한 외측 표면들을 둘러싸는 반경직성의 장방형 절연 슬리이브인 상기 퓨즈.
- 제 1 항, 제 2 항 또는 제 11 항에 있어서, 상기 단자들이 밀봉된 지점들에서 몸체부의 외부로 노출되도록 몸체부 내에 삽입 형성된 상기 퓨즈.
- 제 1 항, 제 2 항 또는 제 11 항에 있어서, 상기 밀폐 수단이 상기 공동부에 대향하는 팽창가능한 벽 수단을 형성하고, 그 벽 수단이 퓨즈의 용단시 공동부내에 형성되는 압력하에 공동부의 체적을 증가시키도록 실질적으로 파열없이 팽창하여 공동부내 압력과 온도를 감소시키고 퓨즈 용단시 순간적으로 발생하는 아아크를 완전히 억제하도록 된 상기 퓨즈.
- 제 11 항에 있어서, 상기 밀폐 수단이 상기 절연 몸체부의 일단부로부터 그 몸체부위에 종방향으로 끼워지고 그 몸체부의 양 종방향 단부들 주위에서 밀봉되고 단부가 개방된 반경직성의 절연 슬리이브인 상기 퓨즈.
- 제 11 항에 있어서, 상기 공동부가 절연 몸체부의 종방향 대향 측부 표면들로 개방되어. 있고, 상기 슬리이브가 상기 밀폐 수단의 파손없이 공동부의 양 개방부들에서 퓨즈의 용단시 발생되는 에너지의 일부를 흡수하도록 공동부에 마주하는 곳에서 팽창 가능하게된 상기 퓨즈.
- 제 1 항, 제 2 항 또는 제 11 항에 있어서, 상기 공동부 체적이 절연 몸체부에 의해 차지하는 체적의 적어도 약 20%인 상기 퓨즈.
- 몸체부의 적어도 하나의 종방향 측부 표면으로 개방되어 있는 공동부를 가지고 절연 물질로 된 절연 몸체부와 : 상기 절연 몸체부의 양 단부 부분내에 고정되고, 상기 공동부의 가장자리를 지나 단자의 내측단부에 전도성 연장부를 형성하는 전도성 퓨즈 요소 부착 표면을 가지고, 외부 회로에의 전기적 연결을 위해 노출되어 있는 외측 단부를 가진 1쌍의 단자들과 : 상기 공동부의 대항 가장자리들로부터 상기 부착 표면쪽으로 외측으로 연장하여 상기 몸체부에 형성되고, 상기 공동부로부터 몸체부의 양 단부들 쪽으로 외측으로 연장하고, 퓨즈 요소가 상기 절연 몸체부의 일 측부 표면으로부터 끼워질 수 있도록 초기에는 상기 일측부 표면으로 전체 길이에 걸쳐 개방되어 있는 1쌍의 좁은 수용 홈들과; 아아크 차단벽을 형성하여 퓨즈 요소 용단시 상기 부착 표면상으로의 아아크의 확장을 방지하는 벽들을 가지는 상기 수용 홈들내에 배치되고 단자의 노출된 표면들 사이에 전도적으로 취부되고 상기 공동부의 개방 측부에서 통과하는 퓨즈 요소 : 및 절연 몸체부의 측부들의 개방부들을 밀폐하기 위한 밀폐 수단을 포함하는 퓨즈에 있어서, 상기 수용 홈들이 상기 부착 표면들 앞에서, 상기 일측부 표면으로 개방하여 있는 확장된 요홈부와 교차하고, 절연성이고 아아크를 억제하는 물질의 강직한 플러그가 상기 요홈부들 각각에 삽입되어 상기 수용 홈들의 저부에서 퓨즈 요소와 접촉하도록 연장하는 것을 특징으로 하는 퓨즈.
- 몸체부의 종방향 대향 측부들에서 개방되어 있는 공동부를 가지고 절연 물질로 된 절연 몸체부와 : 절연 몸체부의 양 단부들에서 그 몸체부내에 고정되고, 단자의 전도성 연장부를 형성하고 공동부의 가장자리를 지나 위치되는 전도성 퓨즈 요소 부착 표면을 가지며, 외부 회로에의 전기적 연결을 위해 상기 몸체부로 부터 연장하여 있는 1쌍의 단자들과; 단자의 상기 부착 표면들 사이에 전도적으로 취부되고 공동부의 개방부에서 통과하는 퓨즈 요소; 및 공동부와 연통하는 상기 절연 몸체부 측부들의 개방부들을 폐쇄하고, 퓨즈 용단시 공동부내에 발생되는 압력하에 공동부의 체적을 증가시키고 공동부내 압력과 온도를 감소시키며 퓨즈 용단시 순간적으로 발생되는 아아크를 완전히 억제하는 것을 돕도록 파열없이 팽창하는 벽 수단을 공동부 개방부에 형성하는 밀폐 수단을 포함하는 퓨즈.
- 몸체부의 대향 종방향 측부들로 개방되어 있는 공동부를 가지고 절연물질로 된 절연 몸체부와; 몸체부의 양 단부에서 그 절연 몸체부내에 고정되고, 단자의 전도성 연장부를 형성하고 공동부의 가장자리를 지나 위치되는 전도성 퓨즈 요소 부착 표면을 가지고 있고 외부 회로에의 전기적 연결을 위해 상기 몸체부로부터 연장하는 1쌍의 단자들과; 단자의 퓨즈 요소 부착 표면들 사이에 전도적으로 취부되고 공동부의 개방부에서 통과하는 퓨즈 요소와; 밀폐 수단이 절연 몸체부에 끼워지기 전에 공동부에 아아크 억제 물질이 채워질 수 있도록 공동부의 일단부를 폐쇄하는 덮개판이 배치될 수 있게 하는 어깨부를 상기 공동부 개방부들중 하나의 주의에 형성하기 위해 상기 몸체부에 제공된 요홈부 : 및 공동부와 연통하는 상기 몸체부의 측부들의 개방부들을 폐쇄하기 위해 절연 몸체부에 결합하는 밀폐 수단을 포함하는 퓨즈.
- 제 24 항에 있어서, 상기 절연 몸체부가 상기 공동부와 퓨즈 요소 부착 표면 사이에 퓨즈 요소 수용홈을 가지고 있고, 그 수용홈이 초기에는 공동부 개방부들중 하나가 위치되는 상기 종방향 측부들중 하나에 전체 길이에 걸쳐 개방되어 있고, 상기 어깨부를 형성하는 상기 요홈부가 절연 몸체부의 반대측 종방향 측부들에서 공동부 개방부를 둘러싸고 있는 상기 퓨즈.
- 제 24 항에 있어서, 덮개판이 상기 어깨부에 취부된 때 그 덮개판과 상기 밀폐 수단 사이 상기 공동부내에 아아크 억제 물질이 채워져 있는 상기 퓨즈.
- 약 2.54cm(1인치)보다 작은 길이와 약 0.635cm(0.025인치)보다 작은 폭을 가지고 있고, 몸체부에 의해 차지하는 체적의 적어도 약 20%를 차지하고 몸체부의 적어도 하나의 종방향 연장 측부로 개방되어 있는 공동부를 가지며 절연 물질로된 몸체부와; 그 몸체부의 양 단부에 고정되고, 단자의 전도성 연장부를 형성하는 전도성의 퓨즈 요소 부착표면을 가지고, 외부 회로에의 전기적 연결을 위해 상기 몸체부로 부터 돌출하는 1쌍의 단자들과; 상기 단자의 노출된 표면들 사이에 전도적으로 취부되고 상기 공동부의 개방 측부에서 통과하는 퓨즈 요소 : 및 상기 공동부와 연통하는 상기 몸체부의 종방향 측부들의 개방부들을 폐쇄하는 밀폐 수단으로서, 퓨즈용단시 공동부내에서 발생되는 최대 예상 압력하에서 상기 공동부의 체적을 증가시키고 공동부내의 압력과 온도를 감소시켜 퓨즈용단시 순간적으로 발생하는 아아크를 완전히 억제하는 것을 돕도록 실질적으로 파열없이 팽창하는 벽을 상기 공동부의 모든 개방측부에 제공하는 팽창가능한 슬리이브인 밀폐 수단으로 이루어진 소형 퓨즈.
- 제 1 항, 제 1l 항, 제 24 항 또는 제 25 항에 있어서, 상기 몸체부가 폴리에틸렌 테레프탈테이트 수지로 만들어진 상기 퓨즈.
- 제 1 항, 제 11 항 또는 제 27 항에 있어서, 상기 밀폐 수단이 폴리에테르설폰 또는 폴리설폰 합성플라스틱 물질로 이루어진 그룹중 하나로 만들어진 반경직성의 부재인 상기 퓨즈.
- 제 1 항 또는 제 2 항에 있어서, 상기 부착 표면들 및 단자들 각각이 동일 조각의 일체의 부분들로 되어 상기 퓨즈.
- 몸체부의 적어도 하나의 측부 표면으로 개방되어 있는 공동부와, 몸체부내에 구성되고 몸체부의 양종방향 단부들로 부터 돌출하여 외부 회로에의 직접적인 전기적 연결을 형성하며, 단자의 내측 단부의 전도성 연장부를 형성하고 공동부의 가장자리를 지나 위치되는 전도성 퓨즈 요소 부착 표면을 가진 1쌍의 단자들을 구비하고, 상기 부착 표면이 몸체부의 종방향 축선의 서로 반대측에서 상기 몸체부의 대각적으로 정반대의 단부들에 인접히 배치되고, 상기 몸체부가 공동부의 양 단부 부분들로 부터 몸체부의 대향 표면들까지 종방향 외측으로 연장하는 홈들을 가지고 있고, 상기 홈들이 상기 부착 표면 부근까지 연장하고 전체 길이에 걸쳐 몸체부의 일 측부 표면으로 개방되어 있어 퓨즈 요소가 상기 일 측부 표면으로 부터 배치될 수 있는 수용홈을 형성하도록 된 절연 물질의 몸체부를 제공하고 : 상기 공동부와 몸체부의 상기 일 측부 표면이 상방으로 향하여 상기 공동부 및 홈들이 몸체부의 상부로 개방되도록 하는 방향으로 몸체부를 배치하고; 퓨즈 요소가 상기 공동부내에서 걸쳐 있도록 퓨즈 요소를 상기 홈들내에 배치하고 : 퓨즈 요소의 단부들을 상기 단자의 퓨즈 요소 부착 표면에 기계적 및 전기적으로 연결하고; 단부가 개방된 슬리이브를 상기 절연 몸체부위에 종방향으로 끼워, 공동부와 수용홈의 개방 측부들을 밀봉하고 몸체부의 적어도 양 종방향 단부들 주위에서 상기 슬리이브를 밀폐하는 단계들로 이루어진 소형 퓨즈의 제조 방법.
- 제 31 항에 있어서, 상기 홈이 공통의 대각선을 따라 배치되어, 퓨즈 요소가 그 홈내에 배치된 때 퓨즈요소가 모서리 주위에서 구부러지지 않게 하는 상기 소형 퓨즈의 제조 방법.
- 몸체부의 적어도 하나의 측부 표면으로 개방되어 있는 공동부와, 몸체부의 양 단부 부분들내에 고정되고 그곳에서 외부 회로에의 직접적인 전기적 연결을 위해 노출되며, 초기에는 몸체부의 대향 표면으로부터 돌출하는 굴곡가능한 탭을 가진 1쌍의 단자들을 구비하고, 공동부의 대향 부분들로 부터 탭의 부근까지 종방향 외측으로 연장하고 실질적으로 전체 길이에 걸쳐 몸체부의 상기 일 측부 표면으로 개방되어 상기 일측부 표면으로 부터 퓨즈 요소가 배치될 수 있는 수용홈으로 되는 정렬된 홈들을 가지고 있는 절연 물질의 몸체부를 제공하고 : 상기 공동부와 몸체부의 일 측부 표면이 상방으로 향하여 공동부와 홈들이 몸체부의 상방으로 개방되도록 하는 방향으로 상기 몸체부를 배치하고 : 퓨즈 요소가 상기 공동부를 가로지르고 상기 탭까지 연장하도록 퓨즈 요소를 상기 홈내에 배치하고 : 상기 탭을 하방으로 구부려 퓨즈 요소를 상기 탭에 취부하고 : 공동부와 상기 수용홈의 개방 측부들을 폐쇄하도록 상기 몸체부에 밀폐 수단을 설치하는 단계들로 이루어진 소형 퓨즈의 제조 방법.
- 제 33 항에 있어서, 상기 퓨즈 요소가 상기 탭을 하방으로 구부리기 전에 그 탭에 부착되는 상기 소형퓨즈의 제조 방법.
- 제 33 항에 있어서, 상기 단자와 탭이 초기에는 홈의 저부 아래의 면에 위치하는 상기 소형 퓨즈의 제조 방법.
- 제 31 항 또는 제 35 항에 있어서, 상기 홈들에 교차하는 절연 플러그 수용 요홈부를 설치하여, 퓨즈 요소가 배치된 후 상기 요홈부내에 절연 플러그를 배치하는 것을 포함하는 상기 소형 퓨즈의 제조 방법.
- 제 31 항 또는 제 35 항에 있어서, 상기 홈들이 공동부의 대향 가장자리들과 절연 몸체부의 1쌍의 대향측부 표면들 사이에서 연장하고 : 퓨즈 요소가 상기 홈들내에 배치된 때 퓨즈 요소가 절연 몸체부의 대향측부 표면을 지나 연장하고, 퓨즈 요소가 상기 부착 표면에 기계적 및 전기적으로 부착된 후, 절연 몸체부를 지나 연장하는 퓨즈 요소의 단부 부분들이 퓨즈 요소의 나머지 부분으로 부터 절단되는 상기 소형 퓨즈의 제조 방법.
- 제 33 항에 있어서, 상기 단자가 몸체부의 양 단부들로 부터 종방향으로 돌출하고, 상기 밀폐 수단이, 상기 몸체부위에 종방향으로 삽입되어 상기 홈과 공동부를 지나 그 몸체부 주위에서 밀폐되는 단부가 개방된 슬리이브인 상기 소형 퓨즈의 제조 방법.
- 제 38 항에 있어서, 상기 슬리이브가 절연 몸체부의 단부에 초음파 용접되는 반경직성의 부재인 상기 소형 퓨즈의 제조 방법.
- 제 35 항에 있어서, 퓨즈 단자가 몸체부의 외부로 노출되는 지점에서 밀봉되도록 하는 방식으로 절연 몸체부내에 삽입 성형되고 : 상기 밀폐 수단이, 절연 몸체부 위에 삽입되고 그 몸체부의 모든 개방부들을 밀폐하도록 적어도 몸체부의 단부 주위에 취부되는 단일편의 단부가 개방된 슬리이브인 상기 소형 퓨즈의 제조 방법.
- 제 31 항에 있어서, 상기 슬리이브가, 절연 몸체부위에 삽입된 후 몸체부의 종방향 양 단부 부분들 주위에 결합하는 반경직성의 부재이고, 그 슬리이브가 상기 단부 부분에 초음파 용접되는 상기 소형 퓨즈의 제조 방법.
- 종방향으로 떨어져 있고 측방으로 대면하는 쌍들로 이루어지고, 각 쌍의 측방으로 대면하는 단자들이 퓨즈 요소 단부가 연결될 노출 표면을 형성하고 떨어져 대면하는 내측 단부 부분들을 가지는 단자들을 천공하기 위한 전도성 물질의 지지 스트립을 제공하고 : 각 쌍의 단자의 상기 내측 단부 부분들 사이에서 연장하고 그 단부 부분들 주위에 배치되며, 일 측부에서 개방된 공동부를 가지는 절연 물질의 몸체부를 단자의 내측 첨단부가 공동부내에서 노출되고 단자의 외측 돌출부가 몸체부로부터 돌출하도록 개별적으로 성형하고; 단자의 내측 단부 부분들의 주위에 성형된 각개 절연 몸체부를 분리시키도록, 종방향으로 떨어져 있는 지점들에서 상기 스트립을 절단하고; 상기 절연 몸체부와 단자 쌍들을 상기 스트립으로부터 분리하기 전 또는 후에, 각쌍의 단자의 상기 노출된 단부들 사이에 퓨즈 요소를 배치하고 그 퓨즈 요소의 단부들을 각쌍의 단자의 첨단부에 기계적 및 전기적으로 부착하고; 공동부와 몸체부 측부의 다른 개방부들을 밀봉하도록 각 절연 몸체부 주위에 슬리이브를 끼우는 단계들로 이루어진 소형 퓨즈의 대량 생산 방법.
- 제 42 항에 있어서, 상기 지지 스트립이 그 스트립의 종방향으로 떨어져 있는 지점들에 종방향으로 떨어져 있는 절제부들을 형성하는 측방 연장 웨브를 가지고 있고, 각 웨브가 다수의 종방향으로 떨어져 있는 쌍들의 측방으로 대면하는 단자들을 포함하고, 상기 절연 몸체부의 성형이, 절연 몸체부를 형성하는 재료를 수용하기 위한 다수의 분리된 금형 공동부들을 형성하도록 상기 절제부내에 위치되어지는 대면하는 금형 절반부들에 의해 수행되고, 상기 방법이 각 쌍의 단자들의 내측 단부 부분 주위에 절연 몸체부를 형성하도록 절연 물질로 금형 공동부를 채우고, 그 성형 물질이 경화된 후 금형 절반부들을 지지 스트립으로 부터 분리시키는 단계들을 더 포함하는 상기 소형 퓨즈의 대량 생산 방법.
- 제 1 항, 제 2 항, 제 11 항, 제 22 항, 제 23 항 또는 제 24 항에 있어서, 상기 절연 몸체부가 약 2.54cm(1인치)보다 작은 길이와 약 0.635cm(0.25인치)보다 작은 폭을 가지며, 상기 공동부가 절연 몸체부에 의해 차지되는 체적의 적어도 약 20%를 차지하는 상기 퓨즈.
- 제 44 항에 있어서, 상기 밀폐 수단이 폴리에테르설폰 또는 폴리설폰 합성플라스틱 물질로 이루어진 그룹중 하나로 만들어진 반경직성의 부재인 상기 퓨즈.
- 몸체부의 적어도 하나의 측부상으로 개방되어 있는 공동부를 가지고 절연 물질로된 절연 몸체부; 상기 절연 몸체부내에 고정되고, 상기 공동부의 대향 가장 자리를 지나 단자의 내측 단부에 전도성 연장부를 형성하는 전도성 퓨즈 요소 부착 표면을 가지고, 외부 회로에의 전기적 연결을 위해 퓨즈의 외측으로 노출되어 있는 외측단부를 가진 1쌍의 단자; 상기 공동부의 대한 가장자리들로부터 상기 퓨즈 요소 부착 표면측으로 의측으로 연장하고 상기 일측부외의 상기 몸체부의 대향 측부들로 개방되도록 상기 몸체부에 형성되고, 퓨즈 요소가 상기 홈들에서 돌출하는 상태로 상기 하나의 측부 표면으로 부터 홈내에 배치될 수 있도록 초기에는 몸체부의 일 측부 표면으로 전체 길이에 걸쳐 개방되어 있는 1쌍의 좁은 홈 : 아아크 차단벽을 형성하여 퓨즈 요소 용단시 상기 부착 표면상으로의 아아크의 확장으로 방지하는 벽을 가지는 상기 홈들내에 배치되고, 단자의 퓨즈 요소 부착 표면들 사이에 전도적으로 취부되고, 상기 공동부의 개방 측부에서 통과하는 퓨즈 요소; 및 절연 몸체부의 종방향 측부들의 개방부들을 밀폐하기 위한 밀폐 수단을, 포함하는 퓨즈에 있어서, 상기 단자의 상기 퓨즈 요소 부착 표면은 홈들의 단부를 지나 위치하고, 상기 일 측부외의 상기 몸체부의 대향 측부에 각각 노출되고, 상기 홈들과 정렬되지 않고, 그 홈의 단부 내측의 면에 위치하며, 상기 홈내의 퓨즈 요소의 단부들이 상기 홈에서 돌출하고 상기 부착 표면에 접하도록 내측으로 구부려지고, 다른 노출된 전도성 표면이 상기 홈들과 정렬되어 있지 않은 것을 특징으로 하는 퓨즈.
- 제 46 항에 있어서, 상기 몸체부의 일 측부 및 대향 측부들이 몸체부의 종방향 측부들이고, 상기 전도성 단자의 쌍은 몸체부의 양 축방향 단부들로 부터 종방향으로 돌출하고, 상기 전도성 퓨즈 요소 부착 표면들은 상기 몸체부의 대향하는 종방향 측부에 노출되고 몸체부의 대각적 정반대의 단부들에서 평평한 퓨즈 요소 부착 표면을 형성하는 탭이고, 상기 몸체부의 상기 홈들은 상기 공동부의 대각적으로 정반대의 단부들로 부터, 상기 퓨즈 요소 부착 표면의 위치보다 낮은 수준에서 상기 퓨즈 요소 부착 표면들의 방향으로 연장하며, 상기 몸체부의 상기 대향하는 종방향 측부들상으로 개방되어 있는 퓨즈.
- 제 47 항에 있어서, 절연 물질의 삽입들이 홈들의 통로내 퓨즈 요소가 상기 부착 표면에 취부되는 지점의 앞 퓨즈 요소의 외측부상에 제공되어 있고, 따라서 이들 절연 삽입물들이 상기 홈들의 벽들과 함께, 퓨즈 요소의 모든 측부들을 둘러싸는 아아크 차단벽을 형성하는 퓨즈 용단시 부착 표면상으로 아아크가 확장되는 것을 억제하거나 방지하며, 절연 몸체부의 종방향 측부내의 모든 개방부들을 밀폐하기 위한 절연 밀폐수단이 있고, 이 밀폐 수단과 절연 몸체부가, 퓨즈 요소의 단부가 구부러져 상기 퓨즈 요소 부착 표면에 접하는 지점에서 제한된 아아크 차단벽 통로를 형성하는 퓨즈.
- 제 7 항, 제 8 항 또는 제 47 항에 있어서, 상기 탭들이 상기 절연 몸체부의 대향 측부상의 요홈부내에 위치되고 상기 밀폐 수단에 의해 밀접히 둘러싸이는 퓨즈.
- 제 46 항 또는 제 47 항에 있어서, 상기 퓨즈의 몸체부와 밀폐 수단의 전체 길이가 약 2.54cm(1인치)보다 작고 전체 폭이 약 0.635cm(0.25인치)보다 작으며, 단자들이 그 몸체부의 종방향 양단부에서 나와, 단자내에 수용되는 평행한 플러그 단자들을 형성하도록 급격히 하방으로 구부러진 퓨즈.
- 제 1 항에 있어서, 상기 몸체부의 좁은 흠들이 정렬되고 상기 몸체부내의 상기 공동부의 대각선상으로 대향하는 가장자리부로부터 대각선상으로 외측으로 연장하는 퓨즈.
- 제 2 항 또는 제 11항에 있어서, 상기 절연 몸체부내의 공동부가 상기 몸체부의 대향하는 종방향 측부표면상으로 개방되고, 상기 밀폐 수단은 적어도 상기 공동부의 개방부 주위에서 투명한 퓨즈.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/616,901 US4563666A (en) | 1984-06-04 | 1984-06-04 | Miniature fuse |
| US616901 | 1984-06-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR860000684A KR860000684A (ko) | 1986-01-30 |
| KR900004334B1 true KR900004334B1 (ko) | 1990-06-22 |
Family
ID=24471439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019840005761A KR900004334B1 (ko) | 1984-06-04 | 1984-09-20 | 퓨즈 및 그의 제조방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4563666A (ko) |
| EP (1) | EP0164799A3 (ko) |
| JP (1) | JPS60264015A (ko) |
| KR (1) | KR900004334B1 (ko) |
| CA (1) | CA1226316A (ko) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4612529A (en) * | 1985-03-25 | 1986-09-16 | Cooper Industries, Inc. | Subminiature fuse |
| US4773157A (en) * | 1986-04-29 | 1988-09-27 | Amp Incorporated | Method of making an electrical termination |
| DK163391C (da) * | 1988-01-28 | 1992-08-03 | Mec As | Fremgangsmaade til fremstilling af en tryktastomkobler og en saadan tryktastomkobler |
| US5199557A (en) * | 1988-01-28 | 1993-04-06 | Mec A/S | Method of producing an electric or electronic component, a method of producing a key and a key |
| NL8802872A (nl) * | 1988-11-21 | 1990-06-18 | Littelfuse Tracor | Smeltveiligheid. |
| US4894633A (en) * | 1988-12-12 | 1990-01-16 | American Telephone And Telegraph Company | Fuse Apparatus |
| JPH0541486Y2 (ko) * | 1990-05-10 | 1993-10-20 | ||
| DE9015208U1 (ko) * | 1990-11-05 | 1991-01-17 | Wickmann-Werke Gmbh, 5810 Witten, De | |
| US5420560A (en) * | 1991-07-29 | 1995-05-30 | Daito Communication Apparatus Co., Ltd. | Fuse |
| US5363082A (en) * | 1993-10-27 | 1994-11-08 | Rapid Development Services, Inc. | Flip chip microfuse |
| US5664320A (en) * | 1994-04-13 | 1997-09-09 | Cooper Industries | Method of making a circuit protector |
| US5841338A (en) * | 1996-04-17 | 1998-11-24 | Sumitomo Wiring Systems, Ltd. | Fuse combination, method of making the same, and fuse circuit including the same |
| JP2000113803A (ja) * | 1998-10-01 | 2000-04-21 | Yazaki Corp | 自動車用大電流ヒューズ |
| US6577222B1 (en) * | 1999-04-02 | 2003-06-10 | Littelfuse, Inc. | Fuse having improved fuse housing |
| US6815841B1 (en) * | 1999-11-03 | 2004-11-09 | Littelfuse, Inc. | Fuse arrangements and fuse boxes for a vehicle |
| JP3814451B2 (ja) * | 1999-12-03 | 2006-08-30 | 住友電装株式会社 | ヒューズの製造方法 |
| US6486766B1 (en) * | 2000-03-14 | 2002-11-26 | Littlefuse, Inc. | Housing for double-ended fuse |
| US6558198B2 (en) * | 2000-11-30 | 2003-05-06 | Autonetworks Technologies, Ltd. | Fuse device and fuse device connecting structure |
| JP4028298B2 (ja) * | 2002-05-31 | 2007-12-26 | 矢崎総業株式会社 | ヒューズ |
| US20070236323A1 (en) * | 2004-02-21 | 2007-10-11 | Wickmann-Werke Gmbh | Fusible Conductive Coil with an Insulating Intermediate Coil for Fuse Element |
| FR2866990B1 (fr) | 2004-02-27 | 2006-07-28 | Tyco Electronics France Sas | Grille de connexion a fusible integre, son procede de fabrication et systeme pour la mise en oeuvre de ce procede |
| CN101138062B (zh) * | 2004-09-15 | 2010-08-11 | 力特保险丝有限公司 | 高电压/高电流熔断器 |
| US20060119465A1 (en) * | 2004-12-03 | 2006-06-08 | Dietsch G T | Fuse with expanding solder |
| EP1729317B1 (de) * | 2005-06-02 | 2007-10-24 | Wickmann-Werke GmbH | Wickelschmelzleiter für ein Schmelzsicherungsbauelement mit Kunststoffversiegelung |
| US20070075822A1 (en) * | 2005-10-03 | 2007-04-05 | Littlefuse, Inc. | Fuse with cavity forming enclosure |
| WO2007119358A1 (ja) * | 2006-03-16 | 2007-10-25 | Matsushita Electric Industrial Co., Ltd. | 面実装型電流ヒューズ |
| JP4606356B2 (ja) * | 2006-03-16 | 2011-01-05 | 矢崎総業株式会社 | ヒューズ及び該ヒューズを備えた電源回路遮断装置 |
| US20080180208A1 (en) * | 2007-01-30 | 2008-07-31 | Thomas & Betts International, Inc. | Fuse Sleeve Having Window for Blown Fuse Indication |
| ITMI20070186A1 (it) * | 2007-02-05 | 2008-08-06 | Morsettitalia Spa | Procedimento per la produzione di elementi di contatto mobili a lamelle ed elementi di contatto attuati conn tale procedimento |
| DE102008025917A1 (de) * | 2007-06-04 | 2009-01-08 | Littelfuse, Inc., Des Plaines | Hochspannungssicherung |
| JP2009032489A (ja) * | 2007-07-26 | 2009-02-12 | Soc Corp | ヒューズ |
| JP5207533B2 (ja) | 2008-09-05 | 2013-06-12 | 矢崎総業株式会社 | 複合型ヒュージブルリンク、ヒューズボックス及びその製造方法 |
| US20100127817A1 (en) * | 2008-11-25 | 2010-05-27 | Banzo Juan I | Fuse assembly and fuse therefor |
| US8937524B2 (en) * | 2009-03-25 | 2015-01-20 | Littelfuse, Inc. | Solderless surface mount fuse |
| CN102103949B (zh) * | 2009-12-18 | 2015-01-14 | 庄嘉明 | 具连结缓冲结构的保险丝元件及具有该保险丝的电源模组 |
| JP5426470B2 (ja) * | 2010-05-11 | 2014-02-26 | 株式会社アドバンテスト | コネクタ及びそれを有する半導体試験装置 |
| US9117615B2 (en) | 2010-05-17 | 2015-08-25 | Littlefuse, Inc. | Double wound fusible element and associated fuse |
| JP2012174443A (ja) * | 2011-02-21 | 2012-09-10 | Kamaya Denki Kk | チップヒューズとその製造方法 |
| US10141150B2 (en) * | 2016-02-17 | 2018-11-27 | Littelfuse, Inc. | High current one-piece fuse element and split body |
| US10325746B2 (en) * | 2016-11-15 | 2019-06-18 | Littelfuse, Inc. | Ventilated fuse housing |
| US11101093B2 (en) * | 2019-01-21 | 2021-08-24 | Littelfuse, Inc. | Fuses and methods of forming fuses |
| US11251009B1 (en) * | 2021-04-07 | 2022-02-15 | Littelfuse, Inc. | Fuse housing for safe outgassing |
| IT202200007334A1 (it) * | 2022-04-13 | 2023-10-13 | Mta Spa | Dispositivo fusibile |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3291939A (en) * | 1966-12-13 | Fuse structure having arc-quenching sleeve | ||
| US3348007A (en) * | 1966-11-07 | 1967-10-17 | Mc Graw Edison Co | Protectors for electric circuits |
| US3654696A (en) * | 1970-01-29 | 1972-04-11 | Bernard Wechsler | Method for manufacturing electric fuses |
| US3913051A (en) * | 1974-05-22 | 1975-10-14 | Mc Graw Edison Co | Protector for electric circuits |
| US4016521A (en) * | 1975-05-23 | 1977-04-05 | Seybold Joseph F | Thermal limiter |
| US4267543A (en) * | 1979-11-13 | 1981-05-12 | San-O Industrial Co., Ltd. | Miniature electric fuse |
| SE454308B (sv) * | 1980-02-14 | 1988-04-18 | Labinal | Forfarande for framstellning av en smeltsekring samt maskin for utforande av det nemnda forfarandet |
| GB2081031B (en) * | 1980-07-23 | 1984-04-18 | Lucas Industries Ltd | Manufacturing plug-in fuses |
| JPS5921500Y2 (ja) * | 1982-03-19 | 1984-06-25 | 三王株式会社 | リ−ド付き超小型ヒュ−ズ |
-
1984
- 1984-06-04 US US06/616,901 patent/US4563666A/en not_active Expired - Fee Related
- 1984-09-11 CA CA000462871A patent/CA1226316A/en not_active Expired
- 1984-09-20 KR KR1019840005761A patent/KR900004334B1/ko active IP Right Grant
-
1985
- 1985-02-15 JP JP60028151A patent/JPS60264015A/ja active Granted
- 1985-06-03 EP EP85200877A patent/EP0164799A3/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP0164799A2 (en) | 1985-12-18 |
| CA1226316A (en) | 1987-09-01 |
| JPH0145173B2 (ko) | 1989-10-02 |
| JPS60264015A (ja) | 1985-12-27 |
| EP0164799A3 (en) | 1986-04-02 |
| US4563666A (en) | 1986-01-07 |
| KR860000684A (ko) | 1986-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900004334B1 (ko) | 퓨즈 및 그의 제조방법 | |
| KR890005102B1 (ko) | 자동차용 전기 퓨즈 | |
| US4608548A (en) | Miniature fuse | |
| US3198914A (en) | Thermally operated electrical disconnect device | |
| GB2233512A (en) | Subminiature fuse | |
| KR940008191B1 (ko) | 고차단 초소형 퓨즈 | |
| NL8300979A (nl) | Micro-smeltveiligheidsinrichting. | |
| US4935716A (en) | Fuse having a ball plug | |
| US3764949A (en) | Polyphase fuse with blown fuse indicator in each phase | |
| US3713063A (en) | Method of and means for making a current limiting fuse | |
| TW202133207A (zh) | 限流保險絲 | |
| JP2008021488A (ja) | ヒューズ | |
| JP2001195971A (ja) | ヒューズユニット | |
| CN214588708U (zh) | 微型熔断器 | |
| US4962977A (en) | Electric fuse | |
| JPH097481A (ja) | 温度ヒューズ及びこの温度ヒューズを備えたコンデンサ | |
| WO2020186713A1 (zh) | 一种温度保险丝 | |
| JPH06113428A (ja) | バスバーの固定方法 | |
| WO2023061611A1 (en) | Electrical fuse | |
| US20140312997A1 (en) | Encapsulated Reed Relay | |
| KR101742215B1 (ko) | 소형 퓨즈 제작 방법 | |
| CN117153641A (zh) | 具有盖体的保护元件 | |
| KR100362749B1 (ko) | 표면실장용 극소형 퓨우즈 및 그 제조방법 | |
| KR930004698Y1 (ko) | 초소형 퓨우즈 | |
| KR100558931B1 (ko) | 초소형 에스엠디 퓨즈 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| NORF | Unpaid initial registration fee |