JP2012174443A - チップヒューズとその製造方法 - Google Patents
チップヒューズとその製造方法 Download PDFInfo
- Publication number
- JP2012174443A JP2012174443A JP2011034260A JP2011034260A JP2012174443A JP 2012174443 A JP2012174443 A JP 2012174443A JP 2011034260 A JP2011034260 A JP 2011034260A JP 2011034260 A JP2011034260 A JP 2011034260A JP 2012174443 A JP2012174443 A JP 2012174443A
- Authority
- JP
- Japan
- Prior art keywords
- fuse
- fuse wire
- case
- chip
- wire support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Fuses (AREA)
Abstract
【解決手段】 ヒューズワイヤ支持体に貫通穴を設けてヒューズワイヤの周囲の容積を大きくすると共に、ヒューズワイヤのヒューズワイヤ支持体への架設作業を容易にし、そのヒューズワイヤ支持体を用いたヒューズ結合体を筒状体のケースに挿嵌し、そのケースの両側にメタルキャップを設置したものであるチップヒューズとその製造方法。
【選択図】 図11
Description
前記箱形状ケースの先行技術例として、下記の特許文献に示すものでは、ケース本体(2)の両側にある凹状部(11)と蓋体(3)の両端に前記凹状部と嵌合する凸状部(12)とを備え、その凹状部(11)の両側のくぼみ部(5)間に、ケース内部の中空部分を介して、ヒューズ線(1)を張設したものを用い、これらの両端部をクリームハンダにより金属キャップ(7)を導通状態で嵌着したものが知られている。
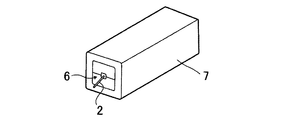
該ヒューズ結合体を筒状体のケース中に挿着すると共に、該ケースの両側にメタルキャップを、前記ヒューズワイヤに導通状態に結合するように、嵌合することを特徴とするチップヒューズの製造方法を提供せんとする。
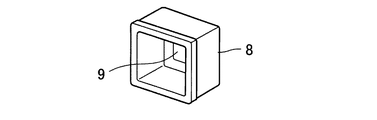
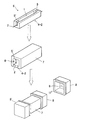
もちろん、これらの3種類の両側には、全て図3に示す、メタルキャップ8、8´がクリームハンダによりヒューズワイヤ2と導通状態で嵌合してチップヒューズを形成する。
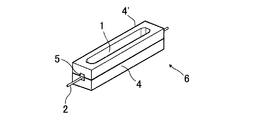
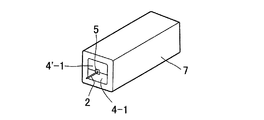
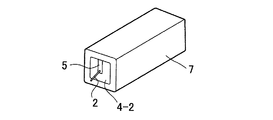
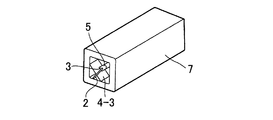
予め、横長の貫通穴1とその両側に溝3,3´を有するセラミックス製のヒューズワイヤ支持体4を成形し、貫通穴1を介して各溝3,3´を有する電流値により融断可能な各種のヒューズワイヤ2を、クリームハンダ5により固定したものを用意しておく。ヒューズワイヤ2を固定して筒状体のケース7内に挿嵌するものとしては、既に述べた、図5と図8、図6と図9、及び図7と図10とがあるが、図11ではその中の図6を用いたヒューズ結合体6で説明する。
これによると、本発明として、ヒューズワイヤ支持体Aを用いたチップヒューズの溶断時間は3個ともに370μsec〜400μsec、ヒューズワイヤ支持体Bは270μsec〜330μsec、ヒューズワイヤ支持体Cでは250μsec〜350μsecといった極めて狭い範囲内のバラつきであるのに対し、従来例によれば440μsec〜1050μsecといった大きな範囲に拡散されている。
このことは、本発明であるヒューズワイヤ支持体A,B及びCの特性は従来例に対して、非常に短時間でヒューズが溶断することにより、電子回路網をより十分に保護できることが判る。
2・・・ヒューズワイヤ
3,3´・・・溝
4・・・ヒューズワイヤ支持体
5・・・接着剤
6・・・ヒューズ結合体
7・・・筒状のセラミックスケース
8・・・メタルキャップ
Claims (8)
- 中央に貫通穴を設けたセラミックス製のヒューズワイヤ支持体と、前記貫通穴を跨いで前記ヒューズワイヤ支持体の対向する両端に直線状に架設したヒューズワイヤと、該ヒューズワイヤ付きのヒューズワイヤ支持体としてのヒューズ結合体を挿嵌した筒状体のセラミックス製ケースと、前記ヒューズワイヤ支持体の両端から突出した前記ヒューズワイヤを導通状態にして前記ケースの筒状体の両側に設置したメタルキャップと、から形成したことを特徴とするチップヒューズ。
- 前記ヒューズワイヤの両側を、前記ヒューズワイヤ支持体の両端の溝内でクリームハンダにより張架したものであることを特徴とする請求項1に記載のチップヒューズ。
- 前記ヒューズワイヤを架設したヒューズワイヤ支持体を、前記筒状体のケース内に傾斜して設置したものであることを特徴とする請求項1又は2に記載のチップヒューズ。
- 前記貫通穴を設けた二本の同形のヒューズワイヤ支持体を、前記ヒューズワイヤを架設した面を対向して、前記筒状体のケース内に嵌合したものであることを特徴とする請求項1又は2に記載のチップヒューズ。
- 中央に貫通穴およびその貫通穴の両側に溝を設けたセラミックス製のヒューズワイヤ支持体に、前記貫通穴を跨いでヒューズワイヤを架設したヒューズ結合体を用い、
該ヒューズ結合体を筒状体のケース中に挿着すると共に、該ケースの両側にメタルキャップを、前記ヒューズワイヤに導通状態に結合するように、嵌合することを特徴とするチップヒューズの製造方法。 - 前記ヒューズ結合体のヒューズが、各種遮断電流のものから選ばれるようにした請求項5に記載のチップヒューズの製造方法。
- 前記ヒューズ結合体の幅を、前記筒状体のケースの幅より大きくすることにより、前記ヒューズ結合体を前記ケース内に傾斜して挿嵌する請求項5又は6に記載のチップヒューズの製造方法。
- 前記ヒューズ結合体を、前記筒状体のケース内へ密着状態に挿嵌する請求項5又は6に記載のチップヒューズの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034260A JP2012174443A (ja) | 2011-02-21 | 2011-02-21 | チップヒューズとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034260A JP2012174443A (ja) | 2011-02-21 | 2011-02-21 | チップヒューズとその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015000168A Division JP5878651B2 (ja) | 2015-01-05 | 2015-01-05 | チップヒューズとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012174443A true JP2012174443A (ja) | 2012-09-10 |
| JP2012174443A5 JP2012174443A5 (ja) | 2014-01-30 |
Family
ID=46977192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011034260A Pending JP2012174443A (ja) | 2011-02-21 | 2011-02-21 | チップヒューズとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012174443A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103839737A (zh) * | 2014-02-28 | 2014-06-04 | 南京萨特科技发展有限公司 | 表面贴装熔断器及其制造方法 |
| KR101463710B1 (ko) * | 2014-04-11 | 2014-11-20 | 스마트전자 주식회사 | 이중관 구조의 퓨즈 및 그 제조방법 |
| US10553385B2 (en) | 2014-05-16 | 2020-02-04 | Kamaya Electric Co., Ltd. | Chip fuse and method for producing same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5428036U (ja) * | 1977-07-28 | 1979-02-23 | ||
| JPS60264015A (ja) * | 1984-06-04 | 1985-12-27 | リトルヒユ−ズ・インコ−ポレ−テツド | 小型フユ−ズ |
| US4929921A (en) * | 1989-03-16 | 1990-05-29 | Cooper Industries, Inc. | Automatable fuse |
-
2011
- 2011-02-21 JP JP2011034260A patent/JP2012174443A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5428036U (ja) * | 1977-07-28 | 1979-02-23 | ||
| JPS60264015A (ja) * | 1984-06-04 | 1985-12-27 | リトルヒユ−ズ・インコ−ポレ−テツド | 小型フユ−ズ |
| US4929921A (en) * | 1989-03-16 | 1990-05-29 | Cooper Industries, Inc. | Automatable fuse |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103839737A (zh) * | 2014-02-28 | 2014-06-04 | 南京萨特科技发展有限公司 | 表面贴装熔断器及其制造方法 |
| CN103839737B (zh) * | 2014-02-28 | 2016-03-30 | 南京萨特科技发展有限公司 | 表面贴装熔断器及其制造方法 |
| KR101463710B1 (ko) * | 2014-04-11 | 2014-11-20 | 스마트전자 주식회사 | 이중관 구조의 퓨즈 및 그 제조방법 |
| US10553385B2 (en) | 2014-05-16 | 2020-02-04 | Kamaya Electric Co., Ltd. | Chip fuse and method for producing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3820143B2 (ja) | 表面実装型小型ヒューズ | |
| TWI521558B (zh) | 熔絲 | |
| KR101365356B1 (ko) | 저항기 및 그 제조방법 | |
| US9508519B2 (en) | Fuse and manufacturing method thereof | |
| US6642833B2 (en) | High-voltage current-limiting fuse | |
| TWI624852B (zh) | 熔斷電阻器及其製造方法 | |
| JP2012174443A (ja) | チップヒューズとその製造方法 | |
| JP4982894B2 (ja) | セメント抵抗器 | |
| JP5878651B2 (ja) | チップヒューズとその製造方法 | |
| TWI269338B (en) | Dielectric barrier discharge type low-pressure discharge lamp | |
| JP6510827B2 (ja) | 保護素子 | |
| CN214588708U (zh) | 微型熔断器 | |
| KR101463710B1 (ko) | 이중관 구조의 퓨즈 및 그 제조방법 | |
| TWI514433B (zh) | 表面貼著保險絲及具有表面貼著保險絲的結構 | |
| CN210136834U (zh) | 防爆保险丝 | |
| JP2010170917A (ja) | サージアブソーバ | |
| KR100869338B1 (ko) | 슬림형 인덕터 및 그 제조방법 | |
| WO2020186713A1 (zh) | 一种温度保险丝 | |
| JP2009295774A (ja) | チップインダクタ | |
| JP2017054868A (ja) | バリスタ | |
| US8963409B2 (en) | Discharge element and method of manufacturing the same | |
| JP6574690B2 (ja) | 保護素子 | |
| JP6480742B2 (ja) | 保護素子 | |
| JP2016143646A (ja) | 保護素子 | |
| CN109411309A (zh) | 熔断结构及熔断器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140813 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140930 |