KR900002263B1 - 광파이버용 모재의 제조방법 - Google Patents
광파이버용 모재의 제조방법 Download PDFInfo
- Publication number
- KR900002263B1 KR900002263B1 KR1019860002464A KR860002464A KR900002263B1 KR 900002263 B1 KR900002263 B1 KR 900002263B1 KR 1019860002464 A KR1019860002464 A KR 1019860002464A KR 860002464 A KR860002464 A KR 860002464A KR 900002263 B1 KR900002263 B1 KR 900002263B1
- Authority
- KR
- South Korea
- Prior art keywords
- gas
- core
- heating
- clad
- gap
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B20/00—Processes specially adapted for the production of quartz or fused silica articles, not otherwise provided for
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/02—Optical fibres with cladding with or without a coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S65/00—Glass manufacturing
- Y10S65/15—Nonoxygen containing chalogenides
- Y10S65/16—Optical filament or fiber treatment with fluorine or incorporating fluorine in final product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S65/00—Glass manufacturing
- Y10S65/90—Drying, dehydration, minimizing oh groups
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Glass Melting And Manufacturing (AREA)
Abstract
내용 없음.
Description
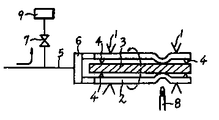
제 1 도(a) 및 (b)는 본 발명의 일실시 태양의 개략 설명도.
* 도면의 주요부분에 대한 부호의 설명
(1) : 유리선반(旋盤) (2) : 클래드용관
(3) : 코어재 (4) : 지지재
(5) : 가스도입라인 (6) : 회전코넥터
(7) : 밸브 (8) : 가열원
(9) : 폐가스처리장치
본 발명은 저손실의 광파이버용 모재의 제조방법에 관한 것이다. 광파이버용 모재의 제조방법에 있어서, 클래드재가 되는 관의 속에 이 클래드재보다도 고굴절률을 가진 코어용 유리롯드를 삽입하여 가열 중실화(中實化)해서, 광파이버용 모재를 제조하는 롯드인 튜우브법은 대표적인 제조방법의 하나로서 알려져 있으나, 이 방법에는 코어재와 클래드재의 계면에 기포·불순물등의 결함이 남기 쉬우며, 광파이버로 했을 때에 광의 손실이 커진다고 하는 결점이 있었다.
이 결점을 해결하는 방법으로서, 일본국특공소 59-46898호 공보에 있어서, 할로겐화금속가스와 산소가스와의 혼합가스를 공급하여 이 혼합원료가스를 산화분해시켜서, 석영관내 표면과 코어바깥표면에 부착시키는 방법이 제안되어 있다.
또 일본국특개소 54-135810호 공보에는, 유리롯드와 유리관의 사이에, 불소와 붕소 혹은 그 어느 하나를 함유하는 유리형성원료를 산소가스와 함께 공급가열하여, 유리봉의 표면위와 유리관의 내벽에, 유리봉보다도 굴절률이 낮은 석영유리층을 형성하는 방법이 제안되어 있다.
또한 일본국특공소 59-6261, 58-52935각호 공보에는 코어재와 클래드재의 용착 중실화전에, 관한 롯드와의 간극에, 산소가스의 공존하에서 고온도로 가열되었을 때에, 융착중실화되는데 필요한 온도보다 높은 비등점 또는 승화점을 가진 Si의 할로겐화물과 같은 물질을 함유하지 않은, 융착일체화할 때에 생성물이 거의 완전히 휘산되는, 유리표면변성 처리재를 사용하는 방법이 제안되어 있다.
그러나, 상기 각호공보에 기재된 방법에 따라, 광의파장 1.3~1.6㎛ 대 영역에서 사용되는 장거리 대용량 통신용의 저손실 싱글모우드파이버를 제작하였던바, OH 기에 의한 흡수손실과 코어·클래드의 계면결함에 의하는 것으로 생각되는 산란손실이 크고, 1.3㎛ 이상의 장파장대에 필요로 하는 0.5㏈/㎞ 이하의 저손실의 특성은 도저히 얻을 수 없다고 하는 결과를 얻었다.
본 발명자들이, 상기 각호 공보에 기재된 종래법을 상세히 검토하였던바, OH기의 오염원은 코어록드표면에 확산한 화학흡착하고 있는 OH기, 및 가열중실화시의 코어재와 클래드재의 간극의 분위기에 함유되는 수분으로서, 광파이버의 코어와 클래드의 경계이고 OH 기 함유층이 존재하는 것이 판명되었다.
상술한 일본국특공소 59-6261, 58-52935 각호 공보에 기재된 공지기술에 따라, 중실화전에 예를들면 SF6, CCl2F2등의 불소를 함유하는 가스를 기상(氣相)처리재로서 가열처리하면, 이 기상처리재의 에칭작용에 의하여 코어용롯드표면과 클래드재의 내부표면에 화합흡착하고 있는 OH 기층을 제거할 수 있으나, 코어롯드가 열변형하지 않는 1900℃ 이하의 온도로 가열하면, 코어롯드와 클래드재의 내표면이 거칠게되어, 젖빛유리형상으로 불투명하게 된다. 이와같은 표면상태의 롯드를 중실화하면, 광파이버의 코어와 클래드의 경계에 구조결함이 남아서, 큰 산란손실이 생기는 결과가 된다. 또, 중실화전의 가열처리에, 기상처리제로서 불소를 함유하지 않은 예를들면 SOCl2, CCl4등의 가스를 사용하면, 에칭작용을 가지지 않기 때문에, 광파이버의 코어와 클래드의 경계에 고온도의 OH 기층이 남아서, OH 기에 의한 흡수손실이 생기는 결과가 된다.
또 상기한 일본국특공소 59-46898, 특개소 54-135810 각호 공보에 기재된 공지기술에 따라, 석영관내표면과 코어바깥 표면에 유리층을 퇴적시켜도, 역시 광파이버의 코어와 클래드의 경계에 고농도 OH 기층이 남아서, OH 기에 의한 큰 흡수손실이 생겼다. 또한, 가열표면처리 후의 중실화시의 코어재와 클래드재의 간극에 N2, O2, He 가스등만을 사용하면, 배관시스템의 누설등에 의하여, 가스의 로점(수분함유량)을 안정하게 낮게 유지하는 것은 곤란하며, 장파장대이고 저손실의 저 OH 기의 광파이버를, 재현성(再現性)좋게, 경제적으로 제조하는 것은 곤란하다.
본 발명의 목적은, 상기한 종래 공지기술의 결점을 극복하여, 장파장대이고 저손실의 광파이버를 경제적으로 제조할 수 있는 광파이버용 모재의 제조방법을 제공하는데 있다.
본 발명은 석영유리롯드를 코어재로 하고, 이 코어재보다 낮은 굴절률을 가진 클래드재의 속에 상기 코어재를 삽입하여 가열함으로서, 상기 코어재와 상기 클래드재와의 간극을 중실화하여 광파이버용 모재를 제조하는 방법에 있어서, 중실화하기 이전에 상기 간극에 적어도 규소의 할로겐화합물과 불소계가스와 산소가스를 함유하고, 또한 Si/F의 몰비(比)가 1/300〈Si/F〈1/5의 범위에 있는 혼합가스를 흐르게 하고, 관의 외부에 있는 가열원으로 가열한 후, 또 상기 간격의 분위기를 할로겐을 함유한 화합물과 산소가스의 혼합가스 분위기로 하여, 온도 1900℃ 이상으로 가열해서 중실화하는 것을 특징으로 하는 광파이버용 모재의 제조방법이다.
본 발명에서 사용하는, 규소의 할로겐화합물로서는, 예를들면 SiCl4, SiBr4, SiF4, Si2F6, Si2Cl6, SiFCl3, SiF2Cl2등을 들수 있으며, 또 불소계가스로서는 예를들면 CCL2F2, CF4, SF6, F2, SO2F2등을 들 수 있다.
또 가열처리시에, 상기에 첨가하여 염소계가스, 예를들면 Cl2, SOCl2등을 탈수제로서 혼합하여도 좋다.
본 발명의 방법에 있어서는, 중실화전에 코어재와 클래드재와의 간극에 규소의 할로겐화합물, 불소계가스 및 산소가스를 흐르게 하여 가열함으로서, 롯드표면에 부착되어 있는 수분, 이물, 먼지등을 휘발성 할로겐화물로서 제거할 수 있는 동시에, 코어롯드 표면을 에칭하여 OH 기를 제거할수 있다.
본 발명의 방법에서는, 종래법에서는 롯드표면에 생긴 에칭에 의한 표면거치름이, 규소와 할로겐의 화합물을 혼합함으로서 저감되고, 중실화 후에는, 코어와 클래드의 경계에, 산란(散亂)의 원인이 되는 구조결함이 잔존하지 않는다. 이 사실은 본 발명자들이 연구도중에 발견한 것이며, 그 상세한 것은 명백하지는 않으나, 불소계가스에 의하여 유리표면의 고 OH 기층이 제거되는 동시에, 규소와 산소로부터 생긴 유리미립자가 표면에 퇴적하여, 표면의 거치름의 깊이가 완화되어 있는 것으로 추정된다.
여기서 생긴 표면의 거치름은, 중실화시에 생기는 유리의 점성유동(粘性流動)으로 평활화되는데 충분할 정도로 경미한 것으로 되어있다고 생각된다.
규소와 할로겐의 화합물로서 SiCl4를, 불소계가스로서 SF6을 사용하여, 다른조건을 일정으로 하고, SiCl4/SF6의 혼합비율을 표 1에 표시하는 바와같이 바꾸어, 프로포옴을 제작하여, 다시 와이어드로우잉하여 파이버화해서, 로스(손실)의 파장특성을 구하였다. 얻어진 파장특성의 그래프로부터 1/λ4에 비례하는 레이리 산란항(散亂項) 및 OH 기에 의한 흡수증(吸收增)을 공제하여 구한 산란로스와, λ=1.38㎛에서의 OH 흡수로스를 표 1에 합해서 표시한다. 또한 종래법인 SF6만을 흐르게 한 경우를 표 1의 No.6에 표시하였다.
[표 1]

표 1의 결과에서, Si/F의 혼합몰비에는 최적치가 존재하며, 1/300〈Si/F〈1/5인 것이 명백하다. Si/F의 혼합몰비가 1/5을 초과하면 유리퇴적이 주가 되어, 유리표층의 에칭이 불충분하게 되기 때문에 OH 흡수로스가 증가되고있다. 또 Si/F가 1/300보다 작으면, 에칭에 의한 표면의 거치름이 깊게 되어, 중실화 후에도 산란원(散亂源)으로서 남는다. 따라서 1/300〈Si/F〈1/5가 되도록 혼합가스비율을 조제해간다.
또 중실화에 선행되는 전천리가열은 온도 500~1900℃의 범위에서 행하는 것이 바람직하며, 특히 바람직한 것은 1000~1600℃의 온도범위를 들 수 있다.
상술한 바와같이, 중실화전의 가열처리를 한 후 롯드와 클래드재의 간극에 할로겐을 함유한 화합물과 산소가스의 혼합가스를 충전하여, 온도 1900℃ 이상으로 가열해서 중실화한다. 산소가스는 코어와 클래드경계의 분자레벨의 결함을 감소시키는 효과가 있으며, 산소이외의 예를들면 He 등의 불활성가스분위기에서는 자외부의 흡수가 크게 되고, 그테일의 영향에 의하여 근적외역(近赤外域)까지 로스가 증가해 버린다.
따라서 장거리, 대용량의 통신매체로서 사용되는 저손실광파이버의 제조에 있어서는, 중실화시에 코어와 클래드 간격의 분위기를 산소가스 분위기로 하는 것이 필요하다.
그러나 산소가스 단독으로는 수분이 함유되므로, 저 OH 기의 광파이버를 제조할 수 없기 때문에, 산소가스에 탈수제로서 할로겐을 함유하는 화합물을 혼합하는 것이 바람직하다. 할로겐을 함유하는 화합물로서는 예를들면 Cl2, F2, SOCl2, CCl4, SiF4, NF3, CCl2F2, CF4, SF6등을 들 수 있다.
다만 광의 파장 1㎛ 이상에서는 현저한 흡수를 나타내는 B2O3, P2O3와 같은 물질을 발생시킬 가능성을 가진 BBr3, BCl3, BF3, PCl3, POCl3, PF3와 같은 화합물을 사용하는 것은 바람직하지 않다.
또한 중실화시의 가열온도는, 1900℃ 이상으로 유지하는 것이 바람직하며, 1900℃ 이하로는 산란로스가 증가하여 저손실파이버를 제조할 수 없다.
이하에 본 발명의 방법을 구체적으로 설명한다.
제 1 도(a) 및 (b)는 본 발명의 일실시 태양을 설명하는 도면으로서, 도면중(1)은 유리선반, (2)는 클래드용관, (3)은 코어재, (4)는 지지재, (5)는 가스도입라인, (6)은 회전코넥터, (7)은 밸브, (8)은 가열원, (9)는 폐가스처리장치를 나타낸다. 클래드용관(2)의 내부에 코어재(코어용유리롯드)(3)를 삽입한 후, 이 관(2) 내에 가스도입라인(5)으로부터 규소의 할로겐화합물, 불소계가스 및 산소로 이루어진 혼합가스를 흐르게 하여, 가열원(8)을 사용하여 온도 500~1900℃의 범위로, 특히 바람직하게는 1000~1600℃의 온도범위에서 가열한다. 이때 클래드용관(2)은 20~80rpm으로 회전시키고, 가열원(8)은 50~250㎜/분으로 이동시키는 것이 바람직하다. 또 복수회(예를들면 2~10회)의 이동가열처리를 행하는 것이 바람직하다.
이상과 같은 가열전 처리 후, 클래드용관(2)과 코어재(3)의 간극의 분위기를 할로겐을 함유한 화합물과 산소와의 혼합가스로 절환하고, 이어서 관(2)의 한쪽의 단부를 제 1 도(b)에 표시한 바와같이, 가열원(8)으로 가열 용착한다. 이때 밸브(7)를 용착직전에 개방상태로 하여, 클래드용관(2)내의 압력이 상승하지 않도록 한다. 이와같이 클래드용관(2)과 코어재(3)의 간극에 할로겐을 함유한 화합물과 산소와의 혼합가스를 충전한 상태에서, 회전하는 관(2)에 따라, 가열원(8)을 이동시킴으로서, 이 간극을 중실화해간다. 중실화시에 폐가스처리장치(9)에 의하여 감압하고, 관(2)의 내부의 압력을 부압(負壓)으로 하는 것도 가능하나, 감압할 때에 가열온도가 1900℃ 이하에서 중실화하지 않는 압력범위로 설정하는 것이 필요하다.
이상에 의하여, 코어용롯드와 클래드용관을 중실화하여 얻어진 프로포옴은, 그대로 광파이버용 모재로서 와이어드로우잉부에 이송되어도 좋으나, 경우에 따라서는, 클래드/코어직경비의 조정을 위하여, 다시 석영관 혹은 도우프된 클래드재로 피복하고, 혹은 외부법(外付法)에 의하여 피복층을 형성한 후에, 와이어드로우잉부에 이송되어 광파이버로 된다.
[실시예 1]
화염가수분해법에 의하여 제작된 순실리카스우트를, 불소계가스를 함유한 분위기로 소결하여, 불소가 첨가된 석영유리롯드를 제작하였다. 이 롯드의 중심에 개공(開孔)가공을 실시하여, 클래드용 무수관(無水管)을 제작하였다. 이관은 외경 25㎜ψ, 길이 40mml, 석영유리와의 굴절률차 -Δ=0.32%였다.
상기 클래드용관에 SF6300CC/분, SOCl2, 70CC/분을 흐르게 하여, 50㎜/분의 이동속도로 이동하는 산수소바아너로 온도 2070℃로 4회 가열하여, 이관의 내표면을 평활화한 후에, 이관내에 코어용롯드로서 외경 3.4㎜ψ의 순석영 유리롯드를 삽입하였다. 이 순석영유리롯드는 기상축부법(氣相軸付法)으로 제작되어 저항로를 사용하여 3.4㎜ψ으로 연신되고, 삽입전에 초음파세정기를 사용하여, HF·알코올 및 순수종에서 세정된 것이다.
다음에 클래드용관에 도입하는 가스를, SiCl4, 120CC/분, SF6200CC/분, SOCl2, 70CC/분, O2800CC/분으로 절환하여 클래드재와 코어재의 간극에 흐르게한 후, 1300㎜/분으로 이동하는 산수소바아너로 온도 1460℃로 5회 가열전 처리하였다.
그후, 관내에 도입하는 가스중에 SiCl4만의 공급을 정지하여, SF6200CC/분, SOCl270CC/분, O2800CC/분의 혼합가스로 하고, 클래드용관의 한쪽의 단부를 산수소바아너로 밀착봉지하여, 코어용롯드와 클래드용관의 SF6과 SOCl2와의 O2로 이루어진 분위기로 충전한후, 3㎜/분의 이동속도의 산수소바아너로 온도 2140℃로 가열하여 중실화하였다.
이상에 의하여 얻어진 롯드는, 다시 외부법에 의하여 재킷이 되는 유리층을 피복하여, 외경/코어직경비가 125/8가 되도록 조정한 후, 와이어드로우잉하여 파이버화 하였다.
얻어진 파이버의 전송손실은, 파장 1.3㎛에서 0.34㏈/㎞, 파장 1.55㎛에서 0.17㏈/㎞이라는 저손실의 값이 달성되었다. 또 OH 기의 흡수손실도 파장 1.38㎛에서 1.2㏈/㎞이라는 낮은 것이였다.
[비교예 1]
비교를 위하여, 중실화전의 가열처리에 흐르게 하는 혼합가스로부터, SiCl4를 제거한 이외는 실시예 1과 동일한 조건으로 프로포옴을 제작하여, 얻어진 파이버의 손실을 평가하였는바, 파장 1.3㎛에서 1.2㏈/㎞이라는 높은 손실로서, 장거리 통신용에 제공할 수 있는 싱글모우드파이버를 제작할 수 없었다.
[비교예 2]
실시예 1의 프로세스에 있어서, 중실화전의 가열전처리를 생략하고, 또 코어와 클래드재의 간극에 SiCl4, 120CC/분, SF6200CC/분, SOCl270CC/분, O2800CC/분의 혼합가스를 흐르게 하여, 클래드관의 한쪽의 단부를 밀착봉지하여 상기 가스로 충전한 후 중실화한 프로포옴을 제작하였다. 얻어진 파이버의 손실특성은 OH 기의 흡수가 파장 1.38㎛에서 85㏈/㎞, 산란로스가 4.3㏈/㎞로 높았고, 저손실의 싱글모우드파이버를 제작할 수 없었다.
이상의 설명 및 실시예의 결과에서 명백한 바와같이, 본 발명의 방법은, 장거리 대용량통신용에 제공할 수 있는 저손실의 싱글모우드파이버를, 롯드인튜우브법에 있어서 제조가능하게 하는 것에 대하여, 제조코스트도 저감할 수 있는 산업상 유리한 방법이다.
Claims (1)
- 석영유리롯드를 코어재로하고, 이 코어재보다 낮은 굴절율을 가진 클래드재의 속에 상기 코어재를 삽입하여 가열하므로서, 상기 코어재와 상기 클래드재와의 간극을 중실화하여 광파이버용 모재를 제조하는 방법에 있어서, 중실화하기 이전에 상기 간극에 적어도 규소의 할로겐 화합물과 불소계 가스와 산소가스를 함유하며, 또한 Si/F의 몰비가 1/300〈Si/F〈1/5의 범위에 있는 혼합가스를 흐르게하고, 관의 외부에 있는 가열원으로 가열한후, 또 상기 간극의 분위기를 할로겐을 함유한 화합물과 산소가스의 혼합가스분위기로하고, 온도 1900℃ 이상으로 가열하여 중실화하는 것을 특징으로 하는 광파이버용 모재의 제조방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP60-69203 | 1985-04-03 | ||
| JP60069203A JPS61227938A (ja) | 1985-04-03 | 1985-04-03 | 光フアイバ用母材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR860008093A KR860008093A (ko) | 1986-11-12 |
| KR900002263B1 true KR900002263B1 (ko) | 1990-04-07 |
Family
ID=13395933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860002464A KR900002263B1 (ko) | 1985-04-03 | 1986-04-01 | 광파이버용 모재의 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4793842A (ko) |
| EP (1) | EP0196671B1 (ko) |
| JP (1) | JPS61227938A (ko) |
| KR (1) | KR900002263B1 (ko) |
| AU (1) | AU577938B2 (ko) |
| DE (1) | DE3660424D1 (ko) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6236035A (ja) * | 1985-04-18 | 1987-02-17 | Sumitomo Electric Ind Ltd | 光フアイバ母材の製造方法 |
| DE3731806A1 (de) * | 1987-09-22 | 1989-06-08 | Rheydt Kabelwerk Ag | Verfahren zum herstellen einer vorform fuer optische fasern |
| US5026409A (en) * | 1989-01-03 | 1991-06-25 | Hughes Aircraft Company | Preparation of fluoride glass optical preforms and fibers |
| DE69015453T3 (de) * | 1989-06-09 | 2001-10-11 | Heraeus Quarzglas Gmbh & Co. Kg | Optische Teile und Rohlinge aus synthetischem Siliziumdioxidglas und Verfahren zu ihrer Herstellung. |
| DE4005730A1 (de) * | 1990-02-23 | 1991-08-29 | Kabelmetal Electro Gmbh | Vorrichtung zur herstellung einer lichtwellenleiter-vorform |
| JPH04270132A (ja) * | 1991-02-25 | 1992-09-25 | Sumitomo Electric Ind Ltd | 光ファイバ用ガラス母材の製造方法 |
| CA2125508C (en) * | 1993-06-16 | 2004-06-08 | Shinji Ishikawa | Process for producing glass preform for optical fiber |
| KR0177088B1 (ko) * | 1993-11-29 | 1999-05-15 | 김광호 | 단일모드 광섬유 1차 모재 오버크래딩 방법 및 장치 |
| GB2291643B (en) * | 1994-07-21 | 1998-01-28 | Pirelli General Plc | Optical fibre preforms |
| US5560759A (en) * | 1994-11-14 | 1996-10-01 | Lucent Technologies Inc. | Core insertion method for making optical fiber preforms and optical fibers fabricated therefrom |
| EP0716047A3 (en) * | 1994-12-02 | 1996-10-09 | Fibercore Inc | Method and apparatus for making an optical fiber preform |
| DE69630426T2 (de) * | 1995-08-31 | 2004-08-19 | Sumitomo Electric Industries, Ltd. | Dispersionskompensierende Faser und Verfahren zu ihrer Herstellung |
| KR0184481B1 (ko) * | 1996-06-10 | 1999-05-15 | 김광호 | 광섬유 제조장치의 고생산성 광섬유 인출장치 및 그 인출방법 |
| DE69815853T2 (de) * | 1997-03-27 | 2003-12-24 | Samsung Electronics Co., Ltd. | Vorrichtung und verfahren zum ummanteln eines vorformstabes für optische fasern und verfahren zum ziehen von optischen fasern |
| US6474108B2 (en) * | 1998-02-03 | 2002-11-05 | Sumitomo Electric Industries, Ltd. | Fiber preform method with a hot drill-in step for a Ge-doped tube and an F-doped rod |
| JP3859189B2 (ja) * | 1998-11-09 | 2006-12-20 | 信越石英株式会社 | 光ファイバ用母材の製造方法 |
| US6767579B1 (en) * | 1998-11-24 | 2004-07-27 | Corning Incorporated | Methods for protecting silica-containing article in optical fiber manufacturing |
| US6210487B1 (en) * | 1999-08-26 | 2001-04-03 | Lucent Technologies Inc. | Disposable seal system with integral buffer |
| JP4759816B2 (ja) * | 2001-02-21 | 2011-08-31 | 住友電気工業株式会社 | 光ファイバの製造方法 |
| US6574994B2 (en) | 2001-06-18 | 2003-06-10 | Corning Incorporated | Method of manufacturing multi-segmented optical fiber and preform |
| US20040139765A1 (en) * | 2003-01-16 | 2004-07-22 | Sumitomo Electric Industries, Ltd. | Method of producing optical fiber preform, and optical fiber preform and optical fiber produced with the method |
| KR20050071797A (ko) * | 2004-01-02 | 2005-07-08 | 삼성전자주식회사 | 광섬유 모재 제조 방법 |
| CN103011578B (zh) * | 2012-12-17 | 2014-12-24 | 中天科技精密材料有限公司 | 一种制造凹陷包层超低水峰光纤芯棒的装置及其方法 |
| US9212082B2 (en) | 2012-12-26 | 2015-12-15 | Heraeus Quarzglas Gmbh & Co. Kg | System and method for fabricating optical fiber preform and optical fiber |
| US20140186645A1 (en) * | 2013-01-02 | 2014-07-03 | Ofs Fitel, Llc | Manufacture of bend insensitive multimode optical fiber |
| US10185084B2 (en) * | 2016-02-23 | 2019-01-22 | Corning Incorporated | Layered glass structures |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54135810A (en) | 1978-04-14 | 1979-10-22 | Nippon Telegraph & Telephone | Manufacture of optical fiber parent material |
| JPS5852935B2 (ja) * | 1978-11-20 | 1983-11-26 | 三菱マテリアル株式会社 | 光伝送用素材の製造方法 |
| JPS5924092B2 (ja) * | 1978-12-29 | 1984-06-07 | 三菱マテリアル株式会社 | 光フアイバ母材の製造法 |
| JPS603019B2 (ja) * | 1979-12-06 | 1985-01-25 | 三菱電線工業株式会社 | 光ファイバ母材の製法 |
| DE3031160A1 (de) * | 1980-08-18 | 1982-04-01 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zum reinigen von glasoberflaechen |
| NL8300650A (nl) * | 1983-02-22 | 1984-09-17 | Philips Nv | Werkwijze voor het vervaardigen van een massieve voorvorm voor het trekken van optische vezels. |
| JPS6011244A (ja) * | 1983-06-29 | 1985-01-21 | Hitachi Cable Ltd | 光フアイバの製造方法 |
-
1985
- 1985-04-03 JP JP60069203A patent/JPS61227938A/ja active Granted
-
1986
- 1986-04-01 KR KR1019860002464A patent/KR900002263B1/ko not_active IP Right Cessation
- 1986-04-03 DE DE8686104530T patent/DE3660424D1/de not_active Expired
- 1986-04-03 AU AU55605/86A patent/AU577938B2/en not_active Ceased
- 1986-04-03 EP EP86104530A patent/EP0196671B1/en not_active Expired
-
1987
- 1987-12-21 US US07/139,141 patent/US4793842A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AU5560586A (en) | 1986-10-09 |
| JPS61227938A (ja) | 1986-10-11 |
| US4793842A (en) | 1988-12-27 |
| EP0196671A1 (en) | 1986-10-08 |
| EP0196671B1 (en) | 1988-07-27 |
| DE3660424D1 (en) | 1988-09-01 |
| KR860008093A (ko) | 1986-11-12 |
| AU577938B2 (en) | 1988-10-06 |
| JPH0510288B2 (ko) | 1993-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900002263B1 (ko) | 광파이버용 모재의 제조방법 | |
| US4668263A (en) | Method for producing glass preform for optical fiber | |
| CA1120727A (en) | Method of producing glass optical filaments | |
| US6422042B1 (en) | Rit method of making optical fiber having depressed index core region | |
| US4772302A (en) | Optical waveguide manufacture | |
| EP0915064B1 (en) | Method of making segmented core optical waveguide preforms | |
| Schultz | Fabrication of optical waveguides by the outside vapor deposition process | |
| KR20050031110A (ko) | 저손실 광섬유 및 이의 제조방법 | |
| US5090980A (en) | Method of producing glass bodies with simultaneous doping and sintering | |
| CA1260684A (en) | Optical waveguide manufacture | |
| JP2007513862A (ja) | アルカリがドープされた光ファイバ、そのプリフォームおよびその作成方法 | |
| US6776012B2 (en) | Method of making an optical fiber using preform dehydration in an environment of chlorine-containing gas, fluorine-containing gases and carbon monoxide | |
| US5163987A (en) | Method for producing glass preform for optical fiber | |
| EP1270522B1 (en) | Method for fabricating optical fiber from preforms, using control of the partial pressure of oxygen during preform dehydration | |
| JPH051221B2 (ko) | ||
| JPH062599B2 (ja) | 光フアイバ用母材の製造方法 | |
| JPS6259545A (ja) | 光フアイバ母材の製造方法 | |
| JPS61219733A (ja) | 光フアイバ用母材の製造方法 | |
| CA1261127A (en) | Optical waveguide manufacture | |
| RU2173672C2 (ru) | Способ изготовления заготовок с составной сердцевиной для оптических волноводов (варианты) | |
| JPH0559850B2 (ko) | ||
| JPS63256545A (ja) | 光フアイバ用母材の製造方法 | |
| JPS6120491B2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20030320 Year of fee payment: 14 |
|
| LAPS | Lapse due to unpaid annual fee |