KR890001787B1 - 용융 알루미늄 및 용융 마그네슘 또는 이들의 합금을 처리하기 위한 장치 - Google Patents
용융 알루미늄 및 용융 마그네슘 또는 이들의 합금을 처리하기 위한 장치 Download PDFInfo
- Publication number
- KR890001787B1 KR890001787B1 KR8204616A KR820004616A KR890001787B1 KR 890001787 B1 KR890001787 B1 KR 890001787B1 KR 8204616 A KR8204616 A KR 8204616A KR 820004616 A KR820004616 A KR 820004616A KR 890001787 B1 KR890001787 B1 KR 890001787B1
- Authority
- KR
- South Korea
- Prior art keywords
- ladle
- molten metal
- horizontal axis
- molten
- rotation
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B21/00—Obtaining aluminium
- C22B21/06—Obtaining aluminium refining
- C22B21/066—Treatment of circulating aluminium, e.g. by filtration
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B26/00—Obtaining alkali, alkaline earth metals or magnesium
- C22B26/20—Obtaining alkaline earth metals or magnesium
- C22B26/22—Obtaining magnesium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/05—Refining by treating with gases, e.g. gas flushing also refining by means of a material generating gas in situ
- C22B9/055—Refining by treating with gases, e.g. gas flushing also refining by means of a material generating gas in situ while the metal is circulating, e.g. combined with filtration
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Manufacture And Refinement Of Metals (AREA)
- ing And Chemical Polishing (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Chemical Treatment Of Metals (AREA)
- Water Treatment By Electricity Or Magnetism (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Ceramic Products (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Tunnel Furnaces (AREA)
- Furnace Details (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
Abstract
내용 없음.
Description
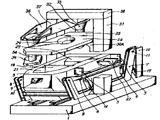
제 1도는 도면을 간단히 하기 위해 칼럼의 일부를 잘라 도시한 사시도.
제 2도는 2중 선회장치의 종단면도.
제 3도는 레이들과 2중 선회장치의 평면도.
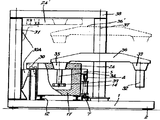
제 4도는 본 발명에 따른 장치의 일부를 절단한 측면도.
제 5도와 제 6도는 처리제를 주입하기 위한 수단으로 사용되는 회전식 주입기를 도시한 도면.
* 도면의 주요부분에 대한 부호의 설명
1 : 고정 프레임 2 : 세트 스크류
3 : 레이들 4 : 받침대
5 : 탭 6 : 고정 스크류
13 : 제 1수평축선 10 : 주조 노즐
13 : 제 2수평축선 14,15 : 잭(jack)
17 : 내화 라이닝 19 : 금속 케이스
18 : 내부 간막이 32 : 잠입식 가열수단
34 : 주입기
본 발명은 용융 알루미늄, 용융 마그네슘 또는 이들의 합금을 처리하기 위한 장치에 관한 것이다.
여기서 "처리"라 함은 일반적으로 용융금속 또는 용융합금으로부터 주물제품의 질을 저하시키는 불순물, 특히 용해기체 및 개재물을 제거하기 위해 행하는 모든 작업을 지칭하는 것으로서, 여과와 같은 물리적인 처리나 플럭스 또는 미세한 기포형상으로 잘게 나눈 활성 또는 불활성 기체와의 접촉과 같은 물리화학적인 처리가 주가된다.
항공공학, 케이스용 스트랩재료, 전해축전기용 박판, 전화기 제조용 미세한 와이어등 경금속 또는 합금으로 제조되는 반제품에 있어서, 미세한 재재물이 제품의 특정의 기계적 특성에 악영향을 미친다는 것이 분석 결과 밝혀졌다.
이하, "금속" 또는 "용융금속"이라 함은 순수 알루미늄, 순수 마그네슘 또는 이들 두 금속의 합금을 의미하는 것으로 사용한다.
용융 금속류(metal stream)를 처리하는데 가장 널리 사용되는 수단은 "레이들"로서, 이것은 일반적으로 금속용기내에 내화 라이닝을 형성한 형태로 되어 있다. 내화 라이닝에는 그 외측에 또는 라이닝과 일체로 가열수단을 설치할 수도 있다. 대부분의 경우, 상기 레이들은 평평한 격벽이나 원형의 격벽에 의해 두개의 구획실로 나누어져 있으며, 상기 구획실의 양자 또는 어느 한쪽의 구획실내에는 종종 알루미나 입자로 구성된 필터재가 충전되며, 또한 상기 두 구획실중 하나에는 기체 또는 불활성 기체(질소, 아르곤) 및/또는 활성기체(염소)의 혼합기체를 주입시키기 위한 수단이 설치되어 있다.
본 기술분야에 해당하는 종래의 기술의 예를 들어보면, 미합중국 특허 제2,840,463호, 제2,863,558호, 제3,010,712, 제3,025,115, 제3,039,864호, 영국특허 제1,266,500호, 제1,367,069호, 제3,870,511호, 제4,040,610호, 제4,047,938호등을 들 수 있다.
그러나, 위와같은 종래의 용융금속 처리장치는 처리된 금속의 순도면(수소함량 및 소위 "최종" 개재물이라고 칭하는 5μm 이하의 개재물의 함량)에서 만족스럽지 못하며, 또한 가열작업, 청정작업, 합금으로부터 순수 금속으로의 신속한 전환, 하나의 합금으로부터 다른 종류의 합금으로의 신속한 전환, 레이들을 비우는 작업, 여과 베드(bed)를 교환하는 작업등 여러가지 면에서 만족스럽지 못하다.
본 발명은 외부 금속케이스, 내부 내화 라이닝, 불순한 용융 금속이 유입되는 후방의 유입통로, 처리된 용융금속을 주조시키기 위한 전방의 주조노즐 및 적어도 하나의 내부 칸막이(18)로 구성되는 레이들을 포함하며, 상기 내부 간막이의 하단과 레이들의 바닥사이에는 용융금속이 순환되는 공간이 형성되어 있으며, 또한 상기 내부 간막이는 상기 레이들을 후방 구획실 및 주조노즐과 연통하는 적어도 하나의 전방 구획실로 분할하며, 상기 레이들은 관절식 프레임에 연결된 지지대에 고정되고, 상기 지지대는 상기 프레임에 대해 주조노즐을 통과하는 제1수평축을 중심으로하여 전방으로 선회작동될 수 있고, 관절식 프레임은 그 자체가 고정 프레임에 연결되어, 그 고정 프레임에 대해 제 2수평축을 중심으로하여 선회작동될 수 있는 구성의 용융 알루미늄, 용융 마그네슘 또는 용융 합금을 처리하기 위한 장치에 관한 것이다.
상기 제 1수평축은 레이들내의 용융금속의 유동방향에 대체로 수직을 이룬다.
상기 제 2수평축은 제 1수평축에 대해 수직하거나 평행하며, 후방 선회작동을 가능하게 한다.
또한, 본 장치에는 레이들내에는 내화 라이닝으로부터 독립되어 착탈 가능하게 설치된 가열수단이 포함된다. 또한, 본 장치에는 액체, 고체, 기체 또는 증기상의 처리제를 주입하기 위한 수단과, 상기 내부 기체 가열수단 및 처리제 주입수단을 교대로 전진, 후퇴시키는 수단이 장착되어 있다.
내화 라이닝은 외부의 금속 케이스와 접촉되는 열 전도도가 낮은 제 1절연층과, 용융금속과 처리제에 대해 화학적으로 불활성인 내화재 층으로 되어 있다.
상기 레이들의 제 2구획실 내에는 용융금속을 여과하는 수단이 제공되어 있고, 또한 이 레이들에는 장착시에 밀봉이되는 덮개가 구비되어 있으며, 이 덮개의 일부는 처리작업중에 형성된 슬러지를 제거할 수 있도록 분리 즉 이동이 가능하게 되어 있다.
이하, 도면을 참고로 하여 본원 발명에 대해 상세히 설명한다.
고정 프레임(1)에는 조립체의 수평도 조정을 위한 세트스크류(2)가 설치되어 있다. 레이들(3)은 탭(5)에 의해 두개의 아암으로 형성된 받침대(4)에 지지되며, 볼트와 같은 착탈가능한 체결수단에 의해 고정되어 있다. 두개의 소틉스크류(6)에 의해 작업 위치에서의 레이들의 수평도 조절울 하기 위한 것이다. 상기 받침대(4)는 관절식 프레임(7)의 두개의 베어링(8)을 중심으로 하여 관절운동을 하며, 상기 베어링(8)의 수평 회전축선(9)는 주조노즐(10)을 통과한다.
상기 관절식 프레임(7)은 고정프레임(1)에 고정된 두개의 지지대(12)상에 2개의 베어링(11)의 수평 회전축선(13)을 중심으로하여 관절 운동한다.
상기 지지대(12)에 대한 관절식 프레임(7)의 수평 회전축선(13)은 상기 받침대의 수평 회전축선에 평행하다. 이러한 배열은 반드시 필요한 것은 아니며, 상기 관절식 프레임의 수평 회전축선(13)은 받침대의 수평회전축선(9)에 수직하게 배열시킬수도 있는데, 그것은 이들 두 수평 회전축선이 두쌍의 잭(14,15)에 의해 상호 독립적으로 제어되기 때문이다.
받침대(4)에 작용하는 제1잭(14)는 레이들을 주조노즐(10)을 통과하는 축선을 중심으로 하여 위치(3')(제2도에서 파선으로 표시됨)으로 선회운동시킬 수 있으며, 이때 레이들내의 용융금속은 매우 신속하게 흘러나간다. 내화 라이닝(17)의 전방부는 경사를 이루고 있으므로 레이들을 수직으로 세우지 않아도 용융금속이 완전히 흘러나갈 수 있으며, 따라서 잭(14)가 이동해야할 거리는 감소된다. 관절식 프레임(7)에 작용하는 제 2잭(15)는 레이들을 위치(3")(제2도에서 파선으로 표시됨)으로 선회운동 시킬 수 있다. 이때 레이들을 깨끗하게 청정시킬 수 있는데, 있는데 레이들의 청정작업은 레이들내에 수용되는 금속 또는 합금의 종류를 바꿀때 필요한 작업으로서 청정이 불완전하면 처리된 금속의 질이 저하하게 된다. 또한 이 선회위치(3")에서는 내부 라이닝(17)과 내부 간막이(18)을 점검 및 수리를 할 수 있다.
전술한 바와같이 관절식 프레임(7)의 선회운동을 받침대의 수평 회전축선(9)에 수직한 수평축선을 중심으로 하여 발생시킬 수도 있다. 이와같은 축방향 선회운동은 전술한 후방 선회위치(3")와 동일한 효과를 가지는 것으로서 작업장의 배열에 따라 적절히 선택해서 사용한다.
금속 케이스(19)에 의해 지지되는 내화 라이닝(17)은 내측부와, 외측부의 두 부분으로 이루어져 있다. 외측부는 금속케이스와 접촉하는 부분으로서 단열체 역할을 하도록 열전도도가 낮은 재료로 구성되며, 내측부는 용융금속과 접촉하는 부분으로서 용융금속과 여러가지의 처리제에 대해 화학적으로 불활성인 내화제로 구성되어 있다. 내부 간막이(18)은 레이들을 후방 구획실(20)과 전방 구획실(21)로 구획한다. 여기서"후방"또는 "전방"이라하는 용어는 용융금속 유입통로(22)로부터 주조노즐(10)을 통해 흐르는 용융금속의 유동방향을 기준으로 하여 사용한 용어이다. 도면에 도시한 실시예의 경우, 용융금속 유입통로(22)는 후방 구획실(20)의 일측부에 구비되어 있다. 레이들의 측방 선회운동을 하도록 설계했을 경우 유입통로(22)는 레이들의 측방이나 후방에 위치시킬 수 있다.
주조노즐(10)과 용금 유출통로(23)의 연결부는 경합금 기술분야에서 잘 알려져 있는 수단을 이용하여 제작한다.
내막 간막이(18)은 열전도도가 높은 재료로 구성하는 것이 바람직하며 또한, 내화 라이닝(17)을 손상시키지 않고 착탈시킬수 있어야 한다.
위의 경우에는 단지 한개의 내부 간막이만을 사용하였으나 여러개의 간막이로 레이들을 여러 구획실로 구획하여 각 구획실마다 각각 다른 처리작업, 즉 여과, 불활성 또는 활성기체 주입작업, 플럭스 혼합등을 실시하게 할 수도 있다. 예를들면, 전방 구획실에는 세립의 알루미나 입자 또는 플럭스 입자로 구성된 여과수단을 설치하고 있다.
레이들(3)에는 또한 내화절연 라이닝 및 금속으로 구성되는 덮개(24)가 구비되어 있다.
레이들(3)에 설치된 덮개(24)의 후부(25)는 예를들면 사프트(26)을 중심으로한 회전에 의해 들어올릴 수 있게 하는 것이 바람직하다. 내부 라이닝(17)의 후방부(27)은 처리작업중에 생성된 슬러지를 제거하기 쉽도록 약간 경사를이루고 있으므로, 처리 작업중에도 덮개(24)의 후부(25)를 열고 제거도구룰 이용하여 용이하게 슬러지를 제거할 수 있다.
레이들의 덮개에는 개스킷(28)을 설치하여 덮개가 레이들을 밀봉상태로 덮을 수 있도록 함으로써 처리작업중에 생성된 기체는 용융금속 유입채널(22)을 통해서만 배출되게 하여 기체의 수집을 용이하게 한다.
덮개(24)에는 또한 레이들내의 용융금속내에 가열수단이나 처리제 주입수단을 도입시키기 위한 개구(29)가 형성되어 있다. 여기서 "처리제"라 함은 고체, 액체, 기체 또는 증기상의 처리제를 뜻한다.
레이들이 대형인 경우, 덮개(24)에는 2개 이상의 개구(29)를 형성하여 여러개의 가열수단 또는 처리제 주입수단을 레이들내에 도입시킬수 있도록 할수도 있다.
레이들의 선회작동시에는 덮개(24)를 예로써 위치(24')로 상승시킴으로써 레이들로부터 덮개(24)를 분리시킨다.
덮개(24)에는 고정프레임(1)에 연결된 승가 칼럼(31)에 위치한 기계적 혹은 유압식 승강수단에 연결된 승강부재(30A)가 설치되어 있다.
가열수단은 라이닝(17)의 외측에 또는 라이닝과 일체로 설치한 종래의 기술의 문제점을 해소하기 위해 본 발명에서는 라이닝과 무관하게 이동이 가능한 잠입식(immersion)가열기를 채택하고 있다. 이러한 기술은 종래에는 전혀 사용된 바 없는 것이다. 잠입식 가열기(32)의 열원은 예를들면 전기 저항체이며, 그 외부에는 열전도성이 우수하고, 내열충격 강도가 우수하고, 용융금속에 대해 화학적으로 안정하고, 또한 용융금속의 침투를 방지할 수 있는 재료가 피복되어 있다.
600kg의 용융 알루미늄을 수용할 수 있는 레이들에 있어서, 비어있는 레이들을 20KW의 잠입식 가열기를 이용하여 약 30분에 걸쳐 20-700℃의 온도로 예열시키고, 용융금속이 충만되어 있거나, 비어있는 레이들은 적절히 조절함에 의해 약 750℃의 온도에 유지할 수있다. 내부 간막이(18)은 열전도성이 우수하므로 인접 구획실로의 열전달도 우수하다.
잠입식 가열기32)의 지지체(33)는 원추형 슬리이브으로 구성되어 있으며, 그 원추형상은 덮개의 개구(29)의 원추형상과 일치되므로 상기 지지체가 덮개의 개구(29)에 정확하게 위치할 수 있음은 물론이고 밀봉결합도 달성된다.
마찬가지로, 처리제를 주입하는 주입기(34)의 지지체(35)도 원추형 슬리이브로 구성되어 있다.
잠입식 가열기(32)와 처리제 주입기(34) 사이의 교환을 신속하게 실시하기 위해 두 장치들은 칼럼(37)에 지지된 조작부재(36)이 설치되어 있다. 이 조작부재(36)은 칼럼(37)상의 기계적 또는 유압익 승강수단에 열결되어 있으며, 이 조작부재(36)은 그 상승 위치(36')위치에서 그 축선을 중심으로 선회하여 잠입식 가열기(32)와 처리제 주입기(34)를 상호 교환해 주게 된다.
상기 두개의 칼럼(31)(37)은 수평 비임(38)에 의해 연결되어 있으며, 이 수평비임(38)은 착탈이 가능하게 되어 있으므로 레이들의 제거시와 같은 경우에는 분리가능하다.
본 발명의 장치는 알루미늄, 알루미늄 합금, 마그네슘 및 마그네슘 합금의 정제작업을 위한 주지의 기술과 조합하여 사용할 수도 있다.
불활성 기체 및/또는 활성기체 주입기로서는 고정형 주입기(다공성 주입봉) 또는 프랑스공화국 특허출원 제2,491,954호에 기재되어 있는 바와같은회전식 주입기가 적합하다. 상기 특허의 회전식 주입기는 정지시에 레이들의 바닥면에 위치한 기체주입 스토퍼상에 그 하단부가 지지되며, 또한, 상기 스토퍼를 통해 방출되는 기체의 압력에 의해 상승하게 되어 있는 주입장치로서, 외부에서 가해지는 토크에 의해 자유롭게 회전하여 다수의 미세한 기포를 분산하도록 되어 있다. 또한, 프랑스공화국 특허출원 제8,116,735호의 용기내에 수용된 용융금속을 처리하기 위한 회전식 기체분산 장치는 블레이드(40)을 구비한 원통형 로우터(39)를 구비하며, 이 원통형 로우터(39)에는 기체공급용 중공 구동 사프트(41)가 연결되어 있다. 상기 로우터에는 다수쌍의 도관(42)가 형성되어 있으며, 각 쌍의 도관은 용융금속용 도관(43)과 기체용 도관(44)로 구성되어 있으며, 이들 두 도관은 로우터의 측면상의 동일 위치(45)에서 만나게 설계되어 있어서, 이 위치(45)에서 용융금속-기체의 미세한 분산물이 얻어지고, 이 분산물은 블레이드(40)에 의해 용융금속욕 내로 분산된다.
프랑스공화국 특허출원 제8,106,134호의 장치는 처리제 주입기에 처리제를 공급하는 장치로서, 이 장치는 실온에서 액체상태인 할로겐화물의 탱크를 포함하고 있으며, 이 탱크는 계량용 마이크로 펌프의 유입구에 연결되고, 그 출구는 가열수단을 장착한 증발기 및 불활성 기체 공급원에 연결된다. 이 기체 공급원에는 압력 제어기 및 유량 제어기가 설비되어 있으며 또한 증발기와 처리제 주입기(34) 사이를 연결하는 연결도관이 설비되어 있다.
후방 구획실내에서 처리중에 있는 용융금속에 주지되어 있는 바와같이 처리온도에서 액체 또는 고체인 할로겐화 플럭스를 피복시킬 수 있다.
또한, 전방 구획실내에는 알루미나 입자 또는 플럭스 입자와 같은 여러가지 여과재를 설치할 수 있다.
위와같은 고체 플럭스 입자로 구성된 여과재 베드는 프랑스공화국 특허 제2,463,816호에 기재되어 있는 교환이 가능한 카트리지를 이용하여 장착 및 교환이 가능하다. 이 경우 상4기 카트리지의 벽은 전방 구획실과 후방 구획실을 분리시키는 간막이 열할을 하게 된다.
또한, 프랑스특허 제2,446,862호에 기재된 바와같이 소결된 플럭스로 제조된 여과블록을 사용하여 용융금속을 여과시킬 수도 있다.
제 1도 내지 제6도에 도시된 바와같은 두개의 처리용 레이들을 제작했다.
제 1레이들은 용융 알루미늄 600kg을 수용할 수 있는 용량으로서 시간당 10톤까지의 용융 알루미늄을 처리할 수 있도록 했다. 이때 레이들내에서의 용금의 체류시간은 3.5분이다. 처리제 주입기는 제 5도 및 제6도에 도시된 바와같은 쌍을 이룬 도관을 구비한 로우터 형태의 주입기를 사용했다. 아르곤-염소(5%)의 혼합 기체를 6톤/시간의 용금의 유량에 대해 4N㎥/시간의 유속으로 주입시켰다.
제 2레이들은 용융 알루미늄 2,400kg을 수용할 수 있는 용량으로서 시간당 40톤을 처리한다. 이 레이들에는 두개의 회전식 주입기가 구비되어 있으며, 이 주입기는 여러쌍의 도관에 의해 아르곤-염소(5%) 혼합 기체를 16N㎥/시간의 유량으로 공급한다.
다음의 조성을 가지는 2014 합금을 이용한 실험을 실시했다.
동 4.40%
마그네슘 0.50%
망 간 0.08%
실 리 콘 0.90%
알루미늄 잔부
이 합금의 처리전후의 수소함량은 다음과 같다.
처리 전 : 0.75㎤/100g
처리 후 : 0.10㎤/100g
0.10㎤/100g과 같은 정도의 수소함량은 현재 항공기 구조물의 제작에 요구되는 바람직한 한계이다.
본 발명의 장점
1. 주조작업시의 종료시에 레이들을 전방으로 선회운동 시킴에 의해 레이들내의 용융금속을 완전히 제거할 수 있다. 따라서, 용융금속의 손실이 없고 전처리 작업의 용융금속과 후속 처리작업의 용융금속이 혼합될 염려가 전혀 없다.
2. 같은 방법으로, 전방 선회운동에 의한 용융금속 또는 용융합금의 순간적인 교환에 의해 서로 반응할 수 없는 (incompatible) 합금으로도 연속 주조 또는 간헐 주조작업을 실시할 수 있다.
3. 레이들의 덮개의 착탈가능한 부분을 통해 처리작업 도중에 레이들을 청정하는 것이 용이하다. 이는 특히 장기간의 연속 주조 작업시에 유용하다.
4. 처리작업이 끝났을때 비어있는 레이들을 후방으로 선회(경우에 따라 측방선회)시킴에 의해 레이들내에 남아있는 슬러지나 응고된 금속을 용이하게 제거할 수 있다.
5. 가열수단이 레이들로부터 독립적으로 설치되어 있으므로 처리작업을 중단시키지 않고도 교체 또는 수리가 가능하다(잠입식 가열수단의 교환에 소요되는 시간을 1시간 이하이다).
6. 주조작업의 초기에 용융금속을 급속히 과열시킬 수 있다.
7. 잠입식 가열수단을 사용함으로써 내화재 및 절연재의 두께을 두껍게 할 수 있고, 따라서 레이들의 열절연 효과가 양호하다. 특히, 이 가열수단을 정밀한 제어장치에 의해 제어해주면 에너지 수율이 극히 좋아진다.
8. 처리제 주입기를 자유롭게 선택할 수있다. 즉, 로타리 형식이든지 고정식이든지 쉽게 채택할 수 있다.
9. 주입기와 잠입식 가열수단을 신속하게 교환할 수 있어서, 원하는 기능을 원하는 시간에 발휘시킬 수 있다.
10. 레이들의 덮개를 신속하게 제거 또는 교환할 수 있어서, 육안검사, 청정, 플럭스의 첨가등이 용이하다.
11. 레이들이 구조가 간단하고 구성재료의 선택에 의해 공기 및 처리제에 의한 산화가 최소화 한다.
12. 유입통로에서 가스 생성물을 수집하기가 용이하다.
본 발명의 장치는 완전 자동화가 가능하다. 즉, 전후방 선회운동, 레이들 덮개의 열고 닫음, 잠입식 가열수단 및 처리제 주입기의 승강, 교환, 위치설정, 예열, 온도유지등의 작동을 여러가지 필요한 안전인자 및 억제인자를 이용하여 프로그램화 하는것이 가능하다. 또한, 레이들의 덮개, 잠입식 가열수단 및 처리제 주입기의 상승 및 하강, 선회작동을 위한 여러가지 잭의 유압장치를 집중 제어방식으로 제어하는 것도 가능하다.
이상의 기재에서는 알루미늄, 마그네슘, 알루미늄 합금, 미그네슘 합금을 처리할 수 있는 것으로 기술하여지만, 이들 금속 및 합금과 비슷한 용점을 가지는 그외의 금속들도 처리할 수 있다 즉, 청동, 황동 또는 구리-알루미늄 합금과 같은 구리합금, 아연, 납, 구리, 주석등을 정제 및 정련 처리하는데 본원 발명의 장치를 사용할 수있다.
Claims (7)
- 외부금속 케이스, 내부 내화 라이닝(17), 불순한 용융금속이 유입되는 후방의 유입통로(22), 처리된 용융금속을 주조시키기 위한 전방의 주조노즐(10) 및 적어도 하나의 내부 간막이(18)로 구성되는 레이들(3)을 포함하며, 상기 내부 간막이의 하단과 레이들의 바닥사이에는 용융금속이 순환되는 공간이 형성되어 있으며, 또한 상기 내부 간막이는 상기 레이들을 후방 구획실(20) 및 주조노즐(10)과 연통하는 적어도 하나의 저방 구획실(21)로 분할하는 구성의 용융 알루미늄, 용융 마그네슘 또는 용융합금을 처리하기 위한 장치에 있어서, 상기 레이들(3)이 관절식 프레임(7)에 연결된 받침대(4)에 고정되고, 상기 받침대는 상기 프레임(7)에 대해 주조노즐(10)을 통과하는 제1수평 회전축선(9)를중심으로 하여 전방으로 선회작동 될 수 있으며, 관절식 프레임(7)은 그 자체가 고정 프레임(1)에 연결되어, 그 고정프레임에 대해 제 2수평 회전축선(13)을 중심으로 하여 선회작동 할수 있고, 상기 제1수평 회전축선(9)은 레이들내의 용융금속의 흐름방향에 대해 대체로 수직을 이루며, 내부 가열을 위해 라이닝(17)으로부터 독립되어 지지체(33)에 고정된 잠입식 가열기(32)가 포함되어 있으며, 상기 내부 간막이(18)은 열전도성이 좋은 재료로 구성되어 있으며, 또한 하나 이상의 액체, 고체, 기체, 또는 증기상의 처리제를 주입시키기 위한 하나 이상의 주입기(34)가 설치되어 있는 것을 특징으로 하는 알루미늄 및 마그네슘 용융 금속 또는 합금을 처리하기 위한 장치.
- 제 1항에 있어서, 제2수평 회전축선(13)이 제 1수평 회전축선(9)에 평행한 것을 특징으로 하는 알루미늄 및 마그네슘 용융금속 또는 합금을 처리하기 위한 장치.
- 제 1항에 있어서, 잠입식 가열기와 주입기를 레이들(3)내로 교대로 전진, 후퇴시킬 수 있도록 기계적 또는 유압식 승강수단에 의해 상하운동 및 선회 가능하게 설치된 조작부재(36)에 장착시킨 것을 특징으로 하는 알루미늄 및 마그네슘 용융금속 또는 합금을 처리하기 위한 장치.
- 제 1항에 있어서, 잠입식 가열기용 지지체(33) 및 주입기용 지지체(35)의 형상과 칫수와 일치하는 형상과 칫수로된 하나 이상의 개구(29)를 구비하는 밀봉덮개(24)를 구비함으로써 상기 각 지지체(33)(35)와 상기 개구(29)가 정확한 위치에서 밀봉 결합되도록 한 것을 특징으로 하는 알루미늄 및 마그네슘 용융금속 또는 합금을 처리하기 위한 장치.
- 제 1항에 있어서, 승강칼럼(31)에 장착된 기계적 또는 유압식 승강수단에 의해 상하운동이 가능하게 열결된 승강부재(30A)로 구성된 덮개(24)를 분리시키는 수단을 구비하는 것을 특징으로 하는 알루미늄 및 마그네슘 용융금속 또는 합금을 처리하기위한 장치.
- 제 1항에 있어서, 덮개(24)가 후방부(27)위에서 처리중 형성된 슬러지를 제거할 수 있도록 이동분리 가능한 덮개후부(25)를 가지고 있는 것을 특징으로 하는 알루미늄 및 나그네슘 용융 금속 또는 합금을 처리하기 위한 장치.
- 제 1항에 있어서, 상기 전방 구획실은 세립의 알루미나 입자 또는 플럭스 입자로 구성된 여과수단을 포함하는 것을 특징으로 하는 알루미늄 및 마그네슘 용융금속 또는 합금을 처리하기 위한 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8119710A FR2514370B1 (fr) | 1981-10-14 | 1981-10-14 | Dispositif pour le traitement, au passage, d'un courant de metal ou alliage liquide a base d'aluminium ou de magnesium |
| FR81-8119710 | 1981-10-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR890001787B1 true KR890001787B1 (ko) | 1989-05-22 |
Family
ID=9263215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8204616A KR890001787B1 (ko) | 1981-10-14 | 1982-10-14 | 용융 알루미늄 및 용융 마그네슘 또는 이들의 합금을 처리하기 위한 장치 |
Country Status (27)
| Country | Link |
|---|---|
| US (1) | US4443004A (ko) |
| EP (1) | EP0077282B1 (ko) |
| JP (2) | JPS5874248A (ko) |
| KR (1) | KR890001787B1 (ko) |
| AT (1) | ATE11573T1 (ko) |
| AU (1) | AU550685B2 (ko) |
| BR (1) | BR8205976A (ko) |
| CA (1) | CA1193096A (ko) |
| CS (1) | CS264309B2 (ko) |
| DD (1) | DD203747A5 (ko) |
| DE (1) | DE3262161D1 (ko) |
| DK (1) | DK158324C (ko) |
| ES (1) | ES8307300A1 (ko) |
| FR (1) | FR2514370B1 (ko) |
| GR (1) | GR70731B (ko) |
| HK (1) | HK27786A (ko) |
| HU (1) | HU191190B (ko) |
| IE (1) | IE53901B1 (ko) |
| IN (1) | IN156683B (ko) |
| NO (1) | NO160529C (ko) |
| PL (1) | PL130884B1 (ko) |
| RO (1) | RO85570B (ko) |
| SU (1) | SU1279535A1 (ko) |
| TR (1) | TR21776A (ko) |
| UA (1) | UA5552A1 (ko) |
| YU (1) | YU43099B (ko) |
| ZA (1) | ZA827492B (ko) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60204842A (ja) * | 1984-03-29 | 1985-10-16 | Showa Alum Corp | 溶融マグネシウムの処理方法 |
| JPS60208432A (ja) * | 1984-03-30 | 1985-10-21 | Showa Alum Corp | 溶融金属の処理装置 |
| FR2562912B2 (fr) * | 1984-04-13 | 1989-11-17 | Pechiney Aluminium | Perfectionnement au dispositif de traitement, au passage, d'un courant de metal ou alliage liquide a base d'aluminium ou de magnesium |
| DE3564449D1 (en) * | 1984-11-29 | 1988-09-22 | Foseco Int | Rotary device, apparatus and method for treating molten metal |
| JPS62205235A (ja) * | 1986-03-05 | 1987-09-09 | Showa Alum Corp | 溶融金属の処理装置 |
| JPH01271059A (ja) * | 1988-04-21 | 1989-10-30 | Honda Kinzoku Gijutsu Kk | 金属連続溶解保持炉 |
| FR2652018B1 (fr) * | 1989-09-20 | 1994-03-25 | Pechiney Rhenalu | Dispositif de traitement au moyen de gaz d'un bain liquide d'aluminium de grande surface maintenu a l'etat stationnaire dans un four. |
| FR2669041B1 (fr) * | 1990-11-09 | 1994-02-04 | Sfrm | Procede pour le traitement d'un metal en fusion et son transfert dans un espace recepteur et systeme pour la mise en óoeuvre de ce procede. |
| US5364078A (en) * | 1991-02-19 | 1994-11-15 | Praxair Technology, Inc. | Gas dispersion apparatus for molten aluminum refining |
| US5234202A (en) * | 1991-02-19 | 1993-08-10 | Praxair Technology, Inc. | Gas dispersion apparatus for molten aluminum refining |
| FR2712217B1 (fr) * | 1993-11-12 | 1995-12-22 | Pechiney Rhenalu | Poche de traitement de métal liquide de faible encombrement et de performances améliorées. |
| US5660614A (en) * | 1994-02-04 | 1997-08-26 | Alcan International Limited | Gas treatment of molten metals |
| US5527381A (en) * | 1994-02-04 | 1996-06-18 | Alcan International Limited | Gas treatment of molten metals |
| US5718416A (en) * | 1996-01-30 | 1998-02-17 | Pyrotek, Inc. | Lid and containment vessel for refining molten metal |
| US6217631B1 (en) * | 1996-07-17 | 2001-04-17 | C. Edward Eckert | Method and apparatus for treating molten aluminum |
| US6056803A (en) * | 1997-12-24 | 2000-05-02 | Alcan International Limited | Injector for gas treatment of molten metals |
| JP4248798B2 (ja) * | 2002-02-14 | 2009-04-02 | 株式会社パイロテック・ジャパン | インライン脱ガス装置 |
| JP6317604B2 (ja) * | 2014-03-20 | 2018-04-25 | 東京窯業株式会社 | 気泡の放出分散装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2840463A (en) * | 1954-05-13 | 1958-06-24 | Aluminum Co Of America | Degassing and purifying molten aluminous metal |
| DE1207554B (de) * | 1962-03-21 | 1965-12-23 | Bbc Brown Boveri & Cie | Wahlweise um zwei verschiedene Kippachsen kippbarer rinnenloser Induktions-Tiegelofen |
| DE1758685A1 (de) * | 1968-08-23 | 1971-03-11 | Hermann Zepernick | Tiegelofen mit zwei Schwenkachsen |
| US3870511A (en) * | 1971-12-27 | 1975-03-11 | Union Carbide Corp | Process for refining molten aluminum |
| JPS5043129U (ko) * | 1973-08-23 | 1975-05-01 | ||
| US3958980A (en) * | 1974-11-08 | 1976-05-25 | Union Carbide Corporation | Process for removing alkali-metal impurities from molten aluminum |
| GB1522957A (en) * | 1974-12-12 | 1978-08-31 | British Steel Corp | Removal of sulphur from molten metal |
| CH595452A5 (ko) * | 1975-04-29 | 1978-02-15 | Alusuisse | |
| JPS5237518A (en) * | 1975-09-22 | 1977-03-23 | Hitachi Ltd | Automatic pouring device |
| US4008884A (en) * | 1976-06-17 | 1977-02-22 | Alcan Research And Development Limited | Stirring molten metal |
| US4040610A (en) * | 1976-08-16 | 1977-08-09 | Union Carbide Corporation | Apparatus for refining molten metal |
| US4090054A (en) * | 1976-10-12 | 1978-05-16 | Brown Boveri Corporation | Electrical preheating apparatus |
-
1981
- 1981-10-14 FR FR8119710A patent/FR2514370B1/fr not_active Expired
-
1982
- 1982-08-24 IN IN980/CAL/82A patent/IN156683B/en unknown
- 1982-09-28 US US06/425,448 patent/US4443004A/en not_active Expired - Fee Related
- 1982-10-07 PL PL1982238536A patent/PL130884B1/pl unknown
- 1982-10-07 CS CS827178A patent/CS264309B2/cs unknown
- 1982-10-07 CA CA000413030A patent/CA1193096A/fr not_active Expired
- 1982-10-08 YU YU2273/82A patent/YU43099B/xx unknown
- 1982-10-08 TR TR21776A patent/TR21776A/xx unknown
- 1982-10-08 DD DD82243876A patent/DD203747A5/de not_active IP Right Cessation
- 1982-10-08 JP JP57177457A patent/JPS5874248A/ja active Granted
- 1982-10-11 SU SU823500155A patent/SU1279535A1/ru active
- 1982-10-11 RO RO108775A patent/RO85570B/ro unknown
- 1982-10-11 GR GR69500A patent/GR70731B/el unknown
- 1982-10-11 UA UA3500155A patent/UA5552A1/uk unknown
- 1982-10-12 EP EP82420144A patent/EP0077282B1/fr not_active Expired
- 1982-10-12 DE DE8282420144T patent/DE3262161D1/de not_active Expired
- 1982-10-12 AT AT82420144T patent/ATE11573T1/de active
- 1982-10-13 IE IE2477/82A patent/IE53901B1/en unknown
- 1982-10-13 ES ES516442A patent/ES8307300A1/es not_active Expired
- 1982-10-13 HU HU823254A patent/HU191190B/hu not_active IP Right Cessation
- 1982-10-13 NO NO823419A patent/NO160529C/no unknown
- 1982-10-13 ZA ZA827492A patent/ZA827492B/xx unknown
- 1982-10-13 AU AU89318/82A patent/AU550685B2/en not_active Ceased
- 1982-10-13 DK DK453082A patent/DK158324C/da not_active IP Right Cessation
- 1982-10-13 BR BR8205976A patent/BR8205976A/pt not_active IP Right Cessation
- 1982-10-14 KR KR8204616A patent/KR890001787B1/ko not_active IP Right Cessation
-
1984
- 1984-10-15 JP JP59216028A patent/JPS60121042A/ja active Pending
-
1986
- 1986-04-17 HK HK277/86A patent/HK27786A/xx unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR890001787B1 (ko) | 용융 알루미늄 및 용융 마그네슘 또는 이들의 합금을 처리하기 위한 장치 | |
| US4867422A (en) | Rotary device, apparatus and method for treating molten metal | |
| US4673434A (en) | Using a rotary device for treating molten metal | |
| EP0183402B1 (en) | Rotary device, apparatus and method for treating molten metal | |
| CA1314144C (en) | Apparatus for the on-line treatment of degassing and filtration of aluminum and its alloys | |
| KR890003663B1 (ko) | 용융 알루미늄 합금에서의 마그네슘 제거를 위한 염소 처리용 래들 | |
| EP0217438B1 (de) | Verfahren und Vorrichtung zur Herstellung von Lithiummetall hoher Reinheit durch Schmelzflusselektrolyse | |
| JP3003914B2 (ja) | 活性金属を含有する銅合金の製造方法 | |
| US5913353A (en) | Process for casting light metals | |
| JP2006176874A (ja) | 気泡の放出分散装置ならびに溶湯処理方法および溶湯処理装置 | |
| KR930003636B1 (ko) | 2단계 알루미늄 정련도 | |
| CN112575231A (zh) | 一种a356高强铝合金的真空精炼变质处理方法 | |
| EP0109170A1 (en) | Improvements in casting aluminium alloys | |
| US3273212A (en) | Method of operating an electric furnace | |
| US4049248A (en) | Dynamic vacuum treatment | |
| EP0152790A1 (en) | Method of and apparatus for adding heat to molten metal, and also application of the method | |
| CN212976696U (zh) | 一种工业硅冶炼抬包分配器 | |
| RU2209842C2 (ru) | Способ плавки и литья металла | |
| WO2023012580A1 (en) | A process for electric degassing of molten aluminum | |
| RU2033451C1 (ru) | Способ получения литиево-алюминиевого сплава и устройство для его осуществления | |
| SU1752800A1 (ru) | Способ рафинировани алюмини и его сплавов | |
| JP2004277775A (ja) | 溶融金属の精製装置 | |
| DE1140349B (de) | Einrichtung zur Behandlung metallischer Schmelzen | |
| JPS6173813A (ja) | 清浄鋼の製造方法および装置 | |
| JPH02121767A (ja) | 鋳造炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| N231 | Notification of change of applicant | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19940421 Year of fee payment: 6 |
|
| LAPS | Lapse due to unpaid annual fee |