KR20180136498A - 유리를 가공하기 위한 방법 및 장치 - Google Patents
유리를 가공하기 위한 방법 및 장치 Download PDFInfo
- Publication number
- KR20180136498A KR20180136498A KR1020187033243A KR20187033243A KR20180136498A KR 20180136498 A KR20180136498 A KR 20180136498A KR 1020187033243 A KR1020187033243 A KR 1020187033243A KR 20187033243 A KR20187033243 A KR 20187033243A KR 20180136498 A KR20180136498 A KR 20180136498A
- Authority
- KR
- South Korea
- Prior art keywords
- pressure tank
- opening
- orifice
- glass
- molten glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/065—Forming profiled, patterned or corrugated sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B13/00—Rolling molten glass, i.e. where the molten glass is shaped by rolling
- C03B13/04—Rolling non-patterned sheets continuously
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/064—Forming glass sheets by the overflow downdraw fusion process; Isopipes therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/067—Forming glass sheets combined with thermal conditioning of the sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
-
- Y02P40/51—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Joining Of Glass To Other Materials (AREA)
- Glass Compositions (AREA)
Abstract
Description
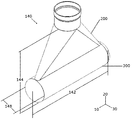
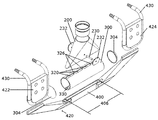
도 2는 본 개시에 따른 예시적인 유리 성형 장치의 사시도이다.
도 3은 도 1의 상기 유리 성형 장치의 분해 사시도이다.
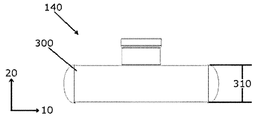
도 4는 본 개시에 따른 압력 탱크의 사시도이다.
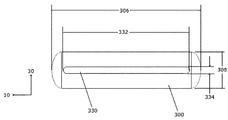
도 5는 도 4의 상기 압력 탱크의 저면도이다.
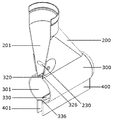
도 6은 도 1의 상기 유리 성형 장치의 측면도이다.
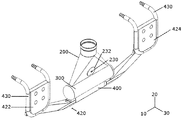
도 7은 본 개시에 따른 또다른 유리 성형 장치의 사시도이다.
도 8은 도 5의 상기 유리 성형 장치의 분해 사시도이다.
도 9는 본 개시에 따른 압력 탱크의 상면도이다.
도 10은 도 8의 상기 압력 탱크의 저면도이다.
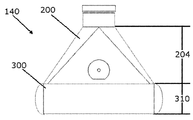
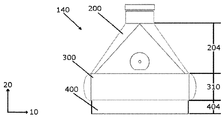
도 11은 본 개시에 따른 또다른 유리 성형 장치의 정면도이다.
도 12는 도 11의 상기 유리 성형 장치의 측면도이다.
도 13은 도 11에 도시된 상기 유리 성형 장치의 절단도이다.
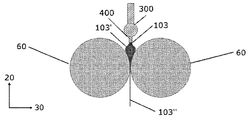
도 14는 성형 롤들을 포함하는 도 11의 상기 유리 성형 장치의 측면도이다.
도 15는 상기 유리 성형 장치를 통한 유체 흐름의 예측을 나타내는 도 11의 상기 유리 성형 장치의 사시도이다.
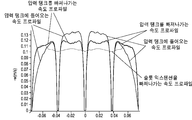
도 16은 도 11의 상기 유리 성형 장치를 통한 용융 유리의 속도 프로파일들을 나타내는 그래프이다.
도 17은 상기 유리 성형 장치의 표면 본 미제스 응력(MPa)의 예측을 나타내는 도 11의 상기 유리 성형 장치의 측면도이다.
도 18은 본 개시에 따른 또다른 유리 성형 장치의 측면도이다.
실시예들의 특징들 및 이점들이 도면들과 함께 아래 제시된 상세한 설명으로부터 보다 명백해질 것이며, 도면들에서 동일한 참조 기호들은 대응하는 구성 요소들을 지칭한다.
Claims (31)
- 트랜지션 챔버를 포함하는 상부 트랜지션 부재; 및
상기 상부 트랜지션 부재에 부착된 압력 탱크를 포함하고,
상기 압력 탱크 내의 챔버가 상기 트랜지션 챔버와 유체 상통(fluid communication)하도록 상기 압력 탱크는 상부 오리피스(orifice) 및 하부 오리피스를 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 1에 있어서,
상기 상부 오리피스에 걸쳐 위치된 상부 압력 탱크 서포트;
상기 하부 오리피스에 걸쳐 위치된 하부 압력 탱크 서포트; 및
슬롯 익스텐션의 내부 영역이 상기 압력 탱크와 유체 상통하도록 상기 압력 탱크에 부착된 상기 슬롯 익스텐션;을 더 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 상부 오리피스에 걸쳐 위치되는 제2 상부 압력 탱크 서포트를 더 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 하부 오리피스에 걸쳐 위치되는 제2 하부 압력 탱크 서포트를 더 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 상부 오리피스는 제1 상부 개구 및 제2 상부 개구를 포함하고,
상기 상부 압력 탱크 서포트는 상기 제1 상부 개구와 상기 제2 상부 개구 사이에 위치되고,
상기 상부 압력 탱크 서포트는 상기 압력 탱크의 벽 내에 일체로 형성되는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 하부 오리피스는 제1 하부 개구 및 제2 하부 개구를 포함하고,
상기 하부 압력 탱크 서포트는 상기 제1 하부 개구와 상기 제2 하부 개구 사이에 위치되고,
상기 하부 압력 탱크 서포트는 상기 압력 탱크의 벽 내에 일체로 형성되는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 장치는 열원을 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 7에 있어서,
상기 슬롯 익스텐션의 제1 단부는 제1 전기 커넥션을 수용하도록 구성되고, 상기 슬롯 익스텐션의 제2 단부는 제2 전기 커넥션을 수용하도록 구성되도록, 상기 열원은 상기 슬롯 익스텐션인 것을 특징으로 하는 유리 성형 장치. - 청구항 1에 있어서,
상기 트랜지션 챔버에 걸쳐 위치되는 상부 트랜지션 부재 서포트를 더 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 2에 있어서,
상기 슬롯 익스텐션의 높이는 약 18mm 내지 약 22mm 범위인 것을 특징으로 하는 유리 성형 장치. - 청구항 1에 있어서,
상기 압력 탱크는,
상기 압력 탱크의 제1 단부에 평행한 단부 평면을 따라 연장되는 단부 치수;
상기 압력 탱크의 상기 제1 단부와 제2 단부 사이에 연장되는 폭; 및
상기 단부 평면에 평행하고 상기 폭에 수직한 개구 방향을 따르는 개구 치수를 포함하고,
상기 압력 탱크의 내부 개구 치수는 상기 하부 오리피스의 개구 거리보다 큰 것을 특징으로 하는 유리 성형 장치. - 청구항 11에 있어서,
상기 내부 개구 치수 거리는 상기 하부 오리피스의 상기 개구 거리보다 약 2배 내지 약 10배 더 큰 범위인 것을 특징으로 하는 유리 성형 장치. - 청구항 1에 있어서,
상기 압력 탱크는 원통형 형상을 포함하고,
상기 압력 탱크의 종방향 축은 상기 상부 트랜지션 부재의 하단의 폭을 따라 연장되고,
상기 하부 오리피스는 폭 및 개구 거리를 가지고,
상기 압력 탱크의 직경은 상기 하부 오리피스의 상기 개구 거리보다 큰 것을 특징으로 하는 유리 성형 장치. - 청구항 13에 있어서,
상기 상부 트랜지션 부재는 폭을 가지는 상단을 더 포함하고,
상기 하단의 상기 폭은 상기 상단의 폭보다 큰 것을 특징으로 하는 유리 성형 장치. - 청구항 14에 있어서,
상기 상단의 개구 거리는 상기 하단의 개구 거리보다 큰 것을 특징으로 하는 유리 성형 장치. - 청구항 1에 있어서,
상기 하부 오리피스는 약 50mm 내지 약 1.5m 범위의 폭을 포함하는 것을 특징으로 하는 유리 성형 장치. - 청구항 16에 있어서,
상기 하부 오리피스는 약 150mm 내지 약 300mm 범위의 폭을 포함하는 것을 특징으로 하는 유리 성형 장치. - 압력 탱크로 상기 압력 탱크의 상부 오리피스를 통해 용융 유리의 흐름을 공급하는 단계; 및
상기 압력 탱크의 하부 오리피스를 통해 상기 용융 유리의 흐름을 통과시키는 단계를 포함하고,
상기 압력 탱크는 상기 용융 유리를 상기 압력 탱크의 중심으로부터 상기 압력 탱크의 제1 단부 및 상기 제1 단부에 대향하는 상기 압력 탱크의 제2 단부로 재분배하는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 18에 있어서,
하부 압력 탱크 서포트로 상기 용융 유리를 복수의 용융 유리 흐름들로 분리시키는 단계; 및
상기 복수의 용융 유리 흐름들을 슬롯 익스텐션 내로 통과시키는 단계; 및
상기 슬롯 익스텐션으로부터 유리 리본을 드로우하는 단계를 더 포함하고,
상기 복수의 용융 유리 흐름들은 상기 슬롯 익스텐션 내에서 용융 유리의 단일한 흐름으로 수렴하여 융합하는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 19에 있어서,
상기 슬롯 익스텐션 내에서 상기 용융 유리의 단일한 흐름을 가열하는 단계를 더 포함하는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 19에 있어서,
상기 유리 리본을 유리 롤러 공정에 사용되는 두 롤러들 사이로 지향시키는 단계를 더 포함하는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 19에 있어서,
상기 압력 탱크는,
상기 상부 오리피스에 걸쳐 위치된 상부 압력 탱크 서포트를 더 포함하고,
상기 하부 압력 탱크 서포트는 상기 하부 오리피스에 걸쳐 위치되는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 22에 있어서,
상기 하부 오리피스는 제1 하부 개구 및 제2 하부 개구를 포함하고,
상기 하부 압력 탱크 서포트는 상기 제1 하부 개구와 상기 제2 하부 개구 사이에 위치되고,
상기 하부 압력 탱크 서포트는 상기 압력 탱크의 벽 내에 일체로 형성되는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 19에 있어서,
상기 슬롯 익스텐션의 높이는 약 18mm 내지 약 22mm 범위인 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 18에 있어서,
상기 압력 탱크는,
상기 압력 탱크의 제1 단부와 제2 단부 사이에 연장되는 폭; 및
상기 용융 유리의 유동 평면에 수직한 개구 방향을 따르는 개구 치수를 포함하고,
상기 폭은 상기 용융 유리의 상기 유동 평면에 평행한 방향을 따라 연장되고,
상기 압력 탱크의 내부 개구 치수는 상기 하부 오리피스의 개구 거리보다 더 큰 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 25에 있어서,
상기 내부 개구 치수 거리는 상기 하부 오리피스의 상기 개구 거리보다 약 2배 내지 약 10배 더 큰 범위인 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 25에 있어서,
상기 압력 탱크는 원통형 형상을 포함하고,
상기 하부 오리피스는 폭 및 개구 거리를 가지고,
상기 원통의 종방향 축은 상기 압력 탱크의 상기 폭을 따라 연장되고,
상기 원통의 직경은 상기 하부 오리피스의 상기 개구 거리보다 큰 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 18에 있어서,
상기 하부 오리피스를 통한 상기 용융 유리의 유동 밀도는 시간 당 센티미터 당 약 1 킬로그램 내지 시간 당 센티미터 당 약 36 킬로그램 범위인 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 18에 있어서,
상기 용융 유리의 점도는 대략 50 프와즈(poises) 내지 대략 20,000 프와즈인 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 18에 있어서,
상기 압력 탱크 내로 상기 용융 유리의 흐름을 공급하기 전에 상부 트랜지션 부재의 트랜지션 챔버를 통해 상기 용융 유리의 흐름을 공급하는 단계를 더 포함하고,
상기 상부 트랜지션 부재는 용융 유리 서플라이에 고정된 상단 및 상기 압력 탱크에 고정된 하단을 포함하는 것을 특징으로 하는 유리 리본의 제조 공정. - 청구항 30에 있어서,
상기 상부 트랜지션 부재는 상기 트랜지션 챔버에 걸쳐 위치되는 상부 트랜지션 부재 서포트를 더 포함하는 것을 특징으로 하는 유리 리본의 제조 공정.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662325672P | 2016-04-21 | 2016-04-21 | |
| US62/325,672 | 2016-04-21 | ||
| PCT/US2017/028035 WO2017184544A1 (en) | 2016-04-21 | 2017-04-18 | Method and apparatus for processing glass |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180136498A true KR20180136498A (ko) | 2018-12-24 |
| KR102292737B1 KR102292737B1 (ko) | 2021-08-23 |
Family
ID=58664788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187033243A Expired - Fee Related KR102292737B1 (ko) | 2016-04-21 | 2017-04-18 | 유리를 가공하기 위한 방법 및 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11180404B2 (ko) |
| EP (1) | EP3445727A1 (ko) |
| JP (1) | JP6929873B2 (ko) |
| KR (1) | KR102292737B1 (ko) |
| CN (1) | CN109071301B (ko) |
| TW (1) | TWI729116B (ko) |
| WO (1) | WO2017184544A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190003654A (ko) * | 2016-05-03 | 2019-01-09 | 코닝 인코포레이티드 | 유리 프로세스 방법 및 장치 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI729116B (zh) | 2016-04-21 | 2021-06-01 | 美商康寧公司 | 用於處理玻璃的方法與設備 |
| US12162789B2 (en) | 2018-08-10 | 2024-12-10 | Corning Incorporated | Methods and apparatus for forming laminated glass sheets |
| WO2020033387A1 (en) * | 2018-08-10 | 2020-02-13 | Corning Incorporated | Apparatus and methods for fabricating a glass ribbon |
| TWI840469B (zh) | 2019-01-08 | 2024-05-01 | 美商康寧公司 | 玻璃製造設備及方法 |
| EP3990404A1 (en) * | 2019-06-26 | 2022-05-04 | Corning Incorporated | Apparatus for manufacturing a ribbon |
| DE102019120065A1 (de) | 2019-07-24 | 2021-01-28 | Schott Ag | Vorrichtung und Verfahren zur Herstellung von Glasbändern |
| DE102019120064A1 (de) * | 2019-07-24 | 2021-01-28 | Schott Ag | Vorrichtung und Verfahren zur Herstellung von Glasbändern |
| CN110590132B (zh) * | 2019-10-22 | 2021-11-30 | 河北省沙河玻璃技术研究院 | 一种u形槽铂铑合金漏板 |
| WO2021202566A1 (en) * | 2020-03-31 | 2021-10-07 | Corning Incorporated | Method and apparatus to produce thin, perforated glass sheet |
| NL2027190B1 (en) * | 2020-11-13 | 2022-06-30 | Corning Inc | Apparatus for, and method of, roll forming sheets of high refractive index glass |
| EP4001229A3 (en) * | 2020-11-13 | 2022-08-10 | Corning Incorporated | Apparatus for, and method of, roll forming sheets of high refractive index glass |
| JP2022190511A (ja) * | 2021-06-14 | 2022-12-26 | 日本電気硝子株式会社 | 溶融ガラス供給装置、ガラス物品の製造装置、及びガラス物品の製造方法 |
| JP2025539376A (ja) * | 2022-11-28 | 2025-12-05 | コーニング インコーポレイテッド | ガラスリボンの成形中に熱を抽出するための装置及び方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202808576U (zh) * | 2012-07-16 | 2013-03-20 | 富荞企业管理顾问有限公司 | 下拉式平板玻璃成型器 |
| JP2014094861A (ja) * | 2012-11-09 | 2014-05-22 | Asahi Glass Co Ltd | 板ガラスの成形ノズル |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE18071E (en) * | 1931-05-19 | Apparatus for melting glass and similar substances | ||
| US1761342A (en) * | 1929-02-04 | 1930-06-03 | Pittsburgh Plate Glass Co | Apparatus for making sheet glass |
| US3149949A (en) | 1961-02-27 | 1964-09-22 | Corning Glass Works | Downflow sheet drawing method and apparatus |
| US3847585A (en) | 1973-01-08 | 1974-11-12 | Dow Chemical Co | Method for the preparation of multilayer optical filters |
| USRE31442E (en) * | 1979-12-03 | 1983-11-15 | Owens-Illinois, Inc. | Method and apparatus for manufacture of glass film |
| DE3329843A1 (de) | 1983-08-18 | 1984-01-05 | Eglasstrek Patent Promotion & Awarding GmbH, 6203 Hochheim | Verfahren und vorrichtung zur herstellung von flachglas |
| DE3507852A1 (de) * | 1985-03-06 | 1985-08-08 | Diether 6500 Mainz Böttger | Vorrichtung zur herstellung von glasfolien |
| JP4120910B2 (ja) | 1999-09-08 | 2008-07-16 | 日本電気硝子株式会社 | 溶融ガラスの供給方法 |
| TW452173U (en) | 2000-07-14 | 2001-08-21 | Lin Gang Dian | Lamp shaper structure |
| DE102004007560B4 (de) | 2004-02-17 | 2006-02-09 | Schott Ag | Vorrichtung und Ziehtank zur Herstellung von dünnen Glasscheiben |
| CN1715225A (zh) | 2004-07-02 | 2006-01-04 | 中晶光电科技股份有限公司 | 利用狭长孔下拉法生产薄板材料的成型设备及方法 |
| EP1710212A1 (en) * | 2005-04-06 | 2006-10-11 | Corning Incorporated | process and device for manufacturing flat sheets of a glass-based material |
| JP2007284347A (ja) | 2007-08-09 | 2007-11-01 | Nippon Electric Glass Co Ltd | 溶融ガラスの供給装置 |
| US9003835B2 (en) * | 2011-05-31 | 2015-04-14 | Corning Incorporated | Precision roll forming of textured sheet glass |
| US8713972B2 (en) * | 2011-05-31 | 2014-05-06 | Corning Incorporated | Precision glass roll forming process and apparatus |
| TWM451362U (zh) | 2012-07-06 | 2013-04-21 | Fu Qiao Entpr Man Consulting Co Ltd | 下拉式平板玻璃成型器 |
| TWM452173U (zh) * | 2012-07-06 | 2013-05-01 | Fu Qiao Business Man Consultants Corp | 流體分配器 |
| US9458044B2 (en) * | 2012-07-13 | 2016-10-04 | Corning Incorporated | Methods and apparatuses for producing laminated glass sheets |
| CN202808573U (zh) | 2012-07-16 | 2013-03-20 | 富荞企业管理顾问有限公司 | 平板玻璃成型器 |
| WO2015013092A1 (en) * | 2013-07-25 | 2015-01-29 | Corning Incorporated | Methods and apparatus for forming a glass ribbon |
| KR20160063355A (ko) | 2013-09-30 | 2016-06-03 | 코닝 인코포레이티드 | 유리 라미네이트 시트의 외층을 형성하기 위한 장치 및 방법 |
| US10246365B2 (en) * | 2013-10-09 | 2019-04-02 | Corning Incorporated | Apparatus and method for forming thin glass articles |
| TWI729116B (zh) | 2016-04-21 | 2021-06-01 | 美商康寧公司 | 用於處理玻璃的方法與設備 |
| US12338154B2 (en) * | 2017-12-04 | 2025-06-24 | Corning Incorporated | Methods for forming thin glass sheets |
-
2017
- 2017-04-14 TW TW106112517A patent/TWI729116B/zh not_active IP Right Cessation
- 2017-04-18 WO PCT/US2017/028035 patent/WO2017184544A1/en not_active Ceased
- 2017-04-18 US US16/094,955 patent/US11180404B2/en not_active Expired - Fee Related
- 2017-04-18 EP EP17720924.4A patent/EP3445727A1/en not_active Withdrawn
- 2017-04-18 JP JP2018554672A patent/JP6929873B2/ja not_active Expired - Fee Related
- 2017-04-18 KR KR1020187033243A patent/KR102292737B1/ko not_active Expired - Fee Related
- 2017-04-18 CN CN201780025017.4A patent/CN109071301B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202808576U (zh) * | 2012-07-16 | 2013-03-20 | 富荞企业管理顾问有限公司 | 下拉式平板玻璃成型器 |
| JP2014094861A (ja) * | 2012-11-09 | 2014-05-22 | Asahi Glass Co Ltd | 板ガラスの成形ノズル |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190003654A (ko) * | 2016-05-03 | 2019-01-09 | 코닝 인코포레이티드 | 유리 프로세스 방법 및 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI729116B (zh) | 2021-06-01 |
| JP2019514823A (ja) | 2019-06-06 |
| CN109071301B (zh) | 2022-02-01 |
| WO2017184544A1 (en) | 2017-10-26 |
| JP6929873B2 (ja) | 2021-09-01 |
| KR102292737B1 (ko) | 2021-08-23 |
| US11180404B2 (en) | 2021-11-23 |
| EP3445727A1 (en) | 2019-02-27 |
| TW201739709A (zh) | 2017-11-16 |
| US20190152825A1 (en) | 2019-05-23 |
| CN109071301A (zh) | 2018-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102292737B1 (ko) | 유리를 가공하기 위한 방법 및 장치 | |
| JP6964602B2 (ja) | ガラスを処理する方法及び装置 | |
| EP1832558B1 (en) | Plate glass manufacturing apparatus and plate glass manufacturing method | |
| JP6568598B2 (ja) | 溶融材料を処理するための装置及び方法 | |
| JP7796953B2 (ja) | ガラス製造装置及び方法 | |
| US10221085B2 (en) | Apparatus and methods for processing molten material | |
| CN109415235A (zh) | 用于玻璃输送取向的设备和方法 | |
| CN112839801B (zh) | 用于形成层压玻璃片的方法和设备 | |
| JP2009096684A (ja) | 溶融ガラスを流出させるための流路 | |
| KR20160146865A (ko) | 복합 유리 물품 제조 방법 및 기기 | |
| KR102699833B1 (ko) | 유리 물품의 제조 방법 및 제조 장치 | |
| CN119585216A (zh) | 玻璃物品的制造装置及制造方法和液面高度测定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240818 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240818 |