KR20170130471A - 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지 - Google Patents
폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지 Download PDFInfo
- Publication number
- KR20170130471A KR20170130471A KR1020177029516A KR20177029516A KR20170130471A KR 20170130471 A KR20170130471 A KR 20170130471A KR 1020177029516 A KR1020177029516 A KR 1020177029516A KR 20177029516 A KR20177029516 A KR 20177029516A KR 20170130471 A KR20170130471 A KR 20170130471A
- Authority
- KR
- South Korea
- Prior art keywords
- density polyethylene
- foam sheet
- polyethylene
- antistatic
- antistatic agent
- Prior art date
Links
Images


Classifications
-
- B29C47/06—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/22—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length consisting of at least two parts of chemically or physically different materials, e.g. having different densities
- B29C44/24—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
-
- B29C47/0021—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/49—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using two or more extruders to feed one die or nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
- B32B5/20—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material foamed in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/068—Stacking or destacking devices; Means for preventing damage to stacked sheets, e.g. spaces
- B65G49/069—Means for avoiding damage to stacked plate glass, e.g. by interposing paper or powder spacers in the stack
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B40/00—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it
- C03B40/02—Preventing adhesion between glass and glass or between glass and the means used to shape it, hold it or support it by lubrication; Use of materials as release or lubricating compositions
- C03B40/033—Means for preventing adhesion between glass and glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
본 발명의 폴리에틸렌계 수지 적층 발포 시트의 제조 방법은 발포층의 적어도 편면에 대전 방지층이 적층 접착된 두께가 0.05∼0.5㎜인 폴리에틸렌계 수지 적층 발포 시트(1)를 제조하는 방법으로서, 저밀도 폴리에틸렌 A 및 물리 발포제를 혼련하여 이루어지는 발포층 형성용 용융 수지 조성물(6)과, 저밀도 폴리에틸렌 B 및 대전 방지제를 혼련하여 이루어지는 대전 방지층 형성용 용융 수지 조성물(9)을 다이(10) 내에서 합류 적층시킨 적층물을 공압출하여 발포시키는 공정을 포함하고, 대전 방지제는 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C로 한다.
Description
본 발명은 신규한 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지에 관한 것이다.
폴리에틸렌계 수지 적층 발포 시트(이하, 발포 시트라고 함)는 유연성 및 완충성이 풍부하고, 피포장물의 손상, 상처를 방지할 수 있음으로써 가전 제품, 유리 기구, 도자기 등의 포장 재료로서 널리 사용되고 있다.
또한, 최근 박형 텔레비전 등의 개발, 수요 확대에 따라 액정 디스플레이, 플라즈마 디스플레이, 일렉트로 루미네선스 디스플레이 등의 화상 표시 기기용 유리판의 곤포나 반송시에 있어서, 유리판 표면의 손상을 방지하기 위해서 유리판 사이에 배치되는 간지로서 대전 방지층을 구비한 폴리에틸렌계 수지 적층 발포 시트가 사용되고 있다(특허문헌 1, 2)
지금까지, 액정 패널 등의 화상 표시 기기용 유리판으로서 다양한 두께의 것이 개발되어 왔지만, 경량화, 에너지 절약이나 생산 비용 등의 면에서 최근에는 두께가 0.5㎜ 정도 이하로 하는 매우 얇은 유리판도 생산되고 있다. 이러한 얇은 유리판의 간지로서, 종래와 같은 두께가 1㎜∼2㎜ 정도의 두꺼운 발포 시트를 사용하면 적재 효율이 저하될 뿐만 아니라, 유리판에 대하여 간지의 두께가 두꺼워지기 때문에, 하중이 걸리는 쪽에 따라서는 유리판이 파손될 우려도 있었다.
이 때문에, 두께의 얇은 유리판에 대응하는 간지로서, 두께가 얇은 발포 시트의 개발이 진행되고 있지만, 두께가 얇은 발포 시트를 제조하려면 발포 시트에 작은 구멍이나 관통 구멍이 발생하기 쉬워진다는 문제가 생겼다.
이러한 문제에 대처하기 위해서, 본 발명자 등은 먼저 특유한 기포 조정제 등을 사용함으로써, 평균 두께가 0.5㎜ 이하인 폴리에틸렌계 수지 적층 발포 시트를 개발했다(특허문헌 3, 4).
이들의 폴리에틸렌계 수지 적층 발포 시트는 평균 두께가 0.5㎜ 이하이어도, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질한 것이고, 우수한 대전 방지 성능과 완충성을 갖는 것이다.
상기 폴리에틸렌계 수지 적층 발포 시트는 두께가 얇은 유리판의 간지로서 바람직한 것이라고 할 수 있지만, 또한 2일∼7일 등에 걸친 중장기의 연속 생산에 있어서도 안정하여 작은 구멍이나 관통 구멍 등의 발생이 방지·억제된 고품질이고 우수한 대전 방지 성능을 발현하는 폴리에틸렌계 수지 적층 발포 시트의 개발이 강하게 요구된다.
본 발명은 상술한 사정을 감안하여 이루어진 것이고, 두께가 매우 얇음에도 불구하고, 중장기의 연속 생산에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제되어 고품질이고 우수한 대전 방지 성능을 발현하는 신규한 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지를 제공하는 것을 목적으로 한다.
본 발명은 이하에 기재된 신규한 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지를 제공한다.
<1> 발포층의 적어도 편면에 대전 방지층이 적층 접착된 두께가 0.05∼0.5㎜인 폴리에틸렌계 수지 적층 발포 시트를 제조하는 방법으로서,
저밀도 폴리에틸렌 A 및 물리 발포제를 혼련하여 이루어지는 발포층 형성용 용융 수지 조성물과, 저밀도 폴리에틸렌 B 및 대전 방지제를 혼련하여 이루어지는 대전 방지층 형성용 용융 수지 조성물을 다이 내에서 합류 적층시킨 적층물을 공압출하여 발포시키는 공정을 포함하고,
대전 방지제는 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<2> 상기 <1>에 있어서, 저밀도 폴리에틸렌 A 및 저밀도 폴리에틸렌 B의 멜트 플로우 레이트가 모두 10∼20g/10분인 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<3> 상기 <1> 또는 <2>에 있어서, 고분자형 대전 방지제 C의 융점이 120℃ 이하인 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<4> 상기 <1> 내지 <3> 중 어느 하나에 있어서, 고분자형 대전 방지제 C의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌 B의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌 B의 멜트 플로우 레이트/고분자형 대전 방지제 C의 멜트 플로우 레이트)가 2 이하인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<5> 상기 <1> 내지 <4> 중 어느 하나에 있어서, 대전 방지층의 평량이 1∼5g/㎡인 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<6> 상기 <1> 내지 <5> 중 어느 하나에 있어서, 대전 방지층에 있어서의 고분자형 대전 방지제 C의 배합량이 저밀도 폴리에틸렌 B 100질량부에 대하여 5∼300질량부인 폴리에틸렌계 수지 적층 발포 시트의 제조 방법.
<7> 저밀도 폴리에틸렌 A로 이루어지는 발포층의 적어도 편면에 저밀도 폴리에틸렌 B와 대전 방지제를 포함하는 대전 방지층이 적층 접착된 폴리에틸렌계 수지 적층 발포 시트로서, 발포 시트의 두께가 0.05㎜∼0.5㎜의 범위 내, 겉보기 밀도가 20∼450㎏/㎥의 범위 내이고, 대전 방지제가 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C이고, 상기 고분자형 대전 방지제 C가 저밀도 폴리에틸렌 B 100질량부에 대하여 5∼300질량부 배합되어 있는 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트.
<8> 상기 <7>에 기재된 폴리에틸렌계 수지 적층 발포 시트로 이루어지는 유리판 간지.
(발명의 효과)
본 발명의 제조 방법에 의하면, 수 시간으로 한 단기간은 물론, 수 일간에 걸친 중장기간의 연속 생산에 있어서도, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이고, 두께가 매우 얇아 우수한 대전 방지 성능을 발현하는 폴리에틸렌계 수지 적층 발포 시트를 얻을 수 있다.
또한, 본 발명에 의한 신규한 폴리에틸렌계 수지 적층 발포 시트는 두께가 매우 얇음에도 불구하고, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질한 것이고, 게다가 충분한 대전 방지 성능을 발현한다.
따라서, 본 발명의 신규한 폴리에틸렌계 수지 적층 발포 시트는 대전 방지 기능 등이 강하게 요구되는 분야, 특히 액정 디스플레이, 플라즈마 디스플레이, 일렉트로 루미네선스 디스플레이 등의 화상 표시 기기용 박형 유리판의 반송이나 곤포시의 손상을 방지하기 위한 유리판용 간지로서 널리 그 수요가 예상된다.
또한, 본 발명의 신규한 폴리에틸렌계 수지 적층 발포 시트는 중장기에 걸쳐 연속적으로 제조하는 것이 가능하고, 공업적으로 매우 생산 효율이 높은 발포 시트이다.
도 1은 본 발명의 폴리에틸렌계 수지 적층 발포 시트의 대표적인 제조 방법의 설명이다.
도 2는 본 발명의 제조 방법으로 얻어지는 폴리에틸렌계 수지 적층 발포 시트의 두께 방향의 모식 단면도이다.
도 2는 본 발명의 제조 방법으로 얻어지는 폴리에틸렌계 수지 적층 발포 시트의 두께 방향의 모식 단면도이다.
본 발명의 폴리에틸렌계 수지 적층 발포 시트의 제조 방법은 발포층의 적어도 편면에 대전 방지층이 적층 접착된 두께가 0.05∼0.5㎜인 폴리에틸렌계 수지 적층 발포 시트를 제조하는 방법으로서,
저밀도 폴리에틸렌 A 및 물리 발포제를 혼련하여 이루어지는 발포층 형성용 용융 수지 조성물과, 저밀도 폴리에틸렌 B 및 대전 방지제를 혼련하여 이루어지는 대전 방지층 형성용 용융 수지 조성물을 다이 내에서 합류 적층시킨 적층물을 공압출하여 발포시키는 공정을 포함하고,
대전 방지제는 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C인 것을 특징으로 하고 있다.
이하, 도면에 의거하여, 본 발명에 의한 신규한 폴리에틸렌계 수지 적층 발포 시트의 제조 방법 및 이 방법으로 얻어지는 신규한 폴리에틸렌계 수지 적층 발포 시트를 설명한다.
도 1은 환상 다이를 사용한 본 발명의 폴리에틸렌계 수지 적층 발포 시트의 대표적인 제조 방법의 설명도이다. 도 1에 있어서, 1은 본 발명의 폴리에틸렌계 수지 적층 발포 시트, A는 발포층을 형성하는 저밀도 폴리에틸렌 A, 4는 제 1 압출기, 5는 물리 발포제, 6은 발포층 형성용 용융 수지 조성물, 7은 대전 방지층을 형성하는 저밀도 폴리에틸렌 B, 8은 고분자형 대전 방지제 C, 9는 제 2 압출기, 10은 휘발성 가소제, 11은 대전 방지층 형성용 용융 수지 조성물, 12는 환상 다이, 13은 통 형상 적층 발포체이다.
도 2는 본 발명의 제조 방법으로 얻어지는 신규한 폴리에틸렌계 수지 적층 발포 시트(1)의 모식 단면도이고, 저밀도 폴리에틸렌 A로 이루어지는 발포층(2)(이하, 간단히 발포층(2)이라고 함)의 양면에 저밀도 폴리에틸렌 B와 고분자형 대전 방지제 C를 포함하는 대전 방지층(3, 3)(이하, 간단히 대전 방지층(3)이라고 함)이 공압출에 의해 적층되어 있다. 또한, 도 2는 발포층(2)의 양면에 대전 방지층(3, 3)이 적층된 발포 시트(1)를 나타내고 있지만, 발포층(2)의 편면에만 대전 방지층(3)이 적층된 발포 시트(1)이어도 좋다.
(폴리에틸렌계 수지 적층 발포 시트(1)의 제조 방법)
본 발명의 폴리에틸렌계 수지 적층 발포 시트(1)(이하, 간단히 발포 시트(1)라고 함)의 제조 방법을 설명한다. 도 1, 2에 나타내는 바와 같이, 우선 발포층(2)을 구성하는 저밀도 폴리에틸렌 A, 기타 필요에 따라서 첨가되는 기포 조정제 등의 첨가제를 제 1 압출기(4)에 공급하여 200℃ 정도로 가열 혼련하고, 물리 발포제(5)를 압입하여 더 혼련하고, 제 1 압출기(4) 내에서 발포층 형성용 용융 수지 조성물(6)로 한다.
또한 동시에, 대전 방지층(3)을 구성하는 저밀도 폴리에틸렌 B 및 고분자형 대전 방지제 C, 기타 필요에 따라서 첨가되는 첨가제 등을 제 2 압출기(7)에 공급하여 200℃ 정도로 가열 혼련하고, 바람직하게는 휘발성 가소제(8)를 공급하여 더 혼련하고, 제 2 압출기(7) 내에서 대전 방지층 형성용 용융 수지 조성물(9)로 한다.
그리고, 상기 발포층 형성용 용융 수지 조성물(6)을 발포 적정 온도로 냉각하고, 대전 방지층 형성용 용융 수지 조성물(9)을 발포 적정 온도에 가능한 한 가까워지도록 냉각한다.
이어서, 공압출용 환상 다이(10) 내에서 대전 방지층 형성용 용융 수지 조성물(9)을 발포층 형성용 용융 수지 조성물(6)의 외주면 상에 합류 적층시키고 상기 적층물을 공압출시켜 발포층 형성용 용융 수지 조성물(6)을 발포시킴으로써, 발포층(2)의 외주면에 대전 방지층(3)이 형성된 통 형상 적층 발포체(11)를 제조한다. 이어서, 이 통 형상 적층 발포체(11)를 맨드릴로 확장(블로우업)하면서 인수하면서 압출 방향을 따라 절개함으로써 발포 시트(1)를 얻을 수 있다. 또한, 대전 방지층 형성용 용융 수지 조성물(9)은 발포층 형성용 용융 수지 조성물(6) 내주면에도 적층할 수 있다.
상기 발포층 형성용 용융 수지 조성물(6)과 대전 방지층 형성용 용융 수지 조성물(9)은 압출기 내에서 적정 온도로 조정되고, 다이를 통과시켜 대기 중에 압출된다. 여기에서, 발포층 형성용 용융 수지 조성물(6)의 발포 적정 온도는 발포층이 용이하게 얻어지는 온도이다. 상기 발포 적정 온도로서는 저밀도 폴리에틸렌 A의 [융점+0℃]∼[융점+15℃]의 범위로 하는 것이 바람직하고, 보다 바람직하게는 [융점+2℃]∼[융점+10℃]이다. 또한, 대전 방지층 형성용 용융 수지 조성물(9)의 압출기로부터 다이를 통과시켜 대기 중에 압출될 때의 압출 온도로서는 저밀도 폴리에틸렌 B의 [융점+0℃]∼[융점+20℃]의 범위로 하는 것이 바람직하고, 보다 바람직하게는 [융점+5℃]∼[융점+15℃]이다.
(발포층(2))
본 발명의 제조 방법에 있어서, 발포층(2)은 저밀도 폴리에틸렌 A, 물리 발포제(5), 필요에 따라서 기포 조정제 및 그 기타 첨가제를 배합한 발포층 형성용 용융 수지 조성물(6)을 대전 방지층 형성용 용융 수지 조성물(9)과 함께 공압출하여 발포시킴으로써 형성한다. 이하에, 발포층(2)을 제조하기 위해서 사용하는 재료에 대해서 상술한다.
(저밀도 폴리에틸렌 A)
저밀도 폴리에틸렌 A로서는 장쇄 분기 구조를 갖는 밀도가 900㎏/㎥ 이상 930㎏/㎥ 미만인 폴리에틸렌을 사용할 수 있다. 상기 수지는 양호한 발포성을 나타내고, 얻어지는 발포 시트(1)는 완충 특성에 있어서 우수한 것으로 된다. 상기 관점에서, 저밀도 폴리에틸렌 A의 밀도는 910㎏/㎥ 이상 925㎏/㎥ 이하인 것이 바람직하다.
또한, 상기 저밀도 폴리에틸렌 A의 융점은 100∼120℃가 바람직하고, 105∼115℃가 더욱 바람직하다.
상기 저밀도 폴리에틸렌 A의 융점은 JIS K7121-1987에 준거하는 방법에 의해 측정할 수 있다. 구체적으로는, 시차 주사 열량계를 사용하여 40℃에서 200℃까지 10℃/분으로 승온시킴으로써 가열 용융시키고, 그 온도에서 10분간 유지한 후 40℃까지 10℃/분으로 냉각하는 열처리 후, 다시 가열 속도 40℃에서 200℃까지 10℃/분으로 승온시킴으로써 융해 피크를 얻는다. 그리고 얻어진 융해 피크 중 가장 큰 융해 피크의 정점의 온도를 융점으로 한다.
또한, 멜트 플로우 레이트는 5g/10분 이상인 것이 바람직하고, 10g/10분 이상인 것이 보다 바람직하고, 15g/10분 이상인 것이 더욱 바람직하다. 멜트 플로우 레이트는 JIS K7210-1:2014에 따라서 온도 190℃, 하중 2.16㎏에서 측정되는 값이다.
또한, 저밀도 폴리에틸렌 A로서 2종 이상의 혼합물을 사용하는 경우, 그 혼합물의 융점 및 멜트 플로우 레이트는 압출기에서 미리 용융 혼련한 것에 대해서 측정되는 융점 및 멜트 플로우 레이트로 특정된다.
또한, 본 발명에서 바람직하게 사용되는 저밀도 폴리에틸렌 A의 시판품으로서는, 예를 들면 NUC Corporation 제작의 「제품명 NUC8321」(멜트 플로우 레이트 1.9g/10분, 융점 112℃) 등을 들 수 있다.
발포층 형성용 용융 수지 조성물(6)에는 본 발명의 목적 및 효과를 저해하지 않는 범위에 있어서, 저밀도 폴리에틸렌 A 이외의 다른 폴리에틸렌계 수지나 폴리프로필렌계 수지, 폴리스티렌계 수지 등의 열가소성 수지나, 에틸렌프로필렌 고무, 스티렌-부타디엔-스티렌 블록 공중합체 등의 엘라스토머 등을 포함해도 좋다.
상기 다른 폴리에틸렌계 수지로서는 에틸렌 성분 단위가 50몰% 이상인 수지이고, 구체적으로는 고밀도폴리에틸렌, 직쇄상 저밀도 폴리에틸렌, 초저밀도 폴리에틸렌, 에틸렌-아세트산 비닐 공중합체, 에틸렌-메타크릴산 메틸 공중합체, 에틸렌-아크릴산 에틸 공중합체 등이나, 또한 그들의 2종 이상의 혼합물을 들 수 있다.
저밀도 폴리에틸렌 A 이외의 수지나 엘라스토머의 배합량은 저밀도 폴리에틸렌 A 100질량부에 대하여 20질량부 이하가 바람직하고, 10질량부 이하가 보다 바람직하고, 5질량부 이하가 특히 바람직하다. 저밀도 폴리에틸렌 A와 함께, 상기 저밀도 폴리에틸렌 A 이외의 수지나 엘라스토머를 혼련하여 발포층 형성용 용융 수지 조성물을 구성하는 기재 수지로 할 수 있다.
(물리 발포제)
본 발명 방법에 있어서는 저밀도 폴리에틸렌 A를 압출기에 공급하고 가열, 혼련하여 용융 수지로 하고, 이어서 물리 발포제(5)를 압입하여 더 혼련함으로써 발포층 형성용 용융 수지 조성물(6)을 형성한다. 물리 발포제(5)는 유기계 또는 무기계 물리 발포제이어도 좋다. 유기계 물리 발포제로서는, 예를 들면 프로판, 노멀부탄, 이소부탄, 노멀펜탄, 이소펜탄, 노멀헥산, 이소헥산 등의 지방족 탄화수소, 시클로펜탄, 시클로헥산 등의 지환식 탄화수소, 염화메틸, 염화에틸 등의 염화탄화수소, 1,1,1,2-테트라플루오로에탄, 1,1-디플루오로에탄 등의 불화탄화수소, 디메틸에테르, 메틸에틸에테르 등의 에테르류, 메탄올, 에탄올 등의 알콜류를 들 수 있다.
무기계 물리 발포제로서는, 예를 들면 산소, 질소, 이산화탄소, 공기, 물을 들 수 있다. 이들의 물리 발포제는 2종 이상을 혼합하여 사용하는 것이 가능하다. 이들 중, 발포성의 관점에서 유기계 물리 발포제가 바람직하고, 그 중에서도 노멀부탄, 이소부탄, 또는 이들의 혼합물을 주성분으로 하는 것이 특히 바람직하다.
상기 물리 발포제의 첨가량은 그 종류, 목적으로 하는 발포층의 겉보기 밀도에 따라 조정한다. 예를 들면, 물리 발포제로서 이소부탄 30중량%와 노멀부탄 70중량%의 부탄 혼합물 등의 물리 발포제를 이용하여 겉보기 밀도 20∼450㎏/㎥의 발포 시트를 얻는 경우, 발포층 형성용 용융 수지 조성물을 구성하는 기재 수지 100질량부에 대하여 4∼35질량부, 바람직하게는 5∼30질량부, 보다 바람직하게는 6∼25질량부이다.
(기포 조정제)
본 발명 방법에 있어서는 상기 저밀도 폴리에틸렌 A와 함께 기포 조정제를 압출기에 공급할 수 있다. 기포 조정제로서는 무기 분체나 화학 발포제를 사용할 수 있다. 상기 무기 분체로서는 탈크, 제올라이트, 실리카, 탄산칼슘 등이 예시된다. 상기 화학 발포제로서는 아조디카르본아미드, 히드라조디카르본아미드, 아조비스이소부틸로니트릴, 탄산수소나트륨(중조)이나, 탄산수소나트륨과 시트르산 또는 구연산-나트륨 등의 시트르산 모노알칼리 금속염과의 혼합물인 중조-시트르산계 화학 발포제 등이 예시된다. 상기 화학 발포제 중에서도, 기포 지름이 작고 완충성이 우수한 발포 시트를 얻기 위해서는 중조-시트르산계 화학 발포제가 바람직하다.
특히, 평균 입자 지름 3∼8㎛의 중조-시트르산계 화학 발포제를 사용하면, 발포 시트를 관통하는 관통 구멍의 발생을 보다 효과적으로 방지할 수 있기 때문에 바람직하다. 이러한 관점에서, 상기 평균 입자 지름은 4∼7㎛인 것이 보다 바람직하다. 또한, 화학 발포제의 최대 입자 지름은 100㎛ 이하인 것이 바람직하고, 80㎛ 이하인 것이 보다 바람직하다.
상기 평균 입자 지름이란 레이저 회절 산란식 입도 분포 측정으로 측정되는 메디안 지름(d50)을 의미한다. 또한, 상기 화학 발포제의 최대 입자 지름은 화학 발포제로 무작위로 샘플링한 약 1∼3㎎ 정도의 입자군을 광학 현미경 등으로 확대 관찰하여, 입자군 중에서 가장 장축 지름의 긴 입자의 장축 지름을 화학 발포제의 최대 입자 지름으로 한다.
상기 기포 조정제의 첨가량은 발포층 형성용 용융 수지 조성물(6)을 구성하는 기재 수지 100질량부에 대하여 0.1∼3질량부인 것이 바람직하고, 보다 바람직하게는 0.2∼2질량부이다. 상기 첨가량이 상기 범위이면, 기포 지름을 소망의 범위로 조정하기 쉬우므로 바람직하다.
(기타 첨가제)
발포층(2)에는 상기 성분 이외에, 본 발명의 효과를 손상시키지 않는 범위에서 각종 첨가제를 첨가할 수 있다. 첨가제로서는, 예를 들면 산화 방지제, 열 안정제, 내후제, 자외선 흡수제, 난연제, 무기 충전제, 항균제, 착색제 등을 들 수 있다.
(대전 방지층(3))
본 발명의 제조 방법에 있어서, 대전 방지층(3)은 저밀도 폴리에틸렌 B와 고분자형 대전 방지제 C, 바람직하게는 가소제 기타 첨가제를 배합한 대전 방지층 형성용 용융 수지 조성물을 발포층 형성용 용융 수지 조성물과 함께 공압출 다이 내에서 적층 합류시켜 공압출함으로써 형성할 수 있다.
공압출 발포법에 있어서는 공압출용 다이(10)에 발포층 형성용 압출기(4)와 대전 방지층 형성용 압출기(7)가 접속된 장치가 사용된다. 공압출 발포법의 경우, 발포층 형성용 압출기(4)에서 발포층 형성용 용융 수지 조성물(6)을 형성함과 동시에, 대전 방지층 형성용 압출기(7)에 대전 방지층 형성용 수지를 공급하고 용융 혼련하여 대전 방지층 형성용 용융 수지 조성물(9)을 형성한다. 양 조성물을 공압출 다이 내에서 합류, 적층하여 공압출함으로써 폴리에틸렌계 수지 적층 발포 시트가 얻어진다.
(대전 방지층(3)의 평량)
대전 방지층(3)의 편면당 평량은 0.5∼5g/㎡의 범위 내인 것이 바람직하다. 대전 방지층(3)의 편면당 평량이 상기 범위이면, 발포층과의 적층이 용이하여 얇은 발포 시트로 할 수 있고, 또한 대전 방지 성능을 효과적으로 부여할 수 있다.
상기 관점에서, 편면당 평량은 0.7∼4g/㎡가 보다 바람직하고, 1∼3g/㎡인 것이 더욱 바람직하다. 본 발명의 제조 방법에 있어서는 후술하는 특정 대전 방지제를 사용함으로써 저평량이어도, 중장기에 있어서의 구멍 방지 성능이 우수한 발포 시트로 할 수 있다. 대전 방지층의 편면당 평량은 편면당 대전 방지층 형성용 용융 수지 조성물의 압출기 토출량을 L(㎏/hr), 발포체 인수 속도(M)(m/min), 발포체 전체 폭(N)(m)으로서, 이하의 식(1)에서 의해 구할 수 있다.
대전 방지층의 평량(g/㎡)=L×103/(M×N×60)···(1)
이하에, 대전 방지층(3)을 구성하는 재료에 대해서 상술한다.
(저밀도 폴리에틸렌 B)
저밀도 폴리에틸렌 B로서는 발포층과의 공압출이 용이하고 제조 안정성이 우수함으로써 발포층(2)을 형성하는 저밀도 폴리에틸렌 A와 동일한 것을 사용할 수 있다.
본 발명에 있어서는 대전 방지제로서, 고분자형 대전 방지제 C를 사용하는 것이 필요하다. 이 고분자형 대전 방지제 C는 상기 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내인 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 것이다.
이러한 고분자형 대전 방지제 C를 사용하면 중장기에 걸친 연속 생산에 있어서도 작은 구멍이나 관통 구멍 등의 발생이 방지·억제된 고품질이고 우수한 대전 방지 기능을 발현하는 폴리에틸렌계 수지 적층 발포 시트(1)를 얻을 수 있다.
이 정확한 이유는 현 시점에서 확실하지는 않지만, 후술하는 바와 같이 본 발명에서 사용하는 고분자형 대전 방지제 C는 융점이 낮고 멜트 플로우 레이트가 높기 때문에, 종래의 융점이 높은 고분자형 대전 방지제와 같이 환상 다이 내에서의 작은 구멍이나 관통 구멍의 발생 원인이 되는 결정의 석출이 억제되는 것에 의한 것이라고 생각되고 있다.
본 발명에서 사용하는 고분자형 대전 방지제 C의 융점과, 상기 저밀도 폴리에틸렌 B의 융점의 차([저밀도 폴리에틸렌 B의 융점]-[고분자형 대전 방지제 C의 융점])가 -10∼+10℃의 범위 내이지만, 또한 연속 운전에 있어서도 고품질의 발포 시트를 얻는 관점에서, 상기 융점차는 바람직하게는 -8∼+8℃이고, 보다 바람직하게는-7∼+7℃이다.
또한 고분자형 대전 방지제 C의 융점은 125℃ 이하인 것이 바람직하고, 120℃ 이하인 것이 보다 바람직하다. 한편, 융점의 하한은 대략 100℃ 정도이다.
또한, 대전 방지층에 있어서의 저밀도 폴리에틸렌 B와 고분자형 대전 방지제 C의 융점은 모두 상기 저밀도 폴리에틸렌 A과 동일한 방법에 의해 구해진다.
또한, 고분자형 대전 방지제 C의 멜트 플로우 레이트는 10g/10분 이상이고, 20g/10분 이상인 것이 바람직하고, 30g/10분 이상인 것이 보다 바람직하다. 한편, 그 상한은 대략 100g/10분 정도이다. 상기 범위이면, 대전 방지제가 유동성이 우수하여, 효과적으로 대전 방지 성능을 발휘함으로써 바람직하다.
또한, 고분자형 대전 방지제 C의 멜트 플로우 레이트는 10g/10분 이상이고, 20g/10분 이상인 것이 바람직하고, 30g/10분 이상인 것이 보다 바람직하다. 한편, 그 상한은 대략 100g/10분 정도이다. 상기 범위이면, 대전 방지제가 유동성이 우수하여, 효과적으로 대전 방지 성능을 발휘함으로써 바람직하다. 저밀도 폴리에틸렌 B, 고분자형 대전 방지제 C의 멜트 플로우 레이트는 상기 저밀도 폴리에틸렌 A와 동일한 방법에 의해 구해진다. 또한, 고분자형 대전 방지제 C의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌 B의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌 B의 멜트 플로우 레이트/고분자형 대전 방지제 C의 멜트 플로우 레이트)는 2 이하인 것이 바람직하고, 1 이하인 것이 보다 바람직하고, 0.8 이하인 것이 더욱 바람직하다. 상기 비가 상기 범위이면, 고분자형 대전 방지제 C가 망 형상 또는 층 형상으로 분산되어, 우수한 대전 방지 성능을 더 효과적으로 발휘할 수 있다. 한편, 상기 비의 하한은 대략 0.01 이상인 것이 바람직하다.
본 발명에서 바람직하게 사용되는 고분자형 대전 방지제 C는 폴리에테르와 폴리올레핀의 블록 공중합체로 이루어지는 것이고, 시판품으로서는, 예를 들면 Sanyo Chemical Industries, Ltd. 제품의 Pelectron LMP(융점 114℃, 멜트 플로우 레이트 30g/10분) 등을 들 수 있다.
본 발명에 있어서 사용되는 고분자형 대전 방지제 C의 수 평균 분자량으로서는 2000 이상이 바람직하고, 보다 바람직하게는 2000∼100000, 더욱 바람직하게는 5000∼80000이다. 또한, 상기 고분자형 대전 방지제의 수 평균 분자량의 상한은 대략 500000이다. 고분자형 대전 방지제의 수 평균 분자량을 상기 범위로 함으로써, 대전 방지 성능이 습도 등의 환경에 좌우되지 않고 보다 안정적으로 발현된다.
상기 수 평균 분자량은 고온 겔 투과 크로마토그래피를 이용하여 구해진다. 예를 들면, 고분자형 대전 방지제가 폴리에테르에스테르 아미드나 폴리에테르를 주성분으로 하지만, 경우에는 오쏘 디클로로벤젠을 용매로 하여 시료 농도 3㎎/㎖로 하고, 폴리스티렌을 기준 물질로 하여 컬럼 온도 135℃의 조건으로 측정되는 값이다. 또한, 상기 용매의 종류, 컬럼 온도는 고분자형 대전 방지제의 종류에 따라 적당히 변경한다.
(고분자형 대전 방지제 C의 배합량)
대전 방지층에 있어서의 고분자형 대전 방지제 C의 배합량은 충분한 대전 방지 특성을 갖고, 또한 고품질의 발포 시트를 얻는 점에서, 상기 대전 방지층을 구성하는 저밀도 폴리에틸렌 B100질량부에 대하여 5∼300질량부인 것이 바람직하고, 보다 바람직하게는 7∼150질량부, 더욱 바람직하게는 10∼100질량부이다.
(대전 방지층(3)의 표면 저항률)
본 발명에 있어서는 상기 고분자형 대전 방지제 C를 첨가함으로써, 대전 방지층(3)면의 표면 저항률을 1×107∼1×1012Ω로 할 수 있다. 상기 표면 저항률이 상기 범위 내이면, 발포 시트는 충분한 대전 방지 특성을 나타내는 것이 된다. 상기 관점에서는 상기 표면 저항률은 8×1011Ω 이하가 바람직하고, 5×1011Ω 이하가 더욱 바람직하다.
본 발명에 있어서의 표면 저항률은 하기 시험편의 상태 조절을 행한 후, JIS K6271:2008에 준거하여 측정된다. 구체적으로는, 측정 대상물인 발포 시트로부터 잘라낸 시험편(세로 100㎜×가로 100㎜×두께: 측정 대상물 두께)을 온도 23℃, 상대습도 50%의 분위기 하에 36시간 방치함으로써 시험편의 상태 조절을 행한다. 이어서, 온도 23℃, 상대습도 50%의 분위기 하에서 인가 전압 500V의 조건으로 시험편에 전압을 인가한다. 전압 인가를 개시하여 1분 경과 후의 표면 저항률을 측정한다.
(휘발성 가소제)
본 발명의 제조 방법에 있어서는 대전 방지층 형성용 용융 수지 조성물(9)은 휘발성 가소제가 첨가되는 것이 바람직하다. 휘발성 가소제로서는 대전 방지층 형성용 용융 수지 조성물(9)의 용융 점도를 저하시키는 기능을 갖는 동시에, 대전 방지층 형성 후에 상기 대전 방지층으로부터 휘발하여 대전 방지층 중에 존재하지 않게 되는 것이 바람직하게 사용된다.
휘발성 가소제를 대전 방지층 형성용 용융 수지 조성물 중에 첨가함으로써, 대전 방지층 형성용 용융 수지 조성물은 공압출할 때에 대전 방지층 형성용 용융 수지 조성물의 압출 수지를 발포층 형성용 용융 수지 조성물의 압출 수지 온도에 가까워질 수 있는 온도 저하 효과와 함께, 용융 상태의 대전 방지층의 용융 신장을 현저하게 향상시킬 수 있는 신장성 개선 효과가 얻어진다. 온도 저하 효과에 의해, 압출 발포시에 대전 방지층의 열에 의해 발포층의 기포 구조가 파괴되기 어려워진다. 또한, 신장성 개선 효과에 의해 대전 방지층의 신장이 발포층의 발포시의 신장에 추종하므로, 대전 방지층의 신장 부족에 의한 발포 시트(1) 표면에 있어서의 균열 발생이 방지된다.
상기 휘발성 가소제로서는 탄소수 2∼7개의 지방족 탄화수소나 지환식 탄화수소, 탄소수 1∼4개의 지방족 알콜, 및 탄소수 2∼8개의 지방족 에테르로부터 선택되는 1종, 또는 2종 이상의 것이 바람직하게 사용된다. 윤활제와 같이 휘발성이 낮은 것을 가소제로서 사용한 경우, 휘발성이 낮은 가소제는 대전 방지층에 잔존하여 유리 등의 피포장체의 표면을 오염시킬 수 있다. 이것에 대하여, 휘발성 가소제는 대전 방지층을 구성하는 수지를 효율적으로 가소화시켜, 얻어지는 대전 방지층에 휘발성 가소제 자체가 남기 어렵다는 점에서 바람직하다.
휘발성 가소제는 대전 방지층으로부터 휘발되기 쉬운 것이 사용되고, 그 비점은 120℃ 이하가 바람직하고, 보다 바람직하게는 80℃ 이하이다. 휘발성 가소제의 비점이 이 범위이면, 압출한 후 얻어진 발포 시트(1)를 방치해두면, 휘발성 가소제는 대전 방지층으로부터 자연히 휘산하여 자연히 제거된다. 상기 비점의 하한값은 대략 -50℃이다.
휘발성 가소제의 첨가량은 저밀도 폴리에틸렌 B와 고분자형 대전 방지제 C의 합계 100질량부에 대하여 7질량부∼50질량부인 것이 바람직하다. 상술의 온도 저하 효과와 신장성 개선 효과의 관점에서, 휘발성 가소제의 첨가량은 9질량부 이상이 바람직하고, 10질량부 이상이 보다 바람직하다.
한편, 휘발성 가소제의 첨가량이 대략 50질량부 이하이면, 대전 방지층 자체의 물성 저하를 야기하는 경우가 없어 휘발성 가소제가 대전 방지층 형성용 용융 수지 조성물 중에 침투하여 충분하게 혼련된다. 이 때문에, 다이 립으로부터 휘발성 가소제가 내뿜어지는 경우가 없이, 대전 방지층에 구멍이 열리거나 발포 시트의 표면이 요철 형상이 되는 것을 충분하게 억제할 수 있으므로, 표면 평활성이 우수한 발포 시트(1)가 된다. 이러한 관점에서, 휘발성 가소제의 첨가량은 40질량부 이하가 바람직하고, 30질량부 이하가 보다 바람직하고, 25질량부 이하가 더욱 바람직하다.
(기타 첨가제)
상기 대전 방지층(3)에는 본 발명의 효과를 손상시키지 않는 범위에서, 저밀도 폴리에틸렌 B 이외의 열가소성 수지, 방청제, 방담제, 항균제, 착색제, 열 안정제, 내후제, 자외선 흡수제, 난연제 등의 첨가제를 함유할 수도 있다.
본 발명의 제조 방법에 있어서, 중장기의 연속 생산에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이고, 또한 충분한 대전 방지 성능을 발현하는 발포 시트(1)가 얻어지는 이유는 현 시점에서는 확실하지는 않지만, 다음과 같이 추측하고 있다.
종래, 이 종류의 대전 방지층을 구비한 폴리에틸렌계 수지 발포 시트에 있어서는 대전 방지제로서는 후기 비교예에 보여지는 바와 같이, 기재 수지인 저밀도 폴리에틸렌계 수지와의 융점차가 +20℃ 이상인 융점 135℃ 정도의 고분자형 대전 방지제가 사용되고 있다. 이러한 종래의 고분자형 대전 방지제를 사용한 경우, 상술한 바와 같이 제 2 압출기 내의 온도는 200℃ 정도의 고온으로 유지되어 있으므로, 상기 고분자형 대전 방지제는 대전 방지층 형성용 용융 수지 조성물 중에 완전하게 용융되어 미용융의 고분자형 대전 방지제의 결정은 석출되지 않는다.
그러나, 이러한 대전 방지층 형성용 용융 수지 조성물은 상술한 바와 같이 다이(13)에 도입될 때, 발포 적정 온도에 가능한 한 가까워지도록 냉각되고, 구체적으로는 120℃ 정도(저밀도 폴리에틸렌계 수지의 융점+10℃ 이하 정도)로 냉각된다. 종래의 고분자형 대전 방지제의 융점은 135℃ 정도이기 때문에, 이러한 냉각 온도 하에서는 제 2 압출기 내에서 용융되고 있던 고분자형 대전 방지제의 일부가 결정화하여 석출해버린다고 생각된다.
그리고, 이 석출 결정을 포함하는 대전 방지층 형성용 용융 수지 조성물을 공압출 다이 내에서 발포층 형성용 용융 수지 조성물과 적층 합류시켜 공압출시키면, 석출 결정이 다이의 내벽면에 체류 부착하기 시작한다. 초기 단계(수 시간)에서는 이 다이의 내벽면에 부착된 결정의 체류 부착량은 적으므로, 대전 방지층에 대한 영향은 작다. 그러나, 예를 들면 2일간 연속 생산이나, 또한 7일간으로 한 장기에 걸친 연속 생산의 경우에는 상기 결정의 체류량이나 부착량이 비약적으로 증대하여, 결국에는 대전 방지층 형성용 용융 수지 조성물에 상기 결정이 포함된 상태에서 압출되어 발포 시트에 작은 구멍이나 관통 구멍이 발생하는 원인이 된다. 본 발명과 같은 얇은 발포 시트의 경우, 특히 다이 립의 클리어런스를 좁혀 제조하기 때문에, 상기 결정에 의한 영향을 받기 쉬어 발포 시트에 작은 구멍이나 관통 구멍이 생기기 쉬워진다고 생각된다.
이것에 대하여, 본 발명 방법에 있어서는 대전 방지제로서 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상의 고분자형 대전 방지제 C를 사용함으로써, 상기와 같은 냉각 온도 하에서도 다이 내에 있어서 고분자형 대전 방지제 C의 결정화가 방지 또는 억제된다고 생각된다.
따라서, 본 발명에 있어서는 종래의 고분자형 대전 방지제를 사용한 경우와는 달리, 두께가 얇음에도 불구하고, 수 시간의 단기간은 물론, 수 일간의 장기간에 걸친 연속 생산에 있어서도, 고분자형 대전 방지제에 기인한다고 생각되는 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질 또한 충분한 대전 방지 성능을 발현하는 발포 시트(1)를 얻을 수 있다.
상술한 바와 같이, 본 발명의 발포 시트의 제조 방법은 수 시간으로 한 단기간은 물론, 수 일간의 장기간에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제된 것이기 때문에 연속 생산성이 우수한 것으로 된다. 따라서, 본 발명의 발포 시트의 제조에 있어서는 두께, 폭 방향 길이에 의해서도 다르지만, 제조시에 100m 이상, 바람직하게는 300m 이상의 길이의 롤 형상으로서 발포 시트를 권취할 수 있다.
이것에 대하여, 종래의 제조 방법에 있어서는 수 일간으로 하는 중장기간에 걸친 연속 제조를 행했을 때에 발포 시트에 작은 구멍이나 관통 구멍의 하자가 발생할 우려가 있고, 그 경우, 한번 발포 시트를 롤로부터 분리하여 하자 부분을 제거한 후에, 다시 발포 시트를 롤 형상으로 권취하는 작업이 필요하기 때문에 생산 효율이 현저하게 저하해버린다.
상기 관점에서, 본 발명에 있어서는 폴리에틸렌계 수지 적층 발포 시트에 존재하는 지름 1㎜ 이상의 관통 구멍의 수가 적을수록 바람직하다. 구체적으로는 제조 개시로부터 2일, 7일 경과 후, 1시간에 발생하는 1㎜ 이상의 관통 구멍의 수가 3개 미만인 것이 바람직하다.
(발포 시트(1)의 두께)
본 발명의 제조 방법으로 얻어지는 발포 시트(1)의 두께(평균 두께)는 0.05㎜ 이상 0.5㎜ 이하이다. 간지로서의 완충성과 사용 가능성의 관점에서, 평균 두께의 하한은 바람직하게는 0.07㎜, 보다 바람직하게는 0.1㎜, 더욱 바람직하게는 0.15㎜이다. 한편, 평균 두께의 상한은 바람직하게는 0.4㎜, 보다 바람직하게는 0.35㎜, 더욱 바람직하게는 0.3㎜이다. 발포 시트의 평균 두께는 주로 상기 겉보기 밀도, 압출시의 다이 립의 간격, 블로우업비, 인수 속도를 조정함으로써 상기 범위 내로 조정할 수 있다.
발포 시트(1)의 평균 두께는 Yamabun Electronics Co., Ltd. 제작의 오프라인 두께 측정기 TOF-4R 등을 사용하여 측정할 수 있다. 우선, 발포 시트(1)의 전체 폭에 대해서, 1cm 간격으로 두께의 측정을 행한다. 이 1cm 간격으로 측정되는 발포 시트(1)의 두께를 바탕으로 전체 폭의 산술 평균 두께를 구한다. 또한, 상기 측정에 사용하는 발포 시트(1)는 온도 23±5℃, 상대습도 50%의 조건 하에서 24시간 이상 상태 조정한 것을 사용한다.
(발포 시트(1)의 겉보기 밀도)
본 발명의 제조 방법으로 얻어지는 발포 시트(1)의 겉보기 밀도는 바람직하게는 20∼450㎏/㎥의 범위 내이다. 겉보기 밀도가 상기 범위이면, 간지 등의 포장 재로서 완충성이 우수한 것이 됨으로써 바람직하다. 이러한 관점에서, 상기 겉보기 밀도는 30∼300㎏/㎥가 바람직하고, 보다 바람직하게는 50∼200㎏/㎥이다.
또한, 발포 시트(1)의 겉보기 밀도는 발포 시트의 단위 면적당 중량(g/㎡)을 발포 시트(1)의 평균 두께로 나눗셈하고, 또한 [㎏/㎥]로 단위 환산함으로써 구할 수 있다. 발포 시트(1)의 겉보기 밀도는 주로 물리 발포제의 주입량, 수지 온도의 조정에 의해 상기 범위 내로 조정할 수 있다.
또한, 환 형상 다이의 토출구 지름과 맨드릴의 지름의 비(블로우업비:맨드릴의 직경/환상 다이의 립부 직경)은 2.2∼3.8로 하는 것이 바람직하다. 상기 범위이면, 발포에 따른 원주 방향으로의 물결 현상이 없어 두께 정밀도가 우수하고, 또한 기포가 폭 방향으로의 과도한 편평화가 없이 양호한 발포 시트를 얻어지기 때문에 바람직하다.
(발포 시트(1))
본 발명에 의한 신규한 폴리에틸렌계 수지 적층 발포 시트는 상술한 바와 같이 두께가 매우 얇음에도 불구하고, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질의 것이고, 게다가 충분한 대전 방지 성능을 발현한다.
따라서, 본 발명의 신규한 폴리에틸렌계 수지 적층 발포 시트는 대전 방지기능 등이 강하게 요구되는 분야, 특히 액정 디스플레이, 플라즈마 디스플레이, 일렉트로 루미네선스 디스플레이 등의 화상 표시 기기용 박형 유리판의 반송이나 곤포시의 손상을 방지하기 위한 유리판용 간지로서 널리 매우 유용한 것이다. 또한, 중장기에 걸쳐 연속적으로 제조하는 것이 가능하여, 공업적으로 매우 생산 효율이 높은 발포 시트이다.
실시예
이하, 실시예 및 비교예에서 본 발명을 더욱 상세하게 설명한다. 단, 본 발명은 실시예에 한정되는 것은 아니다.
[저밀도 폴리에틸렌]
실시예 및 비교예에서 사용한 저밀도 폴리에틸렌을 표 1에 나타낸다.

실시예 및 비교예에서 사용한 고분자형 대전 방지제를 표 2에 나타낸다.

[기포 조정제]
실시예 및 비교예에서 사용한 기포 조정제는 탄산수소나트륨과 구연산-나트륨의 중량비 1:1의 혼합물이고, 평균 입자 지름(d50) 6㎛, 최대 입자 지름 30㎛의 화학 발포제를 사용했다.
[장치]
발포 시트 제조 장치로서, 발포층 형성용 배럴 내경 115㎜의 압출기와 그 하류측에 배럴 내경 150㎜의 압출기가 연결된 제 1 압출기(탠덤 압출기)와, 대전 방지층 형성용 배럴 내경 65㎜의 제 2 압출기를 구비한 것을 사용했다. 제 1 압출기와 제 2 압출기의 출구측은 공압출용 환상 다이에 접속되었다. 또한, 다이의 립부 금형의 온도 조절은 립부 금형을 8분할하여 분할된 부분마다 행했다.
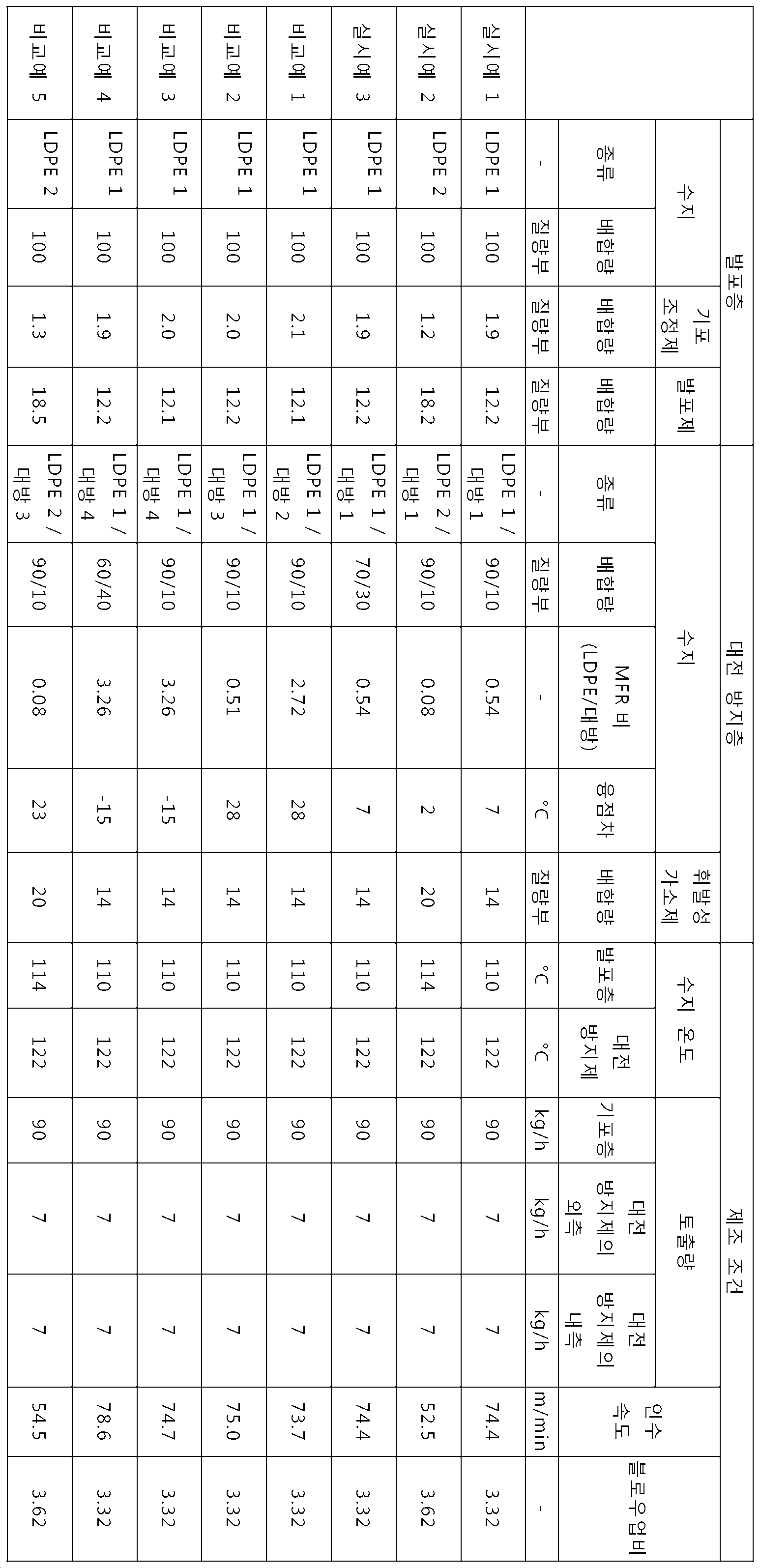
실시예 1∼3, 비교예 1∼5
발포층은 표 3에 나타내는 저밀도 폴리에틸렌과 기포 조정제를 표 3에 나타내는 배합으로 상기 제 1 압출기의 원료 투입구에 공급하고 가열 혼련하여, 200℃로 조정된 수지 용융물로 했다. 상기 수지 용융물에 물리 발포제로서 노멀부탄 70중량%와 이소부탄 30중량%의 혼합 부탄을, 저밀도 폴리에틸렌 100질량부에 대하여 표 3에 나타내는 배합량이 되도록 압입하여 가열 혼련하고, 이어서 냉각하고 표 3에 나타내는 수지 온도의 발포층 형성용 용융 수지 조성물로 하여 상기 발포층 형성용 용융 수지 조성물을 공압출용 환상 다이에 도입했다. 표 3에 있어서의 기포 조정제 및 물리 발포제의 배합량은 발포층을 구성하는 저밀도 폴리에틸렌 100질량부에 대한 기포 조정제 및 물리 발포제의 질량부를 나타낸다.
동시에, 표 3에 나타내는 저밀도 폴리에틸렌과, 고분자형 대전 방지제와, 표 3에 나타내는 휘발성 가소제를, 제 2 압출기에 공급하여 200℃에서 가열 혼련하고, 이어서 냉각하고 표 3에 나타내는 수지 온도로 조정하여 대전 방지층 형성용 용융 수지 조성물로 하여 상기 대전 방지층 형성용 용융 수지 조성물을 공압출용 환상 다이에 도입했다. 공압출용 환상 다이 내에서 발포층 형성용 용융 수지 조성물의 외측과 내측에 대전 방지층 형성용 용융 수지 조성물을 합류 적층하고, 적층 용융 물로서 다이의 립을 통과시켜 대기 중에 압출하여 대전 방지층/발포층/대전 방지층의 3층 구성의 통 형상의 적층 발포체를 형성했다. 상기 적층 발포체를 맨드릴로 표 3에 나타내는 블로우업비로 확경하면서 표 3에 나타내는 속도로 인수하고, 또한 압출 방향을 따라 절개하고 소정 길이의 롤체에 권취하여 대전 방지층이 발포층의 양면에 적층 접착된 발포 시트를 얻었다. 표 3에 있어서의 휘발성 가소제의 배합량은 대전 방지층을 구성하는 저밀도 폴리에틸렌과 고분자형 대전 방지제의 합계 100질량부에 대한 휘발성 가소제의 질량부를 나타낸다.
실시예, 비교예에서 얻어진 발포 시트의 물성을 표 4에 나타낸다.

(표 4의 검토 결과)
표 4로부터, 실시예 1∼3에서 얻어지는 발포 시트는 저밀도 폴리에틸렌 B와의 융점차가 +7℃인 특유한 고분자형 대전 방지제(대방 1: 융점 114℃)를 사용했기 때문에, 48시간(2일간)으로 하는 중기 연속 생산에 있어서는 물론 168시간(7일간)으로 하는 장기의 연속 생산에 있어서도 그 표면에 관통 구멍의 발생이 방지·억제된 것이고, 게다가 대전 방지 성능이 충분히 발현되는 것이다. 따라서, 본 발명의 발포 시트는 대전 방지 성능을 갖고, 또한 안정적이고 대량으로 생산할 수 있는 공업적으로 매우 가치가 있는 발포 시트인 것을 알았다.
이것에 대하여, 비교예 1∼2에서 얻어지는 발포 시트는 저밀도 폴리에틸렌과의 융점차가 28℃인 고융점(135℃)의 고분자형 대전 방지제(대방 2, 대방 3)를 사용한 것이지만, 48시간(2일간)으로 하는 중기 연속 생산에 있어서 이미 관통 구멍의 발생이 보여지고, 168시간(7일간)으로 하는 장기의 연속 생산에 있어서는 관통 구멍의 발생이 더욱 현저한 것으로, 생산 효율의 낮은 것을 알았다.
비교예 3에서 얻어지는 발포 시트는 저밀도 폴리에틸렌과의 융점차가 -15℃인 고분자 대전 방지제(대방 4: 융점 92℃)를 사용한 것이지만, 배합량이 소량인 경우에는 작은 구멍이나 관통 구멍이 없는 고품질한 발포 시트가 얻어지지만, 충분한 대전 방지 성능이 발현되지 않는다. 그래서, 비교예 4와 같이, 대전 방지능을 충분하게 발현시키고자 하여 그 배합량을 많게 하면, 이번에는 멜트 플로우 레이트가 낮은 대방 4가 다량이기 때문에 대전 방지층의 제막 자체가 어려워, 발포 시트를 안정하게 제조하는 것이 곤란했다.
비교예 5에서 얻어지는 발포 시트는 실시예 2와 대비되는 것이고, 저밀도 폴리에틸렌계 수지와의 융점차가 큰 대전 방지제에서는 장기 연속 생산에 적합하지 않은 것을 알았다.
또한, 표 4에 있어서 각종 물성은 이하와 같이 측정했다.
(발포 시트의 두께)
발포 시트의 평균 두께는 Yamabun Electronics Co., Ltd. 제작의 오프라인 두께 측정기 TOF-4R를 사용하여 측정했다. 우선, 발포 시트 전체 폭에 대해서, 1cm 간격으로 두께의 측정을 행했다. 이 1cm 간격으로 측정되는 발포 시트 두께를 바탕으로, 전체 폭의 산술 평균 두께를 구했다. 또한, 상기 측정에 사용하는 발포 시트는 온도 23±5℃, 상대습도 50%의 조건 하에서 48시간 상태 조정한 것을 사용했다.
(발포 시트의 평량)
발포 시트의 평량은 발포 시트 전체 폭에 걸쳐 폭 250㎜의 직사각형 형상의 시험편을 잘라내고, 상기 시험편의 중량(g)을 상기 시험편의 면적(시트 폭(㎜)×250㎜)으로 나눗셈하고 1㎡당 적층 발포판의 중량(g)으로 환산하여, 이것을 발포 시트의 평량(g/㎡)으로 했다.
(발포 시트의 겉보기 밀도)
발포 시트의 겉보기 밀도는 상기 방법에 의해 구한 발포 시트의 평량(g/㎡)을 상기에 의해 구한 발포 시트의 평균 두께로 나눗셈하여 구했다.
(대전 방지층 편면당 평량)
대전 방지층의 편면당 평량은 대전 방지층 형성용 용융 수지 조성물의 편면당 압출기 토출량을 L(㎏/hr), 발포체 인수 속도(M)(m/min), 발포체 전체 폭(N)(m)으로서, 이하의 식(1)에 의해 구했다.
대전 방지층의 평량(g/㎡)=L×103/(M×N×60)···(1)
(관통 구멍 등의 발생)
(중기)
발포 시트 제조시에 결점 검출기를 사용하여 발포 시트의 표면을 제조 개시 48시간 경과 후 1시간 관찰하고, 다음의 기준에 의해 평가했다.
excellent: 48시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 0개
good: 48시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 3개 미만
poor: 48시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 3개 이상 5개 미만
bad: 48시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 5개 이상
(장기)
발포 시트 제조시에 결점 검출기를 사용하여 발포 시트의 표면을 제조 개시 168시간 경과 후 1시간 관찰하고, 다음의 기준에 의해 평가했다.
good: 168시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 3개 미만
poor: 168시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 3개 이상 5개 미만
bad: 168시간 경과 후 1시간에 발생한 1㎜ 이상의 관통 구멍의 수가 5개 이상
-: 평가할 수 없음(발포 시트를 형성할 수 없음)
(표면 저항률)
표면 저항률은 하기 시험편의 상태 조절을 행한 후 JIS K6271:2008에 준거하여 측정했다. 구체적으로는, 측정 대상물인 발포 시트로부터 무작위로 잘라낸 5편의 시험편(세로 100㎜×가로 100㎜×두께: 측정 대상물 두께)을 온도 23℃, 상대습도 50%의 분위기 하에 36시간 방치함으로써 시험편의 상태 조절을 행했다. 이어서, 각각의 시험편의 양면에 대하여 온도 23℃, 상대습도 50%의 분위기 하에서 인가 전압 500V의 조건으로 시험편에 전압을 인가하고, 전압 인가를 개시하여 1분 경과 후의 표면 저항률을 측정하고, 그들의 산술 평균값(시험편 5편×양면[n=10])을 적층발포 시트의 표면 저항률로 했다.
1 저밀도 폴리에틸렌계 수지 적층 발포 시트(발포 시트)
2 발포층 3 대전 방지층
A 발포층을 형성하는 저밀도 폴리에틸렌 A
4 제 1 압출기 5 물리 발포제
6 발포층 형성용 용융 수지 조성물
B 대전 방지층을 형성하는 저밀도 폴리에틸렌 B
C 고분자형 대전 방지제 C 7 제 2 압출기
8 휘발성 가소제
9 대전 방지층 형성용 용융 수지 조성물
10 환상 다이 11 통 형상 적층 발포체
2 발포층 3 대전 방지층
A 발포층을 형성하는 저밀도 폴리에틸렌 A
4 제 1 압출기 5 물리 발포제
6 발포층 형성용 용융 수지 조성물
B 대전 방지층을 형성하는 저밀도 폴리에틸렌 B
C 고분자형 대전 방지제 C 7 제 2 압출기
8 휘발성 가소제
9 대전 방지층 형성용 용융 수지 조성물
10 환상 다이 11 통 형상 적층 발포체
Claims (8)
- 발포층의 적어도 편면에 대전 방지층이 적층 접착된 두께가 0.05∼0.5㎜인 폴리에틸렌계 수지 적층 발포 시트를 제조하는 방법으로서,
저밀도 폴리에틸렌 A 및 물리 발포제를 혼련하여 이루어지는 발포층 형성용 용융 수지 조성물과, 저밀도 폴리에틸렌 B 및 대전 방지제를 혼련하여 이루어지는 대전 방지층 형성용 용융 수지 조성물을 다이 내에서 합류 적층시킨 적층물을 공압출하여 발포시키는 공정을 포함하고,
대전 방지제는 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 제 1 항에 있어서,
저밀도 폴리에틸렌 A 및 저밀도 폴리에틸렌 B의 멜트 플로우 레이트가 모두 10∼20g/10분인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
고분자형 대전 방지제 C의 융점이 120℃ 이하인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
고분자형 대전 방지제 C의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌 B의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌 B의 멜트 플로우 레이트/고분자형 대전 방지제 C의 멜트 플로우 레이트)가 2 이하인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
대전 방지층의 평량이 1∼5g/㎡의 범위 내인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
대전 방지층에 있어서의 고분자형 대전 방지제 C의 배합량이 저밀도 폴리에틸렌 B 100질량부에 대하여 5∼300질량부인 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트의 제조 방법. - 저밀도 폴리에틸렌 A로 이루어지는 발포층의 적어도 편면에 저밀도 폴리에틸렌 B와 대전 방지제를 포함하는 대전 방지층이 적층 접착된 폴리에틸렌계 수지 적층 발포 시트로서,
발포 시트의 두께가 0.05㎜∼0.5㎜의 범위 내, 겉보기 밀도가 20∼450㎏/㎥의 범위 내이고,
대전 방지제가 저밀도 폴리에틸렌 B와의 융점차가 -10℃∼+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제 C이고, 상기 고분자형 대전 방지제 C가 저밀도 폴리에틸렌 B 100질량부에 대하여 5∼300질량부 배합되어 있는 것을 특징으로 하는 폴리에틸렌계 수지 적층 발포 시트. - 제 7 항에 기재된 폴리에틸렌계 수지 적층 발포 시트로 이루어지는 유리판 간지.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015064122A JP6078091B2 (ja) | 2015-03-26 | 2015-03-26 | ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 |
| JPJP-P-2015-064122 | 2015-03-26 | ||
| PCT/JP2016/059168 WO2016152910A1 (ja) | 2015-03-26 | 2016-03-23 | ポリエチレン系樹脂積層発泡シートの製造方法、ポリエチレン系樹脂積層発泡シート及びそれを用いたガラス板用間紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170130471A true KR20170130471A (ko) | 2017-11-28 |
| KR102401694B1 KR102401694B1 (ko) | 2022-05-25 |
Family
ID=56978728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177029516A KR102401694B1 (ko) | 2015-03-26 | 2016-03-23 | 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10465057B2 (ko) |
| EP (1) | EP3275618B1 (ko) |
| JP (1) | JP6078091B2 (ko) |
| KR (1) | KR102401694B1 (ko) |
| CN (1) | CN107428057B (ko) |
| WO (1) | WO2016152910A1 (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107722417B (zh) * | 2017-09-20 | 2020-12-25 | 广德祥源新材科技有限公司 | 复合高导热缓冲辐照交联聚乙烯泡棉及其制备方法 |
| FR3076293B1 (fr) * | 2017-12-29 | 2022-11-18 | Saint Gobain | Procede de bombage de feuille de verre |
| JP7029354B2 (ja) * | 2018-06-01 | 2022-03-03 | 株式会社ジェイエスピー | ポリオレフィン系樹脂積層発泡シート、ガラス板用間紙及びポリオレフィン系樹脂積層発泡シートの製造方法 |
| CN108760834B (zh) * | 2018-06-05 | 2020-12-25 | 中国科学技术大学 | 一种通过半导体传感器探测挥发性增塑剂的方法 |
| JP7090534B2 (ja) * | 2018-12-05 | 2022-06-24 | 株式会社ジェイエスピー | ポリスチレン系樹脂多層発泡シートとそれを用いた間紙 |
| TWI831901B (zh) * | 2019-02-04 | 2024-02-11 | 日商Jsp股份有限公司 | 層壓發泡體片材之製造方法及擠出層壓發泡體片材 |
| JP7122273B2 (ja) * | 2019-02-27 | 2022-08-19 | 株式会社ジェイエスピー | 多層発泡シート |
| CN110128734A (zh) * | 2019-06-11 | 2019-08-16 | 宁波邦泰汽车配件有限公司 | 一种复合型tpe挤出发泡片的制备工艺 |
| JP7277281B2 (ja) * | 2019-06-24 | 2023-05-18 | 株式会社ジェイエスピー | ポリエチレン系樹脂積層発泡シート、ポリエチレン系樹脂積層発泡シートの製造方法 |
| JP7271407B2 (ja) * | 2019-11-28 | 2023-05-11 | 株式会社ジェイエスピー | ポリオレフィン系樹脂多層発泡シート及びガラス板用間紙 |
| CN111117036B (zh) * | 2019-12-30 | 2022-04-19 | 金发科技股份有限公司 | 一种聚乙烯组合物及其制备方法 |
| JP7407620B2 (ja) * | 2020-02-26 | 2024-01-04 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シートの製造方法、及びポリエチレン系樹脂押出発泡シート |
| CN112895652A (zh) * | 2021-03-25 | 2021-06-04 | 浙江新恒泰新材料有限公司 | 一种防静电辐射交联聚烯烃发泡材料及其制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050073557A (ko) * | 2004-01-08 | 2005-07-14 | 가부시키가이샤 제이에스피 | 폴리올레핀 수지 발포체 및 그 제조방법 |
| JP2007262409A (ja) | 2007-04-02 | 2007-10-11 | Jsp Corp | ガラス基板用間紙 |
| JP2010042556A (ja) * | 2008-08-11 | 2010-02-25 | Jsp Corp | ポリオレフィン系樹脂積層発泡体 |
| KR20100107410A (ko) * | 2009-03-25 | 2010-10-05 | 가부시키가이샤 제이에스피 | 적층 폴리에틸렌 수지 발포 시트 |
| JP2011079263A (ja) * | 2009-10-09 | 2011-04-21 | Dainippon Printing Co Ltd | 静電気防止粘着積層体 |
| JP2012020766A (ja) | 2010-07-14 | 2012-02-02 | Jsp Corp | ガラス板用間紙 |
| KR20140007869A (ko) * | 2011-02-03 | 2014-01-20 | 가부시키가이샤 제이에스피 | 폴리올레핀계 수지 적층 발포 시트 |
| KR20140018122A (ko) * | 2012-08-03 | 2014-02-12 | 가부시키가이샤 제이에스피 | 폴리에틸렌계 수지 발포 시트의 제조 방법 |
| WO2014030513A1 (ja) | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| KR20140044741A (ko) * | 2012-10-05 | 2014-04-15 | 가부시키가이샤 제이에스피 | 폴리올레핀계 수지 다층 발포 시트 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08230031A (ja) * | 1995-02-28 | 1996-09-10 | Sekisui Plastics Co Ltd | 熱可塑性樹脂発泡シートの回捲方法 |
| JP2013212594A (ja) * | 2012-03-30 | 2013-10-17 | Dainippon Printing Co Ltd | 帯電防止性能を有する発泡積層シートの製造方法 |
| CN104619496B (zh) * | 2012-09-12 | 2016-10-12 | 株式会社Jsp | 聚乙烯类树脂发泡片材 |
| JP5918665B2 (ja) * | 2012-09-13 | 2016-05-18 | 株式会社ジェイエスピー | ポリエチレン系樹脂発泡シートの製造方法 |
-
2015
- 2015-03-26 JP JP2015064122A patent/JP6078091B2/ja active Active
-
2016
- 2016-03-23 EP EP16768813.4A patent/EP3275618B1/en active Active
- 2016-03-23 KR KR1020177029516A patent/KR102401694B1/ko active IP Right Grant
- 2016-03-23 WO PCT/JP2016/059168 patent/WO2016152910A1/ja active Application Filing
- 2016-03-23 CN CN201680017959.3A patent/CN107428057B/zh active Active
- 2016-03-23 US US15/559,551 patent/US10465057B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050073557A (ko) * | 2004-01-08 | 2005-07-14 | 가부시키가이샤 제이에스피 | 폴리올레핀 수지 발포체 및 그 제조방법 |
| JP2007262409A (ja) | 2007-04-02 | 2007-10-11 | Jsp Corp | ガラス基板用間紙 |
| JP2010042556A (ja) * | 2008-08-11 | 2010-02-25 | Jsp Corp | ポリオレフィン系樹脂積層発泡体 |
| KR20100107410A (ko) * | 2009-03-25 | 2010-10-05 | 가부시키가이샤 제이에스피 | 적층 폴리에틸렌 수지 발포 시트 |
| JP2011079263A (ja) * | 2009-10-09 | 2011-04-21 | Dainippon Printing Co Ltd | 静電気防止粘着積層体 |
| JP2012020766A (ja) | 2010-07-14 | 2012-02-02 | Jsp Corp | ガラス板用間紙 |
| KR20140007869A (ko) * | 2011-02-03 | 2014-01-20 | 가부시키가이샤 제이에스피 | 폴리올레핀계 수지 적층 발포 시트 |
| KR20140018122A (ko) * | 2012-08-03 | 2014-02-12 | 가부시키가이샤 제이에스피 | 폴리에틸렌계 수지 발포 시트의 제조 방법 |
| JP2014043553A (ja) | 2012-08-03 | 2014-03-13 | Jsp Corp | ポリエチレン系樹脂発泡シートの製造方法 |
| WO2014030513A1 (ja) | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| KR20140044741A (ko) * | 2012-10-05 | 2014-04-15 | 가부시키가이샤 제이에스피 | 폴리올레핀계 수지 다층 발포 시트 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6078091B2 (ja) | 2017-02-08 |
| JP2016182736A (ja) | 2016-10-20 |
| CN107428057B (zh) | 2020-04-03 |
| KR102401694B1 (ko) | 2022-05-25 |
| EP3275618A4 (en) | 2018-09-05 |
| CN107428057A (zh) | 2017-12-01 |
| EP3275618B1 (en) | 2019-11-13 |
| EP3275618A1 (en) | 2018-01-31 |
| WO2016152910A1 (ja) | 2016-09-29 |
| US20180051154A1 (en) | 2018-02-22 |
| US10465057B2 (en) | 2019-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170130471A (ko) | 폴리에틸렌계 수지 적층 발포 시트의 제조 방법, 폴리에틸렌계 수지 적층 발포 시트 및 그것을 사용한 유리판용 간지 | |
| JP5572364B2 (ja) | 樹脂発泡シート | |
| KR102127016B1 (ko) | 폴리에틸렌계 수지 발포 시트의 제조 방법 | |
| EP3115202B1 (en) | Multilayer foam sheet and interleaf for glass plates | |
| KR101521410B1 (ko) | 폴리에틸렌계 수지 압출 발포 시트 및 유리 판용 간지 | |
| JP6627010B2 (ja) | ポリエチレン系樹脂押出発泡シート | |
| JP2011105863A (ja) | 樹脂発泡シート | |
| KR102392965B1 (ko) | 폴리에틸렌계 수지 압출 발포 시트의 제조 방법, 폴리에틸렌계 수지 압출 발포 시트 및 그것을 사용한 유리판용 간지 | |
| JP7020979B2 (ja) | ポリエチレン系樹脂発泡シートの製造方法およびポリエチレン系樹脂発泡シートとそのロール状物 | |
| JP7288762B2 (ja) | 積層発泡シートの製造方法 | |
| JP6449682B2 (ja) | 板状ポリスチレン系樹脂積層発泡体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |