KR20170032192A - 자동차 본체용 b-필라 및 b-필라 생산 프로세스 - Google Patents
자동차 본체용 b-필라 및 b-필라 생산 프로세스 Download PDFInfo
- Publication number
- KR20170032192A KR20170032192A KR1020160116993A KR20160116993A KR20170032192A KR 20170032192 A KR20170032192 A KR 20170032192A KR 1020160116993 A KR1020160116993 A KR 1020160116993A KR 20160116993 A KR20160116993 A KR 20160116993A KR 20170032192 A KR20170032192 A KR 20170032192A
- Authority
- KR
- South Korea
- Prior art keywords
- forming portion
- pillar
- inner panel
- region
- upper forming
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/04—Door pillars ; windshield pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/005—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material preformed metal and synthetic material elements being joined together, e.g. by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
- B62D29/043—Superstructures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
Abstract
본 발명은 자동차 본체용 B-필라에 관한 것으로서, 그러한 B-필라는 시트 금속 재료로 제조된 내부 패널(7) 및 내부 패널(7)에 연결된 다중-구성요소 외부 패널(8)을 포함하고, 그러한 외부 패널(8)은 시트 금속 재료로 제조된 하부 형성 부분(9) 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분(10)을 포함하고, 그러한 2개의 형성 부분(9, 10)은 서로 중첩되도록 중첩 영역(12)을 따라서 배열되고, 하부 형성 부분(9)이 B-필라의 제1 길이방향 연장 방향(Xu)으로 중첩 영역(12)을 넘어서서 상부 형성 부분(10)을 넘어 상부 형성 부분(10)으로부터 돌출하도록 그리고 상부 형성 부분(10)이 B-필라의 제2 길이방향 연장 방향(Xo)으로 중첩 영역(12)을 넘어서서 하부 형성 부분(9)으로부터 돌출하도록 서로 연결된다. 또한 본 발명은 B-필라를 생산하는 프로세스에 관한 것이다.
Description
본 발명은 시트 금속 재료로 이루어진 내부 패널, 및 내부 패널에 연결된 외부 패널을 가지는, 자동차 본체용 B-필라에 관한 것이다. 또한, 본 발명은 그러한 자동차 본체용 B-필라를 생산하는 프로세스에 관한 것이다.
자동차 본체 내에서, 중앙 필라 또는 기둥으로 또한 지칭될 수 있는 B-필라는 가장 정교한 부분 중 하나를 나타내는데, 이는 그 중량, 경직성(stiffness) 및 공명 주파수(resonant frequency)의 영향 때문이다. B-필라는 일반적으로 둘 이상의 패널 구성요소로 생산되고, 자동차 본체 내에 내장된(built-in) 조건에서, 차량 내부로 대면하는 적어도 하나의 내부 패널 및, 그에 따라 차량 내부로부터 멀어지는 쪽으로 대면하는 외부 패널을 포함한다. 외부 차체(shell), 외부 부분, B-필라의 외측부 또는 B-필라 외부체로서 또한 지칭될 수 있는 외부 패널이, 커버, 폐쇄 판, 내부 판 또는 B-필라 내측부로서 또한 지칭될 수 있는 내부 패널에 의해서 차량 내부로부터 폐쇄되는 U-형상의 스틸 요소 형태로 제공될 수 있다. 패널들을 서로 연결하기 위한 목적을 위해서, 패널들이, 스폿 용접에 의해서 서로 연결될 수 있는 측방향 접합 및 연결 플랜지들을 포함할 수 있다. 이어서, 자동차 본체 내로 통합된 B-필라가, 추가적인 접합 프로세스에 의해서, 자동차 본체의 외부 외피(skin)로, 지붕으로 또는 유리 표면으로 연결될 수 있다.
DE 10 2014 116 118 A1으로부터, 외부 측부 패널(outer side panel), 상부 패널, 하부 패널 및 내부 측부 패널을 포함하는 B-필라의 외부 부분이 공지되어 있다. B-필라의 외부 부분의 내부 측부 패널, 상부 패널 및 외부 측부 패널이 측방향 연결 플랜지를 따라서 함께 접합된다. 상부 패널이 중첩 영역을 따라서 하부 패널에 연결된다.
측방향 접합 및 연결 플랜지로 인해서, 외부 패널 및 내부 패널의 재료의 양이 이러한 연결 영역 내에서 이중-층이 된다. 접합 및 연결 플랜지를 따라서 - 일반적으로 단지 30 내지 50 mm 마다 이루어지는 스폿 용접에 의해서 2개의 패널을 연결하는 것에 의해서 - 외부 패널 및 내부 패널이 단지 부분적으로만 서로 연결된다. 또한, 스폿 용접 중에, 열이 점-방식(point-wise)으로 패널의 재료 내로 도입되기 때문에, 부분적 연성 구역이 플랜지 내에 생성되고, 그러한 연성 구역은, 충돌 에너지가 도입되는 경우에, 균열을 개시하는 경향이 있고, 그러한 균열 개시는 최종적으로 B-필라 내의 균열 파괴(crack failure)를 유도할 수 있다.
또한, 외부 패널의 길이방향으로 판 두께를 변화시키기 위한 목적을 위해서 특히 테일러 롤드 브랭크(Tailor Rolled Blank) 또는 테일러 웰디드 브랭크(Tailor Welded Blank)로부터 외부 패널을 생산하는 것이 일반적인 실무이다. 결과적으로, B-필라를 적용예 맞춤형 또는 시장-맞춤형 요건(application-specific or market-specific requirement)에 적합화(adapt)시키기 위해서, 차량 필라의 충돌 거동에 구체적으로 영향을 미치기 위한 강화된 영역, 약한 영역 및 연성인 영역을 제공할 수 있다. 그러나, 적어도 스폿-용접된 접합 및 연결된 플랜지의 영역 내에서, 그러한 두께 변동(variation)이 내부 패널로 전달되어야 한다. 이는 또한, 상이한 외부 패널들에 상응하는 내부 패널들을 제공할 필요가 있다는 것을 의미한다. 이는 고비용 및 복잡한 물류를 초래한다.
B-필라의 중량을 감소시키기 위해서, 얇은 벽으로 또는 경량 금속으로 패널을 생산하는 것, 그리고 섬유 보강형 플라스틱으로 전반적으로(consistently) 또는 국소적으로 패널의 경직성을 증가시키는 것이 공지되어 있다.
EP 1 867 559 A2는, 외부 패널 및 내부 패널이 용접된 다중-패널 구조물을 포함하는 B-필라를 제시한다. B-필라를 보강하기 위해서, B-필라가, 내부 판의 내측부에 접착된 섬유 보강형 플라스틱으로 제조된 내충격성 보강 부분을 포함한다.
DE 2013017 269 A1로부터, 다중-패널 디자인의 추가적인 B-필라가 공지되어 있고, 여기에서, 중량 감소를 목적으로, 내부 패널 및 그러한 내부 패널에 연결된 외부 패널이 생성되며; 양 패널은 알루미늄 판으로 제조된다. B-필라를 보강하기 위해서, 보강 요소가 내부 패널과 외부 패널 사이에 배열된다. 보강 요소들 중 제1 보강 요소가 알루미늄 합금으로 제조된 판 금속 부분이다. 보강 요소들 중 제2 보강 요소가, 제1 보강 요소와 내부 패널 사이에 수용된 섬유 보강형 플라스틱으로 생산된다.
추가적인 하이브리드 본체 구성요소(hybrid body component)가 DE 10 2012 203 888 A1 및 DE 10 2011 111 232 A1로부터 공지되어 있다. 심하게 응력을 받는 본체 부분을 보강하기 위해서, 부가적으로 섬유 보강형 플라스틱 구성요소로, 심하게 응력을 받는 영역 내의 판 금속 구성요소를 보강하는 것이 공지되어 있다.
외부 패널 및 내부 패널에 부가하여 추가적인 보강 패널을 포함하는 다중-패널 디자인의 이용으로 인해서 그리고 국소적으로 적용된 섬유 보강형 플라스틱 보강 요소로 인해서, 그러한 B-필라는 생산하는데 있어서 매우 고가이다. 또한, 부가적인 보강은 경량 구성의 원리에 반한다.
본 발명의 목적은, 높은 정도의 경직성 및 충돌 거동을 추가적으로 가지는, 구성요소의 수가 감소되고 중량이 감소된 B-필라를 제공하는 것이다. 또한, 그러한 목적은, 적은 구성요소, 감소된 중량, 및 충돌 경우의 엄격한 요구를 충족시키는 높은 정도의 경직성을 가지는 B-필라를 생산할 수 있게 하는 적합한 프로세스를 제시하는 것으로 이루어진다.
초기에 언급한 유형의 B-필라에 의해서 해결책이 제공되고, 그러한 B-필라의 외부 패널은 다중-구성요소 유형이고 시트 금속 재료로 제조된 하부 형성 부분 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분을 포함하고, 그러한 2개의 형성 부분은 중첩 영역만을 따라서 배열되고 서로 중첩되며, 하부 형성 부분이 B-필라의 제1 길이방향 연장 방향으로 중첩 영역을 넘어서서 상부 형성 부분으로부터 돌출하도록 그리고 상부 형성 부분이 B-필라의 제2 길이방향 연장 방향으로 중첩 영역을 넘어서서 하부 형성 부분으로부터 돌출하도록, 서로 연결된다.
본 발명에 따라서, B-필라의 외부 패널이 다중-구성요소 하이브리드 부분인 것이 제시되며, 이는, 시트 금속 재료로 제조된 하부 형성 부분 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분이, 함께, B-필라의 외부 패널을 기능적으로 형성한다는 것을 의미한다. 2개의 형성 부분이 서로에 대해서 오프셋되도록 배열되고, 중첩 영역으로서 지칭되는, B-필라의 규정된 길이방향 부분을 따라서 중첩된다. 중첩 영역은 2개의 형성 부분을 서로 연결하는 역할을 하고, 그에 따라 2개의 형성 부분이 중첩 영역 내에서만 서로 연결된다. 따라서, 중첩 영역 위에서, 외부 패널이 상부 형성 부분만에 의해서 형성된다. 결과적으로, 하이브리드 외부 패널의 상부 영역이 섬유 보강형 플라스틱으로 제조된 상부 형성 부분의 성질에 의해서 전적으로 결정된다. 유사하게, 이는, 시트 금속 재료로 제조된 하부 형성 부분에 의해서 전적으로 형성되는 외부 패널의 하부 영역에도 동일하게 적용된다. 결과적으로, 경량 외부 패널 및 시트 금속 재료로 제조된 내부 패널과 함께, 감소된 수의 구성요소를 가지는 경량 하이브리드 B-필라가 제공된다.
외부 패널의 중첩 영역이, 충돌의 경우에 차량의 탑승객을 보호하기 위해서 큰 강도 값으로 디자인되는 B-필라의 중앙 영역 내에 위치된다. 그러한 범위까지, 시트 금속 재료로 제조된 하부 형성 부분 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분으로 이루어진 2배의 재료량을 가지는 것의 결과로서, B-필라가 중첩 영역 내에서 보강되는 것이 유리하다. 서로 중첩되는 2개의 형성 부분에 의해서 보강되는 그러한 길이방향 영역 내에서, 즉 중첩 영역 내에서, 전방 도어를 위한 결합 쐐기(locking wedge), 도어 결합부(door lock), 도어 힌지 또는 후방 도어 걸쇠를 위한 수용 요소 또는 연결 판과 같은 장착 요소 또는 기능적 부분이 B-필라의 내장 조건에서 차량 본체에 일반적으로 제공된다. 또한, B-필라는, 각부 영역(foot region)으로 또한 지칭될 수 있는 하부 길이방향 영역뿐만 아니라, 머리 영역으로 또한 지칭되는 상부 길이방향 영역을 포함한다. "하향" 및 "상향" 또는 "중심"이라는 용어는 차량 본체에 위치된 내장된 조건의 B-필라를 참조한 공간적 정보를 제공한다.
B-필라의 제1 길이방향 연장 방향으로 즉, B-필라의 각부 영역 내로 하향으로 연장되는 하부 형성 부분이 일반적으로 차량 본체의 실보드(sillboard)에 연결된다. 대조적으로, B-필라의 제2 길이방향으로 즉, B-필라의 머리 영역 내로 상향으로 연장되는 상부 형성 부분이 지붕 또는 지붕 막대(roof bow)에 연결될 수 있다. 제1 및 제2 길이방향 연장 방향 모두가, 특히 B-필라의 2개의 반대되는 방향을 향하는 벡터들인 것으로 이해될 수 있을 것이다. 재료의 이중 층을 제공하는 것에 의해서 경직화되는 중첩 영역과 대조적으로, 상부 형성 부분을 가지는 B-필라의 상부 영역 및/또는 하부 형성 부분을 가지는 B-필라의 하부 영역이, 중첩 영역에 비해서, 큰 충돌 흡수 능력을 갖는다.
본 발명의 하나의 양태에 따라서, 중첩 영역의 길이방향 연장부가 하부 형성 부분의 길이방향 연장부의 70% 보다 짧고 및/또는 상부 형성 부분의 길이방향 연장부의 50% 보다 짧은 것이 제시된다. 결과적으로, B-필라의 중량이 감소될 수 있다. 그에 따라, 중첩 영역이, 2개의 형성 부분을 연결하기 위해서 그리고 전술한 장착 또는 기능적 구성요소를 부착하기 위해서 요구되는 최대 크기 및 면적으로 제한된다. "길이방향 연장부"는 중첩 영역의 그리고, 각각, 세장형의 B-필라의 제1 및/또는 제2 길이방향 연장 방향의 각각의 형성 부분의 최대 연장부를 의미한다.
또한, 하부 형성 부분은, B-필라의 각부 단부로부터 시작하여, 제2 길이방향 연장 방향으로, 즉 B-필라의 머리 단부를 향해서 상향으로, 그러나 중첩 영역을 넘어서지 않고, B-필라의 최대 길이방향 연장부의 최대 70%에 걸쳐서 연장될 수 있다. 대안적으로 또는 부가적으로, 하부 형성 부분이 B-필라의 최대 길이방향 연장부의 최소 40%, 보다 특히 50%에 걸쳐 연장될 수 있다. 상부 형성 부분은, B-필라의 머리 단부로부터 시작하여, 제1 길이방향 연장 방향으로, 즉 B-필라의 각부 단부를 향해서 하향으로, 그러나 중첩 영역을 넘어서지 않고, B-필라의 최대 길이방향 연장부의 최대 80%에 걸쳐서 연장될 수 있다. 대안적으로 또는 부가적으로, 상부 형성 부분이 B-필라의 최대 길이방향 연장부의 최소 50%, 보다 특히 60%에 걸쳐 연장될 수 있다.
중첩 영역 내에서, 하부 형성 부분 및 상부 형성 부분이, 재료 결합(material locking), 강제 결합(force locking) 및 형상 결합(form locking) 방식 중 적어도 하나로, 바람직하게 그러한 유형의 연결 중 적어도 2개에 의해서 서로 연결될 수 있다. 재료 결합, 강제 결합 및 형상 결합은 2개의 형성 부분들 사이에서 특히 안정적인 연결을 달성한다.
재료 결합은 모든 재료 결합 연결을 포함하고, 그러한 경우에 연결된 협력체들(partners), 이러한 경우에 하부 형성 부분 및 상부 형성 부분이 원자력 또는 분자력에 의해서 함께 유지된다. 또한, 재료 결합 연결은, 접합부를 파괴하는 것에 의해서만 분리될 수 있는 비-해제 가능 연결이다. 재료 결합은, 예를 들어, 납땜, 용접, 접착 또는 가황처리(vulcanising)에 의해서 생성될 수 있다. 바람직한 실시예에서, 상부 형성 부분 및 하부 형성 부분이 중첩 영역 내에서 서로 접착된다.
강제 결합은 2개의 협력체의 연결이 외부 힘에 의해서 예를 들어 열간 리벳작업하는 것(hot riveting)에 의해서 연결되게 보장하는 것을 의미하고, 마찰력은 연결하고자 하는 2개의 협력체를 서로에 대한 그들의 상호 위치에서 유지한다. 강제 결합은, 예를 들어, 나사, 리벳, 못, 또는 조임(clamped) 연결에 의해서 달성될 수 있다.
또한, 중첩 영역 내에서 상부 형성 부분이 외측으로부터 하부 형성 부분 상으로 배치되고, 보다 특히 하부 형성 부분과 동일한 높이가 된다(flush). 이는, 상부 형성 부분이 외측으로부터 하부 형성 부분을 수용할 수 있다는 것을 의미한다. 이러한 방식으로, 2개의 형성 부분들 사이의 안정적인 연결이 달성될 수 있다. 중첩 영역에서, 상부 형성 부분 및 하부 형성 부분이 형상 결합 방식으로 서로 연결될 수 있다. 형상 결합 연결은 연결하고자 하는 2개의 협력체에 의해서 생성되고, 연결하고자 하는 부분들이 서로 상응하는 형상들을 갖는다. 이러한 방식으로, 2개의 연결된 부분의 서로에 대한 이동이 발생될 수 없다. 보다 특히, 힘 및 토크가 하나의 형성 부분으로부터 다른 형성 부분으로 전달될 수 있다. 상부 형성 부분과 하부 형성 부분 사이의 이러한 형상 결합 연결에 의해서, 2개의 형성 부분 사이의 연결이 부가적으로 보강된다. 결정적인 인자는, 2개의 형성 부분이 중첩 영역 외부에서 서로 연결되지 않는다는 것이다.
하부 형성 부분 및 상부 형성 부분이 강제 결합 방식으로 고정 요소에 의해서 서로 연결되는 것이 바람직하다. 보다 특히, B-필라에서 유지되는 기능적 요소 또는 장착 요소를 부착하도록, 고정 요소가 디자인된다. 그에 따라, 많은 수의 B-필라 구성요소가 추가적으로 감소될 수 있다. 이러한 방식으로, 차량을 위한 장착 부분 또는 기능적 부분, 예를 들어 도어 힌지 또는 후방 도어 캐치를 부착하기 위해서 필요한 고정 요소가 하부 형성 부분과 상부 형성 부분 사이의 강제-결합 연결을 위해서 또한 이용될 수 있다. 그러한 고정 수단이 예를 들어 나사 및/또는 리벳일 수 있다.
또한, 중첩 영역 내에서, 내부 패널로부터 멀어지는 쪽으로 대면하는 상부 형성 부분의 외부 면 상에, 고정 요소의 적어도 일부를 지지하기 위한 시트 금속 재료로 제조된 보강 요소를 배열할 수 있다. 이러한 방식으로, 충돌 에너지가 도입되는 경우에, 예를 들어 측방향 충돌의 경우에, 고정 요소가 통과하여 가압되는 것을 방지할 수 있고 그에 의해서 섬유 보강형 플라스틱으로 제조된 상부 형성 부분을 천공하는 것을 방지할 수 있다. 보강 요소가, 조각(patch)으로서 또한 지칭될 수 있는 시트 금속 단편일 수 있다. 이러한 목적을 위해서, 보강 요소가 시트 금속 판, 특히 스틸 판으로부터 생산될 수 있다.
기본적으로 금속인 고정 요소와, 예를 들어, 탄소 섬유 보강형 플라스틱(CFK)으로 생산될 수 있는 상부 형성 부분 사이의 접촉 침식을 방지하기 위해서, 상부 형성 부분을 통과하는 고정 요소 모두에 대해서 슬리브, 보다 특히 슬리브들을 제공할 수 있다. 적어도 하나의 슬리브에 대해서 대안적으로 또는 부가적으로, 고정 요소가 내식성 재료, 예를 들어 티타늄으로 제조될 수 있다.
또한, 중첩 영역 내의 시트 금속 재료로 제조된 하부 형성 부분과 상부 형성 부분 사이의 및/또는 상부 형성 부분과 시트 금속 재료로 제조된 보강 요소 사이의 접촉 침식을 방지하기 위해서, 차단 층(blocking layer)을 제공할 수 있다. 보다 특히, 차단 층이, 2개의 형성 부분들 사이에서 중첩 영역 내에 배열되는 바니시(varnish) 또는 얇은 부식 방지 구성요소일 수 있다.
본 발명의 B-필라의 추가적인 양태에 따라서, 내부 패널이 적어도 대략적으로 제2 길이방향 연장 방향으로 연장되는 지지 부분들을 포함할 수 있고, 상부 형성 부분은 그러한 지지 부분들을 연결하기 위한 상응하는 연결 부분들을 포함할 수 있다. 또한, 내부 패널 및 상부 형성 부분이 중첩 영역의 외부에서 서로 형상-결합식으로 및/또는 재료-결합식으로 연결될 수 있다. 그에 따라, 상부 형성 부분과 내부 패널 사이의 충분히 안정적인 연결이 달성된다. 중첩 영역 외부에서, 상부 형성 부분은, 그 연결 부분에 의해서, 내부 패널의 지지 부분 상에서 그리고 보다 특히 상부 플랜지 부분 상에서 지지된다. 시트 금속 재료로 제조된 내부 패널과 상부 형성 부분 사이의 접촉 침식을 방지하기 위해서, 추가적인 차단 층을 제공할 수 있다. 지지 부분이, 흔히 디자인-기술적 이유로 완전히 직선형이 아니라 약간 굽혀지는 B-필라를 따를 수 있도록, 지지 부분이 적어도 대략적으로 제2 길이방향 연장 방향으로 연장된다. 그에 따라, "적어도 대략적으로 제2 길이방향 연장 방향으로"라는 표현은 또한 지지 부분의 연장부의 직선 라인에 더하여 지지 부분의 곡선형 연장부를 의미하는 것으로 이해되어야 한다. 원칙적으로, 내부 패널 및 하부 형성 부분이 사실상 절반-마감된 B-필라로서 차량 본체에 고정된 후에, 상부 형성 부분이 또한 하부 형성 부분 및/또는 내부 패널에 연결될 수 있다. 이러한 방식으로, 상부 형성 부분이 자동차 차량 케이스에 부가될 수 있으며, 이는 자동차 본체의 조립 도중을 의미한다.
또한, 중첩 영역을 벗어난 지지 부분이, 형상-결합 방식으로 상부 형성 부분의 연결 부분에 의해서 결합되는 홈을 포함할 수 있다. 그러나, 홈을 따른 상부 형성 부분과 내부 패널 사이의 수반 연결(carrying connection)은 불필요하다. 원칙적으로, 상부 형성 부분과 내부 패널 사이의 순수한 형상-결합 연결을 제공하는 것으로 충분하고, 그에 따라 재료-결합 연결은 필요치 않다. 바람직한 실시예에서, 연결 부분과의 형상-결합 연결을 생성하기 위해서, 상부 형성 부분이 홈과 결합된다. 적용 유형에 따라서, 상부 형성 부분이 또한 재료-결합 방식으로 패널의 홈 내에 고정될 수 있다. 재료-결합 연결을 생성하기 위해서, 상부 형성 부분의 중첩 영역이 홈을 따라서 내부 패널에 접착될 수 있다.
또한, 상부 형성 부분의 연결 부분이 상부 형성 부분 굽혀진 연부 영역으로서 제공될 수 있다. 상부 형성 부분의 연결 부분을 형성하는 그러한 굽혀진 연부 영역은 인장 응력에 의해서 응력을 받는 상부 형성 부분의 연부 영역을 보강하고, 노치 형성에 대한 민감도를 감소시킨다.
중첩 영역의 외부에서, 상부 형성 부분은 - 적어도 부분적으로 - U-형상의 횡단면을 가질 수 있고, 외부로부터 외부 패널 상으로 힘, 보다 특히 충돌 경우의 충돌 에너지가 작용할 때, 상부 형성 부분의 외부 벽이 내부 패널을 향해서 외부 벽과 내부 패널 사이의 구성-관련 거리의 10%까지 탄력적으로 유지되도록(resiliently suspend) 구성될 수 있다. 이러한 방식으로, B-필라의 충돌 성질이 개선된다. 그에 따라, 중첩 영역의 위에서, B-필라가 탄력적이며, 탄성 영역 내에서 변형될 수 있는 기본 형상을 갖는다.
또한, 적어도 부분적으로 U-형상인 상부 형성 부분의 연결 부분이 상부 형성 부분의 2개의 측벽의 연부 영역에 형성되고, 외부 벽과 각각의 측벽 사이에, 100° 내지 170° , 보다 특히 100° 내지 140° 범위의 협각이 존재한다. 사실상 V-유사 방식으로 외향으로 회전된 측벽의 경사진 위치의 결과로서, 상부 형성 부분과 내부 패널 사이의 특히 안정적인 연결이 제공된다. 그에 따라, 예를 들어 외부 벽과 각각의 인접한 측벽 사이의 각도를 변화시키는 것에 의해서, B-필라 및 보다 특히 상부 형성 부분이 요구되는 강도로 디자인되고 조정될 수 있다. 또한, B-필라의 머리 영역의, 보다 특히 상부 형성 부분의 개별적인 부분적 영역이, 각도를 변화시키는 것에 더하여, 섬유 보강형 플라스틱의 형상 및/또는 벽 두께 및/또는 조성을 적합화하는 것에 의해서 구체적인 거동을 달성하도록 디자인될 수 있다. 예를 들어, 전이부, 또는 모서리 등이 추가적인 섬유 층을 부가하는 것에 의해서 구체적으로 보강될 수 있다.
또한, 머리 영역 내의 B-필라의 충돌 거동이 개선될 수 있고, 외부 벽과 측벽 사이의 교차 지역 내의 상부 형성 부분이 접합부-유사 재료 약화부, 노치 또는 좌굴(buckled) 지역을 포함한다. 교차 지역 내에서 상부 형성 부분의 약화부를 정교하게 도입하는 것에 의해서, B-필라의 탄성이, 외부로부터 B-필라 상으로 작용하는 힘에 맞춰 조정될 수 있다. 일 측부 상에서의 충격의 경우에, 상부 형성 부분의 외부 벽이 그에 따라 내부 패널을 향해서 가압될 수 있고, 측벽은 내부 패널에 대해서 똑바로 정돈되는 것(straightening up)에 의해서 항복(yield)될 수 있다.
또한, 내부 패널이, 상부 형성 부분의 측벽들 사이에 배열된 약화된 재료 부분을 가질 수 있다. 그러한 약화된 재료 부분이 B-필라의 제2 길이방향 연장 방향으로 중첩 영역 위에서 연장된다. 그러나, 원칙적으로, 내부 패널의 추가적인 부분이 또한 인공적으로 약화된 부분을 포함할 수 있다. 그러한 약화된 부분이 내부 패널의 주변 부분 보다 더 큰 정도의 탄성을 가질 수 있다. 결과적으로, 측방향 충돌의 경우에, 내부 패널의 홈과 결합되는 적어도 부분적으로 U-형상인 상부 형성 부분의 측벽이 내부 패널에 대해서 똑바로 정돈될 수 있고, 다시 말해서 측벽들의 길이방향 자유 단부들 사이의 거리가 감소된다. 그에 의해서, 측벽들의 길이방향 단부들이 서로를 향해서 이동되고 내부 패널의 약화된 재료 부분을 압축한다. 이러한 방식으로, 재료가 특정 정도까지 약화된 그러한 부분을 포함하지 않는 내부 패널에 비해서, 상부 형성 부분이 보다 많은 에너지를 흡수할 수 있는데, 이는 내부 패널이 탄력적이고 상부 형성 부분 내에서 부가적인 응력을 생성하지 않기 때문이다. 섬유 보강형 플라스틱으로 제조된 상부 형성 부분이 매우 낮은 파단 연성을 가지며, 파단력을 초과하는 경우에, 소성적으로 파괴될 것임에 따라, 인공적으로 약화된 내부 패널에 의해서 필요 파단력이 증가된다. 이러한 방식으로, 상부 형성 부분이 보다 용이하게 탄력적이 될 수 있고, 측면 충돌이 발생될 때 파괴 없이, 보다 많은 에너지를 흡수할 수 있게 된다. 만약 충돌 에너지가 상부 형성 부분의 파단 힘 미만에서 유지된다면, 상부 형성 부분의 측벽이, 응력이 제거된 후에, 외측으로 다시 이동될 수 있고, 다시 말해서, 측벽들의 길이방향 자유 단부들 사이의 거리가 다시 증가된다. 이러한 방식으로, 상부 형성 부분이 다시 탄력적이 될 수 있고, 즉 사실상 존속될(breathe) 수 있다. 이어서, 내부 패널의 홈과 결합되는 길이방향 자유 단부를 외향으로 이동시키는 것의 결과로서, 내부 패널이 약화 부분을 따라서 다시 멀리 당겨지고, 상부 형성 부분이 흡수 에너지를 방출한다.
본 발명의 추가적인 양태에 따라서, 하부 형성 부분이 내부 패널에 연결되기 위한 적어도 하나의 용접 부분을 갖는다. 용접 프로세스가 저항 용접 또는 스폿 용접에 의해서 실행될 수 있다. 대안적인 가능성에 따라서, 하부 형성 부분 및 내부 패널이 적어도 하나의 용접 부분의 연결 연부를 따라서 고에너지 용접에 의해서 서로 연결될 수 있다. 용접 프로세스의 유형과 독립적으로, 내부 패널이, 연결 연부와 외부 연부 사이에서, B-필라의 단일-층형 플랜지 부분을 형성하도록, 하부 형성 부분의 연결 연부가 내부 패널의 외부 연부로부터 이격된다. 하부 형성 부분의 연결 연부가 내부 패널의 외부 연부에 대해서 후퇴되기(set back) 때문에, 용접 장치가 용접부를 생성하기 위해서 일 측부 상에서 용이하게 적용될 수 있다.
바람직한 실시예에서, 용접부가 연결 연부의 길이방향 연장의 적어도 50%를 따라서 연장되고, 보다 특히 하부 형성 부분의 길이방향 연장의 적어도 50%를 따라서 연장된다. 그에 따라, 하부 형성 부분을 내부 패널에 스폿-용접할 필요가 없으나, 선택사항으로서, 배제되어야 하는 것은 아니다. 전체적으로, 고에너지 용접은, 도입되는 열이 스폿 용접의 경우 보다 더 균일함에 따라, 하부 형성 부분과 내부 패널 사이의 보다 안정적인 연결을 보장한다. 그에 따라, 충돌의 경우에 균열의 시작부를 형성할 수 있는 국소적인 연성 구역이 도입되지 않는다. 또한, 내부 패널에 대한 하부 형성 부분의 후퇴로 인해서, 내부 패널의 단일-층형 플랜지 부분 위의 상부 형성 부분의 중첩으로 인한 재료 배가(doubling)를 방지한다. 그에 따라, 하부 형성 부분에서 중량이 직접적으로 감소되고, 전체적으로 보다 경량의 B-필라가 제공된다.
또한, 용접 플랜지로서도 지칭될 수 있는 B-필라의 단일-층형 플랜지 부분이 추가적인 구성요소에, 예를 들어 내장된 조건의 B-필라에 접합되는 자동차의 외부 외피에 용접되기에 특히 적합하다. 단일-층형 플랜지 부분은 또한 유리 표면에 부착하는데 적합하다. 이는, 외부 외피, 유리 표면 또는 지붕과 같은 추가적인 구성요소가 내부 패널에만 연결될 필요가 있다는 것을 의미한다. 이는, 외부 패널의 하부 형성 부분이 열악한 용접 성질을 가지는 경우에, 특히 유리하다. 이는, 예를 들어, 하부 형성 부분이 열간-형성되고 및/또는 경화되는 경우가 될 수 있다. 대조적으로, 내부 패널이 일반적으로 냉간-형성되고 양호한 용접 특성을 갖는다.
하부 형성 부분이 측방향으로 부착된 용접부에 의해서 내부 패널에 연결될 수 있기 때문에, 내부 패널 및 하부 형성 부분이 상이한 벽 두께를 가질 수 있다. 그에 따라, B-필라의 충돌 거동이 외부 패널의 부분적인 영역 내의 벽 두께를 변경하는 것에 의해서 구체적으로 영향을 받을 수 있다. 바람직한 실시예에서, 하부 형성 부분이 테일러 롤드 브랭크 또는 테일러 웰디드 브랭크로부터 생성되고, 그에 따라 최대 횡방향 연장을 따라 균일한 벽 두께를 갖는다. 그에 따라, 하부 형성 부분이, 응력 인가의 각각의 경우에 대해서 국소적으로 구체적으로 조정될 수 있다. 적은 응력을 받는 하부 형성 부분의 또는 B-필라의 임의의 부분적인 영역이 얇은 벽 두께를 가질 수 있고, 그 결과로서, 하부 형성 부분의 재료 소비가 감소되는 한편, 전체적으로, B-필라의 중량이 감소된다. 다른 한편으로, 하부 형성 부분의 그리고 B-필라의 특히 큰 응력을 받는 부분적인 영역이 보다 안정적으로 제조될 수 있다. 상부 형성 부분이 또한 가변적인 벽 두께를 가질 수 있고, 벽 두께가 섬유 보강형 플라스틱의 층상화(layering)를 통해서 용이한 방식으로 용이하게 적합화될 수 있다. 마지막으로, 여러 외부 패널들의 벽 두께 프로파일들이 상이한 경우라면, 넓은-시장에서 일정한 벽 두께를 가지는 표준화된 내부 패널을 항상 제공할 수 있다. 그러나, 본 발명의 대안적인 또는 부가적인 실시예에 따라서, 내부 패널이 또한 그 길이방향 연장을 따라서 가변적인 벽 두께를 가질 수 있다는 것을 이해할 수 있을 것이다. 이러한 방식으로, 선택적으로, 외부 패널에 부가하여, B-필라의 부분적인 영역이 구체적으로 보강될 수 있다.
보다 특히, 하부 형성 부분의 적어도 하나의 용접 부분과 내부 패널의 단일-층형 플랜지 부분 사이에, 1°내지 90°의 협각이 형성될 수 있다. 다시 말해서, 경사지도록 또는 내부 패널 상에서 수직으로 연장되도록, 하부 형성 부분의 용접 부분이 배열될 수 있다. 이러한 방식으로, 2개의 구성요소는, 적어도 용접 부분의 영역 내에서, 연결 연부 만을 따라서 서로 접촉한다. 그에 따라, 특히 좁은 용접 부분을 제공할 수 있고, 그 결과로서, 보다 경량의 하부 형성 부분 및 보다 경량의 B-필라가 제공된다. 또한, 용접부 뒤의 내부 패널 상에서의 용접 부분의 경사진 배열로 인해서, 고에너지 용접 프로세스 중에 빠져나오는 금속 증기를 탈가스시키기 위해서 이용될 수 있는 내향 개방 공간이 형성되는 것이 유리하다.
내부 패널이, 바람직하게 스틸 판으로 생성되는 금속 재료로 제조된 냉간-형성 구성요소일 수 있다. 냉간-형성은, 명확하게 재결정 온도 미만인 온도에서의 금속 형성을 지칭한다. 스틸 재료는, 예를 들어, 냉간-압연된, 마이크로-합금 스틸 판, 예를 들어 HC420LA+일 수 있다. 스틸 판이 아연 코팅, 예를 들어 ZE75/75를 구비할 수 있다.
하이브리드 외부 패널의 하부 형성 부분이, 바람직하게 스틸 판으로 생성된 금속 재료로 제조된 열간-형성되고 경화된 구성요소일 수 있다. 열간-형성은, 재결정 온도 초과에서 금속을 형성하는 것을 의미한다. 하부 형성 부분이 부가적으로 경화될 수 있다. 스틸 재료가 붕소강, 보다 특히 22MnB5일 수 있고, 임의의 다른 경과 가능 스틸 재료가 또한 고려될 수 있다. 열간-형성 프로세스 중의 고온에서의 구성요소 산화를 방지하기 위해서 그리고 하부 형성 부분을 위한 부식 보호를 제공하기 위해서, 하부 형성 부분이, 보다 특히 알루미늄 규소 합금 또는 아연으로 코팅될 수 있다. 하부 형성 부분이, 열간-형성 이전에 및/또는 이후에 코팅될 수 있다. 만약 코팅이 열간-형성 프로세스 이전에 이루어진다면, 한편으로, 하부 형성 부분을 생성하는 스트립 재료를 코팅하는 것 또는, 다른 한편으로, 시트 바아 자체를 코팅하는 것이 가능하다. 코팅이 열간-형성 작업 이후에 이루어진다면, 형성된 그리고 일부 경우에 이미 경화된 하부 형성 부분이 코팅될 수 있다.
하부 형성 부분이 열간 형성 동작 이후에 또는 열간 형성 동작과 동시에 적어도 부분적인 영역 내에서 또는 바람직하게 그 전체가 경화될 수 있다. 열간-형성 및 경화 동작이 프레스 경화 도구 내에서 하나의 프로세스로 실시될 수 있다. 그러한 조합된 형성 및 경화 프로세스가 또한 프레스 경화로서 지칭될 수 있다. 예를 들어, 하부 형성 부분이, 열간-형성 작업에 앞서서 적어도 800 내지 850 도씨로 가열되는 브랭크로부터 생성될 수 있고; 이어서, 형성 도구 내로 배치되고 열간 조건에서 형성되며, 이어서, 형성 도구와의 접촉 구축에 의해서 신속하게 냉각된다. 형성 도구가 내측부로부터 강제-냉각될 수 있다. 형성 도구 내에서 하부 형성 부분을 냉각시키는 것이 예를 들어 약 15초 또는 그 미만 동안 예를 들어 약 200 도씨까지 낮추는 것으로 이루어질 수 있다. 전술한 프레스 경화 프로세스와 별개로, 하부 형성 부분이 또한 다른 방식으로 경화될 수 있다. 가능한 실시예에 따라서, 경화된 하부 형성 부분이 또한, 충돌의 경우에, 특히 지정된 변형 구역으로서의 역할을 할 수 있는 국소적 연성 구역을 포함할 수 있다. 각각의 요건을 충족시키도록, 연성 구역의 기계적인 성질이 디자인될 수 있다. 예를 들어, 파괴 영역의 형태로 제공되는 연성 구역이, 경화된 베이스 재료의 파단 연성 값 보다 큰 파단 연성 값을 가질 수 있다. 바람직한 실시예에서, 연성 구역 내의 파단 연성이 10% 초과, 특히 10% 내지 15%에 상당한다. 다른 한편으로, 하부 형성 부분의 경화된 베이스 재료의 파단 연성이 약 4% 내지 7% 범위일 수 있다.
하이브리드 외부 패널의 상부 형성 부분이 탄소 섬유 보강형 플라스틱(CFK) 부분일 수 있다. CFK 이외에, 상부 형성 부분이 또한 다른 고강도 섬유 재료를 가지는 섬유 복합체 재료로 제조될 수 있다. 상부 형성 부분이 또한 상이한 벽 두께들을 가질 수 있다.
전술한 목적에 대한 추가적인 해결책이 자동차 본체용 B-필라를 생산하는 프로세스에 의해서 제공되고, 그러한 프로세스는: 시트 금속 재료로 제조된 내부 패널을 제공하는 단계; 시트 금속 재료로 제조된 하부 형성 부분을 제공하는 단계; 탄소 섬유 보강형 플라스틱으로 제조된 상부 형성 부분을 제공하는 단계; 하부 형성 부분을 내부 패널에 연결하는 단계; 2개의 형성 부분이 중첩 영역에서만 서로 중첩되도록 상부 형성 부분을 하부 형성 부분 상에 배치하는 단계로서, 하부 형성 부분이 B-필라의 제1 길이방향 연장 방향으로 중첩 영역을 넘어서서 상부 형성 부분으로부터 돌출하고 상부 형성 부분이 B-필라의 제2 길이방향 연장 방향으로 중첩 영역을 넘어서서 하부 형성 부분으로부터 돌출하는, 상부 형성 부분을 하부 형성 부분 상에 배치하는 단계; 및 중첩 영역에서 상부 형성 부분을 하부 형성 부분과 연결하는 단계를 포함한다.
B-필라를 생산하는 프로세스는 B-필라와 관련하여 설명된 것과 동일한 장점을 가지며, 그에 따라 전술한 설명을 간략히 참조할 것이고, 장치에 관한 전술한 실시예 모두가 프로세스로 전달될 수 있고, 그 반대가 될 수 있다는 것을 이해할 수 있을 것이다. 전체적으로, 발명에 따른 B-필라의 구성요소의 수가 감소되었고 그러한 B-필라의 중량이 더 감소되었으며; B-필라는 큰 경직성을 가지고 복잡한 충돌 경우와 관련되는 요건을 충족시킬 수 있다.
다른 용접 프로세스와 비교하여, 적은 열 에너지를 보다 집중된 방식으로 접합하고자 하는 부분 내로 도입하는 고에너지 비임 용접 프로세스를 특히 이용하여, 하부 형성 부분을 내부 패널에 용접하는 것이 유리하다. 저항 스폿 용접과 비교하여, 열적으로 관련된 왜곡의 정도가 분명하게 감소되고, 저항 용접이 또한 고려될 수 있다. 또한, 고에너지 비임 용접은 부분들을 함께 용접하기 위한 목적을 위해서 단지 하나의 측부 상에서의 접근을 요구한다. 다른 한편으로, 저항 스폿 용접은, 용접 전극을 내부 패널로 그리고 하부 형성 부분으로 이동시킬 수 있게 하기 위해서, 2개의 측부로의 접근을 필요로 한다. 하부 형성 부분의 연결 연부가 내부 패널의 외부 연부에 대해서 후퇴되기 때문에, 부가적으로, 연결 연부에 용이하게 도달할 수 있고, 그에 따라 고에너지 비임 용접의 이용이 단순화될 수 있다. 고에너지 용접으로서, 전기 아크 및 전자 비임 용접 프로세스가 이용될 수 있고, 특히 레이저 비임 용접 프로세스가 특히 적합하고, 선택된 용접 프로세스가 임의의 부가적인 재료와 함께 또는 그러한 재료가 없이 실행될 수 있다.
하부 형성 부분과 내부 패널 사이에서 특히 안정적인 연결을 달성하기 위해서, 고에너지 비임 용접 이음매(seam)가 연결 연부의 연부 길이의 50%를 따라서 형성될 수 있다. 내부 패널 및 하부 형성 부분 상의 응력에 맞춰 적합화될 수 있는 용접부가 통상적인 저항 용접된 스폿 보다 더 안정적이다. 바람직한 실시예에서, 고에너지 비임 용접부가 연결 연부의 길이의 적어도 50%를 따라서 연속적으로 형성된다.
바람직한 실시예에 따라서, 시간과 관련하여, 하부 형성 부분은, 상부 형성 부분에 앞서서, 내부 패널 상에 배치되고, 내부 패널에 연결된다. 후속하여, 상부 형성 부분이 제 위치에 배치되고, 상부 형성 부분은 중첩 영역 내에서 내부 패널 상의 상부 형성 부분 위에 위치되는 하부 형성 부분과 중첩된다. 또한, 중첩 영역에서, 상부 형성 부분이 적어도 특정 부분 내에서 하부 형성 부분에 형상-결합식으로 연결될 수 있다.
이하에서, 도면을 참조하여 바람직한 실시예가 설명될 것이다.
도 1은 실시예에 따른 B-필라를 측면도로 도시한다.
도 2는 B-필라를 분해도로 도시한다.
도 3은 도 1에 도시된 단면선 III-III를 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 4는 도 3에 도시된 B-필라의 확대된 상세도이다.
도 5는, 도 3에 도시된 것에 대한 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 III-III를 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 6은 도 5에 도시된 B-필라의 확대된 상세도이다.
도 7은 도 1에 도시된 단면선 VII-VII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 8은 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 9는, 도 8에 도시된 것에 대한 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 외부 패널을 도시한다.
도 10은, 도 8에 도시된 것에 대한 추가적인 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 2는 B-필라를 분해도로 도시한다.
도 3은 도 1에 도시된 단면선 III-III를 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 4는 도 3에 도시된 B-필라의 확대된 상세도이다.
도 5는, 도 3에 도시된 것에 대한 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 III-III를 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 6은 도 5에 도시된 B-필라의 확대된 상세도이다.
도 7은 도 1에 도시된 단면선 VII-VII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 8은 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
도 9는, 도 8에 도시된 것에 대한 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 외부 패널을 도시한다.
도 10은, 도 8에 도시된 것에 대한 추가적인 대안인 외부 패널을 가지는, 도 1에 도시된 단면선 VIII-VIII을 따른 개략적인 횡단면도로 B-필라를 도시한다.
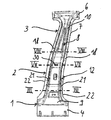
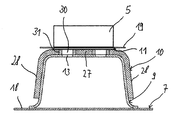
도 1은, 중앙 필러로서 또한 지칭될 수 있는 B-필라 형태의 자동차 본체의 차량 필라를 도시한다. B-필라는, 그러한 B-필라가 자동차 본체에 내장된 조건에서, 하단으로부터 상단까지 연장되고 각부 영역(1), 중앙 영역(2) 및 머리(head) 영역(3)으로 분할될 수 있는, 세장형의 중공형 기본 구조물을 포함한다.
하단으로부터 시작하여 상단까지, B-필라는, 내장된 조건에서, 그 각부 영역(1)에 의해서 미도시된 차량 본체의 하단부에 연결될 수 있다. 이러한 목적을 위해서, B-필라가, 예를 들어 T-형상일 수 있고 차량 본체의 하단의 미도시된 실보드에 고정될 수 있는 하부 플랜지 부분(4)을 포함할 수 있다.
B-필라가 차량 본체에 내장된 조건에서, 전방 도어를 위한 결합 쐐기, 도어 결합부, 도어 힌지 또는 후방 도어 캐치를 위한 수용 요소 또는 부착 요소와 같은, 기능적 부분(5)이 B-필라의 중앙 영역(2) 내에 부착될 수 있다.
머리 영역(3)을 통해서, B-필라는, 내장된 조건에서, 차량 본체의 미도시된 지붕 영역에 부착될 수 있다. 이러한 목적을 위해서, B-필라가, 예를 들어 T-형상일 수 있고 B-필라를 차량 본체의 지붕 영역에 부착하는 역할을 하는, 상부 플랜지 부분(6)을 포함할 수 있다.
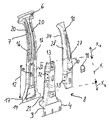
도 2에서 확인될 수 있는 바와 같이, B-필라는, 차량 본체에 내장된 조건에서, 차량 내부로 대면하는 내부 패널(7), 차량 내부로부터 멀어지는 쪽으로 대면하고, 하부 형성 부분(9) 및 상부 형성 부분(10)을 가지는 다중-구성요소 외부 패널(8), 및 보강 요소(11)를 포함한다.
내부 패널(7)은 길이방향 및 횡방향으로 일정한 벽 두께를 가지는 시트 스틸로 제조된 냉간-형성된 구성요소일 수 있다. 원칙적으로, B-필라에 의해서 만족시키고자 하는 요건에 따라서, 내부 패널(7)이 또한 길이방향으로 및/또는 횡방향으로 상이한 벽 두께들을 가질 수 있다. 스틸 재료가 예를 들어 냉각-압연된, 마이크로 합금 스틸 판, 예를 들어, HC 420 LA+일 수 있고, 그러한 마이크로 합금 스틸 판은, 냉간-형성에 앞서서, 양 측면에서 아연 코팅을 구비할 수 있다. 그러한 코팅된 스트립 재료가 주지의 방식으로 브랭크를 생산하기 위해서 이용될 수 있고, 그러한 브랭크는, 후속하여, 내부 패널(7)로 냉간-형성된다. "냉간 형성"은, 이러한 경우에 시트 스틸의 재결정화 보다 명확하게 낮은 온도에서의, 예를 들어 상온에서의 금속의 형성을 의미한다.
기능적으로, 다중-구성요소 외부 패널이, 중첩 영역(12) 만을 따라서 중첩되도록 배열되고 서로 연결되는, 하부 형성 부분(9) 및 상부 형성 부분(10)에 의해서 형성된다. 다시 말해서, 하부 형성 부분(9) 및 상부 형성 부분(10)은 서로에 대해서 오프셋되도록 배열되고, 2개의 형성 부분(9, 10)이 중첩 영역(12) 내에서 서로 중첩되고 서로 상하로 배치된다. 하부 형성 부분(9)은 아래쪽으로 즉, B-필라의 제1 길이방향 연장 방향(Xu)으로 중첩 영역(12)을 넘어서서 상부 형성 부분(10)으로부터 돌출한다. 대조적으로, 상부 형성 부분(10)은, 제1 길이방향 연장 방향(Xu)에 반대되는 방향으로, 즉, B-필라의 제2 길이방향 연장 방향(Xo)으로 위쪽으로 중첩 영역(12)을 넘어서서 하부 형성 부분(9)으로부터 돌출한다. 제1 길이방향 연장 방향(Xu) 및 제2 길이방향 연장 방향(Xo) 모두가, 반대되는 방향들을 향하고 서로 평행하게 연장되는 벡터들인 것으로 이해된다. 이하에서, 하향 또는 상향 배향을 강조할 필요가 없는 경우에, 단순한 방식으로 길이방향(X)을 언급할 것이다.
내부 패널(7)의 영향을 무시하면, 각부 영역(1)이 하부 형성 부분(9)에 의해서 전체적으로 결정되고, 머리 영역은 상부 형성 부분(10)에 의해서 전체적으로 결정된다. 이는, 재료 배가(doubling)가 중첩 영역(12)에서만 발생된다는 것을 의미하고, 하부 형성 부분(9)은 시트 금속 재료로 제조되고 상부 형성 부분(10)은 섬유 보강형 플라스틱으로 제조된다. 그러한 범위까지, 외부 패널(8)은, 중첩 영역(12) 내에서 보강된 하이브리드 구성요소가 된다.
하부 형성 부분(9)이 열간-형성되고 경화된 형성 부분일 수 있다. 하부 형성 부분(9)을 생산하기 위해서, 제1 스트립 재료, 예를 들어 22MnB5 시트 스틸로 알루미늄 규소 코팅이 제공되고 가요적으로(flexibly) 압연된다. 가요적으로 압연된 시트 스틸이 또한 테일러 롤드 브랭크로 지칭된다. 이러한 코팅된 스트립 재료으로부터, 브랭크가 그 길이방향 연장을 따라서 가변적인 벽 두께를 가지도록 그리고, 특히, 횡방향 연장을 따라서 일정한 벽 두께를 가지도록, 브랭크가 생산된다. 브랭크의 열간-형성에 앞서서, 기능적 부분, 예를 들어 전방 도어를 위한 결합 쐐기, 도어 결합부, 도어 힌지 또는 후방 도어 캐치를 위한 수용 요소 또는 부착 요소를 위한 개구부(13), 및 추가적인 개구부가 브랭크 내로 도입된다. 원칙적으로, 레이저 비임 절단에 의해서, 개구부(13)가 또한 열간-형성되고 경화된 하부 형성 부분(9) 내로 도입될 수 있다. 후속하여, 브랭크가 열간-형성되고, 열간-형성은, 본 경우에 사용된, 22MnB5의 재결정 온도 보다 높은 온도에서 재료를 형성하는 것을 의미한다. 필요한 경우에, 국소적인 연성 구역이, 경화된 하부 형성 부분(9) 내에 제공될 수 있다. 그러한 연성 구역은, 예를 들어, B-필라의 주요 파괴 영역 내에, 즉 충돌 에너지의 흡수 및 방출을 위해서 디자인된 영역 내에 제공될 수 있다. 연성 구역은, 그들의 재료 성질과 관련하여, 각각의 요건에, 예를 들어 특히 큰 파단 연성 값(fracture ductility value)에 적합화된다.
상부 형성 부분(10)은 고강도 섬유 재료를 가지는 섬유 복합 재료로, 예를 들어 탄소 섬유 보강형 플라스틱(CFK) 또는 유리 섬유 복합 재료(GFK)로 제조된다. 섬유 복합 재료의 개별적인 섬유가 망포(scrim)로 또는 다중-축 망포로 또는 상부 형성 부분(10)의 개별적인 영역을 특히 보강하기 위한 직물로서 배열될 수 있고, 그러한 망포에서 섬유는, 이상적으로, 평행하게 그리고 연신되어(stretched) 배열되고, 다중-축 망포에서는 섬유가 라미네이트 층(laminate layer)으로만 배열되지 않고, 부가적인 섬유가 라미네이트 층에 수직으로 배향된다. "직물"은, 조방사(roving)와 같은 개별적인 섬유가 하나의 평면 내에서 연신되는 것이 아니라, 임의 트랙(track) 상에서 연신되는 것을 의미하는데, 이는 종종 복잡한 섬유 배향이 요구되기 때문이다. 상부 형성 부분(10)은 그러한 상부 형성 부분(10)의 길이방향 및/또는 횡방향으로 상이한 벽 두께들을 가질 수 있다.
이하에서, B-필라의 구조가 구체적으로 설명된다. 내부 패널(7)은, 예를 들어 전기 케이블 또는 다른 차량 구성요소를 공급하기 위한 역할을 하는 몇 개의 함몰부(14)가 내부로 통합된, 적어도 대략적으로 평면형이고 세장형인 기본 형상을 갖는다. 내부 패널(7)의 상부 단부 영역 내에는, B-필라를 지붕 판에 부착하기 위한 상부 플랜지 부분(6)이 제공된다.
연부의 측부 상에서, 실질적으로 2개의 측방향 플랜지-유사 지지 부분(16)이 B-필라의 길이방향(X)으로 연장된다. 지지 부분(16)은, 상부 플랜지 부분(6)으로부터 시작하여, B-필라의 중앙 영역(2)을 따라서 내부 패널(7)의 하부 단부 영역(17) 내로 연장되고, B-필라의 적어도 대략적으로 약간 곡선형인 형상을 따른다. 그에 의해서, B-필라의 횡방향에서 볼 때, 지지 부분(16)의 내부 부분이 내부 패널(7)을 외부 패널(8)에 연결하는 역할을 한다. 반면에, 플랜지-유사 지지 부분(16)의 외부 플랜지 부분(18)은 추가적인 차량 구성요소, 예를 들어 외부 외피(19)(도 7에서 단순화된 형태로 도시됨)를 내장된 조건의 B-필라에 부착하는 역할을 한다. B-필라의 머리 영역(3)에서, B-필라의 플랜지-유사 지지 부분(16)이 홈(20)을 포함하고, 그러한 홈은 B-필라의 길이방향(X)으로 적어도 실질적으로 연장되고 및/또는 B-필라의 약간 곡선화된 경로를 적어도 대략적으로 따른다. 홈(20)은 내부 패널(7)을 외부 패널(8)의 상부 형성 부분(10)에 연결하는 역할을 한다.
B-필라의 각부 영역(1) 내에서 그리고 중앙 영역(2) 내에서, 내부 패널(7) 및 외부 패널(8)의 하부 형성 부분(9)이 서로에 대해서 적어도 재료-결합식으로(material-lockingly) 연결된다. 도 1 및 도 2에서, 외부 패널(8)의 하부 형성 부분(9)이 대략적으로 T-형상이라는 것을 확인할 수 있다. B-필라를 차량 본체의 베이스에 부착하기 위한 하부 플랜지 부분(4)이 하부 형성 부분(9)의 하부 단부 영역 내에 제공된다.
도 3은 도 1에 도시된 단면선 III-III를 따른 B-필라의 횡단면도를 도시한다. 하부 형성 부분(9)이 하부 플랜지 부분(4) 위에서 U-형상의 또는 모자-형상의 횡단면을 갖는다는 것을 확인할 수 있다. 그에 의해서, 하부 형성 부분(9)의 연결 연부(21)가 내부 패널(7)의 외부 연부(22)에 대해서 오프셋되고, 그에 따라 내부 패널(7)은 지지 부분(16)의 외부 플랜지 부분(18) 내에서 B-필라의 단일-층 플랜지 부분을 형성한다. 구체적으로, 모자-형상의 하부 형성 부분(9)이 2개의 굽혀진 용접 부분(24)을 가지는 그 측벽(23)에 의해서 내부 패널(7) 상에서 지지되고, 그러한 2개의 굽혀진 용접 부분(24)은 하부 형성 부분(9)을 위한 브랭크를 열간-형성하는 프로세스 중에 발생되는 인입된(drawn-in) 플랜지를 절단하는 것에 의해서 생성될 수 있다.
도 4의 확대된 부분적인 도면에서, 내부 패널(7)을 향한 2개의 용접 부분(24)의 경사진 위치의 결과로서, 하부 형성 부분(9)이 길이방향(X)으로 실질적으로 연장되는 2개의 연결 연부(21)를 따라서만 내부 패널(7)과 접촉된다는 것이 확인될 수 있다. 연결 연부(21)가 내부 패널(7)의 외부 연부(22)에 대해서 후퇴되고, 그 결과로서 내부 패널(7)의 플랜지-유사 지지 부분(16)의 플랜지 부분(18)이 노출되고, 다시 말해서 외부 패널(8)에 의해서 커버되지 않는다. 그에 따라, B-필라의 각부 영역(1) 내에서 그리고 중앙 영역(2) 내에서 지지 부분(16)의 외부 플랜지 부분(18)을 따라서, 특히 도 3 내지 도 7에 도시된 바와 같이, B-필라가 단일-층 디자인이다. B-필라를 추가적인 차량 구성요소에, 예를 들어 외부 외피(19)에, 지붕에, 또는 유리 표면에 접합할 수 있게 하기 위해서, 단지 내부 패널(7)이 단일-층 플랜지 부분(18)을 따라서 추가적인 차량 구성요소의 외부 패널(8)에 접합되거나 달리 고정되면 된다. 이러한 것은 예를 들어 용접이나 접착에 의해서 이루어질 수 있다.
내부 패널(7) 및 하부 형성 부분(9)이, 연속적인 고에너지 용접부(25), 간단히 용접부에 의해서, 레이저 비임 용접 프로세스에 의해 하부 형성 부분(9)의 2개의 연결 연부(21)를 따라서 함께 연결된다. 용접부(25)가 각각의 연결 연부(21)의 전체 연부 길이를 따라서 연장될 수 있다. 하부 형성 부분(9)과 내부 패널(7) 사이의, 내부 패널(7) 상의 2개의 용접 부분(24)의 경사진 배열로 인해서, 예를 들어 15°의 협각(α)이 존재하고, 그에 따라 B-필라의 내부로 개방되는 내부 공간(26)이 형성된다. 내부 공간(26)이 용접 동작 중에 방출되는 금속 증기를 탈가스시키는 역할을 한다. 상부 형성 부분(10)이 아직 부착되지 않은 시점에, 금속 증기가 하부 형성 부분(9)의 상부 및 하부 단부 영역에서 빠져 나올 수 있다.
좁은 용접 부분(24)으로 인해서 약간만 중첩되는 내부 패널(7) 및 하부 형성 부분(9)의 장점은, 하부 형성 부분(9)의 상이한 벽 두께들이 내부 패널(7)의 시트 두께에 상응할 필요가 없다는 것이다. 결과적으로, 용접 프로세스뿐만 아니라 B-필라를 위한 계획 및 생산 프로세스가 단순화된다. 이는, 내부 패널(7)이, 균일한 판 두께를 가지는, 시장에서의 표준화된 폐쇄 판일 수 있다는 것을 의미한다. 이어서, 단지 하부 형성 부분(9)이 충돌 보호 조건을 위한 적용예- 및 시장-특정의 재원(application- and market-specific specification)에 적합화되기만 하면 되고, 시트 두께를 증가 또는 감소시키는 것에 의해서 하부 형성 부분(9)의 특정의 부분적 영역이 구체적으로 보강되거나 보다 연성으로 제조된다.
도 5 및 도 6은 각각 B-필라의 대안적인 횡단면을 도시한다. 도 3 및 도 4에 도시된 실시예와 대조적으로, 하부 형성 부분(9)을 열간-형성하는 프로세스 중에 일반적으로 발생되는 인입된 플랜지가, 프레스 경화 이후에, 완전히 절단되었다. 이러한 방식으로, 하부 형성 부분(9)은 U-형상의 횡단면의 기본 형상을 수용하고, 2개의 용접 부분(24)이 측벽(23)의 외부 연부 영역에 형성된다. 도 6은, 용접 부분(24)의 폭이 용접부(25)의 폭으로 제한되고, 그에 따라 용접부 부분(24)의 폭이 2 밀리미터 미만의 범위를 가질 수 있다는 것을 보여 준다. 그에 따라, 하부 형성 부분(9)은, 내부 패널(7)에 대해서, 접경할 때, 레이저 비임 용접 프로세스에 의해서 약 80°의 각도(α)로 접합되고 2개의 연결 연부(21)를 따라서 내부 외피(7)에 접합된다. 다시, 이러한 경사진 배열로 인해서, B-필라의 내측부 내로 개방된 내부 공간(26)이 용접 동작 중에 방출되는 금속 증기를 탈가스시키는 역할을 한다.
중첩 영역(12)에서, 상부 형성 부분(10)이 하부 형성 부분(9) 상의 외측부로부터 형상-결합식으로 배치되고 하부 형성 부분(9)으로 재료-결합식으로 그리고 강제-결합식으로(force-lockingly) 연결되며, 설명된 바와 같이, 하부 형성 부분(9)은 내부 패널(7)로 적어도 재료-결합식으로 연결된다.
상부 형성 부분(10)이 U-형상의 횡단면을 가지는 세장형의 기본 형상을 갖는다. 구체적으로, 상부 형성 부분(10)이 외부 벽(27) 및 2개의 측벽(28)을 가지며, 그러한 2개의 측벽은, 도 7에 도시된 바와 같이, 내부 패널(7)로부터 거리를 두고 배열된다. 상부 형성 부분(10)은, 중첩 영역 내에서, 하부 형성 부분(9)의 외측부와 평면형으로 접촉한다. 상부 형성 부분(10)과 하부 형성 부분(9) 사이에서, 접촉 침식을 방지하기 위해서, 차단 층(미도시)이 배열될 수 있다.
도 2에서 확인될 수 있는 바와 같이, 중첩 영역(12)의 길이방향 연장부가 상부 형성 부분(10)의 길이방향 연장부의 약 50% 내지 60%이고 상부 형성 부분(10)의 길이방향 연장부의 약 35% 내지 45%이다. 승객 보호와 관련하여, 차량 본체는 특히 B-필라의 중앙 영역(2) 내에서 일반적으로 경직성을 갖도록 디자인되고, B-필라의 중첩 영역(12)이 B-필라의 중앙 영역(2) 내에 적절히 형성될 수 있다. 원칙적으로, 차량 본체가 충족켜야 하는 요건에 따라서, 중첩 영역(12)이 B-필라의 각부 또는 머리 영역(1, 3) 내에 형성될 수 있고 및/또는 몇 개의 영역(1, 2, 3)에 걸쳐 연장되는 것이 가능하고 고려될 수 있다.
설명된 형상-결합 이외에, 하부 형성 부분(9) 및 상부 형성 부분(10)이 또한 재료- 또는 강제-결합식으로 서로 연결된다. 재료-결합 연결을 생성하기 위해서, 2개의 형성 부분(9, 10)이 중첩 영역(12) 내에서 서로 접착된다. 도 7은, 하부 형성 부분(9) 및 상부 형성 부분(10)이, 고정 요소(미도시)에 의해서, 예를 들어 나사 또는 리벳에 의해서, 중첩 영역(12) 내에서 강제-결합식으로 연결된다는 것을 보여 준다. 고정 요소는 전방 도어를 위한 결합 쐐기, 도어 결합부, 도어 힌지 또는 후방 도어 캐치를 위한 수용 요소 또는 부착 요소와 같은 기능적인 부분(5)을 부착하도록 구성된다.
고정 요소를 수용하기 위해서, 상부 형성 부분(10) 및 하부 형성 부분(9)이, 서로 중첩되는 외부 벽(27, 29) 내에서 커버링 개구부(30, 13)를 갖는다. 또한, 고정 요소와 상부 형성 부분(10) 사이의 접촉 침식을 방지하기 위해서, 슬리브(31)가 상부 형성 부분(10)의 개구부(30) 내로 삽입된다. 슬리브(31)가, 예를 들어, 바니시 처리될(varnished) 수 있거나, 티타늄이나 다른 내식성 재료로 제조될 수 있다. 또한, 중첩 영역(12) 내에서, 내부 패널(7)로부터 멀어지는 쪽으로 대면하는 상부 형성 부분(10)의 외부 면 상에, 고정 요소를 지지하기 위한 시트 금속으로 제조된 보강 요소(11)가 배열될 수 있다. 이러한 방식으로, 충돌 에너지가 도입될 때, 예를 들어 측면 충돌의 경우에, 고정 요소가 외부 패널(8) 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분(10)을 통해서 가압되는 것이 방지되고, 사실상 상부 형성 부분(10)의 천공이 방지된다. 보강 요소(11)가, 조각(patch)으로서 또한 지칭될 수 있는 시트 금속 단편으로 제공될 수 있다. 이러한 목적을 위해서, 보강 요소(11)가 시트 금속으로부터, 특히 스틸 판으로부터 생산될 수 있다. 보강 요소(11)와 상부 형성 부분(10) 사이에, 접촉 침식을 방지하기 위한 차단 층(미도시)이 또한 제공될 수 있다. 또한, 중첩 영역 내에서, 하부 형성 부분(9) 및 상부 형성 부분(10)이, 강제-결합 방식으로 2개의 형성 부분(9, 10)을 또한 연결할 수 있는 추가적인 고정 요소를 수용하기 위한, 측벽(23, 28) 내의 관통-개구부(32, 33)를 포함할 수 있다.
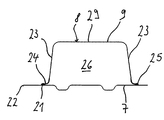
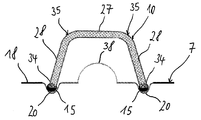
도 8은, B-필라의 머리 영역(3) 내에 위치된, 도 1에 도시된 단면선 XIII-XIII를 따른 B-필라의 횡단면도를 도시한다. 중첩 영역(12) 위에서, 상부 형성 부분(10)이 내부 패널(7)에 직접적으로 형상-결합식으로 연결되는 것이 확인될 수 있다. 상부 플랜지 부분(6) 내에서, 상부 형성 부분(10)이, 예를 들어 리벳형 연결(구체적으로 도시되지 않음)에 의해서 그리고 중앙 영역(2)에서 예를 들어 기능적 부분(5)을 B-필라에 고정하는 리벳형 연결에 의해서 뿐만 아니라, 하부 형성 부분(9)에 대한 연결에 의해서 내부 패널(7)에 고정될 수 있다. 상부 형성 부분(10)의 측벽(28)의 연부 영역에서, 내부 패널(7)의 홈(20) 내로 형상-결합식으로 결합되는 연결 부분(34)이 형성된다. 재료-결합 연결을 생성하기 위해서, 홈(20) 내의 연결 부분(34)이 접착 비드(15)에 의해서 내부 패널(7)에 접착될 수 있다. 이러한 방식으로, 상부 형성 부분(10)이 B-필라의 머리 영역(3) 내에서 내부 패널(7)에 고정된다.
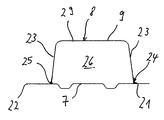
도 9는, 상부 형성 부분(10)의 연결 부분(34')이 또한 상부 형성 부분(10)의 굽혀진 연부 영역으로서 제공될 수 있다는 것을 도시한다. 상부 형성 부분(10)의 연결 부분(34')을 형성하는 굽혀진 또는 위로-굽혀진(bent or bent-over) 연부 영역에 의해서, 인장 응력을 받는 상부 형성 부분(10)의 연부 영역이 보강되고 노치 민감성(notch sensitivity)이 감소된다.
또한, 도 8 및 도 10에서, 상부 형성 부분(10)의 측벽(28)과 외부 벽(27) 사이에 약 110°의 협각(β)이 존재한다는 것이 확인될 수 있다. 이러한 방식으로, 외측으로부터 외부 패널(8) 상으로 힘이 작용하는 경우에, 특히 충돌 충격으로부터 초래되는 충돌 에너지가 도입되는 경우에, 상부 형성 부분(10)의 외부 벽(27)이 그러한 외부 벽(27)과 내부 패널(7) 사이의 구성-관련된 거리의 10%까지 내부 패널(7)을 향해서 탄성적으로 탄력적일 수 있다. 결과적으로, 머리 영역(3) 내의 B-필라가 스프링과 유사하게 구성되고, 탄력적인 영역 내에서, 변형 가능한 기본 형상을 갖는다.
충돌 에너지가 도입되는 경우에 상부 형성 부분(10)의 탄력도(springiness)를 개선하기 위해서, 즉 상부 형성 부분(10)이 보다 많은 에너지를 흡수하도록 하기 위해서, 도 8에서, 내부 패널(7)이 상부 형성 부분(10)의 측벽들(38) 사이에 배열된 재료 약화 부분(38)을 포함하는 것을 확인할 수 있을 것이다. 약화 부분(38)이 B-필라의 제2 길이방향 연장 방향(Xo)으로 중첩 영역(12) 위에서 연장된다. 이는, 측면 충돌의 경우에, 내부 패널(7)의 홈(20)과 결합되는 측벽(28)인, 적어도 부분적으로 U-형상인 상부 형성 부분(10)의 측벽(28)이 내부 패널(7)에 대해서 상대적으로 직립된다는 것, 즉 측벽(28)들의 길이방향 자유 단부들 사이의 거리가 감소된다는 것을 의미한다. 만약 도입된 충돌 에너지가 상부 형성 부분(10)의 파단 힘 미만에서 유지된다면, 상부 형성 부분(10)의 측벽(28)이, 부하가 제거된 후에, 외측으로 다시 이동될 수 있고, 즉 측벽들의 길이방향 자유 단부들 사이의 거리가 다시 증가된다. 결과적으로, 상부 형성 부분(10)이 파괴 없이 "존속될(breath)" 수 있다. 이어서, 약화 부분(38)을 따라서, 내부 패널(7)이, 내부 패널(7)의 홈(20)과 결합되는 길이방향 자유 단부를 외향으로 이동시키는 것에 의해서 다시 멀리 당겨지고, 상부 형성 부분(10)이 수용 에너지를 방출한다.
또한, 도 8 및 도 10은, 추가적인 차량 구성요소, 예를 들어 외부 외피(19), 유리 표면 또는 지붕을 단순한 방식으로 접합할 수 있게 하기 위해서, 내부 패널(7)의 외부 플랜지 영역(18)이, B-필라의 각부 영역(1) 및 중앙 영역(2)과 유사하게, 단일-층형인 것을 도시한다.
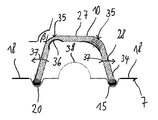
도 10은, 도 1에 도시된 단면 선 XIII-XIII을 따른 B-필라를 통한 횡단면도를 참조하여 B-필라의 추가적으로 가능한 실시예를 도시한다. 머리 영역(3) 내에서 B-필라의 충돌 거동에 영향을 미치기 위한 목적을 위해서, 상부 형성 부분(10)이, 외부 벽(27)과 측벽(28) 사이의 전이 영역(35) 내에서, 노치(36) 형태의 접합부-유사 재료 약화부를 포함한다는 것이 확인될 수 있고, 그러한 재료 약화부는, 차이점을 명료화하기 위한 목적을 위해서, 도 10의 도면에서, 좌측에 배치되는 전이 영역 내에서만 도시되어 있다. 양 전이 영역(35) 내에서 상부 형성 부분(10)을 구체적으로 약화시키는 것에 의해서, 외측으로부터 도입되는 힘이 B-필라에 작용하는 경우에, B-필라의 스프링 거동을 조정할 수 있다. 그에 따라, 측면 충돌의 경우에, 상부 형성 부분(10)의 외부 벽(27)이 내부 패널(7)을 향해서 가압될(pushed) 수 있고, 측벽(28)이 내부 패널(7)에 대해서 화살표(37)의 방향으로 직립되어 유지된다는 점에서 측벽(28)이 굴복될 수 있다.
재료 약화부, 본 경우에 노치(36)가, 도 10에 도시된 바와 같이, 도 8에 따른 직선형 연결 부분(34)과 그리고 도 9에 도시된 바와 같은 굽혀진 연결 부분(34')과 조합될 수 있다.
또한, 도 10에 도시된 바와 같이, 상부 형성 부분(10)의 측벽들(28) 사이에 배열되고 B-필라의 제2 길이방향 연장 방향(Xo)으로 중첩 영역(12) 위에서 연장되는, 재료가 약화된 부분이 제시된다.
B-필라를 생산하기 위해서, 특히, 다른 용접 프로세스에 비해서 적은 양의 그리고 보다 집중된 형태의 열 에너지를 접합하고자 하는 구성요소로 도입하는 고에너지 비임 용접 프로세스에 의해서, 하부 형성 부분(9)을 내부 패널(7)에 먼저 연결하는 것이 바람직하다. 하부 형성 부분(9)의 연결 연부(21)가 내부 패널(7)의 외부 연부(22)에 대해서 오프셋되기 때문에, 일 측부로부터 연결 연부(21)에 용이하게 도달할 수 있고, 그 결과로서, 고에너지 비임 용접 프로세스의 적용이 단순화된다. 고에너지 비임 용접 프로세스로서, 전기 아크 및 전자 비임 용접 프로세스 이외에, 레이저 비임 용접 프로세스가 특히 적합하고, 선택된 용접 프로세스가 임의의 부가적인 재료와 함께 또는 그러한 재료가 없이 실행될 수 있다. 고에너지 비임 용접부(25)가 연결 연부(21)의 연부 길이의 적어도 50%를 따라서 생성되고, 연속적인 또는 간헐적인 용접부를 생성할 수 있다.
하부 형성 부분(9)이 내부 패널(7)에 연결된 후에, 상부 형성 부분(10)이 하부 형성 부분(9) 및 내부 패널(7) 상으로 배치되고, 그에 따라, 한편으로, 하부 형성 부분(9) 및 상부 형성 부분(10)이 중첩 영역(12)만을 따라서 서로 중첩되도록 그리고, 다른 한편으로, 상부 형성 부분(10)이 내부 패널(7) 상에서 머리 영역(3) 내에서 지지된다. 또한, 상부 형성 부분(10)이 평면형 방식으로 하부 형성 부분(9)에 그리고 홈(20) 내에서 내부 패널(7)에 접착된다.
후속하여, B-필라가 차량 본체에 고정될 수 있고, 특히 용접 프로세스에 의해서, 하부 플랜지 부분(4)이 차량 본체의 베이스에 부착되고 상부 플랜지 부분(6)이 차량 본체의 지붕 영역에 부착된다. 원칙적으로, 상부 형성 부분(10)이 이시점에서만(only now) 하부 형성 부분(9) 상에 배치될 수 있고 그러한 하부 형성 부분(9)에 연결될 수 있다.
기능적 부분(5)이 B-필라에 부착되자 마자, 또한 상부 형성 부분(10) 및 하부 형성 부분(9)이, 개구부(30, 23)와 결합되는 고정 요소에 의해서 서로 강제-결합식으로 연결된다.
1; 각부 영역
2; 중앙 영역
3; 머리 영역
4; 하부 플랜지 부분
5; 기능적 부분
6; 상부 플랜지 부분
7; 내부 패널
8; 외부 패널
9; 하부 형성 부분
10; 상부 형성 부분
11; 보강 요소
12; 중첩 영역
13; 개구부
14; 함몰부
15; 접착 비드
16; 지지 부분
17; 하부 단부 영역
18; 플랜지 부분
19; 외부 외피
20; 홈
21; 연결 연부
22; 외부 연부
23; 측벽
24; 용접 부분
25; 용접부
26; 내부
27; 외부 벽
28; 측벽
29; 외부 벽
30; 개구부
31; 슬리브
32; 개구부
33; 개구부
34, 34'; 연결 부분
35; 전이 영역
36; 노치
37; 화살표
38; 약화된 재료 부분
α; 각도
β; 각도
Xu; 제1 길이방향 연장 방향
Xo; 제2 길이방향 연장 방향
X; 길이방향
2; 중앙 영역
3; 머리 영역
4; 하부 플랜지 부분
5; 기능적 부분
6; 상부 플랜지 부분
7; 내부 패널
8; 외부 패널
9; 하부 형성 부분
10; 상부 형성 부분
11; 보강 요소
12; 중첩 영역
13; 개구부
14; 함몰부
15; 접착 비드
16; 지지 부분
17; 하부 단부 영역
18; 플랜지 부분
19; 외부 외피
20; 홈
21; 연결 연부
22; 외부 연부
23; 측벽
24; 용접 부분
25; 용접부
26; 내부
27; 외부 벽
28; 측벽
29; 외부 벽
30; 개구부
31; 슬리브
32; 개구부
33; 개구부
34, 34'; 연결 부분
35; 전이 영역
36; 노치
37; 화살표
38; 약화된 재료 부분
α; 각도
β; 각도
Xu; 제1 길이방향 연장 방향
Xo; 제2 길이방향 연장 방향
X; 길이방향
Claims (15)
- 자동차 본체용 B-필라이며,
시트 금속 재료로 제조된 내부 패널(7) 및 상기 내부 패널(7)에 연결된 다중-구성요소 외부 패널(8)을 포함하고, 상기 외부 패널(8)은 시트 금속 재료로 제조된 하부 형성 부분(9) 및 섬유 보강형 플라스틱으로 제조된 상부 형성 부분(10)을 포함하고, 상기 2개의 형성 부분(9, 10)은 서로 중첩되도록 중첩 영역(12)을 따라서 배열되고, 상기 하부 형성 부분(9)이 상기 B-필라의 제1 길이방향 연장 방향(Xu)으로 상기 중첩 영역(12)을 넘어서서 상기 상부 형성 부분(10)으로부터 돌출하도록 그리고 상기 상부 형성 부분(10)이 상기 B-필라의 제2 길이방향 연장 방향(Xo)으로 상기 중첩 영역(12)을 넘어서서 상기 하부 형성 부분(9)으로부터 돌출하도록 서로 연결되는, B-필라. - 제1항에 있어서,
상기 중첩 영역(12)의 길이방향 연장부가 상기 하부 형성 부분(9)의 길이방향 연장부의 70% 보다 짧고 및/또는 상기 상부 형성 부분(10)의 길이방향 연장부의 50% 보다 짧은 것을 특징으로 하는 B-필라. - 제1항 또는 제2항에 있어서,
상기 중첩 영역(12) 내에서, 상기 하부 형성 부분(9) 및 상기 상부 형성 부분(10)이 서로 재료-결합식으로 그리고 강제-결합 식으로 연결되는 것을 특징으로 하는 B-필라. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 중첩 영역(12) 내에서, 상기 하부 형성 부분(9) 및 상기 상부 형성 부분(10)이 고정 요소에 의해서 서로 강제-결합 식으로 연결되고, 상기 고정 요소가 상기 B-필라에서 유지되는 기능적 부분(5)을 부착하도록 구성되는 것을 특징으로 하는 B-필라. - 제4항에 있어서,
상기 중첩 영역(12) 내에서, 상기 내부 패널(7)로부터 멀어지는 쪽으로 대면하는 상기 상부 형성 부분(10)의 외부 면 상에, 상기 고정 요소 중 적어도 하나를 지지하기 위한 시트 금속 재료로 제조된 보강 요소(11)가 배열되는 것을 특징으로 하는 B-필라. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 내부 패널(7)이 적어도 대략적으로 상기 제2 길이방향 연장 방향(Xo)으로 연장되는 지지 부분(16)을 포함하고, 상기 상부 형성 부분(10)이 상기 지지 부분(16)으로의 연결을 위한 상응하는 연결 부분(34; 34')을 포함하고, 상기 내부 패널(7) 및 상기 상부 형성 부분(10)이 상기 중첩 영역(12) 외부에서 서로 형상-결합식으로 연결되는 것을 특징으로 하는 B-필라. - 제6항에 있어서,
상기 중첩 영역(12)의 외부에서, 상기 지지 부분(16)이 홈(20)을 포함하고, 상기 상부 형성 부분(10)의 연결 부분(34; 34')이 상기 홈 내에 형상-결합식으로 고정되는 것을 특징으로 하는 B-필라. - 제6항 또는 제7항에 있어서,
상기 상부 형성 부분(10)의 연결 부분(34')이 상기 상부 형성 부분(10)의 굽혀진 연부 영역으로서 제공되는 것을 특징으로 하는 B-필라. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 중첩 영역(12)의 외부에서, 적어도 부분적으로, 상기 상부 형성 부분(10)이 U-형상의 횡단면을 갖고, 상기 상부 형성 부분(10)은, 외부로부터 상기 외부 패널(8) 상으로 힘이 작용할 때, 상기 상부 형성 부분(10)의 외부 벽(27)이 상기 내부 패널(7)을 향해서 상기 외부 벽(27)과 상기 내부 패널(7) 사이의 구성-관련 거리의 10%까지 탄력적으로 유지되도록(resiliently suspended) 구성되는 것을 특징으로 하는 B-필라. - 제9항에 있어서,
상기 적어도 부분적으로 U-형상인 상부 형성 부분(10)의 연결 부분(34; 34')이 상기 상부 형성 부분(10)의 2개의 측벽(28)의 연부 영역에 형성되고, 상기 외부 벽(27)과 상기 각각의 측벽(28) 사이에, 100°내지 170° 범위의 협각(β)이 존재하는 것을 특징으로 하는 B-필라. - 제10항에 있어서,
상기 외부 벽(27)과 상기 측벽(28) 사이의 전이 영역(35)에서, 상기 상부 형성 부분(10)이 접합부-유사 재료 약화부, 노치(36) 또는 좌굴 지역을 포함하는 것을 특징으로 하는 B-필라. - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 내부 패널(7)이, 상기 상부 형성 부분(10)의 측벽들(28) 사이에 배열되고 상기 B-필라의 제2 길이방향 연장 방향(Xo)으로 상기 중첩 영역(12) 위에서 연장되는, 재료 약화 부분(38)을 포함하는 것을 특징으로 하는 B-필라. - 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 하부 형성 부분(9)이 상기 내부 패널(7)에 연결되기 위한 적어도 하나의 용접 부분(24)을 포함하고, 상기 하부 형성 부분(9) 및 상기 내부 패널(7)이 용접부(25)에 의해서 서로 연결되고, 상기 하부 형성 부분(9)의 연결 연부(21)가 상기 내부 패널(7)의 외부 연부(22)로부터 이격되고, 그에 따라 상기 내부 패널(7)이 상기 연결 연부(21)와 상기 외부 연부(22) 사이에서 상기 B-필라의 단일-층형 플랜지 부분(18)을 형성하는 것을 특징으로 하는 B-필라. - 자동차 본체용 B-필라를 생산하는 프로세스이며:
시트 금속 재료로 제조된 내부 패널(7)을 제공하는 단계;
시트 금속 재료로 제조된 하부 형성 부분(9)을 제공하는 단계;
섬유 보강형 플라스틱으로 제조된 상부 형성 부분(10)을 제공하는 단계;
상기 하부 형성 부분(9)을 상기 내부 패널(7)에 연결하는 단계;
상기 2개의 형성 부분(9, 10)이 중첩 영역(12)에서만 서로 중첩되도록 상기 상부 형성 부분(10)을 상기 하부 형성 부분(9) 상에 배치하는 단계로서, 상기 하부 형성 부분(9)이 상기 B-필라의 제1 길이방향 연장 방향(Xu)으로 상기 중첩 영역(12)을 넘어서서 상기 상부 형성 부분(10)으로부터 돌출하고 상기 상부 형성 부분(10)이 상기 B-필라의 제2 길이방향 연장 방향(Xo)으로 상기 중첩 영역(12)을 넘어서서 상기 하부 형성 부분(9)으로부터 돌출하는, 상기 상부 형성 부분(10)을 상기 하부 형성 부분(9) 상에 배치하는 단계; 및
상기 중첩 영역(12)에서 상기 상부 형성 부분(10)을 상기 하부 형성 부분(9)과 연결하는 단계를 포함하는, 프로세스. - 제14항에 있어서,
상기 상부 형성 부분(10)이, 적어도 부분적으로, 상기 하부 형성 부분(9)에 형상-결합식으로 연결되는 것을 특징으로 하는 프로세스.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015115439.0A DE102015115439B3 (de) | 2015-09-14 | 2015-09-14 | B-Säule für eine Kraftfahrzeugkarosserie und Verfahren zum Herstellen einer B-Säule |
| DE102015115439.0 | 2015-09-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170032192A true KR20170032192A (ko) | 2017-03-22 |
Family
ID=56926059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160116993A KR20170032192A (ko) | 2015-09-14 | 2016-09-12 | 자동차 본체용 b-필라 및 b-필라 생산 프로세스 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10065683B2 (ko) |
| EP (1) | EP3150466B1 (ko) |
| JP (1) | JP6573856B2 (ko) |
| KR (1) | KR20170032192A (ko) |
| CN (1) | CN106515862B (ko) |
| DE (1) | DE102015115439B3 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108791504A (zh) * | 2018-06-13 | 2018-11-13 | 芜湖恒信汽车内饰制造有限公司 | 一种车身结构及具有该结构的车身b柱和车身c柱 |
| KR20220075120A (ko) | 2020-11-27 | 2022-06-07 | 서진산업 주식회사 | 강성증대를 위한 엠보싱 무늬 적용 비필라 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013007805A1 (de) * | 2013-05-07 | 2014-11-13 | Daimler Ag | Säule für eine Kraftfahrzeug-Rohbaustruktur, Verfahren zur Herstellung einer Säule und Kraftfahrzeug-Rohbaustruktur |
| US10633031B2 (en) * | 2015-12-18 | 2020-04-28 | Autotech Engineering S.L. | B-pillar central beam and method for manufacturing |
| DE102016201036A1 (de) * | 2016-01-26 | 2017-07-27 | Zf Friedrichshafen Ag | Verfahren zur Herstellung eines Bauteils und nach diesem Verfahren hergestelltes Bauteil |
| US10124833B2 (en) * | 2016-09-01 | 2018-11-13 | Ford Global Technologies, Llc | B-pillar assembly for vehicle body |
| DE102016118366A1 (de) * | 2016-09-28 | 2018-03-29 | Bayerische Motoren Werke Ag | Strukturbauteil für eine kraftfahrzeugkarosserie |
| KR101866080B1 (ko) * | 2016-10-31 | 2018-06-11 | 현대자동차주식회사 | 센터필라용 충격 흡수 레인프 구조 |
| JP6555303B2 (ja) * | 2017-07-28 | 2019-08-07 | マツダ株式会社 | 車両の側部車体構造 |
| JP6898169B2 (ja) * | 2017-08-02 | 2021-07-07 | トヨタ自動車株式会社 | ボディ骨格構造 |
| US11351590B2 (en) * | 2017-08-10 | 2022-06-07 | Honda Motor Co., Ltd. | Features of dissimilar material-reinforced blanks and extrusions for forming |
| DE102018207026A1 (de) * | 2017-10-06 | 2019-04-11 | Sms Group Gmbh | Multiflexible Walzanlage |
| GB2571615B (en) * | 2018-01-09 | 2022-07-27 | Faurecia Automotive Composites | Structural part for a body in white of a vehicle and associated manufacturing method |
| CN111565999B (zh) * | 2018-01-12 | 2023-08-11 | 日本制铁株式会社 | 前柱外板 |
| JP6767413B2 (ja) * | 2018-03-12 | 2020-10-14 | 株式会社豊田自動織機 | センターピラー構造 |
| JP2019209767A (ja) * | 2018-06-01 | 2019-12-12 | 本田技研工業株式会社 | 車両用構造体 |
| DE102018113141A1 (de) | 2018-06-01 | 2019-12-05 | Muhr Und Bender Kg | B-Säule für eine Kraftfahrzeugkarosserie sowie Kraftfahrzeugkarosserie mit einer solchen B-Säule |
| JP7236303B2 (ja) * | 2019-03-27 | 2023-03-09 | 日産自動車株式会社 | 車体のピラー構造 |
| US11117620B2 (en) | 2019-06-06 | 2021-09-14 | Ford Global Technologies, Llc | Vehicle body-in-white panel with reinforcing and energy absorbing structures |
| CN114401883A (zh) * | 2019-09-11 | 2022-04-26 | 日本制铁株式会社 | 中柱内部件和中柱 |
| CN117320904A (zh) * | 2021-01-20 | 2023-12-29 | 塔塔钢铁有限公司 | 用于车辆的增强构件 |
| FR3129423A1 (fr) * | 2021-11-24 | 2023-05-26 | Psa Automobiles Sa | Plaquette d’indexation de charnière de porte renforçant un pilier pour véhicule automobile |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH043854Y2 (ko) * | 1985-07-16 | 1992-02-05 | ||
| JP2591417Y2 (ja) * | 1992-02-05 | 1999-03-03 | トヨタ車体株式会社 | ドア取付用ピラー |
| DE102005038488A1 (de) | 2005-08-13 | 2007-02-22 | Bayerische Motoren Werke Ag | Verstärkungsblech für eine B-Säule einer Fahrzeugkarosserie |
| DE102006027546A1 (de) * | 2006-06-14 | 2007-12-20 | Volkswagen Ag | Aufprallschutzverstärkungsteil |
| SE530228C2 (sv) * | 2006-08-25 | 2008-04-01 | Gestamp Hardtech Ab | Sätt att varmforma och härda en plåtdetalj, samt en B-stolpe till ett fordon |
| DE102007053353B4 (de) * | 2007-10-30 | 2017-06-08 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Karosseriesäule für Fahrzeuge und Fahrzeugkarosserie |
| US8662567B2 (en) * | 2009-02-02 | 2014-03-04 | Vari-Form, Inc. | Vehicle roof support pillar assembly |
| DE202010002099U1 (de) * | 2010-02-09 | 2011-06-09 | Voestalpine Automotive Gmbh | Verbundbauteil für ein Fahrzeug |
| CN201646871U (zh) * | 2010-03-19 | 2010-11-24 | 浙江吉利汽车研究院有限公司 | 一种汽车的中柱 |
| FR2959981B1 (fr) * | 2010-05-11 | 2012-05-04 | Peugeot Citroen Automobiles Sa | Element de renfort de pied de milieu d'un vehicule. |
| DE102011111232A1 (de) * | 2011-08-20 | 2013-02-21 | GM Global Technology Operations LLC (n. d. Gesetzen des Staates Delaware) | Leichtbauteil, insbesondere Karosseriesäulenverstärkung und Verfahren zur Herstellung des Leichtbauteils |
| DE102012203888A1 (de) * | 2012-03-13 | 2013-09-19 | Bayerische Motoren Werke Aktiengesellschaft | Baugruppe einer Kraftfahrzeugkarosserie |
| CN202728352U (zh) * | 2012-08-14 | 2013-02-13 | 东风汽车公司 | 一种乘用车b柱结构 |
| WO2015025572A1 (ja) * | 2013-08-22 | 2015-02-26 | 本田技研工業株式会社 | 自動車のセンターピラー構造 |
| DE102013017269A1 (de) * | 2013-10-17 | 2014-08-28 | Daimler Ag | Karosseriebauteil und Kraftfahrzeug mit dem Karosseriebauteil |
| CN203601385U (zh) * | 2013-11-01 | 2014-05-21 | 上汽通用五菱汽车股份有限公司 | 一种b柱上端接头结构 |
| KR101592645B1 (ko) * | 2013-12-19 | 2016-02-05 | 기아자동차주식회사 | 자동차용 센터 필러 아우터 및 이의 제조방법 |
| DE102014003378A1 (de) * | 2014-03-05 | 2015-09-10 | Daimler Ag | Fahrzeugsäule für eine Karosserie eines Personenkraftwagens |
| CN204527331U (zh) * | 2015-01-08 | 2015-08-05 | 郑州比克新能源汽车有限公司 | 一种电动车身b柱结构 |
-
2015
- 2015-09-14 DE DE102015115439.0A patent/DE102015115439B3/de not_active Expired - Fee Related
-
2016
- 2016-09-09 US US15/260,338 patent/US10065683B2/en active Active
- 2016-09-12 KR KR1020160116993A patent/KR20170032192A/ko unknown
- 2016-09-13 EP EP16188525.6A patent/EP3150466B1/de active Active
- 2016-09-14 JP JP2016179371A patent/JP6573856B2/ja active Active
- 2016-09-14 CN CN201610824515.2A patent/CN106515862B/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108791504A (zh) * | 2018-06-13 | 2018-11-13 | 芜湖恒信汽车内饰制造有限公司 | 一种车身结构及具有该结构的车身b柱和车身c柱 |
| KR20220075120A (ko) | 2020-11-27 | 2022-06-07 | 서진산업 주식회사 | 강성증대를 위한 엠보싱 무늬 적용 비필라 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3150466A1 (de) | 2017-04-05 |
| EP3150466B1 (de) | 2018-04-11 |
| US20170073017A1 (en) | 2017-03-16 |
| JP2017061304A (ja) | 2017-03-30 |
| CN106515862A (zh) | 2017-03-22 |
| CN106515862B (zh) | 2019-05-28 |
| US10065683B2 (en) | 2018-09-04 |
| DE102015115439B3 (de) | 2017-01-05 |
| JP6573856B2 (ja) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170032192A (ko) | 자동차 본체용 b-필라 및 b-필라 생산 프로세스 | |
| JP6902971B2 (ja) | 自動車ボデー用のbピラーならびにこのようなbピラーを備えた自動車ボデー | |
| US9533713B2 (en) | Structural component | |
| US9308577B2 (en) | Lightweight steel door for vehicle and method for manufacturing the same | |
| US9981696B2 (en) | Pillar for a motor vehicle and method for manufacturing a pillar | |
| US8398149B2 (en) | Door of a motor vehicle | |
| US20100084888A1 (en) | Automotive door with enhanced side collision performance | |
| EP3342686B1 (en) | Structure member including dissimilar material connection structure | |
| CN109789897B (zh) | 用于机动车辆车体的结构部件 | |
| CN106853846B (zh) | 车身部件 | |
| CN108407893B (zh) | 用于机动车的门槛板 | |
| US7021697B2 (en) | Vehicle and a vehicle door | |
| KR102001797B1 (ko) | 이재 패널 구조체 | |
| US7048323B2 (en) | Vehicle | |
| US20040150242A1 (en) | Method for the production of a structural component | |
| Bhagwan et al. | InCar-Advanced Door Design | |
| JP5790274B2 (ja) | 車両用フレーム構造 |