KR20160146943A - 구리 합금판 및 구리 합금판의 제조 방법 - Google Patents
구리 합금판 및 구리 합금판의 제조 방법 Download PDFInfo
- Publication number
- KR20160146943A KR20160146943A KR1020167032742A KR20167032742A KR20160146943A KR 20160146943 A KR20160146943 A KR 20160146943A KR 1020167032742 A KR1020167032742 A KR 1020167032742A KR 20167032742 A KR20167032742 A KR 20167032742A KR 20160146943 A KR20160146943 A KR 20160146943A
- Authority
- KR
- South Korea
- Prior art keywords
- copper alloy
- temperature
- heat treatment
- mass
- stress relaxation
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Conductive Materials (AREA)
Abstract
내응력 부식 균열성, 응력 완화 특성, 인장 강도, 내력, 도전성, 굽힘 가공성, 땜납 습윤성이 우수한 구리 합금판을 제공한다.
이 구리 합금판은, 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 7≤[Zn]+3×[Sn]+2×[Ni]≤18, 0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤11, 0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.6, 1.8≤[Ni]/[Sn]≤10, 16≤[Ni]/[P]≤250의 관계를 갖고, 평균 결정 입경이 2~9㎛, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~75nm 또는 상기 석출물 중에서 입자경이 3~75nm인 석출물이 차지하는 개수의 비율이 70% 이상, 도전율이 24%IACS 이상, 내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 25% 이하이다.
이 구리 합금판은, 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 7≤[Zn]+3×[Sn]+2×[Ni]≤18, 0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤11, 0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.6, 1.8≤[Ni]/[Sn]≤10, 16≤[Ni]/[P]≤250의 관계를 갖고, 평균 결정 입경이 2~9㎛, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~75nm 또는 상기 석출물 중에서 입자경이 3~75nm인 석출물이 차지하는 개수의 비율이 70% 이상, 도전율이 24%IACS 이상, 내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 25% 이하이다.
Description
본 발명은, 내응력 부식 균열성, 응력 완화 특성, 인장 강도, 내력(耐力), 도전율, 굽힘 가공성, 땜납 습윤성이 우수한 구리 합금판으로서, 특히 단자·커넥터, 전기·전자 부품의 용도에 이용되는 구리 합금판, 및, 이 구리 합금판의 제조 방법에 관한 것이다.
본원은, 2014년 9월 26일에, 일본에 출원된 특허출원 2014-196430호에 근거하여 우선권을 주장하고, 그 내용을 여기에 채용한다.
종래, 자동차 부품, 전기 부품, 전자 부품, 통신 기기, 전자·전자 기기 등에 사용되는 커넥터, 단자, 릴레이, 스프링, 스위치, 반도체, 리드 프레임 등의 구성재로서, 고도전이고 고강도를 갖는 구리 합금판이 사용되고 있다. 그러나, 최근에 이러한 기기의 소형화, 경량화, 고성능화에 따라, 그에 사용되는 구성 재료에도, 매우 엄격한 특성 개선이 요구되고 있다. 예를 들면, 커넥터의 스프링 접점부에는 극박판(極薄板)이 사용되는데, 이러한 극박판을 구성하는 고강도 구리 합금에는, 박육화(薄肉化)를 도모하기 위하여, 높은 강도나, 신도와 강도의 고도의 밸런스를 갖는 것이 요구된다. 또한, 생산성, 경제성이 우수한 것 및 도전성, 사용 중인 재료의 열화를 억제하는 내식성(내응력 부식 균열, 내탈아연 부식, 내마이그레이션), 응력 완화 특성, 그리고 땜납 습윤성 등에 있어서 문제가 없는 것이 요구된다.
그러나, 강도와 도전율이란, 상반되는 특성이며, 강도가 향상되면, 일반적으로 도전율은 내려간다. 또, 예를 들면 자동차의 엔진룸에 가까운 사용 환경 온도가 높은 곳에서는, 예를 들면 100℃~150℃로도 상승하는 경우가 있고, 응력 완화 특성, 내열성이 더 우수한 것이 요구되는 부품이 있다. 또한, 최근, 자동차 엔진 전자 제어 기술의 진화에 따라, 고온하에서 사용되는 부품이 증대되어, 고온 환경하에서 높은 신뢰성을 확보할 수 있는 구리 합금 재료가 요구된다. 물론, 자동차 부품이나 전기·전자 기기 부품은, 심각한 경쟁하에 노출되어 있어, 낮은 코스트의 구리 합금 소재가 요구되고 있다. 또, 글로벌 조달의 관점에서, 제조가 용이한 구리 합금 소재가 요망되고 있다.
여기에서, 고도전 고강도 구리 합금으로서는, 일반적으로, 베릴륨 구리, 인청동, 양백, 황동이나 Sn을 첨가한 황동이 주지이다.
또, 고도전, 고강도의 요청을 충족시키기 위한 합금으로서, 예를 들면 특허문헌 1에 나타나는 바와 같은 Cu-Zn-Sn 합금이 알려져 있다.
그러나, 상술한 베릴륨 구리, 인청동, 양백, 황동과 같은 일반적인 고강도 구리 합금에는 다음과 같은 문제가 있어, 상기한 요구에 부응할 수 없었다.
베릴륨 구리는, 구리 합금 중, 가장 높은 강도를 갖는 것이지만, 베릴륨이 인체에 매우 유해하다(특히, 용융 상태에서는 베릴륨 증기가 극미량이어도 매우 위험하다). 이로 인하여, 베릴륨 구리제 부재 또는 이를 포함하는 제품의 폐기 처리(특히 소각 처리)가 곤란하고, 제조에 사용하는 용해 설비에 필요로 하는 이니셜 코스트가 매우 높아진다. 따라서, 소정의 특성을 얻기 위하여 제조의 최종 단계에서 용체화 처리가 필요해짐과 더불어, 제조 코스트를 포함하는 경제성에 문제가 있다.
인청동, 양백은, 열간 가공성이 나쁘고, 열간 압연에 의한 제조가 곤란하기 때문에, 일반적으로 가로형 연속 주조에 의하여 제조된다. 따라서, 생산성이 나쁘고, 에너지 코스트가 높으며, 수율도 나쁘다.
또, 고강도 구리 합금의 대표 품종인 스프링용 인청동이나 스프링용 양백에는, 고가의 Sn, Ni가 다량으로 함유되어 있기 때문에, 도전성이 나쁘고, 경제성에도 문제가 있다.
황동의 주요 원소인 Zn은, Cu에 비하여 저가이며, Cu에 Zn을 첨가함으로써, 밀도가 작아져, 강도, 즉 인장 강도, 내력 또는 항복 응력, 스프링 한계치, 피로 강도가 높아진다. 그런데, 황동에 있어서는, Zn 함유량을 증가시킴에 따라, 응력 부식 균열 감수성이 매우 높아져, 재료로서의 신뢰성이 손상된다. 한편, 황동에 있어서는, 응력 완화 특성이 주지와 같이 나쁘고, 엔진룸 주변 등 고온에 도달하는 부품에는 도저히 사용할 수 없다. 또, Zn 함유량이 증가함에 따라, 강도는 향상되지만, 연성, 굽힘 가공성이 나빠져, 강도와 연성의 밸런스가 나빠진다.
이상과 같이, 황동 및 단순히 Sn을 첨가한 황동은 저가이지만, 강도적으로 만족할 수 있는 것이 아니고, 응력 완화 특성이 나쁘며, 도전성이 나쁘고, 내식성에 문제(응력 부식 및 탈아연 부식)가 있어, 상기한 소형화, 고성능화를 도모하는 제품 구성재로서는 부적당하다.
따라서, 이와 같은 일반적 고도전·고강도 구리 합금은, 상술한 바와 같이 소형화, 경량화, 고성능화되는 경향이 있는 각종 기기의 부품 구성재로서 도저히 만족할 수 있는 것은 아니고, 새로운 고도전, 고강도 구리 합금의 개발이 강하게 요청되고 있다.
또, 특허문헌 1에 기재된 Cu-Zn-Sn 합금에 있어서도, 도전성이나 강도를 포함하는 제특성은 충분하지 않았다.
본 발명은, 상기의 종래 기술의 문제를 해결하기 위하여 이루어진 것이며, 내응력 부식 균열성, 응력 완화 특성, 인장 강도, 내력, 도전성, 굽힘 가공성, 땜납 습윤성이 우수한 구리 합금판, 특히, 가혹한 사용 환경에 견딜 수 있는, 신뢰성이 높은 단자·커넥터 전기·전자 부품에 적합한 구리 합금판, 및, 이 구리 합금판의 제조 방법을 제공하는 것을 과제로 한다.
본 발명자는, 상기 과제를 해결하기 위하여, 다양한 각도로부터 검토를 거듭하여, 다양한 연구, 실험을 거듭한바, 4~14질량%의 Zn을 포함하는 Cu-Zn 합금에, 먼저 Ni와 Sn을 적정량 첨가하고, 동시에, Ni와 Sn의 상호 작용을 최적화하기 위하여, Ni와 Sn의 합계 함유량, 및 함유량의 비율을 적정한 범위 내로 하며, 또한 Zn과 Ni와 Sn의 상호 작용을 감안하여, 3개의 조성 관계식, f1≤[Zn]+3×[Sn]+2×[Ni], f2≤[Zn]-0.3×[Sn]-1.8×[Ni], 및 f3≤(3×[Ni]+0.5×[Sn])/[Zn]을 동시에 적정치로 하도록 Zn, Ni, Sn을 조정하고, 또한 Ni량과 Sn량, 및 P량과 Ni량을 적정한 범위 내의 함유 비율로 하여, 형성되는 석출물의 크기, 및 결정 입경을 적정하게 조정함으로써, 코스트 퍼포먼스가 우수하여, 밀도가 작고, 높은 강도와 신도·굽힘 가공성과 도전율의 밸런스와, 내응력 부식 균열성, 응력 완화 특성이 우수하며, 다양한 사용 환경에 대응할 수 있는 구리 합금을 발견하여, 본 발명을 이루기에 이르렀다.
구체적으로는, 적량의 Zn, Ni, Sn을 매트릭스에 고용(固溶)시켜, P를 함유함으로써, 연성, 굽힘 가공성을 저해시키지 않고, 높은 강도를 얻는다. 그리고, 원자가(原子價)(또는, 가(價)전자수, 이하 동일)가 4가(가전자수가 4)인 Sn, 2가의 Zn, Ni와, 5가의 P의 공첨가에 의하여, 내응력 부식 균열성, 응력 완화 특성을 양호하게 하고, 동시에, 적층 결함 에너지를 낮추어, 재결정 시의 결정립을 미세하게 한다. 또, Ni와 P를 주체로 하는 미세한 화합물을 형성함으로써 결정립 성장을 억제하고, 미세한 결정립을 유지한다.
또, 결정립(재결정립)을 미세화시킴으로써, 인장 강도, 내력을 주로 하는 강도를 현저하게 향상시킬 수 있다. 즉, 평균 결정 입경이 작아짐에 따라 강도도 증대된다. 구체적으로는 Cu에 대한 Zn, Sn, Ni의 첨가는, 재결정핵의 핵 생성 사이트를 증가시키는 효과가 있다. Cu-Zn-Sn-Ni 합금에 대한 P, Ni의 첨가는 입자 성장을 억제하는 효과가 있다. 이로 인하여, 이들의 효과를 이용함으로써, 미세한 결정립을 갖는 Cu-Zn-Sn-Ni-P계 합금을 얻는 것이 가능하다. 재결정핵의 핵 생성 사이트의 증가는, 각각 원자가가 2가, 2가, 4가인 Zn, Ni, Sn 첨가에 의하여, 적층 결함 에너지를 낮추는 것이 주원인의 하나라고 생각된다. 그 생성한 미세한 재결정립을 미세한 채로 유지시키는 결정립 성장의 억제는, P, Ni의 첨가에 의한 미세한 석출물의 생성이 원인이라고 생각된다. 단, 이 중에서 재결정립의 초미세화를 목표로 하는 것만으로는, 강도, 신도, 굽힘 가공성의 밸런스가 잡히지 않는다. 밸런스를 유지하려면, 재결정립의 미세화에 여유를 갖게 하고, 소정 범위의 크기의 결정립 미세화한 영역이 양호한 것이 판명되었다. 결정립의 미세화 또는 초미세화에 대해서는, JIS H 0501에 있어서, 기재되어 있는 표준 사진에서 최소의 결정 입도가 0.010mm이다. 이로부터, 0.010mm 미만의 평균 결정립을 갖는 것은 결정립이 미세화되어 있다고 칭해도 지장이 없다고 생각한다.
Cu에 Zn, Ni, Sn의 각 원소를 고용시킴으로써, 연성, 굽힘 가공성을 저해시키지 않고, 강도를 향상시켜, 응력 완화 특성, 내응력 부식 균열성을 양호하게 하기 위해서는, Zn, Ni, Sn의 각 원소의 성질을 비롯하여 다양한 관점에서, 원소 간의 상호 작용을 고려할 필요가 있다. 즉, 단순히, Zn과, Ni와, Sn의 각 원소의 함유량을 규정하는 것만으로는, 응력 완화 특성, 내응력 부식 균열성을 양호하게 하여, 연성, 굽힘 가공성을 저해시키지 않고, 높은 강도를 반드시 얻을 수는 없다.
따라서, 조성 관계식 f1≤[Zn]+3×[Sn]+2×[Ni]와, 조성 관계식 f2≤[Zn]-0.3×[Sn]-1.8×[Ni]와, f3≤(3×[Ni]+0.5×[Sn])/[Zn]의 3개의 조성 관계식을 소정 범위 내로 할 필요가 있다.
조성 관계식 f1, f2의 하한치는, Zn, Ni, Sn의 각 원소의 상호 작용을 고려한 경우여도, 높은 강도를 얻기 위한 최저의 필요치이며, 한편, 조성 관계식 f1, f2가 상한치를 넘으면, 혹은, 조성 관계식 f3의 하한치를 하회하면, 강도는 높아지지만, 응력 완화 특성, 또는 내응력 부식 균열성이 저해된다.
또, 조성 관계식 f1≤[Zn]+3×[Sn]+2×[Ni]의 상한치는, 본 발명 합금의 도전율이 24%IACS를 넘는지 여부의 값이다.
조성 관계식 f2≤[Zn]-0.3×[Sn]-1.8×[Ni]의 상한치는, 우수한 응력 완화 특성, 내응력 부식 균열성과, 양호한 연성, 굽힘 가공성, 땜납 습윤성을 얻기 위한 경계치이기도 하다. 상기와 같이, Cu-Zn 합금의 치명적인 결점은, 응력 부식 균열의 감수성이 높은 것, 응력 완화 특성이 나쁜 것이다.
조성 관계식 f3≤(3×[Ni]+0.5×[Sn])/[Zn]의 하한치는, 양호한 응력 완화성을 얻기 위한 경계의 값이다. 상기와 같이 Cu-Zn 합금은, 코스트 퍼포먼스가 우수한 합금이지만, 응력 완화 특성이 부족하여, 높은 강도를 가져도, 고강도를 살릴 수 없었다. 일반적으로, 황동 합금은, 응력 완화 특성이 부족하지만, (3×[Ni]+0.5×[Sn])과 [Zn]의 밸런스, 즉 배합비를 최적화함으로써, 보다 고도의 응력 완화 특성을 실현할 수 있다. 상한치는, Ni, Sn의 양이 증가하고, 코스트 증가, 또는 도전율이 나빠져, 응력 완화 특성도 포화된다.
또, 본원에 있어서, Ni량과 Sn량, 및 P량과 Ni량과 적정한 함유 비율로 하는 것이 중요하고, 우수한 응력 완화 특성, 강도, 굽힘 가공성을 실현할 수 있다. 특히, Cu-Zn 합금의 응력 완화를 향상시키기 위해서는, 1~2.4질량%의 Ni와, 0.1~1질량%의 Sn을 공첨가시키는 것이 먼저 제1 조건이며, Ni와 Sn의 함유량 비율이 중요하고, 조성 관계식 f4≤[Ni]/[Sn]을 소정 범위 내로 할 필요가 있다. 상세는, 후술하는데, Sn 원자 1개에 대하여, Ni 원자가 적어도 3.5개 이상이 필요하다. 그리고, 응력 완화 특성, 결정립의 크기, 강도, 굽힘 가공성에 중요한 Ni와 P에 대해서는, 고용하는 Ni와 P, 석출하는, Ni와 P의 화합물의 관계로부터, 조성 관계식 f5≤[Ni]/[P]를 소정 범위 내로 할 필요가 있다.
또, 상술한 구리 합금판에 있어서는, 상기 마무리 냉간 압연 공정 후에 회복 열처리 공정, 그에 준하는 열처리를 실시하는 것이 바람직하다. 이 경우, 회복 열처리를 행하므로, 응력 완화율, 영률, 스프링 한계치, 및 신도가 향상된다.
상술한 구리 합금판을 제조하는 방법으로서는, 소정의 성분에 배합한 주괴 제조 공정과 열간 압연 공정, 경우에 따라서는 열간 압연 공정을 생략한 연속 주조 공정과, 냉간 압연 공정과, 재결정 열처리 공정과, 마무리 냉간 압연 공정을 순서대로 포함하고, 상기 열간 압연 공정의 열간 압연 개시 온도가 800~950℃이며, 최종 압연이 750℃부터 500℃에서 종료하고, 그 후, 공랭 혹은, 수냉에 의한 강제 냉각으로 상온으로까지 냉각된다. 재결정 열처리 공정은, 장시간 가열하는 배치(batch)식과 고온에서 단시간의 가열을 연속으로 행하는 연속 열처리 방법이 있다. 최종 마무리 압연 후, 재료의 변형을 양호하게 하기 위한 텐션 레벨러를 행하는 경우도 있다. 또, 연속 열처리 방법으로 회복 열처리가 실시되는 경우도 있고, 혹은, 추가로 단자·커넥터 전기·전자 부품에 이용되는 경우는, 회복 열처리 공정의 유무에 관계없이, 용융 Sn 도금, 리플로 Sn 도금 등의 도금 처리 공정을 포함하는 경우도 있다.
또한, 구리 합금판의 판 두께에 따라서는, 상기 열간 압연 공정과 상기 냉간 압연 공정의 사이에 쌍이 되는 냉간 압연 공정과 소둔 공정을 1회 또는 복수 회 행해도 된다.
그리고, 특히 단자·커넥터 등에 이용되는 구리 합금판의 제조 방법은, 바람직하게는, 상기 냉간 압연 공정에서의 냉간 가공률이 55% 이상이며, 상기 재결정 열처리 공정은, 연속 열처리로를 이용하여, 상기 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 재결정 열처리 공정에 있어서, 상기 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에, 560≤Tmax≤790, 0.04≤tm≤1.0, 520≤It1≤(Tmax-30×tm-1/2)≤690이며, 그리고 또한, 마무리 냉간 압연 공정 후, 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 하고, 150≤Tmax2≤580, 0.02≤tm2≤100, 120≤It2≤(Tmax2-25×tm2-1/2)≤390인 회복 열처리 공정, 혹은 Sn 도금을 포함하는 방법으로 제조된다. 고온의 단시간의 재결정 열처리, 그리고 회복 열처리 공정을 실시함으로써, 응력 완화율, 영률, 스프링 한계치, 굽힘 가공성 및 신도를 향상시킬 수 있다.
본 발명은, 상술한 발견에 근거하여 이루어진 것으로서, 본 발명의 제1 양태인 구리 합금판은, 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, Zn의 함유량 [Zn]질량%와, Sn의 함유량 [Sn]질량%와, P의 함유량 [P]질량%와, Ni의 함유량 [Ni]질량%의 사이에,
7≤[Zn]+3×[Sn]+2×[Ni]≤18,
0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤11,
0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.6,
1.8≤[Ni]/[Sn]≤10,
16≤[Ni]/[P]≤250
의 관계를 갖고, 평균 결정 입경이 2~9㎛이며, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~75nm이거나, 또는, 상기 석출물 중에서 입자경이 3~75nm인 석출물이 차지하는 개수의 비율이 70% 이상이고, 도전율이 24%IACS 이상이며, 내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 25% 이하인 것을 특징으로 한다.
본 발명의 제2 양태인 구리 합금판은, 4~12질량%의 Zn과, 0.1~0.9질량%의 Sn과, 0.008~0.07질량%의 P와, 1.05~2.2질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, Zn의 함유량 [Zn]질량%와, Sn의 함유량 [Sn]질량%와, P의 함유량 [P]질량%와, Ni의 함유량 [Ni]질량%의 사이에,
7≤[Zn]+3×[Sn]+2×[Ni]≤16,
0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤9,
0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.3,
2≤[Ni]/[Sn]≤8,
18≤[Ni]/[P]≤180
의 관계를 갖고, 평균 결정 입경이 2~9㎛이며, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~60nm이거나, 또는, 상기 석출물 중에서 입자경이 3~60nm인 석출물이 차지하는 개수의 비율이 70% 이상이고, 도전율이 26%IACS 이상이며, 내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 23% 이하인 것을 특징으로 한다.
본 발명의 제3 양태인 구리 합금판은, 상술한 구리 합금판에 있어서, 또한 Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상을, 각각 0.0005질량% 이상 0.05질량% 이하, 또한, 합계로 0.0005질량% 이상 0.2질량% 이하 함유하는 것을 특징으로 한다.
본 발명의 제4 양태인 구리 합금판은, 상술한 구리 합금판에 있어서, 구리 합금 재료가 냉간 압연되는 마무리 냉간 압연 공정과, 필요에 따라서 상기 마무리 냉간 압연 공정의 후에 실시되는 회복 열처리 공정을 포함하는 제조 공정에 의하여 제조되고, 도전율을 C(%IACS), 150℃, 1000시간에서의 실효 응력을 Pw(N/mm2)로 했을 때,
Pw≥300,
Pw×C/100)1/2≥190
의 관계를 갖고, 압연 방향에 대하여 90도를 이루는 방향의 내력 YS90과, 압연 방향에 대하여 0도를 이루는 방향의 내력 YS0의 비, YS90/YS0이, 0.95≤YS90/YS0≤1.07의 범위 내로 되어 있는 것을 특징으로 한다.
본 발명의 제5 양태인 구리 합금판은, 커넥터, 단자, 릴레이, 스위치, 반도체 용도 등 전자·전자 기기 부품에 이용되는 것을 특징으로 한다.
본 발명의 제6 양태인 구리 합금판의 제조 방법은, 상술한 구리 합금판을 제조하는 구리 합금판의 제조 방법으로서, 열간 압연 공정과, 냉간 압연 공정과, 재결정 열처리 공정과, 마무리 냉간 압연 공정을 이 순서대로 포함하고, 상기 냉간 압연 공정에서의 냉간 가공률이 55% 이상이며, 상기 재결정 열처리 공정은, 연속 열처리로를 이용하여, 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 재결정 열처리 공정에 있어서, 상기 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에,
560≤Tmax≤790,
0.04≤tm≤1.0,
520≤It1=(Tmax-30×tm-1/2)≤690이고, 또한, 상기 재결정 열처리 공정에 있어서, 최고 도달 온도보다 50℃ 낮은 온도부터 400℃까지의 온도 영역에 있어서, 5℃/초 이상의 조건에서 냉각하는 것을 특징으로 한다. 또한, 구리 합금판의 판두께에 따라서는, 상기 열간 압연 공정과, 상기 냉간 압연 공정의 사이에, 쌍이 되는 냉간 압연 공정과 소둔 공정을 1회 또는 복수 회 행해도 된다.
본 발명의 제7 양태인 구리 합금판의 제조 방법은, 상기 마무리 냉간 압연 공정 후에 실시하는 회복 열처리 공정을 갖고, 상기 회복 열처리 공정은, 마무리 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하며, 상기 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 했을 때에,
150≤Tmax2≤580,
0.02≤tm2≤100,
120≤It2=(Tmax2-25×tm2-1/2)≤390
으로 되어 있는 것을 특징으로 한다.
본 발명의 제8 양태인 구리 합금판의 제조 방법은, 상술한 구리 합금판을 제조하는 구리 합금판의 제조 방법으로서, 쌍이 되는 냉간 압연 공정 및 소둔 공정과, 냉간 압연 공정과, 재결정 열처리 공정과, 마무리 냉간 압연 공정과, 회복 열처리 공정을 포함하고, 열간 가공을 행하지 않으며, 쌍이 되는 냉간 압연 공정 및 소둔 공정을 1회 또는 복수 회 행한 후에, 상기 냉간 압연 공정과 상기 재결정 처리 공정의 조합, 및, 상기 마무리 냉간 압연 공정과 상기 회복 열처리 공정의 조합 중 어느 한쪽 또는 양쪽을 행하는 구성으로 되어 있고, 상기 냉간 압연 공정에서의 냉간 가공률이 55% 이상이며, 상기 재결정 열처리 공정은, 연속 열처리로를 이용하여, 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 재결정 열처리 공정에 있어서, 상기 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에,
560≤Tmax≤790,
0.04≤tm≤1.0,
520≤It1=(Tmax-30×tm-1/2)≤690이고, 또한, 상기 재결정 열처리 공정에 있어서, 최고 도달 온도보다 50℃ 낮은 온도부터 400℃까지의 온도 영역에 있어서, 5℃/초 이상의 조건에서 냉각한다. 상기 회복 열처리 공정은, 마무리 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하여, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 했을 때에,
150≤Tmax2≤580,
0.02≤tm2≤100,
120≤It2=(Tmax2-25×tm2-1/2)≤390
으로 되어 있는 것을 특징으로 한다.
본 발명에 의하면, 내응력 부식 균열성, 응력 완화 특성, 인장 강도, 내력, 도전성, 굽힘 가공성, 땜납 습윤성이 우수한 구리 합금판, 특히, 가혹한 사용 환경에 견딜 수 있는, 신뢰성의 높은 단자·커넥터, 전기·전자부품에 적합한 구리 합금판, 및, 이 구리 합금판의 제조 방법을 제공할 수 있다.
이하에, 본 발명의 실시형태에 관한 구리 합금판 및 구리 합금판의 제조 방법에 대하여 설명한다. 본 실시형태인 구리 합금판은, 자동차 부품, 전기 부품, 전자 부품, 통신 기기, 전자·전기 기기 등에 사용되는 커넥터, 단자, 릴레이, 스프링, 스위치, 반도체, 리드 프레임 등의 구성재로서 이용되는 것이다.
여기에서, 본 명세서에서는, [Zn]과 같이 괄호를 친 원소 기호는 당해 원소의 함유량(질량%)을 나타내는 것으로 한다.
그리고, 본 실시형태에서는, 이 함유량의 표시 방법을 이용하여, 이하와 같이, 복수의 조성 관계식을 규정하고 있다. 또한, Co, Fe 등의 유효 첨가 원소 및 불가피 불순물은, 본 실시형태에서 규정되는 함유량에서는, 구리 합금판의 특성에 대한 영향이 적으므로, 후술하는 각각의 계산식에 포함되어 있지 않다. 또한, 예를 들면, 0.005질량% 미만의 Cr은 불가피 불순물로 하고 있다.
조성 관계식 f1=[Zn]+3×[Sn]+2×[Ni]
조성 관계식 f2=[Zn]-0.3×[Sn]-1.8×[Ni]
조성 관계식 f3=(3×[Ni]+0.5×[Sn])/[Zn]
조성 관계식 f4=[Ni]/[Sn]
조성 관계식 f5=[Ni]/[P]
본 발명의 제1 실시형태에 관한 구리 합금판은, 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 조성 관계식 f1이 7≤f1≤18의 범위 내, 조성 관계식 f2가 0≤f2≤11의 범위 내, 조성 관계식 f3이 0.3≤f3≤1.6의 범위 내, 조성 관계식 f4가 1.8≤f4≤10의 범위 내, 조성 관계식 f5가 16≤f5≤250의 범위 내로 되어 있다.
본 발명의 제2 실시형태에 관한 구리 합금판은, 4~12질량%의 Zn과, 0.1~0.9질량%의 Sn과, 0.008~0.07질량%의 P와, 1.05~2.2질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 조성 관계식 f1이 7≤f1≤16의 범위 내, 조성 관계식 f2가 0≤f2≤9의 범위 내, 조성 관계식 f3이 0.3≤f3≤1.3의 범위 내, 조성 관계식 f4가 2≤f4≤8의 범위 내, 조성 관계식 f5가 18≤f5≤180의 범위 내로 되어 있다.
본 발명의 제3 실시형태에 관한 구리 합금판은, 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni와, Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상을 각각 0.0005질량% 이상 0.05질량% 이하 또한 합계로 0.0005질량% 이상 0.2질량% 이하를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 조성 관계식 f1이 7≤f1≤18의 범위 내, 조성 관계식 f2가 0≤f2≤11의 범위 내, 조성 관계식 f3이 0.3≤f3≤1.6의 범위 내, 조성 관계식 f4가 1.8≤f4≤10의 범위 내, 조성 관계식 f5가 16≤f5≤250의 범위 내로 되어 있다.
본 발명의 제4 실시형태에 관한 구리 합금판은, 4~12질량%의 Zn과, 0.1~0.9질량%의 Sn과, 0.008~0.07질량%의 P와, 1.05~2.2질량%의 Ni와 Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상을 각각 0.0005질량% 이상 0.05질량% 이하 또한 합계로 0.0005질량% 이상 0.2질량% 이하를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며, 조성 관계식 f1이 7≤f1≤16의 범위 내, 조성 관계식 f2가 0≤f2≤9의 범위 내, 조성 관계식 f3이 0.3≤f3≤1.3의 범위 내, 조성 관계식 f4가 2≤f4≤8의 범위 내, 조성 관계식 f5가 18≤f5≤180의 범위 내로 되어 있다.
그리고, 상술한 본 발명의 제1~4 실시형태에 관한 구리 합금판에 있어서는, 평균 결정 입경이 2~9㎛로 되어 있다.
또, 본 발명의 제1, 3 실시형태에 관한 구리 합금판에 있어서는, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~75nm이거나, 또는, 상기 석출물 중에서 입자경이 3~75nm인 석출물이 차지하는 개수의 비율이 70% 이상으로 되어 있다.
본 발명의 제2, 4 실시형태에 관한 구리 합금판에 있어서는, 원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~60nm이거나, 또는, 상기 석출물 중에서 입자경이 3~60nm인 석출물이 차지하는 개수의 비율이 70% 이상으로 되어 있다.
또한, 상술한 본 발명의 제1~4 실시형태에 관한 구리 합금판에 있어서는, 도전율이 24%IACS 이상, 또는 도전율이 26%IACS 이상으로 되어 있고, 내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 25% 이하, 혹은, 150℃, 1000시간에서 응력 완화율이 23% 이하로 되어 있다.
또, 본 발명의 제1~4 실시형태에 관한 구리 합금판에 있어서는, 도전율과 응력 완화 특성의 밸런스를 나타내는 지표로서 밸런스 지수 f6을 다음과 같이 정하고 있다. 도전율을 C(%IACS), 150℃, 1000℃에서의 실효 응력을 Pw(N/mm2)로 했을 때, 밸런스 지수 f6은, f6=Pw×C/100)1/2로 정의된다. 즉, 밸런스 지수 f6은, Pw와 (C/100)1/2의 곱이다. 본 실시형태에 있어서는, Pw≥300, f6≥190으로 되어 있는 것이 바람직하다.
또한, 본 발명의 제1~4 실시형태에 관한 구리 합금판에 있어서는, 압연 방향에 대하여 90도를 이루는 방향의 내력 YS90과, 압연 방향에 대하여 0도를 이루는 방향의 내력 YS0의 비, YS90/YS0이, 0.95≤YS90/YS0≤1.07의 범위 내로 되어 있는 것이 바람직하다.
이하에, 성분 조성, 조성 관계식 f1, f2, f3, f4, f5, 금속 조직, 각종 특성을, 상술과 같이 규정한 이유에 대하여 설명한다.
(Zn)
Zn은, 본 실시형태인 구리 합금판을 구성하는 주요한 원소이며, 원자가가 2가이고 적층 결함 에너지를 낮추며, 소둔 시에 재결정핵의 생성 사이트를 증가시키고, 재결정립을 미세화, 초미세화한다. 또, Zn의 고용에 의하여, 굽힘 가공성을 저해시키지 않고 인장 강도나 내력, 스프링 특성 등을 향상시키며, 매트릭스의 내열성, 및 응력 완화 특성을 향상시키고, 또, 땜납 습윤성, 내마이그레이션성을 향상시킨다. Zn은, 저가이며, 구리 합금의 비중을 낮추며, 경제적인 메리트도 있다. Sn 등의 다른 첨가 원소와의 관계에 따라서도 다르지만, 상기의 효과를 발휘하기 위해서는, Zn은, 적어도 4질량% 이상 함유할 필요가 있다. 이로 인하여, Zn의 함유량의 하한은, 4질량% 이상, 바람직하게는 4.5질량% 이상, 최적으로는 5질량% 이상이다. 한편, Sn 등의 다른 첨가 원소와의 관계에 따라서도 다르지만, Zn을, 14질량%를 넘어 함유해도, 결정립의 미세화와 강도의 향상에 관하여, 함유량에 알맞은 현저한 효과가 나오지 않게 되기 시작하며, 도전율이 저하되고, 응력 부식 균열의 감수성이 높아지며, 영률이 낮아지고, 신도, 굽힘 가공성이 나빠지며, 응력 완화 특성이 저하되고, 땜납 습윤성도 나빠진다. 이로 인하여, Zn의 함유량의 상한은 14질량%이며, 바람직하게는 12질량% 이하, 11질량% 이하, 최적으로는 9질량% 이하이다. Zn이 적합한 조성 범위일 때, 매트릭스의 내열성이 향상되고, Ni, Sn, P의 상호 작용에 의하여, 응력 완화 특성이 향상되며, 우수한 굽힘 가공성, 높은 강도, 영률, 원하는 도전성을 구비한다.
원자가가 2가인 Zn의 함유량이 상기의 범위이더라도, Zn 단독의 첨가이면, 결정립을 미세화하는 것은 곤란하다. 결정립을 소정의 입경으로까지 미세하게 하기 위해서는, 후술하는 Sn, Ni, P와의 공첨가와 함께, 조성 관계식 f1의 값을 고려할 필요가 있다. 마찬가지로, 내열성, 응력 완화 특성, 강도, 스프링 특성을 향상시키기 위해서는, 후술하는 Sn, Ni, P와의 공첨가와 함께, 조성 관계식 f1, f2, f3의 값을 고려할 필요가 있다.
또한, Zn이, 9질량% 이상일 때, 높은 인장 강도와 내력을 얻을 수 있는데, 상기와 같이 Zn의 증량에 따라, 굽힘 가공성, 내응력 부식 균열성, 응력 완화 특성이 나빠지고, 또 영률이 낮아진다. 이들의 특성을 더 향상시키기 위해서는, Ni 혹은 Sn의 상호 작용, 및 조성 관계식 f1, f2, f3의 값이 보다 중요해진다.
(Sn)
Sn은, 본 실시형태인 구리 합금판을 구성하는 주요한 원소이며, 원자가가 4가이고 적층 결함 에너지를 낮추며, Zn, Ni의 함유와 더불어, 소둔 시에 재결정핵의 생성 사이트를 증가시키고, 재결정립을 미세화, 초미세화한다. 특히 4질량% 이상의 2가의 Zn, 2가의 Ni와의 공첨가에 의하여, 그 효과는, Sn이 소량의 함유여도 현저하게 나타난다. 또, Sn은, 매트릭스에 고용하여, 인장 강도나 내력, 스프링 특성 등을 향상시키고, 매트릭스의 내열성을 향상시키며, 응력 완화 특성을 향상시키고, 내응력 부식 균열성도 향상시킨다. 상기의 효과를 발휘하기 위해서는, Sn은, 적어도 0.1질량% 이상 함유할 필요가 있다. 이로 인하여, Sn의 함유량의 하한은, 0.1질량% 이상이며, 최적으로는 0.2질량% 이상이다. 한편, Sn의 다량의 함유는 도전율을 나빠지게 하고, 굽힘 가공성, 영률, 땜납 습윤성을 나빠지게 하며, 오히려 응력 완화 특성, 내응력 부식 균열성을 저하시킨다. 특히 응력 완화 특성은 Ni의 배합비에 크게 영향을 받는다. 이로 인하여, Sn의 함유량의 상한치는, 1질량% 이하이며, 바람직하게는, 0.9질량% 이하이고, 최적으로는 0.8질량% 이하이다.
(Cu)
Cu는, 본 실시형태인 구리 합금판을 구성하는 주요한 원소이므로 잔부로 한다. 단, Cu 농도에 의존하는 도전성, 내응력 부식 균열성을 확보하고, 응력 완화 특성, 신도, 영률, 땜납 습윤성을 유지하기 위해서는, Cu의 함유량의 하한은, 84질량% 이상, 나아가서는 86질량% 이상이 바람직하다. 한편, 고강도를 얻으려면, Cu의 함유량의 상한은 94.5질량% 이하, 나아가서는 94질량% 이하로 하는 것이 바람직하다.
(P)
P는, 원자가가 5가이고 결정립을 미세화하는 작용과, 재결정립의 성장을 억제하는 작용을 갖지만, 함유량이 적으므로 후자의 작용이 크다. 또, 미량이지만, 매트릭스에 고용하는 P, 및 P와 Ni와 화합하는 석출물에 응력 완화 특성을 향상시키는 작용을 갖는다. P의 일부는, 후술하는 Ni와 화합하여 석출물을 형성하고, 경우에 따라서는, Ni를 주로 하여, Co 또는 Fe 등과 화합하여 석출물을 형성하여, 결정립 성장 억제 효과를 더 강화할 수 있다. 결정립 성장을 억제하기 위해서는, 원형 또는 타원형의 석출물이 존재하고, 그 석출물의 평균 입자경이 3~75nm, 또는, 석출 입자 중에서 입자경이 3~75nm인 석출 입자가 차지하는 개수의 비율이 70% 이상인 것이 필요하다. 이 석출물은, 석출 강화보다, 소둔 시의 재결정립의 성장을 억제하는 작용이나 효과 쪽이 크고, 단순히 석출에 의한 강화 작용과는 구별된다. 그리고 P는, 상술한 범위 내의 Zn과 Sn의 함유하에서, Ni와의 상호 작용에 의하여, 본원의 주제 중 하나인 응력 완화 특성을 현저하게 향상시키는 효과를 갖는다.
이들의 효과를 발휘하기 위해서는, P의 함유량의 하한치는, 0.005질량% 이상이며, 바람직하게는 0.008질량% 이상, 최적으로는 0.01질량% 이상이다. 한편, 0.08질량%를 넘어 함유해도, 석출물에 의한 재결정립 성장의 억제 효과는 포화되고, 오히려 석출물이 과다하게 존재하면, 신도, 굽힘 가공성, 응력 완화 특성이 저하된다. 이로 인하여, P의 함유량의 상한치는, 0.08질량%이며, 바람직하게는 0.07질량% 이하이다.
(Ni)
Ni는, 일부는 P와 결합하여 화합물을 만들고, 그 외는 고용한다. Ni는, 상술한 바와 같이 규정되는 농도 범위에서 함유되는 P, Zn, Sn의 상호 작용에 의하여, 응력 완화 특성을 향상시키고, 합금의 영률을 높여, 땜납 습윤성, 내응력 부식 균열성을 향상시키며, 형성되는 화합물에 의하여 재결정립의 성장을 억제시킨다. 이들의 작용을 현저하게 발휘하기 위해서는, 1질량% 이상의 함유가 필요하다. 따라서, Ni의 함유량의 하한치는, 1질량% 이상이며, 바람직하게는 1.05질량% 이상, 최적으로는, 1.1질량% 이상이다. 한편, Ni의 증량은 도전율을 저해하고, 응력 완화 특성도 포화되므로, Ni의 함유량의 상한치는, 2.4질량% 이하이며, 바람직하게는 2.2질량% 이하이고, 최적으로는 2질량% 이하이다. 또, Sn과의 관계에 있어서, 후술하는 조성 관계식을 만족함과 함께, 특히 응력 완화 특성, 영률, 굽힘 가공성을 향상시키기 위해서는, Ni의 함유량은, Sn의 함유량의 1.8배 이상, 또한 2배 이상 함유되는 것이 바람직하다. 이는, 원자 농도에 있어서, 2가의 Ni가, 4가의 Sn의 3.5배 이상, 특히 4배 이상으로 함유시킴으로써, 응력 완화 특성이 특히 향상되기 때문이다. 한편, 강도와 도전율의 관계, 응력 완화 특성으로부터, Ni의 함유량은, Sn의 함유량의 10배 이하, 나아가서는 8배 이하, 최적으로는 6배 이하로 고정해 두는 것이 바람직하다.
(Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상)
Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소와 같은 원소는, 각종 특성을 향상시키는 작용 효과를 갖는다. 따라서, 제3 실시형태의 구리 합금판 및 제4 실시형태의 구리 합금판에 있어서는, 이들 원소로부터 선택되는 적어도 1종 또는 2종 이상을 함유하는 것으로 되어 있다.
여기에서, Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소는, 합금의 결정립을 미세하게 한다. Al, Fe, Co, Mg, Mn, Ti, Zr은, P 또는 Ni 모두 화합물을 형성하고, 소둔 시의 재결정립의 성장을 억제하여, 결정립 미세화의 효과가 크다. 특히 Fe, Co는, 그 효과가 크고, Fe 또는 Co를 함유한 Ni와 P의 화합물을 형성하여, 화합물의 입경을 미세하게 한다. 미세한 화합물은, 소둔 시의 재결정립의 크기를 한층 미세하게 하여, 강도를 향상시킨다. 단, 그 효과가 과잉이 되면, 굽힘 가공성, 응력 완화 특성을 저해시킨다. 또한 Al, Sb, As는, 구리 합금의 내응력 부식 균열성, 내식성을 향상시키는 효과를 가지며, 원자가가 5가인 Sb는, 응력 완화 특성을 향상시키고, Pb는, 프레스 성형성을 향상시키는 효과를 갖는다.
이들 효과를 발휘하려면, Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상 중 어느 원소도, 각각 0.0005질량% 이상의 함유가 필요하다. 한편, 선택된 어느 원소도, 0.05질량%를 넘으면 효과가 포화되기는 커녕, 오히려, 굽힘 가공성을 저해시킨다. 특히, P와 화합물을 형성하기 쉬운 Fe, Co 등이, 0.05질량%를 넘으면, 응력 완화 특성도 나빠지게 한다. 바람직하게는, 선택된 어느 원소도 0.03질량% 이하이다. 또한 이들 원소의 합계 함유량도, 0.2질량%를 넘으면, 효과가 포화되기는 커녕, 오히려, 굽힘 가공성을 저해시킨다. 따라서, 이들 원소의 합계 함유량의 상한은, 0.2질량% 이하이며, 바람직하게는 0.15질량% 이하, 더 바람직하게는 0.1질량% 이하이다.
(불가피 불순물)
구리 합금판에는, 리턴재를 포함하는 원료, 및, 주로 대기에서의 용해 시를 포함하는 제조 공정에서, 미량이지만, 산소, 수소, 탄소, 황, 수증기 등의 원소가, 불가피하게 함유되고, 당연히 이들의 불가피 불순물을 포함한다.
여기에서, 본 실시형태인 구리 합금에 있어서는, 규정한 성분 원소 이외의 원소는 불가피 불순물로서 취급해도 되고, 불가피 불순물의 합계의 함유량은 0.2질량% 이하로 하는 것이 바람직하며, 보다, 바람직하게는 0.1질량% 이하이다. 또, 본 실시형태의 구리 합금판에 있어서 규정한 원소 중 Zn, Ni, Sn, P, Cu 이외의 원소에 대해서는, 불순물로서 상기에서 규정한 하한치 미만의 범위로 함유하고 있어도 된다.
(조성 관계식 f1)
조성 관계식 f1=[Zn]+3×[Sn]+2×[Ni]가 7일 때, 본 실시형태 합금이, 높은 강도가 얻어지는 경계치이며, 응력 완화 특성을 향상시키는 경계치이기도 하다. 따라서 조성 관계식 f1의 하한은, 7 이상이며, 바람직하게는 7.5 이상이다. 한편, f1의 값이, 18을 넘으면 원하는 도전율이 얻어지지 않게 되어, 응력 완화 특성, 내응력 부식 균열성, 굽힘 가공성, 땜납 습윤성에 대해서도 나쁜 영향을 받는다. 따라서, 조성 관계식 f1의 상한은, 18 이하이며, 바람직하게는 16 이하이고, 최적으로는 14 이하이다.
(조성 관계식 f2)
조성 관계식 f2=[Zn]-0.3×[Sn]-1.8×[Ni]가, 11 또는 10일 때, 가혹한 응력 부식 균열성 환경하에서, 균열이 일어나는지 여부의 경계의 값이다. 동시에 우수한 연성, 굽힘 가공성, 양호한 땜납 습윤성, 양호한 응력 완화 특성을 얻기 위한 경계치이기도 하다. 상기와 같이, Cu-Zn 합금의 치명적인 결점으로서, 응력 부식 균열의 감수성이 높은 것을 들 수 있는데, Cu-Zn 합금의 경우, 응력 부식 균열의 감수성은, Zn의 함유량에 의존하고, Zn 함유량이 약 10질량%를 경계로 하여 응력 부식 균열의 감수성이 높아진다. 이로 인하여, 조성 관계식 f2의 상한은, 11이며, 바람직하게는 9 이하이고, 최적으로는 8 이하이다. 또, 조성 관계식 f2=10은, Cu-Zn 2원 합금의 경우의 Zn 함유량이 10질량% 혹은 9질량%에 상당한다. 본원의 Ni, Sn이 공첨가되는 조성 범위 내에서, 조성 관계식 f2에 있어서, Ni의 계수가 크고, Ni의 함유에 의하여, 특히 응력 부식 균열 감수성을 낮게 할 수 있다. 한편, f2가 0 미만이면 강도가 낮아지기 때문에, 조성 관계식 f2의 하한치는 0 이상이며, 바람직하게는 0.5 이상이고, 보다, 바람직하게는 1 이상이다.
(조성 관계식 f3)
조성 관계식 f3=(3×[Ni]+0.5×[Sn])/[Zn], 즉, (3×[Ni]+0.5×[Sn])과 [Zn]의 배합비를 적절히 함으로써, Zn을 4~14질량% 포함함에도 불구하고, 우수한 응력 완화 특성을 발휘한다. f3의 값이 0.3 이상, 즉, [Zn]에 대하여, (3×[Ni]+0.5×[Sn])의 값이 0.3 이상이면 양호한 응력 완화 특성을 나타내게 된다. 바람직하게는, 0.35 이상이며, 보다, 바람직하게는 0.4 이상이다. 동시에, 땜납 습윤성, 내응력 부식 균열성도 양호하게 된다. 한편, f3의 값이 1.6을 넘어도, 그 효과가 포화되기는 커녕, 오히려 도전율, 응력 완화 특성이 나빠지고, Zn에 비하여, 고가의 Sn, Ni를 많이 포함하게 되어, 경제면에서도 문제가 된다. 따라서, 조성 관계식 f3의 상한치는, 1.6 이하이며, 바람직하게는 1.3 이하이고, 최적으로는 1.2 이하이다.
(조성 관계식 f4)
Cu-Zn-Ni-Sn-P 합금에 있어서, 응력 완화 특성을 양호하게 하기 위해서는, Ni와 Sn의 배합 비율을 나타내는 조성 관계식 f4=[Ni]/[Sn]이 중요하다. 원자가가 4인 Sn에 대하여, 원자가가 2인 Ni의 질량 농도비로, 1.8배, 원자 농도비로 3.5배 이상일 때, 현저하게 응력 완화 특성이 향상된다. f4의 값이 2 이상, 즉, 4가의 Sn 원자 1개에 대하여, 2가의 Ni 원자가, 4개 이상 있으면, 응력 완화 특성이 더 우수한 것이 되고, 굽힘 가공성, 내응력 부식 균열성도 양호해진다. 한편, Ni의 원자가 너무 많으면, 응력 완화 특성은 포화되고, 경우에 따라서는 오히려 나빠져, 강도도 낮아진다. 조성 관계식 f4의 상한치는 10 이하이며, 바람직하게는 8 이하이고, 최적으로는 6 이하이다. 상기 범위에 있을 때, Ni와 Sn의 효과를 최대한으로 발휘할 수 있다.
(조성 관계식 f5)
또한, 응력 완화 특성은, 고용 상태에 있는 Ni와, P와, 그리고 Ni와 P의 화합물에 영향을 받는다. 여기에서, 조성 관계식 f5= [Ni〕/〔P〕가 16 미만이면, 고용 상태에 있는 Ni에 대한 Ni와 P의 화합물의 비율이 많아지므로, 응력 완화 특성이 나빠지고, 굽힘 가공성도 나빠진다. 즉, 조성 관계식 f5=〔Ni〕/〔P〕가 16 이상, 바람직하게는 18 이상, 최적으로는 20 이상이면, 응력 완화 특성, 및 굽힘 가공성이 양호해진다. 한편, 조성 관계식 f5=〔Ni〕/〔P〕가 250을 넘으면, Ni와 P로 형성되는 화합물의 양, 고용하는 P의 양이 적어지므로, 응력 완화 특성이 나빠진다. 또, 결정립을 미세하게 하는 작용도 작아져, 합금의 강도가 낮아진다. 이로 인하여, f5의 상한치는, 250 이하이며, 바람직하게는 180 이하이고, 최적으로는 120 이하이다.
(평균 결정 입경)
본 실시형태인 구리 합금판에 있어서는, 프로세스에 따라 다르지만, 평균 결정 입경을 1.5㎛ 정도로 하는 것이 가능하다. 그러나, 본 실시형태인 구리 합금판의 평균 결정 입경을 1.5㎛까지 미세화하면, 수 원자 정도의 폭으로 형성되는 결정립계가 차지하는 비율이 커져, 신도, 굽힘 가공성, 응력 완화 특성이 나빠진다. 따라서, 고강도와 높은 신도, 양호한 응력 완화 특성을 구비하기 위해서는, 평균 결정 입경은 2.0㎛ 이상이 필요하다. 평균 결정 입경의 하한은, 바람직하게는 3㎛ 이상이며, 최적으로는 4㎛ 이상이다. 한편, 결정립이 커짐에 따라, 양호한 신도, 굽힘 가공성을 나타내지만, 원하는 인장 강도, 내력이 얻어지지 않게 된다. 적어도, 평균 결정 입경을 9㎛ 이하에 미세하게 할 필요가 있다. 평균 결정 입경의 상한은, 바람직하게는 8㎛ 이하이며, 특히 강도를 중시하는 경우는 7㎛ 이하이다. 이와 같이, 평균 결정 입경을 보다 좁은 범위로 설정함으로써, 굽힘 가공성, 신도, 강도, 도전성, 혹은, 응력 완화 특성의 사이에서 고도로 우수한 밸런스를 얻을 수 있다.
(석출물)
예를 들면 50% 이상의 냉간 가공률로 냉간 압연을 실시한 압연재를 소둔할 때, 시간과의 관계도 있지만, 어느 임계의 온도를 넘으면, 가공 변형이 축적된 결정립계를 중심으로 재결정핵이 발생한다. 합금 조성에 따라서도 다르지만 본 실시형태인 구리 합금판의 경우, 핵 생성 후에 발생된 재결정립의 입경은, 1㎛나 2㎛, 또는 그보다 작은 재결정립인데, 압연재에 열을 가해도, 가공 조직이 한 번에 모두 재결정립으로 치환되는 경우는 없다. 모두, 또는, 예를 들면 95% 이상이 재결정립으로 치환되려면, 재결정의 핵 생성이 개시되는 온도보다 더 높은 온도, 또는 재결정의 핵 생성이 개시되는 시간보다 더 긴 시간이 필요하다. 이 소둔 동안, 최초로 발생된 재결정립은, 온도, 시간과 함께 성장하여, 결정 입경은 커진다. 미세한 재결정립 직경을 유지하기 위해서는, 재결정립의 성장을 억제할 필요가 있다. 재결정립의 성장을 억제하기 위하여, 본 실시형태에서는, P와 Ni가 함유된다. P와 Ni로 생성하는 화합물(P와 Ni를 포함하는 석출물)은, 재결정립의 성장을 억제하는 핀과 같이 작용한다. P와 Ni로 생성하는 화합물(P와 Ni를 포함하는 석출물)이, 상술한 바와 같이 핀의 역할을 하려면, 화합물 그 자체의 성질과 화합물의 입경이 중요하다. 즉, 연구 결과로부터, 본 실시형태인 구리 합금판의 조성 범위에 있어서, P와 Ni로 생성하는 화합물(P와 Ni를 포함하는 석출물)은, 기본적으로 신도를 저해하는 경우가 적고, 특히 화합물의 입경이 3~75nm이면, 신도를 저해하는 경우가 적고 결정립 성장을 효과적으로 억제하는 것을 알 수 있었다.
재결정립의 성장을 억제하는 P와 Ni를 포함하는 석출물은, 재결정 열처리 공정의 단계에서, 원형 또는 타원형의 석출물이 존재하고, 그 석출물의 평균 입자경이 3~75nm, 또는, 석출 입자 중에서 입자경 3~75nm의 개수가 차지하는 비율이 70% 이상이면 된다. 석출물의 평균 입경이 작아지면, 석출물의 석출 강화와, 결정립 성장의 억제 효과가 지나쳐 재결정립이 작아져, 압연재의 강도는 높아지지만, 굽힘 가공성이 나빠진다. 또 석출물이 예를 들면 100nm에 도달하면 거의 결정립 성장의 억제 효과도 없어져, 굽힘 가공성이 나빠진다. 또한, 원형 또는 타원형의 석출물에는, 완전한 원형이나 타원형뿐만 아니라, 원형이나 타원형에 근사한 형상도 포함된다.
또한, 상술한 작용 효과를 확실히 성공시키기 위해서는, 원형 또는 타원형의 석출물의 평균 입자경이 3~60nm, 또는, 석출 입자 중에서 입자경 3~60nm의 개수가 차지하는 비율이 70% 이상인 것이 바람직하다. 최적으로는, 평균 입자경이 5~20nm이다.
(도전율)
본 실시형태인 구리 합금판에 있어서는, 자동차 부품, 전기 부품, 전자 부품, 통신 기기, 전자·전자 기기 등에 사용되는 커넥터, 단자, 릴레이, 스프링, 스위치, 반도체, 리드 프레임 등의 통전 부재에 이용되는 것인 점에서, 도전율로서 24%IACS 이상, 바람직하게는, 26%IACS 이상, 나아가서는 28%IACS 이상을 확보할 필요가 있다.
(내응력 완화 특성)
단자, 커넥터는, 예를 들면, 자동차의 엔진룸에 가까운 장소에서 사용될 때, 100℃ 정도로까지 온도 상승되므로, 150℃에서 1000시간, 합금의 내력의 80%의 응력을 부가한 상태에서, 응력 완화율이 25% 이하, 바람직하게는 23% 이하, 최적으로는 20% 이하인 것이 필요하다. 응력 완화율이 커지면, 실질적으로 응력 완화율 만큼의 강도(접촉압, 스프링압)가 저해되어 버리기 때문이다. 또는, 실효의 최대의 접촉압, 스프링압으로도 평가를 할 수 있다. 즉, 실효의 최대의 접촉압, 스프링압(실효 응력) Pw는, Pw=내력×80%(100%-응력 완화율(%))로 나타나고, 단순히 상온의 내력, 또는 150℃에서 1000시간에서의 응력 완화 특성이 높을 뿐만 아니라, 상기 식의 값이 높은 것이 요망된다. 150℃에서 1000시간의 시험에서 내력×80%×(100%-응력 완화율(%))이, 270N/mm2 이상이면, 고온 상태에서의 사용에 견딜 수 있는 최저의 레벨이며, 300N/mm2 이상이면, 고온 상태에서의 사용에 적합하고, 330N/mm2 이상이면 최적이다. 덧붙여서, 예를 들면, 내력이 500N/mm2인 황동의 대표적인 합금인 Cu-30질량% Zn의 경우, 150℃에서 1000시간의 시험에 있어서, 내력×80%×(100%-응력 완화율(%))의 값이 약 70N/mm2, 마찬가지로 내력이 550N/mm2인 Cu-6질량% Sn의 인청동에서, 약 180N/mm2이며, 현행의 실용 합금으로는, 도저히 만족할 수 없다.
(밸런스 지수 f6)
마무리 냉간 압연 후의 압연재, 또는 마무리 냉간 압연 후에 회복 열처리를 실시한 압연재, 또는 리플로 Sn 도금, 혹은, 용융 Sn 도금을 실시한 압연재에 있어서는, W 굽힘 시험에 있어서 R/t=1.0(R은 굽힘부의 곡률 반경, t는 압연재의 두께)에서 균열이 발생하지 않고, 바람직하게는, R/t=0.5에서 균열이 발생하지 않는 것이 전제이고, 도전율과 응력 완화 특성의 밸런스를 나타내는 지표로서 밸런스 지수 f6=Pw×C/100)1/2이 중요하다. 이 밸런스 지수 f6이 높은 값이면, 가혹한 엔진룸에 가까운 환경에서의, 단자·커넥터적합 소재가 될 수 있다. 즉, 전기 특성의 지표인 (C/100)1/2과, 실효 응력의 곱이 가혹한 엔진룸에 가까운 환경에서의, 단자·커넥터평가의 기준이 될 수 있다. 밸런스 지수 f6은, 적어도 180 이상이 필요하고, 바람직하게는 190 이상이며, 보다, 바람직하게는 200 이상이면 양호하고, 최적으로는 210 이상이다.
(내력비 YS90/YS0)
일반적으로, 마무리 냉간 압연재의 금속 조직을 관찰하면, 압연 방향으로, 결정립이 신장하여, 두께 방향으로 압축된 양상을 나타내고, 압연 방향으로 채취한 시험편과, 수직 방향으로 채취한 시험편에서는, 인장 강도, 내력, 굽힘 가공성에 있어서 차가 발생한다. 구체적인 금속 조직은, 결정립은 압연면에 평행인 단면을 보면, 신장된 결정립이며, 횡단면에서 보면, 두께 방향으로 압축된 결정립이 되고, 압연 방향에 수직으로 채취한 압연재의 인장 강도 TS90, 내력 YS90은, 평행 방향으로 채취한 압연재의 인장 강도 TS0, 내력 YS0보다 높아지며, 그 강도비 TS90/TS0 및 내력비 YS90/YS0은, 1.05를 넘고, 또한 1.07을 넘으며, 경우에 따라서는 1.1에 도달하는 경우도 있다. 이들 강도비 TS90/TS0 및 내력비 YS90/YS0이 1.05를 넘어 높아짐에 따라 압연 방향에 수직으로 채취한 시험편의 굽힘 가공성은 나빠진다. 반대로, 제조 프로세스에 따라서는, 강도비 TS90/TS0 및 내력비 YS90/YS0이 0.97, 경우에 따라서는 0.95 미만이 될 수도 있다. 강도면의 이방성에 있어서는, 내력비 YS90/YS0, 및, 인장 강도비 TS90/TS0은, 모두 1.07 이하인 것이 바람직하고, 보다, 바람직하게는 1.05 이하, 최적으로는 1.03 이하이며, 또는, 0.95 이상인 것이 바람직하고, 보다, 바람직하게는 0.97 이상, 최적으로는 0.99 이상이다. 본 실시형태인 구리 합금판이 대상으로 하고 있는 단자, 커넥터 등의 각종 부재는, 실제의 사용, 압연재로부터 제품으로 가공 시에, 압연 방향, 수직 방향, 즉 압연 방향에 대하여 평행 방향과 수직 방향의 양 방향이 사용되는 경우가 많아, 실 사용면, 제품 가공면으로부터, 압연 방향, 수직 방향에서, 인장 강도, 내력, 굽힘 가공성 등의 특성 차가 없는 것이 요망되고 있다.
본 발명의 제1~제4 실시형태인 구리 합금판에 있어서는, Zn, Sn, P, Ni의 상호 작용, 조성 관계식 f1~f5를 만족시키고, 평균 결정 입경을 2~9㎛로 하여, P와 Ni로 형성되는 석출물의 크기와, 그들 원소 간의 비율을 소정의 수치로 컨트롤하고, 다음에 설명하는 제조 프로세스에서 압연재를 만듦으로써, 압연 방향에 대하여 0도를 이루는 방향과 90도를 이루는 방향에서 채취한 압연재의 인장 강도, 내력의 차가 없어진다. 이로써, 본 발명의 제1~제4 실시형태인 구리 합금판에 있어서는, 압연 방향에 대하여 90도를 이루는 방향의 내력 YS90과, 압연 방향에 대하여 0도를 이루는 방향의 내력 YS0의 비 YS90/YS0이, 0.95≤YS90/YS0≤1.07의 범위 내가 된다. 또, 본 실시형태에서는, 압연 방향에 대하여 90도를 이루는 방향의 인장 강도 TS90과, 압연 방향에 대하여 0도를 이루는 방향의 인장 강도 TS0의 비 TS90/TS0에 대해서도, 0.95≤TS90/TS0≤1.07의 범위 내가 된다.
(그 외의 특성)
본 실시형태인 구리 합금판에 있어서는, 상술한 도전율 및 내응력 완화 특성 이외의 특성에 대해서도, 이하와 같이 규정하는 것이 바람직하다.
본 실시형태인 구리 합금판에 있어서는, 많은 용도에 있어서, 높은 강도를 가짐과 함께, W 굽힘으로 평가했을 때의 굽힘 가공성이 R/t≤1.0인 것이 바람직하고, 보다, 바람직하게는, R/t≤0.5이다. 특히, 단자, 커넥터, 전기·전자 부품 용도에 있어서는, 압연 방향에 대하여, 평행, 및, 수직의 양 방향의 굽힘에 대하여, 굽힘 가공성이, W 굽힘에서 R/t≤1.0인 것이 바람직하고, R/t≤0.5인 것이 보다 바람직하다.
또, 단자, 커넥터 등은, 통상, 내식성, 접촉 저항, 접합의 점에서, 표면에 Sn 도금이 실시되는 경우가 있다. 이 경우, 코일(조(條))의 상태에서, 용융 Sn 도금되거나, 리플로 Sn 도금되거나, 또는, 단자, 커넥터 형상이 되고 나서, Sn 도금이 실시된다. 따라서, 단자·커넥터 용도, 또는 전기·전자 부품용으로는, Sn 도금성 즉, 땜납 습윤성이 양호한 것이 필요하다. 또한, Sn 도금성은, 특히 코일 상태에서는 문제는 없지만, 단자, 커넥터에 성형된 후에, Sn 도금, 특히 Pb 프리 땜납 도금되는 경우, 생산의 관계상, 성형 직후가 아니라, 소정 기간 방치되고 나서, 도금이 되는 경우가 있고, 그 방치 기간, 표면 산화에 의하여, 도금성, 땜납 습윤성이 열화될 우려가 있다. 재질상, 땜납 습윤성이 양호하고, 다소의 표면 산화가 있더라도, 또는 표면 산화하기 어려우며, 대기 방치 후의 땜납 습윤성이 양호한 구리 합금이 요구된다. 땜납 습윤성의 평가는, 다양하지만, 공업성 생산의 관점에서, 땜납이 빨리 습윤되는 시간으로 평가하는 것이 적절하다.
다음으로, 본 발명의 제1~4 실시형태에 관한 구리 합금판의 제조 방법에 대하여 설명한다.
또한, 본 명세서에 있어서는, 가공되는 구리 합금 재료의 재결정 온도보다 낮은 온도에서 행해지는 가공을 냉간 가공, 재결정 온도보다 높은 온도에서 행해지는 가공을 열간 가공으로 하고, 그들이 롤에 의하여 성형되는 가공을 각각, 냉간 압연, 열간 압연이라고 정의한다. 또, 재결정은, 하나의 결정 조직으로부터 다른 결정 조직으로의 변화 혹은, 가공에 의하여 발생하는 변형이 존재하는 조직으로부터, 새로운, 왜곡이 없는 결정 조직으로 형성되는 것으로 정의된다.
먼저, 상술한 성분 조성으로 된 주괴를 준비하고, 이 주괴에 대하여 열간 가공(대표적으로는 열간 압연)을 행한다. 열간 압연의 개시 온도는, 각 원소를 고용 상태로 하기 위하여 800℃ 이상, 바람직하게는 840℃ 이상으로 하고, 또, 에너지 코스트, 열간 연성의 점에서 950℃ 이하, 바람직하게는 920℃ 이하로 한다. 그리고 P, Ni를 보다 고용 상태로 하기 위하여, 적어도 이들의 석출물이 신장을 저해하는 조대(粗大;거칠고 엉성함)한 석출물이 되지 않도록, 최종 압연 종료 시의 온도 또는 650℃로부터 350℃의 온도 영역을 1℃/초 이상의 냉각 속도로 냉각하는 것이 바람직하다. 열간 압연 단계에서 석출물이 조대화되면, 이 후의 소둔 공정 등의 열처리에서 소멸시키는 것이 어려워, 최종 압연품의 신장을 저해한다.
또한, 연속 주조법에 따라 두께 15~20mm 정도의 판 형상의 주괴를 제조한 경우에는, 열간 가공(열간 압연)을 생략할 수 있다. 이 경우, 주조 후에 650℃~850℃에서 균질화 열처리를 행해도 된다. 열간 압연을 거치지 않는 경우는, 약 700℃ 또는 약 800℃에서 1시간 이상 열처리하고, 주물의 단계에서 생성한, Ni와 P의 조대한 화합물을 일단 고용 상태로 하여, 저융점의 Sn, 함유량이 많은 Ni 등의 농도 분포를 균일하게 하는 것이 바람직하다.
그리고, 구리 합금 재료에 대하여 냉간 압연을 행하여 소정 두께로 하고, 냉간 압연에 이어서 재결정 열처리를 행한다. 냉간 압연 공정과, 소둔 공정, 또는 재결정 열처리 공정은, 최종 제품 두께에 따라, 1회 또는 복수 회 실시된다.
소둔 방법, 재결정 열처리 방법으로서는, 장시간 가열 유지하는 배치식의 열처리 방법과, 고온-단시간에서, 연속적으로 열처리되는 방법이 있다. 최종 재결정 열처리 방법은, 고온-단시간의 열처리 쪽이, 특히, 응력 완화 특성이 양호해진다. 왜냐하면, P가, 완전히 Ni와 석출 상태가 되지 않아, 소정 농도의 P가 고용 상태로 존재하기 때문이다. 고온-단시간의 연속 열처리에 의한 재결정 열처리 공정에 있어서는, 연속 열처리로를 이용하여, 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 그 가열 스텝 후에 그 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 그 유지 스텝 후에 그 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 재결정 열처리 공정에 있어서, 그 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하여, 그 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에,
560≤Tmax≤790,
0.04≤tm≤1.0,
520≤It1=(Tmax-30×tm-1/2)≤690
으로 한다.
최종 재결정 열처리의 조건에서, 고온-단시간의 연속 열처리 조건의 최고 도달 온도, 유지 시간, 또는 열처리 지수 It1의 범위의 하한을 하회하면, 미재결정 부분이 남거나, 또는, 평균 결정 입경이 2㎛보다 작은 초미세 결정립 상태가 된다. 또, 최고 도달 온도, 유지 시간, 또는 열처리 지수 It1의 범위의 상한을 넘어 소둔하면, 평균 결정 입경이 9㎛ 이하의 미세한 금속 조직이 얻어지지 않는다. 그리고, 범위 외의 조건에서 행하면 고용하는 Ni량, P량, Ni와 P의 석출물의 밸런스가 붕괴되어, 응력 완화 특성이 나빠진다.
또, 재결정 열처리 공정의 냉각 시에는, "최고 도달 온도-50℃"부터 400℃까지의 온도 영역에 있어서, 5℃/초 이상의 조건에서 냉각하는 것이 바람직하고, 보다 바람직하게는, 10℃/초 이상의 조건에서 냉각, 최적으로는 15℃/초 이상의 조건에서 냉각하면 응력 완화 특성이 양호해진다. 냉각 속도가 느리면, 조대한 석출물이 출현하고, P와 Ni의 석출물의 비율이 증가하며, 고용하는 P의 양이 적어져, 응력 완화 특성, 굽힘 가공성이 나빠진다.
재결정 열처리 공정에서, 혼립이 없는 균일하고 미세한 재결정립을 얻기 위해서는, 적층 결함 에너지를 낮추는 것만으로는 불충분하므로, 재결정핵의 생성 사이트를 증가시키기 위하여, 냉간 압연에 의한 변형, 구체적으로는, 결정립계에서의 변형의 축적이 필요하다. 이로 인하여, 재결정 열처리 공정 전의 냉간 압연에서의 냉간 가공률이 55% 이상 필요하고, 바람직하게는, 60% 이상이다. 한편, 재결정 열처리 공정 전의 냉간 압연의 냉간 가공률을 너무 높이면, 변형 등의 문제가 발생하므로 98% 이하가 바람직하고, 최적으로는 96% 이하이다. 즉, 물리적인 작용에 의한 재결정핵의 생성 사이트를 증가시키기 위해서는, 냉간 가공률을 높게 하는 것이 유효하고, 제품의 변형을 허용할 수 있는 범위에서, 높은 가공률을 부가함으로써, 보다, 미세한 재결정립을 얻을 수 있다.
또한, 재결정 열처리 공정은, 배치식의 소둔으로도 열처리할 수 있고, 400℃부터 650℃의 범위의 온도에서, 1시간부터 24시간 유지된다. 단, 고온-단시간의 연속 열처리이고, 배치식의 소둔이더라도, 최종 열처리 공정의 경우, 평균 결정 입경, 및 석출물의 입경이, 상기의 소정 크기의 범위가 되도록 조건을 조정할 필요가 있다. 또한, 최종 열처리 공정은, 소정 일정 농도의 P를 고용 상태로 할 수 있는, 고온-단시간의 연속 열처리가 양호하고, 필요에 따라서 실시되는 중간의 재결정 열처리, 즉 소둔 공정은, 배치식이더라도, 고온-단시간의 연속 열처리이더라도, 최종 압연재의 특성에 큰 영향을 주지 않는다.
다음으로, 최종 재결정 열처리 공정이 실시된 구리 합금 재료에 마무리 압연을 행한다. 이 마무리 냉간 압연 후에, 최고 도달 온도가 150~580℃에서, "최고 도달 온도-50℃"부터 최고 도달 온도까지의 온도 영역에서의 유지 시간이 0.02~100분의 열처리로서, 하기에서 정의하는 열처리 지수 It2가 120≤It2≤390의 관계를 만족시키는 회복 열처리 공정을 행하는 것이 바람직하다.
구체적으로는, 마무리 냉간 압연 공정 후, 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 그 가열 스텝 후에 그 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 그 유지 스텝 후에 그 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 그 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하며, 그 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 하고,
150≤Tmax2≤580,
0.02≤tm2≤100,
120≤It2=(Tmax2-25×tm2-1/2)≤390
인 회복 열처리 공정에서 제조되는 것이 바람직하다.
이 회복 열처리 공정은, 재결정을 수반하지 않고, 저온 또는 단시간의 회복 열처리에 의하여, 압연재의 응력 완화율, 스프링 한계치, 굽힘 가공성 및 신도를 향상시키고, 또, 냉간 압연에 의하여 저하한 도전율을 회복시키기 위한 열처리이다. 또한, 열처리 지수 It2에 있어서, 하한은 200 이상이 바람직하고, 상한은 380 이하가 바람직하다. 상기의 회복 열처리 공정을 실시함으로써, 열처리 전에 비하여, 응력 완화율은 1/2 정도가 되고, 응력 완화 특성이 향상되며, 스프링 한계치는, 1.5배~2배로 향상되고, 도전율은, 0.5~2%IACS 향상된다.
또한, 용융 Sn 도금이나 리플로 Sn 도금 등의 Sn 도금 공정에 있어서, 약 150℃~ 약 300℃에서, 단시간이지만 압연재, 경우에 따라서는 단자, 커넥터에 성형 후, 가열된다. 이 Sn 도금 공정은, 회복 열처리 후에 행해도, 회복 열처리 후의 특성에 거의 영향을 주지 않는다. 한편, Sn 도금 공정의 가열 공정은, 회복 열처리 공정의 대체의 공정이 되고, 압연재의 응력 완화 특성, 스프링 강도, 굽힘 가공성을 향상시킨다.
이상과 같은 제조 공정에 의하여, 본 발명의 제1~제4 실시형태인 구리 합금판이 제조된다.
이상과 같이, 본 발명의 제1~4 실시형태에 관한 구리 합금판에 있어서는, 내응력 부식 균열성, 응력 완화 특성이 우수하고, 강도가 높으며, 굽힘 가공성이 양호하다. 이들의 특성으로부터, 코스트 퍼포먼스가 우수한, 커넥터, 단자, 릴레이, 스위치 등 전자·전자 기기 부품, 자동차 부품의 적합 소재가 된다.
또한, 평균 결정 입경이 2~9㎛이고, 도전율이, 24%IACS 이상, 바람직하게는, 26%IACS 이상이며 상한은 특별히 규정하지 않지만 굳이 말하자면, 42%IACS 이하이고, 원형 또는 타원형의 석출물이 존재하며, 그 석출물의 평균 입자경이 3~75nm이면, 보다, 더, 강도, 강도와 굽힘 가공성의 밸런스가 우수하고, 응력 완화 특성, 응력 완화 특성과 전기 전도성의 밸런스, 150℃의 실효 응력이 높아지므로, 가혹한 환경에서 사용되는, 커넥터, 단자, 릴레이, 스위치 등 전자·전자 기기 부품, 자동차 부품의 적합 소재가 된다.
이상, 본 발명의 실시형태에 대하여 설명했지만, 본 발명은 이에 한정되는 것은 아니며, 그 발명의 기술적 사상을 일탈하지 않는 범위에서 적절히 변경하는 것이 가능하다.
실시예
이하, 본 발명의 효과를 확인하기 위하여 행한 확인 실험의 결과를 나타낸다. 또한 이하의 실시예는, 본 발명의 효과를 설명하기 위한 것으로서, 실시예에 기재된 구성, 프로세스, 조건이 본 발명의 기술적 범위를 한정하는 것은 아니다.
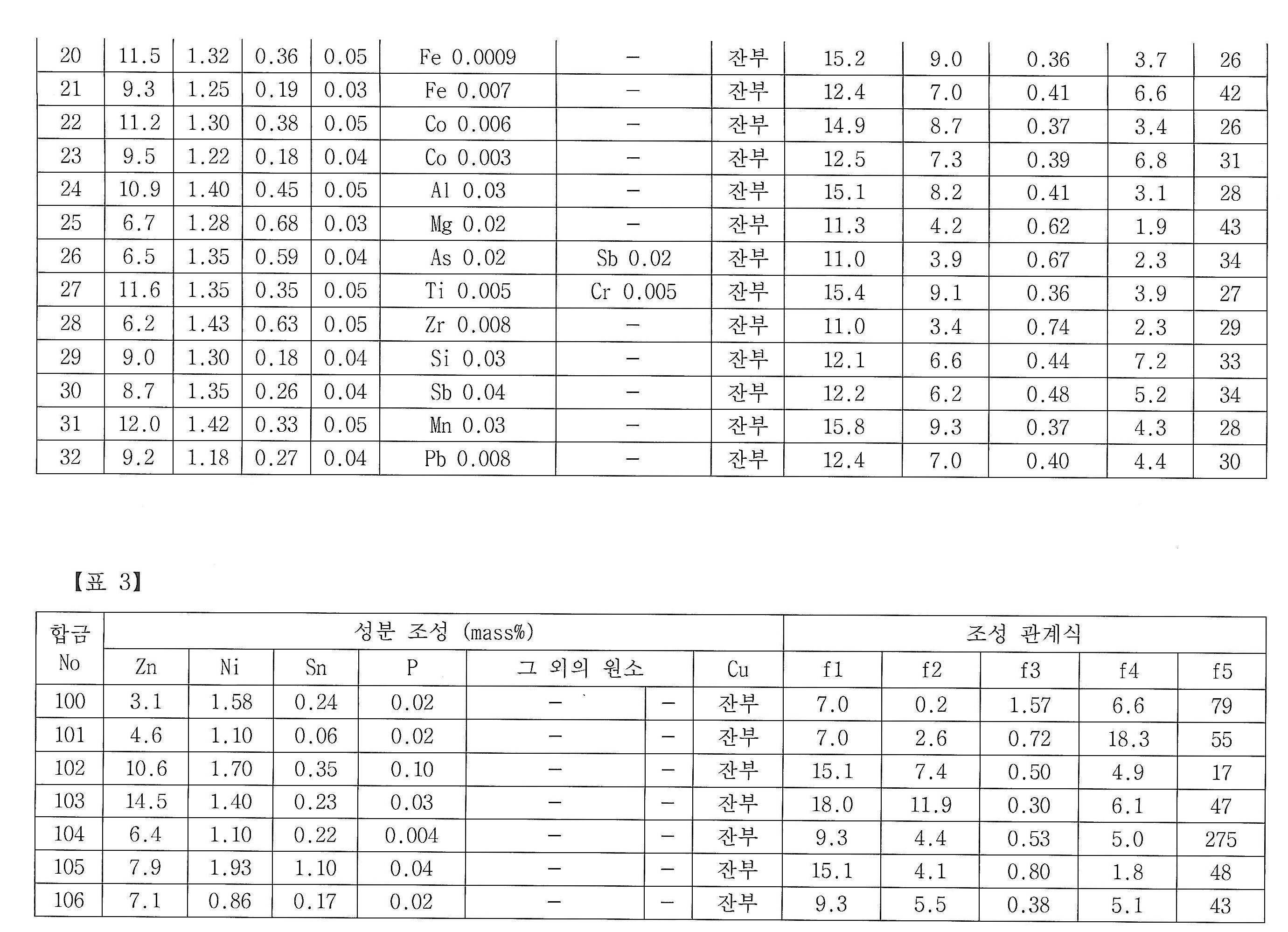
상술한 본 발명의 제1~4 실시형태에 관한 구리 합금판 및 비교용의 조성의 구리 합금판을 이용하고, 제조 공정을 변경하여 시료를 제작했다. 구리 합금의 조성을 표 1~3에 나타낸다. 또한, 표 1~3에는, 상술한 실시형태에 나타내는 조성 관계식 f1, f2, f3, f4, f5의 값을 나타내고 있다.
시료의 제조 공정은 A, B, C의 3 종류로 행하고, 각각의 제조 공정에서 제조 조건을 더 변화시켰다. 제조 공정 A는, 실제의 양산 설비로 행하고, 제조 공정 B, C는 실험 설비로 행했다. 표 4에 각 제조 공정의 제조 조건을 나타낸다. 또한, 제조 공정 A8 및 제조 공정 A9는, 열처리 지수가 본 발명의 설정 조건 범위로부터 벗어나 있다.
제조 공정 A(A1~A33)는, 내용적 10톤의 중주파 용해로에서 원료를 용해하고, 반연속 주조에서 단면이 두께 190mm, 폭 630mm의 주괴를 제조했다. 주괴는, 각각 길이 1.5m로 절단하고, 그 후, A1~A9, A31~A33 공정에서는, 열간 압연 공정(판 두께 13mm)-냉각 공정-밀링 공정(판 두께 12mm)-제1 냉간 압연 공정(판 두께 1.5mm)-소둔 공정(540℃, 4시간 유지), 또는 (670℃, 0.24분))-제2 냉간 압연 공정(판 두께 0.5mm, 냉간 가공률 67%)-최종 소둔 공정(재결정 열처리 공정)-마무리 냉간 압연 공정(판 두께 0.3mm, 냉간 가공률 40%)-회복 열처리 공정을 행했다. 제조 공정 A10에서는, 제1 냉간 압연 공정과, 소둔 공정을 생략했다. 또한, 상술한 유지 시간은, 최고 도달 온도부터 최고 도달 온도-50℃의 고온 영역으로 유지되는 시간이다.
열간 압연 공정에서의 열간 압연 개시 온도는 860℃로 하고, 판두께 13mm까지 열간 압연한 후, 냉각 공정에서 샤워 수냉했다. 본 명세서에서는, 열간 압연 개시 온도와 주괴 가열 온도는 동일한 의미로 하고 있다. 냉각 공정에서의 평균 냉각 속도는, 최종 열간 압연 후의 압연재 온도, 또는, 압연재의 온도가 650℃일 때부터 350℃까지의 온도 영역에서의 평균의 냉각 속도로 하여, 압연판의 후단에 있어서 측정했다. 측정한 평균 냉각 속도는 4℃/초였다.
재결정 열처리 공정에서는, 압연재의 최고 도달 온도 Tmax(℃)와, 압연재의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도 영역에서의 유지 시간 tm(min)을, (690℃, 0.09min), (660℃, 0.07min), (710℃, 0.16min), (770℃, 0.25min), (620℃, 0.06min)으로 변화시켰다. 또한, 제조 공정 A1에 있어서는, 재결정 열처리를, 배치 소둔을 이용하여, 470℃에서 4시간 유지의 조건에서 실시했다. 또한, 고온-단시간의 재결정 열처리를 행한 공정 중에서, 공정 A31, A32는, 냉각 시, 압연재의 최고 도달 온도보다 50℃ 낮은 온도부터 400℃의 범위의 평균 냉각 속도를, 3℃/초, 12℃/초로 하고, 그 이외의 공정은, 20~30℃/초에서 냉각했다.
그리고, 상술한 바와 같이 마무리 냉간 압연 공정의 냉간 가공률을 40%로 했다.
회복 열처리 공정에서는, 압연재의 최고 도달 온도 Tmax(℃)를 450(℃)으로 하고, 압연재의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도 영역에서의 유지 시간 tm(min)을 0.05분으로 했다. 단, 제조 공정 A6에서는, 회복 열처리 공정을 행하지 않았다. 또, 제조 공정 A5에서는, 얻어진 시료를 300℃의 전기로에 30분간 가열하고, 공냉했다. 제조 공정 A4에서는, 얻어진 시료를 350℃의 유욕에 0.07분간 완전히 침지하고, 공냉했다. 이 열처리는, 용융 Sn 도금 처리에 상당하는 열처리 조건이다.
또, 제조 공정 B(B1~B4)는, 다음과 같이 행했다.
제조 공정 A의 주괴로부터 두께 40mm, 폭 120mm, 길이 190mm의 실험실에서의 시험용 주괴를 절출(切出)하고, 그 후, 열간 압연 공정(판두께 6mm)-냉각 공정(샤워 수냉)-산세정 공정-냉간 압연 공정(두께 0.5mm)-재결정 열처리 공정-마무리 냉간 압연 공정(판두께 0.3mm, 가공률 40%)-회복 열처리 공정을 행했다.
열간 압연 공정은, 860℃로 주괴를 가열하여, 두께 6mm로까지 열간 압연했다. 냉각 공정에서의 냉각 속도(열간 압연 후의 압연재 온도, 또는 압연재의 온도가 650℃일 때부터 350℃까지의 냉각 속도)는, 3℃/초로 행했다.
판 두께 0.5mm로 냉간 압연 후, 재결정 열처리 공정은, Tmax를 690(℃), 유지 시간 tm을 0.09분으로, 640℃부터 400℃의 평균 냉각 속도를, 25℃/초로 행했다. 제조 공정 B1은, 재결정 열처리를, 배치 소둔을 이용하여 480℃에서 4시간 유지의 조건에서 행했다. 그리고, 마무리 냉간 압연 공정에서 0.3mm까지 냉간 압연했다. 회복 열처리 공정은, 제조 공정 B1과 제조 공정 B2에 대해서는, Tmax를 450(℃), 유지 시간 tm을 0.05분의 조건에서 실시했다. 제조 공정 B4에서는, 300℃의 전기로에 30분간 가열하고, 공냉했다. 제조 공정 B3에서는, 얻어진 시료를 250℃의 기름욕에 0.15분간 완전히 침지하고, 공냉했다. 이 열처리도, 용융 Sn 도금 처리에 상당하는 열처리 조건이다.
또한, 제조 공정 B5 및 제조 공정 B5A는, 열간 압연을 생략하고, 700℃, 4시간의 균질 소둔 후, 냉간 압연에 의하여, 판 두께를 6mm로 하며, 620℃에서 4시간의 조건에서 소둔, 다시 냉간 압연에 의하여, 판 두께를 0.5mm로 하고, 제조 공정 B5에서는, Tmax를 690(℃), 유지 시간 tm을 0.09분, 640℃부터 400℃의 평균 냉각 속도를, 25℃/초의 조건에서, 제조 공정 B5A에서는, 배치 소둔을 이용하여 480℃에서 4시간 유지의 조건에서 재결정 열처리를 실시했다. 그리고, 마무리 냉간 압연 공정에서 0.3mm까지 냉간 압연하고, 회복 열처리 공정은, 300℃의 전기로에 30분간 가열의 조건에서 실시했다.
또한, 제조 공정 B 및 후술하는 제조 공정 C에 있어서는, 제조 공정 A에서, 연속 소둔 라인 등에서 행하는 단시간의 열처리에 상당하는 공정은, 솔트 배스에 압연재를 침지함으로써 대용으로 하고, 최고 도달 온도를 솔트 배스의 액 온도로 하며, 압연재가 완전히 침지하고 있는 시간을 유지 시간으로 하여, 침지 후 공랭했다. 또한, 솔트(용액)는, BaCl, KCl, NaCl의 혼합물을 사용했다.
또한, 실험실 테스트로서 제조 공정 C(C1, C1A, C2)를 다음과 같이 행했다. 실험실의 전기로로 소정의 성분이 되도록 용해, 주조하고, 두께 40mm, 폭 120mm, 길이 190mm의 실험실에서의 시험용 주괴를 얻었다. 이후, 상술한 제조 공정 B와 동일한 프로세스로 제작했다. 즉, 860℃에 주괴를 가열하고, 두께 6mm로까지 열간 압연하여, 열간 압연 후에, 압연재의 온도가 열간 압연 후의 압연재 온도, 또는, 650℃ 일 때부터 350℃까지의 온도 범위를 냉각 속도 3℃/초로 냉각했다. 냉각 후에 표면을 산세정하고, 냉간 압연에 의하여, 판두께를 0.5mm로 했다. 재결정 열처리 공정은, 제조 공정 C1은, Tmax를 690(℃), 유지 시간 tm을 0.09분, 640℃부터 400℃의 평균 냉각 속도를, 25℃/초의 조건, 제조 공정 C1A는, 470℃, 4시간의 조건, 제조 공정 C2는, 380℃, 4시간의 조건에서 실시했다. 그리고, 마무리 냉간 압연 공정에서 0.3mm로 냉간 압연하고, 회복 열처리 공정은, 제조 공정 C1 및 제조 공정 C1A에서는, 실험실의 전기로를 이용하여 300℃에서 30분간 유지, 제조 공정 C2에서는, 230℃에서 30분간 유지의 조건에서 실시했다.
상술한 방법에 의하여 작성한 구리 합금판의 평가로서, 금속 조직 관찰(평균 결정 입경 및 석출물의 평균 입경), 도전율, 응력 완화 특성, 내응력 부식 균열성, 땜납 습윤성, 인장 강도, 내력, 신도, 굽힘 가공성을 평가했다. 평가 결과를 표 5~20에 나타낸다.
(평균 결정 입경)
재결정립의 평균 입경의 측정은, 600배, 300배, 및 150배 등의 금속 현미경 사진으로 결정립의 크기에 따라, 적정 배율을 선정하고, JIS H 0501에 있어서의 신동품(伸銅品) 결정 입도 시험 방법의 구적법에 준하여 측정했다. 또한, 쌍정(雙晶)은 결정립으로는 간주하지 않는다. 금속 현미경으로부터 판단이 곤란한 것은, FE-SEM-EBSP(Electron Back Scattering diffraction Pattern)법에 따라 구했다. 즉, FE-SEM은 니혼 덴시 가부시키가이샤제 JSM-7000F, 해석에는 TSL 솔루션즈 OIM-Ver. 5.1을 사용하고, 평균 결정 입도는 해석 배율 200배와 500배의 입도 맵(Grain 맵)으로부터 구했다. 평균 결정 입경의 산출 방법은 구적법(JIS H 0501)에 따른다.
또한, 1개의 결정립은, 압연에 의하여 신장되지만, 결정립의 체적은, 압연에 의하여 거의 변화되는 경우는 없다. 판재를 압연 방향에 평행으로 절단한 단면에 있어서, 구적법에 따라 측정된 평균 결정 입경으로부터, 재결정 단계에서의 평균 결정 입경을 추정하는 것이 가능하다.
(석출물의 입경)
석출물의 평균 입경은 다음과 같이 하여 구했다. 500,000배 및 100,000배(검출 한계는 각각, 1.0nm, 5nm)의 TEM에 의한 투과 전자상을 화상 해석 소프트 웨어 "Win ROOF"를 이용하여 석출물의 콘트라스트를 타원 근사하고, 장축과 단축의 상승 평균치를 시야 내 중의 모든 석출 입자에 대하여 구하고, 그 평균치를 평균 입자경으로 했다. 또한, 50만배, 10만배의 측정으로, 입경의 검출 한계를 각각 1.0nm, 5nm로 하고, 그 미만의 것은, 노이즈로서 취급하여, 평균 입경의 산출에는 포함시키지 않았다. 또한, 평균 입경이, 대략 10nm를 경계로 하여 그 이하의 것은, 50만배로, 그 이상의 것은, 10만배로 측정했다. 투과형 전자 현미경의 경우, 냉간 가공재에서는 전위 밀도가 높으므로 석출물의 정보를 정확하게 파악하는 것은 어렵다. 또, 석출물의 크기는, 냉간 가공에 따라서는 변화하지 않으므로, 이번 관찰은, 마무리 냉간 압연 공정 전의 재결정 열처리 공정 후의 재결정 부분을 관찰했다. 측정 위치는, 압연재의 표면, 이면의 양면으로부터 판두께의 1/4의 길이 들어간 2개소로 하여, 2개소의 측정치를 평균했다.
(도전율)
도전율의 측정은, 니혼 푀르스터 가부시키가이샤제의 도전율 측정 장치(SIGMATEST D2.068)를 이용했다. 또한, 본 명세서에 있어서는, "전기전도"와 "도전"의 말을 동일한 의미로 사용하고 있다. 또, 열전도성과 전기 전도성은 강한 상관이 있으므로, 도전율이 높을수록, 열전도성이 양호한 것을 나타낸다.
(내응력 완화 특성)
응력 완화율의 측정은, JCBA T309:2004에 따라, 다음과 같이 행했다. 공시재의 응력 완화 시험에는 편측 지지빔 나사식 지그를 사용했다. 시험편은 압연 방향으로 0도(평행), 90도(수직)를 이루는 방향으로부터 채취하고, 시험편의 형상은, 판두께 t×폭 10mm×길이 60mm로 했다. 공시재에 대한 부하 응력은 0.2% 내력의 80%로 하고, 150℃, 120℃의 분위기 중에 1000시간 노출했다. 응력 완화율은,
응력 완화율=(개방 후의 변위/응력 부하 시의 변위)×100(%)
으로 하여 구했다. 본 발명에 있어서는, 응력 완화율은 값이 작은 것이 바람직하다.
120℃의 평가에서는, 응력 완화율이 8% 이하를 평가 A(우수함)로 하고, 8% 초과 13% 이하를 평가 B(양호)로 하며, 13%를 넘는 것을 평가 C(불가)로 평가했다. 본원에서 요구하는 응력 완화 특성은, 높은 신뢰성이나 가혹한 경우를 상정한 것이다.
또, 150℃에서 1000시간의 조건에서의 실효 응력 Pw를,
Pw=내력{(YS0+YS90)/2}×80%(100%-응력 완화율(%))
의 식으로 산출했다. 내력, 및 응력 완화 특성은, 슬리터 후의 슬리터 폭의 관계로부터, 즉, 폭이 60mm보다 작은 경우, 압연 방향으로 90도(수직)를 이루는 방향으로부터 채취할 수 없는 경우가 있다. 그 경우, 시험편은 압연 방향으로 0도(평행) 방향만으로, 응력 완화 특성, 및 Pw를 평가하는 것으로 한다.
또한, 시험 No. T3 및 T36(합금 No. 1, 3)에 있어서, 압연 방향으로 90도(수직)를 이루는 방향 및 압연 방향으로 0도(평행) 방향에서의 응력 완화 시험의 결과로부터 산출한 실효 응력 Pw와, 압연 방향으로 0도(평행) 방향만으로의 응력 완화 시험의 결과로부터 산출한 실효 응력 Pw와, 압연 방향으로 90도(수직) 방향만으로의 응력 완화 시험의 결과로부터 산출한 실효 응력 Pw에서 큰 차가 없는 것을 확인했다.
(밸런스 지수 f6)
측정한 도전율 C(%IACS) 및 실효 응력 Pw(N/mm2)로부터, 이하의 식에 의하여, 밸런스 지수 f6을 산출했다.
f6=Pw×(C/100)1/2
(내응력 부식 균열성)
내응력 부식 균열성의 측정은, JIS H 3250에 규정된 시험 용기와 시험액을 사용하여 행하고, 등량의 암모니아수와 물을 혼합한 액을 사용하여 행했다.
응력 부식 균열 시험은, 부하 응력에 대한 응력 부식 균열의 감수성을 조사하기 위하여, 수지제의 편측 지지빔 나사식 지그를 이용하고, 내력의 80%의 굽힘 응력을 가한 압연재를, 상기의 암모니아 분위기 중에 노출하여, 응력 완화율로부터, 내응력 부식 균열성의 평가를 행했다. 즉, 미세한 크랙이 발생되어 있으면, 원래대로는 되돌아가지 않고, 그 크랙의 정도가 커지면 응력 완화율이 커지므로, 내응력 부식 균열성을 평가할 수 있다. 48시간 노출에서 응력 완화율이 25% 이하의 것을, 내응력 부식 균열성이 우수한 것으로 하여 평가 A로 하고, 응력 완화율이 48시간 노출에서는 25%를 넘어도 24시간 노출에서는 25% 이하인 것을, 내부식 균열성이 양호한 것(실용상의 문제는 없음)으로 하여 평가 B로 하며, 24시간 노출에서 응력 완화율이 25%를 넘는 것을, 내응력 부식 균열성이 뒤떨어지는 것(실용상 문제 있음)으로 하여 평가 C로 했다. 또한, 본원에서 요구하는 내응력 부식 균열성은, 높은 신뢰성이나 가혹한 경우를 상정한 것이다.
(땜납 습윤성)
땜납 습윤성은, 메니스코그래프법으로 실시했다. 시험 설비는, RHESCA(레스카)제 형식: SAT-5200이다. 압연 방향으로부터 시험편을 채취하여, 두께: 0.3mm×폭: 10mm×길이: 25mm로 절단했다. 사용한 땜납은, Sn-3.5질량% Ag-0.7질량% Cu와 순Sn이다. 전(前) 처리로서, 아세톤 탈지→15% 황산 세정→수세→아세톤 탈지를 실시했다. 플럭스로서, 표준 로진 플럭스(가부시키가이샤 다무라 세이사쿠쇼제 NA200)를 이용했다. 땜납욕 온도를 270℃, 침지 깊이를 2mm, 침지 속도를 15mm/sec, 침지 시간 15sec의 조건에서 평가 시험을 실시했다.
땜납 습윤성의 평가는, 제로 크로스 타임으로 행했다. 즉, 땜납이 욕(浴)에 침지 후, 완전히 습윤하기까지 필요로 하는 시간이며, 제로 크로스 타임이 5초 이내, 즉 땜납욕에 침지 후 5초 이내에 완전히 습윤되면, 땜납 습윤성은 실용상 문제가 없다고 하여 평가 B로 하고, 제로 크로스 타임이 2초 이내의 경우는, 특히 우수하다고 하여 평가 A로 했다. 제로 크로스 타임이 5초를 넘으면, 실용상 문제가 있으므로 평가 C로 했다. 또한, 시료는, 마무리 압연, 또는, 회복 열처리의 최종 공정 후, 황산으로 세정, 표면을 800번의 연마지로 연마하고, 산화가 없는 표면을 얻어, 3일간, 또는, 10일간, 실내 환경에서 방치한 것을 사용했다. 또한, 표에서, "-1", "-2"는 Sn-3.5질량% Ag-0.7질량% Cu의 땜납을 이용하여, 각각 3일간, 10일간 방치한 시험 결과, "-3"은 순Sn을 이용하여, 3일간에서의 시험 결과이다.
(기계적 특성)
인장 강도, 내력, 및 신도의 측정은, JIS Z 2201, JIS Z 2241에 규정되는 방법에 따라, 시험편의 형상은, 5호 시험편으로 실시했다. 압연 방향에 대하여 0°의 방향과, 압연 방향에 대하여 90°의 방향으로, 각각 시험을 행했다.
(굽힘 가공성)
굽힘 가공성은, JIS H 3110에서 규정되어 있는 굽힘 각도 90도의 W 굽힘으로 평가했다. 굽힘 시험(W 굽힘)은, 다음과 같이 행했다. 굽힘 지그의 선단의 굽힘 반경(R)은, 재료의 두께(t)의 1배(굽힘 반경=0.3mm, R/t=1.0), 0.5배(굽힘 반경=0.15mm, R/t=0.5)로 했다. 샘플은, 이른바 배드 웨이(Bad Way)라고 하는 방향에서 압연 방향에 대하여 90도를 이루는 방향, 및 굿 웨이(Good Way)라고 하는 방향에서 압연 방향으로 0도를 이루는 방향으로부터 채취했다. 굽힘 가공성의 판정은, 50배의 실체 현미경으로 관찰하여 크랙의 유무로 판정하고, 굽힘 반경이, 재료의 두께의 0.5배(R/t=0.5)이고, 크랙이 발생하지 않았던 것을 평가 A, 굽힘 반경이, 재료의 두께의 1.0배이고, 크랙이 발생하지 않았던 것을 평가 B, 재료의 두께의 1배(R/t=1.0)이고, 크랙이 발생한 것을 평가 C로 했다. 또한, 굽힘 가공성이 R/t≤0.5란, 굽힘 반경이 재료의 두께의 0.5배(R/t=0.5) 이하인 굽힘 시험에서, 크랙이 발생하지 않는 것이다.






















이상의 평가 결과로부터, 조성 및 조성 관계식과 특성에 관하여, 다음과 같은 것이 확인되었다.
구리 합금판의 조성에 대해서는, 하기와 같은 결과가 되었다. 또한, 비교 합금은 이하와 같다.
합금 No. 100, 121은, 발명 합금의 조성 범위보다 Zn의 함유량이 적다.
합금 No. 101은, 발명 합금의 조성 범위보다 Sn의 함유량이 적다.
합금 No. 102는, 발명 합금의 조성 범위보다 P의 함유량이 많다.
합금 No. 103은, 발명 합금의 조성 범위보다 Zn의 함유량이 많다.
합금 No. 104는, 발명 합금의 조성 범위보다 P의 함유량이 적다.
합금 No. 105는, 발명 합금의 조성 범위보다 Sn의 함유량이 많다.
합금 No. 106, 122는, 발명 합금의 조성 범위보다 Ni의 함유량이 적다.
합금 No. 107은, 발명 합금의 조성 관계식 f2, f3의 범위를 만족시키지 않는다.
합금 No. 108, 109는, 발명 합금의 조성 관계식 f1의 범위를 만족시키지 않는다.
합금 No. 110~113은, 발명 합금의 조성 관계식 f4의 범위를 만족시키지 않는다.
합금 No. 114는, 발명 합금의 조성 관계식 f3의 범위를 만족시키지 않는다.
합금 No. 115, 116은, 발명 합금의 조성 관계식 f5의 범위를 만족시키지 않는다.
합금 No. 118~120은, 일반의 황동이다.
합금 No. 117, 123은, Fe, Co의 함유량이 많다.
(1) P의 함유량이, 본 발명 합금의 범위보다 많으면, 재결정 열처리 공정 후의 석출 입자의 평균 입경이 작고, 평균 결정 입경이 작아져, 굽힘 가공성, 응력 완화율이 악화된다(합금 No. 102 등 참조). P의 함유량이, 본 발명 합금의 범위보다 적거나, 또는, 조성 관계식 f5의 Ni/P가 설정된 범위, 250보다 크면, 재결정 열처리 공정 후의 석출 입자의 평균 입경, 평균 결정 입경이 커져, 인장 강도, 내력이 낮아지고, 응력 완화율이 악화된다. Ni/P가, 180 이하, 나아가서는 120 이하이면, 인장 강도, 내력이 높아져, 응력 완화율이 양호해진다. f5의 Ni/P가 설정된 범위보다 작으면, 굽힘 가공성, 응력 완화율이 악화된다(합금 No. 104, 116, 115, 13, 18 등 참조).
(2) Zn의 함유량이 본 발명 합금의 범위보다 적으면, 재결정 열처리 공정 후의 평균 결정 입경이 커져, 인장 강도가 낮아진다. 또, Ni 함유량에 알맞은 효과를 얻지 못하고, 응력 완화율이 악화된다(합금 No. 100 등 참조). Zn량: 4질량% 부근이, 인장 강도, 응력 완화 특성, 실효 응력 Pw를 만족하기 위한, 경계치이다(합금 No. 1, 10, 100 등 참조). Zn의 함유량이 발명 합금의 조건 범위보다 많으면, 도전율, 인장 강도, 내력, 응력 완화율, 굽힘 가공성, 내응력 부식 균열성, 땜납 습윤성이 악화된다. Zn의 함유량이, 12질량% 이하, 또 10질량% 이하이면, 상기 특성은 양호해진다(합금 No. 103, 12, 15, 18 등 참조).
(3) Sn의 함유량이, 본 발명의 범위보다 많으면, 굽힘 가공성, 응력 완화 특성도 나빠져, 도전율도 저하된다. 압연 방향에 대하여, 수직 방향의 인장 강도, 내력이 커진다. 한편, Sn의 함유량이, 본 발명의 범위보다 적으면, 강도가 낮고, 응력 완화 특성이 나빠진다. Ni 함유량이 적으면, 우수한 응력 완화 특성이 얻어지지 않지만, Ni 함유량이 1.0질량%를 넘으면, 응력 완화 특성이 양호해진다(합금 No. 101, 105, 106, 122, 17, 19 등 참조).
(4) 조성 관계식 f1이 발명 합금의 조건 범위보다 작으면, 재결정 열처리 공정 후의 평균 결정 입경이 크고, 인장 강도, 내력이 낮으며, 또, 응력 완화 특성은, Ni 함유량에 알맞은 효과가 얻어지지 않아, 나쁘다. 조성 관계식 f1이 발명 합금의 조건 범위보다 크면, 내응력 부식 균열성, 굽힘 가공성, 땜납 습윤성이 나쁘고, 도전율도 낮아진다. 또, Ni 함유량에 알맞은 효과를 얻지 못하여, 응력 완화 특성이 나쁘다. f1의 값이, 하한측에서, 약 7이, 상한측에서 약 18 혹은 약 16이, 이들 특성의 경계치에 상당한다. f1의 값이 14보다 작으면, 상기 특성이 조금 양호해진다(합금 No. 108, 109, 12, 1, 15, 18 등 참조).
(5) 조성 관계식 f2가 발명 합금의 조건 범위보다 크면, 내응력 부식 균열성이 나빠져, 응력 완화 특성, 굽힘 가공성도 나쁘다. 조성 관계식 f2의 값, 9~11이, 이들 특성의 양부(良否)에 관하여, 경계의 값에 상당한다. f2의 값이 8보다 작으면, 내응력 부식 균열성, 응력 완화 특성, 굽힘 가공성이 개선된다(합금 No. 107, 103, 12, 15, 18 등 참조).
(6) 조성 관계식 f3이 발명 합금의 조건 범위보다 작으면, 내응력 부식 균열성, 응력 완화 특성, 굽힘 가공성이 나빠진다. f3의 경계의 값은, 0.3~0.35 부근이다. f3의 값이 0.4보다 크면, 내응력 부식 균열성, 응력 완화 특성, 굽힘 가공성이 양호해진다(합금 No. 107, 114, 2, 15 등 참조).
(7) 조성 관계식 f4가 발명 합금의 조건 범위보다 작으면, 응력 완화 특성이 나빠져, 굽힘 가공성이나, 내응력 부식 균열성도 저하된다. 압연 방향에 대하여, 수직 방향의 인장 강도, 내력이 커진다. 조성 관계식 f4가 발명 합금의 조건 범위보다 크면, 응력 완화 특성이 나빠진다(합금 No. 110~113, 14, 17 등 참조).
이상과 같이, Zn, Sn, Ni, P의 농도가, 소정의 농도 범위에 있어도, 조성 관계식 f1, f2, f3, f4, f5의 값이 소정 범위로부터 벗어나면, 내응력 부식 균열성, 응력 완화 특성, 강도, 굽힘 가공성, 땜납 습윤성, 도전율 중 어느 하나를 만족하지 않는다.
(8) Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, 및 Pb로부터 선택되는 1종 이상을 함유하면, 결정립의 미세화에 의한 강도의 향상, 응력 완화 특성, 내응력 부식 균열성의 향상이 확인된다(합금 No. 20~32 등 참조).
(9) Fe를 0.08질량%, 또는 Co를 0.07질량% 함유하면, 평균 결정 입경이 작아져, 굽힘 가공성, 응력 완화 특성이 나빠진다(합금 No. 117, 123 참조).
또, 본 발명의 구리 합금판을 이용한 경우에 있어서, 하기와 같았다.
(1) 양산 설비를 이용한 제조 공정 A와 실험 설비를 이용한 제조 공정 B의 실시예 합금에서는, 제조 조건이 동등하면, 양 공정의 재결정 열처리 후의 금속 조직은, 평균 결정립 및 석출물의 크기도 같아, 그들의 평균 입경도 거의 동등하고, 거의 동등한 기계적 성질, 응력 완화 특성(응력 완화율, 실효의 응력 완화 특성, 실효의 응력과 도전율의 1/2승의 곱을 포함함), 내응력 부식 균열성, 땜납 습윤성이 얻어진다(시험 No. T10, T12, T26, T28 등 참조).
(2) 소둔(재결정 열처리 공정)의 횟수가 1회여도, 2회여도, 평균 결정 입경에 차가 없고, 거의 동등한 기계적 성질, 응력 완화 특성, 내응력 부식 균열성, 땜납 습윤성이 얻어진다(시험 No. T2, T3, T10, T18, T19, T26 등 참조).
(3) 최종 재결정 열처리 공정이, 고온-단시간의 열처리 쪽이, 배치의 소둔보다, 응력 완화 특성이 양호하다(시험 No. T1, T2, T3, T17, T18, T19, T102, T103 등 참조). 또한, 고온-단시간의 열처리에 있어서, 냉각 속도가, 5℃/초를 경계로 하여, 응력 완화가 조금 양호해진다. 10℃/초 이상, 혹은 15℃/초 이상이면 조금 더 양호해진다. 또, 평균 결정립 입경이 3~4㎛보다, 5~7㎛가, 내력은 조금 낮지만, 응력 완화 특성이 조금 양호하다(시험 No. T18, T23, T34, T39, T50, T55, T3A, T3B, T3 등 참조).
(4) 열간 압연을 거치지 않은 공정이더라도, 열간 압연 공정을 통과하는 공정에 비하여, 석출물의 입경이 조금 크지만, 거의 동등한 기계적 성질, 응력 완화 특성, 내응력 부식 균열성, 땜납 습윤성이 얻어진다(시험 No. T14, T15, T46, T47 등 참조).
(5) 재결정 열처리의 계수 It1이, 설정 범위 내이고 크면, 평균 결정 입경, 석출물이 커져, 내력은 조금 낮지만, 응력 완화 특성이 조금 양호하다. 재결정 열처리의 계수 It1이, 설정 범위 내이고 작으면, 평균 결정 입경, 석출물이 작아져, 내력은 조금 높지만, 응력 완화 특성이 조금 나쁘다. It1이 설정된 조건보다, 낮으면 완전히 재결정 조직이 되지 않고, 굽힘 가공성이 나빠진다. It1이, 너무 크면, 평균 결정 입경이 커져, 석출물의 입경도 커져, 내력이 낮으며, 응력 완화 특성도 낮아진다(시험 No. T3, T3C, T7, T8, T9 등 참조).
(6) f1의 값이, 상한에 가까운 약 16이면, 굽힘 가공성, 땜납 습윤성이 조금 나빠져, 내응력 부식 균열의 감수성이 조금 높아진다(합금 No. 12, 27 등 참조).
(7) f2의 값이, 약 9이면, 내응력 부식 균열의 감수성이 조금 높아진다(합금 No. 15, 20, 22 등 참조).
(8) f3의 값이, 설정 범위의 낮은 약 0.35이면, 응력 완화 특성이 조금 나쁘고, 내응력 부식 균열의 감수성이 조금 높아진다(합금 No. 20, 27, 31 등 참조).
(9) f4의 값이, 설정 범위의 조금 낮은 1.8~2이면, 응력 완화 특성이 조금 나빠진다(합금 No. 14 등 참조).
(10) f5의 값이, 설정 범위의 낮은 약 19이면, 또, 상한에 가까운 약 250이면 응력 완화 특성이 조금 나빠진다(합금 No. 13, 15 등 참조).
(11) Co, Fe를 함유하면 평균 결정 입경이 작아져, 인장 강도, 내력이 높아지지만, 신도는 낮고, 굽힘 가공성은 조금 나빠진다(합금 No. 22, 123 등 참조).
(12) 회복 열처리의 조건을, Sn 도금에 상당하는 조건에서 열처리해도, 회복 열처리 전, 다른 회복 열처리의 조건에서 제작한 구리 합금재와 비교하여, 대체로 동등한 인장 강도, 내력, 응력 완화 특성, 굽힘 가공성, 신도, 도전율, 내응력 부식 균열성, 땜납 습윤성이 얻어진다(시험 No. T3~T6, T12~T14, T19~T22, T28~30 등 참조).
(13) 최종 열처리를 470℃×4시간, 또는, 480℃×4시간의 배치 소둔으로 실시해도, 고온의 단시간 소둔에 비하여, 조금, 응력 완화 특성이 나빠지지만, 인장 강도, 내력, 굽힘 가공성, 신도, 및 내응력 부식 균열성에 관하여, 양호한 특성을 구비한다(시험 No. T1, T2, T11, T12, T15, T16, T102, T103 등 참조).
산업상 이용가능성
본 발명의 구리 합금판은, 내응력 부식 균열성과 응력 완화 특성이 우수하고, 강도가 높으며, 땜납 습윤성이 양호하고, 또한, 강도, 굽힘 가공성, 실효의 응력 완화 특성과 도전성의 밸런스가 우수하다. 이로 인하여, 본 발명의 구리 합금판은, 커넥터, 단자는 물론, 릴레이, 스프링, 스위치, 반도체 용도, 리드 프레임 등의 전기·전자 부품용 구성재 등으로서 적합하게 적용할 수 있다.
Claims (8)
- 4~14질량%의 Zn과, 0.1~1질량%의 Sn과, 0.005~0.08질량%의 P와, 1.0~2.4질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며,Zn의 함유량 [Zn]질량%와, Sn의 함유량 [Sn]질량%와, P의 함유량 [P]질량%와, Ni의 함유량 [Ni]질량%의 사이에,
7≤[Zn]+3×[Sn]+2×[Ni]≤18,
0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤11,
0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.6,
1.8≤[Ni]/[Sn]≤10,
16≤[Ni]/[P]≤250
의 관계를 갖고,
평균 결정 입경이 2~9㎛이며,
원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~75nm이거나, 또는, 상기 석출물 중에서 입자경이 3~75nm인 석출물이 차지하는 개수의 비율이 70% 이상이고,
도전율이 24%IACS 이상이며,
내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 25% 이하인 것을 특징으로 하는 구리 합금판. - 4~12질량%의 Zn과, 0.1~0.9질량%의 Sn과, 0.008~0.07질량%의 P와, 1.05~2.2질량%의 Ni를 함유하고, 잔부가 Cu 및 불가피 불순물로 이루어지며,
Zn의 함유량 [Zn]질량%와, Sn의 함유량 [Sn]질량%와, P의 함유량 [P]질량%와, Ni의 함유량 [Ni]질량%의 사이에,
7≤[Zn]+3×[Sn]+2×[Ni]≤16,
0≤[Zn]-0.3×[Sn]-1.8×[Ni]≤9,
0.3≤(3×[Ni]+0.5×[Sn])/[Zn]≤1.3,
2≤[Ni]/[Sn]≤8,
18≤[Ni]/[P]≤180
의 관계를 갖고,
평균 결정 입경이 2~9㎛이며,
원 형상 또는 타원 형상의 석출물의 평균 입자경이 3~60nm이거나, 또는, 상기 석출물 중에서 입자경이 3~60nm인 석출물이 차지하는 개수의 비율이 70% 이상이고,
도전율이 26%IACS 이상이며,
내응력 완화 특성으로서 150℃, 1000시간에서 응력 완화율이 23% 이하인 것을 특징으로 하는 구리 합금판. - 청구항 1 또는 청구항 2에 있어서,
또한, Al, Fe, Co, Mg, Mn, Ti, Zr, Cr, Si, Sb, As, Pb 및 희토류 원소로부터 선택되는 적어도 1종 또는 2종 이상을, 각각 0.0005질량% 이상 0.05질량% 이하, 또한, 합계로 0.0005질량% 이상 0.2질량% 이하 함유하는 것을 특징으로 하는 구리 합금판. - 청구항 1 내지 청구항 3 중 어느 한 항에 있어서,
구리 합금 재료가 냉간 압연되는 마무리 냉간 압연 공정과, 필요에 따라서 상기 마무리 냉간 압연 공정의 후에 실시되는 회복 열처리 공정을 포함하는 제조 공정에 의하여 제조되고,
도전율을 C(%IACS), 150℃, 1000시간에서의 실효 응력을 Pw(N/mm2)로 했을 때,
Pw≥300,
Pw×C/100)1/2≥190
의 관계를 갖고,
압연 방향에 대하여 90도를 이루는 방향의 내력 YS90과, 압연 방향에 대하여 0도를 이루는 방향의 내력 YS0의 비, YS90/YS0이, 0.95≤YS90/YS0≤1.07의 범위 내로 되어 있는 것을 특징으로 하는 구리 합금판. - 청구항 1 내지 청구항 4 중 어느 한 항에 있어서,
커넥터, 단자, 릴레이, 스위치, 반도체 용도 등 전자·전자 기기 부품에 이용되는 것을 특징으로 하는 구리 합금판. - 청구항 1 내지 청구항 5 중 어느 한 항에 따른 구리 합금판을 제조하는 구리 합금판의 제조 방법으로서,
열간 압연 공정과, 냉간 압연 공정과, 재결정 열처리 공정과, 마무리 냉간 압연 공정을 이 순서대로 포함하고,
상기 냉간 압연 공정에서의 냉간 가공률이 55% 이상이며,
상기 재결정 열처리 공정은, 연속 열처리로를 이용하여, 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 재결정 열처리 공정에 있어서, 상기 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에,
560≤Tmax≤790,
0.04≤tm≤1.0,
520≤It1=(Tmax-30×tm-1/2)≤690
이 되고, 또한, 상기 재결정 열처리 공정에 있어서, 최고 도달 온도보다 50℃ 낮은 온도부터 400℃까지의 온도 영역에 있어서, 5℃/초 이상의 조건에서 냉각하는 것을 특징으로 하는 구리 합금판의 제조 방법. - 청구항 6에 있어서,
상기 마무리 냉간 압연 공정 후에 실시하는 회복 열처리 공정을 갖고,
상기 회복 열처리 공정은, 마무리 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하며, 상기 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 했을 때에,
150≤Tmax2≤580,
0.02≤tm2≤100,
120≤It2=(Tmax2-25×tm2-1/2)≤390
으로 되어 있는 것을 특징으로 하는 구리 합금판의 제조 방법. - 청구항 1 내지 청구항 5 중 어느 한 항에 따른 구리 합금판의 제조 방법으로서,
쌍이 되는 냉간 압연 공정 및 소둔 공정과, 냉간 압연 공정과, 재결정 열처리 공정과, 마무리 냉간 압연 공정과, 회복 열처리 공정을 포함하고, 열간 가공을 행하지 않으며, 쌍이 되는 냉간 압연 공정 및 소둔 공정을 1회 또는 복수 회 행한 후에, 상기 냉간 압연 공정과 상기 재결정 처리 공정의 조합, 및, 상기 마무리 냉간 압연 공정과 상기 회복 열처리 공정의 조합 중 어느 일방 또는 양방을 행하는 구성으로 되어 있고,
상기 냉간 압연 공정에서의 냉간 가공률이 55% 이상이며,
상기 재결정 열처리 공정은, 연속 열처리로를 이용하여, 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하고, 상기 재결정 열처리 공정에 있어서, 상기 구리 합금 재료의 최고 도달 온도를 Tmax(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm(min)으로 했을 때에,
560≤Tmax≤790,
0.04≤tm≤1.0,
520≤It1=(Tmax-30×tm-1/2)≤690
이 되고, 또한, 상기 재결정 열처리 공정에 있어서, 최고 도달 온도보다 50℃ 낮은 온도부터 400℃까지의 온도 영역에 있어서, 5℃/초 이상의 조건에서 냉각되고,
상기 회복 열처리 공정은, 마무리 냉간 압연 후의 구리 합금 재료를 소정 온도로 가열하는 가열 스텝과, 상기 가열 스텝 후에 상기 구리 합금 재료를 소정 온도로 소정 시간 유지하는 유지 스텝과, 상기 유지 스텝 후에 상기 구리 합금 재료를 소정 온도까지 냉각하는 냉각 스텝을 구비하며, 상기 구리 합금 재료의 최고 도달 온도를 Tmax2(℃)로 하고, 상기 구리 합금 재료의 최고 도달 온도보다 50℃ 낮은 온도부터 최고 도달 온도까지의 온도역에서, 가열 유지되는 시간을 tm2(min)로 했을 때에,
150≤Tmax2≤580,
0.02≤tm2≤100,
120≤It2=(Tmax2-25×tm2-1/2)≤390
으로 되어 있는 것을 특징으로 하는 구리 합금판의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014196430 | 2014-09-26 | ||
| JPJP-P-2014-196430 | 2014-09-26 | ||
| PCT/JP2015/059359 WO2016047175A1 (ja) | 2014-09-26 | 2015-03-26 | 銅合金板及び銅合金板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160146943A true KR20160146943A (ko) | 2016-12-21 |
| KR101777987B1 KR101777987B1 (ko) | 2017-09-26 |
Family
ID=55580717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167032742A KR101777987B1 (ko) | 2014-09-26 | 2015-03-26 | 구리 합금판 및 구리 합금판의 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| KR (1) | KR101777987B1 (ko) |
| CN (1) | CN106460097B (ko) |
| TW (1) | TWI540213B (ko) |
| WO (1) | WO2016047175A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107331444A (zh) * | 2017-06-20 | 2017-11-07 | 江苏亨通线缆科技有限公司 | 轨道交通综合接地电缆 |
| CN108411150B (zh) * | 2018-01-22 | 2019-04-05 | 公牛集团股份有限公司 | 插套用高性能铜合金材料及制造方法 |
| JP6713074B1 (ja) * | 2019-04-16 | 2020-06-24 | Dowaメタルテック株式会社 | 銅合金板材およびその製造方法 |
| EP4012059A4 (en) * | 2019-08-06 | 2023-08-16 | Mitsubishi Materials Corporation | COPPER ALLOY SHEET, COPPER ALLOY SHEET WITH CLAID LAYER AND PROCESS FOR THEIR MANUFACTURE |
| CN115852200A (zh) * | 2022-11-29 | 2023-03-28 | 宁波金田铜业(集团)股份有限公司 | 一种黄铜带材及其制备方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007056365A (ja) | 2005-07-27 | 2007-03-08 | Mitsui Mining & Smelting Co Ltd | 銅−亜鉛−錫合金及びその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3744810B2 (ja) * | 2001-03-30 | 2006-02-15 | 株式会社神戸製鋼所 | 端子・コネクタ用銅合金及びその製造方法 |
| JP5040140B2 (ja) * | 2006-03-31 | 2012-10-03 | Dowaメタルテック株式会社 | Cu−Ni−Si−Zn系銅合金 |
| US9080228B2 (en) * | 2011-09-16 | 2015-07-14 | Mitsubishi Shindoh Co., Ltd. | Copper alloy sheet and method for manufacturing copper alloy sheet |
| JP5153949B1 (ja) * | 2012-03-30 | 2013-02-27 | Jx日鉱日石金属株式会社 | Cu−Zn−Sn−Ni−P系合金 |
| JP5572753B2 (ja) * | 2012-12-26 | 2014-08-13 | 三菱マテリアル株式会社 | 電子・電気機器用銅合金、電子・電気機器用銅合金薄板、電子・電気機器用導電部品及び端子 |
-
2015
- 2015-03-26 WO PCT/JP2015/059359 patent/WO2016047175A1/ja active Application Filing
- 2015-03-26 TW TW104109813A patent/TWI540213B/zh active
- 2015-03-26 CN CN201580027152.3A patent/CN106460097B/zh active Active
- 2015-03-26 KR KR1020167032742A patent/KR101777987B1/ko active IP Right Grant
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007056365A (ja) | 2005-07-27 | 2007-03-08 | Mitsui Mining & Smelting Co Ltd | 銅−亜鉛−錫合金及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106460097A (zh) | 2017-02-22 |
| TWI540213B (zh) | 2016-07-01 |
| TW201612326A (en) | 2016-04-01 |
| KR101777987B1 (ko) | 2017-09-26 |
| CN106460097B (zh) | 2018-04-24 |
| WO2016047175A1 (ja) | 2016-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5933817B2 (ja) | 銅合金および銅合金板 | |
| JP5479798B2 (ja) | 銅合金板材、銅合金板材の製造方法、および電気電子部品 | |
| WO2011125554A1 (ja) | 電子材料用Cu-Ni-Si-Co系銅合金及びその製造方法 | |
| JP5309272B1 (ja) | 銅合金板及び銅合金板の製造方法 | |
| KR101777987B1 (ko) | 구리 합금판 및 구리 합금판의 제조 방법 | |
| WO2009123140A1 (ja) | 導電性ばね材に用いられるCu-Ni-Si系合金 | |
| JP5309271B1 (ja) | 銅合金板及び銅合金板の製造方法 | |
| JP6053959B2 (ja) | 銅合金板材及びその製造方法、前記銅合金板材からなる電気電子部品 | |
| WO2013018228A1 (ja) | 銅合金 | |
| JP4887851B2 (ja) | Ni−Sn−P系銅合金 | |
| WO2010016428A1 (ja) | 電気・電子部品用銅合金材 | |
| WO2016171055A1 (ja) | 銅合金材料およびその製造方法 | |
| JP2006233314A (ja) | 高強度銅合金 | |
| JP2010059543A (ja) | 銅合金材料 | |
| JP5468798B2 (ja) | 銅合金板材 | |
| TWI454585B (zh) | 端子和連接器用銅合金板、及端子和連接器用銅合金板的製造方法 | |
| JP5879464B1 (ja) | 銅合金板及び銅合金板の製造方法 | |
| JP2010121166A (ja) | 高強度かつ高導電率を備えた銅合金 | |
| JP2012229467A (ja) | 電子材料用Cu−Ni−Si系銅合金 | |
| JP5452778B1 (ja) | 端子・コネクタ材用銅合金板及び端子・コネクタ材用銅合金板の製造方法 | |
| TWI486462B (zh) | 端子和連接器材料用銅合金板、以及端子和連接器材料用銅合金板的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |