KR20160052343A - 롤 부재, 펜슬 부재 및 그들 중 적어도 어느 한쪽을 포함하는 기판 처리 장치 - Google Patents
롤 부재, 펜슬 부재 및 그들 중 적어도 어느 한쪽을 포함하는 기판 처리 장치 Download PDFInfo
- Publication number
- KR20160052343A KR20160052343A KR1020150149207A KR20150149207A KR20160052343A KR 20160052343 A KR20160052343 A KR 20160052343A KR 1020150149207 A KR1020150149207 A KR 1020150149207A KR 20150149207 A KR20150149207 A KR 20150149207A KR 20160052343 A KR20160052343 A KR 20160052343A
- Authority
- KR
- South Korea
- Prior art keywords
- substrate
- pencil
- nodule
- cleaning
- roll
- Prior art date
Links
Images





































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/02041—Cleaning
- H01L21/02096—Cleaning only mechanical cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67017—Apparatus for fluid treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67017—Apparatus for fluid treatment
- H01L21/67028—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like
- H01L21/6704—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing
- H01L21/67046—Apparatus for fluid treatment for cleaning followed by drying, rinsing, stripping, blasting or the like for wet cleaning or washing using mainly scrubbing means, e.g. brushes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
Abstract
표면에 노듈이 형성된 롤 세정 부재에 있어서, 각 노듈의 세정력을 향상시킨다.
기판 S의 피세정면을 스크럽 세정하기 위한 롤 세정 부재(50)는 표면에 복수의 노듈(54)을 갖는다. 각 노듈(54)은, 롤 세정 부재(50)의 회전 방향 c와 비평행하게 연장되는 슬릿(542)을 갖고, 이 슬릿(542)에 의해, 롤 세정 부재(50)가 회전함으로써 노듈(54)의 세정면(541)이 기판 S의 피세정면에 접촉할 때에 피세정면에 최초로 접촉하는 에지인 상류 에지(541e1, 541e2)를 롤 세정 부재(50)의 주위 방향 c로 복수 갖는다.
기판 S의 피세정면을 스크럽 세정하기 위한 롤 세정 부재(50)는 표면에 복수의 노듈(54)을 갖는다. 각 노듈(54)은, 롤 세정 부재(50)의 회전 방향 c와 비평행하게 연장되는 슬릿(542)을 갖고, 이 슬릿(542)에 의해, 롤 세정 부재(50)가 회전함으로써 노듈(54)의 세정면(541)이 기판 S의 피세정면에 접촉할 때에 피세정면에 최초로 접촉하는 에지인 상류 에지(541e1, 541e2)를 롤 세정 부재(50)의 주위 방향 c로 복수 갖는다.
Description
본 발명은 반도체 웨이퍼 등의 기판의 표면과 평행한 축 주위로 회전하면서 기판의 표면을 문질러 기판의 표면을 처리하는 롤 부재(특히, 표면에 노듈을 갖는 롤 부재) 및 기판에 접촉하면서 기판의 표면을 처리하는 펜슬 부재 및 그들 중 적어도 어느 한쪽을 사용한 기판 처리 장치에 관한 것이다.
최근들어 반도체 디바이스의 미세화에 수반하여, 미세 구조를 갖는 기판(물성이 상이한 다양한 재료막을 형성한 기판)의 가공이 행하여지고 있다. 예를 들어, 기판에 형성된 배선 홈을 금속으로 매립하는 다마신 배선 형성 공정에 있어서는, 다마신 배선 형성 후에 기판 연마 장치(CMP 장치)에 의해, 여분의 금속을 연마 제거하여, 기판 표면에 물성이 상이한 다양한 재료막(금속막, 배리어막, 절연막 등)이 형성된다. 이러한 기판 표면에는 CMP 연마에서 사용된 슬러리 잔사나 금속 연마 부스러기(Cu 연마 부스러기 등)가 존재한다. 그로 인해, 기판 표면이 복잡하여 세정이 곤란한 경우 등, 기판 표면의 세정이 충분히 행하여 지지 않은 경우에는 잔사물 등의 영향에 의해 누설이나 밀착성 불량이 발생하여, 신뢰성 저하의 원인이 될 우려가 있다. 따라서, 반도체 기판의 연마를 행하는 CMP 장치에서는, 연마 후에 세정이 행하여진다.
기판의 세정 방법으로서는, 원통 형상의 스펀지 등의 부재(롤 세정 부재)를, 그 중심축이 기판의 표면과 평행해지도록 보유 지지하고, 중심축 주위로 회전시킴으로써, 그 측면으로 기판의 표면을 문질러 기판의 표면을 스크럽 세정하는 롤 세정(예를 들어, 특허문헌 1 참조)이나, 원통 형상의 스펀지 등의 부재(펜슬 세정 부재)를, 그 중심축이 기판의 표면과 수직으로 되도록 보유 지지하고, 그 저면을 기판의 표면에 접촉시켜, 기판을 회전시킴으로써, 기판의 표면을 스크럽 세정하는 펜슬 세정(예를 들어, 특허문헌 2 참조)이 알려져 있다.
이 롤 세정 부재의 표면에는 다수의 작은 원주 형상의 돌기(노듈)가 형성되어 있어, 롤 세정 부재가 기판의 표면과 평행한 축 주위로 회전함으로써, 노듈이 순서대로 기판의 표면을 문질러 기판의 표면을 세정한다. 또한, 스크럽 세정 시에는, 기판 위에 세정액이 공급되지만, 특허문헌 2에는 이 세정액을 세정부에 균일하게 공급하기 위하여, 펜슬 세정 부재의 저면에 슬릿을 형성하고 있다.
도 23은 롤 세정 부재의 노듈이 기판의 표면을 문지르는 상태를 도시하는 도면이다. 또한, 도 24a는 1개의 노듈을 도시하는 사시도이며, 도 24b는 기판에 접촉하고 있지 않은 상태의 노듈의 세정면(기판과 접촉하는 면)을 도시하는 도면이며, 도 24c는 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면이다. 도 24a 내지 도 24c에 있어서, 화살표 a는 롤 세정 부재의 길이 방향(회전축 방향)을 나타내고, 화살표 c는 롤 세정 부재의 표면의 회전 방향(주위 방향)을 나타내고 있다.
도 24a 및 도 24b에 도시한 바와 같이, 1개의 노듈 N은 원주 형상을 갖고, 그 세정면 CF는 원형이다. 그러나, 도 23에 도시한 바와 같이, 이 노듈 N이 롤 세정 부재 R의 회전에 의해 기판 S의 표면(피세정면)에 접촉하면, 찌부러짐과 함께, 기판 S의 표면에 끌려져서 변형되어, 도 24c에 도시한 바와 같이 세정면 CF도 회전 방향으로 찌부러진다. 그렇게 하면, 노듈 N의 세정면 CF에 가해지는 압력은, 도 24c에 도시한 바와 같이 상류측의 에지 부근(도 24c 해칭 부분)에 집중되어, 그 밖의 부분이 세정에의 기여도가 낮아진다.
또한, 저면에 슬릿을 형성한 특허문헌 2에 기재된 펜슬 세정 부재의 저면에 슬릿이 형성되어 있으나, 세정액을 펜슬 세정 부재의 외측으로부터 기판의 표면으로 공급하는 경우에는, 슬릿에 인입한 세정액이 슬릿 내에 체류되어 세정부에 신선한 세정액을 공급할 수 없다는 문제가 있다.
상기에서는 세정 장치에 대하여 설명했지만, 버프 처리 장치에 있어서도 노듈을 갖는 롤 부재나 슬릿을 갖는 펜슬 부재를 사용하여 기판의 표면을 문지르는 처리가 행하여진다. 이 경우에는 상기와 마찬가지의 문제가 발생할 수 있다.
본 발명은, 노듈을 갖는 롤 부재나 슬릿을 갖는 펜슬 부재를 사용하여 기판의 표면을 문지르는 처리를 수반하는 기판 처리(세정 처리나 버프 처리)에 있어서, 그들의 처리 능력을 향상시키는 것을 목적으로 한다.
본 발명의 일 형태 롤 세정 부재는, 기판의 표면을 문질러 기판의 표면을 처리하기 위한 롤 부재이며, 표면에 노듈을 갖고, 상기 노듈이, 상기 롤 부재가 회전함으로써 상기 노듈의 선단면이 상기 기판의 표면에 접촉할 때의 상류측에 위치하는 에지인 상류 에지를, 상기 롤 부재의 회전 방향으로 복수 갖는 구성을 갖고 있다.
이 구성에 의해, 1개의 노듈로 상류 에지가 피세정면을 복수회 문지르게(스크럽하게) 되므로, 1개의 노듈의 세정력이 향상된다.
상기 노듈의 선단면에 슬릿 또는 오목부가 형성됨으로써, 상기 상류 에지가 형성되어도 된다.
상기 롤 부재의 회전 방향으로 인접하는 상기 노듈이 상기 롤 부재의 회전축 방향으로 서로 중복된 중복 부분을 갖고, 상기 슬릿 또는 상기 오목부에 의해 형성되는 상기 상류 에지는, 상기 롤 부재의 회전축 방향으로, 상기 선단면에 있어서의 상기 중복 부분을 제외한 비중복 부분을 커버하는 길이를 갖고 있어도 된다.
이 구성에 의해, 2열의 노듈열이 기판의 피세정면을 문지름으로써, 비중복 부분에 대해서도 2회의 상류 에지가 기판의 피세정면을 문지르게 되어, 비중복 부분에 관한 세정성이 강화된다.
상기 슬릿 또는 상기 오목부는 깊이 방향으로 폭이 좁아지는 형상을 갖고 있어도 된다.
이 구성에 의해, 노듈이 찌부러져 기판의 피세정면에 질질 끌려짐으로써 슬릿이나 오목부가 메워져 버려 상류 에지가 없어질 가능성을 저감시킬 수 있다.
본 발명의 다른 형태의 롤 세정 부재는, 기판의 표면을 문질러 기판의 표면을 처리하기 위한 롤 부재이며, 표면에 노듈을 갖고, 상기 노듈이, 상기 롤 부재의 회전 방향과 비평행하게 연장되는 슬릿 또는 오목부를 갖는 구성을 갖고 있다.
이 구성에 의해, 1개의 노듈에 복수의 상류 에지가 존재하게 되어, 각 상류 에지가 피세정면을 문지르게 되므로, 1개의 노듈의 세정력이 향상된다.
상기 슬릿은, 상기 롤 부재의 회전 방향으로 볼록하게 구부러져 있어도 된다.
이 구성에 의해, 롤 부재의 회전(노듈의 이동)에 의해, 슬릿 내의 오염이 슬릿의 좌우로 긁어내어진다.
본 발명의 일 형태 기판 세정 장치는, 상기한 어느 한 쪽의 롤 세정 부재와, 상기 롤 부재를 회전축 주위로 회전시키는 회전 구동 수단과, 상기 롤 부재의 상기 노듈과 접촉하는 위치에서, 상기 기판의 표면이 상기 롤 부재의 회전축 방향과 평행해지도록, 상기 기판을 보유 지지하는 기판 보유 지지 수단을 구비한 구성을 갖고 있다.
이 구성에 의해서도, 1개의 노듈로 상류 에지가 피세정면을 복수회 문지르게 되므로, 1개의 노듈의 세정력이 향상된다.
본 발명의 일 형태 펜슬 부재는, 저면으로 기판의 표면을 문질러 기판의 표면을 처리하기 위한 펜슬 부재이며, 상기 저면에, 에지부터 에지까지 분기되지 않고 연속된 슬릿을 갖는 구성을 갖고 있다.
이 구성에 의해, 기판의 표면을 문지르는 펜슬 부재의 저면에 슬릿이 형성되어 있으므로, 슬릿의 양측 중 어느 하나가 상류 에지로 되어, 슬릿이 없는 펜슬 부재와 비교하여 기판의 표면을 문지르는 처리 능력이 향상됨과 함께, 그 슬릿이 에지부터 에지까지 분기되지 않고 연속되어 있으므로, 기판의 표면에 공급되는 액체가 슬릿에 들어가기 쉬우면서, 또한 배출되기 쉬워져, 신선한 액체를 슬릿에 공급할 수 있다.
상기 슬릿은 직선상이어도 된다.
이 구성에 의해, 기판의 표면에 공급되는 액체가 슬릿에 의해 들어가기 쉬우면서, 또한 보다 배출되기 쉬워진다.
상기 펜슬 부재에는, 깊이가 상이한 복수의 상기 슬릿이 형성되어 있어도 된다.
복수의 슬릿의 깊이를 조정함으로써, 펜슬 부재에 있어서의 슬릿 사이의 부분의 변형량을 조정할 수 있다. 예를 들어, 중심에 가까운 슬릿을 비교적 깊게 하고, 중심으로부터 먼 슬릿을 비교적 얕게 할 수 있고, 그 반대로도 할 수 있다.
상기 펜슬 부재는, 상기 기판의 표면에 대하여 세정 처리를 행하는 펜슬 세정 부재이며, 연질의 스펀지로 이루어져 있어도 된다.
이 구성에 의해, 기판의 표면을 펜슬 세정 부재로 문지르면서 스크럽 세정을 행할 수 있다.
상기 펜슬 부재는, 상기 기판의 표면에 대하여 버프 처리를 행하는 펜슬 버프 부재이어도 되고, 상기 펜슬 버프 부재는, 기초부와, 기초부의 하면에 설치되고, 상기 저면으로 되는 버프 패드로 이루어져 있어도 된다.
이 구성에 의해, 기판의 표면을 펜슬 버프 부재로 문지르면서 버프 처리를 행할 수 있다.
본 발명의 다른 형태의 기판 처리 장치는, 상기한 어느 한 쪽의 펜슬 부재와, 상기 펜슬 부재를 상기 저면에 수직인 회전축 주위로 회전시키는 회전 구동 수단과, 상기 펜슬 부재의 상기 저면과 접촉하는 위치에서, 상기 기판의 표면이 상기 펜슬 부재의 상기 저면과 평행해지도록, 상기 기판을 보유 지지하는 기판 보유 지지 수단을 구비한 구성을 갖고 있다.
이 구성에 의해서도, 기판의 표면을 문지르는 펜슬 부재의 저면에 슬릿이 형성되어 있으므로, 슬릿의 양측 중 어느 하나가 상류 에지로 되어, 슬릿이 없는 펜슬 부재와 비교하여 기판의 표면을 문지르는 처리 능력이 향상됨과 함께, 그 슬릿이 에지부터 에지까지 분기되지 않고 연속되어 있으므로, 기판의 표면에 공급되는 액체가 슬릿에 들어가기 쉬우면서, 또한 배출되기 쉬워져, 신선한 액체를 슬릿에 공급할 수 있다.
본 발명의 다른 형태의 기판 처리 장치는, 상기한 어느 한 쪽의 펜슬 부재와, 상기 펜슬 부재의 상기 저면과 접촉하는 위치에서, 상기 기판의 표면이 상기 펜슬 부재의 상기 저면과 평행해지도록, 상기 기판을 보유 지지하여 회전시키는 기판 회전 수단을 구비한 구성을 갖고 있다.
이 구성에 의해서도, 기판의 표면을 문지르는 펜슬 부재의 저면에 슬릿이 형성되어 있으므로, 슬릿의 양측 중 어느 하나가 상류 에지로 되어, 슬릿이 없는 펜슬 부재와 비교하여 기판의 표면을 문지르는 처리 능력이 향상됨과 함께, 그 슬릿이 에지부터 에지까지 분기되지 않고 연속되어 있으므로, 기판의 표면에 공급되는 액체가 슬릿에 들어가기 쉬우면서, 또한 배출되기 쉬워져, 신선한 액체를 슬릿에 공급할 수 있다.
본 발명의 일 형태에 의하면, 1개의 노듈로 상류 에지가 기판의 표면을 복수회 문지르게 되므로, 1개의 노듈에 의한 기판의 표면을 문지르는 처리 능력이 향상된다. 또한, 본 발명의 다른 형태에 의하면, 기판의 표면을 문지르는 펜슬 부재의 저면에, 에지부터 에지까지 분기되지 않고 연속된 슬릿이 형성되어 있으므로, 기판의 표면을 문지르는 처리 능력이 향상됨과 함께, 기판의 표면에 공급되는 액체가 슬릿에 들어가기 쉬우면서, 또한 배출되기 쉬워져, 신선한 액체를 슬릿에 공급할 수 있다.
도 1은 본 발명의 제1 실시 형태에 있어서의 세정 장치의 개요를 도시하는 사시도.
도 2는 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재를 도시하는 사시도.
도 3은 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재를 도시하는 정면도.
도 4는 도 3의 A-A 단면도.
도 5a는 본 발명의 제1 실시 형태에 있어서의 노듈의 사시도.
도 5b는 본 발명의 제1 실시 형태에 있어서의 기판과 접촉하고 있지 않은 상태의 노듈의 세정면을 도시하는 도면.
도 5c는 본 발명의 제1 실시 형태에 있어서의 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면.
도 6은 본 발명의 제1 실시 형태에 있어서의 노듈이 기판의 표면을 문지르는 모습을 도시하는 도면.
도 7은 도 6의 부분 확대도
도 8a는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8b는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8c는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8d는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8e는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8f는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 9는 본 발명의 제1 실시 형태에 있어서의 복수의 노듈의 배치와 제2 상류 에지의 관계를 설명하기 위한 도면.
도 10a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 10b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 11a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 11b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 12a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 12b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 13a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 13b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 14는 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재와 노듈에 형성된 슬릿의 방향의 관계의 변형예를 도시하는 도면.
도 15는 본 발명의 제2 실시 형태에 있어서의 기판 세정 장치의 개요를 도시하는 사시도.
도 16은 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 사시도.
도 17a는 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 저면도.
도 17b는 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 정면도.
도 18은 본 발명의 제2 실시 형태에 있어서의 기판과 펜슬 세정 부재의 관계를 도시하는 평면도.
도 19a는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(0도).
도 19b는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(45도).
도 19c는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(90도).
도 19d는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(135도).
도 20a는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(180도).
도 20b는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(225도).
도 20c는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(270도).
도 20d는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(315도).
도 21은 본 발명의 제3 실시 형태에 있어서의 버프 처리 장치의 개요를 도시하는 사시도.
도 22는 본 발명의 제3 실시 형태에 있어서의 펜슬 버프 부재의 종단면도.
도 23은 롤 세정 부재의 노듈이 기판의 표면을 문지르는 모습을 도시하는 도면.
도 24a는 1개의 노듈을 도시하는 사시도.
도 24b는 기판에 접촉하고 있지 않은 상태의 노듈의 세정면을 도시하는 도면.
도 24c는 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면.
도 2는 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재를 도시하는 사시도.
도 3은 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재를 도시하는 정면도.
도 4는 도 3의 A-A 단면도.
도 5a는 본 발명의 제1 실시 형태에 있어서의 노듈의 사시도.
도 5b는 본 발명의 제1 실시 형태에 있어서의 기판과 접촉하고 있지 않은 상태의 노듈의 세정면을 도시하는 도면.
도 5c는 본 발명의 제1 실시 형태에 있어서의 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면.
도 6은 본 발명의 제1 실시 형태에 있어서의 노듈이 기판의 표면을 문지르는 모습을 도시하는 도면.
도 7은 도 6의 부분 확대도
도 8a는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8b는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8c는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8d는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8e는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 8f는 본 발명의 제1 실시 형태에 있어서의 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내는 도면.
도 9는 본 발명의 제1 실시 형태에 있어서의 복수의 노듈의 배치와 제2 상류 에지의 관계를 설명하기 위한 도면.
도 10a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 10b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 11a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 11b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 12a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 12b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 13a는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 13b는 본 발명의 제1 실시 형태에 있어서의 노듈의 변형예를 도시하는 도면.
도 14는 본 발명의 제1 실시 형태에 있어서의 롤 세정 부재와 노듈에 형성된 슬릿의 방향의 관계의 변형예를 도시하는 도면.
도 15는 본 발명의 제2 실시 형태에 있어서의 기판 세정 장치의 개요를 도시하는 사시도.
도 16은 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 사시도.
도 17a는 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 저면도.
도 17b는 본 발명의 제2 실시 형태에 있어서의 펜슬 세정 부재의 정면도.
도 18은 본 발명의 제2 실시 형태에 있어서의 기판과 펜슬 세정 부재의 관계를 도시하는 평면도.
도 19a는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(0도).
도 19b는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(45도).
도 19c는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(90도).
도 19d는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(135도).
도 20a는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(180도).
도 20b는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(225도).
도 20c는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(270도).
도 20d는 본 발명의 제2 실시 형태에 있어서의 세정부의 확대도(315도).
도 21은 본 발명의 제3 실시 형태에 있어서의 버프 처리 장치의 개요를 도시하는 사시도.
도 22는 본 발명의 제3 실시 형태에 있어서의 펜슬 버프 부재의 종단면도.
도 23은 롤 세정 부재의 노듈이 기판의 표면을 문지르는 모습을 도시하는 도면.
도 24a는 1개의 노듈을 도시하는 사시도.
도 24b는 기판에 접촉하고 있지 않은 상태의 노듈의 세정면을 도시하는 도면.
도 24c는 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면.
이하, 본 발명의 실시 형태의 롤 부재, 펜슬 부재 및 그들 중 적어도 어느 한쪽을 포함하는 기판 처리 장치에 대하여, 도면을 참조하면서 설명한다. 또한, 이하에 설명하는 실시 형태는, 본 발명을 실시하는 경우의 일례를 나타내는 것이며, 본 발명을 이하에 설명하는 구체적 구성에 한정하는 것은 아니다. 본 발명의 실시에 있어서는, 실시 형태에 따른 구체적 구성이 적절히 채용되어도 된다.
1. 제1 실시 형태: 롤 세정 부재를 구비한 기판 세정 장치
도 1은 제1 실시 형태에 관한 기판 처리 장치(기판 세정 장치)의 개요를 도시하는 사시도이다. 도 1에 도시한 바와 같이, 기판 세정 장치(10)는 기판 회전 기구로서, 표면을 위로 하여 기판 S의 주연부를 지지하고 기판 S를 수평 회전시키는, 수평 방향으로 이동 가능한 복수개(도 19에서는 4개)의 스핀들(11)(기판 보유 지지 수단)과, 도시하지 않은 롤 홀더에 회전 가능하게 지지되는 상부 롤 세정 부재(롤 스펀지)(12)와, 도시하지 않은 롤 홀더에 회전 가능하게 지지되는 하부 롤 세정 부재(롤 스펀지)(13)를 구비하고 있다. 상부 롤 세정 부재(12) 및 하부 롤 세정 부재(13)는 원주 형상이며, 긴 형상으로 연장되어 있고, 예를 들어 PVA를 포함한다. 또한, 상부 롤 세정 부재(12)는 그 롤 홀더에 의해 기판 S의 표면에 대하여 승강 가능하고, 하부 롤 세정 부재(13)는 그 롤 홀더에 의해 기판 S의 이면에 대하여 승강 가능하다.
상부 롤 세정 부재(12)는 도시하지 않은 구동 기구(회전 구동 수단)에 의해, 화살표 F1로 나타낸 바와 같이 회전하고, 하부 롤 세정 부재(13)는 도시하지 않은 구동 기구에 의해, 화살표 F2로 나타낸 바와 같이 회전한다. 스핀들(11)로 지지하여 회전시키는 기판 S의 상방에 위치하고, 기판 S의 표면에 세정액을 공급하는 2개의 세정액 공급 노즐(14, 15)이 배치되어 있다. 세정액 공급 노즐(14)은, 기판 S의 표면에 린스액(예를 들어, 초순수)을 공급하는 노즐이며, 세정액 공급 노즐(15)은, 기판 S의 표면에 약액을 공급하는 노즐이다.
기판 세정 장치(10)는 스핀들(11)의 상부에 설치한 코마(11a)의 외주측면에 형성한 끼워 맞춤 홈 내에 기판 S의 주연부를 위치시켜 내측에 가압하고 코마(11a)를 회전(자전)시킴으로써, 기판 S를 수평하게 회전시킨다. 이 예에서는, 4개의 코마(11a) 중 2개의 코마(11a)가 기판 S에 회전력을 부여하고, 다른 2개의 코마(11a)는 기판 S의 회전을 받는 베어링의 작용을 하고 있다. 또한, 모든 코마(11a)는 구동 기구에 연결하여, 기판 S에 회전력을 부여하도록 해도 된다.
이와 같이 기판 S를 수평하게 회전시킨 상태에서, 세정액 공급 노즐(14)로부터 기판 S의 표면에 린스액을 공급하면서, 또한 세정액 공급 노즐(15)로부터 기판 S의 표면으로 약액을 공급하면서, 상부 롤 세정 부재(12)를 회전시키면서 하강시켜 회전 중인 기판 S의 표면에 접촉시키고, 이에 의해, 세정액(린스액 및 약액)의 존재 하에서, 기판 S의 표면을 상부 롤 세정 부재(12)로 스크럽 세정한다.
상부 롤 세정 부재(12) 및 하부 롤 세정 부재(13)의 길이는, 모두 기판 S의 직경보다 약간 길게 설정되어 있다. 상부 롤 세정 부재(12) 및 하부 롤 세정 부재(13)는 그 중심축(회전축) O1 및 O2가 기판 S의 중심축(즉 회전 중심) OS와 거의 직교하면서, 또한 기판 S의 직경의 전체 길이에 걸쳐 연장되도록 배치된다. 이에 의해, 기판 S의 표리의 전체 표면이 동시에 세정된다.
도 2는 본 실시 형태의 롤 세정 부재를 도시하는 사시도이며, 도 3은 본 실시 형태의 롤 세정 부재를 도시하는 정면도이며, 도 4는 도 3의 A-A 단면도이다. 도 2 내지 도 4에 도시한 바와 같이 그 표면에 노듈을 갖는 롤 세정 부재(50)는 도 1의 상부 롤 세정 부재(12)에 채용할 수 있고, 또한 하부 롤 세정 부재(13)에 채용할 수도 있고, 그 양쪽에 채용할 수도 있다.
도 2 내지 4에 도시한 바와 같이, 롤 세정 부재(50)는 원주 형상의 코어재(51)와, 코어재(51)의 외주면에 고정된 통 형상의 스펀지 부재(52)로 이루어진다. 스펀지 부재(52)는 원주의 표면인 기면(53)으로부터 노듈(54)이 돌출된 형상을 갖고 있다. 복수의 노듈(54)은, 롤 세정 부재(50)의 회전축 방향(길이 방향) a에 평행하게 배열된 복수의 직선상으로 배열되어 있다. 이들 직선은 주위 방향으로 등간격으로 이격되어 있다. 주위 방향으로 인접하는 노듈(54)은 서로 회전축 방향으로 반피치 어긋나 있다. 따라서, 도 4에 도시한 바와 같이, 길이 방향에 수직인 면에서의 단면도를 보면, 복수의 노듈(54)은 주위 방향으로 동일한 각도 간격으로 배열되어 있다. 또한, 복수의 노듈의 이러한 배치는 일례에 지나지 않고, 다른 배치가 채용되어도 된다.
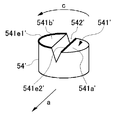
도 5a는 본 실시 형태의 노듈 사시도이며, 도 5b는 본 실시 형태의 기판과 접촉하고 있지 않은 상태의 노듈의 세정면을 도시하는 도면이며, 도 5c는 본 실시 형태의 기판과 접촉하고 있는 상태의 노듈의 세정면을 도시하는 도면이다. 도 2 내지 도 4에 도시하면서, 또한 도 5a 내지 도 5c에 상세하게 도시한 바와 같이, 각 노듈(54)은, 세정면(541)에 슬릿(542)을 갖고 있다. 또한, 도 2 및 도 3에 도시한 롤 세정 부재(50)에서는 모든 노듈(54)이 슬릿(홈)(542)을 갖고 있지만, 롤 세정 부재(50)에 설치된 복수의 노듈(54) 중 일부의 노듈(54)만이 슬릿(542)을 갖고 있어도 된다.
슬릿(542)은, 롤 세정 부재(50)의 회전 방향 c와 수직인 방향, 즉 롤 세정 부재(50)의 회전축 방향 a에 평행하게 연장되어 있다. 도 4 및 도 5a에 도시한 바와 같이, 슬릿(542)은 깊어짐에 따라 폭이 좁아지는 테이퍼 형상을 갖고 있으며, 그 단면은 역삼각형(V자형)이다.
롤 세정 부재(50)가 회전함으로써 노듈의 세정면(541)이 기판 S의 피세정면에 접촉할 때에, 기판 S의 피세정면에 최초로 접촉하는 에지를 이하에서는 「상류 에지」라고 한다. 이 상류 에지로 되는 측(상류측)은, 「돌입측」이라고도 표현할 수 있고, 이에 대해 하류측은, 「릴리프측」이라고 할 수도 있다.
슬릿(542)을 형성함으로써, 종래 원주 형상이었던 노듈의 세정면(541)의 일부가 제거되어 있다. 이에 의해, 롤 세정 부재(50)의 회전 방향 c로는 복수의 상류 에지가 존재하게 된다. 구체적으로는, 도 5a 내지 도 5c에 도시한 바와 같이, 1개의 노듈(54)은 제1 상류 에지(541e1)와, 그것보다도 회전 방향 c의 하류에 있는 제2 상류 에지(541e2)를 갖고 있다.
상술한 바와 같이, 세정면(541)의 상류 에지 부근에 있어서 다른 부분과 비교하여 세정력이 높아지지만, 도 5c에 도시한 바와 같이 본 실시 형태의 노듈(54)은 회전 방향 c로 복수의 상류 에지를 가지므로, 세정력이 높은 영역(도 5c의 해칭 부분)이 복수 생기게 된다. 이에 의해, 기판 S는, 1개의 노듈(54)이 그 피세정면을 문지를 때에, 세정력이 높은 상류 에지가 2회 문지르므로, 1개의 노듈(54)의 세정력이 종래의 노듈과 비교하여 향상된다.
이와 같이, 노듈(54)에 슬릿(542)을 형성한 목적은, 제2 상류 에지(541e2)를 형성하는 것에 있다. 따라서, 슬릿(542)의 폭이나 깊이는, 노듈(54)이 회전하면서 기판 S의 피세정면을 문지를 때에 노듈(54)이 회전 방향 c로 찌부러짐으로써, 세정면(541)으로 이 슬릿(542)이 채워져 버리지 않도록 설계된다.
구체적으로는, 슬릿(542)의 폭이 지나치게 좁으면서, 또한 깊이가 지나치게 깊으면, 노듈(54)이 기판 S의 피세정면을 문지를 때에 회전 방향 c로 찌부러져 슬릿(542)이 채워져 버리므로, 슬릿(542)의 형상은, 이러한 상황이 발생하지 않을 정도로 넓고 얕게 설계된다. 예를 들어, 노듈(54)의 높이가 5㎜이며, 직경이 7㎜일 때에 슬릿(542)은 세정면(541)에 있어서의 폭이 1㎜ 정도, 깊이가 세정면(541)으로부터 2㎜ 정도로 설계된다. 또한, 슬릿(542)은 상기한 바와 같이 깊이 방향으로 서서히 폭이 좁아지는 V자형을 갖고 있으므로, 슬릿(542)이 채워지는 변형이 어렵게 되어 있다.
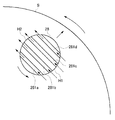
도 6은 노듈이 기판 S의 표면을 문지르는 모습을 도시하는 도면이다. 도 6은, 도 23에 대응하고 있다. 또한, 도 7은, 도 6의 부분 확대도이다. 도 6 및 도 7에 도시한 바와 같이, 1개의 노듈(54)에 있어서, 제1 상류 에지(541e1)와 그 하류측에 있는 제2 상류 에지(541e2)가 순서대로 기판 S를 문지르게 된다.
이때, 기판 S의 표면 위의 비교적 큰 파티클 P는, 제1 상류 에지(541e1)로 긁어내어지고, 비교적 작은 파티클 p는 제2 상류 에지(541e2)로 긁어내어진다. 즉, 제1 상류 에지(541e1)는 초벌 세정을 행하고, 그에 이어지는 제2 상류 에지(541e2)는 정밀 세정을 행한다. 또한, 도 6에 도시한 바와 같이 제1 상류 에지(541e1)에는 충분한 액체 L이 존재하고, 제2 상류 에지(541e2)에도 액체 L이 존재한다.
1개의 노듈(54)에 있어서, 제1 상류 에지(541e1)와 그 하류측에 있는 제2 상류 에지(541e2)가 순서대로 기판 S를 문지름으로써, 슬릿(542)이 없는 종래의 원통형의 노듈이 많이 있는 경우에 비하여, 우수한 세정 효과를 갖는다. 그것은 이하의 이유에 의한다. 먼저, 원통형의 노듈의 수를 증가시키면, 1개의 노듈의 크기는 작아져, 변형되기 쉬워지기 때문에, 기판에 부여하는 물리력이 작아진다. 또한, 제1 상류 에지(541e1)와 제2 상류 에지(541e2)가 기판을 연속적으로 문지르므로, 파티클의 재부착이 억제된다.
회전 방향으로 2개의 상류 에지를 형성하기 위한 노듈(54)의 구성은 상기한 것에 한정되지 않는다. 도 8에는, 회전 방향으로 2개의 상류 에지가 형성되어 있는 노듈의 세정면의 다른 예를 나타내고 있다. 도 8a 내지 도 8c는 상기한 실시 형태와 마찬가지로, 세정면에 슬릿이 형성되어 있는 예이며, 도 8d 내지 도 8f는 세정면에 오목부가 형성되어 있는 예이다.
구체적으로는, 도 8a의 예에서는, 세정면(5411)에, 회전축 방향 a에 평행한 2개의 슬릿(5421a, 5421b)이 형성되어 있다. 이에 의해, 회전 방향 c로 3개의 상류 에지(5411e1 내지 5411e3)가 형성되어 있다. 이와 같이, 도 8a의 예에서는 3개의 상류 에지(5411e1 내지 5411e3)를 가지므로, 세정력이 보다 향상된다.
도 8b의 예에서는, 세정면(5412)에 회전 방향 c로 볼록한 원호 형상의 만곡 슬릿(5422)이 형성되어 있다. 그 결과, 상류 에지(5412e1) 외에, 회전 방향 c로 볼록한 원호 형상의 만곡된 상류 에지(5412e2)가 형성되어 있다. 이 구성에 의해서도, 2개의 상류 에지(5412e1, 5412e2)가 형성되어 있어, 종래의 노듈에 대하여 세정력이 향상된다.
도 8c의 예에서는, 세정면(5413)에 회전 방향 c로 볼록하게 절곡된 く 글자의 슬릿(5423)이 형성되어 있다. 바꾸어 말하면, 도 8c의 예에서는, 각도가 서로 상이한 2개의 슬릿이 중심에서 연결되어 있다. 그 결과, 상류 에지(5413e1) 외에, 회전 방향 c로 볼록하게 절곡된 く 형상의 상류 에지(5413e2)가 형성되어 있다. 이 구성에 의해서도, 2개의 상류 에지(5413e1, 5413e2)가 형성되어 있어, 종래의 노듈에 대하여 세정력이 향상된다.
도 8b 및 도 8c의 예에서는, 슬릿(5422) 및 슬릿(5423)이 회전 방향 c에 대하여 볼록한 형상을 갖고 있으므로, 회전에 의해 슬릿 내의 오염이 슬릿의 좌우로 긁어내어진다.
도 8d의 예에서는, 세정면(5414)에 양단부가 사다리꼴 형상이며 회전축 방향 a로 긴 형상의 오목부(5424)가 형성되어 있다. 이 구성에 의해, 세정면(5414)의 상류측의 에지인 상류 에지(5414e1) 외에, 오목부(5424)의 하류측의 에지가 상류 에지(5414e2)로 되어, 세정력이 향상된다.
도 8e의 예에서는, 세정면(5415)에, 양단부가 원호 형상이며 회전축 방향 a로 긴 형상의 오목부(5425)가 형성되어 있다. 이 구성에 의해, 세정면(5415)의 상류측의 에지인 상류 에지(5415e1) 외에, 오목부(5425)의 하류측의 에지가 상류 에지(5415e2)로 되어, 세정력이 향상된다.
도 8f의 예에서는, 세정면(5416)이 진원이 아니라, 길이 방향이 회전축 방향 a에 평행한 타원 형상이다. 타원 형상의 세정면(5416)에는 양단이 직사각형 형상이며 회전축 방향 a로 긴 형상의 오목부(5426)가 형성되어 있다. 이 구성에 의해서도, 세정면(5416)의 상류측의 에지인 상류 에지(5416e1) 외에, 오목부(5426)의 하류측의 에지가 상류 에지(5416e2)로 되어, 세정력이 향상된다. 이와 같이, 노듈의 세정면의 형상은, 진원에 한하지 않고, 타원, 타원, 그 밖의 다각형을 포함하는 임의의 형상이어도 된다.
이상, 도 8a 내지 도 8f에 도시한 바와 같이, 세정면(5415)의 상류측의 에지인 상류 에지 외에, 회전 방향 c로 한층 더한 상류 에지를 형성하기 때문에, 다양한 형상의 슬릿이나 오목부를 형성할 수 있다. 도 5 및 도 8a 내지 도 8e의 예에 있어서, 슬릿이나 오목부는, 모두 회전 방향 c에 비평행하게 연장되어 있다. 여기서, 제2 상류 에지의 회전축 방향 a의 길이에 대하여, 재차 설명한다.
도 9는 복수의 노듈의 배치와 제2 상류 에지의 관계를 설명하기 위한 도면이다. 상술한 바와 같이, 본 실시 형태의 롤 세정 부재(50)에서는, 복수의 노듈(54)이 회전축 방향 a로 등간격으로 배열되어 있고, 회전 방향 c로 인접하는 노듈(54)끼리는, 회전축 방향 a로 반피치 어긋나 있다. 또한, 인접하는 열의 노듈(54)은 회전축 방향 a로 서로 일부 중복되어 있다. 즉, 노듈(54)의 직경 L4와, 노듈의 반 피치 L5는 L4>L5의 관계에 있다.
중복되는 폭 L2는 L2=L4-L5로 된다. 이 중복 부분에서는, 도 9의 상측 노듈(54)에 의해서도 기판 S를 문지르고, 하측의 노듈(54)에 의해서도 기판 S를 문지르게 된다. 이에 반하여, 비중복 부분(그 폭은 L1=L4-2×L2)은, 제2 상류 에지가 없는 경우에는 도 9의 상측 노듈(54) 및 하측의 노듈(54) 중 어느 한쪽에 의해서만 기판 S를 문지르게 된다.
따라서, 제2 상류 에지의 폭 L3은, 이 비중복 부분의 폭 L1보다 큰 것이 바람직하다. 즉, 회전 방향 c로 인접하는 노듈(54)이 회전축 방향 a로 서로 중복된 부분을 갖는 경우에는, 제2 상류 에지는 비중복 부분을 덮기만 한 회전축 방향 a의 길이를 갖고 있는 것이 바람직하다. 이 구성에 의해, 2열의 노듈이 통과함으로써, 비중복 부분에 대해서도 2회의 상류 에지가 통과하게 되어, 비중복 부분에 관한 세정성이 강화된다.
이어서, 도 10 내지 도 13을 참조하여, 슬릿의 변형예를 설명한다. 상기한 실시 형태에서는, 슬릿이 깊이 방향으로 폭이 좁아지는 V자 형상으로 형성되었지만, 도 10a 및 도 10b에 도시하는 슬릿(5426, 5427)과 같이, 깊이 방향으로 폭이 일정해도 된다. 또한, 슬릿의 바닥은, 도 10a에 도시하는 슬릿(5427)과 같이 원호 형상이어도 되고, 도 10b에 도시하는 슬릿(5428)과 같이 직사각형이어도 된다. 또한, 슬릿뿐만 아니라, 도 8c 내지 도 8f에 도시된 바와 같은 오목부에 대해서도, 그 깊이 방향으로 폭이 좁아지는 형상이어도 되고, 도 10a 및 도 10b에 도시한 바와 같이 깊이 방향으로 폭이 일정해도 된다.
또한, 도 11a 및 도 11b에 도시한 바와 같이 1개의 노듈에 복수의 슬릿이 형성되어 있어도 된다. 이 경우에는, 3개 이상의 상류 에지가 형성되게 된다. 즉, 도 11a의 예에서는, 제1 상류 에지(5419e1), 제2 상류 에지(5419e2), 제3 상류 에지(5419e3)의 3개의 상류 에지가 형성되고, 도 11b의 예에서도 제1 상류 에지(5420e1), 제2 상류 에지(5420e2), 제3 상류 에지(5420e3)의 3개의 상류 에지가 형성되어 있다.
복수의 슬릿의 깊이는 서로 동일해도 되고, 도 11a 및 도 11b에 도시한 바와 같이 서로 상이해도 된다. 도 11a는 상류측의 슬릿(5429a)이 하류측의 슬릿(5429b)보다도 깊은 예를 도시하고 있고, 도 11b는 상류측의 슬릿(5430a)이 하류측의 슬릿(5430b)보다도 얕은 예를 도시하고 있다.
이와 같이, 복수의 슬릿을 형성하는 경우에 있어서, 그들의 깊이를 상이하게 함으로써, 복수의 상류 에지에 의한 기판 S에의 접촉압을 상이하게 할 수 있다. 즉, 도 11a에 도시한 바와 같이, 하류측의 슬릿 쪽이 얕은 경우에는, 보다 하류측에 있는 상류 에지의 접촉압이 강해지고, 도 11b에 도시한 바와 같이 상류측의 슬릿 쪽이 얕은 경우에는 보다 상류측에 있는 상류 에지의 접촉압이 강해진다. 어느 것을 선택할지는, 예를 들어 기판 S의 막의 종류, 제거 대상물, 세정액 등에 따라 적절히 선택할 수 있다.
도 12는 제2 상류 에지를 갖는 노듈의 한층 더한 변형예를 도시하는 도면이다. 도 12a에 도시하는 노듈(54')과 같이, 회전 방향 c로 슬릿(542')의 전후로 세정면(541') 높이가 상이해도 된다. 이 경우, 도 12a에 도시한 바와 같이, 슬릿보다 상류측(처음에 기판 S의 세정면에 접촉하는 측)의 접촉면(541b')이, 슬릿(542')보다 하류측의 접촉면(541a')보다 낮아도 된다. 또한, 도 12b에 도시하는 노듈(54")과 같이, 슬릿(542")보다 하류측의 세정면(541a")의 높이가 슬릿(542")으로부터 하류를 향하여 낮아지는 형상이어도 된다.
이들 노듈(54', 54")에 의하면, 상류측의 제1 상류 에지(541e1', 541e1")가 비교적 강하게 기판 S의 표면을 문지르고, 하류측의 제2 상류 에지(541e2', 541e2")가 비교적 약하게 기판 S의 표면을 문지르게 된다. 또한, 노듈(54")에 의하면, 하류측(릴리프측)의 접촉면(541a")이 비스듬히 커트되어 있고, 기판 S에 대한 접촉압이 약해지면서 노듈(54")이 기판 S로부터 이격되므로, 슬릿(542") 내의 액체의 배출성이 향상된다.
도 13a 및 도 13b는, 제2 상류 에지를 갖는 노듈의 한층 더한 변형예를 도시하는 도면이다. 도 13a 및 도 13b에 도시하는 노듈(54', 54")은, 도 12에 도시한 노듈(54', 54")의 상류측과 하류측을 반대로 한 것이다. 이들 예에 의하면, 상류측의 제1 상류 에지(541e1', 541e1")보다도 하류측의 제2 상류 에지(541e2', 541e2")쪽이 기판 S의 표면에 강하게 접촉하게 된다. 도 12a 및 도 12b에 도시한 바와 같이 상류측의 제1 상류 에지의 접촉압을 강하게 할지, 도 13a 및 도 13b에 도시한 바와 같이 하류측의 제2 상류 에지의 접촉압을 강하게 할지는, 기판 S의 막의 종류, 제거 대상물, 세정액 등에 의해 적당한 쪽을 선택할 수 있다.
도 14는 롤 세정 부재(50)와 노듈(54)에 형성된 슬릿(542)의 방향의 관계의 변형예를 도시하는 도면이다. 도 14에서는 일렬의 노듈(54)만을 도시하고, 다른 도시를 생략하고 있다. 이 예에서는, 노듈(54)의 슬릿(542)이 롤 세정 부재(50)의 축심 방향에 대하여 기울어 있다. 이 경사각 α는, 예를 들어 10 내지 30도로 할 수 있다.
도 14에 있어서의 화살표는, 기판에 대하여 노듈(54)이 이동하는 방향을 나타내고 있다. 도 14에 도시한 바와 같이, 슬릿(542)은 롤 세정 부재(50)의 길이 방향 중심 C에 가까울수록 보다 상류측으로 되도록 기울어 있다. 이 결과, 도 14에서는, 중심 C보다 좌측에 있는 노듈(54)의 슬릿(542)은 좌측으로 상승하게 되고, 중심 C보다 우측에 있는 노듈(54)의 슬릿(542)은 우측으로 상승하게 된다.
이에 의해, 제2 상류 에지가 기판에 접촉할 때에는 롤 세정 부재(50)의 회전축 방향 a의 중심 C측부터 먼저 기판 S에 접촉하게 된다. 그렇다면, 슬릿(542) 내의 오염된 액체는, 노듈(54)의 이동에 의해 롤 세정 부재(50)의 회전축 방향 a의 중심 C로부터 외측을 향하여 슬릿(542)으로부터 배출되게 된다. 또한, 롤 세정 부재(50)의 회전축 방향 a에 대한 슬릿(542)의 경사각 α는 롤 세정 부재(50)의 회전 속도에 따라 설정되어도 된다. 또한, 경사각 α가 롤 세정 부재(50)의 회전축 방향 a로 균일하지 않게, 분포를 갖고 있어도 된다.
2. 제2 실시 형태: 펜슬 세정 부재를 구비한 기판 세정 장치
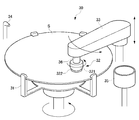
도 15는 제2 실시 형태에 관한 기판 처리 장치(기판 세정 장치)의 개요를 도시하는 사시도이다. 도 15에 도시한 바와 같이, 기판 세정 장치(20)는 기판 회전 기구로서, 표면을 위로 하여 기판 S의 주연부를 지지하고 기판 S를 수평 회전시키는, 수평 방향으로 이동 가능한 복수개(도 15에서는 4개)의 스핀들(21)(기판 보유 지지 수단)과, 승강 가능한 연직 방향으로 연장되는 지주(26)와, 일단부가 지주(26)의 선단에 회전 가능하게 설치되고, 수평 방향으로 연장되는 요동 아암(27)과, 요동 아암(27)의 타단부의 하면에 회전 가능하게 설치된 원주 형상의 펜슬 세정 부재(28)(원주 형상 스펀지)를 구비하고 있다. 또한, 스핀들(21)의 스핀 척(21a)으로 지지하여 회전시키는 기판 W의 상방에 위치하고, 기판 W의 표면에 세정액을 공급하는 2개의 세정액 공급 노즐(24, 25)이 배치되어 있다. 세정액 공급 노즐(24)은, 기판 W의 표면에 린스액(예를 들어, 초순수)을 공급하는 노즐이며, 세정액 공급 노즐(25)은 기판 W의 표면에 약액을 공급하는 노즐이다.
펜슬 세정 부재(28)는 도시하지 않은 보유 지지 부재에 보유 지지되어 요동 아암(27)의 선단의 하면에 회전 가능하게 설치되고, 도시하지 않은 구동 기구에 의해 그 중심축을 회전축으로 하여 회전(자전)한다. 이 회전축은 기판 W에 수직인 축이다. 펜슬 세정 부재(28)는 예를 들어 발포 폴리우레탄, PVA를 포함한다. 요동 아암(27)이 지주(26) 주위로 회전하면, 요동 아암(27)의 선단에 설치된 펜슬 세정 부재(28)는 원호 형상의 궤적을 그리며 기판 W 위를 이동한다. 요동 아암(27)의 선단은 기판 W의 중심 O까지 연장되어 있으므로, 펜슬 세정 부재(28)의 이동 궤적은, 기판 W의 중심 O를 통과한다. 또한, 펜슬 세정 부재(28)는 기판 W의 외주까지 이동된다. 따라서, 요동 아암(27)의 회전에 의한 펜슬 세정 부재(28)의 이동 궤적은, 요동 아암(27)의 길이를 반경으로 하는 원호 형상으로 되고, 그 이동 범위는, 기판 W의 외주로부터 기판 W의 중심 O를 지난 지점까지이다.
기판 회전 기구에 의해 기판 W를 수평하게 회전시킨 상태에서, 세정액 공급 노즐(24)로부터 기판 W의 표면에 린스액을 공급하면서, 또한 세정액 공급 노즐(25)로부터 기판 W의 표면에 약액을 공급하면서, 펜슬 세정 부재(28)를 회전(자전)시키면서, 요동 아암(27)을 회전시킴으로써 펜슬 세정 부재(28)를 공전시켜, 회전 중인 기판 W의 표면에 접촉시키고, 이에 의해 세정액(린스액 및 약액)의 존재 하에서, 기판 W의 표면을 펜슬 세정 부재(28)로 스크럽 세정한다.
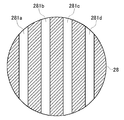
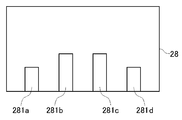
도 16은 펜슬 세정 부재(28)의 사시도이며, 도 17a는 펜슬 세정 부재(18)의 저면도이며, 도 17b는 펜슬 세정 부재(28)의 정면도이다. 도 16 및 도 17a에 있어서, 세정면에는 해칭을 실시하고 있다. 도 16 및 도 17a 및 도 17b에 도시한 바와 같이, 펜슬 세정 부재(28)에는 에지부터 에지까지 연속되는, 서로 평행한 복수개(본 실시 형태에서는 4개)의 슬릿(281a 내지 281d)이 형성되어 있다. 이 슬릿(281a 내지 281d)은 펜슬 세정 부재(28)의 에지부터 에지까지의 사이에 분기되지 않고 형성되어 있다. 또한, 슬릿의 깊이는 펜슬 세정 부재(28)의 중심에 가까운 슬릿일수록 깊어지고 있다. 구체적으로, 본 실시 형태의 펜슬 세정 부재(28)에서는, 내측의 슬릿(281b, 281c)이 외측의 슬릿(281a, 281d)보다도 깊게 형성되어 있다. 또한, 상기한 예에서는, 슬릿(281a 내지 281d)이 모두 폭 일정한 직선상이지만, 이들이 곡선 형상으로 되어 있어도 되고, 폭이 일정하지 않아도 된다.
도 18은 기판 S와 펜슬 세정 부재(28)의 관계를 도시하는 평면도이다. 상술한 바와 같이, 기판 S는 그 중심축 주위로 회전하고, 펜슬 세정 부재(28)는 그 중심축 주위로 회전을 하면서, 기판 S의 중심을 포함하는 반경 방향의 궤도 상을 이동한다. 본 실시 형태에서는, 기판 S의 회전 방향과 펜슬 세정 부재(28)의 회전 방향이 동일하고, 모두 평면에서 보아 반시계 방향으로 회전하고 있는 것으로 한다.
기판 S는 직경 300㎜의 것이어도 되고, 직경 450㎜의 것이어도 된다. 기판 S의 회전수는 250 내지 2000rpm이다. 구체적인 기판 S의 회전 속도는, 스핀들(21)의 사양이나 기판 S의 크기 등을 고려하여 결정된다. 펜슬 세정 부재(28)의 중심축 주위의 회전의 회전 속도는 0 내지 400rpm이며, 전형적으로는 150 내지 300rpm이다. 구체적인 펜슬 세정 부재(28)의 회전 속도는, 기판 S의 크기, 펜슬 세정 부재(28)의 크기 등을 고려하여 결정된다. 펜슬 세정 부재(28)의 요동 속도(요동 아암(27)의 회전 속도)는 2 내지 150㎜/sec이며, 기판 S의 회전 속도, 기판 S의 크기, 펜슬 세정 부재(28)의 회전 속도, 요구되는 스루풋 등을 고려하여 결정된다.
펜슬 세정 부재(28)는 요동 아암(27)의 요동에 의해, 기판 S의 한쪽 에지로부터 기판 S의 중심 O를 거쳐, 다른 쪽 에지까지 평행 이동하는 에지-에지 요동에 의해 기판 S의 표면 전체면을 스크럽 세정해도 된다. 이 경우에, 펜슬 세정 부재(28)가 다른 쪽의 에지에 도달한 후에, 그대로 역방향으로 이동하여 기판 S 내의 O를 거쳐 한쪽 에지로 되돌아가, 이러한 왕복 요동에 의해 기판 S의 표면 전체면을 스크럽 세정해도 되고 또는 다른 쪽 에지에 도달한 후에, 펜슬 세정 부재(28)를 기판 S의 표면으로부터 들어올려, 한쪽 에지의 상방으로 되돌리고, 그 후 다시 펜슬 세정 부재(28)를 기판 S의 표면에 접촉시켜, 요동 아암(27)의 요동에 의해 기판 S의 한쪽 에지로부터 기판 S 내의 O를 거쳐, 다른 쪽 에지까지 평행 이동시킨다는 동작을 반복해도 된다. 1매의 기판 S를 세정하기 위한 요동 아암(27)의 요동 횟수는 1 내지 10회 정도이어도 된다.
또한, 펜슬 세정 부재(28)는 요동 아암(27)의 요동에 의해 기판 S의 중심부터 기판 S의 에지까지 평행 이동하는 센터-에지 요동에 의해 기판 S의 표면 전체면을 스크럽 세정해도 된다. 이 경우에도, 펜슬 세정 부재(28)가 에지에 도달한 후에, 그대로 역방향으로 이동하여 기판 S의 O까지 되돌려도 되고 또는 에지에 도달한 후에, 펜슬 세정 부재(28)를 기판 S의 표면으로부터 들어올려, 기판 S의 중심 O의 상방으로 되돌리고, 그 후 다시 펜슬 세정 부재(28)를 기판 S의 표면에 접촉시켜, 요동 아암(27)의 요동에 의해 기판 S의 중심 O부터 에지까지 평행 이동시킨다는 동작을 반복해도 된다. 이 경우에도, 1매의 기판 S를 세정하기 위한 요동 아암(27)의 요동 횟수는 1 내지 10회 정도이어도 된다.
액체 공급 노즐(24, 25)로부터 각각 기판 S의 중심을 향하여 공급된 액체(순수 및 린스액)는 기판 S의 표면에 착수하여, 공급 방향(기판 S의 중심 방향)의 관성과, 기판 S의 회전에 의한 원심력(기판 S의 에지 방향)에 의해, 도 18에 도시한 바와 같이 회전하는 기판 S의 표면 상을 반경 방향으로 퍼진다. 이와 같이 하여 액체가 공급된 기판 S의 표면 부분이, 기판 S의 회전에 의해 펜슬 세정 부재(28)와 기판 S가 맞스치는 세정부에 도달하고, 이 세정부에 있어서, 순수 및 린스액의 존재 하에서 기판 S가 펜슬 세정 부재(28)에 의해 스크럽 세정된다.
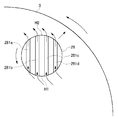
도 19a 내지 도 19d는 세정부의 확대도이다. 도 19a 내지 도 19d에서는 펜슬 세정 부재(28)가 회전하는 모습을 나타내고 있고, 펜슬 세정 부재(28)의 슬릿(281a 내지 281d)도 나타내고 있다. 또한, 도 19a 내지 도 19d의 펜슬 세정 부재(28)에 있어서, 복수의 슬릿(281a 내지 281d)의 한쪽 단부가 형성된 측면을 H1로 하고, 타방측의 단부가 형성된 측면을 H2로 하여 도시하고 있다.
도 19a의 회전각을 0도로 하면, 도 19b, 도 19c, 도 19d는 각각 회전각 45도, 90도, 135도의 상태를 나타내고 있다. 도 19a 내지 도 19d에 도시한 바와 같이, 회전각 0 내지 180도까지는 슬릿(281a 내지 281d)의 측면 H1의 단부로부터 슬릿 내로 액체가 유입되고, 측면 H2의 단부로부터 슬릿 내의 액체가 유출된다. 즉, 펜슬 세정 부재(28)의 회전각이 0 내지 180도에 있을 때는 액체는 각 슬릿(281a 내지 281d) 내를 일정한 방향(측면 H1로부터 측면 H2를 향하는 방향)으로 흐른다.
도 20a 내지 도 20d는 도 19a의 펜슬 세정 부재(28)의 회전각을 0도로 한 경우의, 회전각 180도, 225도, 270도, 315도의 상태를 나타내고 있다. 도 20a 내지 도 20d에 도시한 바와 같이, 펜슬 세정 부재(28)의 회전각이 180 내지 360도에 있을 때는, 액체는 각 슬릿(281a 내지 281d) 내를 일정한 방향(측면 H2로부터 측면 H1을 향하는 방향)으로 흐른다.
도 19a 내지 도 19d 및 도 20a 내지 도 20d로부터 명백해진 바와 같이, 펜슬 세정 부재(28)가 1회전하는 사이의 절반에서는, 액체는 슬릿(281a 내지 281d) 내를 측면 H1로부터 측면 H2를 향하여 흐르고, 나머지의 절반에서는, 액체는 슬릿(281a 내지 281d) 내를 역방향, 즉 측면 H2로부터 측면 H1을 향하여 흐른다. 이에 의해, 슬릿 내의 액체는 충분히 유통되어, 항상 신선한 액체가 슬릿 내에 공급되게 된다.
또한, 본 실시 형태의 펜슬 세정 부재(28)에서는, 저면에 한쪽의 에지부터 다른 쪽 에지까지 분기되지 않고 슬릿(281a 내지 281d)이 형성되어 있으므로, 슬릿 내에 인입된 액체가 갈라짐으로써 배출측에 도달할 수 없어 슬릿 내에 체류되지 않는다. 이 점에서도, 슬릿 내에 항상 신선한 액체가 공급되게 된다.
또한, 펜슬 세정 부재(28)의 저면에 슬릿(281a 내지 281d)을 형성한 것으로, 그 양측에 에지가 형성되어 있다. 펜슬 세정 부재(28)는 그 중심축 주위로 회전함과 함께 기판 S의 반경 방향으로 평행 이동하면서, 또한 기판 S도 그 중심축 주위로 회전하고 있으므로, 슬릿(281a 내지 281d)의 어느 한쪽의 부분이 상류 에지로 될지는 변동되지만, 어떤 경우든 각 슬릿(281a 내지 281d)의 양측의 에지 중 어느 하나가 상류 에지로 된다. 이에 의해, 제1 실시 형태와 마찬가지의 원리에 의해, 슬릿(281a 내지 281d)을 형성하지 않는 경우와 비교하여, 세정력이 향상된다.
상기한 실시 형태에서는, 펜슬 세정 부재(28)를 기판 S와 동일한 방향으로 회전시키고 있다. 이 경우에는, 펜슬 세정 부재(28)와 기판 S가 접촉하는 세정부 중 기판 S의 반경 방향의 외측에서, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 동일 방향(순방향 또는 팔로우 방향)으로 이동하고, 세정부 중 기판의 반경 방향의 내측에서, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 역방향(대항 방향 또는 카운터 방향)으로 이동하게 된다. 세정부에 있어서, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 대항 방향으로 이동하는 부분(기판 S의 반경 방향의 내측)에서는 세정력이 비교적 높아지고, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 순방향으로 이동하는 부분(기판 S의 반경 방향의 외측)에서는 세정력이 비교적 낮아진다.
또한, 펜슬 세정 부재(28)를 기판 S와 역방향으로 회전시켜도 된다. 이 경우에는, 세정부 중 기판 S의 반경 방향의 외측에서, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 역방향으로 이동하고, 세정부 중 기판 S의 반경 방향의 내측에서, 기판 S의 표면과 펜슬 세정 부재(28)의 저면이 순방향으로 이동한다. 따라서, 세정부 중 기판 S의 반경 방향의 외측에서, 세정력이 비교적 높아지고, 세정부 중 기판 S의 반경 방향의 내측에서, 세정력이 비교적 약해진다.
또한, 펜슬 세정 부재(28)는 회전시키지 않아도 된다. 이 경우, 도 19a 및 도 20a, 혹은 도 19c 및 도 20c에 도시한 바와 같이, 슬릿(281a 내지 281d)이 기판 S의 반경 방향과 원주 방향 중 어디에도 각도를 이루는 방향에서 펜슬 세정 부재(28)를 고정해도 된다. 이들 경우에는, 액체는 기판 S의 회전의 상류측으로부터 슬릿(281a 내지 281d) 각각에 들어가고, 반대측으로부터 배출된다.
도 19a 및 도 20a의 방향에서 고정한 경우에는, 각 슬릿(281a 내지 281d)의 좌측의 에지가 상류 에지로 되어, 세정력 향상에 공헌하게 된다. 또한, 도 19c 및 도 20c의 방향에서 고정한 경우에는, 각 슬릿(281a 내지 281d)의 상측의 에지가 상류 에지로 되어, 세정력 향상에 공헌하게 된다. 이와 같이, 도 19a 및 도 20a, 혹은 도 19c 및 도 20c의 방향에서 펜슬 세정 부재(28)의 방향을 고정시킨 경우에는 슬릿 내의 액체의 유통 및 복수의 상류 에지에 의한 세정력의 향상의 어느 장점이든 얻을 수 있다.
펜슬 세정 부재(28)를 회전시키지 않는 경우에 있어서, 도 19b 및 도 20b에 도시한 바와 같이 슬릿(281a 내지 281d)이 기판 S의 반경 방향과 대략 직각이면서, 또한 원주 방향과 대략 평행해지는 방향에서 펜슬 세정 부재(28)를 고정해도 된다. 이 경우에는, 복수의 상류 에지에 의한 세정력의 향상에 대해서는, 펜슬 세정 부재(28)의 기판 S의 반경 방향으로의 이동(요동)분에 대해서밖에 기대할 수 없지만, 각 슬릿(281a 내지 281d) 내의 액체의 흐름이 원활하여, 각 슬릿(281a 내지 281d)에 신선한 액체를 공급한다는 점에서 다른 예와 비교하여 유리하다.
또한, 펜슬 세정 부재(28)를 회전시키지 않는 경우에 있어서, 도 19d 및 도 20d에 도시한 바와 같이 슬릿(281a 내지 281d)이 기판 S의 반경 방향과 대략 평행하면서, 또한 원주 방향과 대략 수직으로 되는 방향에서 펜슬 세정 부재(28)를 고정해도 된다. 이 경우에는, 각 슬릿(281a 내지 281d) 내에서의 액체의 유통에 대해서는, 펜슬 세정 부재(28)의 기판 S의 반경 방향으로의 이동(요동)에 의한 것이 지배적이 되지만, 복수의 상류 에지에 의한 세정력의 향상의 관점에서는 다른 예와 비교하여 유리하다.
또한, 상기한 실시 형태에서는, 펜슬 세정 부재(28)의 저면에 4개의 슬릿을 형성했지만, 펜슬 세정 부재(28)의 저면에 형성하는 슬릿은 1 내지 3개이어도 되고, 4개보다 많아도 된다. 또한, 상기한 바와 같이 에지부터 에지까지 분기되지 않고 형성된 슬릿 외에, 예를 들어 원형의 오목부 등의 다른 오목부를 형성해도 된다.
3. 제3 실시 형태: 펜슬 버프 부재를 구비한 기판 세정 장치
상기한 제1 및 제2 실시 형태에서는, 본 발명이 기판 세정 장치에 응용되는 예를 설명했지만, 본 발명은 연마 후의 기판에 대하여 버프 처리를 행하는 버프 처리 장치에 응용하는 것도 가능하다. 즉, 본 발명은, PVA와 같은 연질의 스펀지 재료를 사용한 기판 세정 장치뿐만 아니라, 버프 처리 장치에도 적용할 수 있다. 여기서, 버프 처리에는 버프 연마 처리 및 버프 세정 처리 중 적어도 한쪽이 포함된다. 버프 처리 장치는, 연마 장치와 일체로 된 장치이어도 되고, 연마 장치와는 독립된 장치이어도 된다.
버프 연마 처리란, 기판에 대하여 버프 패드를 접촉시키면서 기판과 버프 패드를 상대 운동시켜, 기판과 버프 패드 사이에 슬러리(연마액)를 개재시킴으로써 기판의 처리면을 연마 제거하는 처리이다. 버프 연마 처리는, 통상은 기판의 표면의 요철을 평탄화하거나, 트렌치나 비아 등의 내부 이외의 표면에 형성된 여분의 막을 제거하거나 할 목적으로 행하는 주연마 후에, 소위 처리 연마로서 행하여지는 처리이다. 버프 연마 처리에 의해, 기판 표면의 스크래치나 이물을 제거하거나, 주연마로 제거할 수 없었던 개소를 추가 제거하거나 또는 주연마 후의 모폴로지를 개선하거나 할 수 있다.
한편, 버프 세정 처리란, 기판에 대하여 버프 패드를 접촉시키면서 기판과 버프 패드를 상대적으로 운동시켜, 기판과 버프 패드 사이에 세정 처리액(약액, 순수)을 개재시킴으로써, 기판의 표면 이물을 제거하거나, 기판의 표면을 개질하거나 하는 마무리 처리이다. 이 버프 세정 처리에서는, PVA와 같은 연질의 스펀지 재료를 사용한 세정보다도 기판에 강한 물리적 작용력을 작용시킨다. 버프 세정 처리에 의해, PVA를 포함하는 스펀지 재료를 접촉시키는 것만으로는 제거할 수 없는 점착성이 큰 이물 등을 효과적으로 세정 제거할 수 있다.
도 21은 제3 실시 형태의 버프 처리 장치의 개요를 도시하는 사시도이다. 버프 처리 장치(30)는 기판 S를 보유 지지하여 필요한 회전수로 수평 회전하는 스핀 척(31)과, 표면에 미세한 구멍이 형성된 발포 폴리우레탄을 포함하는 세정 부재를 부착한 회전 가능한 펜슬 버프 부재(32)와, 선단에 펜슬 버프 부재(32)를 보유 지지하는 승강 가능한 요동 아암(33)과, 기판 S의 표면에 세정액을 분사하는 세정액 노즐(34)과, 세정구를 세정하는 세정 컵(35)으로 구성되어 있다. 펜슬 버프 부재(32)는 회전축(36)에 의해 요동 아암(33)의 선단 부분에 지지되고, 소정 회전수로 회전하도록 되어 있다. 펜슬 버프 부재(32)는 회전축(36)에 고정된 기초부(321)와, 그 하방에 설치되고, 펜슬 버프 부재(32)의 저면을 형성하는 버프 패드(322)로 이루어진다.
기판은 린스 세정 또는 브러시 세정에 의한 스크럽 세정의 공정을 거쳐, 비교적 큰 파티클을 떨어뜨린 후에 버프 처리 장치(30)에 반입된다. 기판 S는, 표면을 상향으로 노출되어 스핀 척(31)으로 보유 지지된다. 보유 지지된 기판 S를 소정 회전수로 회전시키는 동시에 세정액 노즐(34)로부터 세정액을 기판 S의 중심을 향하여 분사한다.
요동 아암(33)은, 펜슬 버프 부재(32)를 세정 컵(35) 내에 수용한 하강 위치를 초기 위치로 하고, 펜슬 버프 부재(32)는 세정액이 채워진 세정 컵(35) 내에서 회전하여, 셀프 클리닝을 행하게 되어 있다. 초기 위치에 있는 요동 아암(33)은 펜슬 버프 부재(32)의 회전을 정지하고, 상승하여, 아암 선단부의 펜슬 버프 부재(32)를 세정 컵(35)으로부터 취출하고, 기판 S의 중심까지 요동 아암(33)을 이동시킨 후, 요동 아암(33)의 하강에 의해 펜슬 버프 부재(32)에 저면을 기판 S의 표면에 가압한다. 이때, 펜슬 버프 부재(32)는 기판 S에 접촉하기 직전에 소정 회전수로 회전을 시작한다.
스핀 척(31)으로 지지되어 회전하는 기판 S의 표면에 접촉하고, 독립적으로 회전축(36)의 주위로 회전하는 펜슬 버프 부재(32)의 버프 패드(322)를 요동 아암(33)에 의해 기판 S에 눌러, 펜슬 버프 부재(32)를 기판 S의 중심부부터 외주부까지 소정의 속도로 요동시켜 기판 S의 표면을 스크럽 세정한다. 기판 S의 외주까지 요동한 요동 아암(33)을 요동 정지 후, 상승시켜 펜슬 버프 부재(32)를 기판 S의 표면으로부터 이격하여, 1사이클의 동작으로 한다. 상기한 세정 동작은 기판 S의 외주부에서 상승 위치에 있는 요동 아암(33)을 다시 기판 S의 중심 위치로 이동시킴으로써 반복하여 행할 수 있다.
상기 동작을 1회 이상 행한 후, 세정액 노즐(34)로부터의 세정액을 정지하고, 요동 아암(33)을 이동시켜 펜슬 버프 부재(32)를 세정 컵(35)의 상방 위치까지 이동한 후, 하강시켜 펜슬 버프 부재(32)를 세정 컵(35) 내에서 회전시켜 셀프 클리닝하여 세정 동작이 종료된다.
세정이 종료된 직후에, 건조된 불활성 가스 분위기 중에서, 스핀 척(31)을 고속으로 회전시킴으로써, 세정된 기판 S를 스핀 건조한다. 요동 아암(33)을 기판 S의 중심 위치로부터 외주부로 이동하여 세정하는 것은, 기판 S가 스핀 척(31)에 의해 회전되어져, 기판 S의 표면에 존재하는 오염 물질이나 파티클은 회전에 의한 원심력을 받기 때문에, 원심력이 작용하는 방향과 동일한 방향으로 긁어내기 때문이다.
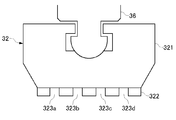
도 22는 버프 처리 장치(30)의 펜슬 버프 부재(32)의 종단면도이다. 펜슬 버프 부재(32)는 회전축(36)의 하단부에 설치되어 있고, 펜슬 버프 부재(32)는 기초부(321)와 기초부(321)의 하면에 접착된 버프 패드(322)로 구성되어 있다. 버프 패드(322)는 폴리싱용 연마포를 사용하여, 적당한 크기로 잘라 기초부(321)의 하면에 부착되어 있다. 폴리싱용 연마포는, 그 이면이 접착 가능한 시일로 되어 있기 때문에 이것을 이용하여 부착한다. 기초부(321)는 회전축(36)과 구면에서 접촉하고 있으며, 연마포는 기판 S가 기울어도 균일하게 접촉하도록 구성되어 있다.
버프 패드(322)는 일반적으로 기판을 경면이면서 또한 평탄하게 연마하는 폴리싱에 사용되고 있는 연마포이며, 시장에서 입수할 수 있는 것이다. 예를 들어 경질 발포 폴리우레탄과 부직포를 적층한 패드(구체적으로는, 예를 들어 시장에서 입수할 수 있는 IC1000(등록 상표)/SUBA(등록 상표)의 변형)이나, 스웨드 타입 패드(구체적으로는, 예를 들어 시장에서 입수할 수 있는 Supreme(등록 상표)) 등을 사용할 수 있다. 발포 폴리우레탄은, 포러스(다공질상)로 되어 있어, 그 표면에 다수의 미세한 패임 또는 구멍을 갖고 있다.
본 실시 형태에서는, 펜슬 버프 부재(32)의 저면에, 제2 실시 형태와 마찬가지로, 복수개(본 실시 형태에서는 4개)의 슬릿(323a 내지 323d)이 형성되어 있다. 이들 슬릿(323a 내지 323d)은, 펜슬 버프 부재(32)의 에지부터 에지까지, 분기되지 않고 형성되어 있다. 슬릿(323a 내지 323d)은 일정한 폭으로 직선상으로 형성되어 있다. 슬릿의 깊이는, 도 22에 도시한 바와 같이 버프 패드(322)의 두께와 동일해도 되고, 또는 그것보다 깊어도 얕아도 된다.
펜슬 버프 부재(32)에 일방향의 슬릿(323a 내지 323d)을 형성함으로써, 버프 패드(322) 하의 처리액(슬러리나 세정 처리액)의 공급, 배출이 촉진된다. 버프 패드(322) 하에서 처리액이 체류되면, 버프 연마에 있어서는 스크래치가 발생하여, 버프 세정에서는 기판을 오염시켜 버리게 되지만, 액체의 공급 및 배출이 촉진됨으로써, 버프 연마에서는 스크래치가 발생하는 것을 방지할 수 있어, 버프 세정으로는 세정 효과를 높일 수 있다.
처리액은, 액 공급 노즐(34)로부터의 공급 외에, 요동 아암(33), 회전축(36), 펜슬 버프 부재(32)의 기초부(321) 및 버프 패드(322)의 중앙에 개구부를 형성하고, 그 개구부를 통하여 연통되어 있는 액 공급 라인을 통하여 버프 패드(322)의 중앙으로부터도 공급해도 된다.
<산업상 이용가능성>
본 발명은, 1개의 노듈로 상류 에지가 피세정면을 복수회 문지르게 되므로, 1개의 노듈의 세정력이 향상된다는 효과, 또는 기판의 표면을 문지르는 펜슬 부재의 저면에, 에지부터 에지까지 분기되지 않고 연속된 슬릿이 형성되어 있으므로, 기판의 표면을 문지르는 처리 능력이 향상됨과 함께, 기판의 표면에 공급되는 액체가 슬릿에 들어가기 쉬우면서, 또한 배출되기 쉬워져, 신선한 액체를 슬릿에 공급할 수 있다는 효과를 갖고, 기판의 표면을 문지름으로써 기판의 표면을 처리하는 롤 부재 또는 펜슬 부재 등으로서 유용하다.
10 기판 세정 장치
11 스핀들(기판 보유 지지 수단)
12 상부 롤 세정 부재
13 하부 롤 세정 부재
50 롤 세정 부재
52 스펀지 부재
54 노듈
541 세정면
542 슬릿
541e1, 541e2 상류 에지
20 기판 세정 장치
21 스핀들(기판 보유 지지 수단)
24, 25 세정액 공급 노즐
27 요동 아암
28 펜슬 세정 부재
281a 내지 281d 슬릿
30 버프 처리 장치
31 스핀 척
32 펜슬 버프 부재
321 기초부
322 버프 패드
323a 내지 323d 슬릿
33 요동 아암
34 세정액 노즐
36 회전축
11 스핀들(기판 보유 지지 수단)
12 상부 롤 세정 부재
13 하부 롤 세정 부재
50 롤 세정 부재
52 스펀지 부재
54 노듈
541 세정면
542 슬릿
541e1, 541e2 상류 에지
20 기판 세정 장치
21 스핀들(기판 보유 지지 수단)
24, 25 세정액 공급 노즐
27 요동 아암
28 펜슬 세정 부재
281a 내지 281d 슬릿
30 버프 처리 장치
31 스핀 척
32 펜슬 버프 부재
321 기초부
322 버프 패드
323a 내지 323d 슬릿
33 요동 아암
34 세정액 노즐
36 회전축
Claims (14)
- 기판의 표면을 문질러 기판의 표면을 처리하기 위한 롤 부재이며,
표면에 노듈을 갖고,
상기 노듈이, 상기 롤 부재가 회전함으로써 상기 노듈의 선단면이 상기 기판의 표면에 접촉할 때의 상류측에 위치하는 에지인 상류 에지를, 상기 롤 부재의 회전 방향으로 복수 갖는 것을 특징으로 하는, 롤 부재. - 제1항에 있어서, 상기 노듈의 선단면에 슬릿 또는 오목부가 형성됨으로써, 상기 상류 에지가 형성되는 것을 특징으로 하는, 롤 부재.
- 제2항에 있어서, 상기 롤 부재의 회전 방향으로 인접하는 상기 노듈이 상기 롤 부재의 회전축 방향으로 서로 중복된 중복 부분을 갖고, 상기 슬릿 또는 상기 오목부에 의해 형성되는 상기 상류 에지는, 상기 롤 부재의 회전축 방향으로, 상기 선단면에 있어서의 상기 중복 부분을 제외한 비중복 부분을 커버하는 길이를 갖고 있는 것을 특징으로 하는, 롤 부재.
- 제2항 또는 제3항에 있어서, 상기 슬릿 또는 상기 오목부는, 깊이 방향으로 폭이 좁아지는 형상을 갖는 것을 특징으로 하는, 롤 부재.
- 기판의 표면을 문질러 기판의 표면을 처리하기 위한 롤 부재이며,
표면에 노듈을 갖고,
상기 노듈이, 상기 롤 부재의 회전 방향과 비평행하게 연장되는 슬릿 또는 오목부를 갖는 것을 특징으로 하는, 롤 부재. - 제5항에 있어서, 상기 슬릿은, 상기 롤 부재의 회전 방향으로 볼록하게 구부러져 있는 것을 특징으로 하는, 롤 부재.
- 제1항, 제2항, 제3항, 제5항 및 제6항 중 어느 한 항에 기재된 롤 부재와,
상기 롤 부재를 회전축 주위로 회전시키는 회전 구동 수단과,
상기 롤 부재의 상기 노듈과 접촉하는 위치에서, 상기 기판의 표면이 상기 롤 부재의 회전축 방향과 평행해지도록, 상기 기판을 보유 지지하는 기판 보유 지지 수단을 구비한 것을 특징으로 하는, 기판 처리 장치. - 저면에서 기판의 표면을 문질러 기판의 표면을 처리하기 위한 펜슬 부재이며,
상기 저면에, 에지부터 에지까지 분기되지 않고 연속된 슬릿을 갖는 것을 특징으로 하는, 펜슬 부재. - 제8항에 있어서, 상기 슬릿은 직선상인 것을 특징으로 하는, 펜슬 부재.
- 제8항 또는 제9항에 있어서, 상기 펜슬 부재에는 깊이가 상이한 복수의 상기 슬릿이 형성되어 있는 것을 특징으로 하는, 펜슬 부재.
- 제8항 또는 제9항에 있어서, 상기 펜슬 부재는, 상기 기판의 표면에 대하여 세정 처리를 행하는 펜슬 세정 부재이며, 연질의 스펀지로 이루어지는 것을 특징으로 하는, 펜슬 부재.
- 제8항 또는 제9항에 있어서, 상기 펜슬 부재는, 상기 기판의 표면에 대하여 버프 처리를 행하는 펜슬 버프 부재이며,
상기 펜슬 버프 부재는, 기초부와, 기초부의 하면에 설치되고, 상기 저면으로 되는 버프 패드로 이루어지는 것을 특징으로 하는, 펜슬 부재. - 제8항 또는 제9항에 기재된 펜슬 부재와,
상기 펜슬 부재를 상기 저면에 수직인 회전축 주위로 회전시키는 회전 구동 수단과,
상기 펜슬 부재의 상기 저면과 접촉하는 위치에서, 상기 기판의 표면이 상기 펜슬 부재의 상기 저면과 평행해지도록, 상기 기판을 보유 지지하는 기판 보유 지지 수단을 구비한 것을 특징으로 하는, 기판 처리 장치. - 제8항 또는 제9항에 기재된 펜슬 부재와,
상기 펜슬 부재의 상기 저면과 접촉하는 위치에서, 상기 기판의 표면이 상기 펜슬 부재의 상기 저면과 평행해지도록, 상기 기판을 보유 지지하여 회전시키는 기판 회전 수단을 구비한 것을 특징으로 하는, 기판 처리 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014223754A JP6316730B2 (ja) | 2014-10-31 | 2014-10-31 | ロール部材、ペンシル部材、及びそれらの少なくともいずれか一方を含む基板処理装置 |
| JPJP-P-2014-223754 | 2014-10-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160052343A true KR20160052343A (ko) | 2016-05-12 |
| KR102443489B1 KR102443489B1 (ko) | 2022-09-15 |
Family
ID=55853472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150149207A KR102443489B1 (ko) | 2014-10-31 | 2015-10-27 | 롤 부재, 펜슬 부재 및 그들 중 적어도 어느 한쪽을 포함하는 기판 처리 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10471481B2 (ko) |
| JP (1) | JP6316730B2 (ko) |
| KR (1) | KR102443489B1 (ko) |
| CN (2) | CN105575851B (ko) |
| MY (1) | MY178652A (ko) |
| SG (1) | SG10201508996WA (ko) |
| TW (2) | TWI678260B (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220073690A (ko) * | 2020-11-26 | 2022-06-03 | 가부시키가이샤 스크린 홀딩스 | 하면 브러시, 브러시 베이스 및 기판 세정 장치 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6956578B2 (ja) * | 2017-09-19 | 2021-11-02 | 株式会社荏原製作所 | ブレークイン装置及びブレークインシステム |
| JP7224128B2 (ja) * | 2018-08-09 | 2023-02-17 | 株式会社荏原製作所 | 基板用洗浄具、基板洗浄装置、基板処理装置、基板処理方法および基板用洗浄具の製造方法 |
| CN114846581A (zh) * | 2019-12-13 | 2022-08-02 | 株式会社荏原制作所 | 基板清洗装置、研磨装置、抛光处理装置、基板清洗方法、基板处理装置及机械学习器 |
| CN112420574B (zh) * | 2020-11-25 | 2024-02-02 | 杭州众硅电子科技有限公司 | 一种可隔离防护晶圆的晶圆处理装置 |
| US20230178360A1 (en) * | 2021-12-06 | 2023-06-08 | Tung An Development Ltd. | Device Having Cleaning Bodies |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08141521A (ja) | 1994-11-24 | 1996-06-04 | Sumitomo Metal Ind Ltd | 洗浄装置 |
| WO1998020987A1 (fr) | 1996-11-08 | 1998-05-22 | Kanebo Limited | Rouleau eponge pour nettoyage |
| JP2004273530A (ja) * | 2003-03-05 | 2004-09-30 | Nec Kyushu Ltd | 洗浄装置およびその方法 |
| KR20140069043A (ko) * | 2011-09-26 | 2014-06-09 | 인티그리스, 인코포레이티드 | 포스트-cmp 세정 장치 및 방법 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2480023A (en) * | 1948-05-28 | 1949-08-23 | Knickerbocker Rubber Company | Massage brush |
| US3583555A (en) * | 1969-01-31 | 1971-06-08 | George E Karsnak | Cleaning apparatus for conveyor belts or the like |
| US4217737A (en) * | 1979-04-16 | 1980-08-19 | Merit Abrasive Products, Inc. | Abrasive flap drum |
| EP0692318B1 (en) * | 1994-06-28 | 2001-09-12 | Ebara Corporation | Method of and apparatus for cleaning workpiece |
| JP3114156B2 (ja) * | 1994-06-28 | 2000-12-04 | 株式会社荏原製作所 | 洗浄方法および装置 |
| US5779526A (en) * | 1996-02-27 | 1998-07-14 | Gill; Gerald L. | Pad conditioner |
| DE69737926T2 (de) * | 1996-10-21 | 2008-04-10 | Ebara Corp. | Reinigungsvorrichtung |
| US6502273B1 (en) * | 1996-11-08 | 2003-01-07 | Kanebo, Ltd. | Cleaning sponge roller |
| TW358764B (en) * | 1997-07-07 | 1999-05-21 | Super Silicon Crystal Res Inst | A method of double-side lapping a wafer and an apparatus therefor |
| US6202658B1 (en) * | 1998-11-11 | 2001-03-20 | Applied Materials, Inc. | Method and apparatus for cleaning the edge of a thin disc |
| JP4091187B2 (ja) * | 1998-12-08 | 2008-05-28 | 株式会社荏原製作所 | 洗浄具、基板洗浄装置及び基板洗浄方法 |
| JP2000270929A (ja) * | 1999-03-26 | 2000-10-03 | Shibaura Mechatronics Corp | 洗浄用ブラシ |
| JP2000311878A (ja) * | 1999-04-27 | 2000-11-07 | Dainippon Screen Mfg Co Ltd | 基板洗浄装置 |
| KR100613919B1 (ko) * | 1999-07-26 | 2006-08-18 | 동경 엘렉트론 주식회사 | 기판세정구, 기판세정장치 및 기판세정방법 |
| US6406358B1 (en) * | 1999-08-05 | 2002-06-18 | Micron Technology, Inc. | Method and apparatus for cleaning a surface of a microelectronic substrate |
| US6467120B1 (en) * | 1999-09-08 | 2002-10-22 | International Business Machines Corporation | Wafer cleaning brush profile modification |
| US6367613B1 (en) * | 2000-04-28 | 2002-04-09 | Preston D. Montgomery | Belt cleaning sprocket |
| US6904637B2 (en) * | 2001-10-03 | 2005-06-14 | Applied Materials, Inc. | Scrubber with sonic nozzle |
| EP1680260B1 (en) * | 2003-08-08 | 2014-04-30 | Entegris, Inc. | Methods and materials for making a monolithic porous pad cast onto a rotatable base |
| JP2007000860A (ja) * | 2005-05-26 | 2007-01-11 | Nitto Denko Corp | 清浄用シート及びそれを用いた清浄方法 |
| CN1872546A (zh) * | 2005-05-26 | 2006-12-06 | 日东电工株式会社 | 清洁片及使用该清洁片的清洁方法 |
| CN100449704C (zh) * | 2006-08-11 | 2009-01-07 | 中芯国际集成电路制造(上海)有限公司 | 研磨头的清洗装置 |
| KR101155623B1 (ko) * | 2010-01-08 | 2012-06-13 | 세메스 주식회사 | 기판 세정 유닛 및 이를 갖는 기판 세정 장치 |
| US9202723B2 (en) * | 2011-11-29 | 2015-12-01 | Illinois Tool Works, Inc. | Brush with cantilevered nodules |
| US20130255721A1 (en) * | 2012-04-03 | 2013-10-03 | Illinois Tool Works Inc. | Concave nodule sponge brush |
| JP6352158B2 (ja) * | 2014-11-20 | 2018-07-04 | 株式会社荏原製作所 | 洗浄具、洗浄具の製造方法、および、基板洗浄装置 |
-
2014
- 2014-10-31 JP JP2014223754A patent/JP6316730B2/ja active Active
-
2015
- 2015-09-25 TW TW107140682A patent/TWI678260B/zh active
- 2015-09-25 TW TW104131754A patent/TWI670141B/zh active
- 2015-10-22 US US14/920,045 patent/US10471481B2/en active Active
- 2015-10-27 KR KR1020150149207A patent/KR102443489B1/ko active IP Right Grant
- 2015-10-29 CN CN201510724374.2A patent/CN105575851B/zh active Active
- 2015-10-29 CN CN202110546709.1A patent/CN113276024B/zh active Active
- 2015-10-30 MY MYPI2015002682A patent/MY178652A/en unknown
- 2015-10-30 SG SG10201508996WA patent/SG10201508996WA/en unknown
-
2019
- 2019-10-01 US US16/590,089 patent/US11642704B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08141521A (ja) | 1994-11-24 | 1996-06-04 | Sumitomo Metal Ind Ltd | 洗浄装置 |
| WO1998020987A1 (fr) | 1996-11-08 | 1998-05-22 | Kanebo Limited | Rouleau eponge pour nettoyage |
| JP2004273530A (ja) * | 2003-03-05 | 2004-09-30 | Nec Kyushu Ltd | 洗浄装置およびその方法 |
| KR20140069043A (ko) * | 2011-09-26 | 2014-06-09 | 인티그리스, 인코포레이티드 | 포스트-cmp 세정 장치 및 방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220073690A (ko) * | 2020-11-26 | 2022-06-03 | 가부시키가이샤 스크린 홀딩스 | 하면 브러시, 브러시 베이스 및 기판 세정 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201615340A (zh) | 2016-05-01 |
| SG10201508996WA (en) | 2016-05-30 |
| CN113276024B (zh) | 2023-08-29 |
| MY178652A (en) | 2020-10-20 |
| US20160126113A1 (en) | 2016-05-05 |
| CN105575851A (zh) | 2016-05-11 |
| TWI670141B (zh) | 2019-09-01 |
| CN105575851B (zh) | 2021-08-27 |
| TW201906689A (zh) | 2019-02-16 |
| US11642704B2 (en) | 2023-05-09 |
| TWI678260B (zh) | 2019-12-01 |
| KR102443489B1 (ko) | 2022-09-15 |
| CN113276024A (zh) | 2021-08-20 |
| US10471481B2 (en) | 2019-11-12 |
| JP2016092158A (ja) | 2016-05-23 |
| JP6316730B2 (ja) | 2018-04-25 |
| US20200030855A1 (en) | 2020-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160052343A (ko) | 롤 부재, 펜슬 부재 및 그들 중 적어도 어느 한쪽을 포함하는 기판 처리 장치 | |
| JP6366544B2 (ja) | 洗浄装置及びロール洗浄部材 | |
| KR101379570B1 (ko) | 격리된 베벨 에지 세정을 위한 방법 및 장치 | |
| JP6377758B2 (ja) | 基板洗浄ロール、基板洗浄装置、及び基板洗浄方法 | |
| JP2003151943A (ja) | スクラブ洗浄装置 | |
| JP2014003273A (ja) | 基板洗浄方法 | |
| KR101972217B1 (ko) | 스크럽 세정 방법 및 스크럽 세정 장치 | |
| JP5645752B2 (ja) | 基板洗浄方法及びロール洗浄部材 | |
| TWI790282B (zh) | 基板處理裝置、基板處理方法及記錄媒體 | |
| JP4586660B2 (ja) | 円盤状ガラス基板の洗浄方法 | |
| KR20130007467A (ko) | 기판 세정 방법 | |
| KR20230047021A (ko) | 세정 장치 | |
| JP2020184581A (ja) | 基板処理装置および基板処理方法 | |
| JP5245528B2 (ja) | 洗浄装置 | |
| JP2004273530A (ja) | 洗浄装置およびその方法 | |
| JP5064331B2 (ja) | 洗浄ブラシ、基板洗浄装置及び基板洗浄方法 | |
| CN117340777A (zh) | 一种化学机械研磨设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |