KR20160025600A - 가스 공급부를 구비한 증발 장치 - Google Patents
가스 공급부를 구비한 증발 장치 Download PDFInfo
- Publication number
- KR20160025600A KR20160025600A KR1020167002399A KR20167002399A KR20160025600A KR 20160025600 A KR20160025600 A KR 20160025600A KR 1020167002399 A KR1020167002399 A KR 1020167002399A KR 20167002399 A KR20167002399 A KR 20167002399A KR 20160025600 A KR20160025600 A KR 20160025600A
- Authority
- KR
- South Korea
- Prior art keywords
- crucibles
- gas supply
- evaporation
- supply pipe
- drum
- Prior art date
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/448—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for generating reactive gas streams, e.g. by evaporation or sublimation of precursor materials
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0021—Reactive sputtering or evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/081—Oxides of aluminium, magnesium or beryllium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/243—Crucibles for source material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/562—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks for coating elongated substrates
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physical Vapour Deposition (AREA)
Abstract
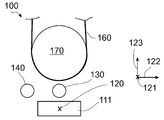
드럼(170)에 의해 지지되는 기판(160) 상에 재료를 증착시키기 위한 증발 장치(100)가 설명된다. 증발 장치는, 증발된 재료를 기판 상에 증착시키기 위한, 제 1 방향(121)을 따른 제 1 라인(120)에 정렬된, 증발 도가니들의 제 1 세트(110); 증발 도가니들의 제 1 세트(110)의 증발 도가니들 중 적어도 하나와 드럼(170) 사이에 배열되고, 제 1 방향(121)으로 연장되는 제 1 가스 공급 파이프(130); 및 증발 도가니들의 제 1 세트(110)와 드럼(170) 사이에 가스를 제공하기 위한, 제 1 방향(121)으로 연장되는 제 2 가스 공급 파이프(140)를 포함하며, 제 2 가스 공급 파이프는, 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝되는 개구부들(150)을 구비한다.
Description
[0001] 본 발명의 실시예들은 기판 상에 재료를 증착시키기 위한 증발 장치에 관한 것이다. 본 발명의 실시예들은 특히, 가스 공급부를 구비한 증발장치, 구체적으로, 가스 공급부 및 증발 도가니(evaporation crucible)를 포함하는 증발 장치에 관한 것이다.
[0002] 가요성 기판 상에 얇은 층들을 증착시키는 것은, 많은 어플리케이션들을 위한 생산 프로세스이다. 가요성 기판들은 가요성 기판 코팅 장치의 하나 또는 그 초과의 챔버들에서 코팅된다. 사전-코팅된(pre-coated) 종이들(papers) 또는 플라스틱들로 구성된 호일들(foils)과 같은 가요성 기판들이 롤들(rolls) 또는 드럼들 상에서 가이딩되고(guided), 이러한 방식으로, 증착 재료의 소스를 통과한다. 코팅된 기판의 가능한 어플리케이션들의 범위는, 코팅된 호일들을 패키징(packaging) 산업을 위해 제공하는 것에서, 가요성 전자기기(electronics) 및 진보된 기술의 어플리케이션들, 예컨대, 스마트폰들, 평판 스크린 TV들, 및 솔라 패널(solar panel)들을 위해 얇은 필름들을 증착시키는 것에 이른다.
[0003] 원하는 특성들을 갖는 층을 달성하기 위해, 상이한 증착 프로세스들이 사용될 수 있다. 예를 들어, 열 증발 프로세스에서, 알루미늄으로 이루어진 얇은 층들이, 가요성 기판들 상으로 금속 증착된다(metallized). 그러한 방식으로 코팅된 기판들은, 예를 들어, 보호성 패키징 또는 장식용 재료들(decorative meterials)의 생산을 위해 사용될 수 있다. 반응성 코팅 프로세스들에서와 같은 추가적인 프로세스들에서, 기판 상에 증착된 층에 영향을 주는 화학 반응을 유발하기 위해, 재료 소스로부터 증발된 재료에 부가적으로, 가스가 기판에 공급된다. 그러한 프로세스들을 사용하는 것에 의해, 수증기 또는 산소에 대한 배리어 특성들, 및 완제품(finished product)의 투명 특성들과 같은, 기판의 여러 특성들이 제어될 수 있다.
[0004] 완제품의 경우, 높은 품질의 제품을 갖기 위해, 신뢰성 있고(reliable) 광학적으로 허용 가능한 층을 기판 상에 갖는 것이 바람직하다. 동시에, 생산 시간에 따라 비용들이 증가하기 때문에 높은 품질의 제품을 생산하는 느린 프로세스가 고객에게 허용 가능하지 않을 수 있는 한, 증착 프로세스의 생산성이 고려되어야만 한다. 알려진 시스템들에서, 재료 소스들의 개수는 생산성을 개선하기 위해 이루어질(adpated) 수 있고, 기판들을 위한 가이딩 드럼들은 원하는 층 특성들을 달성하기 위해 이루어질 수 있으며(예컨대, 냉각되거나, 또는 적합한 방식으로 포지셔닝됨), 제어 유닛은 프로세스 동작에서의 불규칙성들(irregularities)을 회피하기 위해 프로세스를 모니터링 및 최적화할 수 있다.
[0005] 그러나, 취해진(taken) 측정들과 무관하게, 코팅된 기판의 광학적 외관(optical appearance)에서 불규칙성들이 여전히 나타날 수 있는데, 이는 패키징 산업 또는 장식용 호일들의 경우에 허용 가능하지 않다. 상기 내용을 볼 때, 본 발명의 목표는, 당업계의 문제들 중 적어도 일부를 극복하는 증발 장치를 제공하는 것이다.
[0006] 상기 내용을 고려하여, 독립항 제 1 항에 따른 증발 장치 및 독립항 제 11 항에 따른 증발 장치가 제공된다. 본 발명의 추가적인 양태들, 장점들, 특징들은 종속 청구항들, 상세한 설명, 및 첨부한 도면들로부터 자명하다.
[0007] 일 실시예에 따르면, 드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치가 제공된다. 증발 장치는, 증발된 재료를 기판상에 증착시키기 위한, 제 1 방향을 따른 제 1 라인에 정렬된, 증발 도가니들의 제 1 세트, 및 제 1 방향으로 연장되고, 증발 도가니들의 제 1 세트의 증발 도가니들 중 적어도 하나와 드럼 사이에 배열된 제 1 가스 공급 파이프를 포함한다. 증발 장치는, 증발 도가니들의 제 1 세트와 드럼 사이에 가스를 제공하기 위한, 제 1 방향으로 연장되는 제 2 가스 공급 파이프를 더 포함하고, 제 2 가스 공급 파이프는, 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝되는 개구부들을 구비한다.
[0008] 다른 실시예에 따르면, 드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치가 제공된다. 증발 장치는, 제 1 방향으로 연장되는 제 1 라인을 따라 정렬된 증발 도가니들의 제 1 세트 및 제 1 방향으로 연장되는 제 2 라인을 따라 정렬된 증발 도가니들의 제 2 세트, 및 증발 도가니들의 제 1 세트 및 증발 도가니들의 제 2 세트에 가스를 공급하기 위해 구성된, 제 1 방향으로 연장되는 제 1 가스 공급부를 포함한다. 증발 장치는, 증발 도가니들의 제 1 세트에 가스를 제공하기 위한 제 2 가스 공급부를 더 포함하고, 제 2 가스 공급부는 제 1 방향으로 연장되며, 파이프를 포함하고, 파이프는 실질적으로, 제 1 방향을 따른, 증발 도가니들의 제 1 세트의 증발 도가니들의 포지션들에 있는 가스 배출구 개구부들을 포함하며, 제 1 방향을 따른, 증발 도가니들의 제 2 세트의 증발 도가니들의 포지션들에서 폐쇄된다.
[0009] 실시예들은 또한, 개시된 방법들을 수행하기 위한 장치들에 관한 것이고, 설명된 각각의 방법 단계를 수행하기 위한 장치 파트들(parts)을 포함한다. 이러한 방법 단계들은, 하드웨어 컴포넌트들에 의해, 적절한 소프트웨어에 의해 프로그래밍된 컴퓨터에 의해, 상기 둘의 임의의 조합에 의해, 또는 임의의 다른 방식으로 수행될 수 있다. 또한, 본 발명에 따른 실시예들은, 설명된 장치가 작동하는 방법들에 관한 것이다. 방법은 장치의 모든 기능을 수행하기 위한 방법 단계들을 포함한다.
[0010] 본 발명의 상기 열거된 특징들이 상세히 이해될 수 있는 방식으로, 앞서 간략히 요약된, 본 발명의 보다 구체적인 설명이 실시예들을 참조로 하여 이루어질 수 있다. 첨부한 도면들은 본 발명의 실시예들에 관한 것으로, 이하에서 설명된다:
도 1은, 본원에서 설명되는 실시예들에 따른, 증발 장치의 개략적인 평면도를 도시하고;
도 2는, 도 1에 도시된 증발 장치의 개략적인 정면도를 도시하며;
도 3은, 도 1에 도시된 증발 장치의 개략적인 측면도를 도시하고;
도 4는, 본원에서 설명되는 실시예들에 따른, 도가니들의 2개의 세트들을 갖는 증발 장치의 개략적인 평면도를 도시하며;
도 5는, 도 4에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 6은, 본원에서 설명되는 실시예들에 따른, 제 1, 제 2, 및 제 3 가스 공급부를 갖는 증발 장치의 개략적인 평면도를 도시하며;
도 7은, 도 6에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 8은, 본원에서 설명되는 실시예들에 따른, 가스 공급 파이프들을 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 9는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 가스 공급 파이프들을 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 10은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 11은, 도 10에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 12는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 13은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 14는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 15는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 16은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 17은, 본원에서 설명되는 실시예들에 따른, 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 정면도를 도시한다.
도 1은, 본원에서 설명되는 실시예들에 따른, 증발 장치의 개략적인 평면도를 도시하고;
도 2는, 도 1에 도시된 증발 장치의 개략적인 정면도를 도시하며;
도 3은, 도 1에 도시된 증발 장치의 개략적인 측면도를 도시하고;
도 4는, 본원에서 설명되는 실시예들에 따른, 도가니들의 2개의 세트들을 갖는 증발 장치의 개략적인 평면도를 도시하며;
도 5는, 도 4에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 6은, 본원에서 설명되는 실시예들에 따른, 제 1, 제 2, 및 제 3 가스 공급부를 갖는 증발 장치의 개략적인 평면도를 도시하며;
도 7은, 도 6에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 8은, 본원에서 설명되는 실시예들에 따른, 가스 공급 파이프들을 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 9는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 가스 공급 파이프들을 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 10은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 11은, 도 10에 도시된 증발 장치의 개략적인 정면도를 도시하고;
도 12는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 13은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 14는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 15는, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하고;
도 16은, 본원에서 설명되는 실시예들에 따른, 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 평면도를 도시하며;
도 17은, 본원에서 설명되는 실시예들에 따른, 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프를 구비한 증발 장치의 개략적인 정면도를 도시한다.
[0011] 이제, 본 발명의 다양한 실시예들이 상세히 참조될 것이며, 다양한 실시예들 중 하나 또는 그 초과의 예들은 도면들에 예시된다. 도면들에 대한 이하의 설명 내에서, 동일한 참조 번호들은 동일한 컴포넌트들을 지칭한다. 일반적으로, 개별적인 실시예들에 대한 차이들만이 설명된다. 각각의 예는 본 발명의 설명으로서 제공되고, 본 발명의 제한으로서 의도되지 않는다. 또한, 일 실시예의 부분으로서 예시되거나 설명되는 특징들은, 더 추가적인 실시예를 생성하기 위해 다른 실시예들과 함께 사용되거나 또는 다른 실시예들에 대해 사용될 수 있다. 상세한 설명은 그러한 변형들 및 변화들을 포함하도록 의도된다.
[0012] 반응성 증발 시스템들과 같은 알려진 시스템들에서, 기판들은 재료 층으로 코팅된다. 그러나, 종종, 코팅된 호일과 같은 완제품의 광학적 외관이 만족스럽지 않다. 광학적 외관은, 제품을 살지 말지에 대해 결정할 때, 고객에 의해 고려되는 요소들 중 하나이다. 예를 들어, 코팅된 기판이, 정의된 배리어 특성들을 제공하는 투명(transparent) 기판으로서 사용되어야 하는 경우, 광학적 외관은 제품에 대한, 무시되지 않는 기준이다. 광학적 외관이 개선되는 것이 바람직하지만, 동시에 생산 비용들이 증가하지 않는 것이 바람직하다. 또한, 생산성이 일정하게 유지되어야 하거나, 심지어 증가해야 한다. 따라서, 완제품의 광학적 외관을 개선할 수 있으면서, 쉽고 그리고 합리적인 가격의 프로세스를 제공하는 증발 시스템을 제공하는 것이 바람직하다.
[0013] 본원에서 설명되는 몇몇 실시예들에 따르면, 드럼과 같은 기판 지지부에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치가 제공된다. 도 1은 본원에서 설명되는 증발 장치(100) 및 코팅될 기판(160)의 예를 도시한다. 증발 장치(100)는, 증발된 재료를 기판(160) 상에 증착시키기 위한, 제 1 방향(121)을 따른 제 1 라인(120)에 정렬된 증발 도가니들의 제 1 세트(110)를 포함할 수 있다. 도 1에 도시된 증발 도가니들의 제 1 세트(110)는 예시적으로, 도가니들(111 내지 117)을 포함한다. 일반적으로, 제 1 방향은 도 1에서, 참조 부호 121로 표기된 화살표로서 도시된다. 제 2 방향(122)은, 제 1 방향(121)에 대해 실질적으로 수직인 것으로 정의될 수 있다. 일 실시예에서, 제 2 방향은, 증착 프로세스 동안 기판(160)이 이동하는 방향이다.
[0014] 도 1에서, 제 1 가스 공급 파이프(130)는 증발 도가니들의 제 1 세트(110)의 증발 도가니들(111, 112, 113, 114, 115, 116, 117) 중 적어도 하나와 기판 지지부 사이에 있는 것으로 도시된다. 기판 지지부는 도 2에서, 드럼(170)으로서 예시적으로 도시된다. 도 1에 도시된 실시예는 또한, 증발 도가니들의 제 1 세트(110)와 기판 지지부(170) 사이에 가스를 제공하기 위한 제 2 가스 공급 파이프(140)를 도시하고, 제 2 가스 공급 파이프에는 개구부들(150)이 재료의 증착의 균일성을 개선하도록 성형되고 포지셔닝된다.
[0015] 재료 증착의 균일성을 개선하는 것이, 광학적 외관, 및 코팅된 기판의 길이 및 폭에 걸친 배리어 기능의 균일성을 개선하는 것으로 밝혀졌다. 또한, 도가니들의 제 1 세트에 가스를 제공하기 위한 제 2 가스 공급부를 제공하고 이에 따라서, 특히, 개구부들을 제 2 가스 공급 파이프에 성형하여 포지셔닝하는 것은, 복잡하지 않고 비용 효율적인 방식으로, 코팅된 층의 균일성을 개선한다.
[0016] 증발 장치는 반응성 증발 프로세스를 위한 증발 장치일 수 있다. 몇몇 실시예들에 따르면, 본원에서 설명되는 도가니들은, 증발된 재료를, 코팅될 기판 상에 제공하도록 이루어질 수 있다. 일 실시예에서, 도가니들은 기판 상에 층으로서 증착될, 하나의 성분(component)의 재료를 제공할 수 있다. 예를 들어, 본원에서 설명되는 도가니들은 금속을 포함할 수 있고, 그러한 금속은 도가니들에서 증발된다. 몇몇 실시예들에 따르면, 도가니들로부터 증발된 재료는, 기판 상에 증착될 원하는 층 또는 재료를 형성하기 위해, 증발 장치의 추가적인 성분과 반응할 수 있다.
[0017] 증발 장치가 반응성 증발 장치인 경우, 층 균일성은, 본원에서 설명되는 실시예들에 의해, 도가니들의 제 1 세트와 같은 도가니들의 세트로부터, 증착될 재료의 제 1 성분, 및 정의된 개구부들을 갖는 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프에 의해, 증착될 재료의 제 2 성분을 제공함으로써 개선된다. 일 예에서, 도가니들에 의해 제공되는 성분은 알루미늄과 같은 금속이고, 제 2 성분은 산소와 같은 반응성 가스이다. 본원에서 설명되는 실시예들에 따르면, 증발 장치에서, 도가니로부터의 알루미늄은 제 1 및/또는 제 2 가스 공급 튜브로부터의 산소와 함께, 기판 상에 AlOx의 층을 형성할 수 있다. 추가적인 예에서, 기판 상에 CuOx 층을 형성하기 위해, 도가니들에 의해 제공되는 재료는 구리이고, 가스 공급 파이프들에 의해 제공되는 가스는 산소이다. 몇몇 실시예들에 따르면, 재료의 증기압이 열 증발에 의해 달성될 수 있는 한, 임의의 재료, 구체적으로 임의의 금속이 도가니들에서의 재료로서 사용될 수 있다.
[0018] 또한, 본원에서 지칭되는 도가니들의 세트는 적어도 2개의 도가니들의 세트로서 이해되어야 한다. 특히, 도가니들의 세트는, 일렬로(in a line) 정렬된 적어도 2개의 도가니들인 것으로서 설명될 수 있다. 예를 들어, 도가니 세트의 도가니들이 라인을 따라서 정렬되는데, 그러한 라인은 도가니들의 중심을 통해 이어질(run through) 수 있다. 일반적으로, 도가니의 중심은, 상기 언급된 바와 같이, 제 1 방향으로의 및 제 2 방향으로의 도가니의 기하학적 중심, 예를 들어, 도가니의 길이 방향 및 폭 방향의 중심으로서 정의될 수 있다. 추가적인 실시예들에 따르면, 도가니의 중심은 도가니의 무게 중심인 것으로 정의될 수 있다.
[0019] 일 실시예에서, 도가니들의 세트의 도가니들은 동일한 유형일 수 있거나 실질적으로 동일한 크기를 가질 수 있다. 도면들의 개략적인 도들에서 도시되지는 않았지만, 본원에서 설명되는 도가니들은, 도가니들에 의해 증발될 재료를 도가니들로 전달하기 위한 재료 공급부를 갖출(equipped with) 수 있다. 또한, 본원에서 설명되는 도가니들은, 도가니들에 전달된 재료를, 용융 온도로 그리고 추가적으로 증발 온도로 가열하기 위해 구성될 수 있다.
[0020] 몇몇 실시예들에 따르면, 본원에서 설명되는 도가니는 또한, 증발기 보트(evaporator boat)로 구성될 수 있다. 예를 들어, 증발기 보트는 도가니들의 배열체의 하나의 프레임에 포함될 수 있다. 본원에서 설명되는 실시예들에서, 예를 들어, 도가니들의 세트는 또한, 증발기 보트들의 세트일 수 있다. 일 예에서, 증발기 보트들의 세트는 라인을 따라 정렬되는 2개의 증발기 보트들을 포함할 수 있다. 그러나, 더 나은 오버뷰(overview)를 위해, 그러한 증발기 보트들이 또한 도가니들로 지칭된다. 몇몇 실시예들에 따르면, "도가니"라는 용어는 "증발 도가니"라는 용어에 대해 동의어로 사용된다.
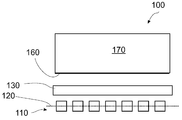
[0021] 도 2는 도 1의 증발 장치의 개략적인 정면도를 도시한다. 도 2에 도시된 실시예에서, 기판(160)은 드럼(170)에 의해 지지되고 가이딩된다. 정면도에서, 증발 도가니들의 제 1 세트(110) 중 제 1 도가니(111)를 확인할 수 있다. 제 1 방향(121)을 따른 제 1 라인(120)은 도 2의 정면도에서 x표(cross)에 의해 표시된다. 드럼(170)과 도가니(111) 사이에서, 제 1 가스 공급 파이프(130)가 제 1 방향으로 연장된다. 또한, 층 균일성을 개선하기 위한 제 2 가스 공급 파이프(140)를 도 2에서 확인할 수 있다. 제 2 가스 공급 파이프는, 제 3 방향(123)으로, 제 1 가스 공급 파이프(130)와 동일한 높이인 것으로 예시적으로 도시되고, 여기서 제 3 방향은, 제 1 방향(121) 및 제 2 방향(122)에 대해 실질적으로 수직이다.
[0022] 기판(160)은 제 1 도가니 세트(110)에 의해 증발되는 재료, 및 제 1 가스 공급부(130) 및 제 2 가스 공급부(140)에 의해 제공되는 가스를 받는다. 동작 동안, 기판(160)은, 도가니들에 의해 증발되는 재료 및 가스 공급 파이프들에 의해 공급되는 가스를 포함하는 층으로 코팅된다. 층은 또한, 도가니 및 가스 공급 파이프들에 의해 제공되는 성분들의 반응성 생성물(reactive product)들을 포함할 수 있다.
[0023] 본원에서 지칭되는 기판은, 증발 장치, 특히 반응성 증발 장치에서 코팅되기 적합한 기판으로 이해될 수 있다. 예를 들어, 기판은, 웨브(web), 예를 들어, (폴리프로필렌, PET 기판들, OPP, BOPP, CPP, PE, LDPE, HDPE, OPA, PET를 함유하거나 이들로부터 만들어진 기판들과 같은), 폴리머들 및 플라스틱들을 함유하거나 이들로부터 만들어진 웨브, 사전-코팅된 페이퍼, 또는 (PLA와 같은) 생분해성 필름들을 포함할 수 있다.
[0024] 일반적으로, 제 1 가스 공급 파이프는, 층 증착을 위한 반응성 가스의 대부분을 전달하는 "주(main)" 가스 공급 파이프가 되도록 구성될 수 있다. 몇몇 실시예들에 따르면, 제 1 가스 공급 파이프는 실질적으로 증발 구역의 중심에 배열될 수 있다. 예를 들어, 예시적으로 도 2에서 확인할 수 있는 바와 같이, 제 1 가스 공급 파이프(130)는 도가니(111)의 중심 위에 배열될 수 있다. 몇몇 실시예들에서, 제 1 가스 공급 파이프는 도가니와 드럼의 중심 사이의 지역에 로케이팅될 수 있고, 특히 제 1 가스 공급 파이프는, 도가니 표면으로부터 드럼의 중심까지에 대해 실질적으로 수직으로 연장되는 라인에 배열될 수 있다. 이하에서 상세하게 설명될 수 있는 몇몇 실시예들에 따르면, 제 1 가스 공급 파이프는 제 2 가스 공급 파이프와 제 3 가스 공급 파이프 사이에 로케이팅될 수 있다.
[0025] 도 3은 도 1 및 2에 도시된 증발 장치(100)의 측면도를 도시한다. 기판(160)은 드럼(170)을 통해 가이딩되고, 도가니들의 제 1 세트(110) 및 제 1 가스 공급 파이프(130)를 통과한다. 제 2 가스 공급 파이프(140)는 제 1 가스 공급부(130) 뒤에 있다.
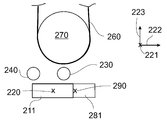
[0026] 도 4는 증발 장치의 실시예를 도시하는데, 그러한 실시예는, 도 1 내지 3과 관련하여 설명되고 도시된 실시예와 같은, 본원에서 설명되는 다른 실시예들과 조합될 수 있다. 도 4에 도시된 증발 장치(200)의 실시예는, 증발 도가니들(211, 212, 213, 및 214)을 포함하는, 도가니들의 제 1 세트(210)를 포함한다. 도가니들의 제 1 세트(210)의 도가니들은 라인(220)을 따라 정렬된다. 제 1 라인(220)은 도가니들(211, 212, 213, 및 214)의 중심을 통해 이어진다. 도 4에서, 도가니의 중심은 도가니들 내의 x표에 의해 표시된다. 도가니들의 제 1 세트(210)의 증발 도가니들(211, 212, 213, 214)과, 기판(260)을 지지하는 (예시적으로, 도 5에서 드럼으로서 확인할 수 있는) 기판 지지부(270) 사이에 제 1 가스 공급 파이프(230)가 제공된다. 제 2 가스 공급 파이프(240)는, 기판(260)에 대한 증착 균일성을 개선하기 위한 개구부들(250)을 포함한다.
[0027] 증발 장치(200)는, 제 1 방향(221)을 따른 제 2 라인(290)에 정렬된 도가니들을 포함하는, 도가니들의 제 2 세트(280)를 더 포함할 수 있다. 증발 도가니들의 제 2 세트(280)는 도가니들(281, 282, 283)을 포함하고, 그러한 도가니들(281, 282, 283)의 중심은 x표들에 의해 표시된다. 제 2 라인(290)은 도가니들(281, 282, 283)의 중심들을 통해 이어진다.
[0028] 도 4는 4개의 도가니들을 포함하는, 도가니들의 제 1 세트, 및 3개의 도가니들을 포함하는, 도가니들의 제 2 세트를 도시한다. 그러나, 본원에서 설명되는 도면들에 도시된 도가니들의 개수는, 더 나은 오버뷰를 위한 예이다. 예를 들어, 일 실시예에서, 도가니들의 제 1 세트 및 도가니들의 제 2 세트의 도가니들의 개수는 동일할 수 있다. 도가니들의 제 1 세트의, 또는 도가니들의 제 2 세트의, 또는 양자 모두의 도가니들의 개수는, 전형적으로 2 내지 70개, 더 전형적으로는 2 내지 40개, 그리고 더욱 더 전형적으로는 4 내지 20개일 수 있다. 일 예에서, 도가니들의 제 1 세트는 2개의 도가니들을 포함하고, 도가니들의 제 2 세트는 2개의 도가니들을 포함한다. 추가적인 예에서, 증발 도가니들의 제 1 세트 및 증발 도가니들의 제 2 세트는 각각, 7개의 도가니들을 포함할 수 있다.
[0029] 도 4에서, 제 1 라인(220) ― 제 1 라인을 따라 도가니들의 제 1 세트(210)가 정렬됨 ―, 및 제 2 라인(290) ― 제 2 라인을 따라 도가니들의 제 2 세트(280)가 정렬됨 ― 은 서로로부터 제 2 방향(222)으로 변위된다. 일반적으로, 제 2 방향(222)은 제 1 방향 ― 제 1 방향을 따라 제 1 라인 및 제 2 라인이 이어짐 ― 에 대해 실질적으로 수직일 수 있다. 도 4에 도시된 실시예에서, 도가니들의 제 2 세트(280)의 도가니들(281, 282, 283)이 또한, 도가니들의 제 1 세트(210)의 도가니들(211, 212, 213, 214)과 비교하여, 제 1 방향으로 변위된다. 일 예에서, 제 2 라인에 대한 제 1 라인의 변위는, 전형적으로 약 20mm 내지 약 90mm, 더 전형적으로는 약 40mm 내지 약 80mm, 그리고 더욱 더 전형적으로는 약 60mm 내지 약 80mm의 범위일 수 있다. 몇몇 실시예들에 따르면, 제 1 방향으로 도가니들의 제 2 세트와 비교한, 도가니들의 제 1 세트의 도가니들의 변위는, 전형적으로 약 0mm 내지 약 80mm, 더 전형적으로는 약 0mm 내지 약 60mm, 그리고 더욱 더 전형적으로는 약 0mm 내지 약 40mm의 범위일 수 있다.
[0030] 몇몇 실시예들에 따르면, 제 2 가스 공급 파이프(240)는, 정의된 형상 및 포지션으로 개구부들(250)을 제공하는 것에 의해, 층 증착의 균일성을 개선한다. 도 4에 도시된 실시예에서, 제 2 가스 공급 파이프(240)의 개구부들(250)의 포지션은 도가니들의 제 1 및 제 2 세트의 도가니들의 포지션에 상응한다(correspond). 또한, 도 4의 실시예에서, 제 2 가스 공급 파이프의 개구부들(250)의 개수는 도가니들의 제 1 및 제 2 세트의 도가니들의 개수에 상응한다. 그러나, 도 4에 도시된 실시예는 예인 것으로 이해되어야 한다. 본원에서 설명되는 가스 공급 파이프들의 개구부들의 개수는 도가니들의 개수에 상응할 수 있지만, 또한, 도가니들의 개수로부터 독립적일 수 있다.
[0031] 도 4와 관련하여 설명되는 특징들, 예컨대, 제 2 라인에 대한 제 1 라인의 제 2 방향으로의 변위, 및/또는 도가니들의 제 2 세트와 비교한, 도가니들의 제 1 세트의 도가니들의 제 1 방향으로의 변위, 및/또는 도가니 포지션에 대한 개구부 포지션의 상응은, 본원에서 설명되는 다른 실시예들에서 사용될 수 있으며, 도 4에 도시된 실시예에 제한되지 않는다. 예를 들어, 변위는, 도 6 내지 17에 도시된 증발 장치들과 같은, 이하에서 설명되는 증발 장치의 실시예들에서 사용될 수 있다.
[0032] 도 5는 도 4에 도시된 증발 장치(200)의 정면도를 도시한다. 기판(260)은 드럼(270)에 의해 가이딩되고 지지된다. 도가니들의 제 1 세트(210)의 제 1 도가니(211)뿐만 아니라 도가니들의 제 2 세트(280)의 제 1 도가니(281)를 도 5의 정면도에서 확인할 수 있다. 도가니들(211 및 281)의 x표들은 제 1 방향(221)으로 이어지는 제 1 라인(220) 및 제 2 라인(290)을 나타낸다. 제 1 가스 공급 파이프(230)는 도가니들의 제 1 세트의 도가니들 사이에 로케이팅된다. 제 2 가스 공급 파이프(240)는 코팅 균일성을 개선하도록 로케이팅되고 구성된다. 도 5에서 확인할 수 있는 바와 같이, 제 1 가스 공급 파이프(230) 및 제 2 가스 공급 파이프(240)는 서로로부터 제 2 방향(222)으로 변위된다.
[0033] 제 1 가스 공급 파이프가, 도가니들의 제 1 세트와 기판 지지부(270) 사이에 배열되는 것으로 설명되지만, 당업자는, 제 1 가스 공급 파이프가 또한, 도가니들의 제 1 세트와 기판 지지부 사이 및 도가니들의 제 2 세트와 기판 지지부 사이에 배열될 수 있음을 이해할 것이다. 예를 들어, 도 4에서 확인할 수 있는 바와 같이, 도가니들의 제 1 세트의 도가니들 및 도가니들의 제 2 세트의 도가니들은 제 2 방향으로 중첩되는(overlapping) 부분들을 가질 수 있다. 따라서, 제 1 가스 공급 파이프(230)는, 도가니들의 제 1 세트와 기판 지지부 사이뿐만 아니라 도가니들의 제 2 세트와 기판 지지부 사이에도 배열된다. 당업자는, 도가니들의 제 1 및 제 2 세트의 중첩되는 부분들에 대한 특징들뿐만 아니라, 도가니들의 제 2 세트와 기판 지지부 사이에 또한 배열되는 제 1 가스 공급부에 대한 특징이 도 4 및 5의 실시예에 제한되지 않으며, 그러한 실시예에 관한 특징들은 예시적으로 설명된다는 점을 이해할 것이다. 더 정확히는, 설명된 특징들은 본원에서 설명되는 다른 실시예들, 예컨대, 증발 도가니의 추가적인 컴포넌트들과 관련된 실시예들 또는 가스 공급 파이프들의 개구부들의 성형 및 포지셔닝과 관련된 실시예들과 조합될 수 있다.
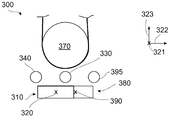
[0034] 도 6은, 제 1 방향(321)으로 연장되는 제 1 라인(320)을 따라 배열된 도가니들의 제 1 세트(310), 및 제 1 방향(321)으로 연장되는 제 2 라인(390)을 따라 배열된 도가니들의 제 2 세트(380)를 포함하는 증발 장치(300)의 실시예를 도시한다. 도 4 및 5와 관련하여 설명된 도가니들의 제 1 세트 및 도가니들의 제 2 세트의 배열체의 상기 설명된 특징들은 또한, 도 6 및 7에 도시된 실시예에 적용될 수 있다. 증발 장치(300)는 또한, 상기 설명된 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프와 유사할 수 있는 제 1 가스 공급 파이프(330) 및 제 2 가스 공급 파이프(340)를 포함한다. 그러나, 증발 장치(300)는 증발 도가니들의 제 2 세트(390)와 드럼(370) 사이에 가스를 제공하기 위한, 제 1 방향(321)으로 연장되는 제 3 가스 공급 파이프(395)를 포함하고, 제 3 가스 공급 파이프(395)는, 기판(360)에 대한 재료의 증착의 균일성을 개선하도록 성형되고 포지셔닝된 개구부들(396)을 구비한다.
[0035] 일반적으로, 도가니들의 세트(또는 도가니)와 (드럼과 같은) 기판 지지부 사이에 가스를 "제공하기 위한" 가스 공급 파이프는, 도가니들의 세트(또는 도가니)와 기판 지지부 사이에 가스를 제공하도록 구성된 가스 공급 파이프로서 이해되어야 한다. 가스 공급 파이프는, 각각의 공간에 가스를 전달하기 위해 성형되고 그리고/또는 포지셔닝되는 것에 의해, 도가니와 기판 지지부 사이에 가스를 공급하도록 구성될 수 있다. 일 실시예에서, 가스 공급 파이프의 개구부들 또는 가스 배출구들은, 예컨대, 개구부들의 포지션 또는 형상을 적응시키는 것에 의해서, 도가니와 기판 지지부 사이에 가스를 제공하기 위해 이루어질 수 있다. 몇몇 실시예들에 따르면, 가스 공급 파이프 또는 가스 공급 파이프의 개구부들은, 가스가 공급되어야 할 공간을 향하도록 지향될 수 있다. 일반적으로, 가스 공급부에 의해 전달되는 가스 양의 대부분이 도가니와 기판 지지부 사이의 공간에 공급되는 경우, 가스 공급 파이프는 도가니 세트와 기판 지지부 사이에 가스를 제공하도록 구성된다.
[0036] 도 7은 도 6의 증발 장치(300)의 정면도를 도시한다. 도가니들의 제 1 세트(310) 및 도가니들의 제 2 세트(380)의 제 2 방향(322)으로의 변위뿐만 아니라 제 1 방향(321)으로 연장되는 제 1 라인(320) 및 제 2 라인(390)을 확인할 수 있다. 제 3 가스 공급 파이프(395)는, 기판(360)을 가이딩하고 지지하는 드럼(370)과 도가니들의 제 2 세트(380) 사이에 배열된다. 몇몇 실시예들에 따르면, 제 1 가스 공급 파이프는, 제 2 방향으로 제 2 가스 공급 파이프와 제 3 가스 공급 파이프 사이에 로케이팅된다.
[0037] 도 6 및 7에 도시된 실시예에서, 증착된 층의 균일성은, 개구부들(350)을 통해 도가니들의 제 1 세트(310)에 가스를 공급하는 제 2 가스 공급 파이프(340), 및 개구부들(396)을 통해 도가니들의 제 2 세트(380)에 가스를 공급하는 제 3 가스 공급 파이프(395)에 영향을 받는다. 제 1 가스 공급 파이프 이외의 2개의 부가적인 가스 공급 파이프들의 존재는, 도가니들로부터 증발된 재료와 반응성 가스 사이의 비율의 일관성(consistency)을 개선하고, 이는 결과적으로, 기판 에 대한 재료의 일정한 증착을 초래한다. 특히, 제 2 가스 공급 파이프의 개구부들(350) 및 제 3 가스 공급 파이프의 개구부들(396)이 추가적으로, 층 균일성을 개선하기 위해, 포지셔닝될 수 있다(예를 들어, 도가니 포지션에 대한 개구부 포지션의 상응에 의해).
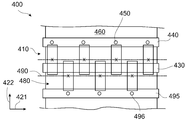
[0038] 도 8은, 제 1 방향(421)으로 연장되는 제 1 라인(420)을 따라 배열된, 도가니들의 제 1 세트(410) 및, 제 1 방향(421)으로 연장되는 제 2 라인(490)을 따라 배열된, 도가니들의 제 2 세트(480)를 포함하는 증발 장치(400)의 실시예를 도시한다. 도가니들의 중심들은 x표에 의해 예시적으로 표시된다. 증발 장치(400)는 적어도, 도가니들의 제 1 세트(410)와, 기판(460)을 지지하는 기판 지지부 사이에 제 1 가스 공급부(430)를 더 포함한다. 도 8에 도시된 실시예에서, 제 1 가스 공급부(430)는 도가니들의 제 1 세트(410)와, 기판(460)을 지지하는 기판 지지부 사이 및 도가니들의 제 2 세트(480)와, 기판(460)을 지지하는 기판 지지부 사이에 배열된다. 도가니들의 제 1 세트(410)의 도가니들 및 도가니들의 제 2 세트(480)의 도가니들은 제 2 방향(422)으로 중첩된다.
[0039] 몇몇 실시예들에 따르면, 증발 장치(400)는 증발 도가니들의 제 1 세트와 기판 지지부 사이에 가스를 제공하기 위한 제 2 가스 공급부(440), 및 증발 도가니들의 제 2 세트(480)와 기판 지지부 사이에 가스를 제공하기 위한 제 3 가스 공급부(495)를 더 포함한다. 제 2 가스 공급 파이프(440) 및 제 3 가스 공급 파이프(495)는, 각각, 개구부들(450, 496)을 갖는다. 제 2 및 제 3 가스 공급 파이프들의 개구부들은, 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝될 수 있다. 도 8에 도시된 실시예에서, 제 2 가스 공급 파이프(440)의 개구부들은 실질적으로, 제 1 방향(421)을 따른, 증발 도가니들의 제 1 세트(410)의 증발 도가니들의 포지션들에 있는 한편, 제 2 가스 공급 파이프(440)는 실질적으로, 제 1 방향(421)을 따른, 증발 도가니들의 제 2 세트(480)의 증발 도가니들의 포지션들에서 폐쇄된다. 도 8에 도시된 실시예에서, 제 3 가스 공급 파이프(495)의 개구부들은 실질적으로, 제 1 방향(421)을 따른, 증발 도가니들의 제 2 세트(480)의 증발 도가니들의 포지션들에 로케이팅되는 한편, 제 3 가스 공급 파이프(495)는 실질적으로, 제 1 방향(421)을 따른, 증발 도가니들의 제 1 세트(410)의 증발 도가니들의 포지션들에서 폐쇄된다.
[0040] 본원에서 사용되는 "실질적으로"라는 용어는, "실질적으로"와 함께 표현된 특징으로부터 어떠한 편차가 있을 수 있음을 의미할 수 있다. 예를 들어, "실질적으로 포지션에(substantially at a position)"라는 용어는 정확한 포지션으로부터 편차가 있을 수 있는 포지션을 지칭한다. 일 예에서, "실질적으로"와 함께 설명된 포지션은, 포지션이 놓여 있는 엘리먼트의 연장에 의한 (약 15%와 같은) 몇몇 퍼센트만큼, 정확한 포지션으로부터 편차가 있을 수 있다. 예로서, 이를테면 가스 공급 파이프가 제 1 방향으로 약 1250mm 내지 약 4450mm 의 길이에 걸쳐 연장되는 경우에, "실질적으로"와 함께 표현된, 가스 공급 파이프에서의 포지션의 편차는, 최대 190mm 내지 약 670mm의 범위일 수 있다.
[0041] 도 6 내지 8과 관련하여 설명된 특징들(예컨대, 도가니들의 제 2 세트, 또는 서로에 대한 2개의 도가니 세트들의 배열, 또는 제 2 및 제 3 가스 공급 파이프를 제공하는 것, 또는, 도가니들의 제 1 및 제 2 세트의 도가니들의 포지션들에 상응하는 포지션들에서, 제 2 및/또는 제 3 가스 공급 파이프가, 각각, 개구부들을 갖는 것)은, 특징들이 서로 모순되지 않는 한, 본원에서 설명되는 다른 실시예들, 예를 들어, 도 1 내지 5, 또는 9 내지 17과 관련하여 설명되는 실시예들과 조합될 수 있음이 이해되어야 한다.
[0042] 일반적으로, 도가니와 같은, 증발 장치의 추가적인 컴포넌트의 포지션에 상응하여 포지셔닝되는 개구부들은 추가적인 컴포넌트의 포지션에 따라 포지셔닝될 수 있다. 몇몇 실시예들에 따르면, 도가니의 포지션에 상응하여 포지셔닝되는 개구부는, 도가니와 같은 포지션에, 한 방향으로 로케이팅될 수 있지만, 다른 방향으로 변위될 수 있다. 예를 들어, 개구부는 도가니로부터 제 2 방향으로 변위될 수 있지만, 제 1 방향으로는, 도가니와 실질적으로 같은 포지션을 가질 수 있다.
[0043] 도 8에 도시된 실시예에서, 도가니들은, 제 1 라인 및 제 2 라인의 제 2 방향으로의 변위에 기인하여, 그리고 특히, 제 1 세트의 도가니들 및 제 2 세트의 도가니들의 제 1 방향으로의 부가적인 변위에 기인하여, 엇갈림(staggered) 방식으로 배열되는 것으로 설명될 수 있다. 도가니 세트들의 각각의 측에 대한 부가적인 가스 라인 ― 부가적인 가스 라인은, 각각의 가스 라인에 가장 가까운, 도가니의 포지션에 있는 (가스 노즐들로서 작동하도록 구성될 수 있는) 개구부들을 구비함 ― 의 설치는, 기판 상에 코팅된 층의 균일성을 개선하는 데에 유익하다. 도 8에 도시된 실시예의 하나의 효과는, 도가니들의 각각의 세트에 대해, 산소와 같은 부가적인 가스를 제공하는 하나의 가스 공급 파이프가, 도가니들로부터 증발되는 재료의 양에 기인하여 충분한 산화가 있지 않을 수 있는 위치에 존재한다는 것이다. 그러한 실시예의 결과는, 코팅 직후에, 투명한 배리어 층의 균일한 외관일 수 있다. 그러한 결과는, 각각 포지셔닝되고 그리고/또는 이격된 개구부들을 구비한 부가적인 가스 공급부를 제공함으로써, 비용 효율적인 방식으로 달성될 수 있다.
[0044] 증발 시스템에서의 도가니들의 엇갈림 배열들이 공지된다. 엇갈림 시스템들에서, 알루미늄은 엇갈림 도가니 배열에서 증발되고, 산소는 증발기의 폭에 걸친 알루미늄 클라우드(aluminum cloud)의 중앙(middle)으로 균일하게 공급된다(fed).
[0045] 공지된 시스템들에서의 도가니들의 엇갈림 배열에 기인하여, 약간 상이한 화학량론(stoichiometry)의 AlOx 층이 존재하는 포지션들(예를 들어, 도가니들의 포지션들에서)이 존재하여, 코팅된 기판 상에 가시적인 스트라이프들(stripes)을 초래하는 것이 밝혀졌다. 가시적인 스트라이프들은, 코팅된 기판의 배리어 성능에 대해 큰 영향을 갖지 않지만, 코팅 직후의 시각적 외관은 균일하지 않다.
[0046] 본원에서 설명되는 실시예들에 따른 증발 장치를 이용하여, 엇갈림 도가니 배열로부터 비롯된 스트라이프들이, 엇갈림 배열을 제외하지 않고 회피될 수 있으며, 이는, 완제품의 광학적 외관을 개선하고, 제품의 수용(acceptance)을 증가시킨다.
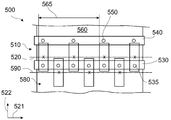
[0047] 도 9는, 제 1 라인(520)을 따르는, 도가니들의 제 1 세트(510), 및 제 2 라인(590)을 따라 배열된, 증발 도가니들의 제 2 세트(580)를 포함하는 증발 장치(500)의 실시예를 도시한다. 제 1 가스 공급 파이프(530)는 적어도, 도가니들의 제 1 세트(510)와, 기판(560)을 지지하는 기판 지지부 사이에 제공된다. 제 1 가스 공급 파이프(530)는, 기판(560)에 가스를 공급하기 위한 개구부들(535)을 갖는다. 증발 장치(500)는, 증발 도가니들의 제 1 세트(510)와 기판 지지부 사이에 가스를 제공하기 위한 제 2 가스 공급 파이프(540)를 더 포함한다. 도 9에 도시된 실시예에서, 제 2 가스 공급 파이프(540)의 개구부들(550)은, 제 1 방향(521)을 따른, 도가니들의 제 1 세트(510)의 도가니들의 포지션들에 실질적으로 상응하는 포지션들에 로케이팅되는 것에 의해, 재료의 증착의 균일성을 개선하도록 성형되고 포지셔닝된다. 일반적으로, 제 1 가스 공급 파이프의 개구부들의 개수는 증발 장치에 존재하는 도가니들의 개수에 따를 수 있다. 몇몇 실시예들에 따르면, 제 2 및/또는 제 3 가스 공급 파이프의 개구부들의 개수 또한, 도가니들의 개수 또는 각각의 도가니 세트의 도가니들의 개수에 따를 수 있다.
[0048] 도 9에 도시된 실시예에서, 제 1 가스 공급 파이프(530)의 개구부들의 개수는 제 2 가스 공급 파이프(540)의 개구부들의 개수보다 더 많고, 특히, 제 1 가스 공급 파이프(530)의 개구부들의 개수는, 길이 단위(length unit; 565) 당(per), 제 2 가스 공급 파이프의 개구부들의 개수보다 더 많다. 도 9에 예시적으로 도시된 길이 단위(565)는 도가니들의 제 1 세트(510) 중 2개의 도가니들에 걸쳐 제 1 방향으로 연장된다.
[0049] 도 9에 도시된 실시예에서, 제 2 가스 공급 파이프(540)는 오직, 도가니들의 제 1 세트(510)의 도가니들의 포지션들에서 개구부들(550)을 가지는 반면, 제 1 가스 공급 파이프(530)는, 도가니들의 제 1 세트(510) 및 도가니들의 제 2 세트(580)의 도가니들의 포지션들에서 개구부들(535)을 갖는다. 따라서, 제 1 가스 공급 파이프(530)의 개구부들의 개수는, 길이 단위(565) 당, 제 2 가스 공급 파이프(540)의 개구부들의 개수보다 2배 많다.
[0050] 그러나, 당업자는, 도 9가 단지 예를 도시하며, 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프의 개구부들의 관계는 설명된 실시예로부터 편차가 있을 수 있다는 것을 이해할 것이다. 예를 들어, 제 1 가스 공급 파이프의 개구부들의 개수는 제 2 가스 공급 파이프의 개구부들의 개수보다 3배, 4배, 또는 심지어 5배 또는 그 초과의 배수만큼 더 많을 수 있다. 일 실시예에서, 제 1 가스 공급 파이프의 개구부들의 개수는, 제 2 가스 공급 파이프의 개구부들의 개수의 정수배가 아니다. 예를 들어, 제 2 가스 공급 파이프의 개구부들의 개수는 제 1 가스 공급 파이프의 개구부들의 개수로부터 독립적이지만, 길이 단위 당, 제 1 가스공급 파이프의 개구부들의 개수와 상이하다.
[0051] 본원에서 설명되는 다른 실시예들과 조합될 수 있는 일 실시예에 따르면, 제 1 가스 공급 파이프의 개구부들은 쉴딩 디바이스(shielding device)를 향해서 지향될 수 있는데, 그러한 쉴딩 디바이스는, 증발 장치의 제 1 방향으로의 가스 분배를 균질화한다(homogenize). 쉴딩 디바이스를 이용하여, 제 1 가스 공급 파이프의 영역에서 제 1 방향으로 증발기 폭에 걸쳐, 일정한 가스 분배가 달성될 수 있다. 대안적으로, 일정한 가스 분배를 달성하기 위해, 제 1 가스 공급 파이프의 복수의 가스 개구부들이 제공될 수 있다.
[0052] 몇몇 실시예들에 따르면, 길이 단위는 도가니들에 따라 측정될 수 있지만, 또한, 도가니들로부터 독립적으로 정의될 수 있다. 예를 들어, 길이 단위는 고정된 값일 수 있거나, 또는, 코팅될 기판의 폭, 등에 의존할 수 있다.
[0053] 도 9의 실시예의 제 2 가스 공급 파이프는, 개구부들의 개수를 도가니들로부터 증발되는 재료의 존재에 적응시키는 것에 의해, 증착되는 층의 균일성을 개선하는 것을 돕는다. 따라서, 균일성은, 화학량론 조건들을 고려함으로써, 개선된다.
[0054] 도 9와 관련하여 설명되는 특징들이 또한, 이전에 설명된 실시예, 예컨대, 도가니들의 오직 하나의 세트만 갖는 증발 장치, 또는 도가니들의 제 2 세트 및 제 3 가스 공급 파이프를 갖는 증발 장치, 또는 도가니들의 포지션에 상응하는 개구부들을 구비한 가스 공급 파이프를 갖는 증발 장치, 또는 본원에서 설명되는 증발 장치의 추가적인 실시예들에서 사용될 수 있음이 이해되어야 한다. 예를 들어, 도 9에서 도시된 실시예는 또한, 특징들이 서로 모순되지 않는 한, 도 10 내지 17에 도시된 특징들과 조합될 수 있다.
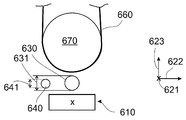
[0055] 도 10은, 제 1 방향(621)으로 연장되는 제 1 라인(620)을 따라 정렬된, 도가니들의 제 1 세트(610)를 포함하는 증발 도가니(600)의 실시예를 도시하고, 제 1 방향(621)은 제 2 방향(622)에 대해 실질적으로 수직으로 연장될 수 있다. 제 2 방향(622)은, 코팅될 기판(660)의 이동 방향일 수 있다. 증발 장치(600)는, 제 1 가스 공급 파이프(630), 및 개구부들(650)을 갖는 제 2 가스 공급 파이프(640)를 더 포함한다. 제 1 및 제 2 가스 공급 파이프들(630 및 640)은, 이전에 설명된 제 1 및 제 2 가스 공급 파이프들일 수 있다.
[0056] 도 10에 도시된 실시예에서, 제 2 가스 공급 파이프(640)의 직경은 제 1 가스 공급 파이프(630)의 직경과 상이하다. 직경의 차이는, 도 10에 도시된 실시예의 정면도인 도 11에서 확인할 수 있다. 제 2 가스 공급 파이프(640)는 직경(641)을 갖는다. 제 1 가스 공급 파이프(630)는 직경(631)을 갖는다. 도 11에서 확인할 수 있는 바와 같이, 직경(641)은 직경(631)보다 더 작다.
[0057] 도 10과 관련하여 설명되는 실시예는, 제 1 가스 공급 파이프보다 더 작은 직경을 갖는 제 2 가스 공급 파이프에 개구부들을 제공하는 것에 의해, 균일성을 개선할 수 있다. 기판에 대한 재료의 균일한 증착을 보장하기 위해, 공급 파이프들에서의 가스 유동의 유체적 특성들뿐만 아니라 화학량론 조건들이 고려될 수 있다.
[0058] 도 10 및 11과 관련하여 설명된 특징들이, 도 10 및 11에 도시된 실시예에만 적용 가능한 것은 아님이 이해되어야 한다. 그보다는, 가스 공급 파이프들의 상이한 직경들의 특징은, 도 1 내지 9 및 12 내지 17의 실시예들과 같은, 본원에서 설명되는 다른 실시예들과 조합될 수 있다. 예를 들어, 상이한 직경은 또한, 3개의 가스 공급 파이프들을 갖는 실시예들에 적용될 수 있다. 또한, 제 3 가스 공급 파이프는 제 1 가스 공급 파이프의 직경과 상이한 직경을 가질 수 있다. 또한, 상이한 직경들의 특징은, 제 2 및/또는 제 3 가스 공급 파이프가 제 1 가스 공급 파이프로부터, 제 1 방향(621)에 대해 실질적으로 수직인 제 2 방향(622)으로 변위되는 실시예에 적용될 수 있다.
[0059] 도 12는, 제 2 방향(722)에 대해 실질적으로 수직으로 연장될 수 있는 제 1 방향(721)으로 연장되는 제 1 라인(720)을 따라 정렬된, 도가니들의 제 1 세트(710)를 포함하는 증발 도가니(700)의 실시예를 도시한다. 제 2 방향(722)은, 코팅될 기판(760)의 이동 방향일 수 있다. 증발 장치(700)는, 제 1 가스 공급 파이프(730), 및 개구부들(750)을 갖는 제 2 가스 공급 파이프(740)를 더 포함한다. 제 1 및 제 2 가스 공급 파이프들(730 및 740)은, 이전에 설명된 제 1 및 제 2 가스 공급 파이프들일 수 있다.
[0060] 도 12에서, 제 2 가스 공급 파이프(740)의 개구부들(750)은, 서로에 대해, 제 2 방향으로 변위될 수 있다. 그러나, 도 12는 오직, 변위된 개구부들(750)을 갖는 제 2 가스 공급 파이프를 도시하는 반면, 제 3 가스 공급 파이프는 이전에 설명된 바와 같이 제공될 수 있다. 일 실시예에서, 제 3 가스 공급 파이프는 또한, 제 2 방향으로 변위된 개구부들을 가질 수 있다. 제 3 가스 공급 파이프는, 제 2 가스 공급 파이프의 변위된 개구부들에 부가적으로 또는 대안적으로, 변위된 개구부들을 가질 수 있다.
[0061] 제 2 및/또는 제 3 공급 파이프의 개구부들의 제 2 방향으로의 변위는 가스가 공급되는 지역을 더 확대시킬 수 있고, 그리고 따라서, 증착의 균일성을 개선할 수 있다.
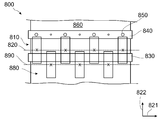
[0062] 도 13은, 제 2 방향(822)에 대해 실질적으로 수직으로 연장될 수 있는 제 1 방향(821)으로 연장되는 제 1 라인(820)을 따라 정렬된, 도가니들의 제1 세트(810)를 포함하는 증발 도가니(800)의 실시예를 도시한다. 제 2 방향(822)은, 코팅될 기판(860)의 이동 방향일 수 있다. 또한, 제 1 방향(821)으로 연장되는 제 2 라인(890)을 따라 정렬된, 도가니들의 제 2 세트(880)가 제공된다. 증발 장치(800)는 제 1 가스 공급 파이프(830), 및 개구부들(850)을 갖는 제 2 가스 공급 파이프(840)를 더 포함한다. 제 1 및 제 2 가스 공급 파이프들(830 및 840)은, 이전에 설명된 제 1 및 제 2 가스 공급 파이프들일 수 있다.
[0063] 몇몇 실시예들에 따르면, 제 2 가스 파이프의 개구부들은, 상이한 크기들을 가지는 것에 의해, 재료 증착의 균일성을 개선할 수 있다. 도 13에 도시된 실시예에서, 개구부들은 교번하는(alternating) 크기들을 갖는다. 도 13에서 확인할 수 있는 바와 같이, 제 2 가스 공급 파이프(840)의 개구부들(850)은, 도가니들의 제 2 세트(880)의 도가니들의 포지션들에 상응하는 포지션들에서보다, 도가니들의 제 1 세트(810)의 도가니들의 포지션들에 상응하는 포지션들에서, 더 크다.
[0064] 도 13은 오직, 제 2 가스 공급 파이프를 도시하지만, 이전에 설명된 제 3 가스 공급 파이프가 제공될 수 있다. 몇몇 실시예들에 따르면, 제 3 가스 공급 파이프는, 제 2 가스 공급 파이프의 상이한 크기들의 개구부들에 부가적으로 또는 대안적으로, 상이한 크기들의 개구부들을 가질 수 있다. 특히, 제 3 가스 공급 파이프의 개구부들은, 도가니들의 제 1 세트의 도가니들의 포지션들에 상응하는 포지션들에서보다, 도가니들의 제 2 세트의 도가니들의 포지션들에 상응하는 포지션들에서, 더 클 수 있다.
[0065] 도 14는, 제 2 방향(922)에 대해 실질적으로 수직으로 연장될 수 있는 제 1 방향(921)으로 연장되는 제 1 라인(920)을 따라 정렬된, 도가니들의 제 1 세트(910)를 포함하는 증발 도가니(900)의 실시예를 도시한다. 제 2 방향(922)은, 코팅될 기판(960)의 이동 방향일 수 있다. 증발 장치(900)는 제 1 가스 공급 파이프(930), 및 개구부들(950)을 갖는 제 2 가스 공급 파이프(940)를 더 포함한다. 제 1 및 제 2 가스 공급 파이프들(930 및 940)은 이전에 설명된 제 1 및 제 2 가스 공급 파이프들일 수 있다.
[0066] 도 14에 도시된 실시예는, 기판에 대한 재료 증착의 균일성을 개선하기 위해, 제 1 방향으로, 개구부의 포지션에 따른 크기를 갖는, 제 2 가스 공급 파이프(940)의 개구부들을 제공한다. 예를 들어, 개구부(951)는, 제 1 라인을 따르는 다른 포지션에 로케이팅되는 개구부(952)보다 더 큰 직경을 갖는다. 또한, 도 14에 도시된 실시예에서, 개구부(953)는 개구부들(951 및 952)보다 더 작은 직경을 갖는다. 몇몇 실시예들에 따르면, 개구부의 크기(즉, 원형 개구부의 경우, 직경)는, 코팅의 균일성을 개선하기 위해, 코팅될 기판(960)의 외측 엣지를 향해서 증가할 수 있다.
[0067] 도 15는 증발 장치(1000)의 실시예를 도시하며, 증발 장치(1000)는 제 1 방향(1021)으로 연장되는 제 1 라인(1020)을 따라 정렬되는, 도가니들의 제 1 세트(1010)를 포함한다. 제 2 방향(1022)은 제 1 방향(1021)에 대해 실질적으로 수직이다. 도 15에 도시된 증발 장치(1000)는, 도가니들의 제 1 세트(1010)와, 코팅될 기판(1060)을 지지하는 기판 지지부 사이에 배열된 제 1 가스 공급 파이프(1030)를 더 포함한다. 도가니들의 제 1 세트(1010)에 가스를 공급하기 위한 제 2 가스 공급 파이프(1040)가 제공된다. 제 2 가스 공급 파이프(1040)는 가스 배출구로서 작용하는 개구부들을 가질 수 있다.
[0068] 도 15에 도시된 실시예에서, 개구부들은 직사각형이다. 몇몇 실시예들에 따르면, 개구부들의 크기는 상이하고, 이는, 도 15의 개구부들(1051, 1052, 및 1053)의 상이한 크기들에 의해 확인될 수 있다. 상이한 크기 외에도, 개구부들(1051, 1052, 및 1053)은, 서로 비교할 때, 상이한 치수들을 갖는다. 예를 들어, 직사각형 개구부들의 길이 및/또는 폭은, 제 1 방향을 따라 개구부로부터 개구부들로, 상이할 수 있다.
[0069] 도면들에서, 가스 공급 파이프들의 개구부들은 대부분, 실질적으로 원형 형상으로 도시된다. 그러나, 당업자는, 본원에서 설명되는 실시예들이, 도면들의 예들에 도시된 원형 또는 직사각형 형상들에 제한되지 않는다는 점을 이해할 것이다. 그보다는, 개구부들은 다른 형상들, 예컨대, 타원 형상, 링-형 형상, 삼각-형 형상, 다각-형 형상, 또는 가스를 증발 프로세스에 전달하기에 적합한 임의의 형상, 또는, 제 2 및 제 3 가스 공급 파이프의 경우, 기판 상에 코팅되는 층의 균일성을 개선하기에 적합한 임의의 형상을 가질 수 있다.
[0070] 도 16은, 제 2 방향(1122)에 대해 실질적으로 수직으로 연장될 수 있는 제 1 방향(1121)으로 연장되는 제 1 라인(1120)을 따라 정렬된, 도가니들의 제 1 세트(1110)를 포함하는 증발 장치(1100)의 실시예를 도시한다. 제 2 방향(1122)은, 코팅될 기판(1160)의 이동 방향일 수 있다. 또한, 제 1 방향(1121)으로 연장되는 제 2 라인(1190)을 따라 정렬된, 도가니들의 제 2 세트(1180)가 제공된다. 증발 장치(1100)는 제 1 가스 공급 파이프(1130), 및 개구부들(1150)을 갖는 제 2 가스 공급 파이프(1140)를 더 포함한다. 제 1 및 제 2 가스 공급 파이프들(1130 및 1140)은 이전에 설명된 제 1 및 제 2 가스 공급 파이프들일 수 있다.
[0071] 본원에서 설명되는 몇몇 실시예들에 따르면, 제 2 가스 공급 파이프(1140)의 개구부들은 상이한 형상들을 가질 수 있다. 일 실시예에서, 제 1 방향을 따른 포지션들에 로케이팅되는, 제 2 가스 공급 파이프(1140)의 개구부들 ― 이러한 포지션들은, 도가니들의 제 1 세트(1110)의 도가니들의 포지션들에 상응함 ― 은 제 1 형상을 가질 수 있다. 제 1 방향을 따른 포지션들에 로케이팅되는, 제 2 가스 공급 파이프(1140)의 개구부들 ― 이러한 포지션들은, 도가니들의 제 2 세트(1180)의 도가니들의 포지션들에 상응함 ― 은 제 1 형상과 상이한 제 2 형상을 가질 수 있다. 예를 들어, 개구부(1151)는 실질적으로 원형 형상을 가질 수 있는 반면, 개구부(1152)는 실질적으로 직사각형 형상을 가질 수 있다. 화학량론 조건들을 고려한, 제 1 방향을 따른 정의된 포지션들에서의 상이한 형상들은 균일한 재료 증착을 초래할 수 있다.
[0072] 개구부들의 상이한 형상들의 특징이 제 2 가스 공급 파이프와 관련하여 설명되지만, 제 2 가스 공급 파이프의 개구부들에 부가적으로 또는 대안적으로, 제 3 가스 공급 파이프가 또한, 상이하게 성형된 개구부들을 갖출 수 있음이 이해되어야 한다.
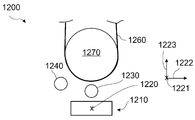
[0073] 도 17은 증발 장치(1200)의 실시예의 정면도를 도시한다. 증발 장치(1200)는, 코팅될 기판(1260)를 지지하기 위한 드럼(1270)을 도시한다. 도가니들의 제 1 세트(1210)가, 제 1 방향(1221)으로 연장되는 라인(1220)을 따라 배열되는 것으로 확인할 수 있다. 증발 장치(1200)는, 증발 도가니들의 제 1 세트(1210)의 증발 도가니들 중 적어도 하나와 드럼(1270) 사이에 배열되는 제 1 가스 공급 파이프(1230)를 더 포함한다. 또한, 도 17에서, 증발 도가니들의 제 1 세트(1210)와 드럼(1270) 사이에 가스를 제공하기 위한 제 2 가스 공급 파이프(1240) ― 제 2 가스 공급 파이프(1240)는, 재료의 증착의 균일성을 개선하도록 성형되고 포지셔닝된 개구부들을 구비함 ― 를 확인할 수 있다. (도 1 내지 16에 도시된 실시예들과 같은) 상기 설명된 추가적인 실시예들과 조합될 수 있는 도 17의 실시예에서, 증착될 층의 균일성은, 제 1 방향(1221) 및 제 2 방향(1222)에 대해 실질적으로 수직인 제 3 방향(1223)으로 제 1 가스 공급 파이프(1230)보다, 드럼(1270)까지 더 작은 거리를 갖는 제 2 가스 공급부(1240)의 개구부들에 의해, 증착 프로세스를 위한 가스를 제공함으로써 개선될 수 있다.
[0074] 당업자는, 상기 실시예들에서 설명된 특징들이, 본원에서 설명되는 다른 특징들과 조합될 수 있음을 인지할 것이다. 특히, 제 1, 제 2, 및/또는 제 3 가스 공급 파이프의 개구부들의 성형 및 포지셔닝에 관한, 도 12, 13, 14, 15, 16, 및 17에서 설명되는 특징들은, (특징들이 서로 모순되지 않는 한) 도 1 내지 11에서 설명되는 실시예들과 같은 다른 실시예들에서 설명된 증발 장치 배열과 조합될 수 있다. 특히, 제 2 방향으로 서로에 대한 개구부들의 변위에 관한 특징들, 도가니들의 포지션에 따른 개구부들의 상이한 크기들, 제 1 방향으로 포지션에 따른 개구부들의 상이한 크기들, 개구부들의 상이한 종류의 형상들, 및 도가니들의 포지션에 따른 개구부들의 상이한 형상들은, 도 1 내지 11의 실시예들에서 설명된 증발 장치들에서 사용될 수 있거나, 실시예들과 조합될 수 있다.
[0075] 몇몇 실시예들에 따르면, 증발 프로세스는, 몇몇의(several) 10-4hPa의 압력에서와 같은 진공 분위기(vacuum atmosphere)에서 일어난다. 당업자는, 증착되는 층으로서 형성되는 재료에 의해 가스가 본딩되기(bonded) 때문에, 제 2 및/또는 제 3 가스 공급 파이프로부터의 가스의 공급이, 증발 프로세스 동안 압력을 실질적으로 보정하지 않는다는 점을 이해할 것이다. 일반적으로, 가스 파이프들에서의 가스 유동은 증발 장치의 크기 및 코팅될 기판의 크기에 의존한다. 일 실시예에서, 제 1 방향으로 전형적으로 약 1200mm 내지 약 4500mm, 더 전형적으로 약 1250mm 내지 약 4450mm, 예를 들어, 2450mm의 코팅 폭을 갖는 기판을 코팅하기 위한 증발 장치가 제공될 수 있다. 가스 공급 파이프들은, 전형적으로 약 5000sccm 내지 약 50000sccm, 더 전형적으로 약 7000sccm 내지 약 50000sccm, 그리고 더욱 더 전형적으로 약 7000sccm 내지 약 20000sccm의 가스 유동을 제공할 수 있다. 특히, 본원에서 설명되는 실시예들에 따른 증발 장치의 가스 유동은 두개 또는 세개의 가스 공급 파이프들로 분배될 수 있다. 예를 들어, 가스 유동은 제 1 가스 공급 파이프 및 제 2 가스 공급 파이프에 대해 동일한 파트들에서 분배될 수 있다. 그러나, 당업자는, 가스 공급 파이프들에서의 가스 유동의 분배가 화학량론 세트 및/또는 원하는 층 두께에 따르는 점을 이해할 것이고, 이로써, 상기 예는 제한적 방식으로 이해되어서는 안된다. 그보다는, 가스 공급 파이프들에서의 가스 유동의 각각의 임의의 분배는 각각의 목적을 위해 선택될 수 있다.
[0076] 일 실시예에서, 제 2 및/또는 제 3 가스 공급 파이프는, 가스 공급 파이프의 제 1 개구부로부터 마지막 개구부까지 제 1 방향을 따라서, 개구부들을 통한 거의 일정한 가스 공급을 보장하도록 이루어진다. 예를 들어, 개구부들의 크기는 가스 공급 파이프들의 직경에 대해서 이루어질 수 있다. 일 실시예에서, 개구부 크기는, 증가하는 파이프 직경에 대해서 증가한다. 몇몇 실시예들에 따르면, 가스 공급 파이프들 및 개구부들은 진공 환경에서 사용되도록 구성될 수 있다. 가스 공급 파이프들 및 개구부들은, 진공 조건들 하에서 제 1 방향으로, 코팅될 기판의 폭에 걸쳐 일정한 가스 공급을 전달하도록 구성될 수 있다.
[0077] 몇몇 실시예들에 따르면, 본원에서 설명되는 가스 파이프의 직경은 전형적으로 약 10mm 내지 약 30mm, 더 전형적으로 약 12mm 내지 약 20mm, 그리고 더욱 더 전형적으로 약 12mm 내지 약 18mm일 수 있다. 몇몇 실시예들에서, 가스 공급 파이프들의 개구부들은 약 0.5mm 내지 약 1.5mm, 더 전형적으로 약 0.8mm 내지 약 1.2mm, 그리고 더욱 더 전형적으로 약 0.8mm 내지 약 1.0mm일 수 있다. 일 예에서, 증발 장치는 최대 2450mm의 폭을 갖는 기판들을 코팅하도록 이루어지고, 개구부 직경이 0.8mm인, 12mm의 직경을 갖는 가스 공급 파이프를 포함한다.
[0078] 일반적으로, 본원에서 설명되는 증발 장치는, 코팅될 기판을 제공하기 위한 공급 드럼, 및 코팅 이후의 기판을 저장하기 위한 테이크-업(take-up) 드럼을 포함하는 증발 시스템에서 사용될 수 있다. 증발 시스템은 추가적인 컴포넌트들, 예컨대, 코팅될 기판을 가이딩 및/또는 텐셔닝(tensioning)하기 위한 추가적인 드럼들 또는 롤들, 증착 프로세스 동안 기판을 냉각시키기 위한 냉각 수단, 증발 시스템의 동작을 모니터링 및 제어하기 위한 제어 유닛, 폐쇄형-루프 자동 층 제어(closed-loop automatic layer control), 모니터링 범위 밖 자가-진단(self-diagnostic out-of-range monitoring), 및 고속(high rate) 증착 소스들, 등을 포함할 수 있다. 일 실시예에서, 본원에서 설명되는 실시예들에 따른 증발 장치가 사용될 수 있는 증발 시스템은, 기판의 코팅된 측에 대한 시스템의 컴포넌트들, 예컨대, 가이딩 및 텐셔닝 롤들과의 접촉을 회피하기 위해 이루어질 수 있다. 일반적으로, 본원에서 설명되는 증발 장치는 진공 증착 프로세스에서 사용되기에 적합한 증발 장치일 수 있다. 증발 장치는, 동작 동안 진공을 유지하기 위한 컴포넌트들, 예컨대, 고-성능 펌핑 시스템들, 진공 펌프들, 및 밀봉들, 등을 포함할 수 있다. 몇몇 실시예들에 따르면, 본원에서 설명되는 증발 장치가 사용될 수 있는 증발 시스템은 20나노미터의 얇고, 투명한(clear) 배리어 코팅들을 PET 기판들 상에 생성하도록 이루어질 수 있다. 일 실시예에서, 증발 시스템은 10나노미터의 얇은 층을 기판 상에 증착시키도록 이루어질 수 있다. 일 실시예에서, 본원에서 설명되는 실시예들에 따른 증발 장치는, 약 650mm 내지 약 4500mm의 범위의 폭에 걸쳐 코팅될 기판들을 위한 증발 시스템에서 사용될 수 있다. 증발 장치는 최대 초-당-17미터의 속도로 기판을 가이딩하도록 이루어질 수 있다.
[0079] 본원에서 설명되는 실시예들을 이용하여, 코팅된 기판과 같은 완제품의 광학적 외관은, 증착된 층의 균일성을 개선함으로써 달성될 수 있다. 본원에서 설명되는 실시예들에 따른 증발 장치를 이용하여, 제품 가시성(visibility)에 대한 더 높은 투명도(transparency)가 달성될 수 있는 반면, 동작 비용들은 많이 증가되지 않는다. 또한, 가스 공급 파이프들의 개구부들을 성형하고 포지셔닝하는 것에 의해, 증착된 층의 높은 균일성을 달성하는 것은, 따라서, 완제품의 낮은 불량률을 초래한다.
[0080] 전술한 내용은 본 발명의 실시예들에 관한 것이지만, 본 발명의 다른 및 추가적인 실시예들이, 본 발명의 기본 범위로부터 벗어나지 않고 안출될 수 있으며, 본 발명의 범위는 이하의 청구항들에 의해 결정된다.
Claims (18)
- 드럼(170; 270; 370; 670; 1270)에 의해 지지되는 기판(160; 260; 360; 460; 560; 660; 760; 860; 960; 1060; 1160; 1260) 상에 재료를 증착시키기 위한 증발 장치(100; 200; 300; 400; 500; 600; 700; 800; 900; 1000; 1100; 1200)로서,
상기 증발 장치는:
증발된 재료를 상기 기판 상에 증착시키기 위한, 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121; 1221)을 따른 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120; 1220)에 정렬된, 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110; 1210);
상기 증발 도가니들의 제 1 세트의 증발 도가니들 중 적어도 하나와 상기 드럼 사이에 배열되고, 상기 제 1 방향으로 연장되는 제 1 가스 공급 파이프(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130; 1230); 및
상기 증발 도가니들의 제 1 세트와 상기 드럼 사이에 가스를 공급하기 위한, 상기 제 1 방향으로 연장되는 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140; 1240)를 포함하며, 상기 제 2 가스 공급 파이프는, 상기 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝되는 개구부들(150; 250; 350; 450; 550; 650; 750; 850; 951; 952; 953; 1051; 1052; 1053; 1151; 1152)을 구비하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 1 항에 있어서,
상기 제 1 방향(221; 321; 421; 521; 821; 1121)을 따른 제 2 라인(290; 390; 490; 590; 890; 1190)에 정렬된, 증발 도가니들의 제 2 세트(280; 380; 480; 580; 880; 1180)를 더 포함하고, 상기 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110)의 상기 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120)은, 상기 도가니들의 제 1 세트의 도가니들 중 적어도 2개의 중심을 통해 정의되며, 상기 증발 도가니들의 제 2 세트의 제 2 라인은, 상기 도가니들의 제 2 세트의 도가니들 중 적어도 2개의 중심을 통해 정의되고, 상기 제 1 라인 및 상기 제 2 라인은, 상기 제 1 방향에 대해 실질적으로 수직인 제 2 방향(222; 322; 422; 522; 822; 1122)으로, 서로에 대해 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 2 항에 있어서,
상기 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120) 및 상기 제 2 라인(290; 390; 490; 590; 890; 1190)은, 상기 제 2 방향(222; 322; 422; 522; 822; 1122)으로 40mm 초과만큼 서로 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 2 항에 있어서,
상기 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120) 및 상기 제 2 라인(290; 390; 490; 590; 890; 1190)은, 60mm와 동일한 만큼 또는 그 초과만큼 서로 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 2 항 또는 제 3 항에 있어서,
상기 증발 도가니들의 제 2 세트(380; 480)와 상기 드럼 사이에 가스를 제공하기 위한, 상기 제 1 방향(321; 421)으로 연장되는 제 3 가스 공급 파이프(395; 495)를 더 포함하며, 상기 제 3 가스 공급 파이프는, 상기 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝된 개구부들(396; 496)을 구비하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 제 3 가스 공급 파이프(395; 495) 및 상기 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140) 중 적어도 하나는, 상기 제 1 가스 공급 파이프(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130)에 대해, 상기 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)에 대해 실질적으로 수직인 제 2 방향(122; 222; 322; 422; 522; 622; 722; 822; 922; 1022; 1122)으로 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 4 항 또는 제 5 항에 있어서,
상기 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140) 및 상기 제 3 가스 공급 파이프(395; 495)는, 상기 제 1 가스 공급 파이프(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130)의 대향(opposote) 측들에 배열되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140)는:
상기 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)을 따른, 실질적으로 상기 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110)의 증발 도가니들의 포지션들에 개구부들(150; 250; 350; 450; 550; 650; 750; 850; 950; 1050; 1150)을 제공하는 것; 및
상기 제 1 방향을 따른, 상기 증발 도가니들의 제 2 세트(280; 380; 480; 580; 880; 1180)의 증발 도가니들의 포지션들에서 폐쇄되는 것
중 적어도 하나에 의해 상기 재료의 증착의 균일성을 개선하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 4 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 제 3 가스 공급 파이프(395; 495)는:
상기 제 1 방향(321; 421)을 따른, 실질적으로 상기 증발 도가니들의 제 2 세트(380; 480)의 증발 도가니들의 포지션들에 개구부들(396; 496)을 제공하는 것; 및
상기 제 1 방향을 따른, 상기 증발 도가니들의 제 1 세트(310; 410)의 증발 도가니들의 포지션들에서 폐쇄되는 것
중 적어도 하나에 의해 상기 재료의 증착의 균일성을 개선하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 제 3 가스 공급 파이프(395; 495) 및 상기 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140) 중 적어도 하나는 다양한(varying) 크기들의 개구부들을 제공하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 9 항에 있어서,
상기 제 3 가스 공급 파이프(395; 495) 및 상기 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140) 중 적어도 하나의 개구부들의 크기는, 상기 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)을 따른, 상기 개구부들의 포지션에 따라 변하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 드럼(170; 270; 370; 670)에 의해 지지되는 기판(160; 260; 360; 460; 560; 660; 760; 860; 960; 1060; 1160) 상에 재료를 증착시키기 위한 증발 장치(100; 200; 300; 400; 500; 600; 700; 800; 900; 1000; 1100)로서,
상기 증발 장치는:
제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)으로 연장되는 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120)을 따라 정렬된, 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110), 및 상기 제 1 방향으로 연장되는 제 2 라인(290; 390; 490; 590; 890; 1190)을 따라 정렬된, 증발 도가니들의 제 2 세트(280; 380; 480; 580; 880; 1180);
상기 증발 도가니들의 제 1 세트 및 상기 증발 도가니들의 제 2 세트에 가스를 공급하도록 구성된, 상기 제 1 방향으로 연장되는 제 1 가스 공급부(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130); 및
상기 증발 도가니들의 제 1 세트에 가스를 공급하기 위한, 상기 제 1 방향으로 연장되며, 파이프를 포함하는 제 2 가스 공급부(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140)를 포함하며, 상기 파이프는, 실질적으로, 상기 제 1 방향을 따른, 상기 증발 도가니들의 제 1 세트의 증발 도가니들의 포지션들에 있고 그리고 상기 제 1 방향을 따른, 상기 증발 도가니들의 제 2 세트의 증발 도가니들의 포지션들에서 폐쇄되는 가스 배출구 개구부들(150; 250; 350; 450; 550; 650; 750; 850; 951; 952; 953; 1051; 1052; 1053; 1151; 1152)을 포함하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 12 항에 있어서,
상기 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110)의 상기 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120)은, 상기 도가니들의 제 1 세트의 적어도 2개의 도가니들의 중심을 통해 정의되고, 상기 증발 도가니들의 제 2 세트(280; 380; 480; 580; 880; 1180)의 제 2 라인(290; 390; 490; 590; 890; 1190)은, 상기 도가니들의 제 2 세트의 적어도 2개의 도가니들의 중심을 통해 정의되며, 상기 제 1 라인 및 상기 제 2 라인은, 상기 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)에 대해 실질적으로 수직인 제 2 방향(222; 322; 422; 522; 622; 722; 822; 922; 1022; 1122)으로, 서로에 대해 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 12 항 또는 제 13 항에 있어서,
상기 증발 도가니들의 제 2 세트(380; 480)에 가스를 제공하기 위한, 상기 제 1 방향(321; 421)으로 연장되며, 파이프를 포함하는 제 3 가스 공급부(395; 495)를 더 포함하고, 상기 파이프는, 실질적으로, 상기 제 1 방향(321; 421)을 따른, 상기 증발 도가니들의 제 2 세트(380; 480)의 증발 도가니들의 포지션들에 있고 그리고 상기 제 1 방향을 따른, 상기 증발 도가니들의 제 1 세트(310; 410)의 증발 도가니들의 포지션들에서 폐쇄되는 가스 배출구 개구부들(396; 496)을 포함하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 12 항 내지 제 14 항 중 어느 한 항에 있어서,
상기 제 3 가스 공급부(395; 495) 및 상기 제 2 가스 공급부(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140) 중 적어도 하나는, 상기 제 1 가스 공급부(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130)에 대해, 상기 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121)에 대해 실질적으로 수직인 제 2 방향(122; 222; 322; 422; 522; 622; 722; 822; 922; 1022; 1122)으로 변위되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 15 항에 있어서,
상기 제 2 가스 공급부 및 상기 제 3 가스 공급부는 상기 제 1 가스 공급부의 대향 측들에 배열되는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 제 12 항 내지 제 16 항 중 어느 한 항에 있어서,
상기 제 1 가스 공급부(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130)는, 가스 배출구 개구부들을 제공하는 것에 의해, 상기 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110), 및 상기 증발 도가니들의 제 2 세트(280; 380; 480; 580; 880; 1180)에 가스를 공급하도록 구성되며, 길이 단위(length unit) 당 상기 제 1 가스 공급부의 가스 배출구 개구부들의 개수는, 상기 제 3 가스 공급부 및 상기 제 2 가스 공급부 중 적어도 하나의, 길이 단위 당 가스 배출구 개구부들의 개수보다 더 많은,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치. - 드럼(170; 270; 370; 670; 1270)에 의해 지지되는 기판(160; 260; 360; 460; 560; 660; 760; 860; 960; 1060; 1160; 1260) 상에 재료를 증착시키기 위한 증발 장치(100; 200; 300; 400; 500; 600; 700; 800; 900; 1000; 1100; 1200)의 사용으로서,
상기 증발 장치는:
증발된 재료를 상기 기판 상에 증착시키기 위한, 제 1 방향(121; 221; 321; 421; 521; 621; 721; 821; 921; 1021; 1121; 1221)을 따른 제 1 라인(120; 220; 320; 420; 520; 620; 720; 820; 920; 1020; 1120; 1220)에 정렬된, 증발 도가니들의 제 1 세트(110; 210; 310; 410; 510; 610; 710; 810; 910; 1010; 1110; 1210);
상기 증발 도가니들의 제 1 세트의 증발 도가니들 중 적어도 하나와 상기 드럼 사이에 배열되고, 상기 제 1 방향으로 연장되는 제 1 가스 공급 파이프(130; 230; 330; 430; 530; 630; 730; 830; 930; 1030; 1130; 1230); 및
상기 증발 도가니들의 제 1 세트와 상기 드럼 사이에 가스를 제공하기 위한, 상기 제 1 방향으로 연장되는 제 2 가스 공급 파이프(140; 240; 340; 440; 540; 640; 740; 840; 940; 1040; 1140; 1240)를 포함하며, 상기 제 2 가스 공급 파이프는, 상기 재료의 증착의 균일성을 개선하기 위해 성형되고 포지셔닝되는 개구부들(150; 250; 350; 450; 550; 650; 750; 850; 951; 952; 953; 1051; 1052; 1053; 1151; 1152)을 구비하는,
드럼에 의해 지지되는 기판 상에 재료를 증착시키기 위한 증발 장치의 사용.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13174290.0A EP2818572B1 (en) | 2013-06-28 | 2013-06-28 | Evaporation apparatus with gas supply |
| EP13174290.0 | 2013-06-28 | ||
| PCT/EP2014/063488 WO2014207088A1 (en) | 2013-06-28 | 2014-06-26 | Evaporation apparatus with gas supply |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160025600A true KR20160025600A (ko) | 2016-03-08 |
Family
ID=48692385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167002399A KR20160025600A (ko) | 2013-06-28 | 2014-06-26 | 가스 공급부를 구비한 증발 장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10081866B2 (ko) |
| EP (1) | EP2818572B1 (ko) |
| JP (1) | JP6435325B2 (ko) |
| KR (1) | KR20160025600A (ko) |
| CN (1) | CN105378136B (ko) |
| WO (1) | WO2014207088A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6121639B1 (ja) * | 2015-06-09 | 2017-04-26 | 株式会社アルバック | 巻取式成膜装置及び巻取式成膜方法 |
| JP2018530664A (ja) * | 2016-01-15 | 2018-10-18 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 有機材料のための蒸発源、有機材料のための蒸発源を有する装置、及び有機材料を堆積させるための方法。 |
| WO2018024313A1 (en) * | 2016-08-01 | 2018-02-08 | Applied Materials, Inc. | Deposition apparatus |
| CN110344002B (zh) * | 2019-06-11 | 2022-03-22 | 惠科股份有限公司 | 一种蒸镀装置和蒸镀方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5242500A (en) * | 1990-08-27 | 1993-09-07 | Leybold Aktiengesellschaft | Apparatus for the continuous coating of band-type substrate |
| MY143286A (en) * | 1996-05-21 | 2011-04-15 | Panasonic Corp | Thin film, method and apparatus for forming the same, and electronic component incorporating the same |
| JPH1053868A (ja) * | 1996-08-07 | 1998-02-24 | Kao Corp | 薄膜形成装置 |
| JPH11335819A (ja) * | 1998-05-22 | 1999-12-07 | Dainippon Printing Co Ltd | 真空蒸着装置 |
| US20050147753A1 (en) * | 1999-10-22 | 2005-07-07 | Kurt J. Lesker Company | Material deposition system and a method for coating a substrate or thermally processing a material in a vacuum |
| JP2006274308A (ja) * | 2005-03-28 | 2006-10-12 | Fuji Photo Film Co Ltd | 蛍光体シート製造装置 |
| JP2007270251A (ja) * | 2006-03-31 | 2007-10-18 | Toray Ind Inc | 多層薄膜付き積層体の製造方法および製造装置 |
| JP5194939B2 (ja) * | 2008-03-28 | 2013-05-08 | 東レ株式会社 | 金属酸化物薄膜形成装置ならびに金属酸化物薄膜付きシートの製造方法 |
| JP5121638B2 (ja) * | 2008-09-05 | 2013-01-16 | パナソニック株式会社 | 蒸着装置および蒸着装置を用いた蒸着膜の製造方法 |
| EP2702184B1 (en) * | 2011-04-29 | 2018-12-05 | Applied Materials, Inc. | Gas system for reactive deposition process |
| JP2013234364A (ja) * | 2012-05-09 | 2013-11-21 | Mitsubishi Plastics Inc | ガスバリア性フィルムの製造方法 |
-
2013
- 2013-06-28 EP EP13174290.0A patent/EP2818572B1/en active Active
- 2013-07-12 US US13/940,587 patent/US10081866B2/en not_active Expired - Fee Related
-
2014
- 2014-06-26 JP JP2016522493A patent/JP6435325B2/ja not_active Expired - Fee Related
- 2014-06-26 CN CN201480038710.1A patent/CN105378136B/zh not_active Expired - Fee Related
- 2014-06-26 KR KR1020167002399A patent/KR20160025600A/ko active IP Right Grant
- 2014-06-26 WO PCT/EP2014/063488 patent/WO2014207088A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JP6435325B2 (ja) | 2018-12-05 |
| CN105378136B (zh) | 2018-11-02 |
| US20150000598A1 (en) | 2015-01-01 |
| EP2818572A1 (en) | 2014-12-31 |
| US10081866B2 (en) | 2018-09-25 |
| WO2014207088A1 (en) | 2014-12-31 |
| EP2818572B1 (en) | 2019-11-13 |
| CN105378136A (zh) | 2016-03-02 |
| JP2016524047A (ja) | 2016-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4767000B2 (ja) | 真空蒸着装置 | |
| KR102040758B1 (ko) | 증기 처리 시스템 및 방법 | |
| TWI429773B (zh) | 真空汽相沉積裝置 | |
| KR20160025600A (ko) | 가스 공급부를 구비한 증발 장치 | |
| CN107406969B (zh) | 卷取式成膜装置、蒸发源单元和卷取式成膜方法 | |
| JP5774772B2 (ja) | 反応性堆積プロセスのためのガスシステム | |
| JP6940589B2 (ja) | 堆積装置 | |
| JP2018501405A5 (ko) | ||
| JP7485107B2 (ja) | ガスバリアフィルムの製造方法 | |
| EP3743539A1 (en) | Evaporator for evaporating a source material, material deposition source, deposition apparatus and methods therefor | |
| JP2016524047A5 (ko) | ||
| JP4729572B2 (ja) | 種々の形態の基体に順応するプラズマ被覆装置 | |
| CN206109530U (zh) | 用于将工艺气体供应到蒸发器源中的气体注入器单元 | |
| KR102188345B1 (ko) | 기상 증착 장치 및 기판 처리 방법 | |
| JP4792151B2 (ja) | 透明AlOxバリア膜の形成方法及び製造装置 | |
| KR20140106143A (ko) | 내지문 박막 증착용 보트 | |
| JP2013544322A (ja) | 蒸着ユニット及び真空コーティング装置 | |
| EP3749796B1 (en) | Deposition apparatus for depositing evaporated material and methods therefor | |
| WO2019240802A1 (en) | Evaporator for depositing material on a substrate, method of forming an evaporator, and evaporation apparatus for depositing material on a flexible substrate | |
| WO2022089737A1 (en) | Deposition source, deposition apparatus for depositing evaporated material, and methods therefor | |
| TW202025243A (zh) | 輻射裝置、用於在一基板上沉積一材料的沉積設備、及利用一沉積設備用於在一基板上沉積一材料的方法 | |
| JP2015048535A (ja) | 平坦な形状の基板に成膜するための蒸着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |