KR20140100991A - 압력 하에 충전 제품을 패키징하기 위한 플라스틱 용기 및 그 제조 방법 - Google Patents
압력 하에 충전 제품을 패키징하기 위한 플라스틱 용기 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20140100991A KR20140100991A KR1020147018854A KR20147018854A KR20140100991A KR 20140100991 A KR20140100991 A KR 20140100991A KR 1020147018854 A KR1020147018854 A KR 1020147018854A KR 20147018854 A KR20147018854 A KR 20147018854A KR 20140100991 A KR20140100991 A KR 20140100991A
- Authority
- KR
- South Korea
- Prior art keywords
- container
- pressure
- vessel
- preform
- plastic
- Prior art date
Links
Images










































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material of curved cross-section
- B65D11/04—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/66—Contents and propellant separated first separated, but finally mixed, e.g. in a dispensing head
- B65D83/663—Contents and propellant separated first separated, but finally mixed, e.g. in a dispensing head at least a portion of the propellant being separated from the product and incrementally released by means of a pressure regulator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/003—Containers for packaging, storing or transporting, e.g. bottles, jars, cans, barrels, tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/16—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material with double walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/20—Details of walls made of plastics material
- B65D11/22—Reinforcing for strengthening parts of members
- B65D11/26—Local reinforcements, e.g. adjacent to closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/38—Details of the container body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/42—Filling or charging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/62—Contents and propellant separated by membrane, bag, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/64—Contents and propellant separated by piston
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3032—Preforms or parisons made of several components having components being injected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3041—Preforms or parisons made of several components having components being extruded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/38—Details of the container body
- B65D83/384—Details of the container body comprising an aerosol container disposed in an outer shell or in an external container
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Dispersion Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Packages (AREA)
- Basic Packing Technique (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Laminated Bodies (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Closures For Containers (AREA)
- User Interface Of Digital Computer (AREA)
Abstract
그 상부측의 주입 개구(24)를 구비한 목 섹션(23), 용기(1)의 몸체를 형성하는 인접한 외피 섹션(22), 및 상기 용기의 저부 섹션(21)을 포함하고, 클로저(5)로 상기 상부 섹션(21)에서 폐쇄 가능하고 본질적으로 플라스틱 폴리머로 구성되는, 반-액체 유체를 포함하는 연속성 충전 제품, 및 포옴재, 반죽, 크림, 또는 분말과 같은 각각의 불연속성 충전 제품을 압력 하에서 패키징하기 위한 용기가 개시되는 용기에 있어서, 상기 상부 섹션 반대편에 배치된 저부 섹션(21)은 조인트(13)에 의해 상기 몸체(22)에 부착되는 별개로 추가되는 저부(21)에 의해 폐쇄되고, 상기 몸체(22)는 보강재(30)의 세트를 구비하는 용기, 및 용기(1)를 제조하기 위한 방법이 개시된다.
Description
본 발명은 압력 하에 충전 제품, 특히, 유체, 즉 액체 또는 가스, 또는 반죽, 크림, 겔 등과 같은 반-액체의 패키징을 위해 의도된 용기에 관한 것이며, 압력 용기는 보강체를 갖는다.
플라스틱 압력 용기는 에너지 및 수송 비용에서 저렴한 비용때문에 금속으로 만들어진 것과 비교하여, 즉 환경 및 내구성에서 일부 이점을 나타내고, 그 결과 C02 배출을 감소시킨다. 더욱이, 플라스틱은 비부식성이며, 저중량이며 필요하면 투명할 수 있다. 그러나, 역으로, 플라스틱은 압력의 작용 하에서 약간 변형될 수 있으며, 이는 대부분의 경우에 바람직하지 않다.
그 결과, 플라스틱 몸체로 만들어진 압력 용기는 안전한 작업을 보장하기 위하여 실제로 저항할 수 있어야만 하는 허용 가능한 압력으로 제한된다. 작용 압력으로부터 초래되는 가능한 사고에 대처하기 위하여, 압력 용기는 먼저 비교적 두꺼운 벽이 제안되었고, 이러한 용기에 대해 더욱 고중량 및 더욱 고비용을 유발한다.
이러한 것을 해결하기 위해, 보강된 용기가 KUTIC의 US 3 837 527에 제안되었으며, 여기에서, 용기의 보강된 구조때문에 더욱 얇은 벽을 갖는 몸체를 갖는 용기가 제안된다. 이것은 본질적으로 오히려 복잡한 보강 리브 패턴으로 이루어진다. 이러한 것은 사실 방사상 보강 리브의 세트로 이루어지고, 방사상 보강 리브 세트는 외벽과 추가의 내벽 사이에서 용기의 길이의 대부분에 걸쳐서 연장한다. 그러나, 이러한 것은, 더욱 얇은 디자인때문에 외벽의 중량이라는 관점에서 얻어진 이득이 추가의 내벽과 다수의 방사상 보강 리브에 요구되는 추가의 재료에 의해 균형이 잡혀지는 결점을 갖는다. 여기에 기술된 압력 용기는 이중벽이 반경 리브에 의해 결합되는 고도로 복잡한 벽 구조로 이루어진다. 그 결과, 얻어진 용기는 사실상 동일한 중량을 갖으며, 오히려 비싸고 복잡한 보강 리브 구조의 추가의 결점이 있다.
마찬가지로, Charles MEYERS의 US 3,327,907은 압력 하의 제품을 위한 보강 플라스틱 용기를 기술한다. 유사하게, 여기에 기술된 보강 요소는 종방향으로 정렬된 보강 리브의 세트로 이루어진다. 그러나, 제시된 용기는 여기에서 추구하는 재료 감소, 본질적으로 벽의 재료 감소를 여전히 달성할 수 없다. 유사하게, 이러한 종방향 리브는 압력 작용의 영향 하에서 몸체 벽의 변형에 대해 충분히 대응하는데 크게 기여하지 못한다.
유사하게, KOLDYBAEV의 문헌 WO2005/071306은 그 주위에 복잡한 케이지 구조가 끼워지는, 반투명 복합재로 만들어지는 압력 용기를 기술하며, 이는 실제로 전체적인 중량을 증가시키며, 그러므로 여기에서 추구하는 목적과 맞지않는다. 그러므로, 이러한 압력 용기는 외부의 영향에 대해 압력 용기를 보호하는 외부 케이지를 사용한다. 그러나, 케이지는 용기의 내부 압력 저항을 증가시키지 않아서, 현재 기술적인 문제의 해결책을 제공하는데 기여하지 못한다.
HYDAC Technology의 DE 102006004120에 베이스 재료된 디바이스는 패키징이 아니고 유압 어큐뮬레이터이며, 전체적으로 다른 기능을 갖는다.
VALOIS SAS의 문헌 FR 2 852 301은 어디에도 기계적 보강재가 장비되지 않은 압력 용기를 기술한다. 이것은 본질적으로 금속 용기의 공지된 단점, 즉 기본적으로 타당한 가격으로 용기의 특정 형상을 얻는 곤란성, 또한 환경적 고려 뿐만 아니라 용기의 내용물에 가능한 영향에 관한 곤란성을 방지하도록 의도되는 추진 가스에 대해 충분한 저항을 갖는 고품질 플라스틱 재료로 만들어진 압력 용기를 포함한다.
ABPLANALP의 US 2.799.435에 기술된 압력 용기는 오직 나일론으로만 이루어진다. 그러나, 나일론은 상당한 흡수 및 가수 분해 민감성으로 인하여 압력 용기를 위한 재료로서 적합하지 않다. 그러므로, 이러한 재료의 사용에 특정되는 기술 사양을 특징화하는 다수가 기술되는 이러한 것은 나일론 용기에 전적으로 제한되며; 이러한 것은 비교적 얇은 벽을 가능하게 하며, 이는 그럼에도 압력 용기에 적용되는 높은 압력에 대한 저항이 있지만, 신속히 굳는, 실제로 캐비티 내로 액체 형태로 부가되는 나일론이 캐비티가 완전히 충전되기 전에 고화하는 경향을 갖도록 빨리 굳는 결점이 있으며, 그러므로 달성되는 최종 제품이 불완전하고 결함이 있다는 결점이 있다. 상기 제한은 본 발명에서 발생하지 않아야 하거나 또는 일어나지 않아야만 할 것이다.
Han Sang의 미국 특허 제5.133.701호에 기술된 압력 용기는 보강재를 어디에도 구비하지 않지만, 이러한 보강재는 보다 높은 압력을 받는 용기 벽에 필요한 저항을 제공하기 위하여 필요하다.
비록 L'OREAL의 EP 0778225도 특별히 샘플을 위해 의도된 에어로졸 용기를 또한 기술하였을지라도, 플라스틱 압력 용기는 기술된 바와 같이 8 ㎖까지의 오직 작은 체적에 대해 사용할 수 있다. 그러므로, 상기에서 극히 비싼 해결책으로서 간주되는 플라스틱제 용기가 제안된다. 여하튼, 추진 가스에 의해 높은 내부 압력으로 인하여, 관련 벽이 필요한 강도가 제공되도록 허용하기 위하여 보다 두꺼운 플라스틱 두께의 사용이 요구되며, 그러므로 플라스틱의 이러한 선택에 대한 주장을 제공하는 것을 보여준다.
마지막으로, Roy STINER 등의 US 6.484.900은 액화 가스 연료를 위해 의도된 투명 용기를 기술하지만, 압력의 사용은 전혀 개시되어 있지 않다. 그래서, 이러한 문헌은 압력 용기를 다루지 않는다. 다수의 구조적 요소가 기술되었으며, 이것들은 개시된 용기를 위해 가장 잘 사용되며, 용기는 특별히 폭발의 본질적이고 잠재적인 위험성을 갖는 소위 '캠핑 가스(camping gas)'를 위한 에너지원으로서 의도된다. 결과적으로, 이러한 용기는 폭발성 유체를 포함하는 고위험성 내용물에 대해 완벽하게 저항이 있어야만 하는 반면에, 상기 특허에서 고려된 적용에서, 단지 식자재, 화장품 및 다른 비폭발성 유체 또는 불연속성 충전 제품, 및 여하튼 어떠한 폭발의 위험성을 수반하지 않는 유체가 예상된다. 그러므로, 용기 벽에 부과되는 기본적인 조건은 완전히 다르고, 이는 이 경우에 현재의 전개에 따라서 주어지는 결정 요인이며, 단순히 가능한 용기의 몸체의 두께를 감소시킬 수 있는 것을 목적으로 한다.
그러므로, 요약하면, 용기 상의 압축 작용의 발휘 후에 방출되도록, 연속성 충전 제품, 즉 연속성 특징을 구비한 가스 또는 액체와 같은 유체, 또는 포옴재, 반죽, 크림, 겔 및 심지어 분말 등과 같은 불연속성 유체를 패키징하기 위해 의도된 압축 패키징을 위한 보다 경량의 플라스틱 용기를 위한 필요성이 존재한다.
캡 형태의 클로저로 상부에서 폐쇄 가능한 용기의 몸체를 형성하는 맨틀(mantel)의 상측 상의 적어도 하나의 단부 개구를 포함하는 이러한 플라스틱 폴리머 용기가 있다.
본 발명의 목적은 충전 제품을 패키징하는 것으로서 기능하는 플라스틱 용기를, 특히 대기압으로부터 약 50 bar 이상, 대략 100 bar 또는 가능하게 심지어 300 bar까지 상승하는 압력까지 압축하는 것으로 이루어진다.
이러한 목적을 달성하도록, 제1항에서 한정된 바와 같은 플라스틱 폴리머로 만들어진 용기가 본 발명에 따라서 제안된다. 용기가 상기 용기의 몸체를 형성하는 슬리브의 상부측 및 베이스측에 적어도 하나의 개구, 특히 2개의 개구를 포함하며, 상기 슬리브의 베이스측이 조인트의 수단에 의해 상기 용기에 부착되는 특별히 추가된 베이스에 의해 폐쇄되며, 상기 슬리브가 클로저에 의해 상부에서 폐쇄되는 것에 주목한다. 부가하여, 보강 요소의 세트는 적어도 상기 몸체에 제공되고, 높은 내부 압력에 대한 용기 저항을 만든다.
본 발명의 다른 바람직한 실시예에 따라서, 그러므로, 플라스틱 폴리머로 만들어진 용기가 다음의 청구항에서 한정된 바와 같이 제안되며, 내부 용기가 이러한 용기에 제공되는 것에 주목한다. 그러므로, 본 발명의 보다 구체적으로 한정된 실시예에 따른 이러한 이중 용기의 수단에 의해, 특히 유익한 적용은 20 내지 50 bar, 및 더욱 가능하게 100 bar까지, 또는 심지어 300 bar까지의 압력에 견디는 내부 보틀에서 압력 패키징을 만드는 것으로 이루어져서, 용기 내에서 문제가 일어나면, 외부 용기는 모든 것을 흡수하고, 이에 의해 퓨즈 안전 용기의 종류로서 기능한다.
본 발명의 매우 주목할만한 실시예에 따라서, 완전히 충전되고 밀폐된 용기에 존재하는 액체에 발휘되는 압력은 모든 방향으로 줄지 않고 전송될 것이라는 파스칼의 법칙이 적용된다. 이러한 법칙은 여기에서 내부 용기를 포함하는 압력 용기에 적용되며, 압력 용기는 실제의 포괄적인 외부 용기로서 내부 용기를 완전히 밀폐한다. 내부 용기가 고압 하에 배치되고 외부 용기가 저압 하에 배치되면, 두 압력은 대기압보다 높고, 내부 용기 상의 잔류 압력은 내부 용기의 고압과 외부 용기의 저압(반대) 압력 사이의 차이와 동등하다. 이러한 것은 내부 용기가 정상적으로 높은 압력에 견딜 수 있도록 예상되는 것보다 가벼운 것으로 설계될 수 있다는 이점을 갖는다. 외부 용기에서 반대 압력을 일정하게 만들어내기 때문에, 내부 용기는 더욱 얇고 가벼운 것으로서 설계될 수 있다.
상기 내부 용기를 통합하는 목적은 음압이 다른 용기, 즉 외부 용기에 관계하여 생성된다는 조건 하에 소위 '대응-용기'의 생성으로 또한 유익하에 이루어질 수 있다. 그래서, 압력 조정기를 구성하는 압력 제어 디바이스로서 PVC형 용기 형태가 생성된다. 이러한 2개의 용기-시스템에서, 내부 용기는 압력 하에 배치되고, 2개의 차압은 두 용기를 위해 제어된다.
본 발명의 바람직한 실시예에 따라서, 보강재는 조인트가 차례로 부착되는 내부 용기를 저부에 통합하는 것에 의해 실행되고, 내부 압력 하에 있는 이러한 내부 용기는 추가로 용기에 의해 지지되고, 상기 내부 용기는 접착 또는 용접에 의해 가능하게 조인트없이 저부에 연결된다. 링들은 접착 또는 용접에 의해 고정될 수 있다. 그러므로, 적용 중 하나는 이중 용기 시스템의 수단에 의해 20 bar, 및 심지어 그 이상까지 작동하는 내부 용기에서 압력 패키징을 만드는 것으로 이루어지며, 퓨즈 용기로서 기능하는 외부 용기가 퓨즈 용기 내의 어떠한 고장을 제거하게 될 것이다.
본 발명의 추가의 실시예에 따라서, 한층 더 높은 내부 압력에 저항하는 용기를 만들기 위해 서로로부터 일정 거리에 배치되는 특별한 보강 요소의 세트가 제공된다. 압력 용기의 내부 및/또는 외부에 서로로부터 일정 거리에 배치되는 보강 요소의 세트를 제공하는 것에 의해, 이것들은 점점 더 높은 내부 압력에 저항할 수 있다.
특히, 상기 보강 요소는 용기의 주위에 필름을 권취 및/또는 수축시키는 것에 의해 얻어진다. 보다 상세하게, 상기 보강 요소는 용기에 연결되는 내부 지지링의 세트를 포함한다.
그 대안적인 실시예에 따라서, 보강 요소는 직접적으로 용기의 재료에 있는 두꺼운 부분 또는 보강 리브의 세트로 이루어지거나; 이 실시예의 또 다른 대안에 따라서, 상기 보강 요소는 유익하게 용기 블로잉 공정으로 직접 끼워질 수 있는 외부 지지링의 세트로 이루어지거나; 또는 그 추가의 대안적인 실시예에 따라서, 상기 외부 지지링은 메쉬 및/또는 그리드 및/또는 이미 통합된 그리드를 구비한 수축성 패키징 필름으로 대체될 수 있다.
그 특정 실시예에 따라서, 상기 외부 지지링은 금속으로 만들어지고, 상기 외부 또는 내부 지지링은 또한 플라스틱으로 만들어질 수 있다.
본 발명에 따른 압력 용기의 추가의 유익한 실시예에 따라서, 내부 또는 외부 용기 중 하나 또는 둘 모두는 투명하게 만들어진다.
본 발명의 유익한 실시예에 따라서, 상기 플라스틱은 PET(폴리에틸렌 테레프탈레이트)로 이루어진다. 그러나, 플라스틱은 또한 폴리올레핀, 폴리에스테르, PETG, PBT 등과 같은 다른 플라스틱으로 이루어질 수 있다, 플라스틱의 적절한 선택으로, 부적절한 변형은 제어 하에서 보다 효과적으로 유지될 수 있다. 적절하게 고려되는 재료는, 재료가 제품의 필요조건, 특히 고압 저항, 가능하게 보다 높은 화학적 저항, 보다 높은 온도 저항에 적응될 수 있는 추가의 이점과 함께, 다른 플라스틱, 또는 폴리올레핀, 특히 폴리프로필렌 또는 폴리에틸렌, 폴리스티렌, PETG 또는 PBT와 같은 폴리에스테르, 폴리카보네이트, 폴리아미드 등, 또는 그 공중합체로 이루어지고, 이는 상기된 문제에 대해 개선된 해결책에 한층 더욱 좋게 기여한다. 그러므로, 상기 물리적 강도와 유익하게 결합될 수 있는 화학적 보강을 제공하여 몸체 강도에서 측정 가능한 증가를 이끄는 다양한 재료가 제안된다.
본 발명에 따른 압력 용기의 다른 실시예에 따라서, 용기는 용기의 몸체를 형성하는 맨틀 또는 슬리브의 상부 및 베이스 상의 적어도 하나의 단부 개구, 특히 2개의 단부 개구를 포함하며, 슬리브의 베이스측은 조인트의 수단에 의해 용기의 몸체에 부착되는 별개로 부가된 베이스에 의해 폐쇄되고, 슬리브는 클로저에 의해 상부에서 폐쇄된다.
또 다른 제한은 이것들이 플라스틱 상의 장기간의 응력의 경우에 크리프를 보인다는 것이다. 그러나, 이러한 것은 플라스틱의 적절한 선택에 의해 상당히 해결될 수 있다.
본 발명의 추가의 유익한 실시예에 따라서, 용기는 2축성으로 늘려질 수 있는 재료, 특히 주로 PET로 형성된 플라스틱 재료로 만들어진 예비 성형체로부터 기원하고; 보다 구체적으로, 이러한 것은 가능하게 PET를 사용하기 위하여 특히 아크릴이 내부로부터, 가능하게 또한 외부로부터 코팅된다.
보다 상세하게, 용기는 점차 보다 높은 압력 및/또는 온도에 저항하도록 플라스틱, 즉 변성 PET로 이루어진다.
본 발명의 특정 실시예에 따라서, 상기 플라스틱은 배리어가 통합된 "PBA", 특히 통합된 포자(spore)를 가진 PETG로 지칭되는 소위 '폴리머 바이오 집합체(polymer bio-aggregate)'이다. 이러한 형태의 폴리머 바이오 집합체는 패키징 재료, 직물 섬유, 과립과 같은 산업용 제품의 제조 공정에서 특히 적용 가능한 폴리머 매트릭스에서 바이오-캡슐화를 통해 얻어지며, 특정 수명 스테이지 및 폴리머는 폴리머가 즉 그 용융점 이상의 온도에서 유체로 있는 짧은 시간 간극 내에 응집된다.
본 발명의 다른 실시예에 따른 용기는 단부 개구를 구비하고, 아래에서 절단되지 않는다.
본 발명의 특정 실시예에 따라서, 밸브는 용기 패키징의 추가된 베이스에 통합된다.
본 발명의 또 다른 실시예에 따라서, 상기 조인트는 접착 조인트, 가능하게 또한 봉합 또는 용접 조인트를 또한 포함한다. 보다 구체적으로, 용접 조인트는 레이저, 유도 또는 초음파 조인트를 포함할 수 있다.
본 발명의 용기의 추가의 실시예에 따라서, 용기는 예비 성형체로 만들어지고 용기는 감광성 및/또는 가스 민감성 제품, 특히 화장품, 세제 등과 같은 방사선 민감성 제품을 포함하도록 의도되며, 베이스 층 내로 통합되는 특정량의 첨가제와 함께 주로 플라스틱 베이스 재료로 이루어진 상기 적어도 하나의 베이스 층으로 만들어지며, 예비 성형체는 그 열 수축이 작업 온도의 사전 결정된 설정값에서 특정 설정값을 초과하지 않는 정도의 열 특성을 가지는 것으로 주목할 만하며, 특히, 상기 수축 설정값은 4% 내지 5%의 최대, 특히 3.5%의 최대, 바람직하게 1%까지 이른다.
특히, 상기 주 베이스 층은, 외부 방사선, 특히 전자기 방사선, 더욱 특히 광에 대해 그 내부를 보호하기 위하여 소위 블렌드의 형성과 함께, 1wt% 내지 20wt%, 특히 5 내지 15wt%, 더욱 특히 대략 10wt%의 특정량의 주 첨가제를 포함하며, 특히 첨가제는 폴리머 첨가제, 특히 열가소성 폴리머 첨가제에 의해, 가능하게 폴리카보네이트 블렌드의 형성과 함께 폴리카보네이트에 의해, 또는 PEN, PETN05에 의해, 또는 심지어 폴리프로필렌 또는 PET 첨가제에 의해 형성되고; 재료가 고 내압성, 고 내화학성, 고 내온성과 같은 제품의 요구조건에 가장 잘 적응될 수 있다는 추가의 이점을 갖는다.
예비 성형체는 단층 구조, 가능하게 또한 다층 구조, 특히 상기 주 베이스 층으로 이루어진 3층 구조를 가질 수 있으며, 배리어 층, 특히 광 및/산소 배리어로서 작용하는 중간층이 통합되고, 중간층은 사실상 모든 전송된 광 및/또는 산소를 여과할 수 있는 2차 플라스틱 재료로 만들어진 된다.
본 발명의 또 다른 실시예에 따라서, 가스 배리어는 대응하는 가스 흡수를 갖는 배리어 재료로 이루어진 벽의 층 중 하나, 특히 중간층 내로 통합되며; 및/또는 첨가제는 벽에 있는 능동 또는 수동적 배리어 형성으로 용기에 수용된 제품에 악영향을 시약으로 중화하는 효과를 가지며; 및/또는 첨가제는 상기 제품의 열화로부터 기원하는 가스 형성에서 중화 효과를 가지며; 및/또는 상기 첨가제는 외부 물질, 특히 벽에 있는 관련 가스 배리어의 형성 하에서 산소 및/또는 이산화탄소 모두 중화하는 효과를 갖고; 및/또는 산소 배리어는 산소 흡수로 하나 이상의 층에 있는 PET를 폴리에스테르 배리어로 대체하는 것에 의해 용기 벽 또는 예비 성형체 벽으로 통합된다.
본 발명의 추가의 실시예에 따라서, 압축 패키징은 적어도 2개의 챔버로 이루어진 다중 챔버 시스템에 의해 형성된다. 이러한 이원 시스템의 경우에, 용기는 관련 종속항에서 한정된 바와 같이 아래에서 폐쇄되고, 챔버 파티션은 용기에 다른 챔버들을 생성하도록 끼워지고, 이 경우에, 챔버 파티션은 적어도 하나의 압력 제어 밸브 또는 가스 처리 밸브를 구비할 수 있다. 특히, 이러한 압력 제어 밸브는 압력 제어 밸브에 수단에 의해 외부로부터 간접적으로 개방될 수 있는 클로저일 수 있어서, 하나의 챔버의 내용물은 다른 챔버와 접촉할 수 있으며, 챔버들은 압력하에 있을 수 있거나 또는 압력하에 있지 않을 수 있고, 가능하게, 저부측 및 상부측은 동일한 폐쇄편, 특히 클로저의 수단에 의해 폐쇄되고, 특히 상기 커버는 도우징 밸브(dosing valve), 또는 가능하게 스크루 캡 또는 다른 클로저로 이루어진다.
특히 유익한 실시예에 따라서, 압력 용기는 한편으로는 상기된 바와 같은 이중 용기의 조합된 실시로, 다른 한편으로는 다중 챔버 시스템으로 이루어진다.
본 발명은 또한 상기된 압력 용기 패키징의 제조 방법에 관한 것이며, 여기에서 사용된 용기는 튜브를 얻기 위하여 용기의 연속적인 절단으로 하나의 단계 공정에 의해 만들어지며, 압력 수단은 특히 가스 처리를 통해 대기압으로부터 대략 20 bar, 보다 가능하게 100 bar까지 충전 제품으로 패키징 용기를 압축하도록 용기에 끼워진다. 용기는 2-단계 공정에 의해 형성될 수 있다. 용기는 절단 없이 사출성형에 의해 직접 형성될 수 있다. 용기는 그 후에 여전히 절단될 수 있다.
본 발명의 방법의 특정 실시예에 따라서, 가요성 내부 용기 또는 백은 충전 제품이 외벽 또는 압력 가스(가스, 공기)와 접촉하는 것을 방지하도록 용기 내에 삽입되고, 특히 가요성 내부 용기는 블로잉에 의해 용기 내에 통합된다.
용기 내에서의 압축은 밀봉구의 수단에 의해 자기 페쇄 가능한 개구를 통해 폐쇄 가능한 하부 밸브를 통해 수행될 수 있고, 이러한 밀봉구는 가요성 플라스틱으로 만들어진 튜브 요소로 이루어지며, 특히 용기 내에서의 압축은 폐쇄 가능한 상부 밸브를 통해, 특히 자기 페쇄 가능한인 소위 "엄브렐러 플러그(umbrella plug)", 또는 소위 "니콜슨 플러그(Nichelson plug)"를 통해 일어날 수 있다.
본 발명의 방법의 보다 특별한 실시예에 따라서, 용기는 사출 성형 예비 성형체를 스트레칭 및 블로잉에 의해 플라스틱으로 만들어지며, 예비 성형체는 높은 열 치수 안정성을 갖기 위하여 높은 결정화도를 갖고, 상기 결정화도는 배향 유도 결정화도를 형성하며, 특히 결정화도는 30%보다 높고, 특히 35 내지 40%이다.
특히, 상기 용기는 PET 블렌드 또는 특히 그 극히 낮은 레벨에 따라서 보다 큰 열에 대해 저항하는 상이한 폴리에스테르를 가진 공중합체로 만들어지고, 특히, 상기 폴리에스테르는 폴리에틸렌 나프탈레이트; 폴리트리메틸렌 나프탈레이트에 의해; 또는 PETN-5형 400105로서 공지된 플라스틱 재료에 의해 형성된다.
또한, 본 발명의 특이성 및 특징은 추가의 종속항에서 한정된다. 추가의 상세는 첨부된 도면을 참조하여 본 발명의 일부 실시예에 대해 다음에 도시된다. 동일한 도면부호는 본 명세서에서 동일 또는 유사한 요소를 인용한다.
도 1 내지 도 15는 몇개의 도면, 전체 및/또는 부분적인 도면에서 변형을 가진 각 경우에서, 본 발명에 따른 용기의 실시예를 각각 도시하고,
도 1은 본 발명에 따른 용기의 제1 실시예의 저부 섹션의 혼합 결합된 부분적인 단면 사시도;
도 2는 도 1에 도시된 본 발명에 따른 용기의 실시예의 도시의 완료된 측면도;
도 3은 선행의 도면에 도시된 용기의 실시예와 유사한 결합도이지만 그 상부를 도시한 도면;
도 4는 본 발명에 따른 용기의 제2 실시예의 저부 섹션의 부분 단면 결합 사시도;
도 5는 도 4에 도시된 본 발명에 따른 용기의 실시예의 도 2와 유사한 측면도;
도 6은 본 발명에 따른 용기의 제3 실시예의 도 1과 에서와 유사한 도면;
도 7은 도 4에 도시된 본 발명에 따른 용기의 제3 실시예의 도 5와 유사한 측면도;
도 8은 본 발명에 다른 제4 실시예의 도 1에 따른 상세도에 관하여 도 2와 유사한 완료된 측면도;
도 9는 그 종방향 측부가 측면으로 제거된 선행 도면에 도시된 완료 용기의 추가의 완료 혼합된 측면 사시도;
도 10 및 도 11은 본 발명에 따른 용기의 여전히 추가의 실시예의 선행의 도 8 및 도 9에서와 유사한 도면;
도 12 및 도 13은 본 발명에 따른 용기의 추가의 실시예의 도 8 및 도 9와 유사한 도면;
도 14는 도 15에서 측면으로 도시된 바와 같은, 본 발명에 따른 용기의 추가 실시예의 도 3과 유사한 평면도;
도 16은 본 발명에 따른 용기의 추가의 실시예의 각각 도 2 및 도 3에 도시된 바와 같은 상기 저부 및 상부의 표현과 유사한 혼합도;
도 17은 선행의 도 16에서 도시된 바와 같은 용기의 추후 실시예의 도 15와 유사한 도면;
도 18 및 도 19는 각각 선행의 도 16 및 도 17에 도시된 바와 같은 용기의 추가 실시예의 유사한 도면;
도 20 및 도 21은 본 발명에 다른 용기의 추가 실시예의 각각 도 5 및 도 4에 도시된 바와 유사한 부분 절단 저부 섹션의 도면;
도 22 및 도 23은 다중 챔버 시스템을 구비한 본 발명에 따른 용기의 추가 실시예의 선행의 도 20 및 도 21에서와 유사한 도면;
도 24 및 도 25는 도 25에서 도시도니 제1 연속 저부를 각각 구비하는 도 9 및 도 8에서와 차례로 유사한 도면;
도 26 및 도 27은도 27에 도시된 다른 저부 마감을 가진 선행의 도 24 및 도 25와 유사한 도면;
도 28 및 도 29 도 29에 도시된 다른 플로어 마감을 구비한 도 24 및 도 25와 유사한 도면;
도 30은 도 26에 도시된 바와 같은 용기의 추가 실시예의 단면도;
도 31은 저부 및 상부를 구비한 선행의 도 30에 도시된 용기의 상세 확대 분해도;
도 32 및 도 33은 본 발명에 따른 용기의 추가의 실시예의 도 30 및 도 31과 각각 유사한 도면이며, 도 34는 그 확대 상세도;
도 35 및 도 36은 본 발명에 따른 용기의 추가 실시예의 도 28 및 도 29와 각각 유사한 도면;
도 37은 2-챔버 시스템을 구비한 도 23에 도시된 본 발명에 따른 용기의 완료된 도면;
도 38은 도 23과 유사한 도 37의 확대 상세도;
도 39는 끝에서 두번째의 도 37에 도시된 바와 같은 상기 2-챔버 시스템 용기의 부분 단면도;
도 40은 이중 용기 시스템을 구비한 추가의 실시예에 따른 도 37에 도시된 바와 같은 용기를 도시한 도면;
도 41은 선행의 도면에 따른 다중 챔버 시스템을 구비한 이중 용기의 바로 앞의 도면과 유사한 도면;
도 42는 도 23과 유사한 도 41의 확대 상세도;
끝으로, 도 43 내지 도 48은 상이한 표현의 보강 요소를 각각 구비하는 본 발명에 따른 보강된 용기 벽의 특정 실시예를 쌍으로 각각 도시하며, 각각 도 43, 도 45 및 도 47에 있는 선 A-A, B-B 및 C-C에 따른 단면도;
도 49는 상기에서 설정된 바와 같은 당양한 실시예에 대한 종합적인 변형을 위한 요약을 도시하며;
도 50은 본 발명에 따른 용기의 시리즈의 종합된 현실적 도면을 도시하며;
도 51a 내지 도 50i는 본 발명에 따른 상기 용기의 현실적으로 도시된 저부 부분의 다수의 종합적인 도면을 도시한다.
도 1은 본 발명에 따른 용기의 제1 실시예의 저부 섹션의 혼합 결합된 부분적인 단면 사시도;
도 2는 도 1에 도시된 본 발명에 따른 용기의 실시예의 도시의 완료된 측면도;
도 3은 선행의 도면에 도시된 용기의 실시예와 유사한 결합도이지만 그 상부를 도시한 도면;
도 4는 본 발명에 따른 용기의 제2 실시예의 저부 섹션의 부분 단면 결합 사시도;
도 5는 도 4에 도시된 본 발명에 따른 용기의 실시예의 도 2와 유사한 측면도;
도 6은 본 발명에 따른 용기의 제3 실시예의 도 1과 에서와 유사한 도면;
도 7은 도 4에 도시된 본 발명에 따른 용기의 제3 실시예의 도 5와 유사한 측면도;
도 8은 본 발명에 다른 제4 실시예의 도 1에 따른 상세도에 관하여 도 2와 유사한 완료된 측면도;
도 9는 그 종방향 측부가 측면으로 제거된 선행 도면에 도시된 완료 용기의 추가의 완료 혼합된 측면 사시도;
도 10 및 도 11은 본 발명에 따른 용기의 여전히 추가의 실시예의 선행의 도 8 및 도 9에서와 유사한 도면;
도 12 및 도 13은 본 발명에 따른 용기의 추가의 실시예의 도 8 및 도 9와 유사한 도면;
도 14는 도 15에서 측면으로 도시된 바와 같은, 본 발명에 따른 용기의 추가 실시예의 도 3과 유사한 평면도;
도 16은 본 발명에 따른 용기의 추가의 실시예의 각각 도 2 및 도 3에 도시된 바와 같은 상기 저부 및 상부의 표현과 유사한 혼합도;
도 17은 선행의 도 16에서 도시된 바와 같은 용기의 추후 실시예의 도 15와 유사한 도면;
도 18 및 도 19는 각각 선행의 도 16 및 도 17에 도시된 바와 같은 용기의 추가 실시예의 유사한 도면;
도 20 및 도 21은 본 발명에 다른 용기의 추가 실시예의 각각 도 5 및 도 4에 도시된 바와 유사한 부분 절단 저부 섹션의 도면;
도 22 및 도 23은 다중 챔버 시스템을 구비한 본 발명에 따른 용기의 추가 실시예의 선행의 도 20 및 도 21에서와 유사한 도면;
도 24 및 도 25는 도 25에서 도시도니 제1 연속 저부를 각각 구비하는 도 9 및 도 8에서와 차례로 유사한 도면;
도 26 및 도 27은도 27에 도시된 다른 저부 마감을 가진 선행의 도 24 및 도 25와 유사한 도면;
도 28 및 도 29 도 29에 도시된 다른 플로어 마감을 구비한 도 24 및 도 25와 유사한 도면;
도 30은 도 26에 도시된 바와 같은 용기의 추가 실시예의 단면도;
도 31은 저부 및 상부를 구비한 선행의 도 30에 도시된 용기의 상세 확대 분해도;
도 32 및 도 33은 본 발명에 따른 용기의 추가의 실시예의 도 30 및 도 31과 각각 유사한 도면이며, 도 34는 그 확대 상세도;
도 35 및 도 36은 본 발명에 따른 용기의 추가 실시예의 도 28 및 도 29와 각각 유사한 도면;
도 37은 2-챔버 시스템을 구비한 도 23에 도시된 본 발명에 따른 용기의 완료된 도면;
도 38은 도 23과 유사한 도 37의 확대 상세도;
도 39는 끝에서 두번째의 도 37에 도시된 바와 같은 상기 2-챔버 시스템 용기의 부분 단면도;
도 40은 이중 용기 시스템을 구비한 추가의 실시예에 따른 도 37에 도시된 바와 같은 용기를 도시한 도면;
도 41은 선행의 도면에 따른 다중 챔버 시스템을 구비한 이중 용기의 바로 앞의 도면과 유사한 도면;
도 42는 도 23과 유사한 도 41의 확대 상세도;
끝으로, 도 43 내지 도 48은 상이한 표현의 보강 요소를 각각 구비하는 본 발명에 따른 보강된 용기 벽의 특정 실시예를 쌍으로 각각 도시하며, 각각 도 43, 도 45 및 도 47에 있는 선 A-A, B-B 및 C-C에 따른 단면도;
도 49는 상기에서 설정된 바와 같은 당양한 실시예에 대한 종합적인 변형을 위한 요약을 도시하며;
도 50은 본 발명에 따른 용기의 시리즈의 종합된 현실적 도면을 도시하며;
도 51a 내지 도 50i는 본 발명에 따른 상기 용기의 현실적으로 도시된 저부 부분의 다수의 종합적인 도면을 도시한다.
일반적으로, 본 발명은 상부, 중앙부 및 저부를 구비한 패키징으로서 기능하는 압축 용기에 관한 것으로, 그 상부 부분은 개구를 구비하고, 압력 용기는 개구를 통해 충전될 수 있으며, 밸브 또는 클로저는 통합될 수 있고, 패키징은 특히 대략 55℃의 온도에서 약 20 bar 및 100 bar 이상, 또는 심지어 300 bar까지의 범위의 압력 하에 있다.
베이스 부분은 용기의 아래에 배치되는 별도의 구성 요소를 형성하는 한편, 용기를 압축하기 위해 밸브를 구비한다. 중앙부는 예를 들어 원통형 또는 각기둥 프로파일을 갖는다.
압력 용기는 조인트(13)에 의해 용기(1)에 부착되는 베이스(2)에 의해 저부에서 밀봉된다. 조인트(13)는 접착, 봉합 또는 용접에 의해 얻어질 수 있다. 또는 용기는 폐쇄 커버 베이스(18)에 의해 저부에서 폐쇄된다. 또한, 용기(1)는 도우징 밸브(17) 또는 스크류 캡 또는 다른 클로저일 수 있는 커버(5)로 폐쇄된다.
용기는 별도로 끼워지는 베이스를 가질 수 있거나, 또는 가능하게 이와 원피스로 만들어질 수 있다.
주 용기(1)는 종방향 축선(ℓ)을 따라서 연장하는 실질적으로 원통형인 몸체(22), 상부에 있는 클로저(5), 분리 또는 분리되지 않던간에 아래에 준비된 바와 같은 다양한 형상을 취할 수 있는 추가 베이스(21)를 포함한다. 원통형 몸체(22)는 바람직하게 플라스틱, 특히 투명 플라스틱으로 만들어져서, 용기에 충전된 제품의 레벨은 사용자에게 보여질 수 있다. 이러한 것은 반투명, 맑은 또는 투명한 벽으로서 이해되어야 한다. 몸체(22)를 형성하도록 선택된 특정 재료는 용기에 수용된 충전 제품에 대하여 화학적으로 비활성이어야 하며, 또한 연속성 또는 불연속성 충전 제품의 압축 패키징으로 이루어진 의도된 사용을 위하여 충분한 강도 및 내구성을 제공하여야 한다.
적합한 재료의 예는 아래에 주어진다.
원통형 또는 각기둥형 몸체는 상기 용기를 제조하는 대응 방법과 함께 추가로 기술되는 바와 같은 사출 성형 기술을 사용하는 것에 의해 또는 압출에 의해 제조될 수 있다. 압력 용기 벽(22)에 충분한 강도를 주도록, 보강 요소는 압력 용기의 벽(22)에 적어도 제공된다. 보강 요소는 유익하게 용기 몸체 벽(22) 주위에 배열되는 주변 보강 요소의 형태로 제공될 수 있는 기계적 보강 요소(30)의 제1 예로 이루어진다. 그러므로, 원통형 벽을 위하여, 보강 요소들은 용기의 종방향 축(ℓ)에 대해 직각으로 연장하는 영역 내로 유익하게 연장하는 원형 링들이며, 이에 의해 벽 상에서 링의 보강 효과의 최적의 사용을 만든다.
바람직하게, 몇개의 보강 링은 용기 벽을 따라 제공되며, 특히 홀수에 따라서, 압력 용기의 내부 및/또는 외부에서 각각 서로로부터 상호 거리를 두고 배치되어서, 특히 보강 링들이 서로로부터 등거리에 배제공되면, 중앙의 링은 기본적으로 용기에서 가장 바라던 영역인 용기 벽(22)의 중간 높이에 적절하게 끼워질 수 있다.
그러나, 보강 링은 특히 몸체 상부 및 저부 단부로부터 각각 그 중앙 섹션을 향하여 감소하는 거리로 상이한 종방향 분포에 따라서 또한 끼워질 수 있고, 그러므로, 연속되는 보강 링들 사이의 중간 공간은 몸체의 중간을 향하여 감소한다. 실제로, 이러한 것은 용기의 가장 바라던 섹션, 즉 중간 섹션에서 증가된 강도를 만든다.
보강 요소(31, 32)는 유익하게 특히 외향하는 상부를 가진 실질적으로 반원형 단면을 구비한 둥근 프로파일을 가진다. 이러한 프로파일 패턴 때문에, 국부적 장력이 용기 벽과 관계하여 최대 장력을 발휘하도록 서로 추가되어서, 가능하게 바깥쪽으로 굽혀지거나 또는 팽창하는 그 경향이 억제된다.
보강 링은 바람직하게 도 49에 도시된 바와 같이 연속적인 링들 사이의 공간의 절반보다 작은, 바람직하게 심지어 상당히 작은, 또는 더욱 작은 공간에 머무르는 폭을 가져서, 평균 용기 벽 두께는 상대적으로 작은 값을 갖는다.
상기 보강 링은 본질적으로 외벽에 제공되지만, 예를 들어 적어도 그 약한 지점에서, 필요한 벽의 강도를 보장하기 위하여 가능하게 외벽에 있는 것들과 결합하여 내벽에 또한 끼워질 수 있다.
종방향 또는 방사상 리브와 같은 다른 형태의 리브는 의도적으로 본 발명에서 사용되지 않는다. 내부로부터 작용하는 압력의 영향 하에서 용기 벽의 비 변형의 관점에서 그 효율은 실제로 어쨌든 상당히 적다. 그러므로, 종방향 축선(ℓ)에 대해 직각인 영역 내로 연장하는 주변 보강 리브 또는 링은, 상기된 다른 형태의 보강 리브보다 단지 약간 또는 상당히 적은 압력의 작용 하에서 용기 벽의 가능한 팽창에 대한 경향을 방해하는데 상당히 더욱 효과적이다. 그러므로, 이러한 보강 요소는 높은 내부 압력에 대한 용기 저항을 만드는 역할을 한다. 보강 요소는 또한 용기에 조인트되는 내부 지지링의 세트에 의해 용기 주위에 필름을 감싸고 및/또는 수축시키는 것에 의해 얻어질 수 있다. 대안적으로, 상기 보강 요소는 용기의 재료에 직접적으로 두꺼운 부분 또는 보강 리브의 세트로; 용기 블로잉 공정에서 유익하게 직접 끼워질 수 있는 외부 지지링의 세트; 메쉬 및/또는 그리드 및/또는 그리드가 이미 통합된 수축 패키징 필름에 의해 이루어질 수 있다.
가능하게, 상기 외부 지지링은 금속으로 만들어 질 수 있으며, 상기 외부 또는 내부 지지링은 마찬가지로 플라스틱으로 만들어질 수 있다.
보강은 바람직하게 차례로 조인트로 베이스에 부착되는 내부 용기를 삽입하는 것에 의해 실행되고, 내부 압력 하에 있는 내부 용기는 주 용기에 의해 추가로 지지되고, 내부 용기는 가능하게 조인트없이 접착 또는 용접에 의해 주 용기에 연결된다. 링은 접착 또는 용접에 의해 부착될 수 있다.
테스트가 용이한 예는 예를 들어 내부적으로 용기를 6 bar로 압축하는 단계, 상부를 따라서 2.5 bar를 더하여 변형을 측정하는 단계, 및 다시 변형을 측정하는 단계로 이루어진다. 그런 다음, 상기 용기가 6 bar를 견디는 것이 필요하지만, 상기 용기가 2.5 bar 하에 있으면, 나중의 2.5 bar 압력은 결과적으로 내부 용기에서 반대 방향으로 작용하는 것으로 고려될 수 있고, 그 결과, 내부 용기가 견뎌야만 하거나 또는 그 벽 주위에서 실제로 느끼는 압력은 실제로 3.5 bar, 즉 6-2.5이다. 주요한 적용은 내부 용기가 보다 가볍게 만들어질 수 있다는 것이다. 실제로, 그 벽은 내부 용기가 더 이상 6 bar에 견디지 못하고 단지 3.5 bar만 견뎌야만 하여, 벽이 더욱 얇아질 수 있다. 그러므로, 이중 용기의 또 다른 이점은 파스칼의 법칙의 적용이라는 것이며, 두 용기 중 하나가 견뎌야만 하는 저압이 수반된다는 효과가 얻어지며, 이는 특정 적용에 아주 유용하다. 그러므로, 내부 용기는 기본적으로 기계적으로 적은 응력을 받는다. 이러한 용기는 또한 더욱 가벼워질 수 있다. 이는 상당한 장점이며, 즉, 보다 가벼운 용기는 그 안에 생성된 반대 압력 때문에 만들어질 수 있다. 이 예에서, 내부 용기는 압력 용기로서 작용하며, 압력 하에 있는 내부 용기는 이를 둘러싸는 외부 용기를 실제로 보호하고, 이에 의해, 대응 용기로서 실제로 작용하고; 그래서, 상기 내부 용기는 베이스 용기를 위하여 감소된 압력으로 베이스 용기 상에 음압을 발휘하고, 즉 다른 용기의 작용 하에서 한 용기를 위하여 보다 낮은 압력으로 상기 이중 용기 시스템에 음압을 발휘한다.
병 용기의 경우에, 병 안에 있는 병은 하나의 챔버이며, 내부 병은 외부 병의 추가의 보강으로서 역할을 한다. 그러므로, 내부 용기는 압력 조정기를 통해 압축되고, 이에 의해, 2개의 다른 압력은 압력 경도(pressure gradient)(ΔΡ), 특정 압력차(ΔΡ)인 내부 용기와 베이스 용기 사이의 차이의 생성과 함께 지금 제어된다. 이 ΔΡ에 의해, 상기 내부 용기는 보다 가볍게 만들어질 수 있다. 이러한 것은 파스칼의 법칙의 이러한 응용이다.
상기된 기계적 보강 요소에 더하여, 후술하는 바와 같이, 화학적 보강재가 가능하게 마찬가지로 사용될 수 있다. 용기 벽에 축적된 보강 효과를 달성하고, 이에 의해 작용하는 압력에 관하여 강성을 상당히 증가시키기 위하여, 상기 화학적 보강 요소는 가능하게 상기 기계적 보강 요소와 결합하여 사용되고, 작용하는 압력에도 불구하고 용기 벽의 가능한 완벽한 보강을 이끈다.
목표는, 그 중에서도 밀봉구(4)에 의해 자기 폐쇄 가능한 개구(3)를 통해 폐쇄 가능한 상부 밸브(17) 및/또는 폐쇄 가능한 하부 밸브를 통해 일어나는, 특히 55℃의 온도에서, 대략 20 bar, 및 100 bar 이상, 또는 심지어 300 bar까지의 범위에 있는 압력 하에서 패키징하기 위한 충전 제품을 가진 패키징, 특히 가스로 적어도 압축하는 것이며, 밀봉구(4)는 가요성 플라스틱으로 만들어진 작은 튜브; 및/또는 모두 상업적으로 시판중인 상기 자기 폐쇄 가능한 "엄브렐러 플러그"(6); 또는 상기 2-단계 "니콜슨 플러그"(7)이다.
용기(1 또는 1')가 높은 내부 압력에 저항하도록 하기 위하여, 본 발명은 다양한 방식으로;
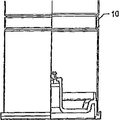
서로로부터 일정 거리에 위치되고 접착 또는 용접에 의해 용기에 연결되는 내부 지지링(8 및 8')에 의해; 및/또는
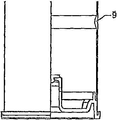
용기(1)의 재료에 직접적으로 있는 두꺼운 부분 또는 보강 리브(9 및 9')에 의해; 및/또는
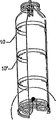
서로로부터 일정 거리에 위치되고 접착 또는 용접에 의해 또는 간단히 조인트없이 연결되는 외부 지지링(10 및 10')에 의해; 및/또는
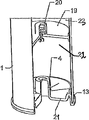
차례로 조인트에 의해 베이스(2)에 부착되는 내부 용기(14)를 삽입하는 것에 의해, 용기를 보강하는 것으로 이루어지며;
8과 8' 사이의 거리 및 위치되는 지지링의 양이 요구되는 용기 강도에 의존한다. 9와 9' 사이의 거리 및 위치되는 그 양은 요구되는 용기 강도에 의존한다. 10과 10' 사이의 거리 및 위치되는 지지링의 양은 요구되는 용기 강도에 의존한다. 외부 지지링(10)이 용기 블로잉 공정동안 직접 끼워지는 것이 가능하다. 본 발명은 이러한 외부 지지링(단지 도시만 됨)에 한정되지 않고, 메쉬 또는 그리드일 수 있다. 이러한 지지링의 재료는 금속과 플라스틱 모두 일 수 있다. 조인트(12)는, 예를 들어, 접착, 봉합 또는 용접에 의해 얻어질 수 있다. 압력 하에서 이러한 내부 용기(14)는 용기(1)에 의해 추가적으로 지지된다.
용기 패키징(23)은 하나의 단부 개구를 갖고, 즉 이것은 아래에서 절단되지 않으며, 예를 들어 변성 PET와 같은 플라스틱으로 이루어져서, 보다 높은 압력 및/또는 온도에 저항하는 것이 주목할 만하다. 베이스는 실질적으로 평면으로서, 가능하게 안쪽을 향해 약간 굽어진 것으로서 설계된다.
하나의 단부 개구를 구비한, 즉 저부가 절단되지 않은 용기 패키징(24)은 플라스틱 재료, 즉 변성 PET로 이루어져서, 용기에서 이러한 기하학적 형태가 보다 높은 압력에 저항할 수 있기 때문에, 아래에 있는 베이스는 본 발명에서 반구형으로 디자인되는 것이 주목할만 하다. 이 실시예는 베이스-컵(25)을 요구하며, 베이스-컵은 패키징이 그 수직 위치를 위해 서있는 것을 가능하게 하고, 용기에, 특히 그 저부측에, 보다 구체적으로 저부(21)와 몸체(22) 사이의 천이 영역의 레벨에 부착된다. 베이스-컵(25)은 접착 또는 용접 용기에 부착된다.
용기 패키징(24)은 형상에 있어서 반드시 원통형이 아니며, 다른 형상, 예를 들어 각기둥, 특히 둥근 모서리를 갖는 삼각형을 취할 수 있다.
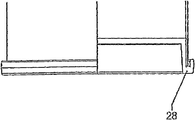
용기 패키징(26)은, 먼저 예비 성형체 사출 성형, 그런 다음 병을 형성하도록 팽창에 의한 예비 성형체의 블로잉, 그 후 이를 절단하는 3-단계 공정에 따라서 제조된다는 점에서 주목할만 하다. 용기는 접착 또는 용접에 의해 용기에 부착되는 풀 커버(28)에 의해 아래에서 폐쇄된다.
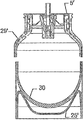
용기 패키징(29)은 PET 재료로 만들어지고, 내부 용기(30)는 상기 절단에 의해 만들어진 외부 용기(29) 아래에 있는 개구를 통해 삽입된다. 내부 용기(30)는 반드시 외부 용기(29)와 동일한 재료로 만들어지지 않으며, 반드시 원통형이지 않는 형상을 가질 수 있다. 외부 용기(29)의 하부 개구는 접착 또는 용접에 의해 용기에 부착되는 베이스 컵(25')을 통해 폐쇄된다. 내부 용기(30)는 밸브(5')에 의해 상부에서 폐쇄된다. 내부 용기(30)의 벽은 외부 용기에 의해 보다 높은 압력으로 지지되며, 그 결과, 용기 패키징은 보다 높은 압력, 예를 들어 20 bar까지 저항한다.
용기 패키징(29')은 외부 용기(29)의 변형이며, 밸브(5')는 용기 패키징 내로 통합되고, 그러므로 외부로부터 격리되고 외부 용기(29')의 내벽을 통하여 밸브를 홀딩하기 위한 추가의 안전성으로서 더이상 제거 가능하지 않다.
용기 패키징(29")은 외부 용기가 상부 및 저부에서 2번 절단되는 것에서 주목할만한 외부 용기(29)의 추가의 변형이다.
용기 패키징(30)은 하나의 단부 개구를 가지며, 즉 그 저부에서 절단되지 않고, 플라스틱, 특히 변성 PET로 이루어져서, 보다 높은 압력에 저항하는 점에서 주목할만 하다.
대기압 패키징 및/또는 압력 패키징의 경우에, 용기는 폐쇄 커버베이스(18)로 폐쇄될 수 있고, 상기된 방법에 따라서 또는 압축되거나 또는 압축되지 않을 수 있다. 이것한 것은 1-챔버 시스템으로 지칭된다.
도 22는 상기된 다양한 각종 방법에 따라서 용기가 아래에서 폐쇄되는 2-챔버 시스템을 도시하고, 2개의 챔버는 용기에 챔버 파티션(19)을 끼우는 것에 의해 얻어진다. 챔버 파티션(19)은 압력 제어 밸브(20)를 구비하거나 또는 구비하지 않을 수 있지만, 이러한 압력 제어 밸브(20)는 예를 들어 외부로부터 또한 개방될 수 있는 클로저일 수 있어서, 챔버(21)의 내용물은 챔버(22)와 접촉할 수 있다. 챔버들은 압력 하에 있거나 또는 그러하지 않을 수 있다.
상기의 본 발명에 따른 3-챔버 또는 다중 챔버 시스템(도시되지 않음)에서, 하나 이상의 챔버(19) 및 파티션(19')이 끼워진다. 단지 챔버 파티션(19')만이 끼워지면, 제3 챔버(23)가 얻어진다. 챔버 파티션은 압력 제어 밸브(20), 또는 예를 들어 챔버(21)의 내용물이 챔버(22)와 접촉하도록 외부로부터 개방될 수 있는 클로저를 구비할 수 있다. 챔버들은 압력 하에 있거나 또는 그러하지 않을 수 있다.
다수의 챔버는 상이한 챔버 파티션을 끼우는 것에 의해 생성될 수 있다. 상이한 챔버에서, 충전 제품은 액체, 분말 또는 가스로 이루어질 수 있다. 챔버는 압력 하에 있거나 또는 그러하지 않을 수 있다. 그러므로, 압력 패키징은 적어도 2개의 챔버로 이루어진 다중 챔버 시스템에 의해 형성될 수 있으며, 2-챔버 시스템의 경우에, 아래에 있는 챔버는 특정된 것으로서 폐쇄되고, 챔버 파티션은 용기에서 상이한 챔버를 생성하기 위하여 끼워진다. 이러한 경우에, 챔버 파티션은 적어도 하나의 압력 제어 밸브 또는 가스 처리 밸브를 구비할 수 있다. 특히, 이러한 압력 제어 밸브는, 하나의 챔버의 내용물이 다른 챔버와 접촉할 수 있도록 압력 제어 밸브에 의해 외부로부터 간접적으로 개방될 수 있는 클로저일 수 있으며, 챔버들은 압축되거나 또는 압축되지 않을 수 있으며, 가능하게, 베이스 및 상부측 모두는 동일한 폐쇄부, 즉 클로저에 의해 폐쇄되고, 특히 이러한 커버는 도우징 밸브, 또는 가능하게 스크루 캡, 또는 다른 클로저로 이루어진다.
본 발명은 또한 1-단계 또는 2-단계 공정(1)에 의해 형성된 플라스틱, 예를 들어 PET로 만들어진 용기, 또는 튜브를 얻기 위하여 용기의 절단에 의해 따르게 되는 1-단계 또는 2-단계 공정에 의해 형성된 용기로 이루어진 압력 패키징 다중 챔버 시스템에 관한 것이다. 어느 하나의 용기(1')는 압출 공정에 의해 형성된다.
용기는 조인트(13)에 의해 용기(1)에 부착되는 베이스(2)에 의해 아래에서 폐쇄된다. 조인트(13)는, 예를 들어, 접착, 봉합 또는 용접에 의해 얻어질 수 있다. 또는 용기는 폐쇄 커버 베이스(18)에 의해 아래에서 폐쇄되는 것이다.
상부에서, 용기(1)는 커버(5)에 의해 위에서 폐쇄되며, 이러한 커버는 도우징 밸브(17) 또는 스크루 캡 또는 다른 클로저일 수 있다.
용기(1)가 압출 공정에 의해 제조되면, 상부 측은 조인트(12)에 의해 용기(1)에 부착되는 용기 헤드(11)로 폐쇄된다. 조인트(12)는 예를 들어 접착, 봉합 또는 용접에 의해 얻어질 수 있다.
용기 헤드(11)는 차례로 커버(5)로 폐쇄될 수 있으며, 커버는 도우징 밸브(17) 또는 스크루 캡 또는 다른 클로저일 수 있다.
액체, 반죽, 크림 등과 같은 충전 제품이 외벽 및 고압 가스(가스, 공기 등)와 접촉하는 것을 방지하기 위하여, 가요성 내부 용기(16)는 예를 들어 블로잉에 의해 용기 내로 삽입된다.
또한, 본 발명은 또한 용기의 패키징, 특히 상기에서 정의된 바와 같은 압축 용기를 제조하는 방법에 관한 것이며, 본 발명에서 사용된 용기는 튜브를 얻기 위하여 용기의 절단이 이어지는 1-단계 공정에 의해 형성되며, 압력 수단은 충전 제품을 패키징하는 용기를 특히 가스 처리에 의해 대기압으로부터 대략 100 bar까지 압축하도록 용기에 배열된다.
용기는 1-단계 공정 대신에 2-단계 공정에 의해 또한 형성될 수 있으며, 가능하게 본 발명에서 사용되는 용기는 절단없이 사출 성형에 의해 직접 형성될 수 있다. 압축은 밀봉구에 의해 자기 폐쇄 가능한 개구를 통해 폐쇄 가능한 하부 밸브를 통해 행해질 수 있으며, 이러한 밀봉구는 가요성 플라스틱으로 만들어진 튜브 요소로 이루어지고; 특히 본 발명에서 압축은 폐쇄 가능한 상부 밸브를 통해 일어난다.
압력 용기 패키징을 제조하기 위한 특정 방법에 따라서, 압력 용기 패키징은 압출 공정에 의해 형성된 용기에 의해, 또는 적어도 한번, 특히 두번 절단되는 압출 튜브에 의해 형성되며, 결과적인 몸체의 두 개방 단부는 동일편, 클로저 또는 커버에 의해 폐쇄되고; 특히 상부 가장자리는 조인트에 의해 용기에 부착되는 용기 헤드로 폐쇄되며, 더욱 특히 용기 헤드는 차례로 커버로 폐쇄되고, 이러한 커버는 도우징 밸브, 또는 스크루 캡 또는 다른 클로저이다.
요약하면, 본 발명의 압력 용기(1)에 통합되는 주요 초석은 물리적인 보강재, 특히 포일, 보강 링 및/또는 리브, 내부 및/또는 외부 슬롯이며; 및/또는 화학적인 보강재, 특히 결정화도, 유리 전이 온도, PEN의 사용을 포함하고 결정화도를 증가시키는 폴리머 블렌드; 및/또는 특히 블렌드, 내부 코팅을 포함하는 코팅의 수단에 의한 화학적 저항; 및/또는 특별한 구조 형태, 특히 보강재, '병에 있는 백', 1-챔버 또는 2-챔버 시스템, 또는 '베이스 컵을 구비한 구형 베이스'이다.
Claims (66)
- 액체 또는 반액체를 포함하는 연속성 충전 제품, 또는 포옴재, 반죽, 크림, 또는 분말과 같은 각각의 불연속성 충전 제품을 압력 하에서 패키징하기 위한 용기로서, 상부에 주입 개구(24)를 가진 목 섹션(23), 용기의 몸체를 형성하는 인접한 외피 섹션(22), 및 상기 용기의 저부 섹션(21)을 포함하고, 본질적으로 플라스틱 폴리머로 구성되고 상기 상부 섹션에서 클로저(5)에 의해 폐쇄 가능한, 용기에 있어서,
상기 상부 섹션 반대편에 배치된 상기 저부 섹션(21)은, 조인트(13)에 의해 상기 몸체(22)에 부착되는 별도의 추가 바닥부(21)에 의해 폐쇄되고, 상기 몸체(22)는 보강재(30) 세트를 구비하는 것을 특징으로 하는 용기. - 제1항에 있어서,
상기 용기(1) 내에 완전히 포함되고 상기 용기(1)가 받는 압력(p1)과 다른 자체 압력(p2)을 받는 내부 용기(2)를 포함하며, p2 > p1이며, 적어도 p2 > 대기압이며, 상기 내부 용기(2)의 높은 압력과 상기 용기(1)의 낮은 압력 사이의 차압인 상기 내부 용기(2)의 잔류 압력을 산출하는 것을 특징으로 하는 용기. - 유체를 포함하는 연속성 충전 제품, 또는 포옴재, 반죽, 크림, 또는 분말과 같은 각각의 불연속성 충전 제품을 압력 하에서 패키징하기 위한 용기로서, 상부에 주입 개구(24)를 가진 목 부분(23), 상기 목부에 인접하고 상기 용기의 몸체를 형성하는 슬리브 부분(22), 및 베이스 부분(21)을 포함하고, 본질적으로 플라스틱 폴리머로 구성되는, 용기에 있어서,
상기 용기(1) 내부에는 내부 압력 p2 인 내부 용기(2)가 제공되며, 상기 내부 용기는 압력 p1 하에 있는 상기 용기(1) 내에 완전히 포함되고 상기 용기(1)의 베이스(21)에 부착되어 이중 용기 시스템(12)을 형성하며, 상기 내부 용기(2)는 상기 용기(1)에 의해 추가적으로 지지되는 것을 특징으로 하는 용기. - 제3항에 있어서,
상기 내부 용기(2)는 상기 용기(1)가 받는 압력(p1)과 다른 자체 압력(p2)을 받고, 상기 내부 용기(2)는 상기 용기(1)보다 높은 압력 하에 있으며, 적어도 상기 압력 p2는 대기압보다 높고, 상기 내부 용기(2) 상의 잔류 압력(Δp)은 상기 내부 용기(2)의 높은 압력과 상기 용기(1)의 낮은 압력 사이의 양의 차이값과 같은 것을 특징으로 하는 용기. - 제2항 내지 제4항 중 어느 한 항에 있어서,
상기 내부 용기(2)는 상기 용기(1)보다 얇은 벽 두께로서 상기 내부 용기(2)의 압력 p2 특성을 견디는 벽 두께를 가지며, 상기 이중 용기 시스템(12)은 내부 보상 압력을 가진 버퍼로서 작용하는 것을 특징으로 하는 용기. - 제3항 내지 제5항 중 어느 한 항에 있어서,
상기 이중 용기 시스템(12)은 압력 조정기, 특히 PCD형의 압력 조정기를 구성하는 것을 특징으로 하는 용기. - 제1항 내지 제6항 중 어느 한 항에 있어서,
최대 약 20 bar, 특히 최대 100 bar 까지 견딜 수 있는 압력 하의 패키징을 특징으로 하는 용기. - 제1항 내지 제7항 중 어느 한 항에 있어서,
물리적 또는 기계적 보강재(30; 31, 32; 8'; 9, 9'; 10') 세트를 구비하는 것을 특징으로 하는 용기. - 제8항에 있어서,
상기 보강재는 연결부에 의해 상기 바닥부(21)에 부착되는 내부 용기(2)에 의해 형성되고, 상기 용기(1)는 상기 내부 압력 p2 상태 하에 있는 내부 용기(2)에 추가적인 지지를 제공하는 것을 특징으로 하는 용기. - 제8항 또는 제9항에 있어서,
압력 용기(1 또는 1')의 내부 및/또는 외부 측에서 상호 거리 d1에 보강 요소 세트(31, 32)가 제공되는 것을 특징으로 하는 용기. - 제8항 내지 제10항 중 어느 한 항에 있어서,
상기 보강 요소(31, 32)는 가장자리에, 특히 실질적으로 일정한 단면으로, 특히 회전 대칭 프로파일로 제공되는 것을 특징으로 하는 용기. - 제11항에 있어서,
상기 보강 요소(31, 32)는 둥근 프로파일로, 특히 외향으로 배향된 상부를 가진 실질적으로 반원형 단면을 가지는 것을 특징으로 하는 용기. - 제10항 내지 제12항 중 어느 한 항에 있어서,
상호 인접한 보강 요소들(31, 32) 사이의 상기 거리 d1은 종방향 몸체 단부로부터 몸체(22)의 종방향 중간 섹션으로 갈수록 감소하며, 특히 중간 섹션에 대해 균일하게 감소하는 것을 특징으로 하는 용기. - 제13항에 있어서,
홀수의 보강 요소, 특히 링(31, 32)이 제공되고, 중간 보강 요소가 상기 중간 섹션 둘레에 배치되는 것을 특징으로 하는 용기. - 제10항 내지 제14항 중 어느 한 항에 있어서,
상기 보강 요소(32)는 두꺼운 부분, 또는 보강 리브(9)의 세트로 구성되며, 특히 압력 용기(1)의 재료와 직접 일 부품(9')으로 일체로 형성되는 것을 특징으로 하는 용기. - 제10항 내지 제15항 중 어느 한 항에 있어서,
상기 보강 요소(31)는 상기 압력 용기(1)와 연결되는 일 세트의 내부 지지링(31 및 8'), 및/또는 일 세트의 외부 지지링(32 및 10')으로 이루어지는 것을 특징으로 하는 용기. - 제16항에 있어서,
상기 보강 링은 각각 접착 또는 용접 재료에 의해 상기 용기(1)와 연결되는 것을 특징으로 하는 용기. - 제16항에 있어서,
상기 보강 링은 각각 재료 링크 없이, 특히 클램핑 또는 수축 등에 의해 기계적으로 상기 용기(1)와 견고하게 연결되는 것을 특징으로 하는 용기. - 제18항에 있어서,
상기 보강 요소(32)는, 상기 용기(1) 둘레의 수축된 포일, 메쉬 및/또는 그리드 및/또는 수축 필름으로 이루어지고, 상기 그리드는 통합되는 것을 특징으로 하는 용기. - 제18항 또는 제19항에 있어서,
상기 보강 요소는, 특히 유리 섬유, 복합재, 또는 유리선으로 이루어진 용기 벽(22) 둘레의 권선으로 이루어지는 것을 특징으로 하는 용기. - 제10항 내지 제20항 중 어느 한 항에 있어서,
상기 내부 지지 링(31)은 플라스틱으로 구성되고 및/또는 상기 외부 지지 링(32)은 플라스틱 및/또는 금속으로 이루어지는 것을 특징으로 하는 용기. - 제10항 내지 제21항 중 어느 한 항에 있어서,
특히 상기 용기(1)의 용기 벽(22)에 있는 화학적 보강재를 포함하는 것을 특징으로 하는 용기. - 제1항 내지 제22항 중 어느 한 항, 특히 제22항에 있어서,
특히 용기 몸체 벽에서, 특히 적어도 일 부분에서, 투명한 것을 특징으로 하는 용기. - 제1항 내지 제23항 중 어느 한 항에 있어서,
용기를 만드는 상기 플라스틱 재료는 2축 신축성 재료, 특히 PET(폴리에틸렌 테레프탈레이트)로 이루어지는 것을 특징으로 하는 용기. - 제1항 내지 제24항 중 어느 한 항에 있어서,
특히 목 섹션(23)이 바닥부에 단부 개구를 구비하고 바닥부에서 절단되지 않으면, 보다 높은 압력 및/또는 온도에 저항하도록, 합성 재료, 특히 변성 PET로 이루어지는 것을 특징으로 하는 용기. - 제1항 내지 제24항 중 어느 한 항에 있어서,
상기 용기(1)는 플라스틱 재료로 사출성형 예비 성형체의 스트레칭 및 블로잉에 의해 구성되고, 상기 예비 성형체는 보다 높은 열치수 안정성을 갖도록 높은 결정화도를 가지며, 상기 결정화도는 배향 유도 결정화도를 형성하며, 특히 결정화도는 30% 초과, 특히 35 내지 40%인 것을 특징으로 하는 용기. - 제26항에 있어서,
상기 용기는 다른 플라스틱 재료, 특히 폴리올레핀, 특히 폴리프로필렌 또는 폴리에틸렌, 폴리스티렌, 폴리에스테르, 특히 PETG 또는 PBT, 폴리카보네이트, 폴리아미드, 또는 그 공중합체 또는 그 블렌드, 특히 극히 낮은 레벨에 따라서 보다 높은 열에 대해 저항하는 다른 폴리에스테르를 가진 공중합체로 만들어지고, 특히, 상기 폴리에스테르는 폴리에틸렌 나프탈레이트; 폴리트리메틸렌 나프탈레이트에 의해; 또는 PETN-5형 400105로서 공지된 플라스틱 재료에 의해 형성되는 것을 특징으로 하는 용기. - 제1항 내지 제27항 중 어느 한 항에 있어서,
상기 플라스틱은, 특히 배리어의 통합, 특히 화학적, 또는 가스 또는 광 배리어의 통합을 갖는 소위 '폴리머 바이오 집합체'로 이루어지는 것을 특징으로 하는 용기. - 감광성 및/또는 가스 민감성 제품, 특히 식품, 화장품, 세제 등과 같은 방사선 민감성 제품을 수용하기 위한 용기로서, 특정량의 첨가제(12)를 가진 기본 플라스틱 베이스 재료(11)로 이루어진 적어도 하나의 베이스 층(1)으로 구성되는 용기에 있어서,
상기 용기(1)가 제조되는 예비 성형체는, 열 수축이 작업 온도의 사전 결정된 설정값에서 특정 설정값을 초과하지 않는 정도의 열 특성을 가지며, 특히 상기 수축 설정값은 4% 내지 5% 초과하지 않도록, 특히 3.5% 이하, 바람직하게 1% 이하인 것을 특징으로 하는 용기. - 제29항에 있어서,
상기 첨가제는 PET 첨가제로 이루어지는 것을 특징으로 하는 용기. - 제29항 또는 제30항에 있어서,
상기 예비 성형체(20)는 단층 구조를 가지는 것을 특징으로 하는 용기. - 제29항 내지 제31항 중 어느 한 항에 있어서,
상기 용기(1)는 다층 구조를 가지며, 특히 배리어 층, 특히 2차 플라스틱 재료로 구성되어 사실상 모든 전송된 광 및/또는 산소가 차단될 수 있는 광 및/또는 산소 배리어로서 작용하는 중간층이 포함되는 상기 기본 베이스 층으로 이루어진 3-층 구조를 가지는 것을 특징으로 하는 용기. - 제1항 내지 제32항 중 어느 한 항에 있어서,
상기 용기는 특히 아크릴레이트로 내부 및/또는 외부가 코팅되는 것을 특징으로 하는 용기. - 제1항 내지 제33항 중 어느 한 항에 있어서,
상기 용기(1)는 고정 연결부에 의해 상기 용기에 고정적으로 부착되는 풀 커버(28)에 의해 바닥부 측에서 폐쇄되는 것을 특징으로 하는 용기. - 제34항에 있어서,
복합체는 용접된 조인트(13), 특히 레이저, 유도, 초음파 복합체, 또는 접착 조인트에 의해 형성되는 것을 특징으로 하는 용기. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 용기(1)는 보다 높은 압력을 허용하기 위하여 반구형 프로파일을 갖는 바닥부(21)를 구비하고, 바닥부 홀더(25)가 제공되는 것을 특징으로 하는 용기. - 제1항 내지 제36항 중 어느 한 항에 있어서,
추가된 베이스(21')에 밸브가 포함되는 것을 특징으로 하는 용기. - 제1항 내지 제37항 중 어느 한 항에 있어서,
상기 용기(1)는 적어도 하나의 챔버(51), 특히 두 개의 챔버(52)로 이루어진 다중 챔버 시스템으로 형성되며, 상기 압력 용기(1)는 바닥부에서 폐쇄되고, 상기 용기의 챔버들 사이에는 챔버 파티션(59)이 제공되는 것을 특징으로 하는 용기. - 제38항에 있어서,
상기 챔버 파티션(59)은 클로저로서 적어도 하나의 압력 제어 밸브(50), 또는 가스 밸브를 구비하는 것을 특징으로 하는 용기. - 제39항에 있어서,
상기 클로저는 압력 제어 밸브(50)에 의해 개방 또는 폐쇄 위치에서 외부로부터 간접적으로 조정 가능하여서, 상기 챔버(51)의 내용물은 챔버가 압력하에 있든지 없든지 상관없이 챔버(52)와 접촉할 수 있는 것을 특징으로 하는 용기. - 제40항에 있어서,
상기 저부측 및 상부측(21 및 23)은 단일 폐쇄 부품, 특히 차단 밸브(58)에 의해 폐쇄되는 것을 특징으로 하는 용기. - 제41항에 있어서,
상기 차단 밸브(58)는 도우징 밸브(57) 또는 스크루 캡으로 형성되는 것을 특징으로 하는 용기. - 제1항 내지 제42항 중 어느 한 항에 있어서,
상기 용기는 물리적 보강재, 특히 포일, 보강 링 및/또는 리브, 내부 및/또는 외부 슬롯; 및/또는 특히 증가된 결정화도, 유리 전이 온도의 화학적 보강재, PEN의 사용을 포함하고 결정화도를 증가시키는 폴리머 블렌드; 및/또는 특히 블렌드, 내부 코팅을 포함하는 코팅에 의한 화학적 저항재; 및/또는 특별한 형태, 특히 보강재로서 '병 내부의 병', '병 내부의 백', 1-챔버 또는 2-챔버 시스템, 또는 '베이스 컵을 가진 구형 베이스' 등의 구조형의 압축 용기를 포함하는 것을 특징으로 하는 용기. - 제1항 내지 제43항 중 어느 한 항에 따른 압력 용기 패키징 형태의 용기를 제조하는 방법에 있어서,
종방향 축(ℓ)을 갖는 용기 몸체 프로파일(90)을 먼저 형성하고, 요구되는 종방향 치수(L)로 튜브 요소(91)를 형성하도록 상기 몸체 프로파일(90)을 절단하며, 압력 수단이 충전 제품을 가진 용기 패키징(1)을 가스에 의해 대기압으로부터 대략 100 bar의 범위 내의 압력 p1으로 압축하도록 배열되며, 상기 용기 패키징(1)은 압출 공정에 의해 형성된 용기 몸체(91)에 의해 형성되고, 특히 용기 헤드(11) 또는 몸체 상부 섹션(22')은 커버(5)로 폐쇄되고, 특히 상기 커버는 도우징 밸브(17), 스크루 캡 또는 다른 클로저인 것을 특징으로 하는 용기 제조 방법. - 제1항 내지 제43항 중 한 항에 따른 압력 용기를 제조하기 위한 제43항에 따른 방법에 있어서, 상기 용기는 적어도 한번, 특히 두번 절단되는 압출 튜브(3)에 의해 형성되고, 형성된 몸체(22')의 양쪽 개방 단부들은 단일 부품, 밸브 또는 커버(5)에 의해 밀폐되는 것을 특징으로 하는 용기 제조 방법.
- 제44항 또는 제45항에 있어서,
상기 상부 섹션은 압축된 용기(1)에 대한 연결부(12)에 의해 고정되는 용기 헤드(11)로 밀폐되는 것을 특징으로 하는 용기 제조 방법. - 제44항 내지 제53항 중 어느 한 항에 있어서,
상기 연결부(12)는 접착, 크림핑 또는 용접, 특히 레이저 용접, 특히 레이저, 유도 또는 초음파 용접에 의해 형성되는 것을 특징으로 하는 용기 제조 방법. - 제46항에 있어서,
링들의 고정부는 서로 접착 또는 용접되는 것을 특징으로 하는 용기 제조 방법. - 제44항 내지 제48항 중 어느 한 항에 있어서,
상기 외부 지지링(10)은 상기 용기를 블로잉할 때 직접 통합되는 것을 특징으로 하는 용기 제조 방법. - 제44항 내지 제49항 중 어느 한 항에 있어서,
충전 제품이 외벽 및, 공기 또는 다른 가스로 이루어진 압축 가스와 접촉하는 것을 방지하기 위하여, 상기 용기 내에 가요성 내부 용기(16) 또는 백이 삽입되는 것을 특징으로 하는 용기 제조 방법. - 제50항에 있어서,
상기 가요성 내부 용기(16)는 주 용기로서 작용하는 상기 용기(1) 내에 블로잉에 의해 통합되는 것을 특징으로 하는 용기 제조 방법. - 제1항 내지 제43항 중 어느 한 항에 따른 압축 용기 패키징을 제조하기 위한, 제44항 내지 제51항 중 어느 한 항에 따른 방법에 있어서,
상기 압축 용기의 제조 공정은,
제1 단계(A)에서, 예비 성형체가 사출 성형에 의해 반완성 제품으로서 압출되고, 플라스틱 과립이 압출기에서 건조되고 용융되며, 이어서 사출 몰드에서 구동되며;
이어지는 단계(B)에서, 상기 반완성 제품이 추가 중간 제품(3)으로서 병 형상, 특히 관형체(3)로 블로잉 몰드에서 블로잉되며;
추가의 다음 단계(C)에서, 상기 추가 중간 제품(3)의 저부 사이가 특정 길이로 절단되고, 별도의 추가 사출 성형 베이스(21)가 상기 추가 중간 제품(3)에 통합되는 것에 의해 실행되는 것을 특징으로 하는 용기 제조 방법. - 제52항에 있어서,
상기 용기(1) 내에 충전 제품의 압축은, 밀봉구(44)에 의해 자기 폐쇄 가능한 개구(43)를 통해 록킹 가능한 저부 밸브를 통해 실행되며, 상기 밀봉구(44)는 가요성 플라스틱으로 제조되는 관형 요소로 이루어지는 것을 특징으로 하는 용기 제조 방법. - 제53항에 있어서,
상기 용기(1) 내의 압축은 밀봉 가능한 상부 밸브(47)를 통해, 특히 자기 록킹 요소, 특히 소위 "엄브렐러 플러그(46)", 또는 2-단계 요소, 특히 소위 "니콜슨 플러그(47)"를 통해 실행되는 것을 특징으로 하는 용기 제조 방법. - 대응하는 항 중 어느 항에 따른 용기로 예비 성형체를 블로잉하는 것에 의해 예비 성형체의 사출 성형에 의해, 유제품을 포함하는 제품을 용기 내에 캡슐화하기 위한 용기를 제조하는 방법에 있어서,
상기 예비 성형체는 사출 가능한 기본 플라스틱 재료(11)에 특정 비율의 첨가제(12)를 추가하고, 소위 유리 전이 온도값(Tg)을 증가시키기 위해 소위 블렌드(13)를 형성하며, 상기 블렌드(13)는 상기 예비 성형체를 생성하도록 사출되고, 그런 다음 외부 방사선 및 가스, 특히 전자기 방사선, 특히 광에 대해 내부(9)를 보호하기 위하여, 상기 방사선이 사실상 절단되도록 상기 기본 재료의 굴절율이 영향을 받는 방식으로, 상기 Tg값으로 용기로부터 송풍되는 것을 특징으로 하는 용기 제조 방법. - 제55항에 있어서,
상기 용기의 결정화도를 증가시키기 위하여 상기 공중합체에 첨가제가 추가로 첨가되는 것을 특징으로 하는 용기 제조 방법. - 스트레칭 및 블로잉에 의해 보다 높은 열치수 안정성을 갖는 플라스틱으로부터 만들어지는, 제25항 내지 제28항 중 어느 한 항에 따른 용기를 제조하기 위한 방법에 있어서, 상기 용기는 사출 성형된 예비 성형체에 의해 형성되고, 결정화도는 본질적으로 배향 유도 결정화도인 것을 특징으로 하는 용기 제조 방법.
- 제57항에 있어서,
상기 유리 전이 온도는 적어도 95℃의, 바람직하게 100℃ 이하의 목표값으로 증가되는 것을 특징으로 하는 용기 제조 방법. - 제57항 또는 제58항에 있어서,
폴리머 첨가제는, 상기 블렌드(13)의 상기 Tg값이 상기 기본 플라스틱 재료(11)의 값보다 높은 값으로 증가되도록 선택되는 것을 특징으로 하는 용기 제조 방법. - 제33항 또는 제34항 중 어느 한 항에 있어서,
상기 예비 성형체(10)는 상기 기본 베이스 재료(11)에 중화 시약 또는 중화제의 첨가에 의해 중화되어, 결정 격자를 형성하는 것을 특징으로 하는 용기 제조 방법. - 제60항에 있어서,
상기 예비 성형체는 상기 폴리머의 결정화 효과를 발생시키도록 특정 가열 온도로 가열되고, 상기 베이스 재료의 증가된 결정화도는 적절한 시약의 작용에 의해 생기는 것을 특징으로 하는 용기 제조 방법. - 제44항 또는 제61항 중 어느 한 항에 있어서,
동시 사출에 의한 다층 예비 성형체의 사출 성형 후에 용기로 예비 성형체를 블로잉하는 것을 특징으로 하는 용기 제조 방법. - PET 공중합체, 및 더 높은 고열의 폴리에스테르로 만들어지는, 제1항 내지 제43항 중 한 항에 따른 용기를 제조하기 위한 방법에 있어서,
용기는 상기 재료로 만들어진, 사출 성형된 예비 성형체로부터 시작되고, 상기 예비 성형체가 블로잉 작업을 위하여 가열되는 온도는 상기 더욱 고열의 폴리에스테르 부분의 유리 전이 온도보다 높고, 상기 블로잉 성형 작업은 상기 온도에 도달되자마자 수행되는 것을 특징으로 하는 용기 제조 방법. - 제63항에 있어서,
상기 예비 성형체는 상기 폴리에스테르 부분의 유리 전이 온도보다 높은 온도로 가열되며, 그런 다음 스트레칭할 때 블로잉 및 사출 성형 작업에서 즉시 블로잉되는 것을 특징으로 하는 용기 제조 방법. - 제64항에 있어서,
상기 온도는 약 125℃ 내지 130℃ 사이에서 설정되고, 특히 상기 예비 성형체는 125℃ 내지 130℃ 사이의 범위의 온도로 가열되며, 그런 다음 스트레칭할 때 블로잉 및 사출 성형 작업에서 즉시 블로잉되는 것을 특징으로 하는 용기 제조 방법. - 제1항 내지 제43항 중 어느 항에 따른 용기를, 소위 고온 충전 공정으로 소스류 및 케첩을 위해 사용되는 타원형 용기 또는 병으로 사용하는 방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE201100705A BE1020615A5 (nl) | 2011-12-05 | 2011-12-05 | Behouderverpakking voor verpakking onder druk van vulgoed i.h.b. half vloeibaar, en werkwijze hiervoor. |
| BE2011/0705 | 2011-12-05 | ||
| BE2012/0681 | 2012-10-10 | ||
| BE2012/0681A BE1025052B1 (nl) | 2012-10-10 | 2012-10-10 | Behouder voor verpakking onder druk van continuüm vulproduct, en productiewerkwijze hiervoor |
| PCT/BE2012/000053 WO2013082680A2 (en) | 2011-12-05 | 2012-12-05 | Plastic container for packing of filling product under pressure, and method for the manufacture thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140100991A true KR20140100991A (ko) | 2014-08-18 |
Family
ID=48463648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147018854A KR20140100991A (ko) | 2011-12-05 | 2012-12-05 | 압력 하에 충전 제품을 패키징하기 위한 플라스틱 용기 및 그 제조 방법 |
Country Status (28)
| Country | Link |
|---|---|
| US (1) | US20150076164A1 (ko) |
| EP (2) | EP2791030B1 (ko) |
| JP (2) | JP2015500778A (ko) |
| KR (1) | KR20140100991A (ko) |
| AP (1) | AP3924A (ko) |
| AU (1) | AU2012350168A1 (ko) |
| BE (2) | BE1025871B1 (ko) |
| BR (1) | BR112014013437A2 (ko) |
| CA (1) | CA2854929C (ko) |
| CY (1) | CY1118673T1 (ko) |
| DK (2) | DK3095731T3 (ko) |
| EA (1) | EA030100B1 (ko) |
| ES (2) | ES2585413T3 (ko) |
| HR (1) | HRP20161034T1 (ko) |
| HU (2) | HUE029491T2 (ko) |
| IL (1) | IL232962A0 (ko) |
| LT (1) | LT2791030T (ko) |
| ME (1) | ME02494B (ko) |
| MX (1) | MX2014006524A (ko) |
| PH (1) | PH12014501552B1 (ko) |
| PL (2) | PL2791030T3 (ko) |
| PT (2) | PT2791030T (ko) |
| RS (1) | RS55197B1 (ko) |
| SG (1) | SG11201402946XA (ko) |
| SI (1) | SI2791030T1 (ko) |
| SM (1) | SMT201600414B (ko) |
| WO (1) | WO2013082680A2 (ko) |
| ZA (1) | ZA201403371B (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160028260A (ko) * | 2014-09-03 | 2016-03-11 | 현대자동차주식회사 | Cng 압력용기 및 그 제작방법 |
| KR20220001604A (ko) * | 2020-06-30 | 2022-01-06 | (주)신광엠앤피 | 가압 충진식 디스펜서가 구비된 스프레이 용기 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104955742B (zh) | 2012-11-28 | 2017-05-03 | 爱柔包装技术集团有限公司 | 用于制造压力单元的系统和方法 |
| FR3008078B1 (fr) * | 2013-07-08 | 2016-04-01 | Lablabo | Dispositif a recipient rigide et poche cylindrique souple pour le conditionnement de fluides. |
| FR3019803B1 (fr) * | 2014-04-10 | 2016-12-23 | Fareva | Generateur aerosol en matiere plastique |
| BE1022703B1 (nl) * | 2015-02-10 | 2016-08-17 | CARDIFF GROUP,naamloze vennootschap | Vat voor CO2-bevattende dranken en gebruik daarvan |
| WO2017080685A1 (en) | 2015-11-10 | 2017-05-18 | Gojara | Pressure control device, dispenser comprising said pressure control device and method of manufacturing |
| USD833885S1 (en) * | 2017-01-10 | 2018-11-20 | Karen Montileone | Container with detachable bottom and dispenser |
| US11851264B2 (en) | 2017-04-03 | 2023-12-26 | Gojara Bvba | Disc-shaped pressure control device for pressure packaging |
| BE1024253B1 (nl) * | 2017-04-03 | 2018-01-05 | Gojara Bvba | Schijfvormige drukregelinrichting voor drukverpakkingen |
| CA3071576C (en) * | 2017-08-11 | 2023-07-04 | Husky Injection Molding Systems Ltd. | Molded article, container and a method for printing thereon |
| BE1025483B1 (nl) | 2018-02-12 | 2019-03-14 | Resilux N.V. | Drukverpakking met verbeterde valweerstand en stootbestendigheid |
| CH715159A1 (de) * | 2018-07-09 | 2020-01-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Druckbehälter aus Kunststoff mit einem Ventilaufsatz zur Abgabe eines gasförmigen, flüssigen, pulverartigen oder pastösen Füllguts. |
| US10486892B1 (en) * | 2018-08-22 | 2019-11-26 | The Procter & Gamble Company | Packages and arrays of packages for plastic aerosol dispensers |
| CN113507803B (zh) * | 2021-06-15 | 2022-03-01 | 杭州电子科技大学 | 一种仿铁定甲虫仿生结构的深海抗压容器的制备方法 |
| BE1030302B1 (nl) | 2022-02-25 | 2023-09-25 | Gojara Bv | 2k-kunststof voetstuk voor een spuitbus met geintegreerde beluchtingsplug |
| CN116336796B (zh) * | 2023-02-23 | 2024-07-23 | 太仓正信干燥设备科技有限公司 | 一种双锥真空干燥机的衬钛材容器及双锥真空干燥机 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2766072A (en) * | 1952-08-02 | 1956-10-09 | Standard Container Inc | Aerosol sprayer with a replaceable cartridge |
| BE538645A (ko) * | 1954-06-09 | |||
| US3327907A (en) * | 1965-06-09 | 1967-06-27 | Meyers Frederick Charles | Reinforced plastic containers for pressurized products |
| US3837527A (en) * | 1973-03-16 | 1974-09-24 | L Kutik | Reinforced aerosol container |
| US4039103A (en) * | 1974-12-18 | 1977-08-02 | Hubert Juillet | Pressurized dispensing containers |
| JPS572067Y2 (ko) * | 1977-06-08 | 1982-01-13 | ||
| US4122142A (en) | 1977-08-05 | 1978-10-24 | Owens-Illinois, Inc. | Method for blow molding a reinforced plastic bottle |
| SE417592B (sv) | 1978-03-13 | 1981-03-30 | Plm Ab | Behallare av teromplastiskt plastmaterial med i behallarveggen inbyggda forsterkningar, samt forfarande for framstellning av en sadan behallare |
| JP2598348Y2 (ja) * | 1987-12-18 | 1999-08-09 | 誠一 北林 | エアゾル噴射用耐圧容器 |
| JPH02214555A (ja) * | 1989-02-14 | 1990-08-27 | Toyo Seikan Kaisha Ltd | プラスチック製エアゾール包装容器 |
| CA2013636A1 (en) | 1989-04-06 | 1990-10-06 | Sang I. Han | Disposable pressure wound irrigation device |
| US4988399A (en) * | 1989-07-05 | 1991-01-29 | Aluminum Company Of America | Process for making a three-piece container involving stretch-blow molding, severing and attaching an end panel to the open bottom |
| JPH06144434A (ja) * | 1992-11-02 | 1994-05-24 | Akio Maru | 紙,プラスチック製等の軟質容器の補強方法 |
| ES2120276T3 (es) * | 1995-11-13 | 1998-10-16 | Oreal | Recipiente aerosol. |
| US5865350A (en) * | 1997-01-24 | 1999-02-02 | Pure Vision International L.L.P. | Spray bottle with built-in pump |
| US6209344B1 (en) * | 1998-03-31 | 2001-04-03 | Gautam K. Mahajan | Multi-walled container |
| US6484900B1 (en) | 2000-01-19 | 2002-11-26 | W. C. Bradley Company | Transparent fuel canister |
| US20020166837A1 (en) | 2001-05-09 | 2002-11-14 | Gonzalez Frank C. | Container side wall with ribs causing a predefined varying thickness |
| JP4805489B2 (ja) * | 2001-07-31 | 2011-11-02 | 株式会社ダイゾー | 複数内容物の吐出装置 |
| US7017772B2 (en) * | 2002-03-25 | 2006-03-28 | S.C. Johnson & Son, Inc. | Pressure container |
| NL1022456C2 (nl) * | 2003-01-21 | 2004-07-22 | Packaging Tech Holding Sa | Drukverpakkingssysteem voor het op een in een drukverpakking opgenomen fluïdum aanbrengen van een werkdruk. |
| FR2852301B1 (fr) * | 2003-03-13 | 2006-02-10 | Valois Sas | Dispositif de distribution de produit fluide |
| JP4281461B2 (ja) * | 2003-08-08 | 2009-06-17 | 株式会社吉野工業所 | 二重容器及び二重容器の成形方法 |
| WO2005071306A1 (en) | 2004-01-23 | 2005-08-04 | Sergei Glebovich Koldybaev | Container with transparent liner and semitransparent wall |
| AU2004316447B2 (en) * | 2004-01-30 | 2010-04-22 | Ips Patent Ag | Pressure control device |
| US20070045221A1 (en) | 2005-08-26 | 2007-03-01 | Graham Packaging Company, L.P. | Plastic container having a ring-shaped reinforcement and method of making same |
| MY150898A (en) * | 2005-11-03 | 2014-03-14 | Southern Star Corp | Improved plastic aerosol container |
| DE102006004120A1 (de) * | 2006-01-25 | 2007-07-26 | Hydac Technology Gmbh | Hydrospeicher |
| JP4883506B2 (ja) * | 2006-12-28 | 2012-02-22 | 株式会社吉野工業所 | 吐出容器 |
| JP2010222019A (ja) * | 2009-03-23 | 2010-10-07 | Daizo:Kk | 蓋体、容器内部の減圧構造及びスプレー容器 |
| JP5560035B2 (ja) * | 2009-12-29 | 2014-07-23 | 株式会社ダイゾー | 内袋およびそれを用いた二重エアゾール製品 |
| JP5487011B2 (ja) * | 2010-05-31 | 2014-05-07 | 株式会社ダイゾー | 多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品 |
-
2012
- 2012-12-05 AU AU2012350168A patent/AU2012350168A1/en not_active Abandoned
- 2012-12-05 PT PT128507456T patent/PT2791030T/pt unknown
- 2012-12-05 CA CA2854929A patent/CA2854929C/en active Active
- 2012-12-05 ES ES12850745.6T patent/ES2585413T3/es active Active
- 2012-12-05 EP EP12850745.6A patent/EP2791030B1/en active Active
- 2012-12-05 AP AP2014007757A patent/AP3924A/el active
- 2012-12-05 DK DK16001088.0T patent/DK3095731T3/da active
- 2012-12-05 EP EP16001088.0A patent/EP3095731B1/en active Active
- 2012-12-05 EA EA201491053A patent/EA030100B1/ru not_active IP Right Cessation
- 2012-12-05 BE BE2012/0826A patent/BE1025871B1/nl active IP Right Grant
- 2012-12-05 ES ES16001088T patent/ES2918973T3/es active Active
- 2012-12-05 RS RS20160669A patent/RS55197B1/sr unknown
- 2012-12-05 US US14/362,840 patent/US20150076164A1/en not_active Abandoned
- 2012-12-05 WO PCT/BE2012/000053 patent/WO2013082680A2/en active Application Filing
- 2012-12-05 HU HUE12850745A patent/HUE029491T2/en unknown
- 2012-12-05 SG SG11201402946XA patent/SG11201402946XA/en unknown
- 2012-12-05 ME MEP-2016-165A patent/ME02494B/me unknown
- 2012-12-05 MX MX2014006524A patent/MX2014006524A/es unknown
- 2012-12-05 DK DK12850745.6T patent/DK2791030T3/en active
- 2012-12-05 LT LTEP12850745.6T patent/LT2791030T/lt unknown
- 2012-12-05 BR BR112014013437A patent/BR112014013437A2/pt not_active Application Discontinuation
- 2012-12-05 PL PL12850745T patent/PL2791030T3/pl unknown
- 2012-12-05 HU HUE16001088A patent/HUE059222T2/hu unknown
- 2012-12-05 JP JP2014545048A patent/JP2015500778A/ja active Pending
- 2012-12-05 SI SI201230686A patent/SI2791030T1/sl unknown
- 2012-12-05 KR KR1020147018854A patent/KR20140100991A/ko not_active Application Discontinuation
- 2012-12-05 PL PL16001088.0T patent/PL3095731T3/pl unknown
- 2012-12-05 PT PT160010880T patent/PT3095731T/pt unknown
-
2014
- 2014-05-12 ZA ZA2014/03371A patent/ZA201403371B/en unknown
- 2014-06-05 IL IL232962A patent/IL232962A0/en unknown
- 2014-07-04 PH PH12014501552A patent/PH12014501552B1/en unknown
-
2016
- 2016-08-10 CY CY20161100792T patent/CY1118673T1/el unknown
- 2016-08-17 HR HRP20161034TT patent/HRP20161034T1/hr unknown
- 2016-11-15 SM SM201600414T patent/SMT201600414B/it unknown
-
2017
- 2017-10-27 JP JP2017207754A patent/JP2018030647A/ja active Pending
- 2017-12-08 BE BE2017/5917A patent/BE1024913B1/nl active IP Right Grant
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160028260A (ko) * | 2014-09-03 | 2016-03-11 | 현대자동차주식회사 | Cng 압력용기 및 그 제작방법 |
| KR20220001604A (ko) * | 2020-06-30 | 2022-01-06 | (주)신광엠앤피 | 가압 충진식 디스펜서가 구비된 스프레이 용기 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140100991A (ko) | 압력 하에 충전 제품을 패키징하기 위한 플라스틱 용기 및 그 제조 방법 | |
| US9969543B2 (en) | Plastic aerosol container | |
| JP2015500778A5 (ko) | ||
| JP5260749B2 (ja) | 材料分配システム及びその製造方法 | |
| US7780025B2 (en) | Plastic container base structure and method for hot filling a plastic container | |
| CN105593130B (zh) | 吹塑的颈缩容器 | |
| CA1146312A (en) | Method for the manufacture of packing containers and packing containers manufactured according to the method | |
| CA2531562A1 (en) | Base design for pasteurization | |
| JP6494984B2 (ja) | 二軸延伸ブロー成形用のプリフォーム及び容器 | |
| JP5656941B2 (ja) | パンク修理剤の保存容器 | |
| CN112930306A (zh) | 塑料容器 | |
| JP5964039B2 (ja) | 合成樹脂製の耐熱性積層ブロー成形容器 | |
| EP1706327A1 (en) | Preform assembly, lightweight container and method of manufacture | |
| JP4993884B2 (ja) | 自立袋 | |
| JP2019214417A (ja) | 容器本体およびエアゾール容器 | |
| UA112666C2 (uk) | Пластиковий контейнер для упаковки наповнюючого продукту під тиском та спосіб його виготовлення | |
| KR20230086666A (ko) | 이중 용기 및 그 제조 방법, 프리폼, 용기의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |