JP2015500778A - 充填製品を加圧包装するためのプラスチック製容器及びそれを製造する方法 - Google Patents
充填製品を加圧包装するためのプラスチック製容器及びそれを製造する方法 Download PDFInfo
- Publication number
- JP2015500778A JP2015500778A JP2014545048A JP2014545048A JP2015500778A JP 2015500778 A JP2015500778 A JP 2015500778A JP 2014545048 A JP2014545048 A JP 2014545048A JP 2014545048 A JP2014545048 A JP 2014545048A JP 2015500778 A JP2015500778 A JP 2015500778A
- Authority
- JP
- Japan
- Prior art keywords
- container
- pressure
- preform
- pressure vessel
- plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material of curved cross-section
- B65D11/04—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/66—Contents and propellant separated first separated, but finally mixed, e.g. in a dispensing head
- B65D83/663—Contents and propellant separated first separated, but finally mixed, e.g. in a dispensing head at least a portion of the propellant being separated from the product and incrementally released by means of a pressure regulator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/003—Containers for packaging, storing or transporting, e.g. bottles, jars, cans, barrels, tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/16—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material with double walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/20—Details of walls made of plastics material
- B65D11/22—Reinforcing for strengthening parts of members
- B65D11/26—Local reinforcements, e.g. adjacent to closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/38—Details of the container body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/42—Filling or charging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/62—Contents and propellant separated by membrane, bag, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/64—Contents and propellant separated by piston
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3032—Preforms or parisons made of several components having components being injected
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/30—Preforms or parisons made of several components
- B29C2949/3041—Preforms or parisons made of several components having components being extruded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/38—Details of the container body
- B65D83/384—Details of the container body comprising an aerosol container disposed in an outer shell or in an external container
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Packages (AREA)
- Basic Packing Technique (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Closures For Containers (AREA)
- Laminated Bodies (AREA)
- User Interface Of Digital Computer (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Description
Claims (66)
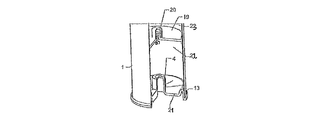
- 半液状流体を含む充填製品連続体、及び泡、ペースト、クリーム又は粉等の不連続充填製品を加圧包装するための容器であり、注入用開口部(24)をその上側に有する首部(23)、前記容器の本体を形成する隣接する鞘部(22)、及び前記容器の下部(21)を含み、前記容器は実質的にプラスチックポリマーから成り、上部(23)上に閉塞体(5)で閉塞可能な容器であって、前記上部と対向して配置される前記下部(21)は、接合部(13)を用いて前記本体(22)に取着される別に加えられる下部(21)によって閉塞されること、及び前記本体(22)は、補強手段(30)群を備えることを特徴とする包装容器。
- 前記容器(1)内に完全に密閉され、前記容器(1)が受ける圧力p1とは異なる、それ自体の圧力p2を受ける内容体(2)を含み、p2>p1であり、少なくともp2>大気圧であり、前記内容体(2)の高圧と前記容器(1)の低逆圧との差である前記内容体(2)に対する残圧が生じることを特徴とする、請求項1に記載の包装容器。
- 流体を含む連続充填製品、及び泡、ペースト、クリーム又は粉等の不連続充填製品を加圧包装する容器であり、注入用開口部(24)をその上側に有する首部(23)、該首部(23)と隣接し、前記容器(1)の本体を形成するスリーブ部(22)、及び実質的にプラスチックポリマーから成るベース部(21)を含む容器であって、内圧p2の内容体(2)が、前記容器(1)内に設けられ、前記内容体は、圧力pで前記容器(1)内に完全に密閉され、前記容器(1)の前記ベース(21)に取着され、それにより二重容器システム(12)を形成し、前記内容体(2)は、前記容器(1)によって更に支持されることを特徴とする、容器。
- 前記内容体(2)は、前記容器(1)が受けるp1とは異なる、前記内容体(2)自体の圧力p2を受け、前記内容体(2)は、前記容器(1)より高圧状態にあり、少なくとも前記圧力p2は、大気圧より高く、前記内容体(2)の残圧Dpは、前記内容体(2)の高圧と、前記容器(1)の低圧との正の差に等しいことを特徴とする、請求項3に記載の容器。
- 前記内容体(2)の壁厚は、前記容器(1)より薄いが、前記内容体(2)の高圧p2特性に耐性があり、前記二重容器システム(12)は、従って、内部的な補正圧力を伴う緩衝装置として機能することを特徴とする、請求項2乃至4の何れか一項に記載の容器。
- 前記二重容器システム(12)は、特にPCDタイプの圧力調整器から成ることを特徴とする、請求項3乃至5の何れか一項に記載の容器。
- 最大約20バール、特に最大100バール、及びそれ以上の圧力に耐え得る、加圧包装体を特徴とする、請求項1乃至6の何れか一項に記載の圧力容器。
- 前記容器は、物理的又は機械的補強手段(30;31、32;8’;9、9’;10’)群を備えることを特徴とする、請求項1乃至7の何れか一項に記載の容器。
- 前記補強手段は、結合部で前記下部(21)に取着される内容体(2)によって形成され、前記容器(1)は、前記内圧p2状態にある前記内容体(2)に更なる支持を提供することを特徴とする、請求項8に記載の容器。
- 補強要素(31、及び32)群は、前記圧力容器(1)又は(1’)の内側及び/又は外側に、相互距離(di)で、設けられることを特徴とする、請求項8及び9の一項に記載の容器。
- 前記補強要素(31、及び32)は、周囲に、特に略一定の断面で、より詳細には、回転対称的な形状で設けられることを特徴とする、請求項8乃至10の何れか一項に記載の容器。
- 前記補強要素(31、及び32)は、特に、外向きの先端部を有する略準円形をした、丸い形状を有することを特徴とする、請求項11に記載の容器。
- 互いに隣接する補強要素(31、32)間の前記距離(di)は、長手方向の両本体端部から長手方向中間部分(22)にかけて減少する、特に前記中間部分に関して均等に減少することを特徴とする、請求項10乃至12の何れか一項に記載の容器。
- 奇数の補強要素、とりわけリング(31、32)が、略前記中間部分に配置される中間リングを含んで、設けられることを特徴とする、請求項13に記載の容器。
- 前記補強要素(32)は、特に、前記圧力容器(1)の材料に直接一体(9’)に組込まれる肥厚部群及び補強リブ(9)群から成ることを特徴とする、請求項10乃至14の何れか一項に記載の容器。
- 前記補強要素(31)は、内側支持リング(31)及び(8’)群から成り、及び/又は其々外側支持リング(32)及び(10’)群から成り、其々前記圧力容器(1)と結合されることを特徴とする、請求項10乃至15の何れか一項に記載の容器。
- 前記補強手段の各リングは、接着剤又は溶接材料によって、前記容器(1)に結合されることを特徴とする、請求項16に記載の容器。
- 前記補強手段各リングは、材料を繋ぎ合せずに、特に機械的に、前記リングを締着又は収縮する等して、前記容器(1)と一体化させることを特徴とする、請求項16に記載の容器。
- 前記補強要素(32)は、前記容器(1)周りの収縮ホイル、網目及び/又は格子及び/又は収縮フィルムから成り、前記格子は、既に組込まれていることを特徴とする、請求項18に記載の容器。
- 前記補強要素は、前記容器壁(22)周りの巻線から成り、特にガラス繊維、合成物、又はガラス線材から成ることを特徴とする、請求項18及び19の一項に記載の容器。
- 前記内側支持リング(31)は、プラスチック製であること、及び/又は前記外側支持リング(32)は、プラスチック及び/又は金属製であることを特徴とする、請求項10乃至20の何れか一項に記載の容器。
- 前記容器は、化学的補強手段を、特に、前記容器(1)の前記容器壁(22)中に含むことを特徴とする、請求項10乃至21の何れか一項に記載の容器。
- 前記容器は、特に、前記容器本体壁で、より詳細には、少なくとも前記容器本体壁の一部に亘り透明であることを特徴とする、請求項1乃至22の何れか一項、特に請求項22に記載の容器。
- 前記容器が作製される前記プラスチック材料は、二軸延伸可能な材料、特にPET(ポリエチレンテレフタレート)から成ることを特徴とする、請求項1乃至23の何れか一項に記載の容器。
- 前記容器は、高圧及び/又は高温に耐性があるような、合成物質、特に改質PETから成り、より詳細には、容器包装体(23)が、下部に開口端部を備えた場合、下部で切断されないことを特徴とする、請求項1乃至24の何れか一項に記載の容器。
- 前記容器(1)は、熱寸法安定性を高くするために、結晶化度の高い射出成形プリフォームの延伸及びブローによって、プラスチック材料からできており、前記結晶化度は、実質的に、配向結晶化度であり、特に、該結晶化度は、30%より高く、より詳細には、35〜40%であることを特徴とする、請求項1乃至25の一項に記載の容器。
- 前記容器は、別のプラスチック材料、とりわけポリオレフィン、特にポリプロピレン若しくはポリエチレン、ポリスチレン、ポリエステル、特にPETG又はPBT、ポリカーボネート、ポリアミド、又はそれらの共重合体若しくはそれらの混合物、より詳細には、高熱に耐性がある、更により詳細には、極めて低濃度でも高熱に耐性がある、別のポリエステルとの共重合体若しくは混合物、また更により詳細には、前記ポリエステルは、ポリエチレンナフタレート、ポリトリメチレンナフタレートによって生成される、又はPETN5型400105として知られるプラスチック材料によって生成されることを特徴とする、請求項26に記載の容器。
- 前記プラスチックは、特に、バリア、より詳細には化学的バリア及びガスバリア、又は光バリアが組込まれた、所謂「ポリマーバイオ凝集体(Polymer bio−aggregate)」から成ることを特徴とする、請求項1乃至27の何れか一項に記載の容器。
- 特に、食品、化粧品、又は洗剤といった感光及び/又は感ガス製品等の感放射線製品を収容するよう意図された容器であり、該容器は、少なくとも1層のベース層(1)から構成され、該ベース層は、一次プラスチック系材料(11)から成ると共に、特定量の添加物(12)が含まれる容器であって、前記容器(1)が製造されるプリフォームは、その熱収縮が、所定の使用温度設定値で、特定の設定値を超えない、特に前記収縮設定値が、4〜5%を超えない、特に、最大3.5%、好適には1%までのような、熱特性を持つことを特徴とする容器。
- 前記添加物は、PET添加物から成ることを特徴とする、請求項29に記載の容器。
- 前記プリフォーム(20)は、単層構造を有することを特徴とする、請求項29及び30の一項に記載の容器。
- 前記容器(1)は、多層構造、特に三層構造を有し、該三層構造は、前記一次ベース層から成り、該一次ベース層には、バリア層として機能する、特に、実質的に全ての透過光及び/又は酸素が遮断されることができるように、二次プラスチック材料から構成される光及び/又は酸素バリアとして機能する中間層が含まれることを特徴とする、請求項29乃至31の何れか一項に記載の容器。
- 前記容器は、特にアクリル酸で、内側及び/又は外側をコーティングされることを特徴とする、請求項1乃至32の何れか一項に記載の容器。
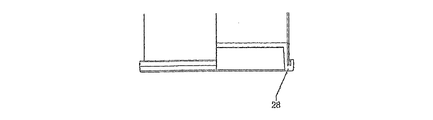
- 前記容器(1)は、固定結合部を用いて前記容器に固着されるフルカバー(28)によって、前記下側で閉塞されることを特徴とする、請求項1乃至33の何れか一項に記載の容器。
- 前記容器(1)は、特に、溶着接合部(13)によって、特に、レーザ、誘導、其々超音波による複合又は接着接合部によって形成されることを特徴とする、請求項34に記載の容器。
- 前記容器(1)は、該容器(1)内において更に高圧を許容可能にするために、準球体の外形を有する下部(21)を備え、下部ホルダ(25)が設けられることを特徴とする、請求項1乃至5の何れか一項に記載の容器。
- 弁が、更なるベース(21’)に含まれることを特徴とする、請求項1乃至36の何れか一項に記載の圧力容器。
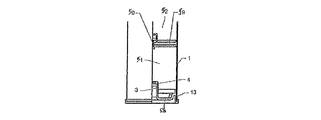
- 前記容器(1)は、少なくとも1つのチャンバ(51)、特に2つのチャンバ(52)から成るマルチチャンバシステムによって形成され、前記圧力容器(1)は、前記下部で閉塞され、チャンバ区画体(59)が、前記容器内で個々のチャンバ間に設けられることを特徴とする、請求項1乃至37の何れか一項に記載の圧力容器。
- 前記チャンバ区画体(59)は、閉塞体として、少なくとも1つの圧力制御弁(50)、及びガス抜き弁を備えることを特徴とする、請求項38に記載の圧力容器。
- 前記チャンバ(51)の内容物が、前記チャンバ(52)と、前記両チャンバの加圧状態如何に関わらず、接触できるように、前記閉塞体は、圧力制御弁(50)を用いて、開位置又は閉位置に、外部から間接的に調節可能であることを特徴とする、請求項39に記載の圧力容器。
- 上下両側(21及び23)は、単一の閉塞片、特に遮断弁(58)を用いて、閉塞されることを特徴とする、請求項40に記載の圧力容器。
- 前記遮断弁(58)は、投与弁(57)、又はねじキャップから作製されることを特徴とする、請求項41に記載の圧力容器。
- 前記圧力容器は、物理的補強手段、特にホイル、補強リング及び/又はリブ、内側及び/又は外側スロット、及び/又は、とりわけ、結晶化度を高めること、ガラス転移温度を高めること、PENの使用を含む、結晶化度を高めるポリマーを混合することによる化学的補強手段、及び/又は、特に、混合、内部コーティングを含むコーティングを用いた耐化学薬品性を含み、及び/又は、特に補強手段として「ボトル内ボトル」、「ボトル内バッグ」、1/2チャンバシステム、又は「ベースカップ付球状底部」の構成タイプの圧力容器を、特に形成することを特徴とする、請求項1乃至42の何れか一項に記載の圧力容器。
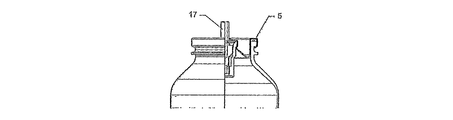
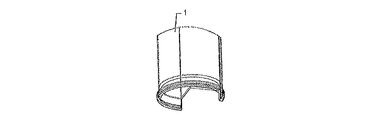
- 長手方向軸(l)を有する容器本体形状(90)が、最初に形成され、その後管状要素(91)を、要求される長手方向寸法(L)に形成するために前記容器本体形状(90)が切断される、請求項1乃至43の何れか一項に記載の圧力容器包装体タイプの容器を製造する方法であって、圧力手段は、ここでは、充填製品を入れた前記容器包装体(1)を加圧するように、即ち、特に大気圧から約100バール、及びそれ以上の圧力に、ガス抜きによって加圧するように、配設され、特に、前記容器(1)は、押出し法によって形成される前記容器本体(91)を用いて形成され、特に、前記容器ヘッド(11)又は本体上部(22’)は、カバー(5)で閉塞され、更に詳細には、該カバー(5)は、投与弁(17)、ねじキャップ又は他の閉塞体とすることを特徴とする方法。
- 前記圧力容器は、少なくとも1回、特に2回切断される、押出成形された管(3)を用いて形成され、そうして形成された前記本体(22’)の両開口端部が、単一片体、弁又はカバー(5)によって密閉される、特に、請求項1乃至43の一項で定義されるような圧力容器を製造するための、請求項44に記載の方法。
方法。 - 前記上部は、結合部(12)を用いて、前記加圧容器(1)に固定される容器ヘッド(11)で、密閉されることを特徴とする、請求項44及び45の一項に記載の方法。
- 前記結合(12)は、接着、圧着、又は溶着、特にレーザ溶着、より詳細には、レーザ、誘導、又は超音波溶着によって行われることを特徴とする、請求項44乃至53の何れか一項に記載の方法。
- 前記リングの固定は、纏めて接着又は溶着されることによって行われることを特徴とする、請求項46に記載の方法。
- 前記外側支持リング(10)は、前記容器をブローする際に直接組込まれることを特徴とする、請求項44乃至48の何れか一項に記載の方法。
- 軟質内容体(16)又はバッグは、前記充填製品が前記外壁と、及び空気若しくは他の気体から成る前記圧力ガスとの両方に接触するのを防止するために、前記容器に挿入されることを特徴とする、請求項44乃至49の何れか一項に記載の方法。
- 軟質内容体(16)は、主容器として機能する前記容器(1)内にブローによって導入されることを特徴とする、請求項50に記載の方法。
- 請求項1乃至43の何れか一項に記載の圧力容器包装体を製造する方法であって、前記圧力容器の製造工程が、以下のステップ、
第1ステップ(A)で、プリフォームが、射出成形によって半製品として押出されるが、射出成形では、プラスチック粒状物が乾燥され、押出機で溶融され、次に射出金型に押込まれるステップ、
次のステップ(B)で、前記半製品が、ブロー金型にブローされて、更なる中間製品(3)として、ボトル形状、特に管(3)状にされるステップ、
更なる次のステップ(C)で、前記更なる中間製品(3)の下部が、特定の長さで切断され、その後、別に加えられる射出成形ベース(21)が、前記更なる中間製品(3)に組込まれるステップによって実行されることを特徴とする、請求項44乃至51の何れか一項に記載の方法。 - 前記容器(1)内で充填製品を、係止可能な下側の弁を介して、前記シール(44)によって自閉可能な開口部(43)を介して、加圧し、前記シール(44)は、軟質プラスチックから作製される管状要素から成ることを特徴とする、請求項52に記載の方法。
- 前記容器(1)内での加圧は、シール可能な上側の弁(47)を介して、特に自係止要素、特に所謂「傘プラグ(umbrella plug)」(46)を通して、又は二段階要素、特に所謂二段階「ニコルソンプラグ(Nicholson plug)」(47)を介して行われることを特徴とする、請求項53に記載の方法。
- プリフォームを射出成形し、その後該プリフォームを前記対応する請求項の何れかに記載の容器へとブローすることによって、前記容器内に、乳製品を含む、製品を封入することを意図する容器を製造する方法であって、前記プリフォームは、一定の割合の添加物(12)を射出可能な一次プラスチック材料(11)に添加し、それにより前記所謂ガラス転移温度値Tgを高める所謂混合物(13)を形成することによって、作製され、該混合物(13)は、前記プリフォームを生成するように射出され、該プリフォームは、その後、前記容器の内部(9)を外部の放射線及びガス、特に電磁放射線、より詳細には、光から保護するために、前記一次材料の屈折率が、前記放射線が実際に遮断されるように影響を受けるように、前記Tg値で容器にブローされることを特徴とする方法。
- 添加物は、前記容器の結晶化度を高めるために、前記共重合体に更に添加されることを特徴とする、請求項55に記載の方法。
- 熱寸法安定性を高くするために結晶化度の高い延伸及びブローによって、プラスチックから作製される、請求項25乃至28の何れか一項で定義されるような、容器を製造する方法であって、前記容器は、射出成形プリフォームによって形成され、前記結晶化度は、実質的に、配向結晶化度である方法。
- 前記ガラス転移温度値は、少なくとも95°C、好適には最高100°Cの目標値まで高めることを特徴とする、請求項57に記載の方法。
- ポリマー添加物は、添加してできる前記混合物(13)の前記Tg値が、前記一次プラスチック材料(11)より高い値になるように、選択されることを特徴とする、請求項57及び58の一項に記載の方法。
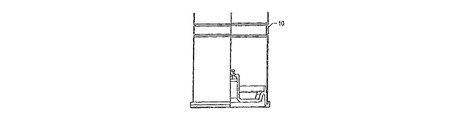
- 前記プリフォーム(10)は、前記一次ベース材料(11)において結晶核剤又は核剤を添加することによって核形成され、それにより前記一次ベース材料中に結晶格子を形成することを特徴とする、請求項33又は34の何れか一項に記載の方法。
- 前記プリフォームは、前記ポリマーの結晶作用を発生させるために、特定の加熱温度まで加熱され、前記ベース材料の結晶化の促進は、適切な薬剤の働きによって齎されることを特徴とする、請求項60に記載の方法。
- 多層プリフォームを共射出で射出成形し、その後前記プリフォームをブローして容器にすることを特徴とする、請求項44乃至61の何れか一項に記載の方法。
- PET共重合体、及び更に高熱のポリエステルから作製される、請求項1乃至43の何れか一項で定義されたような、容器を製造する方法であって、この材料から作製された射出成形プリフォームから開始し、前記プリフォームが、ブロー処理のために加熱される温度は、前記ポリエステルの高熱ポリエステル片のガラス転移温度より高いこと、及び前記ブロー成形処理は、前記温度に到達し次第実行されることを特徴とする方法。
- 前記プリフォームは、前記ポリエステル片のガラス転移温度より高温に加熱されること、及びその後直ぐに、延伸時に、ブロー及び射出成形処理でブローされることを特徴とする、請求項63に記載の方法。
- 前記温度は、約125〜130°Cに設定され、特に、前記プリフォームは、125〜130°Cの温度に加熱され、その後直ぐに、延伸時に、ブロー及び射出成形処理でブローされることを特徴とする、請求項63及び64の一項に記載の方法。
- 所謂高温充填工程でソース及びケチャップに使用される等の楕円形の容器又はボトルのための、請求項1乃至43の何れか一項に記載の容器の使用。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE2011/0705 | 2011-12-05 | ||
| BE201100705A BE1020615A5 (nl) | 2011-12-05 | 2011-12-05 | Behouderverpakking voor verpakking onder druk van vulgoed i.h.b. half vloeibaar, en werkwijze hiervoor. |
| BE2012/0681 | 2012-10-10 | ||
| BE2012/0681A BE1025052B1 (nl) | 2012-10-10 | 2012-10-10 | Behouder voor verpakking onder druk van continuüm vulproduct, en productiewerkwijze hiervoor |
| PCT/BE2012/000053 WO2013082680A2 (en) | 2011-12-05 | 2012-12-05 | Plastic container for packing of filling product under pressure, and method for the manufacture thereof |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017207754A Division JP2018030647A (ja) | 2011-12-05 | 2017-10-27 | 充填製品を加圧包装するためのプラスチック製容器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015500778A true JP2015500778A (ja) | 2015-01-08 |
| JP2015500778A5 JP2015500778A5 (ja) | 2016-02-04 |
Family
ID=48463648
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014545048A Pending JP2015500778A (ja) | 2011-12-05 | 2012-12-05 | 充填製品を加圧包装するためのプラスチック製容器及びそれを製造する方法 |
| JP2017207754A Pending JP2018030647A (ja) | 2011-12-05 | 2017-10-27 | 充填製品を加圧包装するためのプラスチック製容器の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017207754A Pending JP2018030647A (ja) | 2011-12-05 | 2017-10-27 | 充填製品を加圧包装するためのプラスチック製容器の製造方法 |
Country Status (28)
| Country | Link |
|---|---|
| US (1) | US20150076164A1 (ja) |
| EP (2) | EP2791030B1 (ja) |
| JP (2) | JP2015500778A (ja) |
| KR (1) | KR20140100991A (ja) |
| AP (1) | AP3924A (ja) |
| AU (1) | AU2012350168A1 (ja) |
| BE (2) | BE1025871B1 (ja) |
| BR (1) | BR112014013437A2 (ja) |
| CA (1) | CA2854929C (ja) |
| CY (1) | CY1118673T1 (ja) |
| DK (2) | DK3095731T3 (ja) |
| EA (1) | EA030100B1 (ja) |
| ES (2) | ES2918973T3 (ja) |
| HR (1) | HRP20161034T1 (ja) |
| HU (2) | HUE029491T2 (ja) |
| IL (1) | IL232962A0 (ja) |
| LT (1) | LT2791030T (ja) |
| ME (1) | ME02494B (ja) |
| MX (1) | MX2014006524A (ja) |
| PH (1) | PH12014501552B1 (ja) |
| PL (2) | PL3095731T3 (ja) |
| PT (2) | PT3095731T (ja) |
| RS (1) | RS55197B1 (ja) |
| SG (1) | SG11201402946XA (ja) |
| SI (1) | SI2791030T1 (ja) |
| SM (1) | SMT201600414B (ja) |
| WO (1) | WO2013082680A2 (ja) |
| ZA (1) | ZA201403371B (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014083531A2 (en) | 2012-11-28 | 2014-06-05 | I.P.S. Research And Development B.V. | System and method for manufacturing pressure units |
| FR3008078B1 (fr) * | 2013-07-08 | 2016-04-01 | Lablabo | Dispositif a recipient rigide et poche cylindrique souple pour le conditionnement de fluides. |
| FR3019803B1 (fr) * | 2014-04-10 | 2016-12-23 | Fareva | Generateur aerosol en matiere plastique |
| KR102153024B1 (ko) * | 2014-09-03 | 2020-09-07 | 현대자동차주식회사 | Cng 압력용기 및 그 제작방법 |
| BE1022703B1 (nl) * | 2015-02-10 | 2016-08-17 | CARDIFF GROUP,naamloze vennootschap | Vat voor CO2-bevattende dranken en gebruik daarvan |
| ES2651000T3 (es) | 2015-11-10 | 2018-01-23 | Gojara | Dispositivo de control de la presión, dispensador que comprende dicho dispositivo de control de la presión y método de fabricación |
| USD833885S1 (en) * | 2017-01-10 | 2018-11-20 | Karen Montileone | Container with detachable bottom and dispenser |
| US11851264B2 (en) | 2017-04-03 | 2023-12-26 | Gojara Bvba | Disc-shaped pressure control device for pressure packaging |
| BE1024253B1 (nl) | 2017-04-03 | 2018-01-05 | Gojara Bvba | Schijfvormige drukregelinrichting voor drukverpakkingen |
| CA3071576C (en) * | 2017-08-11 | 2023-07-04 | Husky Injection Molding Systems Ltd. | Molded article, container and a method for printing thereon |
| BE1025483B1 (nl) | 2018-02-12 | 2019-03-14 | Resilux N.V. | Drukverpakking met verbeterde valweerstand en stootbestendigheid |
| CH715159A1 (de) * | 2018-07-09 | 2020-01-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Druckbehälter aus Kunststoff mit einem Ventilaufsatz zur Abgabe eines gasförmigen, flüssigen, pulverartigen oder pastösen Füllguts. |
| US10486892B1 (en) * | 2018-08-22 | 2019-11-26 | The Procter & Gamble Company | Packages and arrays of packages for plastic aerosol dispensers |
| KR102404250B1 (ko) * | 2020-06-30 | 2022-06-02 | 주식회사 신광엠앤피 | 가압 충진식 디스펜서가 구비된 스프레이 용기 |
| CN113507803B (zh) * | 2021-06-15 | 2022-03-01 | 杭州电子科技大学 | 一种仿铁定甲虫仿生结构的深海抗压容器的制备方法 |
| BE1030302B1 (nl) | 2022-02-25 | 2023-09-25 | Gojara Bv | 2k-kunststof voetstuk voor een spuitbus met geintegreerde beluchtingsplug |
| CN116336796B (zh) * | 2023-02-23 | 2024-07-23 | 太仓正信干燥设备科技有限公司 | 一种双锥真空干燥机的衬钛材容器及双锥真空干燥机 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542214U (ja) * | 1977-06-08 | 1979-01-09 | ||
| JPH0195261U (ja) * | 1987-12-18 | 1989-06-23 | ||
| JPH02214555A (ja) * | 1989-02-14 | 1990-08-27 | Toyo Seikan Kaisha Ltd | プラスチック製エアゾール包装容器 |
| JPH06144434A (ja) * | 1992-11-02 | 1994-05-24 | Akio Maru | 紙,プラスチック製等の軟質容器の補強方法 |
| JP2001200994A (ja) * | 2000-01-19 | 2001-07-27 | Brunswick Corp | キャンプタイプの液化ガス燃料用容器 |
| US20020005044A1 (en) * | 1998-03-31 | 2002-01-17 | Mahajan Gautam K. | Double walled bottle |
| JP2003040368A (ja) * | 2001-07-31 | 2003-02-13 | Daizo:Kk | 複数内容物の吐出装置 |
| US20030178432A1 (en) * | 2002-03-25 | 2003-09-25 | Meiland Nico J. | Pressure container |
| JP2005059865A (ja) * | 2003-08-08 | 2005-03-10 | Yoshino Kogyosho Co Ltd | 二重容器及び二重容器の成形方法 |
| JP2008162666A (ja) * | 2006-12-28 | 2008-07-17 | Yoshino Kogyosho Co Ltd | 吐出容器 |
| JP2009514747A (ja) * | 2005-11-03 | 2009-04-09 | サザン スター コーポレイション | 改良された環状カラーを有するプラスチック製エアゾール容器 |
| JP2010222019A (ja) * | 2009-03-23 | 2010-10-07 | Daizo:Kk | 蓋体、容器内部の減圧構造及びスプレー容器 |
| JP2011136747A (ja) * | 2009-12-29 | 2011-07-14 | Daizo:Kk | 内袋およびそれを用いた二重エアゾール製品 |
| JP2011251710A (ja) * | 2010-05-31 | 2011-12-15 | Daizo:Kk | 多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2766072A (en) * | 1952-08-02 | 1956-10-09 | Standard Container Inc | Aerosol sprayer with a replaceable cartridge |
| BE538645A (ja) * | 1954-06-09 | |||
| US3327907A (en) | 1965-06-09 | 1967-06-27 | Meyers Frederick Charles | Reinforced plastic containers for pressurized products |
| US3837527A (en) * | 1973-03-16 | 1974-09-24 | L Kutik | Reinforced aerosol container |
| US4039103A (en) | 1974-12-18 | 1977-08-02 | Hubert Juillet | Pressurized dispensing containers |
| US4122142A (en) | 1977-08-05 | 1978-10-24 | Owens-Illinois, Inc. | Method for blow molding a reinforced plastic bottle |
| SE417592B (sv) | 1978-03-13 | 1981-03-30 | Plm Ab | Behallare av teromplastiskt plastmaterial med i behallarveggen inbyggda forsterkningar, samt forfarande for framstellning av en sadan behallare |
| CA2013636A1 (en) | 1989-04-06 | 1990-10-06 | Sang I. Han | Disposable pressure wound irrigation device |
| US4988399A (en) * | 1989-07-05 | 1991-01-29 | Aluminum Company Of America | Process for making a three-piece container involving stretch-blow molding, severing and attaching an end panel to the open bottom |
| DE69600409T2 (de) * | 1995-11-13 | 1998-10-29 | Oreal | Aerosol-Behälter |
| US5865350A (en) | 1997-01-24 | 1999-02-02 | Pure Vision International L.L.P. | Spray bottle with built-in pump |
| US20020166837A1 (en) | 2001-05-09 | 2002-11-14 | Gonzalez Frank C. | Container side wall with ribs causing a predefined varying thickness |
| NL1022456C2 (nl) * | 2003-01-21 | 2004-07-22 | Packaging Tech Holding Sa | Drukverpakkingssysteem voor het op een in een drukverpakking opgenomen fluïdum aanbrengen van een werkdruk. |
| FR2852301B1 (fr) * | 2003-03-13 | 2006-02-10 | Valois Sas | Dispositif de distribution de produit fluide |
| WO2005071306A1 (en) * | 2004-01-23 | 2005-08-04 | Sergei Glebovich Koldybaev | Container with transparent liner and semitransparent wall |
| CA2559019C (en) * | 2004-01-30 | 2010-01-12 | Phil Regan | Pressure control device |
| US20070045221A1 (en) | 2005-08-26 | 2007-03-01 | Graham Packaging Company, L.P. | Plastic container having a ring-shaped reinforcement and method of making same |
| DE102006004120A1 (de) * | 2006-01-25 | 2007-07-26 | Hydac Technology Gmbh | Hydrospeicher |
-
2012
- 2012-12-05 KR KR1020147018854A patent/KR20140100991A/ko not_active Application Discontinuation
- 2012-12-05 DK DK16001088.0T patent/DK3095731T3/da active
- 2012-12-05 RS RS20160669A patent/RS55197B1/sr unknown
- 2012-12-05 PL PL16001088.0T patent/PL3095731T3/pl unknown
- 2012-12-05 EP EP12850745.6A patent/EP2791030B1/en active Active
- 2012-12-05 DK DK12850745.6T patent/DK2791030T3/en active
- 2012-12-05 SG SG11201402946XA patent/SG11201402946XA/en unknown
- 2012-12-05 HU HUE12850745A patent/HUE029491T2/en unknown
- 2012-12-05 EA EA201491053A patent/EA030100B1/ru not_active IP Right Cessation
- 2012-12-05 JP JP2014545048A patent/JP2015500778A/ja active Pending
- 2012-12-05 BR BR112014013437A patent/BR112014013437A2/pt not_active Application Discontinuation
- 2012-12-05 ES ES16001088T patent/ES2918973T3/es active Active
- 2012-12-05 AU AU2012350168A patent/AU2012350168A1/en not_active Abandoned
- 2012-12-05 AP AP2014007757A patent/AP3924A/el active
- 2012-12-05 US US14/362,840 patent/US20150076164A1/en not_active Abandoned
- 2012-12-05 PT PT160010880T patent/PT3095731T/pt unknown
- 2012-12-05 MX MX2014006524A patent/MX2014006524A/es unknown
- 2012-12-05 SI SI201230686A patent/SI2791030T1/sl unknown
- 2012-12-05 CA CA2854929A patent/CA2854929C/en active Active
- 2012-12-05 HU HUE16001088A patent/HUE059222T2/hu unknown
- 2012-12-05 PL PL12850745T patent/PL2791030T3/pl unknown
- 2012-12-05 PT PT128507456T patent/PT2791030T/pt unknown
- 2012-12-05 ES ES12850745.6T patent/ES2585413T3/es active Active
- 2012-12-05 EP EP16001088.0A patent/EP3095731B1/en active Active
- 2012-12-05 BE BE2012/0826A patent/BE1025871B1/nl active IP Right Grant
- 2012-12-05 LT LTEP12850745.6T patent/LT2791030T/lt unknown
- 2012-12-05 WO PCT/BE2012/000053 patent/WO2013082680A2/en active Application Filing
- 2012-12-05 ME MEP-2016-165A patent/ME02494B/me unknown
-
2014
- 2014-05-12 ZA ZA2014/03371A patent/ZA201403371B/en unknown
- 2014-06-05 IL IL232962A patent/IL232962A0/en unknown
- 2014-07-04 PH PH12014501552A patent/PH12014501552B1/en unknown
-
2016
- 2016-08-10 CY CY20161100792T patent/CY1118673T1/el unknown
- 2016-08-17 HR HRP20161034TT patent/HRP20161034T1/hr unknown
- 2016-11-15 SM SM201600414T patent/SMT201600414B/it unknown
-
2017
- 2017-10-27 JP JP2017207754A patent/JP2018030647A/ja active Pending
- 2017-12-08 BE BE2017/5917A patent/BE1024913B1/nl active IP Right Grant
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542214U (ja) * | 1977-06-08 | 1979-01-09 | ||
| JPH0195261U (ja) * | 1987-12-18 | 1989-06-23 | ||
| JPH02214555A (ja) * | 1989-02-14 | 1990-08-27 | Toyo Seikan Kaisha Ltd | プラスチック製エアゾール包装容器 |
| JPH06144434A (ja) * | 1992-11-02 | 1994-05-24 | Akio Maru | 紙,プラスチック製等の軟質容器の補強方法 |
| US20020005044A1 (en) * | 1998-03-31 | 2002-01-17 | Mahajan Gautam K. | Double walled bottle |
| JP2001200994A (ja) * | 2000-01-19 | 2001-07-27 | Brunswick Corp | キャンプタイプの液化ガス燃料用容器 |
| JP2003040368A (ja) * | 2001-07-31 | 2003-02-13 | Daizo:Kk | 複数内容物の吐出装置 |
| US20030178432A1 (en) * | 2002-03-25 | 2003-09-25 | Meiland Nico J. | Pressure container |
| JP2005059865A (ja) * | 2003-08-08 | 2005-03-10 | Yoshino Kogyosho Co Ltd | 二重容器及び二重容器の成形方法 |
| JP2009514747A (ja) * | 2005-11-03 | 2009-04-09 | サザン スター コーポレイション | 改良された環状カラーを有するプラスチック製エアゾール容器 |
| JP2008162666A (ja) * | 2006-12-28 | 2008-07-17 | Yoshino Kogyosho Co Ltd | 吐出容器 |
| JP2010222019A (ja) * | 2009-03-23 | 2010-10-07 | Daizo:Kk | 蓋体、容器内部の減圧構造及びスプレー容器 |
| JP2011136747A (ja) * | 2009-12-29 | 2011-07-14 | Daizo:Kk | 内袋およびそれを用いた二重エアゾール製品 |
| JP2011251710A (ja) * | 2010-05-31 | 2011-12-15 | Daizo:Kk | 多層ボトル製品の製造方法および該製造方法により製造された多層ボトル製品 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015500778A (ja) | 充填製品を加圧包装するためのプラスチック製容器及びそれを製造する方法 | |
| JP2015500778A5 (ja) | ||
| US4014724A (en) | Bottle-shaped containers of the one-way type and a method for the manufacture of the same | |
| JP5491514B2 (ja) | 収容容器 | |
| TW573106B (en) | Improved pressure container | |
| CN105593130B (zh) | 吹塑的颈缩容器 | |
| US8567164B2 (en) | Plastic bottle for hot filling or heat treatment | |
| CA2531562A1 (en) | Base design for pasteurization | |
| EP2435331A1 (en) | Polyfoil tube made from semi-rigid or rigid foil materials | |
| MX2013009222A (es) | Panel de vacio con respuesta equilibrada a vacio y presion. | |
| JP5964039B2 (ja) | 合成樹脂製の耐熱性積層ブロー成形容器 | |
| EP0126575A2 (en) | Friction-welded barriered containers | |
| JP7242174B2 (ja) | 合成樹脂製容器、プリフォーム、及び合成樹脂製容器の製造方法 | |
| JP5507188B2 (ja) | 収容容器 | |
| JP2019214417A (ja) | 容器本体およびエアゾール容器 | |
| JP2016069032A (ja) | パウチ容器及びその製造方法 | |
| GB2132935A (en) | Method for manufacturing containers | |
| JP2007045451A (ja) | 自立袋 | |
| JP7462379B2 (ja) | プラスチックボトル | |
| JP7446051B2 (ja) | プラスチックボトル | |
| UA112666C2 (uk) | Пластиковий контейнер для упаковки наповнюючого продукту під тиском та спосіб його виготовлення | |
| JP2015168442A (ja) | 包装容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160727 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170127 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170627 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20171003 |