KR20140071966A - 강철 프로필 요소 및 이 타입의 강철 프로필 요소 제조방법 및 제조장치 - Google Patents
강철 프로필 요소 및 이 타입의 강철 프로필 요소 제조방법 및 제조장치 Download PDFInfo
- Publication number
- KR20140071966A KR20140071966A KR1020137032255A KR20137032255A KR20140071966A KR 20140071966 A KR20140071966 A KR 20140071966A KR 1020137032255 A KR1020137032255 A KR 1020137032255A KR 20137032255 A KR20137032255 A KR 20137032255A KR 20140071966 A KR20140071966 A KR 20140071966A
- Authority
- KR
- South Korea
- Prior art keywords
- workpiece
- steel
- strip
- bending
- angle
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/08—Bending by altering the thickness of part of the cross-section of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/06—Bending into helical or spiral form; Forming a succession of return bends, e.g. serpentine form
- B21D11/07—Making serpentine-shaped articles by bending essentially in one plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/10—Bending specially adapted to produce specific articles, e.g. leaf springs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/20—Bending sheet metal, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D17/00—Forming single grooves in sheet metal or tubular or hollow articles
- B21D17/04—Forming single grooves in sheet metal or tubular or hollow articles by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/322—Bonding taking account of the properties of the material involved involving coated metal parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/346—Working by laser beam, e.g. welding, cutting or boring in combination with welding or cutting covered by groups B23K5/00 - B23K25/00, e.g. in combination with resistance welding
- B23K26/348—Working by laser beam, e.g. welding, cutting or boring in combination with welding or cutting covered by groups B23K5/00 - B23K25/00, e.g. in combination with resistance welding in combination with arc heating, e.g. TIG [tungsten inert gas], MIG [metal inert gas] or plasma welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D5/00—Bulkheads, piles, or other structural elements specially adapted to foundation engineering
- E02D5/02—Sheet piles or sheet pile bulkheads
- E02D5/03—Prefabricated parts, e.g. composite sheet piles
- E02D5/04—Prefabricated parts, e.g. composite sheet piles made of steel
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D5/00—Bulkheads, piles, or other structural elements specially adapted to foundation engineering
- E02D5/22—Piles
- E02D5/24—Prefabricated piles
- E02D5/28—Prefabricated piles made of steel or other metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/16—Bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1241—Nonplanar uniform thickness or nonlinear uniform diameter [e.g., L-shape]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Structural Engineering (AREA)
- Mining & Mineral Resources (AREA)
- General Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Paleontology (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Laser Beam Processing (AREA)
- Bulkheads Adapted To Foundation Construction (AREA)
- Coating With Molten Metal (AREA)
Abstract
본 발명은 강철 프로세싱 및 강철 제품, 특히 강철 프로필의 제조 분야에 관한 것이다. 본 발명은 강철 프로필 제조방법으로서, 공작물(2, 44, 52), 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크를 제공하는 단계, 공작물(2, 44, 52)에서 계획된 벤드의 영역에서 취약 지점(10)을 형성하는 단계, 및 공작물(2, 44, 52)에서 벤드를 형성하기 위해 공작물(2, 44, 52)을 벤딩하는 단계를 포함하는 강철 프로필 제조방법에 관한 것이다. 벤딩 후에, 취약 지점(10)은 용접에 의해 보강된다.
Description
본 발명은 강철 프로세싱 및 강철 제품, 특히 강철 프로필(profile)의 제조 분야에 관한 것이다. 본 발명은 강철 프로필 제조방법에 관한 것이다. 본 발명은 추가로 강철 프로필, 특히 상술한 방법에 따라 제조된 강철 프로필에 관한 것이다. 또한, 본 발명은 시트 파일, 특히 Z 시트 파일에 관한 것이다. 추가로 본 발명은 공작물, 특히 강철 블랭크(blank), 바람직하게는 강철 스트립 블랭크로부터 강철 프로필을 제조하는 시스템에 관한 것이다.
강철 프로필 제조방법, 강철 프로필, 시트 파일 및 강철 프로필 제조 시스템은 기본적으로 종래 기술에서 알려져 있다. 강철 공장에서 강철 프로필은 종종 연속 캐스팅, 열간 압연 또는 냉간 압연에 의하여 제조된다. 강철 블랭크를 질량 성형함으로써 제조된 강철 프로필도 역시 알려져 있다. 시트 파일 벽을 건축할 때 시트 파일 형태로 된 강철 프로필은 종종 시트 파일 벽의 구성요소로서 사용되고 있다. Z-형 시트 파일 및 U-형 시트 파일은 특히 이러한 문맥에서 알려져 있으며, 다양한 형태의 인터록(interlock), 예로서 "라르젠 인터록(Larssen interlocks)"에 의하여 서로 연결된다. 시트 파일은 대체로 시트 파일을 지면에 삽입하거나, 박거나 또는 진동시킬 때 인터록을 서로 삽입함으로써 서로 연결된다.
본 발명의 목적은 강철 프로필을 제조하기 위한 개선된 방법, 개선된 강철 프로필, 개선된 시트 파일, 및 공작물로부터 강철 프로필을 제조하는 개선된 시스템을 제공하는데 있다.
상기 목적은 본 발명에 따라서, 공작물, 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크를 제공하는 단계, 상기 공작물에서 계획된 벤드(bend)의 영역에서 취약 지점을 형성하는 단계, 및 상기 공작물에서 벤드를 형성하기 위해 상기 공작물을 벤딩(bending)하는(구부리는) 단계를 포함하는 강철 프로필 제조방법에 의하여 달성된다.
본 발명은 종래 기술의 방법이 여러 가지 단점을 갖는 것을 인식한 것에 기초를 두고 있다. 종래 기술의 방법은 에너지 집약적이고, 노동 집약적이고 높은 셋업 및/또는 개시 비용을 포함한다. 이것은 최소 주문량(minimum order volume)을 많게 하고 비교적 긴 배달 주기를 초래하며, 따라서 생산이 사전에 길게 계획되고 고객 주문에 유연하게 반응하기 위해 다량의 재고를 유지해야 하는 것이 필수적이다.
본 발명에 따른 방법의 장점은 강철 프로필이 코일 및/또는 강철 스트립의 롤로부터 또는 시작재료로서 평평한 압연강 공작물과 함께, 자체적으로, 유연하게 및 완전 자동으로, 바람직하게는 직접적으로 제조될 수 있다는 것이다. 또한, 생산 비용은 비교적 낮은 공구 비용, 낮은 노동비 및 작은 재료 손실로 인하여 저렴하게 유지된다. 본 방법을 적용함으로써 달성되는 수요에 적절히 맞추어진 시기 적절한 생산은 또한 저장 비용을 낮게 유지하게 한다. 또한, 본 방법은 작업이 에너지 효율적이고, 청결하고 환경친화적이다. 특히 두꺼운 강철을 프로세싱할 때 에너지가 절감된다.
공작물에서의 취약 지점은 바람직하게 공작물에서 계획된 벤드를 따라 연장한다.
본 발명에 따른 방법의 하나의 유리한 실시예에 따라서, 취약 지점은 공작물에서 압입자국(indentation), 특히 노치를 형성함으로써 만들어진다. 이것은 공작물에서 계획된 벤드의 영역에서 취약 지점을 형성하기 위해 특별히 편리하고 단순한 변화이다.
본 발명의 문맥에서, 표현 "노치(notch)"는 개방 단부를 갖도록 하는 방법으로 공작물에 형성되는 압입자국으로서 이해해야 한다.
본 발명에 따른 방법의 다른 실시예에서, 취약 지점, 특히 취약 지점을 형성하는 압입자국은 밀링, 압연, 펀칭 또는 스탬핑에 의하여 형성된다. 따라서 취약 지점은 공작물에서 특히 단순한 방법으로 필요하면 자동으로 형성될 수 있다.
본 발명에 따른 방법의 특별히 바람직한 실시예는 취약 지점이 벤딩 후에 용접, 특히 레이저 용접, 바람직하게는 레이저 하이브리드 용접 기술에 의하여 보강되는 실시예이다. 벤딩 목적에 제공되는 취약 지점의 그러한 실시예로 인하여, 특별히 높은 강도(stiffness)를 갖는 강철 프로필이 벤딩 후에 제조된다.
용접은 바람직하게 벤딩의 결과로서 부분적으로 폐쇄되는 압입자국을 완전히 폐쇄하는 작용을 한다. 예를 들어, 서로 접촉하는 공작물의 압입자국의 단부들은 용접에 의하여 분리되지 않게 함께 결합될 수 있다.
본 발명의 문맥에서, 표현 "레이저 용접(laser welding)"은 광학적으로 집속된(focused) 고강도 레이저 빔을 사용하여 강철 프로필의 두 단부를 분리되지 않게 결합하는 것을 의미하는 것으로 이해해야 한다.
본 발명에 따른 방법의 하나의 실시예에 따라서, 용접은 공작물에 있는 벤드의 외측면으로부터 벤드의 내측면으로 특히, 벤딩 후 압입자국에 의해 형성된 제로 갭(zero gap)을 따라서 조준되는 집속된 레이저 빔을 사용하여 이루어지고, 상기 빔의 초점은 바람직하게 상기 공작물 내부에 있다. 표현 "제로 갭(zero gap)"은 본 발명의 문맥 내에서 압입자국의 측면들이 벤딩 후 서로 닿게 놓여 있는, 예로서 화학적 결합을 형성함이 없이 접촉하는 것을 의미하는 것으로 이해해야 한다.
기본적으로 공작물을 단지 한번 벤딩함으로써, 벤드 각도에 관계없이, 공작물의 벤드의 외측면으로부터 벤드의 내측면으로, 또는 또한 벤드의 내측면으로부터 벤드의 외측면으로 용접할 수 있다. 그러나 강철 프로필을 제조할 때, 몇 개의 벤드는, 벤드의 일부 내측면 및/또는 제로 갭이 공작물에서 인접한 스트립에 의해 은폐되며 따라서 레이저 빔이 접근할 수 없을 때에는, 벤드의 내측면으로부터 시작하여 용접될 수 없다. 또한, 용접은 벤드의 외측면으로부터 벤드의 내측면으로 향하는 레이저 빔에 의하여 특별히 간단한 방법으로 실시될 수 있다. 따라서 발진 빔 또는 2개의 부분 레이저 빔보다는 단일 집속된 레이저 빔이 사용되는 것이 양호하다.
본 발명의 방법의 다른 실시예에 따라서, 취약 지점을 형성하며 벤드의 내측면에 형성되는 압입자국은 크기가 감소되거나 벤딩 중에 폐쇄되며, 또는 취약 지점을 형성하며 벤드의 외측면에 형성되는 압입자국은 벤딩 중에 확장된다. 이것은 본 발명의 특히 편리한 실시예로서, 취약 지점을 구성하는 압입자국이 벤딩 목적을 위해 특히 적절한 방법으로 형성된다. 또한, 이 방법은 이러한 방법으로 단순화되는데, 왜냐하면 재료에서의 압입자국은 상기 압입자국이 실시될 벤딩에 대응하여 적응될 수 있도록 하는 방법으로 벤딩 전에 형성될 수 있기 때문이다. 압입자국은 의도한 벤드 각도에 일치될 수 있는 것이 바람직하다.
본 발명의 방법의 다른 편리한 실시예에 따라서, 취약 지점을 형성하는 압입자국이 공작물에 제공되며, 여기서 공작물의 벤드의 내측면에 형성된 압입자국은 벤딩 후에 용접, 특히 레이저 용접에 의하여 폐쇄된다. 이와 같이 규정된 방법에 의하여 초기에 벤딩시에 크기가 감소되는 압입자국은 강철 프로필을 보강하도록 용접에 의하여 폐쇄된다.
본 발명에 따른 방법의 다른 실시예에서, 취약 지점을 형성하는 압입자국을 한정하는 측면들은 분리되지 않게 함께 결합되어 있다. 이러한 방법으로, 벤딩 목적에 제공된 취약 지점은 벤딩 후에 추가로 보강된다.
본 발명에 따른 방법의 다른 편리한 실시예에 따라서, 벤딩은 자유 벤딩, 폴딩(folding) 또는 다이 벤딩(die bending)에 의해 실시된다. 이러한 방법으로, 공작물은 강철 프로필을 형성하기 위해 특별히 단순한 자동화 방법으로 구부러질 수 있다.
본 발명의 방법의 또 다른 바람직한 실시예에 따라서, 공작물은 강철 스트립 롤, 특히 코일을 펼침(unrolling)으로써 제공된다. 본 발명의 문맥에서, 표현 "코일(coil)"은 예를 들어 강철 스트립 코일의 형태로서 감긴 금속 스트립을 의미하는 것으로 이해해야 한다.
본 발명에 따른 방법의 다른 바람직한 실시예에 따라서, 압입자국은 강철 스트립 블랭크의 형태로 된 공작물에 벤딩 전에 도입되고, 상기 압입자국은 상기 강철 스트립 블랭크의 길이방향에 대해 횡단하여 배향되며 상기 강철 스트립 블랭크의 측방향 에지에서 개방된다. 압입자국은 예를 들어 스탬핑 공구, 고에너지 레이저 빔 또는 강철 소우(saw)에 의하여 강철 스트립 블랭크로 측방향에서 도입되는 예로서 슬롯형 압입자국의 형태로 제공될 수 있다. 강철 스트립 블랭크의 길이방향은 바람직하게 강철 스트립 블랭크가 제조 프로세스 중에 예로서 제조라인 상에서 이동하는 방향이다. 이 길이방향은 또한 특히, 강철 스트립 코일로부터 풀린 강철 스트립이 제조라인으로 공급되는 방향이 될 수 있다.
압입자국은 제조 프로세스에서의 단계들이 상기 압입자국에 의하여 제1 영역으로부터 분리되는 강철 스트립 블랭크의 제2 영역에 영향을 주지않고 강철 스트립 블랭크의 제1 영역에서 수행될 수 있게 허용한다.
상술한 실시예의 바람직한 발전에 따라서, 압입자국은 상기 압입자국의 제1 부분을 제한하는 강철 스트립 블랭크의 제1 영역의 벤딩 모멘트가 상기 압입자국의 제2 부분을 제한하는 강철 스트립 블랭크의 제2 영역으로 전달되지 않도록 상기 강철 스트립 블랭크 내로 돌출한다. 이것은 실질적으로 강철 스트립 블랭크가 사용될 때 강철 프로필을 위한 제조 프로세스를 단순화한다. 본 발명의 방법에 따른 벤딩은 벤딩 전에 강철 스트립 블랭크의 개별 구역(section)을 서로 완전히 분리시키도록 하는 어떠한 필요도 없이 실시될 수 있다. 압입자국은 각각, 강철 스트립 블랭크의 제1 영역에서의 벤딩 모멘트가 강철 스트립 블랭크의 제2 영역으로 전달되지 않도록 하는 방법으로 강철 스트립 블랭크로 사전규정된 깊이로 도입되며, 그럼에도 불구하고 두 영역은 강철 스트립 블랭크의 사전규정된 부분에서 함께 결합한 채로 유지된다.
본 발명에 따른 제조 프로세스에서 강철 프로필을 제조하기 위해, 강철 스트립 블랭크의 제1 영역은 예를 들어 공작물이 거기에서 구부러질 수 있도록 벤딩 장치에 배치된다. 압입자국은 이 경우에, 벤드가 예를 들어 취약화 장치(weakening device)에 여전히 위치해 있는 강철 스트립 블랭크의 제2 영역에 적용되는 것을 방지하는 역할을 한다.
서두에 특정한 목적은 또한 본 발명에 따라서, 벤딩 영역에서 취약 지점을 갖는 공작물의 형태로서 강철 프로필, 특히 상술한 방법에 의해 제조된 강철 프로필에 의해 달성된다.
본 발명은 종래 기술의 강철 프로필이 다수의 단점을 갖는 것을 인식한 것에 기초를 두고 있다. 지금까지, 종래 기술의 강철 프로필은 단지 다량의 에너지를 적용함으로써 구부러질 수 있었다. 전개되는 벤딩 기술에 따라서 재료 축적 및 비틀림이 예를 들어 마무리 중에 제거되어야 하는, 공작물에서의 벤드의 내측면에서 발생한다.
본 발명에 다른 강철 프로필의 하나의 장점은 강철 프로필을 형성하기 위한 벤딩 기술이 특히 단순하고 효율적인 방법으로 실시될 수 있다는 것이다. 또한, 재료비가 저렴하게 유지된다.
본 발명의 강철 프로필의 유리한 하나의 실시예에 따라서, 취약 지점은 공작물에서 압입자국으로서 형성된다. 따라서 취약 지점은 특히 단순하고 편리한 형태로 제공된다.
본 발명에 따른 강철 프로필의 특별히 바람직한 하나의 실시예에서, 공작물은 벤딩 영역에서 실질적으로 V-형상의 압입자국을 가지며, 상기 압입자국의 측면들은 바람직하게 90°내지 135° 범위에 있는 각도를 형성한다.
본 발명의 강철 프로필의 또 다른 바람직한 실시예에 따라서, 공작물은 벤딩 영역에서 실질적으로 W-형상 압입자국을 가진다. 이러한 관점에서 W-형상 압입자국은 또한 서로 인접하게 제공된 2개의 V-형상의 압입자국에 의해 형성될 수 있다. 벤딩 후에, W-형상 압입자국의 측면들, 즉 2개의 V-형상의 압입자국의 각 측면들은 서로 접촉하여 놓이며 제로 갭을 형성한다. 이러한 제로 갭은 그때 용접, 특히 레이저 용접에 의해 폐쇄될 수 있다.
W-형상 압입자국의 하나의 중요한 장점은, 공작물을 벤딩할 때, 단지 특별히 작은 영역이 변형되며, 즉 냉각 형성된다는 것이다. 벤드의 내측면을 향해 개방되는 W-형상 압입자국의 경우, 벤드의 내측면으로부터 멀리 바라보는 공작물의 영역만이 벤딩 중에 변형된다. 그 결과, 공작물 재료의 강도는 벤딩에 의해 단지 작은 영향만을 받는 것에 불과하다. 이것은, 변형된 영역이 더 단단해지지만 또한 더 부서지기 쉽기 때문에 강철 프로필을 사용할 때 특히 중요하다.
본 발명의 강철 프로필의 다른 바람직한 실시예에 따라서, 공작물은 제1 영역에서 V-형상이며, 제2 영역, 특히 압입자국의 바닥 영역에서 W-형상인 압입자국을 가지며, 상기 V-형상 영역의 측면들은 바람직하게 대략 50°내지 110°범위의 각도를 형성한다. 공작물이 구부러진 후에, 압입자국의 W-형상 영역의 측면들은 서로 접촉하여 놓이며 제로 갭을 형성한다. 또한, 압입자국의 V-형상 영역의 측면들도 벤딩 후 서로 접촉하여 놓이며 제로 갭을 형성한다. 따라서 3개의 제로 갭이 형성되는데, 즉 하나의 제로 갭은 V-형상 영역에 있고 2개의 제로 갭은 W-형상 영역, 즉 W-형상 영역을 형성하는 2개의 V-형상 압입자국의 측면들 사이에 있다. 이러한 제로 갭은 그때 바람직하게 용접, 특히 레이저 용접에 의하여 폐쇄된다.
이런 종류의 압입자국의 한가지 중요한 장점은, 공작물을 벤딩할 때, 단지 매우 작은 영역이 변형된다는 것이다. 벤드의 내측면으로 개방되는 이러한 종류의 압입자국에 의하여, 상기 영역은 예를 들어 벤드의 내측면으로부터 멀리 바라보는 영역이다. 그 결과, 공작물 재료의 강도가 벤딩에 의해 단지 약간만 영향을 받는다. 또한, 이러한 종류의 압입자국에 의하여 큰 벤드 각도를 만들면서 동시에 재료에 최소의 영향을 발휘할 수 있다. 덧붙여, 공작물이 압연되는 방향, 즉 블랭크의 제조 중에 롤러가 회전하는 방향에 관계없이, 바람직한 벤딩 특성이 얻어진다. 이러한 종류의 압입자국을 구비한 공작물을 벤딩한 후, 공작물은 이 공작물의 구부러지지 않은 영역에서보다 벤드의 정점에서 더 큰 두께를 갖는다. 예를 들어 공작물이 110°의 각도로 구부러지면, 정점은 구부러지지 않은 영역에서의 공작물 두께보다 대략 1.7배가 큰 두께를 갖는다.
상술한 두 실시예의 다른 바람직한 발전에 따라서, W-형상 압입자국의 측면은 V-형상 압입자국의 측면에 인접하며, 특히 W-형상 압입자국의 각 외측면이 V-형상 압입자국의 측면에 인접하도록 하는 방식이다. 이것은 특히 W-형상 압입자국의 외측면의 자유단부가 V-형상 압입자국의 측면에 인접하도록 하는 방식으로 이해할 수 있다. V-형상 압입자국의 측면들은 서로 인접하지 않지만, 제각기 W-형상 압입자국의 단부로부터 공작물의 벤드의 내측면, 즉 예를 들어 압입자국의 개방 측면까지 연장한다. 이러한 방법으로, 특히 벤드의 내측면으로 개방되어 있는 압입자국을 만들 수 있다.
V-형상 압입자국의 측면들 사이의 각도는 바람직하게 공작물의 벤드 각도와 동일하다. 또한, W-형상 압입자국의 각각의 외측면이 서로 실질적으로 평행하게 배향되는 것이 양호하다. 또한, W-형상 압입자국의 폭이 V-형상 압입자국의 측면들 사이의 각도 증가에 따라 증가하는 것이 양호하다.
본 발명에 따른 강철 프로필의 다른 편리한 디자인에서, 공작물은 벤딩 영역에서 취약 지점을 보강하기 위해 용접 심(seam), 특히 레이저 용접 심을 갖는다. 이것은 강철 프로필을 제조하는데 특별히 안정적이고 간단하게 만든다.
서두에 규정한 목적은 또한 본 발명에 따라서 상술한 종류의 방법에 의해 제조되는 강철 프로필에 의해 형성된 시트 파일(sheet pile), 특히 Z 시트 파일에 의하여 달성된다. 본 발명의 방법에 의해 제조된 시트 파일은 상기 시트 파일의 구부러지지 않은 영역에서보다 특히 벤드의 정점에서 더 큰 두께를 갖는다. DIN 10248에 따라서 시트 파일은 대체로 시트의 구부러지지 않은 영역에서 약 12mm 정도의 두께를 갖는다.
서두에 규정한 목적은 또한 본 발명에 따라서 시트 파일을 다른 시트 파일 또는 지지 요소의 로크(lock) 부재에 연결하기 위한 로크 부재를 포함하며, 상기 로크 부재는 시트 파일의 벽 구역으로부터 특히 실질적으로 직각으로 연장하는 네크 스트립(neck strip), 및 상기 네크 스트립으로부터 연장하는 클로 스트립(claw strip)을 포함하고, 상기 클로 스트립은 적어도 90°의 각도, 특히 100°내지 130°의 각도로 실질적으로 상기 네크 스트립을 향해 배향되고, 상기 클로 스트립의 일 단부는 상기 벽 구역과 마주보는 구성의 시트 파일, 특히 Z 시트 파일에 의해 달성된다. 시트 파일의 벽 구역으로부터 실질적으로 직각으로 연장하는 네크 스트립은 바람직하게 본 발명의 문맥에서 네크 스트립이 벽 구역을 향해 대략 90°의 각도로 배향된다는 것을 의미하는 것으로 이해해야 한다.
시트 파일의 로크 부재는 바람직하게 앞에서 설명한 종류의 방법에 의하여 발명에 따라서 제조된다. 이것은 바람직하게 강철 스트립 블랭크를 상술한 방법에 의하여 로크 부재의 형상으로 벤딩함으로써 이루어진다. 로크 부재는 특히 다른 시트 파일의 로크 부재와 결합하는데 사용된다. 이것은 바람직하게 시트 파일을 지면에 박거나 진동시킬 때 다른 시트 파일의 로크 부재 내로 삽입함으로써 이루어진다.
본 발명에 따른 시트 파일의 바람직한 실시예에 따라서, 네크 스트립은 최대 90°의 각도, 특히 대략 20°내지 60°의 각도, 바람직하게 35°내지 45°의 각도로 벽 구역을 향해 배향된다.
서두에 규정한 목적은 또한 본 발명에 따라서 시트 파일을 다른 시트 파일 또는 지지 요소의 로크 부재에 연결하기 위한 로크 부재를 포함하고, 상기 로크 부재는 상기 시트 파일의 벽 구역으로부터 실질적으로 직각으로 연장하는 네크 스트립, 상기 네크 스트립으로부터 특히 실질적으로 직각으로 연장하는 헤드 스트립, 상기 헤드 스트립으로부터 특히 실질적으로 직각으로 연장하는 전방 스트립, 및 상기 전방 스트립으로부터 연장하는 클로 스트립을 포함하고, 상기 클로 스트립은 적어도 90°의 각도, 특히 100°내지 130°의 각도로 실질적으로 상기 전방 스트립을 향해 배향되며, 상기 네크 스트립과 상기 헤드 스트립과 상기 전방 스트립에 의해 형성된 U-형 영역에서 상기 전방 스트립으로부터 연장하는 구성의 시트 파일, 특히 Z 시트 파일에 의하여 달성된다. 시트 파일의 벽 구역으로부터 실질적으로 직각으로 연장하는 네크 스트립은 바람직하게 본 발명의 문맥에서 네크 스트립이 벽 구역을 향해 대략 90°의 각도로 배향된다는 것을 의미하는 것으로 이해해야 한다. 네크 스트립으로부터 실질적으로 직각으로 연장하는 헤드 스트립은 바람직하게 본 발명의 문맥에서 헤드 스트립이 네크 스트립을 향해 대략 90°의 각도로 배향된다는 것을 의미하는 것으로 이해해야 한다. 헤드 스트립으로부터 실질적으로 직각으로 연장하는 전방 스트립은 바람직하게 본 발명의 문맥에서 전방 스트립이 헤드 스트립을 향해 대략 90°의 각도로 배향된다는 것을 의미하는 것으로 이해해야 한다.
시트 파일의 로크 부재는 상술한 종류의 방법에 의하여 본 발명에 따라 바람직하게 제조된다. 이것은 바람직하게 강철 스트립 블랭크를 상술한 방법에 의하여 로크 부재의 형상으로 벤딩함으로써 실시된다. 로크 부재는 특히 다른 시트 파일의 로크 부재와 결합하는데 사용된다. 이것은 바람직하게 시트 파일이 땅 속으로 박히거나 진동될 때 다른 시트 파일의 로크 부재 내로 로크 부재를 삽입함으로써 실시된다.
시트 파일의 로크 부재(이 단락에서 제2 로크 부재로서 언급됨)는 특히, 네크 스트립 및 클로 스트립을 포함하는 상술한 종류의 로크 부재(이 단락에서 제1 로크 부재로서 언급됨)과 결합하기 위해 사용된다. 2개의 로크 부재가 서로 결합될 때, 두 전방면이 서로 닿게 놓이며 서로 실질적으로 평행하게 배향된다. 두 로크 부재의 클로 스트립도 역시 서로 닿게 놓이며, 즉 제1 로크 부재의 클로 스트립이 제2 로크 부재의 클로 스트립에 평행하게 연장한다. 제1 로크 부재의 네크 스트립은 네크 스트립과 헤드 스트립 및 제1 로크 부재의 전방 스트립에 의해 형성된 제2 로크 부재의 U-형 영역에서 시트 파일의 벽 구역으로부터 연장한다. 클로 스트립은 제1 로크 부재의 클로 스트립 및 네크 스트립에 의해 형성된 제1 로크 부재의 영역 내로 들어간다. 로크 부재에 의해 함께 연결된 시트 파일의 두 벽 구역은 서로 실질적으로 평행하게 정렬되어 동일한 평면에 놓여 있다. 상술한 종류의 두 로크 부재가 함께 연결될 때, 종래 기술에서 로크 부재 접속부에 있는 체적과 비교하여 체적이 아주 적은 사이공간(interspace)이 형성된다. 그 결과, 로크 부재들이 서로에 대해 삽입된 후 사이 공간을 채우는데 필요한 밀봉제의 양이 적다. 또한, 제1 로크 부재가 시트 파일의 제1 단부에 형성되며, 다른 로크 부재, 바람직하게는 제2 로크 부재에 해당하는 로크 부재가 시트 파일의 제2 단부에 형성되는 것이 바람직하다. 무한요소법에 기초한 수치 분석과, 로크 부재의 시험은, 상술한 바와 같이 본 발명의 두 로크 부재 사이의 접속이 특히 인장력에 대해 탄성을 갖는 것을 보여주고 있다. 이것은 특히, 네크 스트립이 벽 구역에 대해 직각으로 배향되고, 클로 스트립이 네크 스트립에 대해 120°내지 140°의 각도로 연장하는 제1 로크 부재를 갖는 경우에 해당된다. 또한, 이것은, 네크 스트립이 벽 구역에 대해 실질적으로 직각으로 배향되고, 헤드 스트립이 네크 스트립에 대해 실질적으로 직각으로 배향되고, 전방 스트립이 헤드 스트립에 대해 실질적으로 직각으로 배향되고, 클로 스트립이 네크 스트립으로부터 전방 스트립에 대해 120°내지 140°의 각도로 연장하는 제2 로크 부재를 갖는 경우에 해당된다. 이러한 종류의 로크 부재가 함께 연결될 때, 인장력이 로크 부재의 벽 구역의 연장 방향으로 가해지면(시트 파일의 재료 두께가 대략 10mm임), 로크 부재는 136 kN(킬로뉴턴)의 장력이 가해질 때까지 파손되지 않는다. 이와 비교하여, 종래 기술에서 공지된 바와 같은 라르젠 프로필들 사이의 연결은 80 kN의 인장력이 가해질 때 파손된다. 상술한 인장력은 길이가 각각 100 mm인 샘플로 측정되었다.
본 발명에 따른 시트 파일의 바람직한 하나의 발전에 따라서, 네크 스트립은 최대 90°의 각도, 특히 대략 30°내지 70°의 각도, 바람직하게 45°내지 55°의 각도로 벽 구역을 향해 배향되고, 헤드 스트립은 최대 90°의 각도, 특히 대략 20°내지 50°의 각도, 바람직하게 30°내지 40°의 각도로 네크 스트립을 향해 배향되고, 및/또는 전방 스트립은 최대 90°의 각도, 특히 대략 30°내지 70°의 각도, 바람직하게 45°내지 60°의 각도로 헤드 스트립을 향해 배향된다.
본 발명에 따른 시트 파일의 바람직한 하나의 발전에 따라서, 클로 스트립은 실질적으로 120°내지 140°의 각도로 전방 스트립을 향해 배향된다.
상술한 로크 부재에 의한 수치 분석 및 시험은, 상술한 발전이 특히 두 로크 부재가 함께 연결될 때 인장력에 대항하여 탄성을 갖는 것을 보여주고 있다. 인장력이 로크 부재의 벽 구역의 연장 방향으로 가해지면(시트 파일의 재료 두께가 대략 10 mm임), 로크 부재는 112 kN(킬로뉴턴)의 장력이 가해질 때까지 파손되지 않는다. 예를 들어 110 kN의 장력이 가해질 때, 연결된 로크 부재의 벽 구역은, 힘이 가해지지 않을 때의 본래 위치에 비하여 50 내지 60 mm 만큼 멀리 당겨진다. 이에 비하여, 앞서 기술된 바와 같은 연결된 로크 부재의 벽 구역은, 힘이 가해지지 않을 때의 본래 위치에 비하여 90 내지 100 mm 만큼 멀리 당겨진다. 다시 말하면, 인장력이 가해질 때의 벽 구역 사이의 오프셋은 상술한 바와 같은 두 로크 부재 사이의 연결에 비하여 작다. 다른 장점은, 약 80 kN의 힘이 가해질 때, 상술한 로크 부재의 경우에서보다 더 작은 응력 및 스트레인이 발생한다는 것이다. 이것은 특히 용접 지점에서 유리하다.
본 발명의 시트 파일의 유리한 하나의 실시예에 따라서, 클로 스트립의 일 단부가 라운딩된다. 이것은, 예를 들어 클로 스트립의 일 단부가 시트 파일 단면에서 보아 예리한 에지를 갖지 않는다는 것을 의미한다. 클로 스트립의 단부는 밀링에 의해 바람직하게 라운딩된다. 로크 부재들을 서로에 대해 삽입함으로써 시트 파일을 연결할 때, 어떠한 예리한 에지는 인터록에서 재료를 절단시키는 결과를 초래한다. 로크 부재들 사이에 축적물을 발생시키는 컷팅은 그들을 부분적으로 쐐기가 되게 한다. 특정한 양의 컷팅이 로크 부재들 사이에 축적되어 있을 때, 로크 부재들을 서로에 대하여 삽입하는 것은 심한 악영향을 받거나 또는 삽입이 불가능하게 만든다. 또한, 인터록은 예리한 에지가 재료를 절단함으로써 손상을 입고, 그들의 안정성이 동시에 손상된다. 클로 스트립의 단부를 라운딩하는 것은 그러한 재료의 절단을 방지하며, 이것은 두 시트 파일의 로크 부재가 인터록에 손상을 입히지 않고 특별히 간단한 방법으로 서로에 대해 삽입될 수 있다는 것을 의미한다.
서두에 언급한 목적은 또한 본 발명에 따라서, 적어도 두 개의 시트 파일, 특히, 앞서 언급된 종류의 Z 시트 파일을 포함하는 시트 파일 벽에 의해 달성된다.
서두에 언급한 목적은 또한 본 발명에 따라서, 공작물, 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크로부터 강철 프로필을 제조하는 시스템에 의하여 달성되며, 상기 시스템은 공작물에 취약 지점, 특히 상기 공작물의 계획된 벤드의 영역에 압입자국을 형성하기 위한 취약화 장치 및 상기 취약 지점의 영역에서 상기 공작물을 구부리기 위한 벤딩 장치를 포함한다.
본 발명은 강철 프로필을 제조하기 위한 종래 기술의 시스템이 특히 복잡하여 높은 레벨의 전력 소비뿐만 아니라 높은 셋업 및/또는 개시 비용을 초래한다는 것을 인식한 것에 기초를 두고 있다.
본 발명에 따른 시스템의 하나의 장점은 강철 프로필이 특히 단순하고 자동화된 방법으로 시스템에 의해 제조될 수 있다는 것이다.
취약화 장치는 바람직하게 밀링 유닛, 펀칭 유닛, 스탬핑 유닛 및/또는 압연유닛의 형태로 제공될 수 있다. 바람직하게, 벤딩 장치는 또한 폴딩 유닛, 다이 벤딩 유닛 및/또는 공작물을 자유로이 구부리기 위한 벤딩 유닛을 포함할 수 있다.
본 발명의 시스템의 바람직한 하나의 변경예에 따라서, 시스템은 공작물, 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크를 제공하기 위한 공급 장치를 포함한다. 이러한 방법으로 강철 프로필을 제조하기 위한 공작물은 자동으로 시스템에 공급될 수 있다.
공급 장치는 바람직하게 공작물의 스택으로부터 공작물을 취하는 자동 그래플러(grappler)로서 제공될 수 있다. 또한, 공급 장치는 강철 스트립 롤을 펼치기 위한 언롤링(unrolling) 유닛이 될 수 있다.
본 발명에 따른 시스템의 다른 실시예에 따라서, 컷팅 장치가 강철 스트립 코일로부터 공급된 강철 스트립을 공작물로 분할하기 위해 제공된다. 이러한 방법으로, 강철 스트립 공작물은 강철 프로필을 제조하기 위해 필요한 크기 및/또는 길이로 절단될 수 있다.
본 발명에 따른 시스템의 다른 바람직한 실시예에 따라서, 컷팅 장치는 압입자국을 도입하도록 설계되고, 상기 압입자국은 강철 스트립 코일의 길이방향에 대해 실질적으로 횡단하여 배향되고 강철 스트립 코일의 측방향 에지에서 개방되어 있다.
본 발명에 따른 방법의 장점은 강철 프로필이 코일 및/또는 강철 스트립의 롤로부터 또는 시작재료로서 평평한 압연강 공작물과 함께, 자체적으로, 유연하게 및 완전 자동으로, 바람직하게는 직접적으로 제조될 수 있다는 것이다. 또한, 생산 비용은 비교적 낮은 공구 비용, 낮은 노동비 및 작은 재료 손실로 인하여 저렴하게 유지된다. 본 방법을 적용함으로써 달성되는 수요에 적절히 맞추어진 시기 적절한 생산은 또한 저장 비용을 낮게 유지하게 한다. 또한, 본 방법은 작업이 에너지 효율적이고, 청결하고 환경친화적이다. 특히 두꺼운 강철을 프로세싱할 때 에너지가 절감된다.
본 발명의 바람직한 실시예는 이제 도면을 참고하여 설명될 것이다.
도 1은 본 발명에 따른 방법의 실시예를 도시한다.
도 2는 본 발명에 따른 강철 프로필의 실시예를 도시한다.
도 3은 본 발명에 따른 시스템의 제1 실시예를 도시한다.
도 4a 내지 도 4c는 본 발명에 따른 방법의 다른 실시예를 도시한다.
도 5는 본 발명에 따른 두 시트 파일의 2개의 제1 실시예를 도시한다.
도 6은 본 발명에 따른 시트 파일 벽의 제1 실시예의 단면도를 도시한다.
도 7은 본 발명에 따른 시스템의 제2 실시예를 도시한다.
도 8은 공작물의 하나의 실시예의 사시도를 도시한다.
도 9는 도 8에 도시된 강철 스트립 코일이 중간 상태에 있는 사시도를 도시한다.
도 10은 본 발명에 따른 두 시트 파일의 2개의 제2 실시예를 도시한다.
도 11은 본 발명에 따른 시트 파일 벽의 제2 실시예의 사시도를 도시한다.
도 12는 본 발명에 따른 시트 파일 벽의 제2 실시예의 단면도를 도시한다.
도 13은 로크 부재의 일부의 단면을 도시한다.
도 1은 본 발명에 따른 방법의 실시예를 도시한다.
도 2는 본 발명에 따른 강철 프로필의 실시예를 도시한다.
도 3은 본 발명에 따른 시스템의 제1 실시예를 도시한다.
도 4a 내지 도 4c는 본 발명에 따른 방법의 다른 실시예를 도시한다.
도 5는 본 발명에 따른 두 시트 파일의 2개의 제1 실시예를 도시한다.
도 6은 본 발명에 따른 시트 파일 벽의 제1 실시예의 단면도를 도시한다.
도 7은 본 발명에 따른 시스템의 제2 실시예를 도시한다.
도 8은 공작물의 하나의 실시예의 사시도를 도시한다.
도 9는 도 8에 도시된 강철 스트립 코일이 중간 상태에 있는 사시도를 도시한다.
도 10은 본 발명에 따른 두 시트 파일의 2개의 제2 실시예를 도시한다.
도 11은 본 발명에 따른 시트 파일 벽의 제2 실시예의 사시도를 도시한다.
도 12는 본 발명에 따른 시트 파일 벽의 제2 실시예의 단면도를 도시한다.
도 13은 로크 부재의 일부의 단면을 도시한다.
도 1은 강철 프로필(1)을 제조하기 위한 본 발명에 따른 방법의 실시예를 도시한다. 공작물(2)은 각각의 경우에 공작물(2)의 길이방향(3)에 대해 횡단하는 측면에서 바라본 도면으로 도시되어 있다.
단계 A에서, 공작물(2)은 높이(5) 및 길이(6)를 갖는 직사각형 강철 스트립 블랭크(4)의 형태로 제공된다.
단계 B에서, 압입자국(11) 형태로 된 취약 지점(10)이 공작물(2)에서 계획된 벤드(13)의 영역(12)에 형성된다. 취약화 장치(14)로서 사용된 공구유닛(15)이 공작물(2)로부터 조각을 제거한다. 실질적으로 동일한 길이를 갖는 두 측면(16)을 갖는 V-형상 압입자국(11)이 이 공정에서 형성된다.
단계 C에서, 공작물(2)은 공작물(2)의 벤드의 내측면(21)에 단계 B에서 형성된 압입자국(11)이 폐쇄되도록 벤딩 장치(20)에 의하여 벤딩 영역(12)에서 구부러진다. 구부러진 상태에서, 단계 B에서 형성된 압입자국(11)의 측면(16)들이 서로 접촉하게 된다.
방법의 다른 단계에서(도시 안 됨), 측면(16)들은 압입자국(11)으로서 원래 제공된 취약 지점이 보강되어 고강도를 갖는 강철 프로필(1)을 형성하도록 레이저 용접에 의해 분리되지 않게 함께 연결된다. 레이저 용접은 측면(16)들이 서로 접촉할 때 형성된 갭이 레이저 용접 심에 의해 폐쇄되도록 하는 그러한 방법으로 실시된다. 기술적으로, 형성된 갭은 또한 제로 갭이 될 수 있고, 이 경우 측면은 용접을 위해 적용될 필요가 없다.
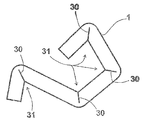
도 2는 도 1에 도시된 공작물(2)로서 본 발명에 따른 방법에 의하여 제조된, 본 발명에 따른 강철 프로필(1)의 실시예의 측면도를 도시한다. 동일한 부재들, 또는 동일한 기능을 갖는 부재들이 여기서 동일한 도면부호로 표시되어 있다.
제조 공정에서 형성된 압입자국은 벤딩에 의해 폐쇄된다. 강철 프로필은 용접 심(30)을 가지며, 이 용접 심에 의하여 압입자국이 강철을 보강하기 위해 견고하게 폐쇄된다. 벤드의 내측면(31) 또는 벤드의 외측면에서, 용접 심이 관찰 방향에서 강철 프로필(1)을 따라 연장하고, 도 1에 도시된 측면(1)을 따라 공작물(2) 내로 부분적으로 연장한다.
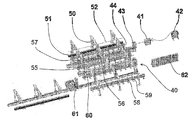
도 3은 공작물로부터 강철 프로필을 제조하기 위해 본 발명에 따른 시스템(40)의 실시예를 도시한다. 공급 장치(41)는 강철 스트립이 컷팅 장치(43)에서 추가의 제조 공정을 위한 적절한 크기의 공작물(44)로 분할될 수 있도록 강철 스트립 코일(42)로부터 강철 스트립을 제거한다. 또한, 시스템은 추가의 제조 공정을 위한 공작물의 팔레트(51)로부터 공작물(52)을 제거하는 제2 공급 장치(50)를 갖는다.
전달 요소(55)는 밀링 유닛(57)의 형태로 제공되어 있는 취약화 장치(56)로 가공되도록 하기 위해 공작물(44, 52)을 안내한다.
밀링 유닛(57)이 공작물에서 압입자국을 형성한 후, 공작물(44, 52)은 전달 요소(55)에 의하여 공작물(44, 52)을 벤딩하기 위한 벤딩 장치(60)로 안내된다.
벤딩 후에, 공작물(44, 52)은 레이저 장치(61)로 이송되고, 여기서 공작물의 압입자국이 폐쇄된다. 용접 후 강철 프로필(58)은 전달 요소(55)에 의하여 스택(59) 상에 옆으로 놓여질 수 있다.
시스템(40)은 중앙 제어기(62)에 의해 제어된다.
도 4a 및 도 4b는 본 발명에 따른 방법의 제2 실시예를 도시한다. 특히, 도 4a 및 도 4b는 각각 벤딩 전(상단) 및 벤딩 후(하단) 공작물(400)의 두 중간 상태를 도시한다.
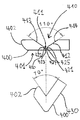
도 4a는 공작물(400)의 끝 부분(401)을 도시하고, 여기서 단부(402)가 예리한 에지가 없이 라운딩되어 있다. 도 4a에서 상단에 도시된 중간 상태에서, 공작물(400)의 압입자국(410)은 W-형상 영역(411) 및 V-형상 영역(412)을 갖는다. W-형상 영역(411)은 제1 V-형상 영역(420) 및 제2 V-형상 영역(421)으로 이루어진다. V-형상 영역(412)의 제1 측면(413)은 관찰 방향에서 볼 때 좌측에서 제1 V-형상 영역(420)의 제1 측면(422)에 인접한다. V-형상 영역(412)의 제2 측면(423)은 제2 V-형상 영역(421)의 제1 측면(424)에 인접한다. 제2 V-형상 영역(421)의 제2 측면(425)은 V-형상 영역(412)의 제2 측면(414)에 인접한다. 관찰 방향에서 볼 때 좌측에서 우측으로 진행하면서, 압입자국(410)은 다음의 인접한 요소들: 즉 V-형상 영역(412)의 제1 측면(413), 제1 V-형상 영역(420)의 제1 측면(422), 제1 V-형상 영역(420)의 제2 측면(423), 제2 V-형상 영역(421)의 제1 측면(424), 제2 V-형상 영역(421)의 제2 측면(425), 및 V-형상 영역(412)의 제2 측면(414)으로 형성된다.
제1 측면(413)과 제2 측면(414) 사이의 개방 각도는 대략 110°이다.
하단에서, 도 4a는 벤딩 후 중간 상태에 있는 공작물(400)을 도시한다. 벤딩 중에, 공작물은 대략 110°의 벤드 각으로 구부러지고, 따라서 관찰 방향에서 볼 때, 공작물(400)의 끝 부분(401)과 우측 부분(430) 사이에 대략 70°의 개방 각도를 초래한다. 벤딩 후, 각각의 V-형상 영역 또는 부분의 측면들은 서로 닿게 놓이며 및/또는 제로 갭을 형성하며, 즉 측면(413)은 측면(414)과 함께 제로 갭을 형성하고, 측면(422)은 측면(423)과 함께 제로 갭을 형성하고, 측면(424)은 측면(425)과 함께 제로 갭을 형성한다.
도 4b는 실질적으로 압입자국(410)과 유사하게 형성되어 있는 압입자국(441)을 갖는 공작물(440)을 도시한다. 동일한 부재들, 또는 동일한 기능을 갖는 부재들은 여기서 동일한 도면부호로 표시되어 있다. 도 4b에 도시된 압입자국(441)에서, 제1 측면(413)과 제2 측면(414) 사이의 개방 각도는 대략 90°이다. 벤딩 중에, V-형상 영역(412)의 측면들(413, 414)과, W-형상 영역(411)의 측면들(422, 423) 및 측면들(424, 425)은 각자 제로 갭을 형성하여서, 서로를 향하여 구부러진 구역(445)과 구역(446) 사이에 대략 90°의 각도가 만들어진다.
도 4c는 실질적으로 압입자국(410)(도 4a) 및 압입자국(441)(도 4b)과 유사하게 형성되어 있는 압입자국(451)을 갖는 공작물(450)을 도시한다. 동일한 부재들, 또는 동일한 기능을 갖는 부재들은 여기서 동일한 도면부호로 표시되어 있다. 도 4c에 도시된 압입자국(451)에서, 제1 측면(413)과 제2 측면(414) 사이의 개방 각도는 대략 50°이다. 벤딩 중에, V-형상 영역(412)의 측면들(413, 414)과, W-형상 영역(411)의 측면들(422, 423) 및 측면들(424, 425)은 각자 제로 갭을 형성하여서, 서로를 향하여 구부러진 구역(445)과 구역(446) 사이에 대략 130°의 각도가 만들어진다.
도 5는 제1 시트 파일(511) 및 제2 시트 파일(521)의 각자의 구역(510, 520)을 도시한다. 제1 시트 파일(511)은 제2 시트 파일(521)의 로크 부재(522)와 결합하는 로크 부재(512)를 갖는다. 도 5를 참고하면, 0°보다 큰 양의 값을 갖는 정해진 각도는 시계방향(530)에서 측정된 각도로 이해해야 하고; 0°보다 작은 음의 값을 갖는 정해진 각도는 반시계방향에서 측정된 각도로 이해해야 한다.
제1 시트 파일(511)의 로크 부재(512)는 네크 스트립(513) 및 클로 스트립(514)에 의해 형성된다. 네크 스트립(513)은 실질적으로 직각(대략 -90°)으로 제1 시트 파일(511)의 벽 구역(515)에서 연장한다. 그러한 각도를 달성하는데 필요한 공작물의 벤딩은 예를 들어, 도 4a에 도시된 공작물(440)의 중간 상태를 거쳐 실시될 수 있다. 클로 스트립(514)은 대략 -110°의 각도 α에서 네크 스트립(513)으로부터 연장한다. 예로서 대략 110°의 그러한 각도를 달성하는데 필요한 공작물의 벤딩은 예로서 도 4a에 도시된 공작물(400)의 중간 상태를 거쳐 실시될 수 있다. 클로 스트립(514)의 단부는 동시에 제1 시트 파일(511)의 단부(502)를 형성한다. 상기 단부(502)는 라운딩되고 적어도 시트 파일 단면의 관점에서 예리한 에지를 갖지 않는다. 제2 시트 파일(521)의 로크 부재(522)는 네크 스트립(523), 헤드 스트립(524), 전방 스트립(525) 및 클로 스트립(526)에 의해 형성된다. 네크 스트립(523)은 실질적으로 직각(대략 +90°)으로 제2 시트 파일(521)의 벽 구역(527)에서 연장한다. 헤드 스트립(524)은 실질적으로 직각(대략 -90°)으로 네크 스트립(523)에서 연장한다. 전방 스트립(525)은 실질적으로 직각(대략 -90°)으로 헤드 스트립(524)에서 연장한다. 그러한 직각을 달성하는데 필요한 공작물의 벤딩은 예를 들어, 도 4b에 도시된 공작물(440)의 중간 상태를 거쳐 실시될 수 있다. 클로 스트립(526)은 이에 대해 대략 -110°의 각도 β에서 전방 스트립(525)으로부터 연장한다. 그러한 대략 -110°의 각도를 달성하는데 필요한 공작물의 벤딩은 예로서 도 4a에 도시된 공작물(400)의 중간 상태를 거쳐 실시될 수 있다. 클로 스트립(526)의 단부는 제2 시트 파일(521)의 단부(503)를 동시에 형성한다. 상기 단부(503)는 라운딩되고 적어도 시트 파일 단면의 관점에서 예리한 에지를 갖지 않는다.
네크 스트립(523), 헤드 스트립(524), 및 전방 스트립(525)은 시트 파일(521)의 U-형 영역(528)을 형성한다. 벽 구역(527)과 연합하여 U-형 영역(528)은 시트 파일(521)의 낫(sickle) 모양의 영역을 형성한다. 이에 의하여 클로 스트립(526)은 U-형 영역(528) 및/또는 낫 모양의 영역에 의해 형성된 내부 공간(529)으로 돌출한다. 도 5에 도시된 배치(arrangement)에서, 벽 구역(515, 527)은 서로 평행하게 정렬되고 동일한 평면에서 배열된다.
벽 구역(515, 527)들이 서로를 향해 이동되면, 로크 부재(512, 522)들은 그들의 전방 스트립(513, 523)에서 서로 접한다. 시트 파일들(511, 521) 사이에 인장력이 작용하는 경우, 즉 시트 파일이 벽 구역의 연장 방향에서 강한 힘에 의해 벌어질 때, 로크 부재들은 클로 스트립(514)의 단부(502)가 전방 스트립(525)과 접하고 클로 스트립(526)의 단부(503)가 네크 스트립(513)과 접하도록 하는 방법으로 서로 결합한다. 인터록은 압력이 예를 들어 시트 파일(511, 512)의 연장부의 길이 방향에 대해 횡단하여 가해질 때 로크된 채로 유지된다. 도 5를 관찰 방향에서 상호 로크된 시트 파일들을 단지 변위시킴으로써 시트 파일들을 서로 분리시킬 수 있다.
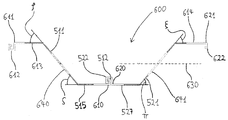
도 6은 2개의 시트 파일을 포함하는 시트 파일 벽(600)의 구역을 도시한다. 도 6에 도시된 시트 파일은 도 5에 도시된 시트 파일과 유사하다. 동일한 부재들, 또는 동일한 기능을 갖는 부재들은 여기서 동일한 도면부호로 표시되어 있다. 제1 시트 파일(511)은 실질적으로 Z-형 프로필을 갖도록 제조되고, 일 단부(610)(우측)에서 로크 부재(512)를 갖는 제1 벽 구역(515)을 포함한다. 제2 시트 파일(521)은 실질적으로 Z-형 프로필을 갖도록 제조되고, 일 단부(620)(좌측)에서 로크 부재(522)를 갖는 제1 벽 구역(527)을 포함한다.
제1 시트 파일(511)의 제1 벽 구역(515)에서부터, 제1 시트 파일(511)의 제2 벽 구역(640)은 대략 +50°의 각 ζ에서 제1 벽 구역(515)으로 연장한다. 제2 벽 구역(640)에서부터, 제1 시트 파일(511)의 제3 벽 구역(613)은 대략 -50°의 각 ρ에서 제2 벽 구역(640)으로 연장한다. 일 단부(611)에서, 제3 벽 구역(613)은 제2 시트 파일(521)의 로크 부재(522)와 실질적으로 동일한 구조를 갖는 로크 부재(612)를 갖는다. 즉 로크 부재(612)는 평면(630)에서 거울상으로 볼 때 로크 부재(522)와 동일한 형상을 갖는다.
제2 시트 파일(521)의 제1 벽 구역(527)에서부터, 제2 시트 파일(521)의 제2 벽 구역(641)은 대략 -50°의 각 π에서 제1 벽 구역(527)으로 연장한다. 제2 벽 구역(641)에서부터, 제2 시트 파일(527)의 제3 벽 구역(614)은 대략 +50°의 각 ξ에서 제2 벽 구역(641)으로 연장한다. 일 단부(621)에서, 제3 벽 구역(614)은 제1 시트 파일의 로크 부재(512)와 실질적으로 동일한 구조를 갖는 로크 부재(622)를 갖는다. 즉 로크 부재(622)는 평면(630)에서 거울상으로 볼 때 로크 부재(512)와 동일한 형상을 갖는다.
도 7은 강철 스트립 블랭크(702)로부터 시트 파일(701)을 제조하기 위해 본 발명에 따른 시스템(700)의 제2 실시예를 도시한다. 강철 스트립 블랭크(702)는 공급장치(704)에 의하여 강철 스트립 코일(703)로부터 펼쳐지고 운반 방향(710)에서 시스템(700)의 다음 구성요소로 공급 방향(710)에서 공급된다. 운반 장치(711)는 시스템(700)의 개별 구성요소를 따라 및/또는 통하여 공급 방향(710)에서 강철 블랭크(702)를 운반하는데 사용된다.
강철 스트립 블랭크(702)는 공급 장치(704)로부터 밀링 장치(712)로 진행하고, 밀링 장치에 의하여 취약 지점으로서 제공된 압입자국이 강철 스트립 블랭크(702)에 도입된다. 밀링 장치(712)는 2개의 밀링 유닛(713, 714)을 갖는다. 밀링 유닛(713)에 의하여 압입자국이 먼저 아래에서부터 강철 스트립 블랭크(702)에 도입된다. 밀링 유닛(714)에 의하여 압입자국이 위에서부터 강철 스트립 블랭크(702)에 도입된다.
레이저 컷팅 장치(720)가 강철 스트립 블랭크(702)에 슬롯형 컷아웃들(cut-outs)을 도입하는데 사용된다. 컷아웃들 각각은 강철 스트립 블랭크(702)의 외측 에지에서부터 실질적으로 직선으로 강철 스트립 블랭크(702) 내로 공급 방향(710)에 대해 횡단하여 연장한다. 특히, 2개의 컷은 공급 방향(710)에서 사전규정된 거리에서, 소위 강철 스트립 블랭크(702)의 측방향 에지에서부터 사전규정된 길이 만큼 내향으로 만들어진다. 컷은 특히, 운반 장치(711)에 위치한 전체 강철 스트립 블랭크(702)로 전달되는 벤딩 모멘트가 없이, 다음 제조 공정에서 벤드가 만들어지도록 하기 위하여 만들어진다. 컷은 이러한 지점에서 강철 스트립 블랭크(702)에 도입되며, 여기서 공작물은 후속 제조 공정에서 강철 스트립 블랭크(702)로부터 연속적으로 절단된다.
시스템(700)의 벤딩 장치(725)는 다른 지점에서 강철 스트립 블랭크(702)에 적용된다. 벤드의 영역에서, 벤딩 중에 형성된 제로 갭은 레이저 장치(730)에 의하여 폐쇄된다. 용접 후, 개별 공작물이 컷팅 장치(740)에 의하여 강철 블랭크(702)로부터 절단된다. 마무리된 공작물은 다음에 예를 들어 배송되기 위해 스택(750)에 저장될 수 있다.
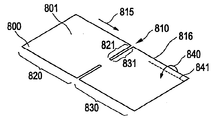
도 8은 강철 스트립 블랭크(801)의 형태로 구체화된 본 발명에 따른 공작물(800)의 일부의 사시도를 도시한다. 압입자국(810)이 강철 스트립 블랭크(801)에 도입되며, 이는 강철 스트립 블랭크(801)의 연장부(815)의 길이 방향에 대해 횡단하여 강철 스트립 블랭크(801)로 측방향으로 연장하며, 강철 스트립 블랭크의 측방향 에지(816)로 개방된다. 제1 영역(820)은 압입자국(810)의 제1 부분(821)을 한정한다. 제2 영역(830)은 압입자국(810)의 제2 부분(831)을 한정한다. 이에 의하여 벤딩 모멘트(840)가 파선으로 나타난 축(841)에 대해 토크의 형태로 강철 스트립 블랭크(801)의 제2 영역(830)에 가해질 수 있다. 즉 관찰 방향에서 볼 때 파선(841) 아래에 도시된 강철 스트립 블랭크의 영역은 그 위치가 유지되고, 반면에 관찰 방향에서 보아서 파선(841)보다 위에 도시된 강철 스트립 블랭크(801)의 에지는 축(841)에 대해 토크에 노출되어 있다. 압입자국(810)으로 인하여, 이러한 종류의 벤딩 모멘트(840)가 강철 스트립 블랭크(801)의 제1 영역(820)으로 전달되지 않는다. 즉 이러한 벤딩 모멘트가 제1 영역(820)에 전달되지 않으며 및/또는 제1 영역(820)에 어떠한 효과를 주지 않으면서 벤드가 제2 영역(830)에서 실시될 수 있다.
도 9는 벤딩 후에 중간 상태에서 도 8에 도시된 강철 스트립 블랭크(801)의 사시도를 도시한다. 즉 도 8에 도시된 강철 스트립 블랭크(801)는 시트 파일을 제조하기 위하여 강철 스트립 블랭크(801)에서 제조 공정 동안 실시되는 벤딩 작업을 받았다. 도 9는 기본적으로 제조 공정에서 후속 단계로 서로 분리되는 2개의 시트 파일(901, 902)을 도시한다.
도 10은 제1 시트 파일(1011) 및 제2 시트 파일(1021)의 각자의 구역(1010, 1020)을 도시한다. 제1 시트 파일(1011)은 제2 시트 파일(1021)의 로크 부재(1022)와 결합하는 로크 부재(1012)를 갖는다. 도 10을 참고하면, 0°보다 큰 양의 값을 갖는 정해진 각도는 시계방향(1030)에서 측정된 각도로 이해해야 하고; 0°보다 작은 음의 값을 갖는 정해진 각도는 반시계방향에서 측정된 각도로 이해해야 한다.
제1 시트 파일(1011)의 로크 부재(1012)는 네크 스트립(1013) 및 클로 스트립(1014)에 의해 형성된다. 네크 스트립(1013)은 +38°의 각도 ω에서 제1 시트 파일(1011)의 벽 구역(1015)에서 연장한다. 클로 스트립(1014)은 대략 +123°의 각도 Ψ에서 네크 스트립(1013)으로부터 연장한다. 클로 스트립(1014)의 단부는 동시에 제1 시트 파일(1011)의 단부(1002)를 형성한다. 상기 단부(1002)는 라운딩되고 적어도 시트 파일 단면의 관점에서 예리한 에지를 갖지 않는다.
제2 시트 파일(1021)의 로크 부재(1022)는 네크 스트립(1023), 헤드 스트립(1024), 전방 스트립(1025) 및 클로 스트립(1026)에 의해 형성된다. 네크 스트립(1023)은 실질적으로 -49.5°의 각도 χ에서 제2 시트 파일(1021)의 벽 구역(1027)에서 연장한다. 헤드 스트립(1024)은 대략 +30.5°의 각도 φ에서 네크 스트립(1023)에서 연장한다. 전방 스트립(1025)은 대략 +57°의 각도 σ에서 헤드 스트립(1024)에서 연장한다. 클로 스트립(1026)은 대략 +123°의 각도 Ψ에서 전방 스트립(1025)으로부터 연장한다. 클로 스트립(1026)의 단부는 제2 시트 파일(1021)의 단부(1003)를 동시에 형성한다. 상기 단부(1003)는 라운딩되고 적어도 시트 파일 단면의 관점에서 예리한 에지를 갖지 않는다. 도 10에 도시된 배치에서, 벽 구역(1015, 1027)은 서로 평행하게 정렬되고 동일한 평면에서 배열된다.
시트 파일들(1011, 1021) 사이에 인장력이 작용하는 경우, 즉 시트 파일들이 강한 힘에 의해 벌어질 때, 로크 부재들은 클로 스트립(1014)의 단부(1002)가 전방 스트립(1025) 및 클로 스트립(1026)과 접하고 클로 스트립(1026)의 단부(1003)가 네크 스트립(1013) 및 클로 스트립(1014)과 접하도록 하는 방법으로 서로 결합한다. 인터록은 압력이 예를 들어 시트 파일(1011, 1021)의 연장부의 길이 방향에 대해 횡단하여 가해질 때 로크된 채로 유지된다. 도 10을 관찰 방향에서 상호 로크된 시트 파일들을 단지 변위시킴으로써 시트 파일들을 서로 분리시킬 수 있다.
도 11 및 도 12는 각각 2개의 시트 파일을 포함하는 시트 파일 벽(1100)의 구역을 도시한다. 도 11은 사시도를 도시하고, 도 12는 시트 파일 벽(1100)의 단면을 도시한다. 도 11 및 도 12에 도시된 시트 파일은 도 10에 도시된 시트 파일과 구조가 유사하다. 동일한 부재들, 또는 동일한 기능을 갖는 부재들은 여기서 동일한 도면부호로 표시되어 있다. 제1 시트 파일(1011)은 실질적으로 Z-형 프로필을 갖도록 제조되고, 일 단부(1110)(우측)에서 로크 부재(1012)를 갖는 제1 벽 구역(1015)을 포함한다. 제2 시트 파일(1021)은 실질적으로 Z-형 프로필을 갖도록 제조되고, 일 단부(1120)(좌측)에서 로크 부재(1022)를 갖는 제1 벽 구역(1027)을 포함한다.
제1 시트 파일(1011)의 제1 벽 구역(1015)에서부터, 제1 시트 파일(1011)의 제2 벽 구역(1140)은 대략 -50°의 각 ν에서 제1 벽 구역(1015)으로 연장한다. 제2 벽 구역(1140)에서부터, 제1 시트 파일(1011)의 제3 벽 구역(1113)은 대략 +50°의 각 μ에서 제2 벽 구역(1140)으로 연장한다. 일 단부(1111)에서, 제3 벽 구역(1113)은 제2 시트 파일(1021)의 로크 부재(1022)와 실질적으로 동일한 구조를 갖는 로크 부재(1112)를 갖는다. 즉 로크 부재(1112)는 평면(1130)에서 거울상으로 볼 때 로크 부재(1022)와 동일한 형상을 갖는다.
제2 시트 파일(1021)의 제1 벽 구역(1027)에서부터, 제2 시트 파일(1021)의 제2 벽 구역(1141)은 대략 +50°의 각 λ에서 제1 벽 구역(1027)으로 연장한다. 제2 벽 구역(1141)에서부터, 제2 시트 파일(1021)의 제3 벽 구역(1114)은 대략 -50°의 각 κ에서 제2 벽 구역(1141)으로 연장한다. 일 단부(1121)에서, 제3 벽 구역(1114)은 제1 시트 파일의 로크 부재(1012)와 실질적으로 동일한 구조를 갖는 로크 부재(1122)를 갖는다. 즉 로크 부재(1122)는 평면(1130)에서 거울상으로 볼 때 로크 부재(1012)와 동일한 형상을 갖는다.
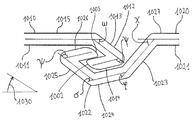
도 13은 도 10에 도시된 로크 부재(1022)의 일부의 단면을 도시한다. 이러한 단면은 벤딩 단계 후에 실시되는 용접 작업을 예시한다. 특히, 도 13은 클로 스트립(1026)과, 전방 스트립(1025)의 일부를 도시한다. 벤딩 후에, 제로 갭은 압입자국의 측면에 의해, 예로서 도 4a에 도시된 바와 같이 측면(413, 414)에 의해 형성된다. 제로 갭을 폐쇄(용접)하기 위하여, 레이저 빔(1310)이 벤드의 외측면(1320)에서부터 벤드의 내측면(1321)으로 향하게 된다. 레이저 빔(1310)은 실질적으로 제로 갭을 따라서 공작물(1300) 내측으로 나아간다. 용접 후에, 용접 루트(root)(1330)가 용접 심의 벤드 외측면(1320)에 형성되고, 용접 루트(1331)가 용접 심의 벤드 내측면(1321)에 형성된다. 공작물(1300) 내측에서, 두 영역(1340, 1341)이 용접 후에 형성된다. 영역(1340)은 용접 중에 완전히 용해되는 실질적으로 삼각형 용접 코어(1345)에 의해 형성된다. 영역(1341)은 용접 작업에 포함되지 않는 공작물의 영역(1346)과 용접 코어(1345) 사이의 전이 영역에 의해 형성된다. 벤드 외측면(1320)으로부터의 용접은 쐐기형 용접 루트가 형성되며 그 팁(tip)이 벤드 내측면(1340)을 향해 배향되는 것을 보장한다. 레이저 빔(1310)의 초점(1350)은 공작물(1300) 내측, 특히 영역(1340) 내에 있다. 이러한 초점 위치, 즉 공작물 내측에 있는 초점 위치(레이저 빔이 공작물을 타격하는 지점에서 진행하는)는 넓은 루트를 보장하고, 그 결과 벤드 외측면의 넓은 영역이 영향을 받게 된다. 특히 구부러진 상태에서 더브테일(dovetail) 형식으로 외부로 돌출하는 W-형상 압입자국의 경우, 따라서 벤딩 중에 형성된 제로 갭을 용해할 수 있다. 벤딩 중에 변형된 영역도 역시 용해되고, 그 결과 조인트가 사전에 구부러진 상태에서보다 냉각 후에 더 작은 스트레인을 받는다.
용접을 위해 사용되는 레이저 빔(1310)은 바람직하게 10kW 내지 14kW(킬로와트)의 전력 소요량을 갖는다. 대략 110°의 벤드 각도에 대해서, 레이저 용접 빔의 전력 소요량은 바람직하게 약 14kW이고, 바람직한 초점 위치는 대략 14mm이며; 대략 90°의 벤드 각도에 대해서, 레이저 용접 빔의 전력 소요량은 바람직하게 약 12kW이고, 바람직한 초점 위치는 대략 -16mm이며; 대략 50°의 벤드 각도에 대해서, 레이저 용접 빔의 공칭 전력은 바람직하게 약 10kW이고, 바람직한 초점 위치는 대략 -8mm이다. 레이저 용접 빔은 바람직하게 용접 중에 도 13의 관찰 방향에서, 1.5 내지 1.8 m/min(분당 미터)의 속도로 용접될 공작물을 따라 이동한다.
2, 44, 52 공작물
10 취약 지점
11 압입자국
21 벤드
10 취약 지점
11 압입자국
21 벤드
Claims (31)
- 강철 프로필(profile) 제조방법으로서,
공작물(2, 44, 52), 특히 강철 블랭크(blank), 바람직하게는 강철 스트립 블랭크를 제공하는 단계,
상기 공작물(2, 44, 52)에서 계획된 벤드(bend)의 영역에서 취약 지점(10)을 형성하는 단계, 및
상기 공작물(2, 44, 52)에서 벤드를 형성하기 위해 상기 공작물(2, 44, 52)을 벤딩(bending)하는 단계를 포함하는 강철 프로필 제조방법. - 청구항 1에 있어서,
상기 취약 지점(10)은 상기 공작물(2, 44, 52)에서 압입자국(indentation)(11), 특히 노치(notch)를 형성함으로써 형성되는 강철 프로필 제조방법. - 청구항 1 또는 청구항 2에 있어서,
상기 취약 지점(10), 특히 상기 취약 지점(10)을 형성하는 압입자국(11)은 밀링, 압연, 펀칭 또는 스탬핑에 의하여 형성되는 강철 프로필 제조방법. - 청구항 1 내지 청구항 3중 어느 한 항에 있어서,
상기 취약 지점(10)은 벤딩 후에 용접, 특히 레이저 용접, 및 바람직하게는 레이저 하이브리드 용접 기술에 의하여 보강되는 강철 프로필 제조방법. - 청구항 1 내지 4중 어느 한 항에 있어서,
상기 취약 지점(10)을 형성하는 압입자국(11)이 상기 공작물(2, 44, 52)에서 벤드(21)의 내측면에 형성되며, 벤딩 중에 크기가 감소되거나 또는 폐쇄되며, 또는
상기 취약 지점(10)을 형성하는 압입자국(11)이 상기 공작물(2, 44, 52)에서 벤드(21)의 외측면에 형성되며, 벤딩 중에 확장되는 강철 프로필 제조방법. - 청구항 1 내지 청구항 5중 어느 한 항에 있어서,
압입자국(11)이 상기 공작물(2, 44, 52)에서 상기 취약 지점(10)을 형성하며, 상기 공작물(2, 44, 52)에서 벤드(21)의 내측면에 형성된 상기 압입자국(11)은 벤딩 후에 용접, 특히 레이저 용접에 의하여 폐쇄되는 강철 프로필 제조방법. - 청구항 6에 있어서,
용접은 공작물(1300)에 있는 벤드(1320)의 외측면으로부터 벤드(1321)의 내측면으로 특히, 벤딩 후 압입자국(410)에 의해 형성된 제로 갭(zero gap)을 따라서 조준되는 집속된 레이저 빔(1310)을 사용하여 이루어지고, 상기 빔의 초점은 바람직하게 상기 공작물(1300) 내부에 있는 강철 프로필 제조방법. - 청구항 1 내지 청구항 7중 어느 한 항에 있어서,
상기 취약 지점(10)을 형성하는 압입자국(11)을 규정하는 측면(16)들은 다함께 분리되지 않게 결합되는 강철 프로필 제조방법. - 청구항 1 내지 청구항 8중 어느 한 항에 있어서,
벤딩은 자유 벤딩, 폴딩(folding) 또는 다이 벤딩(die bending)에 의해 실시되는 강철 프로필 제조방법. - 청구항 1 내지 청구항 9중 어느 한 항에 있어서,
상기 공작물(2, 44, 52)은 강철 스트립 롤(42), 특히 코일을 펼침(unrolling)으로써 제공되는 강철 프로필 제조방법. - 청구항 1 내지 청구항 10중 어느 한 항에 있어서,
압입자국(810)이 강철 스트립 블랭크(801)의 형태로 된 공작물(800)에 벤딩 전에 도입되고, 상기 압입자국은 상기 강철 스트립 블랭크의 길이방향(815)에 대해 실질적으로 횡단하여 배향되며 상기 강철 스트립 블랭크(801)의 측방향 에지(816)에서 개방되는 강철 프로필 제조방법. - 청구항 11에 있어서,
상기 압입자국(810)은, 상기 압입자국(810)의 제1 부분(821)을 제한하는 상기 강철 스트립 블랭크(801)의 제1 영역(820)에서의 벤딩 모멘트(840)가 상기 압입자국(810)의 제2 부분(831)을 제한하는 상기 강철 스트립 블랭크(801)의 제2 영역(830)으로 전달되지 않도록, 상기 강철 스트립 블랭크(801) 내로 돌출하는 강철 프로필 제조방법. - 강철 프로필, 특히 청구항 1 내지 청구항 12중 어느 한 항에 따른 강철 프로필 제조방법에 의하여 제조된 강철 프로필로서,
벤딩 영역에서 취약 지점(10)을 갖는 공작물(2, 44, 52)을 포함하는 강철 프로필. - 청구항 13에 있어서,
상기 취약 지점(10)은 상기 공작물(2, 44, 52)에서 압입자국(11)으로서 형성되는 강철 프로필. - 청구항 13 또는 청구항 14에 있어서,
상기 공작물(2, 44, 52)은 벤딩 영역에서 실질적으로 V-형상 압입자국(11)을 가지며, 상기 압입자국(11)의 측면(16)들은 바람직하게 90°내지 135° 범위의 각도를 형성하는 강철 프로필. - 청구항 13 내지 청구항 15중 어느 한 항에 있어서,
상기 공작물(400)은 벤딩 영역에서 실질적으로 W-형상 압입자국을 가지는 강철 프로필. - 청구항 13 내지 청구항 16중 어느 한 항에 있어서,
상기 공작물(400)은 제1 영역(412)에서 V-형상이며, 제2 영역(425), 특히 압입자국(410)의 바닥 영역에서 W-형상인 압입자국(410)을 가지며,
V-형상 영역(412)의 측면들(413, 414)은 바람직하게 대략 50°내지 110°범위의 각도를 형성하는 강철 프로필. - 청구항 16 또는 청구항 17에 있어서,
상기 W-형상 압입자국의 측면들은, 특히 상기 W-형상 압입자국의 각각의 외측면들이 V-형상 압입자국의 측면들과 인접하도록 하는 방식으로 V-형상 압입자국의 측면들과 인접하는 강철 프로필. - 청구항 13 내지 청구항 18중 어느 한 항에 있어서,
상기 공작물(2, 44, 52)은, 상기 벤딩 영역(12)에서의 상기 취약 지점(10)을 보강하기 위해 용접 심(weld seam)(30), 특히 레이저 용접 심을 가지는 강철 프로필. - 청구항 1 내지 청구항 19중 어느 한 항에 따른 강철 프로필 제조방법에 의하여 제조되는 강철 프로필에 의해 형성된 시트 파일(sheet pile), 특히 Z 시트 파일.
- 시트 파일, 특히 Z 시트 파일로서,
시트 파일(511; 1011)을 다른 시트 파일(521; 1021) 또는 지지 요소의 로크 부재(522; 1022)에 연결하기 위한 로크 부재(512; 1012)를 포함하고,
상기 로크 부재(512; 1012)는 상기 시트 파일(511; 1011)의 벽 구역(515; 1015)으로부터, 특히 실질적으로 직각으로 연장하는 네크 스트립(neck strip)(513; 1013), 및 상기 네크 스트립(513, 1013)으로부터 연장하는 클로 스트립(claw strip)(514, 1014)을 포함하고,
상기 클로 스트립(514; 1014)은 적어도 90°의 각도(α; Ψ), 특히 100°내지 130°의 각도로 실질적으로 상기 네크 스트립(513; 1013)을 향해 배향되고, 상기 클로 스트립(514; 1014)의 일 단부(502; 1002)는 상기 벽 구역(515; 1015)과 마주보는 시트 파일. - 청구항 21에 있어서,
상기 네크 스트립(1013)은 최대 90°의 각도(Ψ), 특히 대략 20°내지 50°의 각도, 바람직하게 30°내지 40°의 각도로 상기 벽 구역(1015)을 향해 배향되는 시트 파일. - 시트 파일, 특히 Z 시트 파일로서,
시트 파일(521; 1021)을 다른 시트 파일(511; 1011) 또는 지지 요소의 로크 부재(512; 1012)에 연결하기 위한 로크 부재(522; 1022)를 포함하고,
상기 로크 부재(522; 1022)는,
상기 시트 파일(521; 1021)의 벽 구역(527; 1027)으로부터, 특히 직각으로 연장하는 네크 스트립(523; 1023),
상기 네크 스트립(523, 1023)으로부터, 특히 실질적으로 직각으로 연장하는 헤드 스트립(524; 1024),
상기 헤드 스트립(524; 1024)으로부터, 특히 실질적으로 직각으로 연장하는 전방 스트립(525; 1025), 및
상기 전방 스트립(525; 1025)으로부터 연장하는 클로 스트립(526, 1026)을 포함하고,
상기 클로 스트립(526; 1026)은 적어도 90°의 각도(β; Ψ), 특히 100°내지 130°의 각도(β)로 실질적으로 상기 전방 스트립(525; 1025)을 향해 배향되며, 상기 네크 스트립(523, 1023)과 상기 헤드 스트립(524; 1024)과 상기 전방 스트립(525; 1025)에 의해 형성된 U-형 영역(528; 1028)에서 상기 전방 스트립(525; 1025)으로부터 연장하는 시트 파일. - 청구항 23에 있어서,
상기 네크 스트립(1023)은 최대 90°의 각도(χ), 특히 대략 30°내지 70°의 각도, 바람직하게 45°내지 55°의 각도로 상기 벽 구역(1027)을 향해 배향되고, 및/또는
상기 헤드 스트립(1024)은 최대 90°의 각도(φ), 특히 대략 20°내지 50°의 각도, 바람직하게 30°내지 40°의 각도로 상기 네크 스트립(1023)을 향해 배향되고, 및/또는
상기 전방 스트립(1025)은 최대 90°의 각도(σ), 특히 대략 30°내지 70°의 각도, 바람직하게 45°내지 60°의 각도로 상기 헤드 스트립(1024)을 향해 배향되는 시트 파일. - 청구항 21 또는 청구항 24에 있어서,
상기 클로 스트립(1026)은 실질적으로 120°내지 140°의 각도(Ψ)로 상기 전방 스트립(1025)을 향해 배향되는 시트 파일. - 청구항 21 또는 청구항 22에 있어서,
상기 클로 스트립(514; 524)의 일 단부(402; 502; 503)는 라운딩되어(rounded) 있는 시트 파일. - 청구항 1 내지 청구항 26중 어느 한 항에 따른 적어도 2개의 시트 파일, 특히 Z 시트 파일을 포함하는 시트 파일 벽.
- 공작물, 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크(4, 702)로부터 강철 프로필을 제조하는 시스템으로서,
공작물(2, 44, 52)에 취약 지점(10), 특히 상기 공작물(2, 44, 52)의 계획된 벤드의 영역에 압입자국(11)을 형성하기 위한 취약화 장치(weakening device)(14, 56) 및
상기 취약 지점(10)의 영역에서 상기 공작물(2, 44, 52)을 구부리기 위한 벤딩 장치(20, 60, 725)를 포함하는 강철 프로필 제조 시스템. - 청구항 28에 있어서,
상기 공작물(2, 44, 52), 특히 강철 블랭크, 바람직하게는 강철 스트립 블랭크(4, 702)를 제공하기 위한 공급 장치(50, 704)를 포함하는 강철 프로필 제조 시스템. - 청구항 28 또는 청구항 29에 있어서,
컷팅 장치(43)가 강철 스트립 코일(42)로부터 공급된 강철 스트립을 공작물(2, 44, 52)로 분할하기 위해 제공되는 강철 프로필 제조 시스템. - 청구항 28 내지 청구항 30중 어느 한 항에 있어서,
컷팅 장치(720)가 압입자국(810)을 도입하도록 설계되고, 상기 압입자국(810)은 상기 강철 스트립 블랭크의 길이방향(815)에 대해 실질적으로 횡단하여 배향되고, 상기 강철 스트립 블랭크(801)의 측방향 에지(816)에서 개방되는 강철 프로필 제조 시스템.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011100633.1 | 2011-05-05 | ||
| DE102011100633A DE102011100633A1 (de) | 2011-05-05 | 2011-05-05 | Verfahren zur Herstellung eines Stahlprofils |
| PCT/EP2012/058311 WO2012150352A2 (de) | 2011-05-05 | 2012-05-04 | Verfahren zur herstellung eines stahlprofils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140071966A true KR20140071966A (ko) | 2014-06-12 |
Family
ID=46046192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137032255A KR20140071966A (ko) | 2011-05-05 | 2012-05-04 | 강철 프로필 요소 및 이 타입의 강철 프로필 요소 제조방법 및 제조장치 |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US9199292B2 (ko) |
| EP (1) | EP2709778B1 (ko) |
| JP (1) | JP6178307B2 (ko) |
| KR (1) | KR20140071966A (ko) |
| CN (1) | CN103561879B (ko) |
| AU (1) | AU2012251616B2 (ko) |
| BR (1) | BR112013028179A2 (ko) |
| CA (1) | CA2833189C (ko) |
| DE (1) | DE102011100633A1 (ko) |
| EA (1) | EA027891B1 (ko) |
| MX (1) | MX345308B (ko) |
| MY (1) | MY167087A (ko) |
| SG (1) | SG194638A1 (ko) |
| WO (1) | WO2012150352A2 (ko) |
| ZA (1) | ZA201307776B (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101675687B1 (ko) * | 2015-05-27 | 2016-11-11 | (주)파버나인 | 디스플레이장치의 스탠드 제조방법 |
| KR20180028858A (ko) * | 2016-09-09 | 2018-03-19 | 삼성전자주식회사 | 조리기기 및 조리기기의 하우징의 제조방법 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012113088A1 (de) * | 2012-12-24 | 2014-06-26 | Tuo-Jen Chen | Herstellvorgang eines ein- und ausklappbaren einsatzes eines reparaturwerkzeuges |
| DE102013215830A1 (de) | 2013-08-09 | 2015-02-12 | Origami Steel Corp. | Stahlprofil, Tragprofil und Verfahren zur Herstellung eines Stahlprofils |
| DE102013222899A1 (de) * | 2013-11-11 | 2015-05-13 | Origami Steel Corp. | Verfahren zur Herstellung eines Stahlprofils, insbesondere eines Stahlträgers |
| CN104759893A (zh) * | 2015-03-27 | 2015-07-08 | 王威 | 一种龙骨成型系统及其使用方法 |
| JP6630192B2 (ja) * | 2016-01-25 | 2020-01-15 | 梶 塁 | 高荷重用ヒンジ装置とこれを具えた枠構造 |
| NZ745621A (en) | 2016-02-16 | 2019-04-26 | Nisshin Steel Co Ltd | Laser-welded shaped steel and method for producing same |
| DE102016214929A1 (de) * | 2016-08-11 | 2018-02-15 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines dreidimensionalen Formbauteils und Formbauteil |
| JP6947818B2 (ja) * | 2016-09-20 | 2021-10-13 | オートテック・エンジニアリング・ソシエダッド・リミターダAutotech Engineering, S.L. | 構造の部品を補強すること |
| DE102017124443A1 (de) * | 2017-10-19 | 2019-04-25 | Brandenburgische Technische Universität Cottbus-Senftenberg | Profil mit in der Längsrichtung variierenden Querschnittsformen und Verfahren zu dessen Herstellung |
| AT17787U1 (de) * | 2018-01-12 | 2023-02-15 | Blum Gmbh Julius | Schubladenausziehführung mit wenigstens einer Führungsschiene |
| BE1026099B1 (nl) * | 2018-03-16 | 2019-10-14 | Kreafin Group Sa | Paneel waarvan de koppelmiddelen geschikt zijn om de langse zijden en/of kopse zijden onderling met elkaar te verbinden |
| DK180079B1 (en) | 2018-02-23 | 2020-03-31 | Kk Wind Solutions A/S | PROFILE FOR A CABINET FRAME |
| DE102018203922B4 (de) * | 2018-03-15 | 2021-02-04 | Volkswagen Aktiengesellschaft | Kabelschuh mit definiertem Crashverhalten und Anordnung eines Kabelschuhs |
| CN108481001A (zh) * | 2018-04-23 | 2018-09-04 | 广州市捷迈智能装备制造有限公司 | 一种全自动化折弯、焊接生产线 |
| US11364566B2 (en) | 2018-08-09 | 2022-06-21 | The United States Of America As Represented By The Secretary Of The Army | Complex laser folding and fabrication |
| CN110459434B (zh) * | 2019-08-08 | 2021-08-17 | 安徽商贸职业技术学院 | 一种小型电磁继电器的衔铁自动加工设备 |
| US11766828B2 (en) * | 2020-07-15 | 2023-09-26 | Spirit Aerosystems, Inc. | Method of manufacturing folded structure with additive features |
| CN112045075B (zh) * | 2020-08-19 | 2022-05-24 | 福州弘泰冶金技术开发有限公司 | 一种翻转式薄钢板折边机 |
| CN112234930B (zh) * | 2020-09-30 | 2022-08-05 | 晶科能源股份有限公司 | 条状型材以及光伏边框 |
| CN112165298B (zh) | 2020-09-30 | 2021-12-28 | 晶科能源股份有限公司 | 光伏边框、光伏组件及光伏边框的制造方法 |
| AU2021452413B2 (en) * | 2021-06-25 | 2023-07-20 | Sasan SAIDIAN | A stud wall restraint system for in-plane building movement isolation |
| CN114211257B (zh) * | 2021-12-31 | 2023-03-28 | 中冶南方工程技术有限公司 | 一种焊接打孔一体化集成方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB403276A (en) | 1932-09-17 | 1933-12-21 | Fried Krupp Ag Friedrich Alfre | Improvements in or relating to the manufacture of sheet metal piles |
| US3287041A (en) * | 1964-09-04 | 1966-11-22 | Milton R Cohen | Fabricated corner construction |
| DE2131726C3 (de) | 1971-06-25 | 1978-06-01 | Hans Knuerr Kg Mechanik Fuer Die Elektronik, 8000 Muenchen | Metallprofil zur Herstellung von Gehäusen für elektrische Apparate |
| US3877275A (en) * | 1973-08-22 | 1975-04-15 | Unistrut Corp | Cold roll reduction and forming method |
| US4024691A (en) * | 1975-06-06 | 1977-05-24 | Roblin Industries, Inc. | Corner key reinforcement brace |
| US4223503A (en) * | 1979-02-26 | 1980-09-23 | H. H. Robertson Company | Joint for building panels |
| JPS57528A (en) * | 1980-05-31 | 1982-01-05 | Hitachi Zosen Corp | Damage detecting method for internal gear |
| JPS5772728A (en) * | 1980-10-27 | 1982-05-07 | Shigenobu Watari | Bending method for thick metallic plate |
| JPS6099511A (ja) | 1983-10-24 | 1985-06-03 | Mitsubishi Heavy Ind Ltd | 帯板のサイドトリミング方法 |
| JPH0257352A (ja) * | 1988-08-22 | 1990-02-27 | Nec Corp | 印字ヘッド |
| JPH07100528A (ja) * | 1993-10-05 | 1995-04-18 | Nisshin Steel Co Ltd | 形状特性に優れた異形管の製造方法 |
| US5598737A (en) | 1993-12-03 | 1997-02-04 | Kabushiki Kaisha Ogura | Portable, power driven punch press for working on steel frame members |
| US7574839B1 (en) * | 1995-06-07 | 2009-08-18 | Harold Simpson, Inc. | Roof assembly having increased resistance to sidelap shear |
| JPH0957352A (ja) * | 1995-06-14 | 1997-03-04 | Sumitomo Metal Ind Ltd | リップ付き形鋼の製造方法 |
| GB2306526B (en) * | 1995-11-02 | 1999-06-30 | Richard Lees Steel Decking Ltd | Floor decking |
| CZ358296A3 (en) * | 1995-12-06 | 1997-06-11 | Dalmain Frederick Untiedt | Engineering structure |
| US5725201A (en) * | 1995-12-11 | 1998-03-10 | North American Pipe Corporation | Adjustable width panel assembly |
| LU88747A1 (fr) | 1996-04-24 | 1997-02-21 | Profilarbed Sa | Palplanche en forme de "Z" à module de résistance élevé |
| JPH1015619A (ja) * | 1996-07-05 | 1998-01-20 | Sekisui Chem Co Ltd | 曲げ加工鋼板、鋼板の曲げ加工方法及び鋼板の曲げ加工用ロールフォーミング装置 |
| JP3737580B2 (ja) * | 1996-11-12 | 2006-01-18 | シロキ工業株式会社 | ロール成形方法及びロール成形装置 |
| GB9803535D0 (en) | 1998-02-19 | 1998-04-15 | Dawson Const Plant Ltd | Sheet piling |
| US6640605B2 (en) * | 1999-01-27 | 2003-11-04 | Milgo Industrial, Inc. | Method of bending sheet metal to form three-dimensional structures |
| US6412325B1 (en) * | 1999-03-23 | 2002-07-02 | 3 Dimensional Services | Method for phototyping parts from sheet metal |
| AUPR730101A0 (en) * | 2001-08-27 | 2001-09-20 | Metal Forming Technologies Pty Ltd | Profiled metal sheet |
| JP3488232B1 (ja) * | 2002-11-15 | 2004-01-19 | 新日本製鐵株式会社 | 圧延鋼矢板 |
| GB2397074B (en) * | 2003-01-07 | 2006-10-11 | Corus Uk Ltd | Profiled steel decking |
| WO2006125248A1 (en) * | 2005-05-23 | 2006-11-30 | Fielders Australia Pty Ltd | Structural steel decking panel |
| JP4928241B2 (ja) * | 2006-11-30 | 2012-05-09 | 株式会社庄内シャーリング | 板金加工方法 |
| WO2009035784A1 (en) * | 2007-08-08 | 2009-03-19 | Kimball International, Inc. | Electrical system for office furniture |
| GB0805387D0 (en) * | 2008-03-25 | 2008-04-30 | Studwelders Ltd | Profiled steel floor panel |
| US7955101B2 (en) * | 2008-10-07 | 2011-06-07 | Hubbell Incorporated | Modifiable electrical connector lug |
-
2011
- 2011-05-05 DE DE102011100633A patent/DE102011100633A1/de not_active Ceased
-
2012
- 2012-05-04 KR KR1020137032255A patent/KR20140071966A/ko not_active Application Discontinuation
- 2012-05-04 JP JP2014508840A patent/JP6178307B2/ja active Active
- 2012-05-04 WO PCT/EP2012/058311 patent/WO2012150352A2/de active Application Filing
- 2012-05-04 MY MYPI2013702087A patent/MY167087A/en unknown
- 2012-05-04 US US14/115,589 patent/US9199292B2/en active Active
- 2012-05-04 EP EP12719695.4A patent/EP2709778B1/de active Active
- 2012-05-04 EA EA201391631A patent/EA027891B1/ru not_active IP Right Cessation
- 2012-05-04 CA CA2833189A patent/CA2833189C/en active Active
- 2012-05-04 SG SG2013079470A patent/SG194638A1/en unknown
- 2012-05-04 AU AU2012251616A patent/AU2012251616B2/en active Active
- 2012-05-04 MX MX2013012691A patent/MX345308B/es active IP Right Grant
- 2012-05-04 BR BR112013028179A patent/BR112013028179A2/pt not_active Application Discontinuation
- 2012-05-04 CN CN201280021960.5A patent/CN103561879B/zh active Active
-
2013
- 2013-10-18 ZA ZA2013/07776A patent/ZA201307776B/en unknown
-
2015
- 2015-10-22 US US14/920,326 patent/US20160074923A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101675687B1 (ko) * | 2015-05-27 | 2016-11-11 | (주)파버나인 | 디스플레이장치의 스탠드 제조방법 |
| KR20180028858A (ko) * | 2016-09-09 | 2018-03-19 | 삼성전자주식회사 | 조리기기 및 조리기기의 하우징의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2012251616B2 (en) | 2016-01-21 |
| CN103561879A (zh) | 2014-02-05 |
| SG194638A1 (en) | 2013-12-30 |
| US9199292B2 (en) | 2015-12-01 |
| US20140186650A1 (en) | 2014-07-03 |
| EP2709778B1 (de) | 2020-10-21 |
| MX345308B (es) | 2017-01-25 |
| US20160074923A1 (en) | 2016-03-17 |
| EA027891B1 (ru) | 2017-09-29 |
| DE102011100633A1 (de) | 2012-11-08 |
| EA201391631A1 (ru) | 2014-02-28 |
| WO2012150352A2 (de) | 2012-11-08 |
| JP2014512963A (ja) | 2014-05-29 |
| WO2012150352A3 (de) | 2013-05-16 |
| CA2833189A1 (en) | 2012-11-08 |
| EP2709778A2 (de) | 2014-03-26 |
| ZA201307776B (en) | 2014-07-30 |
| JP6178307B2 (ja) | 2017-08-09 |
| AU2012251616A1 (en) | 2013-04-04 |
| CN103561879B (zh) | 2017-12-01 |
| MY167087A (en) | 2018-08-10 |
| CA2833189C (en) | 2019-09-17 |
| BR112013028179A2 (pt) | 2017-01-10 |
| MX2013012691A (es) | 2014-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140071966A (ko) | 강철 프로필 요소 및 이 타입의 강철 프로필 요소 제조방법 및 제조장치 | |
| US10107359B2 (en) | Conveyor belt fastener and method of manufacture | |
| US20060021413A1 (en) | Fatigue-resistance sheet slitting method and resulting sheet | |
| US7922067B2 (en) | Tailor welded blank assembly and method | |
| KR20140044330A (ko) | 맞춤형 시트 금속 스트립 또는 금속 프로파일을 제조하기 위한 장치 및 방법 | |
| AU2010277794B2 (en) | Duct blank seam and apparatus for making a duct blank seam | |
| CN112584967B (zh) | 用于焊接金属板条的方法和用于在使用这种方法的情况下制造大的表面的设备 | |
| JPH06339819A (ja) | 溶接された鋼板製中間製品を製造する方法 | |
| JP6761663B2 (ja) | プレート状のワークを加工する方法 | |
| CN105492136A (zh) | 具有弯曲形状的多边形闭合截面结构部件的制造方法以及通过该方法制造的多边形闭合截面结构部件 | |
| US7121450B2 (en) | Friction stir welding method and group of shape members for friction stir welding | |
| JP6401729B2 (ja) | L字型構造部材の製造方法及びl字型構造部材 | |
| JP6547706B2 (ja) | 直線形鋼矢板の曲がり矯正方法及び曲がり矯正装置 | |
| JP2023069978A (ja) | 溶接用裏当金 | |
| JP2020192567A (ja) | 曲げ加工品の製造方法及び曲げ加工品 | |
| JP2006218499A (ja) | 金属薄板のレーザー突合せ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |